CN109351863B - 一种汽车驱动后桥制动器防尘罩复合模具及复合工艺 - Google Patents
一种汽车驱动后桥制动器防尘罩复合模具及复合工艺 Download PDFInfo
- Publication number
- CN109351863B CN109351863B CN201811356634.5A CN201811356634A CN109351863B CN 109351863 B CN109351863 B CN 109351863B CN 201811356634 A CN201811356634 A CN 201811356634A CN 109351863 B CN109351863 B CN 109351863B
- Authority
- CN
- China
- Prior art keywords
- die
- blanking
- plate
- dust cover
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
Abstract
本发明涉及一种汽车驱动后桥制动器防尘罩复合模具及复合工艺,该模具分为模具的上半部分和模具的下半部分,模具的上半部分包括:模柄、上模板、导套、上垫板、成形卸料弹簧、落料卸料弹簧、上固定板、内导柱、落料卸料板、落料凸模、成形卸料板、压凸点凹模、冲孔凸模和内导套,模具的下半部分包括:压凸点凸模、校模器、复合模、顶杆、挡料销、压边圈、落料凹模、导柱、下垫板和下模板。采用自动校正间隙的校模止口,自动校正模具间隙的校模器等结构来提高模具精度、寿命和产品质量。替代传统的经三道工序(即落料.拉深工序、冲孔工序、压凸点工序)的复合工艺。
Description
技术领域
本发明属于机械设备领域,涉及一种用于制动器防尘罩的制造模具,特别涉及一种汽车驱动后桥制动器防尘罩复合模具及复合工艺。
背景技术
制动器防尘罩是通过凸焊方式焊在制动器底板上,主要是对制动器底板总成等起到防灰尘、防水、防锈的作用,能让汽车更经久、耐用。制动器防尘罩传统的生产方式是分四道工序进行加工,工艺流程是:下料→落料.拉深→冲孔→压凸点,来达到产品设计要求。这样不但需要安装的模具数量较多,生产耗时较长,而且还要在多台设备之间进行多次物料配送,生产效率较低。本发明正是基于现有技术中生产工艺存在的可优化性考虑,设计制动器防尘罩落料-冲孔-拉深-压凸点复合模具,能使产品在同一道工序中同时实现落料、冲孔、拉深、压凸点四种不同的冲压加工动作,即将三道工序优化为一道工序,这样通过设计一种能满足生产汽车驱动后桥制动器防尘罩落料-冲孔-拉深-压凸点复合模具,来提高产品的生产效率和产品质量,就显得十分必要。
发明内容
本发明的目的是为了解决现有技术存在的缺陷,提供一种汽车驱动后桥制动器防尘罩复合模具及复合工艺。
本发明的目的之一是提供了一种汽车驱动后桥制动器防尘罩一次完成落料、冲孔、拉深、压凸点的复合模具,通过模具上部分采用自动校正间隙的校模止口,模具下部分采用自动校正模具间隙的校模器等结构来提高模具精度、寿命和产品质量。该落料-冲孔-拉深-压凸点复合模具安装在带有下顶出缸的压力机上对制动器防尘罩进行落料、冲孔、拉深、压凸点工序的复合加工。
本发明的目的之二是设计了一种使用所述制动器防尘罩落料-冲孔-拉深-压凸点复合模具,以替代传统的经三道工序(即落料.拉深工序、冲孔工序、压凸点工序)的复合工艺;
实现本发明的目的之一的技术方案如下:
一种汽车驱动后桥制动器防尘罩复合模具,该模具分为模具的上半部分和模具的下半部分,模具的上半部分包括:模柄、上模板、导套、上垫板、成形卸料弹簧、落料卸料弹簧、上固定板、内导柱、落料卸料板、落料凸模、成形卸料板、压凸点凹模、冲孔凸模和内导套,模具的下半部分包括:压凸点凸模、校模器、复合模、顶杆、挡料销、压边圈、落料凹模、导柱、下垫板和下模板,所述两件内导套通过过盈配合装在上固定板的两边导套孔中,冲孔凸模通过过盈配合装在上固定板的中间固定孔中,并从上端面通过螺栓与上垫板连接,八件压凸点凹模通过过盈配合分别装在成形卸料板的各对应的凹模固定孔中,两件内导柱通过过盈配合装在成形卸料板的两边导柱孔中,模柄通过过盈配合装在上模板的模柄固定孔中,导套通过过盈配合装在上模板两边的导套孔中,成形卸料板通过间隙配合穿过冲孔凸模,内导柱与内导套间隙配合;
