CN1102887C - 由挤出的热塑性泡沫材料制成的能量吸收制品 - Google Patents
由挤出的热塑性泡沫材料制成的能量吸收制品 Download PDFInfo
- Publication number
- CN1102887C CN1102887C CN98808469A CN98808469A CN1102887C CN 1102887 C CN1102887 C CN 1102887C CN 98808469 A CN98808469 A CN 98808469A CN 98808469 A CN98808469 A CN 98808469A CN 1102887 C CN1102887 C CN 1102887C
- Authority
- CN
- China
- Prior art keywords
- foam
- thermoplastic
- goods
- thermoplastic foam
- extruded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000006260 foam Substances 0.000 title claims abstract description 209
- 229920001169 thermoplastic Polymers 0.000 title claims abstract description 152
- 239000004416 thermosoftening plastic Substances 0.000 title claims abstract description 152
- 239000000203 mixture Substances 0.000 claims abstract description 44
- 238000000034 method Methods 0.000 claims description 53
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 35
- 230000006835 compression Effects 0.000 claims description 32
- 238000007906 compression Methods 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 30
- 239000003795 chemical substances by application Substances 0.000 claims description 29
- 229920001577 copolymer Polymers 0.000 claims description 29
- 229920013716 polyethylene resin Polymers 0.000 claims description 26
- 239000005977 Ethylene Substances 0.000 claims description 24
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 claims description 24
- 239000000835 fiber Substances 0.000 claims description 21
- 229920000642 polymer Polymers 0.000 claims description 20
- 229920000098 polyolefin Polymers 0.000 claims description 16
- 239000000178 monomer Substances 0.000 claims description 15
- 238000013461 design Methods 0.000 claims description 10
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 claims description 10
- 229920005629 polypropylene homopolymer Polymers 0.000 claims description 9
- 229920001519 homopolymer Polymers 0.000 claims description 8
- 229920000573 polyethylene Polymers 0.000 claims description 8
- 241001466460 Alveolata Species 0.000 claims description 7
- 238000009826 distribution Methods 0.000 claims description 7
- 229920001684 low density polyethylene Polymers 0.000 claims description 7
- 239000004702 low-density polyethylene Substances 0.000 claims description 7
- 239000004711 α-olefin Substances 0.000 claims description 6
- 238000002844 melting Methods 0.000 claims description 4
- 230000008018 melting Effects 0.000 claims description 4
- 238000000113 differential scanning calorimetry Methods 0.000 claims description 3
- 239000008187 granular material Substances 0.000 claims description 3
- 238000010008 shearing Methods 0.000 claims description 3
- 238000005482 strain hardening Methods 0.000 claims description 3
- 239000000945 filler Substances 0.000 claims 2
- 230000003252 repetitive effect Effects 0.000 claims 2
- 238000001125 extrusion Methods 0.000 abstract description 21
- 238000005187 foaming Methods 0.000 abstract description 11
- 230000001747 exhibiting effect Effects 0.000 abstract 2
- -1 polyethylene Polymers 0.000 description 19
- 239000004604 Blowing Agent Substances 0.000 description 18
- 239000007921 spray Substances 0.000 description 16
- 239000002131 composite material Substances 0.000 description 15
- 239000000084 colloidal system Substances 0.000 description 14
- 239000011162 core material Substances 0.000 description 13
- 239000004743 Polypropylene Substances 0.000 description 12
- 229920001155 polypropylene Polymers 0.000 description 12
- 239000000853 adhesive Substances 0.000 description 11
- 230000001070 adhesive effect Effects 0.000 description 11
- 230000001413 cellular effect Effects 0.000 description 11
- 238000002360 preparation method Methods 0.000 description 11
- 238000010276 construction Methods 0.000 description 10
- 239000004744 fabric Substances 0.000 description 10
- 239000011347 resin Substances 0.000 description 9
- 229920005989 resin Polymers 0.000 description 9
- 230000004927 fusion Effects 0.000 description 8
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 8
- 239000002245 particle Substances 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000007493 shaping process Methods 0.000 description 7
- 229920005992 thermoplastic resin Polymers 0.000 description 7
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 6
- 239000004698 Polyethylene Substances 0.000 description 6
- 239000004088 foaming agent Substances 0.000 description 6
- 229920001903 high density polyethylene Polymers 0.000 description 6
- 239000004700 high-density polyethylene Substances 0.000 description 6
- 238000010521 absorption reaction Methods 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- 239000003431 cross linking reagent Substances 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 229930195733 hydrocarbon Natural products 0.000 description 5
- 150000002430 hydrocarbons Chemical class 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- 239000004215 Carbon black (E152) Substances 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000001282 iso-butane Substances 0.000 description 4
- 235000013847 iso-butane Nutrition 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 239000002861 polymer material Substances 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 229920005830 Polyurethane Foam Polymers 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 230000002745 absorbent Effects 0.000 description 3
- 239000002250 absorbent Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 150000001336 alkenes Chemical class 0.000 description 3
- 239000001569 carbon dioxide Substances 0.000 description 3
- 229910002092 carbon dioxide Inorganic materials 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 230000002708 enhancing effect Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 230000026030 halogenation Effects 0.000 description 3
- 238000005658 halogenation reaction Methods 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229920005606 polypropylene copolymer Polymers 0.000 description 3
- 239000011496 polyurethane foam Substances 0.000 description 3
- 239000000454 talc Substances 0.000 description 3
- 229910052623 talc Inorganic materials 0.000 description 3
- 235000012222 talc Nutrition 0.000 description 3
- 239000012815 thermoplastic material Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- NPNPZTNLOVBDOC-UHFFFAOYSA-N 1,1-difluoroethane Chemical compound CC(F)F NPNPZTNLOVBDOC-UHFFFAOYSA-N 0.000 description 2
- 244000198134 Agave sisalana Species 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- 206010000269 abscess Diseases 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 150000001338 aliphatic hydrocarbons Chemical class 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 229920006026 co-polymeric resin Polymers 0.000 description 2
- 150000001993 dienes Chemical class 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 2
- QWTDNUCVQCZILF-UHFFFAOYSA-N isopentane Chemical compound CCC(C)C QWTDNUCVQCZILF-UHFFFAOYSA-N 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- CRSOQBOWXPBRES-UHFFFAOYSA-N neopentane Chemical compound CC(C)(C)C CRSOQBOWXPBRES-UHFFFAOYSA-N 0.000 description 2
- 230000006911 nucleation Effects 0.000 description 2
- 238000010899 nucleation Methods 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- IJDNQMDRQITEOD-UHFFFAOYSA-N sec-butylidene Natural products CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910001868 water Inorganic materials 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- LVGUZGTVOIAKKC-UHFFFAOYSA-N 1,1,1,2-tetrafluoroethane Chemical compound FCC(F)(F)F LVGUZGTVOIAKKC-UHFFFAOYSA-N 0.000 description 1
- UJPMYEOUBPIPHQ-UHFFFAOYSA-N 1,1,1-trifluoroethane Chemical compound CC(F)(F)F UJPMYEOUBPIPHQ-UHFFFAOYSA-N 0.000 description 1
- DDMOUSALMHHKOS-UHFFFAOYSA-N 1,2-dichloro-1,1,2,2-tetrafluoroethane Chemical compound FC(F)(Cl)C(F)(F)Cl DDMOUSALMHHKOS-UHFFFAOYSA-N 0.000 description 1
- BHNZEZWIUMJCGF-UHFFFAOYSA-N 1-chloro-1,1-difluoroethane Chemical compound CC(F)(F)Cl BHNZEZWIUMJCGF-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- BLDFSDCBQJUWFG-UHFFFAOYSA-N 2-(methylamino)-1,2-diphenylethanol Chemical compound C=1C=CC=CC=1C(NC)C(O)C1=CC=CC=C1 BLDFSDCBQJUWFG-UHFFFAOYSA-N 0.000 description 1
- AIBRSVLEQRWAEG-UHFFFAOYSA-N 3,9-bis(2,4-ditert-butylphenoxy)-2,4,8,10-tetraoxa-3,9-diphosphaspiro[5.5]undecane Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP1OCC2(COP(OC=3C(=CC(=CC=3)C(C)(C)C)C(C)(C)C)OC2)CO1 AIBRSVLEQRWAEG-UHFFFAOYSA-N 0.000 description 1
- NBOCQTNZUPTTEI-UHFFFAOYSA-N 4-[4-(hydrazinesulfonyl)phenoxy]benzenesulfonohydrazide Chemical compound C1=CC(S(=O)(=O)NN)=CC=C1OC1=CC=C(S(=O)(=O)NN)C=C1 NBOCQTNZUPTTEI-UHFFFAOYSA-N 0.000 description 1
- 229920005789 ACRONAL® acrylic binder Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 description 1
- 239000004156 Azodicarbonamide Substances 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- 206010009866 Cold sweat Diseases 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 1
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical compound CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 1
- 241000446313 Lamella Species 0.000 description 1
- 229920000914 Metallic fiber Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- LVDRREOUMKACNJ-BKMJKUGQSA-N N-[(2R,3S)-2-(4-chlorophenyl)-1-(1,4-dimethyl-2-oxoquinolin-7-yl)-6-oxopiperidin-3-yl]-2-methylpropane-1-sulfonamide Chemical compound CC(C)CS(=O)(=O)N[C@H]1CCC(=O)N([C@@H]1c1ccc(Cl)cc1)c1ccc2c(C)cc(=O)n(C)c2c1 LVDRREOUMKACNJ-BKMJKUGQSA-N 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 229920002367 Polyisobutene Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical group [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 238000012644 addition polymerization Methods 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 239000001099 ammonium carbonate Substances 0.000 description 1
- 235000012501 ammonium carbonate Nutrition 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 1
- 235000019399 azodicarbonamide Nutrition 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- VJRITMATACIYAF-UHFFFAOYSA-N benzenesulfonohydrazide Chemical compound NNS(=O)(=O)C1=CC=CC=C1 VJRITMATACIYAF-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 125000003963 dichloro group Chemical group Cl* 0.000 description 1
- 229940087091 dichlorotetrafluoroethane Drugs 0.000 description 1
- AFABGHUZZDYHJO-UHFFFAOYSA-N dimethyl butane Natural products CCCC(C)C AFABGHUZZDYHJO-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 238000007306 functionalization reaction Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 150000008282 halocarbons Chemical class 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- 239000004701 medium-density polyethylene Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 239000013518 molded foam Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000002984 plastic foam Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920006327 polystyrene foam Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 229940072033 potash Drugs 0.000 description 1
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Substances [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 1
- 235000015320 potassium carbonate Nutrition 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 235000017550 sodium carbonate Nutrition 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000011975 tartaric acid Substances 0.000 description 1
- 235000002906 tartaric acid Nutrition 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 125000005147 toluenesulfonyl group Chemical group C=1(C(=CC=CC1)S(=O)(=O)*)C 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
- B29C44/22—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length consisting of at least two parts of chemically or physically different materials, e.g. having different densities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/35—Component parts; Details or accessories
- B29C44/352—Means for giving the foam different characteristics in different directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
- B29C44/468—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length in a plurality of parallel streams which unite during the foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/12—Articles with an irregular circumference when viewed in cross-section, e.g. window profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/32—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed at least two layers being foamed and next to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R19/00—Wheel guards; Radiator guards, e.g. grilles; Obstruction removers; Fittings damping bouncing force in collisions
- B60R19/02—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects
- B60R19/18—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects characterised by the cross-section; Means within the bumper to absorb impact
- B60R19/22—Bumpers, i.e. impact receiving or absorbing members for protecting vehicles or fending off blows from other vehicles or objects characterised by the cross-section; Means within the bumper to absorb impact containing mainly cellular material, e.g. solid foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/04—Padded linings for the vehicle interior ; Energy absorbing structures associated with padded or non-padded linings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F7/00—Vibration-dampers; Shock-absorbers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0011—Combinations of extrusion moulding with other shaping operations combined with compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0012—Combinations of extrusion moulding with other shaping operations combined with shaping by internal pressure generated in the material, e.g. foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0017—Combinations of extrusion moulding with other shaping operations combined with blow-moulding or thermoforming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/11—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels comprising two or more partially or fully enclosed cavities, e.g. honeycomb-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/22—Articles comprising two or more components, e.g. co-extruded layers the components being layers with means connecting the layers, e.g. tie layers or undercuts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
- B29L2031/3041—Trim panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3044—Bumpers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/024—Honeycomb
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/56—Damping, energy absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/04—Padded linings for the vehicle interior ; Energy absorbing structures associated with padded or non-padded linings
- B60R21/0428—Padded linings for the vehicle interior ; Energy absorbing structures associated with padded or non-padded linings associated with the side doors or panels, e.g. displaced towards the occupants in case of a side collision
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/91—Product with molecular orientation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/24992—Density or compression of components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249986—Void-containing component contains also a solid fiber or solid particle
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249953—Composite having voids in a component [e.g., porous, cellular, etc.]
