CN1082855C - 钢管的制造方法及其装置与钢管 - Google Patents
钢管的制造方法及其装置与钢管 Download PDFInfo
- Publication number
- CN1082855C CN1082855C CN96190964A CN96190964A CN1082855C CN 1082855 C CN1082855 C CN 1082855C CN 96190964 A CN96190964 A CN 96190964A CN 96190964 A CN96190964 A CN 96190964A CN 1082855 C CN1082855 C CN 1082855C
- Authority
- CN
- China
- Prior art keywords
- steel pipe
- rolling
- reducing
- temperature
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/0807—Tube treating or manipulating combined with, or specially adapted for use in connection with tube making machines, e.g. drawing-off devices, cutting-off
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/30—Finishing tubes, e.g. sizing, burnishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B17/00—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling
- B21B17/14—Tube-rolling by rollers of which the axes are arranged essentially perpendicular to the axis of the work, e.g. "axial" tube-rolling without mandrel, e.g. stretch-reducing mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B2045/0227—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes for tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/78—Control of tube rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/004—Heating the product
Abstract
将固相接合成管法或焊接成管法制成的钢管母管进行减径轧制时,将减径轧制前的钢管加热到超过100℃不到800℃的温度,并将轧制中的。钢管温度规定在特定的范围,而且,在减径轧制机入口侧,使母管圆周方向的温度差保持在特定的范围内,即使在减径轧制机机台间,也进行钢管的温度控制。这样,可以在低负荷,加工硬化受到抑制且表面性质不恶化的情况下进行减径轧制,成品管的尺寸精度可保持高的水平。
Description
技术领域
本发明涉及钢管的减径轧制方法及其装置以及用该方法制造的钢管。特别是将开口管的两棱边部分对冲接合后制成钢管的减径轧制方法及其装置以及钢管。
技术背景
用钢带为材料制造小直径钢管的方法有:将用钢带连续弯曲成管状的开口管整体加热到高温后将其两棱边固相压接的锻造法等固相接合成管法(固相压接成管法);用电阻焊接或者激光焊接等将开口管的两棱边焊接起来的焊接成管法。
固相接合成管法,一般适于大批量生产外径在115mm以下的小直径钢管。但是,因为开口管从外周加热到高温,所以,存在烧损严重,产品表面恶化的缺陷。另一方面,采用焊接成管法,则接合时只将两棱边加热到熔点以上,而两棱边以外的部分处于100℃以下的冷态,所以,不存在固相接合成管法的表面恶化问题。
但是,由于是冷态制管,必须采取措施,防止孔型轧辊等制管工具与开口管之间的滑动擦痕和抑制成型负荷等。所以,生产能力低,并且,必须用符合成品钢管尺寸的孔型轧辊,不适于小批量多品种的钢管生产。
为了消除这些固相接合成管法或焊接成管法等钢管制造方法的缺点,有了如特开昭63-33105号公报、特开平2-187214号公报提出的将焊接成管法制成的钢管在冷态下进行减径轧制的方法。
但是,采用这种将焊接成管法制成的钢管在冷却状态下进行减径轧制的方法时,由于轧制负荷大,必须设置防止与轧辊摩擦烧伤的润滑轧制装置或能承受高轧制负荷的大型轧钢机;并且,钢带形成管坯(即开口管)时的成形变形加上冷态减径轧制时的加工变形,使材料的加工硬化严重,所以,成管后必须再进行热处理。
另外,如特开平2-24606号公报和特公昭60-15082号公报所展示的那样,提出了将焊接成管法制成的钢管在热态下进行减径轧制的方法。
但是,将焊接成管法制成的钢管在热态下进行减径轧制时,母管必须在再加热炉中加热到800℃以上,因此,会产生新的氧化铁皮,并且,减径轧制时会导致氧化铁皮嵌入。
本发明的目的,是为了解决上述传统技术的问题而提出一种钢管的减径轧制方法及设备。该减径轧制方法及设备对于用固相接合成管法或焊接成管法生产的钢管母管,可以在低负荷,或者加工硬化受到抑制且表面性质不恶化的情况下进行减径轧制,并且,可使成品管的尺寸精度保持高水平。
发明内容
本发明的方法,是一种钢管的制造方法。该钢管的制造方法是将钢带进行连续弯曲加工形成管状的开口管,再将开口管的两棱边对冲接合,接合后的钢管在设有孔型轧辊的多台减径轧制机上进行轧制。其特征在于:减径轧制前的钢管被加热到超过100℃不到800℃的温度进行轧制。
