CN109018951B - 一种自动生产线上的托盘输送和切换系统 - Google Patents
一种自动生产线上的托盘输送和切换系统 Download PDFInfo
- Publication number
- CN109018951B CN109018951B CN201810711915.1A CN201810711915A CN109018951B CN 109018951 B CN109018951 B CN 109018951B CN 201810711915 A CN201810711915 A CN 201810711915A CN 109018951 B CN109018951 B CN 109018951B
- Authority
- CN
- China
- Prior art keywords
- tray
- clamping
- seat
- trolley
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Abstract
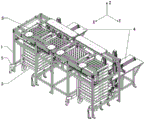
本发明涉及一种自动生产线上的托盘输送和切换系统,包括支撑单元、台车、托盘和托盘升降单元,支撑单元包括支撑架、托盘Y向平移夹紧机构和托盘定位机构,支撑架包括一个上料工位、一个抓取工位、一个回装工位和一个下料工位,支撑架的背面安装有两个托盘升降单元,其中一个托盘升降单元与上料工位的背面对齐,另一个托盘升降单元与下料工位对齐,台车有两个,其中一个台车从支撑架的正面推入,并固定在上料工位的下方,另一个台车从支撑架的正面推入,并固定在下料工位的下方,位于上料工位下方的台车上堆叠有多层托盘,托盘升降单元能够将托盘沿Z向移动。本发明的优点在于:结构简单、安装方便、占地面积小和降低制造成本,实现自动化流水作业。
Description
技术领域
本发明涉及工业自动化装备技术领域,特别是一种自动生产线上的托盘输送和切换系统。
背景技术
在中国制造2025的政策支持下,基于工业机器人的智能化、自动化、柔性化的生产线越来越普及。自动输送和切换系统是整个工业自动生产线的主动脉血管。基于机器人搬运的自动注塑生产线中,在上料处,常常需要用托盘来装待注塑的半成品,在出料处,需要空托盘来放置注塑好的成品,托盘的输送和空托盘的切换利用成为一技术难点。目前在有物品传输的生产过程中,常采用齿轮齿条驱动、皮带输送、直线导轨滑块导向等,这些驱动与导向方式,对机械零件加工精度、设备安装与调试精度要求较高,而且占地面积较大。
发明内容
本发明的目的在于克服现有技术的缺点,提供一种结构简单、安装方便、占地面积小和降低制造成本的自动生产线上的托盘输送和切换系统,实现自动化流水作业。
本发明的目的通过以下技术方案来实现:一种自动生产线上的托盘输送和切换系统,包括支撑单元、台车、托盘和托盘升降单元,所述支撑单元包括支撑架、能够将托盘夹紧并沿Y向移动的托盘Y向平移夹紧机构和能够将托盘定位的托盘定位机构,所述支撑架包括一个上料工位、一个抓取工位、一个回装工位和一个下料工位,所述支撑架的背面安装有两个托盘升降单元,其中一个托盘升降单元与上料工位的背面对齐,另一个托盘升降单元与下料工位对齐,所述台车有两个,其中一个台车从支撑架的正面推入,并固定在上料工位的下方,另一个台车从支撑架的正面推入,并固定在下料工位的下方,位于上料工位下方的台车上堆叠有多层托盘,所述托盘升降单元能够将托盘沿Z向移动。
进一步地,所述托盘Y向平移夹紧机构有两组,其中一组托盘Y向平移夹紧机构将托盘从上料工位沿Y向移动至抓取工位,另一组托盘Y向平移夹紧机构将托盘从回装工位沿Y向移动至下料工位。
进一步地,所述托盘Y向平移夹紧机构包括托盘Y向平移部分和托盘夹紧部分,
所述托盘Y向平移部分包括Y向平移气缸座、Y向平移气缸、夹紧座一、Y向导轨一、夹紧座二、联动板和Y向导轨二,所述Y向平移气缸座固定在支撑架的一侧,所述Y向平移气缸沿Y向固定安装在Y向平移气缸座的末端,所述Y向平移气缸的伸缩轴末端固定连接有夹紧座一,所述支撑架上还沿Y向固定安装有Y向导轨座,所述Y向导轨一固定安装在Y向导轨座上,所述夹紧座一的下表面与Y向导轨一滑动配合连接,所述支撑架的另一侧沿Y向还固定安装有Y向导轨二,所述夹紧座二与Y向导轨二滑动配合连接,所述夹紧座一与夹紧座二通过联动板固定连接,
在所述夹紧座一和所述夹紧座二上均安装有托盘夹紧部分,所述托盘夹紧部分包括夹紧气缸、夹紧安装板、L型块和定位块,所述夹紧气缸沿X向固定安装在夹紧座上,所述夹紧气缸的伸缩轴末端固定有夹紧安装板,所述夹紧安装板沿Y向设置,所述夹紧安装板的内侧固定有至少一个L型板和两个定位块,所述两个定位块分设于L型板的两侧,且两个定位块之间的距离等于托盘的长度。
进一步地,所述托盘夹紧部分还包括直线轴承和导向轴,所述直线轴承沿X向固定安装在夹紧座上,所述导向轴配合安装在直线轴承内,且所述导向轴的末端与夹紧安装板固定连接。