六根成形卸料弹簧预压缩装在上固定板和上垫板各对应的卸料孔中,成形卸料板通过卸料螺栓与成形卸料弹簧、上固定板、上垫板、上模板活动连接,落料凸模中间拉深形腔与上固定板下表面的校模止口间隙配合,并且上模板、上垫板、上固定板通过螺栓及定位销与落料凸模连接,落料卸料板通过卸料螺栓与落料卸料弹簧、上模板活动连接;八根压凸点凸模通过过盈配合分别装在复合模的各对应的凸模固定孔中,三根挡料销通过过盈配合装在落料凹模的各固定孔中,复合模通过过盈配合装在校模器内圈的固定形腔中,并从下端面通过螺栓及定位销与下垫板连接,校模器的外圈通过过盈配合装在落料凹模的中间落料形腔中,并从下端面通过螺栓与下垫板连接,导柱通过过盈配合装在下模板两边的导柱孔中,下模板、下垫板通过螺栓及定位销与落料凹模连接,六根顶杆通过间隙配合直接放置在校模器、下垫板和下模板各对应的顶杆孔中,压边圈通过间隙配合直接放置在落料凹模与复合模组成的压边圈形腔中。
上述的一种汽车驱动后桥制动器防尘罩复合模具,所述上固定板设有自动校正模具间隙的校模止口,双面间隙为0.01~0.03mm,校模器内圈的固定形腔与复合模过盈配合,而校模器的外圈与落料凹模的中间落料形腔过盈配合。
上述的一种汽车驱动后桥制动器防尘罩复合模具,所述内导柱固定在成形卸料板上,内导套固定在上固定板上,而且内导柱与内导套的双面间隙为0.10~0.12mm。
上述的一种汽车驱动后桥制动器防尘罩复合模具,所述落料凸模的刃口高度为8mm,并设有让位台阶,让位台阶直径比落料刃口直径小1mm。
上述的一种汽车驱动后桥制动器防尘罩复合模具,所述成形卸料板和落料卸料板上均设有六根成形卸料弹簧和六根落料卸料弹簧。
上述的一种汽车驱动后桥制动器防尘罩复合模具,落料凹模的上表面高出复合模的上表面一个产品板材的厚度。
上述的一种汽车驱动后桥制动器防尘罩复合模具,所述模具落料、冲孔双面间隙为0.10mm,拉深单面间隙为0.9mm,导套与导柱间隙配合,双面间隙为0.06~0.08mm。
实现本发明的目的之二的技术方案如下:
汽车驱动后桥制动器防尘罩落料-冲孔-拉深-压凸点复合模具对制动器防尘罩落料、冲孔、拉深、压凸点的工艺,其特征在于,包括如下步骤:
第1步:将所述的汽车驱动后桥制动器防尘罩落料-冲孔-拉深-压凸点复合模具安装在带有下顶出缸的160T压力机上;
第2步,将压力机的下顶出缸气阀阀门打开,使下顶出缸运行到行程最高点的位置,机床下顶出缸带动顶杆向上运动,顶杆带动压边圈向上运动,并使压边圈的上表面高出落料凹模的上表面1.0mm;
第3步:将下料工序后的制动器防尘罩条料放置在落料凹模和压边圈的上方,并使制动器防尘罩条料的前端面紧靠着前部定位的挡料销,右侧端面紧靠着右侧导向的挡料销;
第4步:开动压力机,上模板随机床上工作台向下运行,落料卸料板在落料卸料弹簧的压力作用下与落料凹模先压紧条料,而后随着落料凸模继续向下运动与落料凹模先完成工件的落料加工,然后上模板随机床上工作台再向下运行,落料凸模与压边圈在机床下顶出缸的作用力下压紧刚落好料的产品,而后落料凸模再持续向下运动与复合模将工件进行前期的拉深加工,直到成形卸料板的上表面接触到上固定板的下表面为止,冲孔凸模与复合模完成工件的冲孔加工,落料凹模与复合模完成工件的拉深加工,压凸点凸模与压凸点凹模完成工件的压凸点加工;
第5步:工件落料、冲孔、拉深、压凸点加工后,压力机上滑块带动模具的上半部分回位,落料卸料板在落料卸料弹簧的作用力下卸下落料废料,冲孔废料直接从下模和机床下工作台漏出,成形卸料板在成形卸料弹簧的作用力下卸下工件,使工件落在复合模上,而压力机下顶出缸回位带动顶杆向上运动,顶杆带动压边圈向上运动将制作好的工件从复合模上顶出;
第6步:用制动器防尘罩条料将冲制好的工件向前拨离压边圈的上表面,并推入到物料箱内;
第7步:重复步骤2到步骤6的操作,进行下工件的制作。
本发明的有益效果为:模具上部分采用自动校正间隙的校模止口,模具下部分采用自动校正模具间隙的校模器等结构来提高模具精度、寿命和产品质量。该落料-冲孔-拉深-压凸点复合模具安装在带有下顶出缸的压力机上对制动器防尘罩进行落料、冲孔、拉深、压凸点工序的复合加工;替代传统的经三道工序(即落料.拉深工序、冲孔工序、压凸点工序)的复合工艺。