对冲接合制管,是指使用下面的方法
(1)对开口管整体加热,将其两棱边部分固相压接的锻接法。
(2)只对开口管的两棱边部分加热,然后进行固相压接的中温固相压接法。
(3)对开口管整体加热,并只将其两棱边部分做进一步加热后进行固相压接的中温固相压接法。
(4)对开口管的两棱边部分进行电阻焊接,激光焊接,或者将它们结合起来的复合焊接。
并且,在减径轧制机的入口侧、出口侧、以及机台间测定钢管温度,并对轧制前及轧制中的钢管进行加热或冷却,使测定值与设定温度一致,以进行优良制管。
另外,将减径轧制前的钢管加热到725℃以下,如果在375℃以上的温度区域进行轧制更好。这时,要使减径轧制前钢管圆周方向均温在温度差200℃以内。如果能使减径轧制前钢管圆周方向的温度差在100℃以内更好。这样,加上在减径轧制机的入口侧,出口侧,以及机台间测定钢管温度,对轧制前及轧制中的钢管进行加热或冷却,使测定值与设定温度一致的方法,则效果更好。
能够很好实施上述本发明方法的本发明装置是具有以下构成的钢管减径轧制设备:固相接合成管装置或焊接成管装置、入口侧加热装置及多台减轧制机顺序配置;在减径轧制机的入口侧和出口侧设置测定钢管温度的温度计,以及根据这些温度计的测出值控制入口侧加热装置的运算控制装置。其特征在于:在该减径轧制机上,可用加热和冷却两用的入口侧均热装置代替入口侧加热装置,并且,在减径轧制机的机台间设置温度计和加热及冷却两用的工作间设置均热装置;运算控制装置可进一步根据机台间温度计的测定值控制入口侧均热装置及机台间均热装置。在该装置中,入口侧及机台间的均热装置中的加热件最好采用加热炉或感应线圈,冷却件最好采用制冷剂喷嘴。
本发明涉及的成品钢管,是一种具有优良特性的有缝钢管。其特征在于:表面粗糙值Rmax在减径轧制后可保持在10μm以下。
图面的简单说明
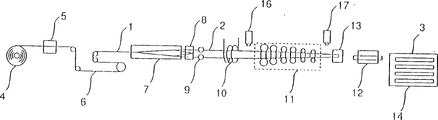
图1是能够实施本发明的设备流程示意图。
图2是能够实施本发明的另一设备流程示意图。
图3是传统的冷态钢管减径轧制方法示意图。
图4是传统的热态钢管减径轧制方法示意图。
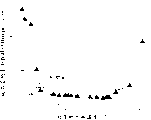
图5是母管加热温度与成品管表面粗糙值Rmax的关系坐标图。
图6是成品管屈服点及伸展度与轧制温度依赖关系的坐标图。
图7是母管圆周方向温度差与成品管壁厚偏差率的关系坐标图。
图8是通常用于减径温度控制的控制系统示意图。
图9是本发明实施例的钢管减径轧制设备例子示意图。
图10是实施例中各机台轧制负荷总值的坐标图。
图11是实施例中成品管表面烧伤发生次数的坐标图。
图12是实施例中各机台轧制负荷总值的坐标图。
图13是实施例中成品管表面烧伤发生次数的坐标图。
图14是实施例中加热温度与表面粗糙值Rmax的关系坐标图。
图15是实施例中最终台式轧制温度与伸展度的关系坐标图。
图16是实施例中加热温度与表面粗糙值Rmax的关系坐标图。
图17是实施例中最终台轧制温度与伸展度的关系坐标图。
实施发明的最佳形式
参照附图,首先对传统技术做进一步说明。由钢带卷成的开口管可以用固相接合成管或者焊接成管。
采用固相接合成管,烧损较严重,使产品的表面粗糙;焊接成管则没有表面粗糙的问题,但是,其产率低,不适于多品种的钢管生产。
图3是冷轧焊接钢管的轧制方法示意图。1是钢带,2是轧制前的母管,3是成品管,4是展卷机,5是钢带1的行进间接合装置,6是套口机,7是管坯成形机,8是感应加热装置,9是挤压台,11是钢管减径轧制机,15是卷绕机。在该技术中,轧制负荷大,要设置大型的轧钢机,并且,材料的加工硬化严重,因此,成管后必须再进行热处理。
图4是热轧焊接钢管的轧制方法示意图。21是钢带1的预热炉,22是钢带1的加热炉,23是钢带1的再加热炉,13是切断机,14是冷却台,其他与图3中相同的构件用相同的符号表示,此处不再说明。在对该焊接钢管进行热轧时,因为在再加热炉中母管被加热到800℃以上,所以产生了新的烧损,并且,会导致轧制时氧化铁皮嵌入。
下面,对发明的方法进行说明。
根据本发明的方法,将轧制前的钢管(母管)温度定在100℃到800℃之间,可控制成品管的表面粗糙度。并且,作为能够达到同时控制表面粗糙度和加工硬化的条件,最好将母管温度定在725℃以下,轧制温度定在375℃以上。
在本发明中,对冲接合是在开口管整体加热后将其两棱边固相压接起来的方法(即锻接法),也可采用将开口管整体加热,或只将其两棱边加热后固相压接起来等方法。并且,也可采用将开口管的两棱边焊接等方法,此时,是利用通电或感应进行电阻焊接或激光焊接等。
图1是能够实施本发明的设备系列示意图。在图1中,1是钢带,2是母管,3是成品管,4是展卷机,5是钢带1的行进间接合装置(将前一段材料的尾端与后一段材料的前端接合起来),6是套口机,7是管坯成型机,8是感应加热装置,9是挤压台,10是感应加热线圈,11是减径轧制机,12是钢管矫正装置,15是卷绕机,16、17是温度计。
如图1所示,从展卷机4输出的钢带1在管坯成型机7上形成管状,用感应加热装置8将两棱边加热到不超过熔点的温度后,在挤压台上进行固相接合(固相压接),形成减径轧制前的母管2。该母管2整体被感应加热线圈10加热后,在多台式减径轧制机11上被轧制成设定的外径,制成成品管3,经钢管矫正装置12矫正后盘在卷绕机15上冷却。
另外,如果用感应加热装置8将两棱边加热到熔点温度以上后在挤压台9上进行焊接,则图1的设备系列也适用于焊接钢管的减径轧制。
图2是能够实施本发明的另一设备系列示意图。在图2中,13是切断机,14是冷却台,与图1中相同的构件采用相同的符号,在此不再说明。