进一步地,所述台车包括台车底板、托盘支撑板和停止凸块,所述台车底板的底面安装有便于移动的万向轮和定向轮,所述台车底板的顶面上固定有两块相互平行的托盘支撑板,每块所述托盘支撑板的上表面设有至少一个支撑板定位凸块,所述托盘支撑板的外侧壁上固定有托盘支撑导向板,在所述台车底板的前侧外壁上固定有停止凸块,所述台车底板的前侧内壁上设有台车夹紧配位块,所述台车底板的后侧壁上还固定有便于握持的台车推架。
进一步地,所述托盘包括托盘底板、托盘侧板和产品定位柱,所述托盘底板呈矩形结构,在托盘底板的左右两侧分别固定有托盘侧板,所述托盘侧板的顶面上设有托盘定位凸块,所述托板底板的底面左右两侧分别开有托盘定位凹槽,所述托盘定位凸块与托盘定位凹槽相匹配,且上下对齐,最下层的托盘下方的托盘定位凹槽能够卡在所述支撑板定位凸块上,所述托盘底板的上表面上设有多个产品定位柱,多个产品定位柱呈矩形阵列排布,所述托盘底板上还设有定位孔。
进一步地,所述托盘定位机构安装在支撑架的抓取工位和回装工位上,所述托盘定位机构包括定位底座、定位Z向气缸、定位销安装板和定位销,所述定位底座固定在支撑架上,所述定位Z向气缸固定安装在定位底座上,所述定位Z向气缸的伸缩轴能够沿Z向伸缩,在定位Z向气缸的伸缩轴的末端固定有水平设置的定位销安装板,所述定位销安装板上固定有至少一个Z向的定位销,当托盘移动至抓取工位和回装工位上时,所述定位销在其对应的定位Z向气缸伸出作用下插入对应的定位孔内。
进一步地,所述托盘升降单元包括托板升降支架、托板X向平移机构、托板Z向移动机构、托板和台车夹紧定位机构,
所述托板X向平移机构包括X向平移气缸、X向平移导轨和X向平移滑座,所述托板升降支架的顶面上沿X向安装有X向平移气缸座,所述X向平移气缸沿X向安装在X向平移气缸座上,所述X向平移气缸座的两侧还沿X向安装有两根相互平行的X向平移导轨,所述X向平移滑座滑动配合安装在X向平移导轨上,所述X向平移气缸的伸缩轴末端与X向平移滑座传动连接,
所述托板Z向移动机构固定在X向平移滑座上,所述托板Z向移动机构包括Z向移动电机、Z向移动导轨、Z向传动丝杠以及Z向移动滑座,所述Z向移动导轨沿Z向安装在X向平移滑座的前侧,所述Z向移动电机固定在Z向移动导轨的下端,所述Z向移动导轨之间还安装有Z向传动丝杠,所述Z向移动电机与Z向传动丝杠传动连接,所述Z向移动滑座滑动配合安装在Z向移动导轨上,且所述Z向移动滑座与Z向传动丝杠通过螺纹配合连接,
所述托板沿X向固定在Z向移动滑座的前侧,
所述托板升降支架的前侧还固定有停止凹块,当台车推入支撑架的下方时,停止凸块卡入停止凹块内侧。
进一步地,所述台车夹紧定位机构设于托板升降支架的两侧,所述台车夹紧定位机构包括台车夹紧气缸支座、台车夹紧气缸、铰接板、中间板和夹紧板,所述台车夹紧气缸支座固定在托板升降支架的侧壁上,所述台车夹紧气缸铰接安装在台车夹紧气缸支座的顶部一侧,所述铰接板为T型结构,所述铰接板的第一端与台车夹紧气缸支座的顶部另一侧铰接,所述铰接板的第二端与台车夹紧气缸的伸缩轴末端铰接,所述铰接板的第三端与中间板的一端铰接,所述中间板的另一端与夹紧板的上端铰接,所述夹紧板的中部与台车夹紧气缸支座铰接,所述夹紧板的下端安装有夹紧块,所述夹紧块在台车夹紧气缸的伸缩时能够作用于台车夹紧配位块上。
进一步地,所述支撑单元还包括能够支撑托盘并能减小拖动阻力的滚动支撑机构,所述滚动支撑机构安装在支撑架的抓取工位和回装工位上,所述滚动支撑机构包括滚动支撑座、滚动轮安装架和滚动轮,所述滚动轮安装架沿Y向通过滚动支撑座固定安装在支撑架上,所述滚动轮安装架上沿Y向排布有多个滚动轮。
进一步地,所述自动生产线上的托盘输送和切换系统还包括便于台车进出的台车导向架,所述台车导向架分别设于支撑架的上料工位和下料工位下方。
本发明具有以下优点:
1、占地面积小,输送定位精度高,性能可靠、安装方便。上件完成的托盘可用于成品的放置,实现流水作业,输送流程简单,控制方便。通过以上设计可降低成本、满足注塑自动生产的输送需求。
附图说明
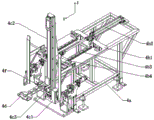
图1为本发明的立体结构示意图;
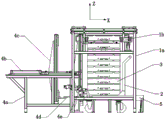
图2为本发明的侧面结构示意图;
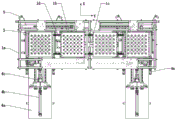
图3为本发明的俯视结构示意图;
图4为本发明的托盘Y向平移夹紧机构的结构示意图;
图5为本发明的托盘定位机构的安装结构示意图;
图6为本发明的托盘定位机构的具体结构示意图;
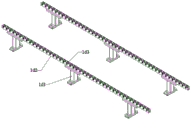
图7为本发明的滚动支撑机构的结构示意图;
图8为本发明的台车的结构示意图;
图9为本发明的托盘的结构示意图;
图10为本发明的托盘升降单元的结构示意图;
图11为本发明的台车夹紧定位机构的结构示意图;