附图说明
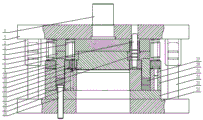
图1是本发明实施例模具主视结构示意图;
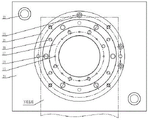
图2是本发明实施例下模部分的俯视结构示意图;
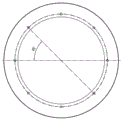
图3是本发明实施例模具的落料凸模结构示意图;
图4是本发明实施例制动器防尘罩结构示意图。
具体实施方式
如图1至图4所示,一种汽车驱动后桥制动器防尘罩复合模具,该模具分为模具的上半部分和模具的下半部分,模具的上半部分包括:模柄1、上模板2、导套3、上垫板4、成形卸料弹簧5、落料卸料弹簧6、上固定板7、内导柱8、落料卸料板9、落料凸模10、成形卸料板11、压凸点凹模12、冲孔凸模13和内导套14,模具的下半部分包括:压凸点凸模15、校模器16、复合模17、顶杆18、挡料销19、压边圈20、落料凹模21、导柱22、下垫板23和下模板24。其特征是:所述两件内导套14通过过盈配合装在上固定板7的两边导套孔中,冲孔凸模13通过过盈配合装在上固定板7的中间固定孔中,并从上端面通过螺栓与上垫板4连接,八件压凸点凹模12通过过盈配合分别装在成形卸料板11的各对应的凹模固定孔中,两件内导柱8通过过盈配合装在成形卸料板11的两边导柱孔中,模柄1通过过盈配合装在上模板2的模柄固定孔中,导套3通过过盈配合装在上模板2两边的导套孔中,成形卸料板11 通过间隙配合穿过冲孔凸模13,内导柱8与内导套14间隙配合(双面间隙为0.10~0.12mm),六根成形卸料弹簧5预压缩装在上固定板7和上垫板4各对应的卸料孔中,成形卸料板11通过卸料螺栓与成形卸料弹簧5、上固定板7、上垫板4、上模板2活动连接,落料凸模10中间拉深形腔与上固定板7下表面的校模止口间隙配合,并且上模板2、上垫板4、上固定板7通过螺栓及定位销与落料凸模10连接,落料卸料板9通过卸料螺栓与落料卸料弹簧6、上模板2活动连接;八根压凸点凸模15通过过盈配合分别装在复合模17的各对应的凸模固定孔中,三根挡料销19通过过盈配合装在落料凹模21的各固定孔中,复合模17通过过盈配合装在校模器16内圈的固定形腔中,并从下端面通过螺栓及定位销与下垫板23连接,校模器16的外圈通过过盈配合装在落料凹模21的中间落料形腔中,并从下端面通过螺栓与下垫板23连接,导柱22通过过盈配合装在下模板24两边的导柱孔中,下模板24、下垫板23通过螺栓及定位销与落料凹模21连接,六根顶杆18通过间隙配合直接放置在校模器16、下垫板23和下模板24各对应的顶杆孔中,压边圈20通过间隙配合直接放置在落料凹模21与复合模17组成的压边圈形腔中。
进一步,模具上模部分的上固定板7设有自动校正模具间隙的校模止口,双面间隙为0.01~0.03mm,而模具下部分的校模器16内圈的固定形腔与复合模17过盈配合,而校模器16的外圈与落料凹模21的中间落料形腔过盈配合,这样模具间隙的均匀度就不靠钳工装配手工控制,而是靠机床加工精度来保证,从而提高模具制作精度。
内导柱8固定在成形卸料板11上,内导套14固定在上固定板7上,而且内导柱8与内导套14的双面间隙为0.10~0.12mm,这样既保证了各压凸点凹模12的精度,又使成形卸料板11上、下运动平稳和舒畅。
落料凸模10的刃口高度为8mm,并设有让位台阶,让位台阶直径要比落料刃口直径小于1mm,这样减少落料凸模10与落料凹模21刃口的摩擦面积(因为落料凸模10要进入到落料凹模21形腔中的深度为26mm),从而提高模具寿命。
成形卸料板11和落料卸料板9上均设有六根成形卸料弹簧5和六根落料卸料弹簧6,使产品成形有足够的压边力,从而防止产品成形起皱等质量缺陷。
下模装配后,落料凹模21的上表面高出复合模17的上表面一个产品板材的厚度(即0.8mm)。模具落料、冲孔双面间隙为0.10mm,拉深单面间隙为0.9mm(产品板厚为0.8mm),而导套3与导柱22间隙配合,双面间隙为0.06~0.08mm。
以加工N311汽车驱动后桥制动器防尘罩为例;
汽车驱动后桥制动器防尘罩落料-冲孔-拉深-压凸点复合模具按普通复合模具的安装方式安装在带有下顶出缸的160T压力机上。