如图2所示,从展卷机4输出的钢带1在管坯成型机7上形成管状,用感应加热装置8将两棱边加热到熔点温度以上后,在挤压台上进行焊接,形成减径轧制前的母管2。该母管2整体被感应加热线圈10加热后,在多台式减径轧。制机11上轧制成设定的外径,制成成品管3,然后,用切断机13截成设定长度,再经钢管矫正装置12矫正后在冷却台上冷却。
另外,如果用感应加热装置8将两棱边加热到不超过熔点的温度,在挤压台9上进行固相接合(固相压接),则图2的设备系列也适用于固相接合钢管的减径轧制。
发明者们,利用图1的设备系列,将固相接合成管法制造的配管碳素钢管(外径60.5mm,壁厚3.5mm),在常温~1000℃的温度范围进行30%的外径减径轧制,对成品管的表面、轧制前后钢管的机械性能、以及轧制负荷进行详细调查。并且,也对在图2的设备系列上,焊接成管法制造的配管碳素钢管(外径114.3mm,壁厚4.5mm)的情况作同样的调查,从这些调查中得到的资料在后面将介绍,本发明就是根据这些资料提出的。
图5是母管加热温度与成品管表面粗糙值Rmax的关系坐标图,(a)是固相接合钢管的情况,(b)是焊接钢管的情况。母管加热温度在800℃以上时,轧制中氧化铁皮嵌入造成缺陷,而当温度在100℃以下时,轧制负荷大,由于发热增加,与轧辊的滑动擦痕使成品管表面粗糙值Rmax增大,加大了表皮粗糙程度。因此,母管加热温度最好在100℃~800℃之间。从图5中可知,轧制后的Rmax比轧制前增加了不到0.5μm。更好的母管加热温度是200℃~725℃。
图6是成品管屈服点(Y·S·)及(E1·)的轧制温度关系图,(a)是固相接合钢管的情况,(b)是焊接钢管的情况。根据图6的情况,轧制温度在300℃以下时,由于轧制变形引起的加工硬化,相对轧制前的情况,尽管屈服点上升,伸展率下降,但是,从300℃到350℃时,轧制变形恢复速度增大,使屈服点急剧下降,伸展率急剧上升,在350℃以上时,屈服点和伸展率都稳定在轧制前数值的10%以内,因此,如果要使轧制时不发生加工硬化,轧制温度最好在375℃以上。
并且,一般来说,轧制材料的温度会因加工发热和轧辊吸热而上下波动。在本发明中,钢管轧制时的温度在200℃以上,轧辊是吸热的一方,所以,在轧制中温度会下降。因此,可预先估出整个台子的降温量,以减径轧制时温度的目标值加上该降温量来设定母管的加热温度。
在本发明中,轧制前母管圆周方向的温度差设在200℃以内,最好是,将该圆周方向的温度差更严格定在100℃以内。这样,如下所述,成品管的尺寸精度可以保持在更高的水平。
图7是在得到图5至图6中数据的钢管上所得母管圆周方向温度差与成品管壁厚偏差率(最大壁厚与最小壁厚的差值除平均壁厚所得值%)的关系坐标图。
当母管圆周方向的温度差超过200℃时,减径轧制中管子圆周方向的变形不均匀,容易使成品管的壁厚不均,当温度在100℃至200℃之间时,随着管子圆周方向温度差的减小,壁厚偏差程度减小,当温度在100℃以下时,因温度差而引起的壁厚偏差几乎完全消失。但是,即使在完全没有温度差的时候,在采用多孔型辊的减径轧制机上,也会因特有的<角张度>(用n个孔型辊进行减径轧制时,会出现在2×n的角形现象)而引起残余的壁厚偏差。另外,因为母管缝隙部分在接合时比其他部位加热到更高的温度,例如,图1中那样只被感应加热线圈10加热而管圆周方向温度差没有降低的时候,最好对减径轧制前的母管进行加热·冷却(冷却也可只针对缝隙部分进行)组合均热,使管子圆周方向的温度均匀。
并且,在本发明的方法中,最好在减径轧制机11的入口侧、出口侧、以及机台间测量钢管温度,根据该测定值控制减径轧制中的钢管温度。
图8是通常用在减径轧制温度控制上的控制系统示意图。31是运算装置,32是输入热控制装置。另外,与图1中同样的构件用相同的符号,在此不再说明。该控制系统取如下构成:运算装置31得到入口侧、出口侧温度计16、17的温度值(入口侧的实测温度、出口侧的实测温度),将减径轧制机11内的预测降温值加上出口侧的实测温度值算出入口侧目标温度,然后对感应加热线圈10的输入热控制装置32发出指令,使入口侧的实测温度与入口侧目标温度一致。但是,在该常用的控制系统中,由于孔型轧辊和环境气体温度的变化,以及孔型轧辊冷却水的变动等外在的影响,减径轧制机11内的钢管温度预测会发生误差,此时,入口侧、出口侧温度可能超出相应于成品管目标品质的合适控制范围。
对此,不只是在入口侧、出口侧,在减径轧制机11的机台中也要测定钢管温度,该温度测定值也要作为变数输入运算装置中,此时,不只是在入口侧,也在减径轧制中对钢管进行温度控制,因此,在减径轧制机11内,即使有外在干扰,也能即时进行温度修正,使入口侧、出口侧温度不超出合适控制范围。
本发明的装置,是能够顺利进行本发明方法的装置,其构成如下:将固相接合成管装置或焊接成管装置、入口侧加热装置及多台减轧制机顺序配置;在减径轧制机的入口侧和出口侧,设置测定钢管温度的温度计,以及根据这些温度计的测出值控制入口侧加热装置的运算控制装置;在该减径轧制机上,可用加热和冷却两用的入口侧均热装置带替入口侧加热装置,并且,在减径轧制机的机台间设置温度计和加热及冷却两用的工作间均热装置;运算控制装置可进一步根据机台间温度计的测定值控制入口侧均热装置及机台间均热装置。
并且,如果用入口侧均热装置代替入口侧加热装置,就可顺利地对减径轧制前的母管进行均热,另外,由于增设了机台间均热装置,对控制在固相接合成管装置或焊接成管装置后接着用减径轧制机进行轧制时的轧制温度也特别有效。
另外,如果将机台间均热装置的加热件和冷却件装在同一减径轧制机内,也可配置在别的机台间。
并且,本发明指出,上述入口侧及机台间的均热装置中的加热件最好采用加热炉或感应线圈,而冷却件最好采用制冷剂喷嘴。作为加热炉,加热效率高的例子有红外线反射炉。制冷剂可以用水或低温空气。在减径轧制机设置空间有限时,机台间均热装置的加热件最好使用感应线圈。另外,如果综合考虑加热效率和经济性,可用等离子体,电子,激光等各种能量射线束。