图中:1-支撑单元,1a-支撑架,1b-托盘Y向平移夹紧机构,1b1-托盘Y向平移部分,1b11-Y向平移气缸座,1b12-Y向平移气缸,1b13-夹紧座一,1b14-Y向导轨座,1b15-Y向导轨一,1b16-夹紧座二,1b17-联动板,1b18-Y向导轨二,1b2-托盘夹紧部分,1b21-夹紧气缸,1b22-夹紧安装板,1b23-L型板,1b24-定位块,1b25-直线轴承,1b26-导向轴,1c-托盘定位机构,1c1-定位底座,1c2-定位Z向气缸,1c3-定位销安装板,1c4-定位销,1d-滚动支撑机构,1d1-滚动支撑座,1d2-滚动轮安装架,1d3-滚动轮,2-台车,2a-台车底板,2b-万向轮,2c-定向轮,2d-托盘支撑板,2e-支撑板定位凸块,2f-托盘支撑导向板,2g-停止凸块,2h-台车夹紧配位块,2i-台车推架,3-托盘,3a-托盘底板,3b-托盘侧板,3c-产品定位柱,3d-托盘定位凸块,3e-托盘定位凹槽,3f-托盘定位孔,4-托盘升降单元,4a-托板升降支架,4b-托板X向平移机构,4b1-X向平移气缸座,4b2-X向平移气缸,4b3-X向平移导轨,4b4-X向平移滑座,4c-托板Z向移动机构,4c1-Z向移动电机,4c2-Z向移动导轨,4c3-Z向移动滑座,4d-托板,4e-台车夹紧定位机构,4e1-台车夹紧气缸支座,4e2-台车夹紧气缸,4e3-铰接板,4e4-中间板,4e5-夹紧板,4e6-夹紧块,4f-停止凹块,5-台车导向架。。
具体实施方式
下面结合附图对本发明做进一步的描述,但本发明的保护范围不局限于以下所述。
如图1、图2和图3所示,一种自动生产线上的托盘输送和切换系统,包括支撑单元1、台车2、托盘3和托盘升降单元4,所述支撑单元1包括支撑架1a、能够将托盘3夹紧并沿Y向移动的托盘Y向平移夹紧机构1b和能够将托盘3定位的托盘定位机构1c,所述支撑架1a包括一个上料工位、一个抓取工位、一个回装工位和一个下料工位,所述支撑架1a的背面安装有两个托盘升降单元4,其中一个托盘升降单元4与上料工位的背面对齐,另一个托盘升降单元4与下料工位对齐,所述台车2有两个,其中一个台车2从支撑架1a的正面推入,并固定在上料工位的下方,另一个台车2从支撑架1a的正面推入,并固定在下料工位的下方,位于上料工位下方的台车2上堆叠有多层托盘3,所述托盘升降单元4能够将托盘3沿Z向移动。通常情况下,台车2上可堆叠有6层托盘3。
进一步地,所述托盘Y向平移夹紧机构1b有两组,其中一组托盘Y向平移夹紧机构1b将托盘3从上料工位沿Y向移动至抓取工位,另一组托盘Y向平移夹紧机构1b将托盘3从回装工位沿Y向移动至下料工位。
进一步地,如图4所示,所述托盘Y向平移夹紧机构1b包括托盘Y向平移部分1b1和托盘夹紧部分1b2,所述托盘Y向平移部分1b1包括Y向平移气缸座1b11、Y向平移气缸1b12、夹紧座一1b13、Y向导轨一1b15、夹紧座二1b16、联动板1b17和Y向导轨二1b18,所述Y向平移气缸座1b11固定在支撑架1a的一侧,所述Y向平移气缸1b12沿Y向固定安装在Y向平移气缸座1b11的末端,所述Y向平移气缸1b12的伸缩轴末端固定连接有夹紧座一1b13,所述支撑架1a上还沿Y向固定安装有Y向导轨座1b14,所述Y向导轨一1b15固定安装在Y向导轨座1b14上,所述夹紧座一1b13的下表面与Y向导轨一1b15滑动配合连接,所述支撑架1a的另一侧沿Y向还固定安装有Y向导轨二1b18,所述夹紧座二1b16与Y向导轨二1b18滑动配合连接,所述夹紧座一1b13与夹紧座二1b16通过联动板1b17固定连接,在所述夹紧座一1b13和所述夹紧座二1b16上均安装有托盘夹紧部分1b2,所述托盘夹紧部分1b2包括夹紧气缸1b21、夹紧安装板1b22、L型块1b23和定位块1b24,所述夹紧气缸1b21沿X向固定安装在夹紧座上,所述夹紧气缸1b21的伸缩轴末端固定有夹紧安装板1b22,所述夹紧安装板1b22沿Y向设置,所述夹紧安装板1b22的内侧固定有至少一个L型板1b23和两个定位块1b24,所述两个定位块1b24分设于L型板1b23的两侧,且两个定位块1b24之间的距离等于托盘3的长度。
进一步地,请继续参照图4,所述托盘夹紧部分1b2还包括直线轴承1b25和导向轴1b26,所述直线轴承1b25沿X向固定安装在夹紧座上,所述导向轴1b26配合安装在直线轴承1b25内,且所述导向轴1b26的末端与夹紧安装板1b22固定连接。
进一步地,如图8所示,所述台车2包括台车底板2a、托盘支撑板2d和停止凸块2g,所述台车底板2a的底面安装有便于移动的万向轮2b和定向轮2c,所述台车底板2a的顶面上固定有两块相互平行的托盘支撑板2d,每块所述托盘支撑板2d的上表面设有至少一个支撑板定位凸块2e,所述托盘支撑板2d的外侧壁上固定有托盘支撑导向板2f,在所述台车底板2a的前侧外壁上固定有停止凸块2g,所述台车底板2a的前侧内壁上设有台车夹紧配位块2h,所述台车底板2a的后侧壁上还固定有便于握持的台车推架2i。