该类N311汽车驱动后桥制动器防尘罩是由0.8mm厚的ST14冷轧板经冲压加工制成,在下料工序后便可直接用于复合模具的落料、冲孔、拉深、压凸点复合加工:
第1步:将所述的汽车驱动后桥制动器防尘罩落料-冲孔-拉深-压凸点复合模具安装在带有下顶出缸的160T压力机上;
第2步,将压力机的下顶出缸气阀阀门打开,使下顶出缸运行到行程最高点的位置,机床下顶出缸带动顶杆18向上运动,顶杆18带动压边圈20向上运动,并使压边圈20的上表面高出落料凹模21的上表面1.0mm;
第3步:将下料工序后的制动器防尘罩条料放置在落料凹模21和压边圈20的上方,并使制动器防尘罩条料的前端面紧靠着前部定位的挡料销19,右侧端面紧靠着右侧导向的挡料销19;
第4步:开动压力机,上模板2随机床上工作台向下运行,落料卸料板9在落料卸料弹簧6的压力作用下与落料凹模21先压紧条料,而后随着落料凸模10继续向下运动与落料凹模21先完成工件的落料加工,然后上模板2随机床上工作台再向下运行,落料凸模10与压边圈20在机床下顶出缸的作用力下压紧刚落好料的产品,而后落料凸模10再持续向下运动与复合模17将工件进行前期的拉深加工,直到成形卸料板11的上表面接触到上固定板7的下表面为止,冲孔凸模13与复合模17完成工件的冲孔加工,落料凹模21与复合模17完成工件的拉深加工,压凸点凸模15与压凸点凹模12完成工件的压凸点加工;
第5步:工件落料、冲孔、拉深、压凸点加工后,压力机上滑块带动模具的上半部分回位,落料卸料板9在落料卸料弹簧6的作用力下卸下落料废料,冲孔废料直接从下模和机床下工作台漏出,成形卸料板11在成形卸料弹簧5的作用力下卸下工件,使工件落在复合模17上,而压力机下顶出缸回位带动顶杆18向上运动,顶杆18带动压边圈20向上运动将制作好的工件从复合模17上顶出;
第6步:用制动器防尘罩条料将冲制好的工件向前拨离压边圈20的上表面,并推入到物料箱内;
第7步:重复步骤2到步骤6的操作,进行下工件的制作。
N311汽车驱动后桥制动器防尘罩使用落料-冲孔-拉深-压凸点复合模具及复合工艺后,冲孔、拉深、压凸点等相关尺寸均在公差范围内,可持续稳定的确保N311汽车驱动后桥制动器防尘罩达到产品图纸设计要求。并由传统的三道工序优化为一道工序,生产效率提高了1.8倍,并节约二套工序的模具开发费。而模具上部分采用自动校正间隙的校模止口,模具下部分采用自动校正模具间隙的校模器等结构,从而使模具寿命提高了8倍,降低生产成本,并且工件质量稳定。可持续稳定的确保N311汽车驱动后桥制动器防尘罩达到产品图纸设计要求。
该模具上部分采用自动校正间隙的校模止口,模具下部分采用自动校正模具间隙的校模器等结构来提高模具精度、寿命和产品质量。该落料-冲孔-拉深-压凸点复合模具安装在带有下顶出缸的压力机上对制动器防尘罩进行落料、冲孔、拉深、压凸点工序的复合加工;替代传统的经三道工序(即落料.拉深工序、冲孔工序、压凸点工序)的复合工艺。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
Claims (7)
1.一种汽车驱动后桥制动器防尘罩的复合工艺,复合工艺包括落料、冲孔、拉深和压凸点,其特征在于,使用复合模具进行加工,复合模具分为模具的上半部分和模具的下半部分,模具的上半部分包括:模柄(1)、上模板(2)、导套(3)、上垫板(4)、成形卸料弹簧(5)、落料卸料弹簧(6)、上固定板(7)、内导柱(8)、落料卸料板(9)、落料凸模(10)、成形卸料板(11)、压凸点凹模(12)、冲孔凸模(13)和内导套(14),模具的下半部分包括:压凸点凸模(15)、校模器(16)、复合模(17)、顶杆(18)、挡料销(19)、压边圈(20)、落料凹模(21)、导柱(22)、下垫板(23)和下模板(24);
两件内导套(14)通过过盈配合装在上固定板(7)两边的导套孔中,冲孔凸模(13)通过过盈配合装在上固定板(7)的中间固定孔中,并从上端面通过螺栓与上垫板(4)连接,八件压凸点凹模(12)通过过盈配合分别装在成形卸料板(11)的各对应的凹模固定孔中,两件内导柱(8)通过过盈配合装在成形卸料板(11)的两边导柱孔中,模柄(1)通过过盈配合装在上模板(2)的模柄固定孔中,导套(3)通过过盈配合装在上模板(2)两边的导套孔中,成形卸料板(11)通过间隙配合穿过冲孔凸模(13),内导柱(8)与内导套(14)间隙配合;