图9是本发明的钢管减径轧制设备示意图。在图9中,10A是制冷剂喷嘴,18是机台间的温度计,33是流量控制装置,34是流量调节阀,35是制冷剂来源,41是入口侧均热装置,42是机台间均热装置,43是由运算装置31、入口侧均热装之前32、以及流量控制装置33构成的运算控制装置。另外,图9中与图8相同的构件使用相同的符号,此处不再说明。在感应加热装置8的上游侧(图9的左侧)设置与图8相同的设备系统。在该例子中,用水作制冷剂,入口侧及机台间的均热装置41、42由制冷剂喷嘴10A和感应加热线圈10构成。制冷剂来源35的制冷剂通过由流量控制装置33调节的流量调节阀34从制冷剂喷嘴10A喷出;而输入热控制装置32控制感应线圈10的功率。并且,除入口侧和出口侧的温度计16、17以外,在减径轧制机11内的机台间均热装置42的前后配置温度计18,将这些温度计16、17、18测出的温度值输入运算装置31中,为了将入口侧、机台间、出口侧的测出温度值控制在目标范围内,运算装置31向输入热控制装置32及流量控制装置33发出指令,分别控制输入热和制冷剂流量。
另外,从减少母管2圆周方向温度差的角度出发,特别是对缝隙部分温度高的焊接钢管,入口侧均热装置41的制冷剂喷嘴10A最好来取只对缝隙部分喷射的形式。
实施例
实施例1
采用图1所示的设备系统(设有8台式减径轧制机11,每台设有3个多孔型轧辊),在生产相当于JIS G3452的配管用碳素钢管时,将钢带1用固相接合成管法做成外径27.2mm,壁厚2.3mm的母管2。将母管2在以下的(a)、(b)两个条件下进行串行轧制,得到外径17.3mm,长1000m的线圈状成品管3。
(a)[加热温度变更]用感应加热线圈10使加热温度在300℃到900℃的范围内变化,加热后,直接以一定的出口侧速度(150m/min)进行轧制。
(b)[出口侧温度变更]用感应线圈10将加热温度加热到一定(700℃)后,直接改变轧制速度进行轧制,使减径轧制机11的出口侧温度在150℃到500℃的范围变化。
图14是在上述条件(a)下得到的有关钢管加热温度与表面粗糙值Rmax的关系图。图15是在上述条件(b)下得到的有关钢管最终台式轧制温度与伸展度(E1,)的关系坐标图。减径轧制后成品管3的表面粗糙值Rmax,在母管2的加热温度满足本发明规定的725℃以下时,能保证不到10μm,处于良好状态;但当超过725℃时,则会达数10μm,情况恶化。并且,减径轧制后成品管3的伸展度,当轧制温度在满足本发明规定的375℃以上时,保持在33%以上的良好状态;但是,当不满375℃时,则达不到30%。
实施例2
采用图2所示的设备系统(设有6台式减径轧制机11,每台设有4个多孔型轧辊),在生产相当于JIS G3452的配管用碳素钢管时,将钢带1用焊接成管法做成外径101.6mm,壁厚4.2mm的母管2。将母管2在以下的(c)、(d)两个条件下进行串行轧制,在各条件为同一水平下得到外径76.3mm,长5.5m固定尺寸的50根成品管3。
(c)[加热温度变更]用感应加热线圈10使加热温度在400℃到1000℃的范围变化加热后,直接以一定的出口侧速度(100m/min)进行轧制。
(d)[出口侧温度变更]用感应线圈10将加热温度加热到一定(650℃)后,直接改变轧制速度进行轧制,使减径轧制机11的出口侧温度在200℃到500℃的范围变化。
图16是在上述条件(c)下得到的导管加热温度与表面粗糙值Rmax的关系图。图17是在上述条件(d)下得到的导管最终台式轧制温度与伸展度(E1,)的关系坐标图。减径轧制后成品管3的表面粗糙值Rmax,在母管2的加热温度满足第3本发明规定的725℃以下时,能保证不到10μm,处于良好状态;但当超过725℃时,则会达数10μm,情况恶化。并且,减径轧制后成品管3的伸展度,当轧制温度在满足本发明规定的375℃以上时,保持在36%以上的良好状态;但是,当不满375℃时,则达不到30%,情况不良。
从实施例1,实施例2了解到,根据本发明,不管是固相接合成管法或焊接成管法,只要增减减径轧制机11的使用台数,就可以抑制加工硬化,并且,在没有因氧化铁皮嵌入引起表皮恶化的情况下,可以从一种母管2得到数种外径的成品管3,可以方便地进行小批量多品种钢管的生产。
产业上利用的可能性
根据本发明,固相接合成管法或焊接成管法生产的钢母管,可以在低负荷,或者加工硬化受到抑制且表面性质不恶化的情况下进行多种外径的减径轧制,因此,可方便地进行小批量多品种的生产,并且,对制造尺寸精度高的成品管非常有效。
Claims (12)
1·一种钢管的制造方法,该钢管制造方法是将钢带连续弯曲加工成管状的开口管,再将开口管的两棱边对冲接合,接合后的钢管在设有孔型轧辊的多台减径轧制机上进行轧制,其特征在于:减径轧制前的钢管被加热到超过100℃不到800℃的温度再进行轧制。
2·如权利1所述的钢管制造方法,其特征在于:上述对冲接合,是采用对开口管整体加热,将其两棱边部分固相压接的锻接法。
3·如权利1所述的钢管制造方法,其特征在于:上述对冲接合,是采用只对开口管的两棱边部分加热,然后进行固相压接的中温固相压接法。
4·如权利1所述的钢管制造方法,其特征在于:上述对冲接合,是采用对开口管的两棱边部分进行电阻焊接,或激光焊接的方法。
5·如权利1所述的钢管制造方法,其特征在于:在减径轧制机的入口侧、出口侧、以及机台间测定钢管温度,并对减径轧制前及减径轧制中的钢管进行加热或冷却,使测定值与设定温度一致。
6·如权利1所述的钢管制造方法,其特征在于:将减径轧制前的钢管加热到725℃以下,在375℃以上的温度区域进行减径轧制。
7·如权利6所述的方法,其特征在于:使减径轧制前钢管圆周方向的温度差在200℃以内。
8·如权利6所述的方法,其特征在于:使减径轧制前钢管圆周方向的温度差在100℃以内。
9·如权利6所述的钢管制造方法,其特征在于:在减径轧制机的入口侧、出口侧、以及机台间测定钢管温度,对轧制前及轧制中的钢管进行加热或冷却,使测定值与设定温度一致。
10·一种钢管的制造装置,该装置是具有以下构成的钢管减径轧制设备:将固相接合成管装置或焊接成管装置、入口侧加热装置及多台减轧制机顺序配置;在减径轧制机的入口侧和出口侧,设置测定钢管温度的温度计,以及根据这些温度计的测出值控制入口侧加热装置的运算控制装置;其特征在于:在该减径轧制机上,可用加热和冷却两用的入口侧均热装置代替入口侧加热装置,并且,在减径轧制机的机台间设置温度计和加热及冷却两用的机台间均热装置;运算控制装置可进一步根据机台间温度计的测定值控制入口侧均热装置及机台间均热装置。
11·如权利10所述的钢管制造装置,其特征在于:上述入口侧及机台间的均热装置中的加热件采用加热炉或感应线圈,冷却件采用制冷剂喷嘴。
12·一种按照权利要求1所述方法制造的有缝钢管,其特征在于:表面粗糙值Rmax在减径轧制后可保持在10μm或以下。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23907995 | 1995-08-25 | ||
| JP23908095 | 1995-08-25 | ||
| JP239080/95 | 1995-08-25 | ||
| JP239079/95 | 1995-08-25 | ||
| JP16725796A JP3853428B2 (ja) | 1995-08-25 | 1996-06-27 | 鋼管の絞り圧延方法および設備 |
| JP167257/96 | 1996-06-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1164836A CN1164836A (zh) | 1997-11-12 |
| CN1082855C true CN1082855C (zh) | 2002-04-17 |
Family
ID=27322829
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN96190964A Expired - Fee Related CN1082855C (zh) | 1995-08-25 | 1996-08-21 | 钢管的制造方法及其装置与钢管 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6006789A (zh) |
| EP (1) | EP0788850B1 (zh) |
| JP (1) | JP3853428B2 (zh) |
| KR (1) | KR100233700B1 (zh) |
| CN (1) | CN1082855C (zh) |
| AU (1) | AU716746B2 (zh) |
| CA (1) | CA2201166C (zh) |
| DE (1) | DE69635042T2 (zh) |
| WO (1) | WO1997007906A1 (zh) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20020046844A (ko) * | 2000-12-15 | 2002-06-21 | 이계안 | 베어링 메탈 제조방법 |
| EP1264645B1 (en) * | 2001-05-31 | 2005-05-11 | JFE Steel Corporation | Welded steel pipe having excellent hydroformability and method for making the same |
| US6682829B2 (en) * | 2001-05-31 | 2004-01-27 | Jfe Steel Corporation | Welded steel pipe having excellent hydroformability and method for making the same |
| MXPA02005390A (es) * | 2001-05-31 | 2002-12-09 | Kawasaki Steel Co | Tubo de acero soldado que tiene excelente hidroformabilidad y metodo para elaborar el mismo. |
| JP4411874B2 (ja) * | 2003-06-20 | 2010-02-10 | Jfeスチール株式会社 | 均熱装置での鋼管温度制御方法 |
| US20060157539A1 (en) * | 2005-01-19 | 2006-07-20 | Dubois Jon D | Hot reduced coil tubing |
| JP5303842B2 (ja) * | 2007-02-26 | 2013-10-02 | Jfeスチール株式会社 | 偏平性に優れた熱処理用電縫溶接鋼管の製造方法 |
| ES2533620T3 (es) * | 2008-12-24 | 2015-04-13 | Nippon Steel & Sumitomo Metal Corporation | Procedimiento de producción de tuberías metálicas sin costuras mediante laminado en frío |
| EA021208B1 (ru) * | 2009-01-14 | 2015-04-30 | Сумитомо Метал Индастриз, Лтд. | Устройство и способ для изготовления полого элемента (варианты) |
| KR101039333B1 (ko) | 2009-09-21 | 2011-06-08 | 대한정밀공업(주) | 언코일링 장치를 이용한 피팅류 제조방법 |
| EP2325435B2 (en) | 2009-11-24 | 2020-09-30 | Tenaris Connections B.V. | Threaded joint sealed to [ultra high] internal and external pressures |
| CN101801125B (zh) * | 2010-03-12 | 2012-09-05 | 冯伟年 | 感应加热器、感应加热热处理设备及感应加热热处理方法 |
| CN102205481B (zh) * | 2011-01-20 | 2013-04-03 | 安徽鲲鹏装备模具制造有限公司 | 一种冷柜围板自动化成型方法 |
| US9163296B2 (en) | 2011-01-25 | 2015-10-20 | Tenaris Coiled Tubes, Llc | Coiled tube with varying mechanical properties for superior performance and methods to produce the same by a continuous heat treatment |
| IT1403689B1 (it) | 2011-02-07 | 2013-10-31 | Dalmine Spa | Tubi in acciaio ad alta resistenza con eccellente durezza a bassa temperatura e resistenza alla corrosione sotto tensioni da solfuri. |
| DE102012108965B4 (de) | 2012-09-24 | 2014-08-14 | Exscitron Gmbh | Stromquelle mit verbesserter Dimmvorrichtung |
| AU2013372439B2 (en) | 2013-01-11 | 2018-03-01 | Tenaris Connections B.V. | Galling resistant drill pipe tool joint and corresponding drill pipe |
| US9803256B2 (en) | 2013-03-14 | 2017-10-31 | Tenaris Coiled Tubes, Llc | High performance material for coiled tubing applications and the method of producing the same |
| EP2789700A1 (en) | 2013-04-08 | 2014-10-15 | DALMINE S.p.A. | Heavy wall quenched and tempered seamless steel pipes and related method for manufacturing said steel pipes |
| EP2789701A1 (en) | 2013-04-08 | 2014-10-15 | DALMINE S.p.A. | High strength medium wall quenched and tempered seamless steel pipes and related method for manufacturing said steel pipes |
| KR102197204B1 (ko) | 2013-06-25 | 2021-01-04 | 테나리스 커넥션즈 비.브이. | 고크롬 내열철강 |
| DE102015110361B4 (de) * | 2015-06-26 | 2019-12-24 | Thyssenkrupp Ag | Verfahren zum Herstellen eines Werkstoffverbundes in einer Walzanlage und Verwendung der Walzanlage |
| US11124852B2 (en) | 2016-08-12 | 2021-09-21 | Tenaris Coiled Tubes, Llc | Method and system for manufacturing coiled tubing |
| DE102016215265A1 (de) * | 2016-08-16 | 2018-02-22 | Mahle International Gmbh | Herstellungsverfahren eines Wärmeübertragerrohres |
| US10434554B2 (en) | 2017-01-17 | 2019-10-08 | Forum Us, Inc. | Method of manufacturing a coiled tubing string |
| CN109092898B (zh) * | 2018-06-08 | 2020-09-04 | 太原科技大学 | 一种高性能镁合金无缝管长材的塑性加工方法 |
| CN115106723A (zh) * | 2021-12-20 | 2022-09-27 | 上海欧展电器有限公司 | 一种用于pecvd管式炉辅热加热元件制备工艺 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6349323A (ja) * | 1986-08-18 | 1988-03-02 | Sumitomo Metal Ind Ltd | 溶接チタン管の製造方法 |