进一步地,如图9所示,所述托盘3包括托盘底板3a、托盘侧板3b和产品定位柱3c,所述托盘底板3a呈矩形结构,在托盘底板3a的左右两侧分别固定有托盘侧板3b,所述托盘侧板3b的顶面上设有托盘定位凸块3d,所述托板底板3a的底面左右两侧分别开有托盘定位凹槽3e,所述托盘定位凸块3d与托盘定位凹槽3e相匹配,且上下对齐,最下层的托盘3下方的托盘定位凹槽3e能够卡在所述支撑板定位凸块2e上,所述托盘底板3a的上表面上设有多个产品定位柱3c,多个产品定位柱3c呈矩形阵列排布,所述托盘底板3a上还设有定位孔3f。
进一步地,如图5和图6所示,所述托盘定位机构1c安装在支撑架1a的抓取工位和回装工位上,所述托盘定位机构包括定位底座1c1、定位Z向气缸1c2、定位销安装板1c3和定位销1c4,所述定位底座1c1固定在支撑架1a上,所述定位Z向气缸1c2固定安装在定位底座1c1上,所述定位Z向气缸1c2的伸缩轴能够沿Z向伸缩,在定位Z向气缸1c2的伸缩轴的末端固定有水平设置的定位销安装板1c3,所述定位销安装板1c3上固定有至少一个Z向的定位销1c4,当托盘3移动至抓取工位和回装工位上时,所述定位销1c4在其对应的定位Z向气缸1c2伸出作用下插入对应的定位孔3f内。
进一步地,如图10所示,所述托盘升降单元4包括托板升降支架4a、托板X向平移机构4b、托板Z向移动机构4c、托板4d和台车夹紧定位机构4e,所述托板X向平移机构4b包括X向平移气缸4b2、X向平移导轨4b3和X向平移滑座4b4,所述托板升降支架4a的顶面上沿X向安装有X向平移气缸座4b1,所述X向平移气缸4b2沿X向安装在X向平移气缸座4b1上,所述X向平移气缸座4b1的两侧还沿X向安装有两根相互平行的X向平移导轨4b3,所述X向平移滑座4b4滑动配合安装在X向平移导轨4b3上,所述X向平移气缸4b2的伸缩轴末端与X向平移滑座4b4传动连接,所述托板Z向移动机构4c固定在X向平移滑座4b4上,所述托板Z向移动机构4c包括Z向移动电机4c1、Z向移动导轨4c2、Z向传动丝杠以及Z向移动滑座4c3,所述Z向移动导轨4c2沿Z向安装在X向平移滑座4b4的前侧,所述Z向移动电机4c1固定在Z向移动导轨4c2的下端,所述Z向移动导轨4c2之间还安装有Z向传动丝杠,所述Z向移动电机4c1与Z向传动丝杠传动连接,所述Z向移动滑座4c3滑动配合安装在Z向移动导轨4c2上,且所述Z向移动滑座4c3与Z向传动丝杠通过螺纹配合连接,所述托板4d沿X向固定在Z向移动滑座4c3的前侧,在本实施例中,Z向移动导轨4c2的上端还设有上限位开关,下端还设有下限位开关,一方面防止Z向移动滑座4c3过位移动,另一方面可监控托板4d的竖直位置,便于Z向移动电机4c1精确控制托板4d的位移量。
所述托板升降支架4a的前侧还固定有停止凹块4f,当台车2推入支撑架1a的下方时,停止凸块2g卡入停止凹块4f内侧。在本实施例中,在停止凹块4f内还设有接近开关,当接近开关感应到停止凸块2g卡入时,会将信号传递给控制器,控制器立即控制台车夹紧定位机构4e将台车2夹紧定位,防止托盘升降单元4在托起托盘3时,台车2发生晃动。
进一步地,如图10和图11所示,所述台车夹紧定位机构4e设于托板升降支架4a的两侧,所述台车夹紧定位机构4e包括台车夹紧气缸支座4e1、台车夹紧气缸4e2、铰接板4e3、中间板4e4和夹紧板4e5,所述台车夹紧气缸支座4e1固定在托板升降支架4a的侧壁上,所述台车夹紧气缸4e2铰接安装在台车夹紧气缸支座4e1的顶部一侧,所述铰接板4e3为T型结构,所述铰接板4e3的第一端与台车夹紧气缸支座4e1的顶部另一侧铰接,所述铰接板4e3的第二端与台车夹紧气缸4e2的伸缩轴末端铰接,所述铰接板4e3的第三端与中间板4e4的一端铰接,所述中间板4e4的另一端与夹紧板4e5的上端铰接,所述夹紧板4e5的中部与台车夹紧气缸支座4e1铰接,所述夹紧板4e5的下端安装有夹紧块4e6,所述夹紧块4e6在台车夹紧气缸4e2的伸缩时能够作用于台车夹紧配位块2h上。
进一步地,如图3和图7所示,所述支撑单元1还包括能够支撑托盘3并能减小拖动阻力的滚动支撑机构1d,所述滚动支撑机构1d安装在支撑架1a的抓取工位和回装工位上,所述滚动支撑机构1d包括滚动支撑座1d1、滚动轮安装架1d2和滚动轮1d3,所述滚动轮安装架1d2沿Y向通过滚动支撑座1d1固定安装在支撑架1a上,所述滚动轮安装架1d2上沿Y向排布有多个滚动轮1d3。
进一步地,如图1所示,所述自动生产线上的托盘输送和切换系统还包括便于台车2进出的台车导向架5,所述台车导向架5分别设于支撑架1a的上料工位和下料工位下方。