六根成形卸料弹簧(5)预压缩装在上固定板(7)和上垫板(4)各对应的卸料孔中,成形卸料板(11)通过卸料螺栓与成形卸料弹簧(5)、上固定板(7)、上垫板(4)、上模板(2)活动连接,落料凸模(10)中间拉深形腔与上固定板(7)下表面的校模止口间隙配合,并且上模板(2)、上垫板(4)、上固定板(7)通过螺栓及定位销与落料凸模(10)连接,落料卸料板(9)通过卸料螺栓与落料卸料弹簧(6)、上模板(2)活动连接;八根压凸点凸模(15)通过过盈配合分别装在复合模(17)的各对应的凸模固定孔中,三根挡料销(19)通过过盈配合装在落料凹模(21)的各固定孔中,复合模(17)通过过盈配合装在校模器(16)内圈的固定形腔中,并从下端面通过螺栓及定位销与下垫板(23)连接,校模器(16)的外圈通过过盈配合装在落料凹模(21)的中间落料形腔中,并从下端面通过螺栓与下垫板(23)连接,导柱(22)通过过盈配合装在下模板(24)两边的导柱孔中,下模板(24)、下垫板(23)通过螺栓及定位销与落料凹模(21)连接,六根顶杆(18)通过间隙配合直接放置在校模器(16)、下垫板(23)和下模板(24)各对应的顶杆孔中,压边圈(20)通过间隙配合直接放置在落料凹模(21)与复合模(17)组成的压边圈形腔中;
使用复合模具进行加工包括如下步骤:
第1步:将所述的汽车驱动后桥制动器防尘罩落料-冲孔-拉深-压凸点复合模具安装在带有下顶出缸的160T压力机上;
第2步,将压力机的下顶出缸气阀阀门打开,使下顶出缸运行到行程最高点的位置,压力机下顶出缸带动顶杆(18)向上运动,顶杆(18)带动压边圈(20)向上运动,并使压边圈(20)的上表面高出落料凹模(21)的上表面1.0mm;
第3步:将下料工序后的制动器防尘罩条料放置在落料凹模(21)和压边圈(20)的上方,并使制动器防尘罩条料的前端面紧靠着前部定位的挡料销(19),右侧端面紧靠着右侧导向的挡料销(19);
第4步:开动压力机,上模板(2)随压力机上工作台向下运行,落料卸料板(9)在落料卸料弹簧(6)的压力作用下与落料凹模(21)先压紧条料,而后随着落料凸模(10)继续向下运动与落料凹模(21)先完成工件的落料加工,然后上模板(2)随压力机上工作台再向下运行,落料凸模(10)与压边圈(20)在压力机下顶出缸的作用力下压紧刚落好料的产品,而后落料凸模(10)再持续向下运动与复合模(17)将工件进行前期的拉深加工,直到成形卸料板(11)的上表面接触到上固定板(7)的下表面为止,冲孔凸模(13)与复合模(17)完成工件的冲孔加工,落料凹模(21)与复合模(17)完成工件的拉深加工,压凸点凸模(15)与压凸点凹模(12)完成工件的压凸点加工;
第5步:工件落料、冲孔、拉深、压凸点加工后,压力机上滑块带动模具的上半部分回位,落料卸料板(9)在落料卸料弹簧(6)的作用力下卸下落料废料,冲孔废料直接从模具的下半部分、压力机的工作台漏出,成形卸料板(11)在成形卸料弹簧(5)的作用力下卸下工件,使工件落在复合模(17)上,而压力机下顶出缸回位带动顶杆(18)向上运动,顶杆(18)带动压边圈(20)向上运动将制作好的工件从复合模(17)上顶出;
第6步:用制动器防尘罩条料将冲制好的工件向前拨离压边圈(20)的上表面,并推入到物料箱内;
第7步:重复步骤2到步骤6的操作,进行下一工件的制作。
2.根据权利要求1所述的一种汽车驱动后桥制动器防尘罩的复合工艺,其特征在于,所述上固定板(7)设有自动校正模具间隙的校模止口,双面间隙为0.01~0.03mm,校模器(16)内圈的固定形腔与复合模(17)过盈配合,而校模器(16)的外圈与落料凹模(21)的中间落料形腔过盈配合。
3.根据权利要求1或2所述的一种汽车驱动后桥制动器防尘罩的复合工艺,其特征在于,所述内导柱(8)固定在成形卸料板(11)上,内导套(14)固定在上固定板(7)上,而且内导柱(8)与内导套(14)的双面间隙为0.10~0.12mm。
4.根据权利要求1或2所述的一种汽车驱动后桥制动器防尘罩的复合工艺,其特征在于,所述落料凸模(10)的刃口高度为8mm,并设有让位台阶,让位台阶直径比落料刃口直径小1mm。