| JPH05228533A (ja) * | 1992-02-19 | 1993-09-07 | Sumitomo Metal Ind Ltd | 溶接管の製造方法及びその装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1233321A (zh) * | 1968-04-03 | 1971-05-26 | ||
| JPS5143825B2 (zh) * | 1973-03-02 | 1976-11-25 | ||
| JPS52152814A (en) * | 1976-06-14 | 1977-12-19 | Nippon Steel Corp | Thermo-mechanical treatment of seamless steel pipe |
| JPS5373457A (en) * | 1976-12-12 | 1978-06-29 | Sumitomo Metal Ind | Forge welding steel pipe manufacturing process |
| JPS589714A (ja) * | 1981-07-10 | 1983-01-20 | Sumitomo Metal Ind Ltd | 帯鋼を素材とする鋼管製造設備列 |
| JPS6015082A (ja) * | 1983-07-06 | 1985-01-25 | Sumitomo Metal Ind Ltd | 熱間電縫鋼管の製造方法 |
| DE3571683D1 (en) * | 1984-01-20 | 1989-08-24 | Kuroki Kogyosho Co | Corrosion resisting steel pipe and method of manufacturing same |
| JPS6333105A (ja) * | 1986-07-25 | 1988-02-12 | Nippon Steel Corp | 鋼管の冷間サイジング法 |
| US4834344A (en) * | 1987-02-20 | 1989-05-30 | Surface Combustion, Inc. | Apparatus for inside-outside tube quenching |
| DE3801621C1 (en) * | 1988-01-21 | 1989-02-16 | Kurt Dr.-Ing. 4050 Moenchengladbach De Gruber | Process for producing thick-walled longitudinally seam-welded steel pipes |
| JPH02187214A (ja) * | 1989-01-17 | 1990-07-23 | Kusakabe Denki Kk | タレット式ハイフレックス鋼管製造装置 |
| JPH02224606A (ja) * | 1989-02-27 | 1990-09-06 | Bridgestone Corp | スポーツシューズ |
| JPH0794090B2 (ja) * | 1989-11-01 | 1995-10-11 | 工業技術院長 | 小径管内面の電解砥粒超鏡面仕上げ方法 |
| US5277228A (en) * | 1990-11-02 | 1994-01-11 | Usui Kokusai Sangyo Kaisha Limited | Welded pipe with excellent corrosion resistance inner surface |
| DE4039741B4 (de) * | 1990-12-10 | 2005-03-10 | Sms Demag Ag | Verfahren und Vorrichtung zum Walzen von Rohren, insbesondere in Streckreduzier-, Pilger- oder Kontiwalzwerken |
| DE4318931C1 (de) * | 1993-06-03 | 1994-12-01 | Mannesmann Ag | Verfahren zur Herstellung von geschweißten Rohren |
| JPH06349323A (ja) * | 1993-06-14 | 1994-12-22 | Hitachi Chem Co Ltd | 導電ペースト |
| JP2897652B2 (ja) * | 1994-09-05 | 1999-05-31 | 住友金属工業株式会社 | マンドレルミルおよびそれを用いた管圧延方法 |
| DE69525171T2 (de) * | 1994-10-20 | 2002-10-02 | Sumitomo Metal Ind | Verfahren zum herstellen nahtloser stahlrohre und produktionsanlage dafür |
-
1996
- 1996-06-27 JP JP16725796A patent/JP3853428B2/ja not_active Expired - Fee Related
- 1996-08-21 DE DE69635042T patent/DE69635042T2/de not_active Expired - Lifetime
- 1996-08-21 KR KR1019970701209A patent/KR100233700B1/ko not_active IP Right Cessation