本发明的工作过程如下:在自动注塑生产线上,先在支撑架1a的回装工位上放置一个空的托盘3,人工将堆叠有托盘3的台车2推入上料工位的支撑架1a下方,台车夹紧气缸4e2收缩,通过一系列的连杆结构,使得夹紧板4e5上的夹紧块4e6压紧在台车2上的台车夹紧配位块2h上,使得台车固定,X向平移气缸4b2收缩,带动Z向移动滑座4c3向后侧移动,同时Z向移动电机4c1转动,带动托板4d向下移动,当托板4d移动至下限位时,X向平移气缸4b2伸出,带动Z向移动滑座4c3向前侧移动,此时托板4d插入最下层托盘3的下方,Z向移动电机4c1反向转动,带动托板4d向上移动,使得最上层托盘3移动至托盘Y平移夹紧机构1b的工作范围内,夹紧气缸1b21伸出,带动夹紧安装板1b22向中间靠拢,L型板1b23将托盘3前后两侧夹紧,同时定位块1b24卡在托盘3的左右两侧,实现托盘3的夹紧,Y向平移气缸1b12收缩,带动托盘3向抓取工位移动,当托盘3移动至抓取工位后,定位Z向气缸1c2伸出,使得定位销1c4插入托盘3的托盘定位孔3f内,防止在抓取过程中托盘3发生移动,由六轴机器人通过抓手依次抓取托盘3内的半成品到注塑机进行注塑生产,注塑完成的成品放至回装工位上的托盘3内,当回装工位上的托盘3装满后,再由回装工位上的托盘Y向平移夹紧机构1b将托盘3移至下料工位,当装满注塑产品的托盘3移动至下料工位后,再由托盘升降单元4将托盘3放回位于下料工位下方的台车2上,当台车2上的托盘3堆满后,由人工将该成品推走,推入新的空台车,再次循环。整个系统启动后,只需人工推入待注塑半成品的台车,推出注塑完成的成品台车,实现注塑的流水作业。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (7)
1.一种自动生产线上的托盘输送和切换系统,其特征在于:包括支撑单元(1)、台车(2)、托盘(3)和托盘升降单元(4),所述支撑单元(1)包括支撑架(1a)、能够将托盘(3)夹紧并沿Y向移动的托盘Y向平移夹紧机构(1b)和能够将托盘(3)定位的托盘定位机构(1c),所述支撑架(1a)包括一个上料工位、一个抓取工位、一个回装工位和一个下料工位,所述支撑架(1a)的背面安装有两个托盘升降单元(4),其中一个托盘升降单元(4)与上料工位的背面对齐,另一个托盘升降单元(4)与下料工位对齐,所述台车(2)有两个,其中一个台车(2)从支撑架(1a)的正面推入,并固定在上料工位的下方,另一个台车(2)从支撑架(1a)的正面推入,并固定在下料工位的下方,位于上料工位下方的台车(2)上堆叠有多层托盘(3),所述托盘升降单元(4)能够将托盘(3)沿Z向移动;所述托盘Y向平移夹紧机构(1b)有两组,其中一组托盘Y向平移夹紧机构(1b)将托盘(3)从上料工位沿Y向移动至抓取工位,另一组托盘Y向平移夹紧机构(1b)将托盘(3)从回装工位沿Y向移动至下料工位;所述托盘Y向平移夹紧机构(1b)包括托盘Y向平移部分(1b1)和托盘夹紧部分(1b2),所述托盘Y向平移部分(1b1)包括Y向平移气缸座(1b11)、Y向平移气缸(1b12)、夹紧座一(1b13)、Y向导轨一(1b15)、夹紧座二(1b16)、联动板(1b17)和Y向导轨二(1b18),所述Y向平移气缸座(1b11)固定在支撑架(1a)的一侧,所述Y向平移气缸(1b12)沿Y向固定安装在Y向平移气缸座(1b11)的末端,所述Y向平移气缸(1b12)的伸缩轴末端固定连接有夹紧座一(1b13),所述支撑架(1a)上还沿Y向固定安装有Y向导轨座(1b14),所述Y向导轨一(1b15)固定安装在Y向导轨座(1b14)上,所述夹紧座一(1b13)的下表面与Y向导轨一(1b15)滑动配合连接,所述支撑架(1a)的另一侧沿Y向还固定安装有Y向导轨二(1b18),所述夹紧座二(1b16)与Y向导轨二(1b18)滑动配合连接,所述夹紧座一(1b13)与夹紧座二(1b16)通过联动板(1b17)固定连接,在所述夹紧座一(1b13)和所述夹紧座二(1b16)上均安装有托盘夹紧部分(1b2),所述托盘夹紧部分(1b2)包括夹紧气缸(1b21)、夹紧安装板(1b22)、L型块(1b23)和定位块(1b24),所述夹紧气缸(1b21)沿X向固定安装在夹紧座上,所述夹紧气缸(1b21)的伸缩轴末端固定有夹紧安装板(1b22),所述夹紧安装板(1b22)沿Y向设置,所述夹紧安装板(1b22)的内侧固定有至少一个L型块(1b23)和两个定位块(1b24),所述两个定位块(1b24)分设于L型块(1b23)的两侧,且两个定位块(1b24)之间的距离等于托盘(3)的长度;
所述台车(2)包括台车底板(2a)、托盘支撑板(2d)和停止凸块(2g),所述台车底板(2a)的底面安装有便于移动的万向轮(2b)和定向轮(2c),所述台车底板(2a)的顶面上固定有两块相互平行的托盘支撑板(2d),每块所述托盘支撑板(2d)的上表面设有至少一个支撑板定位凸块(2e),所述托盘支撑板(2d)的外侧壁上固定有托盘支撑导向板(2f),在所述台车底板(2a)的前侧外壁上固定有停止凸块(2g),所述台车底板(2a)的前侧内壁上设有台车夹紧配位块(2h),所述台车底板(2a)的后侧壁上还固定有便于握持的台车推架(2i)。
2.根据权利要求1所述的一种自动生产线上的托盘输送和切换系统,其特征在于:所述托盘夹紧部分(1b2)还包括直线轴承(1b25)和导向轴(1b26),所述直线轴承(1b25)沿X向固定安装在夹紧座上,所述导向轴(1b26)配合安装在直线轴承(1b25)内,且所述导向轴(1b26)的末端与夹紧安装板(1b22)固定连接。