5.根据权利要求1或2所述的一种汽车驱动后桥制动器防尘罩的复合工艺,其特征在于,所述成形卸料板(11)和落料卸料板(9)上均设有六根成形卸料弹簧(5)和六根落料卸料弹簧(6)。
6.根据权利要求1或2所述的一种汽车驱动后桥制动器防尘罩的复合工艺,其特征在于,落料凹模(21)的上表面高出复合模(17)的上表面一个产品板材的厚度。
7.根据权利要求1或2所述的一种汽车驱动后桥制动器防尘罩的复合工艺,其特征在于,模具落料、冲孔双面间隙为0.10mm,拉深单面间隙为0.9mm,导套(3)与导柱(22)间隙配合,双面间隙为0.06~0.08mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811356634.5A CN109351863B (zh) | 2018-11-15 | 2018-11-15 | 一种汽车驱动后桥制动器防尘罩复合模具及复合工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201811356634.5A CN109351863B (zh) | 2018-11-15 | 2018-11-15 | 一种汽车驱动后桥制动器防尘罩复合模具及复合工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109351863A CN109351863A (zh) | 2019-02-19 |
| CN109351863B true CN109351863B (zh) | 2020-09-22 |
Family
ID=65345348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201811356634.5A Active CN109351863B (zh) | 2018-11-15 | 2018-11-15 | 一种汽车驱动后桥制动器防尘罩复合模具及复合工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN109351863B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110695205B (zh) * | 2019-11-20 | 2021-04-13 | 江西江铃底盘股份有限公司 | 一种汽车后桥凸缘防尘罩落料-冲孔-翻边-拉深复合模具及复合工艺 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU871908A1 (ru) * | 1979-06-11 | 1981-10-15 | Предприятие П/Я А-1614 | Штамп совмещенного действи дл пробивки и вырубки |
| SU1488071A1 (ru) * | 1987-02-04 | 1989-06-23 | А. М. Гризун | Штамп совмещенного действи |
| KR20100006470A (ko) * | 2008-07-09 | 2010-01-19 | 주식회사화신 | 복합 프레스금형장치 |
| JP2014018801A (ja) * | 2012-07-12 | 2014-02-03 | Honda Motor Co Ltd | 孔開け加工方法、孔を備えた構造体の製造方法および孔を備えた構造体 |
| CN204220752U (zh) * | 2014-09-17 | 2015-03-25 | 蒋飞雪 | 一种外盖冲孔拉伸复合模 |
| CN105251892B (zh) * | 2015-12-01 | 2017-04-12 | 江西江铃底盘股份有限公司 | 一种后桥方板落料‑冲孔‑压印复合模具及其加工工艺 |
| CN205949648U (zh) * | 2016-08-29 | 2017-02-15 | 江西江铃底盘股份有限公司 | 一种油管固定支架弯曲压印复合模 |
| CN206882577U (zh) * | 2017-06-20 | 2018-01-16 | 江西江铃底盘股份有限公司 | 一种油管夹片支座落料‑弯曲‑压凸点复合模具 |