- 1996-08-21 EP EP96927863A patent/EP0788850B1/en not_active Expired - Lifetime
- 1996-08-21 CA CA002201166A patent/CA2201166C/en not_active Expired - Fee Related
- 1996-08-21 WO PCT/JP1996/002334 patent/WO1997007906A1/ja active IP Right Grant
- 1996-08-21 CN CN96190964A patent/CN1082855C/zh not_active Expired - Fee Related
- 1996-08-21 AU AU67540/96A patent/AU716746B2/en not_active Ceased
- 1996-08-21 US US08/776,664 patent/US6006789A/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6349323A (ja) * | 1986-08-18 | 1988-03-02 | Sumitomo Metal Ind Ltd | 溶接チタン管の製造方法 |
| JPH05228533A (ja) * | 1992-02-19 | 1993-09-07 | Sumitomo Metal Ind Ltd | 溶接管の製造方法及びその装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0788850A1 (en) | 1997-08-13 |
| JP3853428B2 (ja) | 2006-12-06 |
| US6006789A (en) | 1999-12-28 |
| EP0788850A4 (en) | 2001-07-25 |
| DE69635042D1 (de) | 2005-09-15 |
| EP0788850B1 (en) | 2005-08-10 |
| DE69635042T2 (de) | 2006-04-13 |
| CN1164836A (zh) | 1997-11-12 |
| AU716746B2 (en) | 2000-03-02 |
| CA2201166A1 (en) | 1997-03-06 |
| AU6754096A (en) | 1997-03-19 |
| CA2201166C (en) | 2002-11-26 |
| JPH09122713A (ja) | 1997-05-13 |
| KR100233700B1 (ko) | 2000-08-01 |
| WO1997007906A1 (fr) | 1997-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1082855C (zh) | 钢管的制造方法及其装置与钢管 | |
| CN107931331B (zh) | 一种高精度二辊冷轧无缝钢管的生产方法 | |
| KR100835056B1 (ko) | 이음매가 없는 냉간 마무리 강관 | |
| CN102581062B (zh) | 一种无缝化钛及钛合金焊接管的生产方法 | |
| CN105817840A (zh) | 一种无缝钢管加工生产工艺 | |
| JP2003311317A (ja) | 継目無管の製造方法 | |
| CN110184542B (zh) | 一种高性能无缝化连续管及其制造方法 | |
| CN103464507B (zh) | 一种生产高精度奥氏体无缝钢管的方法 | |
| CN101486044B (zh) | 连轧管机用直径为330mm以上的限动芯棒的制造方法 | |
| CN107363202A (zh) | 一种镍基高温合金小余量叶片的成型方法 | |
| CN105903766A (zh) | 用于大尺寸钛及钛合金方矩管的生产系统及生产方法 | |
| CN103599957B (zh) | 一种加氢裂化炉用奥氏体不锈钢无缝管的挤压成型方法 | |
| CN107570547A (zh) | 一种船用球扁钢生产工艺 | |
| EP3225319A1 (en) | Method for manufacturing rifled tube | |
| CN106734330A (zh) | 废旧油管热轧精锻新工艺 | |
| CN100408905C (zh) | 一种压力管道用无缝钢管的制造方法 | |
| CN110052494A (zh) | 一种控制线材轧制尺寸精度的方法 | |
| CN1353024A (zh) | 焊缝对称型钢板制对焊弯头及其制造工艺 | |
| CN107142432A (zh) | 一种哈氏合金c276无缝管高屈强比控制方法 | |
| JP2007038296A (ja) | 金属管の冷間圧延方法 | |
| CN110369546B (zh) | 一种生产大口径钛合金热轧无缝管的方法 | |
| CN113305174A (zh) | 一种内螺纹铜管或内螺纹铝管及其制造方法和生产线 | |
| CN106064183A (zh) | 一种含Cr、Mo合金大型挤压厚壁制坯件的缓冷方法 | |
| US6221185B1 (en) | Method for manufacturing components by critical formation of light metal strip | |
| JPH1157842A (ja) | 管軸長方向の圧縮強度に優れた鋼管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20020417 Termination date: 20110821 |