3.根据权利要求1所述的一种自动生产线上的托盘输送和切换系统,其特征在于:所述托盘(3)包括托盘底板(3a)、托盘侧板(3b)和产品定位柱(3c),所述托盘底板(3a)呈矩形结构,在托盘底板(3a)的左右两侧分别固定有托盘侧板(3b),所述托盘侧板(3b)的顶面上设有托盘定位凸块(3d),所述托盘底板(3a)的底面左右两侧分别开有托盘定位凹槽(3e),所述托盘定位凸块(3d)与托盘定位凹槽(3e)相匹配,且上下对齐,最下层的托盘(3)下方的托盘定位凹槽(3e)能够卡在所述支撑板定位凸块(2e)上,所述托盘底板(3a)的上表面上设有多个产品定位柱(3c),多个产品定位柱(3c)呈矩形阵列排布,所述托盘底板(3a)上还设有定位孔(3f)。
4.根据权利要求2所述的一种自动生产线上的托盘输送和切换系统,其特征在于:所述托盘定位机构(1c)安装在支撑架(1a)的抓取工位和回装工位上,所述托盘定位机构包括定位底座(1c1)、定位Z向气缸(1c2)、定位销安装板(1c3)和定位销(1c4),所述定位底座(1c1)固定在支撑架(1a)上,所述定位Z向气缸(1c2)固定安装在定位底座(1c1)上,所述定位Z向气缸(1c2)的伸缩轴能够沿Z向伸缩,在定位Z向气缸(1c2)的伸缩轴的末端固定有水平设置的定位销安装板(1c3),所述定位销安装板(1c3)上固定有至少一个Z向的定位销(1c4),当托盘(3)移动至抓取工位和回装工位上时,所述定位销(1c4)在其对应的定位Z向气缸(1c2)伸出作用下插入对应的定位孔(3f)内。
5.根据权利要求1所述的一种自动生产线上的托盘输送和切换系统,其特征在于:所述托盘升降单元(4)包括托板升降支架(4a)、托板X向平移机构(4b)、托板Z向移动机构(4c)、托板(4d)和台车夹紧定位机构(4e),所述托板X向平移机构(4b)包括X向平移气缸(4b2)、X向平移导轨(4b3)和X向平移滑座(4b4),所述托板升降支架(4a)的顶面上沿X向安装有X向平移气缸座(4b1),所述X向平移气缸(4b2)沿X向安装在X向平移气缸座(4b1)上,所述X向平移气缸座(4b1)的两侧还沿X向安装有两根相互平行的X向平移导轨(4b3),所述X向平移滑座(4b4)滑动配合安装在X向平移导轨(4b3)上,所述X向平移气缸(4b2)的伸缩轴末端与X向平移滑座(4b4)传动连接,所述托板Z向移动机构(4c)固定在X向平移滑座(4b4)上,所述托板Z向移动机构(4c)包括Z向移动电机(4c1)、Z向移动导轨(4c2)、Z向传动丝杠以及Z向移动滑座(4c3),所述Z向移动导轨(4c2)沿Z向安装在X向平移滑座(4b4)的前侧,所述Z向移动电机(4c1)固定在Z向移动导轨(4c2)的下端,所述Z向移动导轨(4c2)之间还安装有Z向传动丝杠,所述Z向移动电机(4c1)与Z向传动丝杠传动连接,所述Z向移动滑座(4c3)滑动配合安装在Z向移动导轨(4c2)上,且所述Z向移动滑座(4c3)与Z向传动丝杠通过螺纹配合连接,所述托板(4d)沿X向固定在Z向移动滑座(4c3)的前侧,所述托板升降支架(4a)的前侧还固定有停止凹块(4f),当台车(2)推入支撑架(1a)的下方时,停止凸块(2g)卡入停止凹块(4f)内侧。
6.根据权利要求5所述的一种自动生产线上的托盘输送和切换系统,其特征在于:所述台车夹紧定位机构(4e)设于托板升降支架(4a)的两侧,所述台车夹紧定位机构(4e)包括台车夹紧气缸支座(4e1)、台车夹紧气缸(4e2)、铰接板(4e3)、中间板(4e4)和夹紧板(4e5),所述台车夹紧气缸支座(4e1)固定在托板升降支架(4a)的侧壁上,所述台车夹紧气缸(4e2)铰接安装在台车夹紧气缸支座(4e1)的顶部一侧,所述铰接板(4e3)为T型结构,所述铰接板(4e3)的第一端与台车夹紧气缸支座(4e1)的顶部另一侧铰接,所述铰接板(4e3)的第二端与台车夹紧气缸(4e2)的伸缩轴末端铰接,所述铰接板(4e3)的第三端与中间板(4e4)的一端铰接,所述中间板(4e4)的另一端与夹紧板(4e5)的上端铰接,所述夹紧板(4e5)的中部与台车夹紧气缸支座(4e1)铰接,所述夹紧板(4e5)的下端安装有夹紧块(4e6),所述夹紧块(4e6)在台车夹紧气缸(4e2)的伸缩时能够作用于台车夹紧配位块(2h)上。
7.根据权利要求1所述的一种自动生产线上的托盘输送和切换系统,其特征在于:所述支撑单元(1)还包括能够支撑托盘(3)并能减小拖动阻力的滚动支撑机构(1d),所述滚动支撑机构(1d)安装在支撑架(1a)的抓取工位和回装工位上,所述滚动支撑机构(1d)包括滚动支撑座(1d1)、滚动轮安装架(1d2)和滚动轮(1d3),所述滚动轮安装架(1d2)沿Y向通过滚动支撑座(1d1)固定安装在支撑架(1a)上,所述滚动轮安装架(1d2)上沿Y向排布有多个滚动轮(1d3)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810711915.1A CN109018951B (zh) | 2018-06-29 | 2018-06-29 | 一种自动生产线上的托盘输送和切换系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810711915.1A CN109018951B (zh) | 2018-06-29 | 2018-06-29 | 一种自动生产线上的托盘输送和切换系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109018951A CN109018951A (zh) | 2018-12-18 |