| CN207547396U (zh) * | 2017-12-06 | 2018-06-29 | 江西江铃底盘股份有限公司 | 一种汽车驱动后桥弹簧板座落料-冲孔复合模具 |
-
2018
- 2018-11-15 CN CN201811356634.5A patent/CN109351863B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN109351863A (zh) | 2019-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110695205B (zh) | 一种汽车后桥凸缘防尘罩落料-冲孔-翻边-拉深复合模具及复合工艺 | |
| CN101767164B (zh) | 生产薄壁金属圆环的方法 | |
| CN102357599B (zh) | 生产薄壁金属圆环的级进冲压模具 | |
| CN108043950B (zh) | 一种用于汽车后盖的生产传递线 | |
| CN107931427B (zh) | 一种汽车驱动后桥挡油板冲孔落料级进模具及其加工工艺 | |
| US9669448B2 (en) | Tool and method for producing stamped parts | |
| CN108393397B (zh) | 汽车角板料片连续冲压模具 | |
| CN105251867A (zh) | 一种后桥锁止垫圈两步冲二十四孔模具及其加工工艺 | |
| CN109351863B (zh) | 一种汽车驱动后桥制动器防尘罩复合模具及复合工艺 | |
| CN210877129U (zh) | 一种汽车后桥加油塞座一次同时落料-冲孔制作两件复合模具 | |
| CN109013902B (zh) | 一种汽车驱动后桥挡油盘无搭边落料-成形复合模具及复合工艺 | |
| CN203830549U (zh) | 翻边冲槽复合模具 | |
| CN111097837A (zh) | 圆管零件反向冲孔模具 | |
| CN210450557U (zh) | 一种管件变薄拉伸类级进模 | |
| CN212664647U (zh) | 一种能提高薄壁环形件凸凹模强度的精冲模具 | |
| CN109013872B (zh) | 一种汽车前桥弹性隔套的制造工艺 | |
| CN210435190U (zh) | 锁片生产用模具 | |
| KR101743934B1 (ko) | 딥 드로잉방식의 프로그래시브 단일금형에서 성형물의 제조방법 | |
| CN216263042U (zh) | 一种活动凸模机构及包边模具 | |
| CN210676628U (zh) | 一种轿车车门内板拉深模具 | |
| CN218486973U (zh) | 板料拉延设备及拉延模 | |
| CN211330964U (zh) | 一种汽车冲压件弧面成型装置 | |
| CN214768329U (zh) | 一种用于压差传感器支架二次折弯的模具 | |
| CN211027763U (zh) | 一种侧冲模具 | |
| CN215697315U (zh) | 座椅靠背侧板的冲压模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20230522 Address after: No. 128 Fushan Second Road, Xiaolan Economic Development Zone, Nanchang County, Nanchang City, Jiangxi Province, 330052 Patentee after: Jiangxi Jiangling Group Boya Brake System Co.,Ltd. Address before: 344000 No.168 Jinzhou Avenue, Jinchao Development Zone, Fuzhou City, Jiangxi Province Patentee before: JIANGXI JIANGLIN CHASSIS Co.,Ltd. |
|
| TR01 | Transfer of patent right |