- Y10T428/249987—With nonvoid component of specified composition
- Y10T428/249988—Of about the same composition as, and adjacent to, the void-containing component
- Y10T428/249989—Integrally formed skin
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Vibration Dampers (AREA)
- Molding Of Porous Articles (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Laminated Bodies (AREA)
Abstract
具有抗冲击性所希望的方向的能量吸收制品由各向异性抗压强度的挤出热塑性泡沫材料形成。热塑性泡沫材料的挤出方向基本上与抗冲击性所希望的方向平行,得到抗压强度与重量比高的能量吸收制品。根据本发明的特定方面,使用含多重喷孔的模头,使熔融热塑性组合物挤出发泡,可制备热塑性泡沫材料。除了包含具有两种或两种以上不同密度的泡沫束的聚结束泡沫共挤出物之外,可根据本发明的原则使用的各向异性强度性质的挤出热塑性泡沫材料还包括含泡沫束和非泡沫热塑性单元(整片)交叉成形物的共挤出物。
Description
本发明涉及由热塑性泡沫材料形成的制品,具体地说涉及能量或冲击力吸收制品,例如由热塑性泡沫材料制备的汽车能量吸收部件。
近年来,重量轻的汽车塑料能量吸收部件(EAUs)已与传统金属汽车缓冲器联合使用,用于吸收低能(低速)冲击力。汽车塑料EAUs通常用在缓冲器的前面。汽车塑料EAUs通常由塑料泡沫类内芯材料和包覆泡沫内芯合成树脂类表面材料组成,通常固定在刚性横梁上。已建议用于泡沫内芯材料的塑料材料包括聚氨酯、聚乙烯珠、聚苯乙烯和聚丙烯珠状泡沫材料。泡沫内芯材料是影响汽车EAU性能的重要组成部分,一般要求具有优越的能量吸收性质和形状恢复性。进一步地,为降低汽车的重量,EAU内芯材料应为低密度材料。
聚氨酯泡沫EAU内芯具有优秀的能量吸收性质和形状恢复性,但密度相对较高。因此,聚氨酯泡沫EAU内芯较重且较贵。聚苯乙烯泡沫具有较差的形状恢复性和抗冲击强度。因而,由烯烃聚合物、特别是聚丙烯型树脂的泡沫粒珠制成的汽车EAU内芯最常见。美国专利NO.3 884 455公开了包括整体化圆筒状肋的高效能量吸收元件和块,它优选根据美国专利NO.3 575 896的教导由微孔聚氨酯泡沫材料配混和模制而成。
将可膨胀的聚丙烯型树脂粒珠注入能够包覆粒子但容许气体从中逸出的模具,在粒珠膨胀、软化及彼此熔融粘附形成团块的温度下加热可膨胀粒珠,由此形成膨胀至与模具的模腔形状和尺寸相同的泡沫模制制品,可制备由泡沫烯烃聚合物制成的传统汽车EAU内芯。由聚丙烯型树脂泡沫粒珠制备的汽车EAU内芯要求泡沫密度约每立方英尺12.5磅,在25%应变下抗压强度达到约每平方英寸250磅。在更低密度下具有可比抗压强度的汽车EAU内芯是所希望的。
根据本发明,提供一种由表现各向异性强度性质的挤出热塑性聚结束(coalesced strand)泡沫材料形成的能量吸收制品,以及使用具有各向异性强度性质的挤出热塑性聚结束泡沫材料吸收冲击力的方法。挤出热塑性泡沫材料可用于能量吸收制品,其中泡沫材料的高强度方向一般与能量吸收制品预计承受的冲击力方向一致。
图1为汽车的透视图,部分侧门外板被拆开,露出门内包含的挤出热塑性泡沫材料;
图2为图1中延II-II线的剖视图;
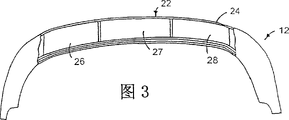
图3为图1所示汽车的尾部EAU的顶视图,部分被拆开,露出EAU内包含的热塑性泡沫挤出物;
图4为25%应力(psi)下的抗压强度作为密度(磅/立方英尺)函数的曲线图,其对符合本发明的挤出聚烯烃泡沫材料的抗压强度和传统模制制品的抗压强度进行了对比,传统模制制品以分散可膨胀聚丙烯树脂粒珠于密封容器内,在粒珠膨胀、软化、彼此熔融粘接形成团块的温度下加热粒珠的方式制备;
图5为热塑性泡沫材料复合制品的横向剖面图,热塑性泡沫材料复合制品包含交替的较薄、密度较高的非泡沫层和较厚、密度较低的泡沫层;
图6为热塑性泡沫材料复合制品的横向剖面图,热塑性泡沫材料复合制品为较薄、密度较高的交叉薄膜层的网络,薄膜层确定了由密度较低的热塑性泡沫占据的空间;
图7为热塑性泡沫材料复合制品的横向剖面图,热塑性泡沫材料复合制品包括泡沫内芯和密度较高的表面护板,表面护板充当单壳式增强结构;和
图8为热塑性泡沫制品的横向剖面图,热塑性泡沫制品具有附于其上的饰面层。
图1示出了具有冲力吸收尾部EAU12和侧门14的汽车10,侧门14包括包含于门腔内的冲击力吸收挤出热塑性泡沫嵌片16。图2中更详细地示出,热塑性泡沫嵌片16位于侧门14的外壁18和内壁20之间。热塑性泡沫嵌片16为具有各向异性强度特征的挤出热塑性泡沫材料,更具体地说,泡沫嵌片16在一个方向表现出的强度高于在另一个其它方向的强度。热塑性嵌片16在侧门14内排列取向,使强度最高的方向大约垂直于汽车10在纵向上延伸的竖直平面,即大约垂直于门壁板18、20。具有各向异性强度性质的热塑性泡沫因此排列取向,使最大强度方向大约与抗冲击性所希望的方向一致。
如图3所示,尾部EAU12包括外露面22,外露面22大约垂直于高抗冲击性所希望的方向。EAU12包括传统设计的覆盖面24,包含一个或多个挤出热塑性泡沫嵌片26、27、28,每一嵌片均表现出一个方向强度高于任何其它方向强度的各向异性强度性质。热塑性泡沫嵌片26、27和28排列取向,使强度最大的方向与汽车的轴向一致,即大约垂直于尾部EAU12的外露面22。也可与覆盖面24的外缘垂直定向。
适宜的可发泡热塑性材料包括聚乙烯,包括低密度聚乙烯和高密度聚乙烯(HDPE)、聚丙烯、和乙烯或丙烯与可与其共聚的单烯键不饱和单体的共聚物。实例包括:乙烯与丙烯酸或甲基丙烯酸及其C1-4烷基酯或离子型衍生物的共聚物;乙烯与乙酸乙烯酯共聚物;乙烯/一氧化碳共聚物;含酸酐的二烯烃烯烃共聚物;超低分子量(即密度低于0.92g/cc)乙烯与α-烯烃的共聚物;所有上述树脂的共混物;其与聚乙烯(高、中或低密)的共混物等。优选的聚烯烃包括聚丙烯均聚物和由至少约50wt%丙烯组成的聚丙烯共聚物。其它适宜的聚烯烃包括支化聚丙烯均聚物和支化聚丙烯共聚物。
乙烯或丙烯与极性共聚单体的聚合物可通过已知的加成聚合技术制备,或通过活性共聚单体与预形成的乙烯或丙烯聚合物的接枝反应制备。若需要,共混物内可包含其它弹性成分如聚异丁烯、聚丁二烯、乙烯/丙烯共聚物和乙烯/丙烯/二烯共聚体。而且,若需要,可包括其它成分,如可使乙烯类或丙烯类聚合物具有潜在交联性的交联剂,如硅烷功能交联剂,或共价或离子交联剂。
可用于本发明的其它适宜的可发泡热塑性材料包括聚酯、聚酰胺、聚氯乙烯、聚偏二氯乙烯、聚碳酸酯和聚苯乙烯树脂。
以进料、熔融、定量加入传统熔融加工设备如挤出机内的传统方式,对热塑性聚合物材料或共混物进行熔融加工。在适于形成可发泡胶体或掺合物的压力下,将挥发性发泡剂和任选的交联剂与聚烯烃聚合物或共混物混合,交联剂的加量为足以引发交联及足以将胶体或掺合物的压力提高至低于使聚合物发生熔体破坏的压力。本领域使用的术语“熔体破坏”描述通过模头挤出时的聚合物熔体流动不稳定性,这一流动不稳定性使最终产品出现空隙和/或其它不规则性。
也可以加入各种添加剂如无机填料、颜料、抗氧剂、酸捕获剂、紫外吸收剂、阻燃剂、表面活性剂、加工助剂、挤出助剂等等。
一种不是必需但一般在一些情况下却是所希望的助剂是本领域周知的成核剂。作为用于本发明中控制泡孔的分布和尺寸的任选的成核剂,这些成核剂可以是无机物质如碳酸钙,滑石,粘土,氧化钛,二氧化硅,硫酸钡,硅藻土等,由碳酸氢钠、碳酸氢钾、碳酸氢铵或碳酸钠、碳酸钾、碳酸铵等与无机酸或有机酸如硼酸、柠檬酸、酒石酸等混合所产生的二氧化碳,热分解型化学发泡剂如偶氮二酰胺、苯磺酰肼、甲苯磺酰肼等,等等。其中,相对优选最后磨成细粉的产品或无机物质如碳酸钙、滑石等,因为它们对挤出温度无限制。
成核剂的用量可适当地在每100份重量热塑性树脂或共混物中含0.01至5份重量的范围内选择,在此范围内,最优选的量为0.1-3份重量。一般地,成核剂用量提高,则泡孔直径减小。但是,若用量超过5份重量,则出现成核物的聚集或分散不均匀,从而使泡孔直径增大。相反地,若用量低于0.01份重量,则成核作用太微弱,而不能降低泡孔的直径。
本发明可使用的挥发性发泡剂一般具有-90℃至+80℃范围内的沸点,其包括(但不局限于):脂肪族碳氢化合物,如正戊烷、异戊烷、新戊烷、异丁烷、正丁烷、丙烷、乙烷等;氟-氯化碳氢化合物,如二氯四氟乙烷、三氟乙烷、三氯单氟甲烷、二氯二氟甲烷、二氯单氟甲烷等。出于环境考虑,优选其中的未完全卤化的碳氢化合物。在未完全卤化的碳氢化合物中,尤其优选部分或完全氟化的碳氢化合物和未完全卤化的氟-氯化碳氢化合物。这些碳氢化合物的例子包括1-氯-1,1-氟代乙烷、1,1,1,2-四氟乙烷和1,1-二氟乙烷。
其它可用的发泡剂包括HFC 152a、HCFC 142b和HFC 134a。尤其优选的脂肪族碳氢化合物为异丁烷和异丁烷/正丁烷混合物。其它可使用的发泡剂包括醇如甲醇和乙醇。也可考虑无机发泡剂如二氧化碳、水、氮气、氩气及其混合物,及这些无机发泡剂与碳氢化合物和/或卤化碳氢化合物发泡剂的混合物。可分解的发泡剂如偶氮二甲酰胺也可与挥发性发泡剂共同使用。部分或所有这些挥发性发泡剂的混合物也在本发明的考虑范围之内。也考虑将包含水和/或二氧化碳的混合物作为主要发泡剂。
从发泡能力和泡沫产品质量的角度考虑,加入热塑性树脂或共混物的发泡剂量优选在0.012-0.14克摩尔/100克热塑性树脂或共混物的范围内。典型地,加入热塑性树脂或共混物的发泡剂量取决于所希望的泡沫密度,一般地,较高的发泡剂加入量导致较高的膨胀比(术语“膨胀比”在此指树脂或共混物的密度与膨胀产品的密度比),因此导致较低的泡沫密度。然而,必须小心保证发泡剂的加入量不能导致树脂与发泡剂在挤出机内分相。当发生分相时,则出现“模头内发泡”现象,膨胀产品的表面粗糙,通常产生不能令人满意的产品。
其它适宜制备和挤出可发泡热塑性共混物、产生符合本发明原则的可用于制备能量吸收制品的挤出成型品的方法公开于美国专利Nos.5348795;5527573和5567742中,这些专利的所有公开内容在此通过引用并入本文。
热塑性泡沫共混物一般通过加热热塑性树脂或共混物、形成塑化或熔融聚合物材料、向其中加入发泡剂形成可发泡胶体、将胶体由模头挤出形成泡沫产品的方式制备。在与发泡剂混合之前,将热塑性树脂或共混物加热至或高于其玻璃化转变温度或熔点。可以本领域熟知的任何方式如凭借挤出机、混合机、共混机等等将发泡剂加入或混合入熔融聚合物材料中。在足以防止熔融聚合物材料充分膨胀且足以使发泡剂均匀分散于其中的升高压力下将发泡剂与熔融聚合物材料混合。任选地,可在塑化或熔融前将成核剂与聚合物熔体共混或与聚合物材料干共混。将可发泡胶体典型地冷却至低温,以优化泡沫结构的物理特征。可在挤出机或其它混合设备或独立的冷却装置内将胶体冷却,然后通过所希望形状的模头将胶体挤出或输送至减压或低压区,形成泡沫产品。低压区的压力低于可发泡胶体在通过模头挤出前保持的压力。低压可高于大气压或低于大气压(真空),但优选为大气压力。
按所希望的,热塑性泡沫可开孔型或闭孔型。正如本领域熟知的,开孔的百分比可通过适当选择发泡剂、添加剂、聚合物和加工参数如温度、压力和挤出速率控制。
根据本发明的一个特定方面,热塑性泡沫可使用具有多个喷孔的模头对熔融热塑性组合物进行挤出发泡制备。喷孔的安排为可使相邻的熔融挤出物流之间在发泡过程中发生接触,且相互粘附的接触面之间的粘附力足以产生整体结构。希望地,各束聚结的泡沫之间应保持粘附成整体结构,以防止制备、成形及形成泡沫产品过程中遭受的应力导致的束剥离。通过引用并入本文的美国专利No.4824720描述了凝聚(多束)泡沫工艺。该专利描述了通过使用具有多个喷孔的模头对熔融热塑性组合物进行挤出发泡制备含多重聚结挤出束或成型品的闭孔泡沫结构的方法。聚结束泡沫材料可以是含两种或两种以上不同密度束的共挤出物。
共挤出方法和改变热塑性泡沫密度的方法为本领域所熟知,在此不再详细说明。除了含具有两种或两种以上不同密度泡沫束的聚结束泡沫的共挤出物之外,可根据本发明原则使用的具有各向异性强度性质的挤出热塑性泡沫材料还包括含泡沫束和不发泡热塑性材料的整体(整体件)交替成型品的共挤出物。
根据本发明的一个特定方面,将可发泡热塑性胶体由含多重喷孔的模头挤出,制备具有各向异性强度性质的能量吸收制品。模头喷孔的安排为使相邻熔融挤出物流之间相互接触,导致其表面相互粘附形成整体聚结泡沫制品,其中,可发泡胶体的聚合物组分包含聚合物共混物,该共混物包含主要量(50wt%以上)的均聚物或共聚物和次要量(50wt%以下)的聚乙烯型树脂改进剂,均聚物或共聚物中的主要单体单元为丙烯单体单元,聚乙烯型树脂改进剂中的主要单体单元为乙烯单体单元。已发现,与由聚丙烯均聚物或由聚丙烯均聚物和乙烯-丙烯共聚物树脂改进剂的共混物制成的聚结束泡沫相比,由这样的聚合物共混物产生的聚结束泡沫出人意料地表现出较高的抗拉伸强度,特别是在与聚结束的纵向(即挤出方向)垂直的方向上。较高的抗拉伸强度,特别是在与聚结束纵向垂直的方向上较高的抗拉伸强度归因于改进的束-束粘附力,改进的粘附力由添加少量聚乙烯型树脂改进剂所导致,而聚乙烯型树脂改进剂为完全或大部分由乙烯单体单元组成的均聚物或共聚物。聚乙烯型树脂改进剂将典型地具有低于聚丙烯均聚物或共聚物的熔点,优选具有低于125℃的熔点。聚乙烯型树脂改进剂主要由乙烯单体单元构成,更优选由至少80wt%的乙烯单体单元构成。优选的聚乙烯型树脂改进剂的例子包括低密度聚乙烯均聚物和基本上线形乙烯聚合物,其熔体流动比I10/I2大于或等于约5.63、由方程式MW/MN≤(I10/I2)-4.63定义的分子量分布MW/MN和出现表面熔体破坏时的临界剪切速率比具有相同I2和MW/MN的线形烯烃聚合物出现表面熔体破坏时的临界剪切速率高至少50%。上述提到的基本上线形乙烯聚合物在美国专利Nos.5340840和5272236中有所描述,其内容通过引用并入本文。其它优选的聚乙烯型树脂改进剂为均相支化基本上线形乙烯/α-烯烃共聚体,其密度为约0.89g/cc至0.92g/cc、分子量分布(MW/MN)从约1.8至约2.8、熔体指数(I2)为从约0.001g/10min至约10g/10min、无高密度级分、以差示扫描量热计测量时为单熔融峰、出现整体熔体破坏时临界剪切应力高于4×106达因/cm2、应变硬化系数的斜率从1.3至2.3(增强PE的表示)。这些均相支化基本上线形乙烯/α-烯烃共聚体在美国专利No.5677383中有所描述,其公开内容在此通过引用并入本文。其它能以次要量与主要量丙烯聚合物混合使用并可通过具有多重喷孔的模头挤出,而形成尤其在与聚结束的纵向相垂直的方向上具有增强束-束粘附力及改进抗拉伸强度和模量的聚结束泡沫的适宜乙烯类树脂改进剂包括中等密度聚乙烯(MDPE)、高密度聚乙烯(HDPE)(例如,以Ziegler催化剂,按美国专利No.4076698制备的)、乙烯/酯共聚物、乙烯/乙酸乙烯酯共聚物、乙烯和烯键不饱和羧酸的共聚物、α-烯烃的均聚物和共聚物等。
可购买到的能以次要量与主要量聚丙烯均聚物或共聚物共混,并能通过具有多重喷孔的模头挤出形成尤其在与聚结束的纵向相垂直的方向上具有增强束-束粘附力及改进抗拉伸强度和模量的聚乙烯型树脂的例子包括,道(Dow)化学公司以商标“Affinity”销售的基本上线形乙烯聚合物和道(Dow)化学公司以商标“Elite”销售的低密聚乙烯。与由包括聚丙烯均聚物和含大约20乙烯单体单元的乙烯/丙烯共聚物树脂改进剂的聚合物共混物组成的聚结束泡沫相比,次要量聚乙烯型树脂改进剂与主要量丙烯均聚物或共聚物共混、与发泡剂和其它添加剂联合使用形成可发泡胶体、再通过具有多喷孔的模头挤出所产生的聚结束泡沫材料在与聚结束的纵向垂直方向上的抗拉伸强度明显改进。
本发明的聚结束泡沫能量吸收制品可包括缺束或设计空隙,即与挤出方向垂直的横剖面上是不连续的。将热塑性可发泡胶体由多重喷孔的模头挤出,以一定排列定位空隙方式安排模头喷孔,以使挤出束在末端相连,形成网络定位空隙,可制备具有缺束或设计空隙的聚结束泡沫制品。具有可产生没有缺束或设计空隙的聚结束泡沫的多重喷孔的模头可经堵塞部分喷孔的方式进行改进,可被设计成产生具有缺束或设计空隙的聚结束泡沫。具有设计空隙的能量吸收制品可有优势地用于容许控制体积密度和柔软度(模量控制)及提高空气流动的某些应用中。而且,设计空隙可用于产生电线管路、光导纤维等。形成具有设计空隙的成束泡沫制品的方法见美国专利No.4801484,其内容在此通过引用并入本文。
具有各向异性强度性质的挤出热塑性泡沫材料也能以挤出板条制备。可以通常使用的任何速率拉引通过狭缝模头,以本领域已知的任何方式,如以互对引带、展平辊或相似的拉紧方式进行拉引,将其由模头拉伸或拉引出来,形成挤出热塑性泡沫板条。
虽然特别优选的制备具有各向异性强度性质的能量吸收制品的方法为将可发泡热塑性胶体通过有多重喷孔的模头挤出,模头的喷孔安排成使相邻的熔融挤出物流之间相接触,从而导致其表面相互粘附形成整体聚结束泡沫制品,但也可使用其它方法形成具有相似或相当的各向异性强度性质的热塑性泡沫制品。
另一可选用于形成具有各向异性强度性质的泡沫制品的方法为:将热塑性可发泡胶体通过具有所希望形状(例如,矩形)的模头挤出,使挤出的成形物具有多个彼此隔开的(例如,平行的)切口,然后使切口表面热熔合,使挤出成形物重新结合成热塑性泡沫制品40(图5),热塑性泡沫制品40具有多个较薄且彼此隔开的热塑性非发泡层42,非发泡层42的密度高于相对较厚的插在非泡沫层之间的低密度层44。对挤出成形物进行切割并使切割表面融合、形成较厚泡沫层和较薄非泡沫层交替的层状或片状结构的热塑性制品的适宜技术为,使用具有多个彼此隔开的热丝的机床将热塑性泡沫成形物挤出,热丝切割成形物并容许新切割的表面再粘附或融合在一起,优选在热丝的邻近下流。当热丝通过挤出成形物时,在紧邻热丝附近,热塑性泡沫软化或熔融,使多孔泡沫结构崩塌,然后再固化形成较薄、密度较高的非泡沫层。所得层状或片状结构具有各向异性强度性质。特别地,所得层状结构在与非泡沫层排列平面一致方向上的强度高于与非泡沫层排列平面垂直方向上的强度。
使挤出成形物具有第一组彼此隔开(例如,平行的)的切口和第二组与第一组切口成一定角度(例如,垂直)排列的彼此隔开(例如,平行的)切口,然后使切口表面热融合在一起,可制备蜂窝状复合结构50(图6)。使挤出成形物通过具有彼此隔开的热丝的机床可完成这一过程,以一定排列方式安排热丝,例如,第一组彼此隔开的热丝相互平行,第二组彼此隔开的热丝相互平行且与第一组热丝形成一定角度(例如,垂直)。当热丝通过挤出成形物时,在紧邻热丝附近,热塑性泡沫软化或熔融,多孔状泡沫结构崩塌,然后再固化,形成较薄、密度较高的相互交叉非泡沫层52的网络或排列,非泡沫层52形成蜂窝状结构,蜂窝状结构具有由相互交叉的壁面边界限定的空间,此空间由密度较低的热塑性泡沫54占据。所得到的蜂窝状组合结构具有各向异性强度性质。特别地,蜂窝状组合结构在与相互交叉非泡沫层一致方向上的强度高于与相互交叉非泡沫层垂直方向上的强度。第一组彼此隔开的热丝和第二组彼此隔开的热丝可安排在挤出挤出成形物的单一机床或两个不同机床内。另可选择地,仅具有一组彼此隔开的热丝的单一机床可用于形成蜂窝状组合结构。例如,使挤出成形物通过机床,形成第一组彼此隔开的薄膜,旋转所得的较厚泡沫层和较薄非泡沫层相互交替(例如90°)的层状结构,使层状结构与热丝成不同角度第二次通过同一机床,形成蜂窝状复合结构。
另可选择地,使挤出成形物具有多个彼此隔开的切口,然后使切口表面热融合在一起,使挤出成形物重新结合成层状或蜂窝状复合结构的热塑性泡沫制品形成具有各向异性强度性质的能量吸收制品的方法可通过下列方式实现:以圆盘锯或条锯切割挤出成形物,对切口表面加热,使热塑性泡沫在紧邻切口表面附近软化或熔融,导致多孔状泡沫结构崩塌,然后立即使切口表面相互接触,使表面热融合在一起,形成复合的层状或蜂窝状复合结构。具有各向异性强度性质的层状和蜂窝状复合结构并不一定通过是挤出泡沫成形物的切口表面重新结合的方式制备,可代之以通过热融合多个热塑性泡沫块表面(切口表面或挤出物表面)、形成复合单一的复合结构。再可选择地,可通过施用熔融热塑性膜、片或层于热塑性泡沫成形物的表面,然后立即使表面结合在一起,形成彼此隔开的较薄非泡沫层和较厚泡沫层交替或构成蜂窝状结构的非泡沫层相互交叉的复合单一结构的方式,将热塑性泡沫块表面粘接在一起。再另可选择地,粘合剂如热固性粘合剂,可用于代替熔融热塑性材料,使排列的热塑性泡沫成形物表面连接,形成具有各向异性强度性质的层状或蜂窝状复合结构。用于粘接热塑性泡沫成形物表面形成具有各向异性强度性质的复合单一能量吸收制品的熔融热塑性材料和/或粘合剂,应与热塑性泡沫有良好的粘接性质,并应固化形成具有优于热塑性泡沫的强度性质的薄膜。
另一制造具有增强或强化各向异性强度性质的能量吸收制品的方法包括:使热塑性泡沫成形物或前述的任何一个实施方案外表面熔融,使熔融外表面热压成形,得到包括密度相对较高的外壳62的复合物60(图7),外壳62充当泡沫内芯64的单壳式增强结构。例如,具有各向同性强度性质的泡沫成形物外侧面或前述本发明的任何一个实施方案可被熔融,热压成形为围绕泡沫成形物或能量吸收制品的连续外壳62。所得结构在与围绕管状外壳一致的方向上具有增强强度特征。通过将独立结构外壳层压在热塑性泡沫成形物或前述的本发明任何实施方案外表面的方式,可得到相似的单壳式结构增强。独立结构外壳可由与组成热塑性泡沫材料的聚合物相同或不同的聚合物构成。
前述本发明任何实施方案中的各向异性强度性质可通过加入连续和/或非连续增强纤维进一步得到增强或强化,增强纤维可定向为长度顺着高抗冲击性所希望的方向。适宜的增强纤维包括合成纤维如芳族聚酰胺、聚酯和聚烯烃纤维;天然纤维如西沙尔(sisal);陶瓷纤维;金属纤维等等。
泡沫材料的物理性质和耐热性可通过以填料形式添加有机或无机材料的粒子或纤维而得到增强。这样的颗粒或纤维可在制造过程中加入形成泡沫的组合物内。可用的材料包括碳黑颗粒、粘土颗粒、碳或石墨纤维、聚丙烯纤维、聚酯纤维和尼龙纤维、玻璃纤维、液晶纤维等等。泡沫材料的物理性质和耐热性也可通过将含这样粒子或纤维的非泡沫薄膜/片层或涂膜层压于泡沫材料的方式得到增强。纤维可为任何长度,短(纤丝)或长的。它们可类似于纺织或无纺织品或预浸渍制品随机分散或纺织或放置在一起。
本领域已知的粘合剂可用于将各种涂层如外饰和/或功能化织品与此处描述的任何能量吸收织品粘接在一起。可用的粘合剂包括:热固性粘合剂,如聚氨酯树脂和环氧树脂;和热塑性粘合剂,如聚乙烯、聚丙烯、乙烯共聚物、丙烯共聚物;等等。有用的粘合剂见美国专利Nos.5460870和5670211。可以本领域已知的任何方式施用粘合剂,如喷雾、涂层或形成薄膜。由于其较低的成本和潜在的可循环性,优选热塑性粘合剂。粘合剂的存在对本发明并不是决定性的。
层状外饰材料70(图8)如毡品或织品,可施用于本发明的能量吸收制品上,以增加美感。外饰层可以是本领域已知的任何类型。实例包括:毡品或纺织织品。可用的织品包括纺织聚酯、尼龙和聚丙烯纤维的那些织品。优选地,毡品或织品层由与泡沫材料相同或相似的聚合物材料组成。毡品或织品层可通过本领域已知的任何方式如热焊接、粘性膜或粘性液体或涂层与泡沫材料粘接。例如,由热塑性纤维的纺织织品组成的外饰层可与本发明的能量吸收制品热焊接在一起,而不需使用粘合剂。热焊接是指,将织品层加热至一定程度,使纤维变得发粘或呈粘性,能够在不使用粘合剂的情况下与能量吸收制品粘接。另可选择地,可将能量吸收制品加热至表面发粘或呈粘性,能够与织品层或其它中介层粘接。若在热压成形过程中施用,则织品层可热焊接于能量吸收制品表面。
我们已经发现,本发明的挤出的热塑性泡沫产品具有各向异性强度性质,更具体地说,我们已经测定,挤出方向上的强度高于垂直于挤出方向上的强度。在此使用的强度性质包括,但不一定局限于抗压强度、抗压模量和抗冲击性。例如,依各种参数及挤出过程使用的材料和仪器不同,挤出方向的抗压强度可比垂直于挤出方向的强度高25%、50%、100%、甚至是200%或更高。例如,多股或聚结聚丙烯挤出物在挤出方向的抗压强度比与挤出方向相垂直方向上的抗压强度高4倍。因而,本发明的能量吸收制品由具有上述各向异性抗压强度性质的挤出热塑性泡沫材料构成,挤出热塑性泡沫材料的强度最高的方向与冲击力的预期方向及抗冲击性所希望的方向大约一致。具体地,热塑性泡沫挤出物的强度最高方向与能量吸收制品中抗冲击性所希望方向之间的偏差应小于45°,更优选小于10°,最优选小于5°。热塑性泡沫材料的强度最高方向与冲击力预期或发生的方向或与抗冲击性所希望的方向大约一致是指,挤出物强度最高方向与抗冲击性所希望的方向更近似于平行,而不是垂直。挤出物围绕与强度最高方向垂直及与第一次定向有关的轴旋转180°,一般相当于第一次定向的方向。
希望地,选择材料即热塑性树脂或共混物、成核剂、发泡剂和加工参数如温度和挤出速率,使泡沫挤出物的密度低于每立方英尺20磅,优选从每立方英尺约2磅至12磅,更优选从每立方英尺2.5至10磅,最优选每立方英尺3-8磅。所得的挤出物具有各向异性抗压强度性质,最高抗压强度一般为挤出方向。典型地,根据ASTM D3575-93(-D)测量,挤出物在挤出方向上的抗压强度在约25%应变下为至少约25psi(磅/立方英寸),更优选25%应变下为至少约45psi,最优选在25%应变下为至少约75psi。
本发明的挤出热塑性泡沫产品可发泡成或形成能量吸收制品如汽车EAU中使用的能量吸收制品所希望的形状,或者,挤出热塑性泡沫材料可切割或成形为能量吸收制品所希望的形状。另可选择地,能量吸收制品可由多元构成,这些组分通过热空气焊接、蒸汽焊接、射频焊接、粘接、机械接合或类似方式结合,形成复合的能量吸收制品。以这种方式可具有特异形状或含有不同密度部分的能量吸收制品,也可制备含有非挤出热塑性泡沫的复合制品。另一可选择的将本发明的挤出热塑性泡沫材料用于复合能量吸收制品的方法为,将挤出热塑性泡沫材料用作密闭模具的嵌片,其中分散了适宜的基体树脂。
本发明具有各向异性强度性质的聚合物泡沫能量吸收制品在运输、运输用集装箱、建筑和建设,以及汽车应用中具有广泛的应用性。汽车应用包括前后端系统、门、座位和仪表面板零件的能量吸收结构。承重应用包括底盘、腰盘、座位零件、敞篷车硬顶棚、提升式门和着力尾板和后备箱。
此处公开的方法可用于形成各种在不同缓冲应用如管套、包装和类似应用中具有一般性用途的制品。除形成EAUs外,本发明的方法可用于制备各种其它能量吸收汽车零件如保险杠、支撑面增强、仪表面板增强、弹性坐垫和底板系统,以及尾板。实施例1
聚丙烯均聚物通过具有多重喷孔的模头挤出,产生聚结或多股聚丙烯泡沫挤出物。合理地改变工艺参数,制备各种密度的聚结束聚丙烯挤出物。为了比较,将商品聚丙烯粒子加入能够压紧颗粒但容许气体逸出的模具内,加热,形成各种密度的泡沫模制制品。泡沫挤出物具有各向异性抗压强度性质,而模制聚丙烯泡沫制品具有各向同性抗压强度性质。图4中,将泡沫挤出物在挤出方向上的25%应变抗压强度作为密度的函数作图,并与作为密度函数的模制泡沫制品在25%应变抗压强度对比。图4清楚地说明,与传统模制聚烯烃泡沫产品(曲线B)相比,本发明的挤出聚烯烃泡沫产品(曲线A)基本上具有明显较高的抗压强度。实施例2
本实施例涉及各种聚结束泡沫材料的制备和测试,根据本发明的一个原则,泡沫材料中的聚合物组分由包括主要量丙烯均聚物和次要量聚乙烯型树脂改进剂的共混物组成。测试结果说明,聚乙烯型树脂改进剂使在与聚结束纵向相垂直方向上的抗拉伸强度明显改进。
为了对比,使用含88份重量的丙烯均聚物和12份重量的乙烯/丙烯(E/P)共聚物的聚合物共混物制备聚结束泡沫材料。通过使用挤出机,将12份乙烯/丙烯共聚物(KS351P)、88份丙烯均聚物(6823)、分别为0.1份的Irganox1010和Ultranox626(热稳定剂)、0.4份滑石和0,2份硬脂酸钙共混。共混物在185℃-200℃下由挤出机挤出,挤出之后,将挤出物在混合挤出机段或其它可混合液体发泡剂与熔融聚合物的设备内与16份异丁烷发泡剂混合。然后将混合物冷却至160℃,再通过模头挤出。在模头处,混合物通过多重喷孔挤出,产生聚结束泡沫。使泡沫在室温下固化一周后,由泡沫块切割拉伸测试样品,测量泡沫的束-束粘接力。根据标准ASTM测试方法进行水平拉伸试验。
同时根据本发明的原则制备6个加工样品,以基本上一致的方式测试,除了根据本发明的原则分别以12份六种不同的聚乙烯型树脂改进剂代替E/P共聚物。结果在下列表1中列出。
与由丙烯均聚物和乙烯/丙烯共聚物的聚合物共混物制备的聚结束泡沫相比,本发明中含聚乙烯型树脂改进剂的所有聚结束泡沫均具有改进的束-束粘接力(如与聚结束纵向相垂直方向上的抗拉伸强度的显著改进所示)。所用的树 树脂性质 抗拉伸强 抗拉伸模脂 度(psi) 量(psi)KS351P 乙烯/丙烯 0.4MI 6.5 137
共聚物DPF-1340 增强聚乙 3.0MI 8.8 82
烯 .909g/ccDPF-1340 增强聚乙 3.0MI 11.4 144
烯 .909g/ccLDPE 6201 低密聚乙 1.8MI 8.1 116
烯 .920g/ccPL1280 AFFINIT聚 6.0MI 9.3 138
乙烯 .900g/ccPL1880 AFFINIT聚 1.0MI 10.4 167.5
乙烯 .902g/ccEG8150 AFFINIT聚 0.5MI 11.0 142
乙烯 .868g/cc
Claims (65)
1.一种吸收冲击力的方法,其包括:
提供第一个方向上的抗压强度高于任何一个其它方向上抗压强度的热塑性泡沫材料,所述的挤出热塑性泡沫为聚结束泡沫材料形式;
以及在大约与抗压强度最高的第一个方向一致的方向上冲击热塑性泡沫材料。
2.权利要求1的方法,其中所述的挤出热塑性泡沫为共挤出聚结束泡沫,聚结束具有两种或两种以上的密度。
3.权利要求1的方法,其中所述的热塑性泡沫为包括泡沫束和与之交替成为一体的非泡沫热塑性材料的共挤出物。
4.权利要求1的方法,其中所述的热塑性泡沫包含聚烯烃。
5.权利要求4的方法,其中所述的聚烯烃主要由聚丙烯均聚物或丙烯的共聚物组成,丙烯共聚物中的丙烯重复单元占共聚物重量的至少50%。
6.权利要求1的方法,其中所述的热塑性泡沫由包括主要量丙烯均聚物或共聚物及次要量聚乙烯型树脂改进剂的聚合物共混物组成,丙烯共聚物中的大部分单体单元为丙烯单体单元,改进剂中的大部分单体单元为乙烯单体单元。
7.权利要求6的方法,其中所述的聚乙烯型树脂改进剂的熔点在约125℃以下。
8.权利要求7的方法,其中所述的聚乙烯型树脂改进剂由至少80wt%乙烯单体单元组成。
9.权利要求8的方法,其中所述的聚乙烯型树脂改进剂为低密度聚乙烯均聚物。
10.权利要求8的方法,其中所述的聚乙烯型树脂改进剂为基本上线形乙烯聚合物,其熔体流动比(I10/I2)大于或等于约5.63、分子量分布由方程式MW/MN≤(I10/I2)-4.63定义、出现表面熔体破坏时的临界剪切速率比具有相同I2和MW/MN的线形烯烃聚合物出现表面熔体破坏时的临界剪切速率高至少50%。
11.权利要求8的方法,其中所述的聚乙烯型树脂改进剂为均相支化基本上线形乙烯/α-烯烃共聚体,其密度为约0.89g/cc至0.92g/cc、分子量分布(MW/MN)从约1.8至约2.8、熔体指数(I2)为从约0.001g/10min至约10g/10min、无高密度级分、以差示扫描量热计测量时为单熔融峰、出现整体熔体破坏时临界剪切应力高于4×106达因/cm2、应变硬化系数的斜率从1.3至2.3。
12.权利要求1的方法,其中所述的挤出热塑性泡沫材料包括设计空隙。
13.权利要求1的方法,其中所述的挤出热塑性泡沫材料具有较厚泡沫层和较薄非泡沫层交替的层状结构。
14.权利要求1的方法,其中所述的挤出热塑性泡沫材料包括较薄、密度较高的相互交叉非泡沫层的网络,非泡沫层形成蜂窝状结构,蜂窝状结构具有由相互交叉的壁面边界限定的空间,此空间由密度较低的热塑性泡沫占据。
15.权利要求1的方法,其中所述的热塑性泡沫材料具有热压成形的外表面,其充当单壳式增强结构。
16.权利要求1的方法,其中所述的热塑性泡沫材料包括增强纤维。
17.权利要求16的方法,其中所述的增强纤维在长度方向上定向为高抗冲击性所希望的方向上。
18.权利要求1的方法,其中所述的热塑性泡沫材料进一步包含作为填料的颗粒材料。
19.权利要求1的方法,其中所述的热塑性泡沫材料进一步包含装饰材料层。
20.权利要求1的方法,其中所述的热塑性泡沫材料在挤出方向上的抗压强度比垂直于挤出方向的任何方向上的抗压强度高至少25%。
21.权利要求1的方法,其中所述的热塑性泡沫材料在挤出方向上的抗压强度比垂直于挤出方向上的抗压强度高至少50%。
22.权利要求1的方法,其中所述的热塑性泡沫材料在挤出方向上的抗压强度比垂直于挤出方向上的抗压强度高至少100%。
23.权利要求1的方法,其中所述的挤出热塑性泡沫材料的密度为每立方英尺至少2磅。
24.权利要求1的方法,其中所述的挤出热塑性泡沫材料的密度为每立方英尺至少2.5磅。
25.权利要求1的方法,其中所述的挤出热塑性泡沫材料的密度为每立方英尺至少约3磅。
26.权利要求1的方法,其中所述的挤出热塑性泡沫材料的密度低于每立方英尺20磅。
27.权利要求1的方法,其中所述的挤出热塑性泡沫材料被取向,以使热塑性泡沫材料强度最高的方向与热塑性泡沫材料被冲击方向之间的角度差别低于约45°。
28.权利要求1的方法,其中所述的挤出热塑性泡沫材料被取向,以使热塑性泡沫材料强度最高的方向与热塑性泡沫材料被冲击方向之间的角度差别低于约10°。
29.权利要求1的方法,其中所述的挤出热塑性泡沫材料被取向,以使热塑性泡沫材料强度最高的方向与热塑性泡沫材料被冲击方向之间的角度差别低于约5°。
30.权利要求1的方法,其中所述的热塑性泡沫材料在强度最高方向上在25%应变下的抗压强度至少约25磅/平方英寸。
31.权利要求1的方法,其中所述的热塑性泡沫材料在强度最高方向上在25%应变下的抗压强度至少约45磅/平方英寸。
32.权利要求1的方法,其中所述的热塑性泡沫材料在强度最高方向上在25%应变下的抗压强度至少约75磅/平方英寸。
33.权利要求1的方法,其中将所述挤出热塑性泡沫材料加入具有意欲吸收冲击力的表面的能量吸收制品中,挤出热塑性泡沫在制品中的排列为:使强度最高的第一个方向与意欲吸收冲击力的表面大约垂直。
34.一种吸收能量的制品,其包括:
抗冲击性所希望的表面;
加入能量吸收制品中的挤出热塑性泡沫材料,所述的挤出热塑性泡沫材料为聚结束泡沫材料形式,挤出热塑性泡沫材料在第一个方向上的强度高于其它任何方向上的强度;以及
挤出的热塑性泡沫材料定向为强度最高的第一个方向与抗冲击性所希望的方向大约一致。
35.权利要求34的制品,其中所述的挤出热塑性泡沫为共挤出聚结束泡沫,聚结束具有两种或两种以上的密度。
36.权利要求34的制品,其中所述的热塑性泡沫为包括泡沫束和与之交替成为一体的非泡沫热塑性材料的共挤出物。
37.权利要求34的制品,其中所述的热塑性泡沫包含聚烯烃。
38.权利要求37的制品,其中所述的聚烯烃主要由聚丙烯均聚物或丙烯的共聚物组成,丙烯共聚物中的丙烯重复单元占共聚物重量的至少50%。
39.权利要求34的制品,其中所述的热塑性泡沫由包括主要量丙烯均聚物或共聚物及次要量聚乙烯型树脂改进剂的聚合物共混物组成,丙烯共聚物中的大部分单体单元为丙烯单体单元,改进剂中的大部分单体单元为乙烯单体单元。
40.权利要求39的制品,其中所述的聚乙烯型树脂改进剂的熔点在约125℃以下。
41.权利要求40的制品,其中所述的聚乙烯型树脂改进剂由至少80wt%乙烯单体单元组成。
42.权利要求41的制品,其中所述的聚乙烯型树脂改进剂为低密度聚乙烯均聚物。
43.权利要求41的制品,其中所述的聚乙烯型树脂改进剂为基本上线形乙烯聚合物,其熔体流动比(I10/I2)大于或等于约5.63、分子量分布由方程式MW/MN≤(I10/I2)-4.63定义、出现表面熔体破坏时的临界剪切速率比具有相同I2和MW/MN的线形烯烃聚合物出现表面熔体破坏时的临界剪切速率高至少50%。
44.权利要求41的制品,其中所述的聚乙烯型树脂改进剂为均相支化基本上线形乙烯/α-烯烃共聚体,其密度为约0.89g/cc至0.92g/cc、分子量分布(MW/MN)从约1.8至约2.8、熔体指数(I2)为从约0.001g/10min至约10g/10min、无高密度级分、以差示扫描量热计测量时为单熔融峰、出现整体熔体破坏时临界剪切应力高于4×106达因/cm2、应变硬化系数的斜率从1.3至2.3。
45.权利要求34的制品,其中所述的挤出热塑性泡沫材料包括设计空隙。
46.权利要求34的制品,其中所述的挤出热塑性泡沫材料具有较厚泡沫层和较薄非泡沫层交替的层状结构。
47.权利要求34的制品,其中所述的挤出热塑性泡沫材料包括较薄、密度较高的相互交叉非泡沫层的网络,非泡沫层形成蜂窝状结构,蜂窝状结构具有由相互交叉的壁面边界限定的空间,此空间由密度较低的热塑性泡沫占据。
48.权利要求34的制品,其中所述的热塑性泡沫材料具有热压成形的外表面,其充当单壳式增强结构。
49.权利要求34的制品,其中所述的热塑性泡沫材料包括增强纤维。
50.权利要求48的制品,其中所述的增强纤维在长度方向上定向为高抗冲击性所希望的方向上。
51.权利要求34的制品,其中所述的热塑性泡沫材料进一步包含作为填料的颗粒材料。
52.权利要求34的制品,其中所述的热塑性泡沫材料进一步包含装饰材料层。
53.权利要求34的制品,其中所述的热塑性泡沫材料在挤出方向上的抗压强度比垂直于挤出方向的任何方向上的抗压强度高至少25%。
54.权利要求34的制品,其中所述的热塑性泡沫材料在挤出方向上的抗压强度比垂直于挤出方向上的抗压强度高至少50%。
55.权利要求34的制品,其中所述的热塑性泡沫材料在挤出方向上的抗压强度比垂直于挤出方向上的抗压强度高至少100%。
56.权利要求34的制品,其中所述的挤出热塑性泡沫材料的密度为每立方英尺至少2磅。
57.权利要求34的制品,其中所述的挤出热塑性泡沫材料的密度为每立方英尺至少2.5磅。
58.权利要求34的制品,其中所述的挤出热塑性泡沫材料的密度为每立方英尺至少约3磅。
59.权利要求34的制品,其中所述的挤出热塑性泡沫材料的密度低于每立方英尺20磅。
60.权利要求34的制品,其中所述的挤出热塑性泡沫材料被取向,以使热塑性泡沫材料强度最高的方向与热塑性泡沫材料被冲击方向之间的角度差别低于约45°。
61.权利要求34的制品,其中所述的挤出热塑性泡沫材料被取向,以使热塑性泡沫材料强度最高的方向与热塑性泡沫材料被冲击方向之间的角度差别低于约10°。
62.权利要求34的制品,其中所述的挤出热塑性泡沫材料被取向,以使热塑性泡沫材料强度最高的方向与热塑性泡沫材料被冲击方向之间的角度差别低于约5°。
63.权利要求34的制品,其中所述的热塑性泡沫材料在强度最高方向上在25%应变下的抗压强度至少约25磅/平方英寸。
64.权利要求34的制品,其中所述的热塑性泡沫材料在强度最高方向上在25%应变下的抗压强度至少约45磅/平方英寸。
65.权利要求34的制品,其中所述的热塑性泡沫材料在强度最高方向上在25%应变下的抗压强度至少约75磅/平方英寸。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US5115597P | 1997-06-27 | 1997-06-27 | |
| US60/051,155 | 1997-06-27 | ||
| US5334397P | 1997-07-22 | 1997-07-22 | |
| US60/053,343 | 1997-07-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1268084A CN1268084A (zh) | 2000-09-27 |
| CN1102887C true CN1102887C (zh) | 2003-03-12 |
Family
ID=26729122
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98808469A Expired - Lifetime CN1102887C (zh) | 1997-06-27 | 1998-06-26 | 由挤出的热塑性泡沫材料制成的能量吸收制品 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US6213540B1 (zh) |
| EP (1) | EP0991514B1 (zh) |
| JP (2) | JP2002511917A (zh) |
| CN (1) | CN1102887C (zh) |
| AR (1) | AR016093A1 (zh) |
| AT (1) | ATE222528T1 (zh) |
| AU (1) | AU8269298A (zh) |
| CA (1) | CA2295103C (zh) |
| DE (1) | DE69807332T2 (zh) |
| ES (1) | ES2178231T3 (zh) |
| NO (1) | NO996402L (zh) |
| WO (1) | WO1999000236A1 (zh) |
Families Citing this family (81)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7455350B2 (en) * | 1997-12-19 | 2008-11-25 | Henkel Kgaa | Assembly for sound-proofing cavities |
| DE19810871A1 (de) * | 1998-03-13 | 1999-09-16 | Dynamit Nobel Kunststoff Gmbh | Energieabsorbierende Schaumstruktur |
| DE19859418A1 (de) * | 1998-12-22 | 2000-06-29 | Basf Ag | Expandierte Polypropylen-Partikel |
| EP1226918B1 (en) * | 1999-08-30 | 2007-07-11 | Sekisui Chemical Co., Ltd. | Production method for thermoplastic resin foam and molding mold therefor |
| DE19952570A1 (de) | 1999-11-02 | 2001-05-03 | Bayer Ag | Energieabsorber für ein Absorbieren von Stoßenergie |
| US6844055B1 (en) * | 1999-12-02 | 2005-01-18 | Dow Global Technologies Inc. | Hollow strandfoam and preparation thereof |
| US6716379B2 (en) * | 2000-02-03 | 2004-04-06 | Pactiv Corporation | Polymer foam plank with densified skin, method and apparatus for producing a densified skin on a foam plank |
| WO2002046284A1 (en) * | 2000-12-04 | 2002-06-13 | Nova Chemicals Inc. | Foamed cellular particles of an expandable polymer composition |
| JP2002316351A (ja) * | 2001-02-15 | 2002-10-29 | Sumitomo Chem Co Ltd | 多層発泡シートの製造方法 |
| US6545094B2 (en) | 2001-03-09 | 2003-04-08 | The Dow Chemical Company | Blends of ethylenic polymers with improved modulus and melt strength and articles fabricated from these blends |
| ES2337613T3 (es) * | 2001-03-09 | 2010-04-27 | Dow Global Technologies Inc. | Mezclas de polimeros etilenicos con modulo y resistencia del fundido mejorados y articulos fabricados a partir de estas mezclas. |
| EP1256490A3 (de) * | 2001-05-11 | 2003-06-04 | Benteler Automobiltechnik GmbH & Co. KG | Baugruppe aus Stossfängern und Crashboxen |
| WO2002103113A2 (en) * | 2001-06-15 | 2002-12-27 | International Paper Company | Cellulose-polymer composites and related manufacturing methods |
| GB0119357D0 (en) * | 2001-08-08 | 2001-10-03 | Dow Chemical Co | Energy absorption unit |
| GB0128954D0 (en) * | 2001-12-03 | 2002-01-23 | Dow Chemical Co | Energy absorption unit |
| US6779830B2 (en) * | 2002-04-09 | 2004-08-24 | Ford Global Technologies, Llc | Anti-intrusion beam for a vehicle door assembly |
| US20040001945A1 (en) * | 2002-06-27 | 2004-01-01 | Cate Peter J. | Composite foam structure having an isotropic strength region and anisotropic strength region |
| US7951449B2 (en) * | 2002-06-27 | 2011-05-31 | Wenguang Ma | Polyester core materials and structural sandwich composites thereof |
| EP1393892A1 (de) * | 2002-08-29 | 2004-03-03 | Alcan Technology & Management Ltd. | Geschäumte Kunststoffplatte |
| US6698819B1 (en) | 2002-12-10 | 2004-03-02 | Lear Corporation | Pneumatic pressure molded impact countermeasure |
| WO2004067304A2 (en) | 2003-01-17 | 2004-08-12 | Dow Global Technologies, Inc. | Method for making vehicle door panels |
| JP4354209B2 (ja) * | 2003-03-04 | 2009-10-28 | 株式会社ジェイエスピー | バンパー構造 |
| GB2400341B (en) * | 2003-04-08 | 2006-03-22 | Univ Warwick | Laminate material |
| WO2005103363A2 (en) | 2004-04-23 | 2005-11-03 | The United States Of America, As Represented By The Secretary Of The Navy | Armor including a strain rate hardening elastomer |
| US7451851B2 (en) * | 2003-09-15 | 2008-11-18 | Jeffrey Wax | Method and apparatus to immobilize an internal combustion engine motor vehicle |
| AU2003270697A1 (en) * | 2003-09-16 | 2005-04-27 | Alcan Baltek Corporation | Polyester core materials and structural sandwich composites thereof |
| US9359481B2 (en) | 2003-11-26 | 2016-06-07 | Owens Corning Intellectual Capital, Llc | Thermoplastic foams and method of forming them using nano-graphite |
| US20080287560A1 (en) * | 2004-12-31 | 2008-11-20 | Loh Roland R | Polymer foams containing multi-functional layered nano-graphite |
| US8568632B2 (en) * | 2003-11-26 | 2013-10-29 | Owens Corning Intellectual Capital, Llc | Method of forming thermoplastic foams using nano-particles to control cell morphology |
| US7605188B2 (en) * | 2004-12-31 | 2009-10-20 | Owens Corning Intellectual Capital, Llc | Polymer foams containing multi-functional layered nano-graphite |
| US7114764B1 (en) * | 2004-04-22 | 2006-10-03 | The United States Of America As Represented By The Secretary Of The Navy | Mine and collision protection for passenger vehicle |
| US20060006568A1 (en) * | 2004-07-06 | 2006-01-12 | Lear Corporation | Method of making a grab handle |
| US7344666B2 (en) * | 2004-07-06 | 2008-03-18 | International Automotive Components Group North America, Inc. | Interior vehicle trim panel having a sprayed expanded polyurethane layer and method and system of making same |
| US7147808B2 (en) * | 2004-07-06 | 2006-12-12 | Lear Corporation | Vehicle part with integrated impact management feature and method of making same |
| US7059461B2 (en) * | 2004-08-05 | 2006-06-13 | General Motors Corporation | Torque-transmitting apparatus |
| US20060030630A1 (en) * | 2004-08-05 | 2006-02-09 | Lear Corporation | System, method and composition for forming composite sprayed polyurethane skins having an expanded polyurethane layer |
| US7977396B2 (en) * | 2004-11-12 | 2011-07-12 | Dow Global Technologies Llc | Impact-absorbing members for dynamic impact applications |
| DE602005023202D1 (de) | 2004-11-19 | 2010-10-07 | Prime Polymer Co Ltd | Extrudierter polypropylen schaumstoff |
| WO2006101142A1 (ja) * | 2005-03-22 | 2006-09-28 | Prime Polymer Co., Ltd. | プロピレン系樹脂押出発泡体及びプロピレン系樹脂押出発泡体の製造方法 |
| WO2006101143A1 (ja) * | 2005-03-22 | 2006-09-28 | Prime Polymer Co., Ltd. | プロピレン系樹脂押出発泡体及びプロピレン系樹脂押出発泡体の製造方法 |
| US20060222775A1 (en) * | 2005-03-24 | 2006-10-05 | Lear Corporation | System, method and composition for forming composite sprayed polyurethane skins having a low density expanded polyurethane layer |
| US7968180B2 (en) * | 2005-04-27 | 2011-06-28 | Prime Polymer Co., Ltd. | Extruded propylene-resin composite foam |
| US9187608B2 (en) * | 2005-09-08 | 2015-11-17 | Owens Corning Intellectual Capital, Llc | Polystyrene foam containing a modifier-free nanoclay and having improved fire protection performance |
| EP1801146B1 (en) * | 2005-12-23 | 2016-10-12 | Borealis Technology Oy | Glass fibre reinforced polypropylene foam |
| EP1976916B1 (en) * | 2006-01-10 | 2014-05-07 | Dow Global Technologies LLC | Improved foams for vehicular energy absorbance |
| US7790274B2 (en) * | 2006-08-02 | 2010-09-07 | High Impact Technology, Llc | Layered panel structure including self-bonded thermoformable and non-thermoformable layer materials |
| US20080166526A1 (en) * | 2007-01-08 | 2008-07-10 | Monk Russell A | Formed panel structure |
| US20080242752A1 (en) * | 2007-03-28 | 2008-10-02 | Yadollah Delaviz | Polystyrene foams incorporating nanographite and HFC-134 |
| BRPI0811374A2 (pt) | 2007-06-04 | 2014-11-04 | Dow Global Technologies Inc | "componente absorvedor de energia" |
| US7780224B2 (en) * | 2007-06-08 | 2010-08-24 | Vanguard National Trailer Corporation | Crash attenuating underride guard |
| US20090048360A1 (en) * | 2007-08-13 | 2009-02-19 | Thorne Gregg E | Cork Substitute |
| US20090068439A1 (en) * | 2007-09-11 | 2009-03-12 | Callahan Timothy C | Construction laminate |
| US8105510B1 (en) | 2007-10-05 | 2012-01-31 | The United States Of America As Represented By The Secretary Of The Navy | Method for making ballistic armor using low-density ceramic material |
| EP2851196A1 (en) | 2008-05-05 | 2015-03-25 | A. Schulman, Inc. | Multilayer clear over color polyolefin sheets and layered backing structure |
| JP5753342B2 (ja) * | 2009-04-30 | 2015-07-22 | 株式会社ブリヂストン | シートパッド |
| WO2011008845A1 (en) | 2009-07-14 | 2011-01-20 | Toray Plastics (America), Inc. | Crosslinked polyolefin foam sheet with exceptional softness, haptics, moldability, thermal stability and shear strength |
| US8484922B2 (en) | 2010-02-17 | 2013-07-16 | Sealed Air Corporation (Us) | Alkaline and heat resistant foam composite and floor underlayment |
| WO2011134778A1 (de) * | 2010-04-29 | 2011-11-03 | Basf Se | Verfahren zur herstellung elastischer, komprimierter schaumstoffe auf basis von melamin/formaldehydharzen |
| EP2598539A1 (en) | 2010-09-30 | 2013-06-05 | Dow Global Technologies LLC | Process for recovering brominated styrene-butadiene copolymers from a bromination reaction solution |
| CN103261297B (zh) | 2010-12-17 | 2015-08-19 | 陶氏环球技术有限责任公司 | 聚苯乙烯熔体挤出方法 |
| CN102259443A (zh) * | 2011-04-13 | 2011-11-30 | 浙江吉利汽车研究院有限公司 | 一种汽车空腔阻隔胶板及其制备方法 |
| US20140128488A1 (en) | 2011-06-29 | 2014-05-08 | Dow Global Technologies Llc | Method for Making Organic Foam Composites Containing Aerogel Particles |
| GB201114958D0 (en) | 2011-08-31 | 2011-10-12 | Univ Leuven Kath | Complexly shaped anisotropic foam with customizable cellular structure and manufacture thereof |
| US8876179B2 (en) * | 2012-02-01 | 2014-11-04 | Sabic Global Technologies B.V. | Energy absorbing assembly and methods of making and using the same |
| DE102012102689A1 (de) | 2012-03-26 | 2013-09-26 | Airex Ag | Strukturelement sowie Verfahren zu dessen Herstellung |
| CN102700045A (zh) * | 2012-06-20 | 2012-10-03 | 浙江吉利汽车研究院有限公司杭州分公司 | 聚丙烯物理发泡制备汽车保险杠的方法 |
| CN104822504A (zh) * | 2012-09-25 | 2015-08-05 | 泽费罗斯股份有限公司 | 泡沫芯复合物 |
| US9968154B2 (en) * | 2013-03-15 | 2018-05-15 | Marie Hochstein | Protective equipment having frangible energy absorbing elements |
| DE102013022247B4 (de) * | 2013-12-09 | 2019-01-24 | Audi Ag | Fahrzeug-Karosserieelement |
| US9463685B2 (en) | 2014-05-15 | 2016-10-11 | Honda Motor Co., Ltd. | Tailgate liner assembly and method for vehicle tailgate |
| US9404231B2 (en) | 2014-08-26 | 2016-08-02 | The Texas A&M University System | Module for use in a crash barrier and crash barrier |
| US9853263B2 (en) | 2014-11-10 | 2017-12-26 | Ford Global Technologies, Llc | Battery assembly including structural foamed materials |
| WO2016084044A1 (en) * | 2014-11-28 | 2016-06-02 | Hitachi Rail Italy S.P.A. | Rail vehicle, particularly a tram comprising a bumper |
| JP7204324B2 (ja) * | 2014-12-22 | 2023-01-16 | ビーエーエスエフ ソシエタス・ヨーロピア | 異方性フォームの繊維強化 |
| EP3237508B1 (de) * | 2014-12-22 | 2020-04-22 | Basf Se | Faserverstärkung von schaumstoffen aus miteinander verbundenen segmenten |
| CA2979846C (en) | 2015-03-17 | 2023-10-03 | Major League Baseball Properties, Inc. | Protective headgear for sports participants, especially baseball fielders |
| US10414893B2 (en) * | 2015-03-31 | 2019-09-17 | Sekisui Chemical Co., Ltd. | Closed cell foam sheet |
| US20190357695A1 (en) | 2016-09-23 | 2019-11-28 | Covestro Deutschland Ag | Composite object comprising a body and a foam, and method for production thereof |
| US10632948B2 (en) | 2017-12-18 | 2020-04-28 | Vanguard National Trailer Corporation | Strap underride guard |
| CN108063303B (zh) * | 2017-12-18 | 2023-08-29 | 江苏俊知技术有限公司 | 一种容易加工、具有线性相位-温度关系的稳相同轴电缆及其四氟乙烯泡沫材料的制作方法 |
| IL308359A (en) | 2021-05-17 | 2024-01-01 | Jabil Inc | An improved method for creating thermoplastic powders for additive manufacturing |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3884455A (en) * | 1972-04-19 | 1975-05-20 | Mccord Corp | High efficiency energy absorber |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USB632416I5 (zh) | 1956-03-01 | 1976-03-09 | ||
| GB1098408A (en) * | 1965-06-24 | 1968-01-10 | Monsanto Chemicals | Extrusion of resins |
| GB1174772A (en) * | 1966-06-10 | 1969-12-17 | P P Payne & Sons Ltd | Improvements in or relating to Tapes and Ribbons |
| US3573152A (en) * | 1969-07-29 | 1971-03-30 | Foster Grant Co Inc | Thermoplastic elongated cellular products |
| US3702711A (en) * | 1970-05-08 | 1972-11-14 | Uniroyal Inc | Motor vehicle injury and damage prevention system |
| US3816234A (en) * | 1971-03-22 | 1974-06-11 | Burden W | Impact absorbing laminate and articles fabricated therefrom |
| JPS556531B2 (zh) * | 1971-08-13 | 1980-02-18 | ||
| DE2251749A1 (de) * | 1972-10-21 | 1974-05-02 | Arbed | Sicherheitsvorrichtung im strassenverkehr |
| US3852150A (en) * | 1973-01-15 | 1974-12-03 | Mccord Corp | Resilient energy absorbing assembly |
| US3887322A (en) * | 1973-11-28 | 1975-06-03 | Arco Polymers Inc | Extruder die for multiple stream extrusion |
| GB1547764A (en) * | 1976-08-10 | 1979-06-27 | Marley Tile Co Ltd | Bumpers for motor vehicles |
| US4136226A (en) * | 1978-03-23 | 1979-01-23 | Gilman Richard L | Impact-absorbing laminate and method of manufacture thereof |
| US4352484A (en) * | 1980-09-05 | 1982-10-05 | Energy Absorption Systems, Inc. | Shear action and compression energy absorber |
| JPS57195758A (en) * | 1981-05-29 | 1982-12-01 | Du Pont Mitsui Polychem Co Ltd | Impact energy absorber |
| US4505960A (en) * | 1983-08-12 | 1985-03-19 | Monsanto Company | Unitary shock-absorbing polymeric pad for artificial turf |
| US4548775A (en) * | 1984-01-05 | 1985-10-22 | Sekisui Kaseihin Kogyo Kabushiki Kaisha | Method for production of thermoplastic resin foams |
| US4801484A (en) | 1988-01-13 | 1989-01-31 | The Dow Chemical Company | Highly loaded coalesced foam |
| US4824720A (en) * | 1988-02-11 | 1989-04-25 | The Dow Chemical Company | Coalesced polyolefin foam having exceptional cushioning properties |
| US5352500A (en) * | 1988-02-08 | 1994-10-04 | Rohm And Haas Company | Thermoplastic polymer compositions containing melt-rheology modifiers |
| US4966805A (en) * | 1989-03-28 | 1990-10-30 | Mitsui Toatsu Chemicals, Inc. | Heat-shrinkable polystyrene-base foamed composite sheet |
| DE4015739A1 (de) * | 1990-05-16 | 1991-11-21 | Hoechst Ag | Verfahren zur herstellung eines verbundkoerpers aus polypropylen |
| US5272236A (en) | 1991-10-15 | 1993-12-21 | The Dow Chemical Company | Elastic substantially linear olefin polymers |
| DE4101806A1 (de) * | 1991-01-23 | 1992-07-30 | Basf Ag | Schockabsorbierende propylenpolymer-verbundformteile |
| US5527573A (en) | 1991-06-17 | 1996-06-18 | The Dow Chemical Company | Extruded closed-cell polypropylene foam |
| US5306068A (en) * | 1991-08-30 | 1994-04-26 | Toray Industries Inc. | Automobile door |
| US5677383A (en) | 1991-10-15 | 1997-10-14 | The Dow Chemical Company | Fabricated articles made from ethylene polymer blends |
| US5567742A (en) | 1992-02-04 | 1996-10-22 | The Dow Chemical Company | Dimensionally-stable polypropylene foam expanded with inorganic blowing agents |
| US5348795A (en) | 1992-12-09 | 1994-09-20 | The Dow Chemical Company | Process for making a dimensionally-stable open-cell polypropylene foam with organic blowing agents |
| US5340840A (en) * | 1993-03-18 | 1994-08-23 | The Dow Chemical Company | Foam structures of ethylenic polymer material having enhanced toughness and elasticity and process for making |
| GB2277052A (en) | 1993-04-14 | 1994-10-19 | Du Pont Canada | Polyurethane foam laminates |
| JPH07137202A (ja) * | 1993-11-15 | 1995-05-30 | Sumitomo Chem Co Ltd | 熱可塑性エラストマー組成物からなる積層体 |
| DE4432082A1 (de) * | 1994-09-09 | 1996-03-14 | Bayer Ag | Stoßfänger auf Basis energieabsorbierender Schaumstoffe |
| JP2775146B2 (ja) * | 1994-09-21 | 1998-07-16 | 小島プレス工業株式会社 | 車両用衝撃吸収構造体 |
| JPH08113162A (ja) * | 1994-10-19 | 1996-05-07 | Toyota Motor Corp | 自動車の車体上部の乗員の保護構造及び保護構造の製造方法 |
| US5670211A (en) | 1995-09-14 | 1997-09-23 | Hoover Universal, Inc. | Method for applying liquid to sheet material |
| DE19615875A1 (de) * | 1996-04-22 | 1997-10-23 | Ymos Ag Ind Produkte | Aufpralldämpfer für Kraftfahrzeuge |
-
1998
- 1998-06-26 AR ARP980103073 patent/AR016093A1/es unknown
- 1998-06-26 DE DE69807332T patent/DE69807332T2/de not_active Expired - Lifetime
- 1998-06-26 ES ES98932908T patent/ES2178231T3/es not_active Expired - Lifetime
- 1998-06-26 AT AT98932908T patent/ATE222528T1/de not_active IP Right Cessation
- 1998-06-26 JP JP50580499A patent/JP2002511917A/ja active Pending
- 1998-06-26 CN CN98808469A patent/CN1102887C/zh not_active Expired - Lifetime
- 1998-06-26 CA CA 2295103 patent/CA2295103C/en not_active Expired - Fee Related
- 1998-06-26 EP EP19980932908 patent/EP0991514B1/en not_active Expired - Lifetime
- 1998-06-26 US US09/105,619 patent/US6213540B1/en not_active Expired - Lifetime
- 1998-06-26 AU AU82692/98A patent/AU8269298A/en not_active Abandoned
- 1998-06-26 WO PCT/US1998/013376 patent/WO1999000236A1/en active IP Right Grant
-
1999
- 1999-12-22 NO NO996402A patent/NO996402L/no not_active Application Discontinuation
-
2009
- 2009-02-16 JP JP2009033096A patent/JP2009109022A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3884455A (en) * | 1972-04-19 | 1975-05-20 | Mccord Corp | High efficiency energy absorber |
Also Published As
| Publication number | Publication date |
|---|---|
| US6213540B1 (en) | 2001-04-10 |
| CA2295103C (en) | 2008-04-29 |
| CN1268084A (zh) | 2000-09-27 |
| WO1999000236A1 (en) | 1999-01-07 |
| DE69807332D1 (de) | 2002-09-26 |
| JP2009109022A (ja) | 2009-05-21 |
| AR016093A1 (es) | 2001-06-20 |
| EP0991514A1 (en) | 2000-04-12 |
| EP0991514B1 (en) | 2002-08-21 |
| ATE222528T1 (de) | 2002-09-15 |
| JP2002511917A (ja) | 2002-04-16 |
| DE69807332T2 (de) | 2003-04-10 |
| AU8269298A (en) | 1999-01-19 |
| CA2295103A1 (en) | 1999-01-07 |
| ES2178231T3 (es) | 2002-12-16 |
| NO996402D0 (no) | 1999-12-22 |
| NO996402L (no) | 2000-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1102887C (zh) | 由挤出的热塑性泡沫材料制成的能量吸收制品 | |
| KR100978771B1 (ko) | 폴리프로필렌계 수지 중공형상 발포 성형체 및 이의제조방법 | |
| US6545094B2 (en) | Blends of ethylenic polymers with improved modulus and melt strength and articles fabricated from these blends | |
| CA2330922C (en) | Thermoformable polypropylene foam sheet | |
| EP1075933B1 (en) | Multi-layer expansion-molded article of polypropylene resin, production process thereof, and container, shock-absorbing material for automobile and automotive member formed of the multi-layer expansion-molded article of polypropylene resin | |
| KR100577033B1 (ko) | 발포 블로우 성형품 및 그의 제조방법 | |
| CN102341442B (zh) | 基于聚烯烃/苯乙烯聚合物混合物的弹性颗粒泡沫材料 | |
| US6818161B2 (en) | Molded body of thermoplastic resin having sound absorption characteristics | |
| ES2337613T3 (es) | Mezclas de polimeros etilenicos con modulo y resistencia del fundido mejorados y articulos fabricados a partir de estas mezclas. | |
| CN1102941C (zh) | 由高熔体强度聚丙烯材料制备有良好低温韧性的泡沫制品的方法 | |
| DE60000106T2 (de) | Integralschaumkörper mit einer Haut, sowie aus diesem Material hergestellter Behälter und stossabsorbierendes Material | |
| JP2021028363A (ja) | ポリプロピレン系樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子成形体 | |
| JPH08103581A (ja) | クッション材 | |
| JPH06505935A (ja) | 非変形ポリオレフィン発泡構造体およびその製造方法 | |
| KR100219734B1 (ko) | 합판대체용 열가소성고분자 복합패널 | |
| JP2002361768A (ja) | 多層成形体 | |
| JP3352156B2 (ja) | スチレン系熱可塑性エラストマーの押出発泡成形体 | |
| KR20150083332A (ko) | 열팽창 마이크로캡슐을 포함하는 자동차 내장재용 경량 복합재 및 그 제조방법 | |
| MXPA99012049A (en) | Energy absorbing articles of extruded thermoplastic foams | |
| KR101928927B1 (ko) | 내충격성이 우수한 올레핀 블럭 공중합체 발포입자 | |
| JPWO2018131601A1 (ja) | ポリプロピレン系発泡シートおよび物品 | |
| MXPA00011695A (en) | Vehicle headliner comprised of a thermoformable thermoplastic foam sheet | |
| MXPA00011696A (en) | Thermoformable polypropylene foam sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20030312 |
|
| CX01 | Expiry of patent term |