| CN109018951B true CN109018951B (zh) | 2023-06-02 |
Family
ID=65522179
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810711915.1A Active CN109018951B (zh) | 2018-06-29 | 2018-06-29 | 一种自动生产线上的托盘输送和切换系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN109018951B (zh) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109866070A (zh) * | 2019-03-19 | 2019-06-11 | 浙江工业大学之江学院 | 一种托盘式多层料仓 |
| CN110047652B (zh) * | 2019-04-17 | 2020-10-20 | 湖州师范学院求真学院 | 一种电感元件连续式自动生产线 |
| CN110217582B (zh) * | 2019-06-28 | 2024-03-29 | 武汉逸飞激光股份有限公司 | 一种上料装置及电池组装系统 |
| CN110525985B (zh) * | 2019-08-20 | 2020-07-10 | 南京有多利科技发展有限公司 | 一种锂电池托盘用的滚筒线托盘叠盘机及其叠盘方法 |
| CN110687045A (zh) * | 2019-10-14 | 2020-01-14 | 杭州智笙科技有限公司 | 一种工业机器人芯片规整装置及规整方法 |
| CN114055179A (zh) * | 2020-08-04 | 2022-02-18 | 邓超 | 一种铸件切割打磨工作站及转序加工方法 |
| CN112340380B (zh) * | 2020-10-10 | 2022-03-04 | 湖北工业大学 | 一种用于粘弹棒材自动加工的物料输送装置 |
| CN112318365B (zh) * | 2020-10-28 | 2022-02-15 | 博众精工科技股份有限公司 | 一种金属环下料设备 |
| CN112478575B (zh) * | 2020-12-15 | 2022-06-21 | 合肥国轩高科动力能源有限公司 | 一种用于注液托盘的多层转运设备 |
| CN113213035B (zh) * | 2021-04-30 | 2022-11-11 | 上海世禹精密机械有限公司 | 带小车的载具上料系统 |
| CN114228237B (zh) * | 2021-11-18 | 2023-12-08 | 金华瑞彬智能制造科技有限公司 | 一种全自动蛋糕盒底托生产设备及其加工方法 |
| CN114852671A (zh) * | 2022-05-17 | 2022-08-05 | 深圳市昂科技术有限公司 | 用于料盘的夹紧机构及自动烧录设备 |
| CN115056336B (zh) * | 2022-06-16 | 2023-07-28 | 山东七星绿色建筑科技有限公司 | 一种桁架楼层板生产用基板预装设备 |
| CN115009838B (zh) * | 2022-06-23 | 2023-09-12 | 张洞宇 | 一种桁架楼层板生产线 |
| CN114955429B (zh) * | 2022-06-24 | 2023-11-24 | 中车唐山机车车辆有限公司 | 一种架空产线物料输送设备 |
| CN115196280A (zh) * | 2022-07-19 | 2022-10-18 | 津上智造智能科技江苏有限公司 | 一种高精度浮动移裁定位机构 |
| CN115415943B (zh) * | 2022-10-10 | 2024-03-22 | 福立旺精密机电(中国)股份有限公司 | 一种抬升夹持设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN204777462U (zh) * | 2015-07-01 | 2015-11-18 | 常州星宇车灯股份有限公司 | 一种用于自动化生产线的上料装置 |
| CN105621110A (zh) * | 2016-01-20 | 2016-06-01 | 昆山佰奥智能装备股份有限公司 | 托盘式自动供料收盘设备 |
| CN106711067A (zh) * | 2016-12-30 | 2017-05-24 | 沈阳昊霖智能装备有限公司 | 一种硅棒粘接自动化生产线 |
| CN107381082A (zh) * | 2017-07-31 | 2017-11-24 | 珠海华冠科技股份有限公司 | 圆柱形锂离子电池全自动装盘机 |
| CN207030462U (zh) * | 2017-07-31 | 2018-02-23 | 珠海华冠科技股份有限公司 | 圆柱形锂离子电池全自动装盘机 |
| CN107840153A (zh) * | 2017-12-01 | 2018-03-27 | 昆山精讯电子技术有限公司 | 一种面板存放装置 |
-
2018
- 2018-06-29 CN CN201810711915.1A patent/CN109018951B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN204777462U (zh) * | 2015-07-01 | 2015-11-18 | 常州星宇车灯股份有限公司 | 一种用于自动化生产线的上料装置 |
| CN105621110A (zh) * | 2016-01-20 | 2016-06-01 | 昆山佰奥智能装备股份有限公司 | 托盘式自动供料收盘设备 |
| CN106711067A (zh) * | 2016-12-30 | 2017-05-24 | 沈阳昊霖智能装备有限公司 | 一种硅棒粘接自动化生产线 |
| CN107381082A (zh) * | 2017-07-31 | 2017-11-24 | 珠海华冠科技股份有限公司 | 圆柱形锂离子电池全自动装盘机 |
| CN207030462U (zh) * | 2017-07-31 | 2018-02-23 | 珠海华冠科技股份有限公司 | 圆柱形锂离子电池全自动装盘机 |
| CN107840153A (zh) * | 2017-12-01 | 2018-03-27 | 昆山精讯电子技术有限公司 | 一种面板存放装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109018951A (zh) | 2018-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109018951B (zh) | 一种自动生产线上的托盘输送和切换系统 | |
| CN113794083A (zh) | 一种载具自动插针设备 | |
| CN104555317A (zh) | 一种自动循环供料系统 | |
| CN103240597A (zh) | 汽车制动轮缸皮碗装配线 | |
| CN102975016A (zh) | 伺服夹紧机构和设有机器人的鼠标组装系统 | |
| CN203109586U (zh) | 一人屋台式机器人辅助制造系统 | |
| CN209009568U (zh) | 一种自动生产线上的托盘输送和切换系统 | |
| CN110497310B (zh) | 一种球头销加工用上料设备 | |
| CN216085670U (zh) | 一种载具自动插针设备 | |
| CN203581877U (zh) | 一种自动循环供料系统 | |
| CN109079047B (zh) | 冲压机器人自动上下料设备 | |
| CN210676584U (zh) | 汽车覆盖件冲压自动化生产线 | |
| CN209867913U (zh) | 多功能精密零部件组装设备 | |
| CN112660795A (zh) | 装配生产线 | |
| CN218612762U (zh) | 一种电控柜智能装配生产线 | |
| CN108840103B (zh) | 一种玻璃面板的自动上料转运装置 | |
| CN215477789U (zh) | 一种料车和料库 | |
| CN115849005A (zh) | 一种同步上下料设备 | |
| CN213730391U (zh) | 卫星结构板埋件安装设备 | |
| CN111136159A (zh) | 一种用于对汽车纵梁平板进行冲孔的数控生产线 | |
| CN110668186A (zh) | 一种物料送件装置 | |
| CN220085898U (zh) | 一种集涂硅油与装键帽于一体的键盘组装机 | |
| CN219135724U (zh) | 自动码垛装置 | |
| CN211811920U (zh) | 一种轮毂类运输装置及轮毂类运输系统 | |
| CN219708319U (zh) | 一种用于新能源汽车零部件制造的柔性切换装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |