CN1082555C - 金属基质复合体的方法及其由此方法生产的产品 - Google Patents
金属基质复合体的方法及其由此方法生产的产品 Download PDFInfo
- Publication number
- CN1082555C CN1082555C CN89108448A CN89108448A CN1082555C CN 1082555 C CN1082555 C CN 1082555C CN 89108448 A CN89108448 A CN 89108448A CN 89108448 A CN89108448 A CN 89108448A CN 1082555 C CN1082555 C CN 1082555C
- Authority
- CN
- China
- Prior art keywords
- filler
- metal
- matrix metal
- infiltration
- sample
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






















Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/009—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone characterised by the material treated
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/50—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials
- C04B41/51—Metallising, e.g. infiltration of sintered ceramic preforms with molten metal
- C04B41/515—Other specific metals
- C04B41/5155—Aluminium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/85—Coating or impregnation with inorganic materials
- C04B41/88—Metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/10—Alloys containing non-metals
- C22C1/1036—Alloys containing non-metals starting from a melt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/10—Alloys containing non-metals
- C22C1/1036—Alloys containing non-metals starting from a melt
- C22C1/1057—Reactive infiltration
- C22C1/1063—Gas reaction, e.g. lanxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00905—Uses not provided for elsewhere in C04B2111/00 as preforms
- C04B2111/00913—Uses not provided for elsewhere in C04B2111/00 as preforms as ceramic preforms for the fabrication of metal matrix comp, e.g. cermets
- C04B2111/00931—Coated or infiltrated preforms, e.g. with molten metal
Abstract
本发明涉及一种形成金属基质复合体的新方法。具体地说,一种渗透增强剂和/或渗透增强剂前体和/或渗透气氛与填料或预型体至少在工艺过程中某一时刻相接触,使得熔融的基质金属自发地渗透所说的填料或预型体。这种自发渗透在不施加任何压力或真空条件下发生。
Description
本申请为1989年5月9日提交的系列号为349,590的共同所有和共同未决的美国专利申请的部分继续申请,其中系列号为349,590的申请又是以Michael K.Aghajanian等人的名义于1988年11月10日的提交的系列号为269,311的美国专利申请的部分继续申请,两申请的题目均为“通过自发渗透工艺生产金属基质复合体的方法及其由此方法生产的产品”。将两申请的内容结合在此以供参考。
本发明涉及一种形成金属基质复合体的新方法。具体地说,一种渗透增强剂和/或渗透增强剂前体和/或渗透气氛与填料或预型体至少在工艺过程中某一时刻相交换,使得熔融的基质金属自发地渗透所说的填料或预型体。这种自发渗透在不施加任何压力或真空条件下发生。
含有金属基质和加强或增强相(如陶瓷颗粒、晶须、纤维等)的复合产品对于许多应用显示出广阔的前途,因为它们具有增强相的部分刚性和耐磨性以及金属基质的可延伸性和韧性。一般来说,金属基质复合体与整块基体金属相比,将表现出在强度、刚性、接触耐磨性、热膨胀系数(C.T.E.)密度、导热性和高温强度保持性等性能方面的改进,但是对任何给出的性能可能被改进的程度主要取决于特定的组分,它们的体积或重量比,以及在形成该复合体中如何处理这些组分。在某些情况下,这种复合体在重量上还可能比基质金属本身更轻。例如,用陶瓷(如颗粒、片晶或晶须状的碳化硅)增强的铝基复合体是令人感兴趣的,因为相对于铝而言,它们的具有更高的比刚性(例如,弹性模量/密度)、耐磨性、导热性、低热膨胀系数(C.T.E.)和高温强度和/或比强度(例如,强度/密度)。
许多冶金方法被介绍用于生产铝基复合体,这些方法包括以使用加压浇铸、真空浇铸、搅拌和润湿剂的粉末冶金技术和液体-金属渗透技术为基础的方法。采用粉末冶金技术时,使粉末状的金属和粉末、晶须、切断的纤维等形式的增强材料混合,然后进行冷压和烧结或进行热压。已报道出用这种方法生产的碳化硅增强的铝基复合体中最大的陶瓷体积比在晶须情况下约为25%(体积),在颗粒的情况下约为40%(体积)。
利用常规工艺方法通过粉末冶金技术生产金属基质复合体对可得到的产品的性能产生一定的限制。该复合体中陶瓷相的体积比在颗粒情况下典型地限制为约40%。另外,加压操作还会对可得到的实际尺寸产生限制。在没有后续加工(如成形或机械加工)或不借助于复杂压制的条件下,只有可能产生相对简单的产品形状。再有,由于压实体中的分凝和晶粒生长会造成显微结构的非均匀性外,在烧结期间会发生不均匀收缩。
在1976年7月20日授予J.C.Cannell等人的美国专利第3,970,136号中,叙述了一种形成金属基质复合体的方法,所说的复合体中结合有具有预定纤维取向模式的纤维增强材料,如碳化硅或氧化铝晶须。这种复合体的制备是通过在一个具有熔融基质金属(如铝)的储池的模中在至少部分板之间放置共平面纤维的平行板或毡,然后对熔融金属施加压力使其渗入所说的板并环绕在定向纤维周围。也可能把熔融金属倒在所说板的堆积体上,然后施加压力使其流入板之间。已报道出在这种复合体中增强纤维的填充量高达约50%(体积)。
鉴于上述渗透方法取决于施加在熔融基质金属上使其通过纤维板堆积体的外部压力,因此该方法受到压力诱导的流动过程的多变性的影响,即可能形成非均匀性基体,孔隙等。即使熔融金属可能在纤维堆积体中的许多位置引入,也可能造成性能的不均匀性。因此,需要提供复杂的板/储池排列和流动通道,以实现在纤维板堆积体上的充分均匀渗透。另外,上述压力渗透法只使得到的基质体积获得较低量的增强材料,这是由于渗入一个大板体积中所故有的困难性所致。再有,要求模具在压力下盛装熔融金属,这就增加了工艺过程的费用。最后,仅限于渗透排列好的颗粒或纤维的上述方法不能用来形成用无规则取向的颗粒、晶须或纤维形式材料增强的铝金属基复合体。
在铝基氧化铝填充的复合体的制造中,铝不能容易地润湿氧化铝,因此难于形成粘结产品。针对这一问题,曾建议过使用各种溶液。一种方法是用一种金属(如镍或钨)涂敷所说氧化铝,然后使其与铝一同进行热压。在另一种方法中,使所说的铝与锂合金化,并且可以用二氧化硅涂敷所说的氧化铝。但是,这些复合体在性能方面表现出各种变化,或者,所说的涂层会降低填料的质量,或者所说的基体含有能影响基体性能的锂。
授予R.W.Grimshaw等人的美国专利4,232,091克服了在生产铝基氧化铝复合体中遇到的某些困难。这一专利叙述了对熔融铝(或熔融铝合金)施加75~375kg/平方厘米的压力使其渗入已预热到700~1050℃的氧化铝纤维或晶须的板中。在得到的固体铸体中氧化铝对金属的最大体积比为0.25/1。由于取决于完成渗透的外界压力,所以这种方法受到许多与Cannell等人专利的同样缺点的影响。
欧洲专利公报115,742叙述了通过用熔融铝充填预成型的氧化铝基质的孔隙来制造铝-氧化铝复合体的方法,这种铝-氧化铝复合体特别适用于电解池组分。该申请强调了铝对氧化铝的非润湿性,因此采用各种方法来润湿整个预型体中的氧化铝。例如,用一种润湿剂,即钛、锆、铪或铌的二硼化物或者用一种金属,即锂、镁、钙、钛、铬、铁、钴、镍、锆或铪来涂敷氧化铝。采用惰性气氛(如氩气)以促进润湿。这一参考文献还表示出施加压力导致熔融铝渗入未涂敷的基质中。在这一方面,渗透是在惰性气氛(如氩气)中通过抽空气孔,然后向所说的熔融金属施加压力来实现。另一方面,这种预型体也以在用熔融铝渗透来填充空隙之前,通过气相铝沉积来润湿其表面的方法来渗透。为了保证铝保留在预型体的气孔中,需要在真空或氩气气氛下进行热处理,例如在1400~1800℃下进行处理。否则,压力渗透材料暴露于气体或者渗透压力的除去都将造成铝从复合体中的损失。
在欧洲专利申请公报94353中还表示了使用润湿剂来实现用熔融金属渗透电解池中的氧化铝组分的方法。该公报叙述了用一个以阴极电流供给器作为电池衬里或基质的电池,通过电积法生产铝的方法,为了保护这种基质免受熔融冰晶石的作用,在电池启动前或者将其浸在用该电解法生产的熔融铝中对氧化铝基质施加一种润湿剂和溶解性抑制剂的混合物的薄涂层,所公开的润湿剂有钛、铪、硅、镁、钒、铬、铌或钙,而钛为优选的润湿剂。据描述,硼、碳和氮的化合物对于抑制这种润湿剂在熔融铝中的溶解性是有用的。但是,该参考文献既没有建议生产金属复合物,也没有建议,例如在氮气气氛中,形成这种复合体。
除采用压力和润湿剂外,还公开了采用的真空条件将有助于熔融铝渗入多孔陶瓷压块。例如,1973年2月27日授予R.L.Landingham的美国专利3,718,441叙述了在小于10-6乇的真空条件下,使熔融的铝、铍、镁、钛、钒、镍或铬渗透陶瓷压块(例如碳化硼,氧化铝渗透和氧化铍)。10-2~10-6乇的真空压强使这种熔融金属对所述涂层的润湿性很差,以致于该金属不能自由地流到陶瓷的孔隙中去。但是,当真空压强降低到低于10-6乇时,润湿情况有所改善。
1975年2年4日授于G.E.Gazza等人的美国专利3,864,154还公开了采用真空以达到渗透的方法。该专利叙述了将一个AlB12粉末的冷压块放在一个冷压铝粉床上。然后再将一部分铝置于AlB12粉末压块的顶上。将装有夹在铝粉层之间的AlB12压块的坩埚放在一个真空炉中。然后将该炉抽空到约10-5乇进行脱气。再将炉温提高到1100℃并保持3小时。在这些条件下,这种熔融铝金属渗透了多孔AlB12压块。
1968年1年23日授予John N.Reding等人的美国专利3,364,976公开了在一个物体内产生自生真空以促进熔融金属向该物体中的渗透的观点。具体地说,将一物体,例如一个石墨模、一个钢模或一个多孔耐久材料,全部浸在熔融金属中。在模的情况下,充有可以与该金属反应的气体的模的空腔与外部的熔融金属通过模中至少一个小孔相接触,当这种模浸在熔体中时,空腔的充填在空腔中的气体与该熔融金属反应产生自生真空时发生。具体地说,这种真空是该金属的固体氧化物形成的结果。因此,Reding等人公开了重要的是诱导空腔中的气体与该熔融体之间的反应。但是,由于与模有关的固有限制,利用模具来产生真空可能是不理想的。首先必须将模具机加工成一个特殊的形状;然后精加工,在该模上产生一个可行的铸造表面;然后在使用之前安装好;在使用后将其折卸以从中取出铸件;之后回收模具,回收时很可能包括对模具表面进行再次精加工,如果该模不能再继续使用的话,就将其放弃。将一个模具机加工成复杂的形状是很贵的并且很费时间。另外,从一个复杂形状的模具上取出形成的铸件也是困难的(即,具有复杂形状的铸件在从模具中取出时会发生破裂)。另外;虽然有人建议多孔耐火材料可以直接浸在熔融金属中,不需要模具,但是这种耐火材料将必须是整块的,因为在不使用容器模具时,不存在向疏松或分散的多孔材料浸透的条件(即,一般认为,这种颗粒材料放在熔融金属中时,其典型特征是四处分散或浮动)。另外,如果希望渗透颗粒材料或疏松地形成的预型体时,应该引起注意的是这种渗透金属至少不能置换颗粒或预型体的一部分,而导致不均匀的显微结构。
因此,长期以来一直希望有一种简单而又可靠的生产成型金属基质复合体的方法,该方法不依靠使用压力和真空(无论是外部施加的还是内部产生的)条件,或者损失润湿剂来生产嵌在另一种材料如陶瓷材料中的一种金属基质。另外;长期以来一直希望使生产金属基质复合体所需的最终机械加工量达最小。本发明通过提供一种用熔融基质金属(如铝)渗透一种材料(如陶瓷材料)的自发渗透机理满足了这些希望。其中所说的材料可形成一个预型体。这种自发渗透是在常压,渗透气氛(如氮气)存在下进行的,并且在工艺过程中至少在某一处存在渗透增强剂前体和/或渗透增强剂。
本申请的主题涉及一些其它共同未决或共同所有的专利申请的主题。特别是这些其它共同未决专利申请描述了制造金属基质复合材料的方法(以下有时称“共同所有的金属基质专利申请”)。
在1987年5月13日,以White等人的名义提交的,现已在美国于1989年5月9日批准,专利号为4,828,008的题目为“金属基质复合体”的共同所有美国专利申请系列号049,171的申请中,公开了一种生产金属基质复合材料的新方法。根据White等人的发明的方法,通过用熔融铝渗透一种可渗透填料(如陶瓷或用陶瓷涂敷的材料)体来生产金属基质复合体,其中所用的熔融铝含有至少约1%(重量)的镁,优选的是含有至少约3%(重量)的镁。在不采用外部压力和真空的条件下,自发地发生渗透。于至少约675℃的温度下,在一种含有约10~100%,最好至少约50%(体积)氮气的气体存在下,使一定量的熔融金属合金与填料体接触,其中的气体,除氮气外,如果有的话为非氧化性气体,如氩气。在这些条件下,这种熔融铝合金在常压下渗透所说的陶瓷体形成铝(或铝合金)基质复合体。当所需量的填料已被这种熔融铝合金渗透时,降低温度使该合金固化,因此形成嵌有该增强填料的固体金属基质结构。通常,供给的一定量熔融合金最好足以使这种渗透基本进行到填料体的边缘。根据White等人的发明生产的铝基复合体中填料的量可以非常高。在这方面,填料对合金的体积比可达到1∶1以上。
在上述White等人发明的工艺条件下,氮化铝可以形成一种分散在整个铝基体中的不连续相。铝基体中氮化物的量可随温度、合金组成、气体组成和填料等因素而变化。因此,通过控制反应体系因素的一个或多个,可能调节这种复合体的某些性能。但是,对于某些实际应用来说,可能希望这种复合体含有少量的或基本不合氮化铝。
已观察到较高的温度有利于渗透,但使得该方法更有助于氮化物的形成。White等人的发明提供了平衡渗透动力学和氮化物形成的选择。
在以Michel K.Aghajanian等人的名义于1988年1月7日提交的,题目为“用阻挡元件制造金属基质复合体的方法”的共同所有美国专利申请系列号为141,624的申请中,叙述了一个适用于形成金属基质复合体的阻挡元件的例子。根据Aghajanian等人的发明方法,将阻挡元件(例如,颗粒状二硼化钛或石墨材料如Union Carbide公司以Grafoil为商品名出售的软石墨带产品)放置于填料的限定界表面,并且基质合金渗透到该阻挡元件限定的边界处。这种阻挡元件被用来抑制、防止或中止该熔融合金的渗透,由此为得到的金属基质复合体提供了基本的或大致的形状。因此,所形成的金属基质复合体具有一个基本符合于该阻挡元件内部形状的外形。
1988年3月15日以Michael K.Aghajanian和Marc S.Newkirk名义提交的题目为“金属基质复合体及其生产方法”的共同所有,共同未决美国专利申请系列号168,284对系列号为049,171的美国专利申请的方法进行改进,根据在该美国专利申请中公开的方法,基质金属以一个第一金属源和一个例如由于重力流动与该第一金属源相联的基质金属合金储备源形式存在。具体地说,在该专利申请中所述的条件下,在常压下这种第一熔融金属合金源首先渗入填料体中,由此开始形成金属基质复合体。这种第一熔融基质金属合金源,在其渗入填料体期间被消耗掉,如果需要的话,当自发渗透继续进行时,可以从所说的熔融基质金属储备源进行补充,这种补充最好通过一个连续方式进行。当所需量的可渗透填料已被这种熔融基质合金自发渗透时,使温度降低以使该熔融合金固化,因此形成一种嵌有该增强填料的固体金属基质结构。应该明白的是这种金属储备源的使用仅仅是本专利申请中所述的发明的一个实施方案,并不是在所述的发明的每个其它实施方案中都必须采用该金属储备源,但是将本发明储备源用于部分实施方案中还是有利的。
这种金属储备源应提供足够量的金属,以使其渗透该填料的可渗透体至预定的程度。另一方面,可以选择阻挡元件与该可渗透填料体的至少一个侧面接触,以限定出一个表面边界。
另外,虽然提供的一定量熔融基质合金应至少足以使自发渗透基本进行到可渗透填料体的边界(如阻挡元件),但是所说的储备源中存在的合金量应超过这个这个足够量,以使得不仅有足够是的合金用于完全渗透,而且有过量的熔融金属合金保留并与该金属基质复合体相连。因此,当过量的熔融合金存在时,所得到的物体将是一个复杂的复合体(例如,一个大复合体),其中具有金属基质的渗透陶瓷体将会直接粘结到该储备中剩余的过量金属上。
每个上述讨论的共同所用的金属基质专利申请都叙述了生产金属基质复合体的方法和由此生产的新型金属基质复合体。将所有上述共同所有的金属基质专利申请的公开内容结合在此以供参考。
金属基质复合体是通过用一种熔融金属来自发渗透一种可渗透填料体或预型体生产的。具体地说,在工艺过程期间至少在某一时刻,一种渗透增强剂和/或渗透增强剂前体和/或渗透气氛与所说的填料或预型体相接触,使熔融基质金属自发地渗入该填料或预型体中。
在第一优选实施方案中,可以向填料或预型体,和/或基质金属和/或渗透气氛中至少一种提供一种渗透增强剂前体。然后所提供的渗透增强剂前体可与所说的填料或预型体和/或基质金属和/或渗透气氛中至少一种反应,在该填料或预型体的至少一部分中或其上产生渗透增强剂。归根结底,至少在自发渗透期间,渗透增强剂应与至少部分填料或预型体接触。
在本发明的另一优选实施方案中,可以直接向所说的预型体和/或基质金属和/或渗透气氛中至少一种提供一种渗透增强剂,而不是提供渗透增强剂前体。但是,至少在自发渗透期间,该渗透增强剂应与至少一部分填料或预型体接触。
本申请讨论了各种基质金属的例子,在渗透气氛存在下,在金属基质复合物形成期间的某一时刻,这些基质金属与渗透增强剂前体接触。因此,将对显示自发渗透的特殊基质金属/渗透增强剂前体/渗透气氛体系作各种对比。但是,可以想象出,未在本申请中讨论的许多其它基质金属/渗透增强剂前体/渗透气氛体系也会具有上述讨论的体系的类似作用方式。具体地说,在铝/镁/氮体系;铝/锶/氮体系;铝/锌/氧体系和铝/钙/氮体系中已观察到了自发渗透作用。因此,即使本申请仅仅讨论了上述一些体系,但是应理解,其它基质金属/渗透增强剂前体/渗透气氛体系也可能以相似方式发生作用。
在一个实现自发渗入可渗透填料体或预型体的优选实施方案中,使熔融基质金属与所说的预型体或填料相接触。这种预型体或填料可以与一种渗透增强剂前体混合,和/或在工艺过程的某一时刻,使其暴露在一种渗透增强剂前体下。另外,在一个优选实施例中,熔融基质金属和/或预型体或填料至少在该工艺过程的一部分时间内与渗透气氛相关联。在另一优选实施方案中,在基本全部工艺过程期间,这种基质金属和/或预型体或填料与一种渗透气氛相关联。该预型体或填料将被熔融基质金属自发地渗透,而这种自发渗透的程度或渗透量以及金属基质复合体的形成将随给定的工艺条件不同而变化,例如所说的工艺条件包括提供给所用体系(如,在熔融基质合金和/或填料或预型体和/或渗透气氛中)的渗透增强剂前体的浓度,所用填料的粒度和/或组成,所用预型体中颗粒的粒度和/或组成,适用于渗透进入该预型体或填料的孔隙率,允许发生渗透的时间,和/或发生渗透时的温度。自发渗透典型地进行到足以基本完全地嵌入所说预型体或填料的程度。
另外,通过改变基质金属的组成和/或工艺条件,可以改变所形成的金属基质复合体的物理和机械性能以适应于任何特殊的应用和需要。再有,通过使形成的金属基质复合体经过后处理(例如,直接固化,热处理等),可以进一步改变其机械和/或物理性能以满足任何特殊用途和需要。另外,还可以通过控制金属基质复合体形成期间的工艺条件,来改变所形成的金属基质复合体的氮含量,以满足广泛的工业应用的需要。
另外;通过控制填料或构成预型体的材料的组成和/或尺寸(例如,粒径)和/或几何形状,可以调节或改变所形成的金属基质复合体的机械和/或物理性能以满足许多工业需要。例如,已经发现在填料的耐磨性高干基质金属的耐磨性的条件下,通过增加填料的尺寸(例如,增加填料颗粒的平均粒径)可以提高金属基质复合体的耐磨性。但是,强度和/或韧度随着填料尺寸的减小有增加的趋势。再有,在填料的热膨胀系数低于基质金属热膨胀系数的条件下,随着填料含量的增加,金属基质复合体的热膨胀系数降低。另外;根据疏松体或预型体中填料的不同含量,可以改变形成的金属基质复合体的机械或物理性能(例如,密度,弹性模量和/或比模量,强度和/或比强度等)。例如,通过提供包括不同尺寸和/或形状的填料颗粒的混合物的疏松体或预型体,(其中填料的密度大于基质金属的密度,由于提供的填料填充可以达到更高的填料含量,由此导致金属基质复合体具有增加的密度。通过利用本发明的技术,可以在很宽范围内改变可以渗透的填料或预型体的体积百分比。可以渗透的较低填料体积百分比主要由形成多孔填料或预型体的能力来限制(例如,约10%(体积));而可以渗透的较高的填料或预型体的体积百分比主要由形成具有至少一些内连孔隙的致密填料或预型体的能力来限制(例如,约95%(体积))。因此,通过单独或结合实施任何上述技术,可以使金属基质复合体具有所需的结合性能。
在此所用的“铝”的意思是指并且包括基本纯的金属(例如,一种相对纯的市售非合金化的铝)或者其它等级的金属和金属合金,如含有杂质和/或合金成分(如铁、硅、铜、镁、锰、铬、锌等)的市售金属。这一定义下的铝合金是一种以铝为主要成分的合金或金属互化物。
在此所用的“平衡非氧化性气体”的意思是除构成所说渗透气氛的主要气体之外存在的任何气体,在所用工艺条件下,或者是惰性的或者是基本不与所述基质金属反应的还原性气体。在所用工艺条件下可能以杂质形式存在于所用气体中的任何氧化性气体应不足以使所用的基质金属氧化到任何显著的程度。
在此所用的“阻挡元件”的意思是妨碍、抑制、防止或中止熔融基质金属超过可渗透填料体或预型体表面边界的移动、运动等,其中的表面界(界表面)是由所说的阻挡元件所限制的。适用的阻挡元件可以是在工艺条件下,保持某种程度的完整性并且基本不挥发(即,阻挡材料没有挥发到使其失去作为阻挡元件的程度)的任何适当的材料、化合物、元素、组合物等。
另外,适用的“阻挡元件”包括在所利用的工艺条件下基本不能被运动的熔融基质金属润湿的材料。这种类型的阻挡元件显示出对所说的熔融基质金属具有很小的亲合力或没有亲合力。用这种阻挡元件阻止或抑制了超越该填料体或预型体的限定界面的运动。这种阻挡元件减少了可能需要的任何最终机械加工或研磨加工,并且限定了至少所得到的金属基质复合产物的一部分表面。这种阻挡元件在某些情况下,可以是可渗透的或多孔的,或者例如通过钻孔或穿孔使其可渗透,以使得气体与所说的熔融基质金属接触。
在此所用的“残余物”或“基质金属残余物”是指任何在所说的金属基质复合体形成期间没有被消耗掉的原始基质金属残余物,并且在典型情况下如果将其复合体相接触的形式保留下来。应该理解为这种残余物还可以包括第二种或外来金属。
在此所用的“填料”是指单一成分或多种成分的混合物,所说的成分基本不与所说的基质金属反应和/或在所说基质金属中具有限定溶解性的,并且可以是单相或者多相的。填料可以各种形式提供,例如粉末、片、片晶、微球、晶须、液体等,并且可以是密实也可以是多孔的。“填料”还可以包括陶瓷填料,如纤维、切断纤维、颗粒、晶须、泡体、球、纤维板等形状的氧化铝或碳化硅,和陶瓷涂敷的纤维,如用氧化铝或碳化硅涂敷的碳纤维,例如通过用熔融的母金属铝涂敷以保护碳免受腐蚀。填料还可以包括金属。
在此所用的“热顶”一词是指在至少部分形成的金属基质复合体的一端(顶端)放置一种物质,该物质与基质金属和/或填料和/或提供于顶端的另一种材料中的至少一种物质发生放热反应。这种放热反应应提供足够的热量以保持顶端的基质金属处于熔融状态,同时复合体中其余的基质金属冷却到固化温度。
在此所用的“渗透气氛”意思是指存在的与所用的基质金属和/或预型体(或填料)和/或渗透增强剂前体和/或渗透增强剂相互作用并且使或促进所用的基质金属发生自发渗透的气氛。
在此所用的“渗透增强剂”是指一种能促进或有助于一种基质金属自发渗透到一种填料或预型体中的材料。渗透增强剂可以由下述方法形成,例如一种渗透增强剂前体与渗透气氛反应形成(1)一种气体物质和/或(2)该渗透增强剂前体和渗透气氛的反应物和/或(3)该渗透增强剂前体和填料或预型体的反应物。另外,这种渗透增强剂可能直接向预型体和/或基质金属和/或渗透气氛中至少一种提供并起着与渗透添加剂前体和另一物质反应而形成的渗透增强剂的基本相同的作用。归根到底,在该自发渗透期间,至少该渗透增强剂应放在至少一部分所用的填料或预型体中,以完全自发渗透。
此处所用的“渗透增强剂前体”是指这样一种材料,当使其与基质金属、预型体和/或渗透气氛相结合使用时能形成促使或有助于基质金属自发地渗透填料或预型体的渗透增强剂。由于不希望受到任何特定理论或说明的限制,对于渗透增强剂前体来说似乎必要的是使该渗透增强剂前体能够被定位于或可移动至允许与渗透气氛和/或预型体或填料和/或基质金属发生反应的部位。举例来说,在某些基质金属/渗透增强剂前体/渗透气氛体系中,对于渗透增强剂前体来说,必要的是使其处于、接近于、或者在某些情况下甚至稍高于基质金属熔融温度下挥发。这一挥发过程可以导致:(1)渗透增强剂前体与渗透气氛发生反应形成一种有助于基质金属润湿填料或预型体的气态物质;和/或(2)渗透增强剂前体与渗透气氛反应生成处于至少一部分填充物或预形体之中、有助于润湿的固态、液态或气态渗透增强剂;和/或(3)渗透增强剂前体与填料或预型体反应,该反应形成处于至少一部分填充料或预型体之中、有助于润湿的固体、液态或气态渗透增强剂。
此处所用的“基质金属”或“基质金属合金”是指用于形成金属基质复合体(例如,于渗透之前)的金属和/或用于与填料互相混合从而形成金属基质复合体(例如,于渗透之后)的金属。当指定某一特定金属为基质金属时,应该理解为该基质金属包括基本上纯的金属、其中含有杂质和/或合金成分的市售金属、其中该金属为主要成分的金属互化物或合金。
本文所述的“基质金属/渗透增强剂前体/渗透气氛体系”或“自发体系”是指能够自发地渗透到预型体或填料之中的材料组合体。应该理解的是无论在供列举的基质金金、渗透增强剂前体和渗透气氛之间何时出现“/”,“/”均被用于表示当以某一特定方式组合而成之时便能够自发渗透进入预型体或填料体系或组合体。
本文所述的“金属基质复合体”或是指包含嵌入预型体或填料的二维或三维互连合金或基质金属的材料。该基质金属可以包括各种合金元素以便使所得到的复合体具有特别需要的机械物理特性。
“不同于”基质金属的金属是指这样一种金属,其中不含有作为主要成分的与基质金属相同的金属(例如,若基质金属的主要成分为铝,那么“不同的”金属,举例来说,可以含有主要成分镍)。
“用于容纳基质金属的非反应性容器”是指能够在加压条件下容纳或包含填料(或预形体)和/或熔融基质金属并且不与基质金属和/或渗透气氛和/或渗透增强剂前体和/或填充物或预形体以可能严重妨碍自发渗透机理的方式而发生反应的任何容器。熔融基质金属的自发渗透完成之后这种非反应性容器可以随意处理和除去。
本文所述的“预型体”或“可渗透预型体”是指组成后具有至少一个表面界面的多孔状填料体或填充物体,其中表面边界基本上限定了渗透基质金属的边界,该多孔状物质在被基质金属渗透之前充分地保持了形状的完整性与生坯强度从而达到了尺寸精确度的要求。该多孔状物质应该具备足够高的多孔性以便使基质金属能够自发地渗透进去。预型体典型地包含结合排列而成的填料,可以是均相的或非均相的,并且可以由任何适宜的材料构成(例如,陶瓷和/或金属的颗粒、粉末、纤维、晶须等以及它们的任意组合体)。预型体可以单独地存在或以集合体的形式存在。
本文所述的“储备源”是指一个基质金属的分离体,其所处的位置与填料物质或预形体相关联,这样,当金属熔化时,它可以流动以便补充与填料或预形体相接触的基质金属部分或源,或者是在某些情况下开始时先进行提供随后进行补充。
本文所述的“自发渗透”是指在无需加压或抽真空(无论是外部施加或内部产生)的条件下基质金属向填料或预型体的可渗透部分所产生的渗透现象。
提供下列附图以有助于理解本发明,但是并非意味着对本发明的范围的限定。各图中采用相同的参考号数表示同一组分,其中:
图1为用于产生自发渗透金属基质复合体的组装体的截面示意图;
图2为按照实施例1生产的金属基质复合体的显微照片;
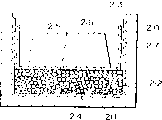
图3为用于产生自发渗透金属基质复合体的组装体的截面示意图;
图4为按照实施例2生产的金属基质复合体的显微照片;
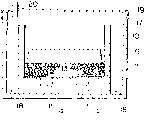
图5为用于产生自发渗透金属基质复合体的组装体的截面示意图;
图6为按照实施例3生产的金属基质复合体的显微照片;
图7为用于产生自发渗透金属基质复合体的组装体的截面示意图;以及
图8为按照实施例4生成的金属基质复合体的显微照片。
图9为用于根据实施例5生产自发渗透的金属基质复合体的组装体的横截面示意图;
图10为用于根据实施例5生产自发渗透的金属基质复合体的组装体的横截面示意图;
图11为用于根据实施例5生产自发渗透的金属基质复合体的组装体的横截面示意图;
图12为用于根据实施例5生产自发渗透的金属基质复合体的组装体的横截面示意图;
图13为用于根据实施例5生产自发渗透的金属基质复合体的组装体的横截面示意图;
图14为用于根据实施例5生产自发渗透的金属基质复合体的组装体的横截面示意图;
图15为用于根据实施例5生产自发渗透的金属基质复合体的组装体的横截面示意图;
图16为用于根据实施例5生产自发渗透的金属基质复合体的组装体的横截面示意图;
图17a-i如下:
图17a为相对于样品A的金属基质复合体的显微照片;
图17b为相对于样品B的金属基质复合体的显微照片;
图17c为相对于样品C的金属基质复合体的显微照片;
图17d为相对于样品D的金属基质复合体的显微照片;
图17e为相对于样品E的金属基质复合体的显微照片;
图17f为相对于样品F的金属基质复合体的显微照片;
图17g为相对于样品G的金属基质复合体的显微照片;
图17h为相对于样品H的金属基质复合体的显微照片;
图17i为相对于样品I的金属基质复合体的显微照片;
图18为用于根据实施例6生产自发渗透的金属基质复合体的组装体的横截面示意图;
图19为用于根据实施例6生产自发渗透的金属基质复合体的组装体的横截面示意图;
图20为用于根据实施例6生产自发渗透的金属基质复合体的组装体的横截面示意图;
图21a为相对于样品J的金属基质复合体的显微照片;
图21b为相对于样品N的金属基质复合体的显微照片;
图21c为相对于样品O的金属基质复合体的显微照片;
图22a为相对于样品Q的金属基质复合体的显微照片;
图22b为相对于样品R的金属基质复合体的显微照片;
图22c为相对于样品S的金属基质复合体的显微照片;
图22d为相对于样品T的金属基质复合体的显微照片;
图22e为相对于样品U的金属基质复合体的显微照片;
图22f为相对于样品V的金属基质复合体的显微照片;
图22g为相对于样品W的金属基质复合体的显微照片;
图22h为相对于样品X的金属基质复合体的显微照片;
图22i为相对于样品Y的金属基质复合体的显微照片;
图22j为相对于样品AC的金属基质复合体的显微照片;
图22k为相对于样品AD的金属基质复合体的显微照片;
图22l为相对于样品AE的金属基质复合体的显微照片;
图22m为相对于样品AF的金属基质复合体的显微照片;
图22n为相对于样品AG的金属基质复合体的显微照片;
图22o为相对于样品AH的金属基质复合体的显微照片;
图23a为相对于样品AO的金属基质复合体的显微照片;
图23b为相对于样品AP的金属基质复合体的显微照片;
图23c为相对于样品AQ的金属基质复合体的显微照片;
图23d为相对于样品AR的金属基质复合体的显微照片;
图23e为相对于样品AS的金属基质复合体的显微照片;
图23f为相对于样品AT的金属基质复合体的显微照片;
图23g为相对于样品AU的金属基质复合体的显微照片;
图23h为相对于样品AV的金属基质复合体的显微照片;
图24a为相对于样品BT的金属基质复合体的显微照片;
图24b为相对于样品BU的金属基质复合体的显微照片;
图24c为相对于样品BV的金属基质复合体的显微照片;
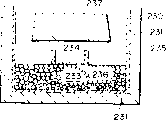
图25为用于根据实施例16生产自发渗透的金属基质复合体的组装体的横截面示意图;
图26a为相对于实施例16的金属基质复合体的显微照片;
图26b为相对于实施例16的金属基质复合体的显微照片。
本发明涉及通过借助熔融基质金属自发渗透填料或预型体而形成金属基质复合体的方法。具体地说,渗透增强剂和/或渗透增强剂前体和/或渗透气氛至少是在整个过程的某一时刻与填料或预型体保持联系,这样便使得熔融基质金属自发地渗透填料或预型体。
图1所示为用于形成自发渗透金属基质复合体的简单组装体(10)。具体地讲,如下详述的,将任何适宜材质的填料或预形体(1)置于用于容纳基质金属(2)和/或填料的非反应性容器之中。将基质金属(3)置于或接近于填料或预型体(1)之上。随后,将组装体置于一加热炉中以便引发自发渗透。
由于不希望受到任何特定理论或说明的限制,当渗透增强剂前体与基质金属和/或填料或预形体和/或渗透气氛中的至少一种组合使用时,渗透增强剂前体会发生反应从而生成能够促进或有助于熔融基质金属自发地渗透填料或预型体的渗透增强剂。此外,对于渗透增强剂前体来说,似乎必要的是使该渗透增强剂前体能够被定位于或可移动至允许与渗透气氛和/或预型体或填料和/或熔融基质金属中的至少一种发生反应的部位。举例来说,在某些基质金属/渗透增强剂前体/渗透气氛体系中,对于渗透增强剂前体来说,必要的是使其处于、接近于、或者在某些情况下甚至稍高于基质金属熔融温度下挥发。这一挥发过程可以导致:(1)渗透增强剂前体与渗透气氛发生反应形成一种有助于基质金属润湿填料或预型体的气态物质;(2)渗透增强剂前体与渗透气氛反应生成处于至少一部分填料或预形体之中、有助于润湿的固态、液态或气态渗透增强剂;和/或(3)渗透增强剂前体与填料或预型体发生反应形成处于至少一部分填料或预型体之中、有助于润湿的固态、液态或气态渗透增强剂。
因此,举例来说,若渗透增强剂前体至少在工艺过程中的某一时刻包括在熔融基质金属中或与其结合的话,那么渗透增强剂就有可能自熔融基质金属中挥发出来并与填料或预型体和/或渗透气氛中的至少一种发生反应。该反应导致固体物质形成,如果该固体在渗透温度下能够稳定存在的话,则该固体便能够以例如涂层的形式沉积于至少一部分填料或预型体之上。此外,可以想象这些固体是以可辩别的固体形式存在于至少一部分预型体或填料之中。若该固体形成,那么熔融基质金属就易于发生反应(例如,熔融基质金属可以还原所形成的固体)从而使渗透增强剂前体与熔融基质金属缔合(例如,溶解于熔融基质金属之中或与之形成合金)。因此,之后还可以有另一些渗透增强剂前体挥发并与其另一种物质(例如,填料或预型体和/或渗透气氛)反应从而再形成类似的固体,可以相象的是渗透增强剂前体首先被连续地转化为渗透增强剂,随后渗透增强剂经熔融基质金属还原再次形成附加的渗透增强剂,如此进行直至形成自发渗透金属基质复合体为止。
为了使基质金属自发地渗透进入填料或预型体,应该将渗透增强剂加至自发体系之中。渗透增强剂可以由渗透增强剂前体形成,它可以(1)在基质金属中;和/或(2)在填料或预形体中:和/或(3)由渗透气氛;和/或(4)由外界来源被提供给自发体系。此外,除了提供渗透增强剂前体以外,还可以直接向填料或预形体、和/或基质金属、和/或渗透气氛之中至少一种提供渗透增强剂。归根结底,至少在自发渗透期间,渗透增强剂应该位于至少一部分填料或预型体之中。
在本发明的一优选实施方案中,渗透增强剂前体可能至少是部分地与渗透气氛反应使得在先于或基本上接近于填料或预型体与基质金属接触之时在至少一部分填料或预型体中形成渗透增强剂(例如,若镁是渗透增强剂前体而氮为渗透气氛的话,那么渗透增强剂则可以是位于至少一部分预型体或填料之中的氮化镁)。
基质金属/渗透增强剂前体,渗透气氛体系的实例为铝/镁/氮体系。具体地讲,可将铝基金属装在一个在工艺条件下铝被熔化时不会与铝基金属和/或填料反应的适宜的耐火容器之中。随后,填料或预型体与熔融铝基金属接触并且被自发渗透。
此外,除了提供渗透增强剂前体以外,还可以直接向预型体或填料、和/或基质金属、和/或渗透气氛之中至少一种提供渗透增强剂。归根结底,至少在自发渗透期间,渗透增强剂应该位于至少一部分填料或预型体之中。
在本发明方法所选用的条件下,在铝/镁/氮自发渗透体系的情况下,预型体或填料应该具备足够的可渗透性以便于含氮气体在过程进行期间某一时刻穿透或渗透填料和/或与熔融基质金属接触。此外,可渗透填料或预型体能够适应熔融基质金属的渗透,从而使得被氮气渗透的预型体被熔融基质金属自发渗透从而形成金属基质复合体和/或使氮气与渗透增强剂前体反应从而在填料或预型体内形成渗透增强剂并且导致自发渗透。自发渗透的程度以及金属基质复合体的形成将随着给定的工艺条件而发生变化,这些条件包括铝合金中的镁含量、预型体或填料中的镁含量、预型体或填料中的氮化镁含量、附加合金元素(例如硅、铁、铜、锰、铬、锌等)的存在构成预型体的填料或填料的平均粒度(例如粒径)、填料或预型体的表面状况和类型、渗透气氛中的氮浓度、渗透时间和渗透温度。举例来说,对于熔融铝基金属所进行的自发渗透来说,铝可以与以合金重量为基准计至少大约1%(重)、以至少大约3%(重)为佳的镁(起着渗透增强剂前体的作用)形成合金。如上所述,基质金属中还可以包括辅助合金元素以便使其具备特定的性能。另外,辅助合金元素会改变基质铝金属中进行自发渗透填料或预型体所需的最低镁量。由于,举例来说,挥发所造成的镁损失不应该发展到没有用于形成渗透增强剂的镁这一程度。因此,有必要使用足量的初始合金元素以保证自发渗透不会受到挥发作用的不利影响。再说,当镁同时存在于预型体(或填料)与基质金属之中或者仅存在于预型体(或填料)中时均会使进行自发渗透所需的镁量有所减少(下文将对此作更详细的讨论)。
渗透气氛中氮的体积百分比同样会对金属基质复合体的形成速率有所影响。具体地说,该气氛中若存在低于大约10%(体积)氮的话,自发渗透就会非常缓慢或者几乎未发生自发渗透。业已发现,该气氛中以存在至少50%(体积)左右的氮为佳,因而使得,举例来说,渗透时间由于渗透速率大大加快而更加短暂。渗透气氛(例如含氮气体)可被直接提供给填料或预型体和/或基质金属,或者它可以由某一材料分解而成。
熔融基质金属渗透填料或预型体所需的最低镁量取决于一种或多种诸如加工温度、时间、辅助合金元素如硅或锌的存在、填料的性质、在一种或多种自发体系中镁所处的位置、气氛中氮含量以及氮气氛的流动速率之类的变量。随着合金和/或预型体的镁含量增加,可以选用更低的温度或更短的加热时间以实现完全渗透。此外,对于给定的镁含量来说,添加特定的辅助合金元素如锌允许选用较低的温度。举例来说,当基质金属的镁含量处于可操作范围下端例如大约1~3%(重)的时候,与其组合选用的至少为下列因素之一:高于最低加工温度、高氮含量或者一种或多种辅助合金元素。当预型体中未加镁时,以通用性为基础,在宽范围的加工条件下合金以含有大约3~5%(重)镁为佳,当选用较低温度和较短时间时以至少大约5%为佳。可以采用超过大约10%(铝合金重量)的镁含量以调节渗透所需温度条件。当与辅助合金元素结合使用时可以降低镁含量,不过这些元素仅具有辅助功能并且与至少上述最低镁量共同投入使用。举例来说,仅与10%硅形成合金的足够纯的铝于1000℃下基本上不渗透500目39Crystolon(99%纯度碳化硅,Norton公司出品)的垫层。然而,在镁存在下,业已发现硅有助于渗透过程。再举一个例子,如果镁仅仅被提供给预型体或填料,其数量会有所改变。已经发现,当被供给自发体系的全部镁中至少有一部分被置于预型体或填料中时,自发渗透将借助较低重量百分率所供给的镁进行。必要的是提供转少量的镁以防止在金属基质复合体内形成不必要的金属互化物。在碳化硅预型体的情况下,业已发现,当该预型体与铝基质金属接触时,在该预型体含有至少约1%(重)镁和有基本上纯的氮气氛存在条件下,基质金属自发渗透该预形体。在氧化铝预型体的情况下,实现可被接受的自发渗透所需镁量稍有增加。具体地说,业已发现,当氧化铝预型体与类似铝基质金属接触时,在大约与铝渗透碳化硅预型体相同的温度以及有相同氮气氛存在的条件下,需要至少约3%(重)镁实现与上述在碳化硅预型体中类似的自发渗透。
同样应该注意的是在基质金属渗入填料或预型体之前可以将渗透增强剂前体和/或渗透增强剂以置于合金表面和/或预型体或填料表面和/或置于预型体或填料之中的方式提供给自发体系(即不必使被提供的渗透增强剂或渗透增强剂前体与基质金属形成合金,而是被简单地提供给自发体系)。例如,在铝/镁/氮体系中,如果将镁施用于基质金属表面,则该表面优选地是十分接近于、或者最好是与填料的可渗透部分相接触,反之亦然;或者是这种镁混合于至少一部分预型体或填料之中。此外,还可以采用表面施用、形成合金与将镁置于至少一部分预形体中三种应用方式的某一组合形式。这一应用渗透增强剂和/或渗透增强剂前体的组合方式不仅能够减少促进基质铝金属渗透预型体所需镁的总重百分比,同时还能够降低渗透温度。此外,还能够将由于存在镁而形成的不需要的金属互化物数量减少至最低限度。
一种或多种辅助合金元素的应用以及周围气体中氮的浓度同样会对在给定温度下进行的基质金属的氮化程度产生影响。举例来说;包含在合金之中或被置于合金表面的辅助合金元素如锌或铁可被用于降低渗透温度从而减少氮化物的生成量,但是提高气体中氮气的浓度可用于促进氮化物形成。
合金中和/或被置于合金表面之上和/或结合于填料或预型体之中的镁的浓度同样易于影响在给定温度下的渗透的程度。因此,在某些几乎没有或完全没有镁与预型体或填料直接相接触的情况下,以合金中至少包含大约3%(重)镁为佳。若合金含量低于此数值如含有1%(重)镁,则需要较高的加工温度或辅助合金元素进行渗透。在下列情况下进行本发明的自发渗透方法所需温度较低:(1)当只有合金的镁含量增加例如达到至少5%(重)左右时;和/或(2)当合金成分与填料或预型体的可渗透部分混合时;和/或(3)当铝合金中存在另一种元素如锌或铁时。温度还可以随着填料的不同而有所变化。一般说来,在铝/镁/氮体系中,自发和渐进渗透的工艺温度至少约为675℃、以至少约750~800℃为佳。一般情况下,当温度超过1200℃时似乎对该工艺过程不会产生任何益处,业已发现,特别适用的温度范围约为675~1200℃。然而,作为一般规律,自发渗透温度高于基质金属的熔点但是却低于基质金属的挥发温度。此外,自发渗透温度应该低于填料的熔点。再说,随着温度升高,基质金属与渗透气氛之间相互反应形成产物的倾向性也会有所增强(例如,在铝基质金属与氮渗透气氛的情况下,会形成氮化铅)。这类反应产物可以是必要的也可以是不需要的,这要取决于金属基质复合体的目的应用。另外,电阻加热是达到渗透温度的典型途径。然而,任何能够使基质金属熔化却对自发渗透不会产生不利影响的加热方式均适用于本发明。
在本方法中,举例来说,至少是在该工艺过程期间的某一时刻在含氮气体存在下使可渗透的填料或预型体与熔融铝相接触,通过保持一连续的气流提供含氮气体,使其与填料或预型体和/或熔融铝基质金属中的至少一种相互接触。虽然含氮气体的流量并非至关重要,但是该量以足以补偿由于合金基质中形成氮化物而在气氛中造成的氮损失。并且足以防止或抑制空气侵入从而对熔融金属产生氧化效果为佳。
形成金属基质复合体的方法适用于许多填料,而填料的选择取决于诸如基质合金、工艺条件、熔融基质合金与填料的反应能力以及目的复合体产物应具备的特性之类因素。举例来说,当基质金属为铝时,适宜的填料包括(a)氧化物,例如氧化铝、氧化镁、氧化锆;(b)碳化物,例如碳化硅;(c)硼化物,例如十二硼化铝、二硼化钛;以及(d)氮化物,例如氮化铝和(e)及其混合物。如果填料易于与熔融铝基质金属反应,这可以通过最大限度地缩短渗透时间与最大限度地降低渗透温度或者通过向填料提供非反应涂层来加以调节。填料可以包含一种基体如碳或其它非陶瓷材料,该基体带有陶瓷涂层以防受到化学侵蚀与老化作用。适宜的陶瓷涂层包括氧化物、碳化物、硼化物和氮化物。用于本方法的优选陶瓷材料包括呈颗粒、片晶、晶须和纤维状的氧化铝和碳化硅。纤维可以是不连续的(被切断)或以连续单位如多丝束的形式存在。此外,填料或预型体可以是均相的或非均相的。
业已发现的还有,某些填料相对于具备类似化学组成的填料,其渗透性有所增强。举例来说,按照美国专利No.4713360(题目为“新型陶瓷材料及其制备方法”,Marc S.Newkirk等人,于1987年12月15日颁发)所述方法组成的粉碎的氧化铝主体相对于市售氧化铝产品具有理想的渗透特性。此外,按照共同未决与共同所有的申请系列No.819397(题目为“复合陶瓷制品及其制造方法”,Marc S.Newkirk等人)所述方法组成的粉碎氧化铝主体相对于市售氧化铝产品同样具有理想的渗透特性。颁布专利及其共同未决专利申请的各自主题在此引用仅供参考。因此,业已发现,陶瓷材料的可渗透体的彻底渗透可通过采用上述美国专利和专利申请的方法再次的粉碎或细碎主体于较低的渗透温度下和/或较短的渗透时间内进行。
填料(或预型体)可以呈现获得复合体必要性能所需的任何尺寸、形状、化学组成和体积百分比。因此,既然渗透并非受到填料形状的限制,所以填料可以呈颗粒、晶须、片晶或纤维状。也可以选用诸如球体、小管、丸粒、耐火纤维布等之类形状的填料。另外,虽然与较大的颗粒相比,较小颗粒进行完全渗透需要更高的温度或更长的时间,或相反取决于特殊的反应条件,但是填料的大小并不限制渗透。小至1微米或小于约1100微米或更大的平均粒径(小于约8微米-约800微米更好)可以成功地用于本发明,在约2微米到约1000微米的范围的颗粒优先用于大部分商业应用中。另外,有待渗透的填料体(或预型体)应该是可渗透的(即,合有至少一些内连空隙,以使其可被熔融基质金属和渗透气氛所渗透)。另外;通过控制填料或构成预型体的材料的组成和/或尺寸(例如,粒径)和/或几何形状,可以调节或改变所形成的金属基质复合体的机械和/或物理性能以满足许多工业需要。例如,已经发现在填料的耐磨性高于基质金属的耐磨性的条件下,通过增加填料的尺寸(例如,增加填料颗粒的平均粒径)可以提高金属基质复合体的耐磨性。但是,强度和/或韧度随着填料尺寸的减小有增加的趋势。再有,在填料的热膨胀系数低于基质金属热膨胀系数的条件下,随着填料含量的增加,金属基质复合体的热膨胀系数降低。另外;根据疏松体或预型体中填料的不同含量,可以改变形成的金属基质复合体的机械或物理性能(例如,密度,弹性模量和/或比模量,强度和/或比强度等)。例如,通过提供包括不同尺寸和/或形状的填料颗粒的混合物的疏松体或预型体,(其中填料的密度大于基质金属的密度,由于提供的填料填充可以达到更高的填料含量,由此导致金属基质复合体具有增加的密度。通过利用本发明的技术,可以在很宽范围内改变可以渗透的填料或预型体的羰基百分比。可以渗透的较低填料体积百分比主要由形成多孔填料或预型体的能力来限制(例如,约10%(体积));而可以渗透的较高的填料或预型体的体积百分比主要由形成具有至少一些内连孔隙的致密填料或预型体的能力来限制(例如,约95%(体积))。因此,通过单独或结合实施任何上述技术,可以使金属基质复合体具有所需的结合性能。
本发明的形成金属基质复合体的方法并不依赖于施加压力迫使或挤压熔融基质金属进入预型体或填料体中从而产生具有高体积百分比的填料和低孔隙率、基本均匀的金属基质复合体。通过采用低孔隙率的原始填料可以获得体积百分比较高的填料。只要不会将填料转化为有碍于熔融合金渗透具有闭孔多孔性压块或完全密实的结构,通过将填料压实或以其它方式进行致密处理同样会获得体积百分比较高的填料。具体地说,通过例如振动密实、控制粒度分布等方法可以获得约60-80%的体积百分比。但是,可以用其它可选择的技术来获得甚至更高的填料百分比。对于本发明所进行的热成形来说,填料的体积百分比以40-50%为宜。当体积百分比在此取值范围内时,经过渗透的复合体保持或基本保持其形状,这样有助于进行二次加工。根据热成形后所需的目的复合体含量,可以选用更高或更低的颗粒含量或体积百分比。此外,可以与本发明的热成形方法结合,采用降低颗粒含量的方法实现较低的颗粒含量。
已经观察到对于铝的渗透和在陶瓷填料周围形成基质,铝基质金属对陶瓷填料的润湿可能是渗透机理的重要部分。另外,熔融基质金属对填料的润湿可以使填料均匀分散在形成的金属基质复合体中,并促进填料与基质金属的粘合。另外,在低加工温度下,产生小量的金属氮化,从而导致小量的不连续的氮化铝相分散于金属基质中。但是,当接近于温度范围的上限时,金属的氮化更易发生。因此,金属基质中的氮化物相的量可以通过改变发生渗透时的工艺温度来控制。氮化物的形成变得更明显的特定加工温度还随着下列因素的变化,例如,所用的基质铝合金及其相对填料或预型体体积的量,待渗透的填料和渗透气氛中的氮气浓度。例如,我们相信随着这种合金对填料润湿能力的降低以及气氛的氮气浓度的增加,在给定加工温度下的氮化铝形成量增加。
因此,能使金属基质的组成在产生复合体的过程中赋予所得到的产物以特定的特性。对于一给定的体系来说,可以选择工艺条件控制氮化物的形成。含有氮化铝相的复合体产物具有对于产物的性能起促进作用或能够改善产物性能的特性。此外,铝合金进行自发渗透的温度范围可以随着所用的陶瓷材料而有所变化。在选用氧化铝作为填料的情况下,如果想要使基质的延展性不因形成大量氮化物而有所下降那么渗透温度以不超过大约1000℃为佳。然而,如果希望形成含有延展性较差而硬度较高的基质复合体那么渗透温度可以超过1000℃。当选用碳化硅作为填料时,相对于使用氧化铝作为填料的情况,由于所形成的铝合金氮化物较少,所以,为了渗透碳化硅可以选用1200℃左右的较高温度。
另外,这种金属基质复合体中的基质金属的组成和缺陷(例如,孔隙)可以通过控制金属基质复合体的冷却速度来改善。例如,可以通过许多技术使这种金属基质复合体定向固化,所说的技术包括:将盛装该金属基质复合体的容器放在一个激冷板上;和/或在容器的周围选择性地放置绝缘材料。另外,金属基质的组成可以在金属基质复合体形成之后进行改善。例如,使形成的金属基质复合体经受热处理,它可以改进该金属基质复合体的抗拉强度。(这种抗拉强度标准试验为ASTM-D3552-77(1982年再审定的))。
例如,对于含有520.0铝合金作为基质金属的金属基质复合体的理想的热处理包括使金属基质复合体加热到高温(例如,到约430℃),然后将其保持在该温度下一段时间(如,18-20小时)。然后可以使这种金属基质复合体在约100℃的沸水中淬火约20秒钟(即,T-4热处理),这种处理可以提高该复合体耐火拉伸应力的能力。
此外,可以使用一种基质金属储备源,以保证填料全部渗透,和/或提供与第一基质金属源的组成不同的第二种金属。具体地讲,就是在某些情况下,可能需要使用该储备源中与第一基体金属源组成不同的基质金属。例如,如果铝合金用做第一基质金属源,那么实质上任何其它在加工温度下能熔融的金属或金属合金都可以用做储备源金属。熔融金属通常具有良好的互溶性,因此,只要混合时间适当,储备源金属就会与第一基质金属源混合。所以,通过使用不同于第一基质金属源组成的储备源金属,就可能使金属基质的性能满足各种操作要求,由此调节金属基质复合体的性能。
本发明中也可以结合使用阻挡元件。具体地讲,应用本发明的阻挡元件可以在任何适于干扰、抑制、防止或中止熔融基质合金(如铝合金)超出由填料限定的界表面而形成的迁移,运动等的元件。合适的阻挡元件可以是满足下述要求的任何材料,化合物,元素或组合物等:能够局部抑制,停止,干扰或防止(及其它类似作用)超出陶瓷填料的限定界表面的连续渗透或任一其它类型的运动,在本发明的加工条件下,能保持某种整体性,不挥发,最好能使过程中使用的气体渗透。阻挡元件可用于自发渗透中,或用于在自发渗透金属基质复合体热成型时所使用的任何模具或其它固定装置中。对此更详细的描述见下文。
合适的阻挡元件由在所采用的加工条件下,基本不被渗透的熔融基质合金润湿的材料构成。这种阻挡元件对熔融基质合金几乎没有或没有亲合力,因此阻挡元件防止或抑制了超出填料或预型体的限定界表面的运动。阻挡元件可缩短金属基质复合体产品可能需要的目的加工或研磨过程。如上所述,阻挡元件最好是可渗透的或多孔的,或通过穿孔使其变成可渗透的,以使气体能够与熔融基质合金接触。
特别适用于铝基质合金的阻挡元件含有碳,尤其是称为石墨的同素异形结晶碳。在上述加工条件下,石墨基本不被熔融的铝合金湿润。特别优选的石墨是一种以商标为Grafoil(注册在“联合碳化物公司”名下)销售的石墨箔产品。这种石墨箔具有防止熔融金属移出填料的限定界表面的封闭特性,它也耐热,并呈化学惰性。Grafoil石墨材料是能变形的,可配伍的,整合的并且有弹性的材料。它能够被制成各种形状来满足对阻挡元件的使用要求。但是石墨阻挡元件也可以以淤浆或糊,甚至漆膜的形式用于填料或预型件界面之上及四周。Grafoil石墨箔是一种可变形的石墨片,因此在这里是特别优选的。使用时,这种象纸一样的石墨只是简单地被固定在填料或预型件的周围。
另一种较好的、用于在氮气中的铝金属基质合金的阻挡元件是过渡金属硼化物[如二硼化钛(TiB2)。在使用时的某些加工条件下,它一般不被熔融铝金属合金润湿。用这种阻挡元件时,加工温度不应超过约875℃,否则阻挡元件就会失效。事实上,随着温度的增加,会发生向阻挡元件的渗透。另外,阻挡材料的粒度会影响这种材料抑制自发渗透的能力。过渡金属硼化物一般呈粒状(1~30微米)。阻挡元件也可以淤浆或糊的形式用于可渗透的陶瓷填料块的界面,这种材料块最好被预先成型,组成预型件。
另一种可用于在氮气中的铝金属基质合金的阻挡元件由低挥发性的有机化合物构成,它以膜或层的形式涂敷在填料或预型件的外表面上。在氮气中烧成时,特别是在本发明的加工条件下烧成时,有机化合物分解,留下一层碳黑膜。也可以用常规方法,如刷涂,喷涂或浸渍等涂敷这种有机化合物。
此外,只要经过细磨的粒状材料的渗透速率低于填料的渗透速率,该粒状材料就能起到阻挡元件的作用。
由此看来,阻挡板元件可以任何合适的方式使用,例如在限定的界表面上覆盖一层阻挡材料。将这样一层阻挡元件施用在限定的界表面时,可通过刷涂,浸渍,丝网印制,蒸发等方式,或者通过使用液状,浆状或糊状的阻挡元件,或者通过喷涂一种可蒸发的阻挡元件,或者通过简单地沉积一层粒状固体阻挡材料,或者通过使用阻挡元件的固体薄片或薄膜。放置好阻挡元件后,当正在渗透的基质金属到达限定的界面并与阻挡元件接触时,自发渗透则基本终止。
下面紧接着是实施例,其中包括了对本发明的各种不同的实施方案。但是,应该理解这些实施例是说明性的,不应将其解释为是对如所附权利要求书所定义的本发明范围的限定。
实施例1
图1是一种组装体的剖面图,按照本发明该组装体用来通过自发渗透制备金属基质复合体。具体地讲,图中有一个高约为13/4英寸(83mm),宽端内径约为11/4英寸(70mm),窄端内径约为25/16英寸(40mm)的泡沫聚苯乙烯杯。杯子浸在含有基本等重量比的20%胶体氧化铝(由Remet Co提供)和1000粒度碳化硅粉末(由Norton Co提供,销售商标为37 Crystolon)的釉浆或淤浆中。然后用干燥的90粒度的碳化硅粉末(37 Crystolon)给这个涂上釉浆的可移动心轴涂粉,使粉末粘附到淤浆涂层上。涂粉步骤顺序重复三次后,将粉末换成24粒度的碳化硅(37Crystolon)。再顺序重复涂粉步骤三次。在每个涂粉步骤序列之后,将形成的熔模壳于约65℃下干燥约1/2小时。
在最后一次涂粉步骤序列之后,将熔模壳约于850℃下在空气炉中烧成约1小时,以便通过挥发除去泡沫聚苯乙烯杯。得到的熔模壳(4)约3/16英寸厚,用填料(2)约充满熔模壳的一半。填充材料含有由1000粒度粗碳化硅(销售商标为39 Crystolon,由Norton Co.生产)和约2%(重量)的-350目镁粉(由JohnsonMathey Co.的一个分公司,Aesar提供)构成的混合物。混合物在使用前用球磨机充分混合约24小时。通过手的压力轻轻压紧填料床(2),使熔模壳(4)中填料更密集。压紧步骤后,将一块基质金属锭(3)放在填料床(2)的顶部。该金属锭约含15%(重量)硅,5%(重量)镁,其余是铝,其规格约为3/2英寸(38mm)×3/2英寸(38mm)×1英寸(25mm)。在放到填料床表面上之前,首先将基质金属锭(3)稍稍喷砂,然后用乙醇洗涤,以除去表面上可能存在的杂质,如切削油。
将含有基质合金锭(3)和填料(2)的熔模壳(4)放在耐火粒子床(5)中,使耐火粒子床面约在熔模壳(4)侧壁的一半处。耐火粒子放在石墨盘(1)中,它由24粒度氧化铝材料(已知商标为38Alundum,由Norton Co生产)构成。
然后,将由石墨耐火盘和其内含物组成的构件在室温下放在一个可控的常压电阻加热真空炉中,并使真空炉内形成高真空状态(约1×10-4乇)。向炉内再充入氮气至约1个大气压,并使通入炉内的连续氮气流量约达到1.5升/分。令炉温在约3小时内猛升至约750℃,并在约750℃下维持约20小时。加热20小时后,切断电源,使构件在炉内自然冷却,约12小时冷至约40℃。设备一达到40℃,就将其从炉内取出并分解之。从该构件中取出一个金属基质复合体,它含有嵌有填料的混合物的基质金属。
图2是按照实施例1制备的金属基质复合体的显微像片。
本实施例说明了将一种填料自发渗透到铝合金/镁/氮气体系中,形成一种金属基质复合体是可能的。
实施例2
图3是一种组装体的剖面图。按照本发明该组装体用来通过自发渗透制备一种金属基质复合体。具体地讲,用15/1000英寸厚的,GTB石墨箔产品(由“联合碳化物公司”生产,销售商标为Grafoil)制备出现规格约为2英寸(51mm)×1英寸(25mm)×2英寸(51mm)的盒子(2)。盒子的制备是将几个合适尺寸的Grafoil固定在一起,接合处用由混合石墨粉(来自Lonza.Inc.;KS-44级)和胶体氧化硅(来自Du Pont,LudoxHS)配制成的淤浆密封。石墨与胶体氧化硅的重量比约为1/3。将Grafoil盒放在约1/2英寸厚的碳化硼粒(3)(大西洋设备工程公司)层的顶部,碳化硼粒是放在氧化铝耐火盘(1)中的。将规格约为2×1×1/2英寸基质金属锭(4)放在Grafoil盒的底部,该金属锭约含3%(重量)钙,其余是铝。从基质金属锭(4)的顶部向Grafoil盒(2)中倒入220粒度的氧化铝材料(5)(商标为38Alundum,由Norton Co.生产),直至金属锭约被1英寸厚的38Alundum填料(5)所覆盖。在Grafoil盒(2)的外围,向氧化铝耐火盘中再加入碳化硼(3),直至碳化硼床的表面稍微低于Grafoil盒(2)的顶部。
在室温下,将由氧化铝耐火盘(1)和其内含物构成的组装体放在电阻加热管式炉内。对炉子抽真空,直至压力约为1×10-1乇。然后在室温下,再充入氮气,使压力达1个大气压左右。充氮后,使通入炉内的连续氮气流量达到800毫升/分钟。然后约以250℃/小时的速率将炉温升至900℃左右,并在约900℃下约保持5小时。再约以250℃/小时的速率使炉温猛降至室温。一旦达到室温,就从炉内取出设备并拆卸之。得到一种金属基质复合体,它含有由基质金属包裹的38Alundum填料。
图4是按照例2制备的金属基质复合体的显微照片。
本实施例说明了大量填料渗入铝合金/钙/氮气体系的可能性。
实施例3
图5以剖面形式表示了一种组装体,该组装体用来按照本发明的自发渗透制备金属基质复合体。在制备预型件时,先将约94%(重量)氮化铝粉末(Herman Starck“A”粉),5%(重量)氮化硅粉(“大西洋设备工程公司”)和约1%(重量)PVPK30(聚乙烯pryolene,分子量30,GAF公司)与100%的乙醇混合,形成约含50%(体积)固体和50%(体积)乙醇的淤浆。将淤浆倒入一模具中。该模具的尺寸约为3×3×1英寸,它有一个四周为方钢的框架,其底面是一块塑料板。这个四边钢架并不连接在塑料板上,但在升举时,它易于移动、塑料板用来吸收淤浆中的湿份。干燥时,淤浆形成了尺寸约为3×3×1英寸的预型件。从这块较大的预型件上切割出尺寸约为3/2×3/4×1/2英寸的预型件(5)。在尺寸约为1×2×1/2英寸的基质金属锭(3)上涂敷一层(4)约0.25毫米厚的,由50%(重量)铁粉(来自Serac,Inc.,威斯康星州密尔沃基市)和50%(重量)氮化铝粉(Exolon-ESK公司,Tonawanda,纽约)构成的混合物。这块金属锭约含3%(重量)锶,8%(重量)硅,其余为铝。然后将预型件(5)放在氧化铅/铁粉层(4)上面,再将基质金属/预型件组装体放在约一英寸厚的一层碳化硼粒(6)(大西洋设备工程公司)上,碳化硼粒(6)装在由15/1000英寸厚的,GTB级石墨条(由联合碳化物公司生产,销售商称为Grafoil)制成的盒(2)中。盒子的制做是将合适尺寸的Grafoil部件固定在一起,接合处用由石墨粉(KS-44级,来自Lonza,Inc.)和胶体氧化硅(LndoxHS,来自Du Pont)混合组成的浆液密封。石墨与胶体氧化硅的重量比约为1/3。盒(2)是足够大的,它即能装下基质金属/预型件组装体,又不与该组装体接触。石墨盒(2)放在氧化铝耐火盘(1)的底部。再向Grafoil盒(2)中加入碳化硼(6),直至基质金属/预型体组装体完全被包裹在碳化硼(6)中。在预型体的上表面覆盖一层约1/2英寸厚的碳化硼。
在室温下,将由氧化铝耐火盘(1)及其内含物组成的组装件放在电阻加热管式炉内。然后将炉内抽真空至约1×10-1乇,再于室温下反充入氮气至约1个大气压。充氮后,使通入炉内的连续氮气流量达到约600毫升/分钟。将炉温约以200℃/小时的速率猛升至约1200℃,并将炉温保持在约1200℃达约10小时。然后约以250℃/小时的速率,令炉温猛降至室温。达到室温时,从炉中取出组装件,并分解之。得到一种其中基质金属嵌入预型体的金属基质复合体。
图6是按实施例3制备的金属基质复合体的显微照片。
由此看出,本例说明了使一种基质金属自发渗入到一种在铝合金/锶/氮气体系中含有填料的预型体中的可能性。
实施例4
图7表示了一种组装体的剖面。按照本发明,该组装体用来通过自发渗透制备金属基质复合体。在制备预型体时,将约85%(重量)的A-17(煅烧)氧化铝(来自Alcoa)与约15%重量的,含少量Darvin-821 A(作为分散剂)(由康涅狄格州Norwalk的R.T.Vanderbilt公司提供)的水混合,制成淤浆。将淤浆浇入尺寸约为3×2×1/2英寸的一种硬膏或塑模矩形模具中。淤浆在模具中干燥8小时后取出,作为预型件(3)。该预型体(3)再于空气中干燥24小时,然后用于本发明。
含有三块的一组基质金属锭(2),每块尺寸约为3×2×1/2英寸,它由市售的170.1铝合金构成。该合金中除了其中本身含的锌外,还含有约3%(重量)的锌。用已知称为Leecote LX-60WPS(俄亥俄州Madison的Acme树脂公司)的耐火材料在最上面一块金属锭的上表面涂敷,涂层(5)约为0.05英寸厚。然后将预型体(3)放在Leecote层(5)的上面,将基体金属合金锭/预型体组装体放在约1/2英寸厚的、粗粒度硅灰石粒(来自NYCO公司)层上。硅灰石粒是盛在氧化铝耐火盘(1)中的。基质合金锭/预型体组装体相对于硅灰石层是并列的,以便最下层的基质金属锭与该层接触。然后再向氧化铝耐火盘(1)中加入硅灰石(4),直到硅灰石与预型体(3)约呈水平面。
将由氧化铝耐火盘及其内含物放入在大气压下,且在空气气氛下的电阻加热炉中。约10小时内,令炉温升至约1050℃;在约1050℃下约保持60小时后,于约10小时内令温度猛降至约40℃。约达到40℃时,从炉内取出组装体,将其分解。得到一种金属基质复合体,它含有嵌进预型体中的基质合金。
图8是按照实施例4制备的金属基质复合体的显微照片。
由此可以看出,本例说明了将填料的预型体渗透到铝合金/锌/氧气体系中的可能性。
实施例5
本实施例说明了各种几何形状的填料都可以成功地通过自发渗透技术形成金属基质复合体。表I总结了形成许多金属基质复合体所利用的实验条件,包括各种基质金属填料几何形状,加工温度和加工时间。
样品A(011189-AAI)
图9表示了用于如下所述生产金属基质复合体样品的组装体的横截面示意图。具体地说,制备一个二氧化硅模10,该模具有一个内空腔,其尺寸为长约5英寸(127mm),宽约5英寸(127mm),深约3.25英寸(83mm),并且在该二氧化硅模的底部带有5个孔11,其尺寸为直径约0.75英寸(19mm),深约0.75英寸(19mm)。该模的形成是通过首先混合一种泥浆,该泥浆包括约2.5-3重量份的二氧化硅粉(得自Ransom & Randolph,Maunee,OH的RANCO-SILTM4)、约1重量份的胶态二氧化硅(Nyacol Products,Inc.Ashland,MA生产的Nyacol830)和约1-1.5重量份的二氧化硅砂(由Ransom &Randolph,Maunee,OH出售的RANCO-SILTMA)。将得到的泥浆混合物倒入一个橡胶模中,所说的橡胶模具有所需的二氧化硅模的内空腔的负型,并将其放在一个冷冻器中过夜(约14小时)。接着将二氧化硅模10从橡胶模上分离出来,并将其在一个空气气氛炉中于约800℃下烧制约1小时,然后使其冷却至室温。
将所形成的二氧化硅模10的底表面用一块石墨箔12(得到TTAmerica,Portland,OR的Perma-Foil)盖住,所用的石墨箔尺寸为长约5英寸(127mm),宽约5英寸(127mm),厚约0.010英寸(0.25mm)。在相应于二氧化硅模10的底部上的孔11的位置处,在该石墨箔上切出孔13,其直径约为0.75英寸(19mm)。将二氧化硅模10底上的孔11用基质金属圆柱14填充,其中基质金属圆柱的尺寸为直径约0.75英寸(19mm),厚约0.75英寸(19mm),并且具有与下面所述的基质金属相同的组成。在一个约4升的塑料缸中制备约826g包括约95%(重量)的220粒度(grit)的氧化铝(得自Norton Co.,Worcester,MA)和约5%(重量)的-325目镁粉(由Johnson Matthey,Seabrook,NH,出售的Aesar)的填料混合物,并用手振荡约15分钟。然后将这种填料混合物15倒入二氧化硅模10的底部,其厚度约为0.75英寸(19mm),并轻轻地拍打以平整填料混合物的表面。将约1220克基质金属16放在二氧化硅模10中的填料混合物15的顶上,所说的基质金属16含有(以重量计)约小于0.25%Si,小于0.30%Fe,小于0.25%Cu,小于0.15%Mn,9.5-10.6%Mg,小于0.15%Zn,小于0.25%Ti,其余为铝。将该二氧化硅模10及其内含物放入一个不锈钢容器17,该容器的尺寸为长约10英寸(254mm),宽约10英寸(254mm),高约8英寸(203mm)。将重约15g钛海绵材料(得自Chemalloy Inc.,Bryn Maer,PA)撤在不锈钢容器17中的二氧化硅摸10的周围。将一片铜箔19放在不锈钢容器17的开口上,以便形成一个封闭室。通过铜箔片19有一个氮气清洗管20,并将该不锈钢容器17和其内含物放入一个空气气氛的电阻加热的箱式炉中。
将炉温在约10升/分钟的氮气流量下以约400℃/小时的速度从室温提高到约600℃(注意这种封闭室不是气密的,可允许一些氮气从中逸出),然后在约2升/分钟的氮气流量下以约400℃/小时的速度将炉温度从约600℃提高到750℃。在约2升/分钟的氮气流量下,于约775℃下将该体系保温约1.5小时后,将不锈钢容器17及其内含物从炉中取出。将二氧化硅模10从不锈钢容器17中取出,并从二氧化硅模10内倾例出一部分残余基质金属。将一个室温铜激冷板[长约5英寸(127mm),宽约5英寸(127mm),厚约1英寸(25mm)]放在二氧化硅模10内,以使得该板与顶部的残余基质金属接触,来定向固化形成的金属基质复合体。
样品B(011889-AX)
图10示出了用于生产如下所述金属基质复合体样品的组装体的横截面示意图。具体地说,通过在一个钢板31(长约7英寸(178mm),宽约7英寸(178mm),厚约0.25英寸(6.4mm))上放置一个钢框30形成一个钢盒32,内空腔具有尺寸为长约5英寸(127mm),宽约5英寸(127mm),深约2.75英寸(70mm),并且壁厚约为0.3英寸(7.9mm)。将钢盒32用一个石墨箔盒33做衬里,盒33的尺寸为长约5英寸(127mm),宽约5英寸(127mm),高约3英寸(76mm)。该石墨箔盒33是由一块长约11英寸(279mm),宽约11英寸(279mm),厚约0.010英寸(0.25mm)的石墨箔盒(得自TT America,Portlomd,OR的Perma-Foil)制成。从该石墨箔的四个角上切掉四块长宽各约3英寸(76mm)的方块,然后将切后的石墨箔的边折起,钉住形成石墨箔盒33。
通过在一个塑料缸中混合材料并用手振荡约15分钟制备约782g的填料混合物34,该混合物含有(以重量计)约95%的氧化铝(得自Alcan Chemicals,Montreal,Cemada)和约5%的-325目镁粉(由Jphnson Matlhey,Seabrook,NH出售的AESAR)。然后,将该填料混合物34倒入石墨盒33中,深度约为0.75英寸(19mm),并轻轻拍打该混合物以平整其表面。将该填料混合物34的表面用约4g的-50目的镁粉35(由Mortonthiokol,Danvers,MA出售的Alphec Products)覆盖。将约1268g的基质金属36放在用镁粉35覆盖的填料混合物34的上面,其中的基质金属36含有(以重量计)约小于0.25%Si,小于0.30%Fe,小于0.25%Cu,小于0.15%Mn,9.5-10.6%Mg,小于0.15%Zn,小于0.25%Ti和余量为铝。
将钢盒32及其内含物放入一个不锈钢容器37中,该容器37的尺寸为长约10英寸(254mm),宽约10英寸(254mm),高约8英寸(202mm)。将一块石墨箔38[尺寸为长约10英寸(254mm),宽约10英寸(254mm),厚约0.010英寸(0.25mm)]覆盖在不锈钢容器37的底部,并且预先将一块耐火砖39放在石墨箔38上以支撑不锈钢容器37内的钢盒32。将约20g的钛海绵材料40(得自Chemalloy Company,Inc.,Bryn Mawr,PA)撤在支撑钢盒32的耐火砖39周围不锈钢容器37底部的石墨箔38上。将一片铜箔41放在不锈铜容器37的开口上以形成一个封闭室。通过港箔片41提供一个氮气清洗管42。将该不锈钢容器37及其内含物放入一个空气气氛的电阻加热的箱式炉中。
将炉子以约400℃/小时的速度,在通过管42的氮气流量约为10升/分钟的条件下,从室温加热到约600℃,然后在氮气流量约为2升/分钟的条件下,以约400℃/分钟的速度使炉子从约600℃加热到约800℃。然后在氮气流量约为2升/分钟的条件下,使该体系在约800℃下保持约2小时。然后将不锈钢容器37及其内含物从炉中取出,并将钢盒32从不锈钢容器37中取出,放在一个室温水冷却的铜激冷板[尺寸为长约8英寸(203mm),宽约8英寸(203mm),厚约0.5英寸(13mm)]上以便定向固化金属基质复合体。
样品C(022189 DAH1)
图11示出了用于如下所述生产金属基质复合体的组装体的横截面示意图。具体地说,提供一个石墨舟50,该石墨舟50是由联合碳化物公司生产的ATJ石墨制成,并且带有一个尺寸为长约12英寸(305mm),宽约8英寸(203mm),高约5.25英寸(13.3mm)的内高腔。在石墨舟50的底部放入3个石墨箔制的盒子52[尺寸为长约8英寸(203mm),宽约4英寸(102mm),高约5英寸(127mm)]。该石墨箔盒52是由一块石墨箔(得自联合碳化物公司的Grafoil)制成,其尺寸为长约14英寸(356mm),宽约12.5英寸(318mm),厚约0.015英寸(0.38mm)。从这块石墨箔的4个角切掉长宽各约为5英寸(127mm)的方块,然后将石墨箔折起形成一个石墨箔盒52,用含有(以重量计)约1份的石墨粉(得自Lonza,Inc.Fair Lawn,NJ的KS-44)和约3份的胶态二氧化硅(得自E.I.du Pont de Nemours&Co.Inc.Wilmington,DE的LUDOXSM)的混合物粘合并且钉住以固定盒子。将该石墨箔盒52的底部均匀地用一层-50目的镁粉53(由Alpha Proclucts,Morton Thiokol,Danvers,MA出售的)覆盖。用一种含有(以体积计)约25-50%的石墨粘合剂(得自Polycarbon,Valencia,CA的RIGIDLDCKTM)和余量的乙醇的混合物使镁粉53粘粘附到该石墨箔盒52的底上。
将约1000g的填料混合物54放入一个塑料缸中,并在球磨机上混合至少2小时,所说的混合物54含有约98%的-60粒度的片状氧化铝(得自Alcoa Industrial Chemicals Division,Bauxite,AR的T-64)和约2%的-325目镁粉(由JohnsonMattey,Seabrook,NH出售的AESARN)。然后将这种填料混合物54倒入衬在石墨舟50中的石墨箔盒52的底部,用手压实,并且用一层6g的-50目的镁粉56(得自AlphaProelucts,Inc.,Morton Thiokol,Danvers,MA)覆盖。将约1239g的基质金属55放在石墨箔盒52中的填料混合物54的上面,其中的基质金属含有(以重量计)约小于0.35%Si,小于0.40%Fe,1.6-2.6%Cu,小于0.20%Mn,2.6-3.4%Mg,0.18-0.35%Cr,6.8-8.0%Zn,小于0.20%Ti,其余为铝。
将石墨舟50及其内含物放入一个处于室温的衬甑电阻加热炉中。将甑门关闭,并将其抽空到至少30英寸(762mm)Hg柱。达到该真空后,以约2.5升/分钟的流量向甑室中充入氮气。然后将该衬甑炉以约120℃/小时的速度加热到约700℃,在约2.5升/分钟的流氮气氛下,于约150℃/小时的速度从约700℃降到约675℃。在约675℃下,从甑室中取出石墨舟50及其内含物,进行定向固化。具体地说,将石墨舟50放在一个室温下的石墨板上,将约500ml的外部热顶材料(由Foseco Inc.,Brook Park,OH出售的Feedol-9)倒到石墨箔盒52中的熔融基质金属的顶上,并将约2英寸(51mm)厚的陶瓷纤维毡(ManvilleRefraclory Products公司的CERABANETTM)缠绕在石墨舟50的周围。在室温下,折开石墨箔盒52表明已形成了金属基质复合体。
样品D(060889 DAE3)
图12示出了用于如下所述生产金属基质复合体的组装体的横截面示意图。具体地说,提供一个石墨舟70,该石墨舟70是由联合碳化物公司制造的ATJ石墨制成,并且具有尺寸为长约8英寸(203mm),宽约4英寸(102mm),深约2.5英寸(63mm)的内空腔。将一个石墨箔盒71(长约8英寸(203mm),宽约1.5英寸(38mm),高约3英寸(76mm)]放入石墨舟70中。该石墨箔盒71是由一块石墨箔(得自联合碳化物公司的Grafoil)制成,该石墨箔的尺寸为长约14英寸(356mm),宽约7.5英寸(191mm),厚约0.015英寸(0.38mm)。从这块石墨箔的四个角上各切掉一块长宽均约为3英寸(76mm)的正方块,然后将切后的石墨箔折起形成一个石墨箔盒71,再用石墨粘合剂(得自Polycarbon,Valeacia,CA的RIGIDLOCK)粘结,并钉住。充分干燥后,将该石墨箔盒71放入石墨舟70中。
将约1000g的填料混合物73放入一个约4升的塑料缸中,并将该塑料缸的剩余体积用乙醇填充以产生一种泥浆混合物,其中的填料混合物73包括(以重量计)约96%的氧化铝片晶(直径约10微米;厚约2微米)(由Wilmington,DE的E.I.du Pontde Nemours &Co.,Inc提供的改进级的FαAl2O3片晶)和约4%的-325目镁粉(AESAR,得自JohnsonMathey,Seabrook,NH)。然后将该塑料缸及其内含物放在一个球磨机上混合至少3小时。然后使泥浆混合物经真空过滤从填料混合物73中分离出乙醇。基本除去乙醇后,将填料混合物73放在一个温度约为110℃的空气干燥箱内干燥过夜。然后将这种填料混合物73经过一个40目的筛子来完成其制备。这种液体分散技术在后面将称为“LD技术”。
将该石墨箔核71的底用一层约1.5g的-50目的镁粉74(由于Morton thiokol,Danvers,MA的Plpha Products,Inc.提供)涂敷,并用一种石墨粘合剂(由Polycarbon,Valencia,CA出售的RIGIDLOCKTM)将其粘附到石墨箔盒71的底上。用手压实,并用一层约1.5g的-50目镁粉75(由Morton Thiokol,Danvers,MA的Hlpha Products,Inc.公司提供)涂敷。将约644g的基质金属72放在石墨箔盒71中的填料混合物73上,所说的基质金属包括(以重量计)约小于0.25%Si,小于0.30%Fe,小于0.25%Cu,小于0.15%Mn,9.5-10.6%Mg,小于0.15%Zn,小于0.25%Ti和余量的铝。如图12所示,沿着石墨箔盒71的外侧放置两块石墨支撑板76(长约8英寸(203mm),宽约3英寸(76mm),厚约0.5英寸(13mm)。将220粒度的氧化铝材料77(得自Worcester,MA的Norton公司的38 Alundum)放入石墨板76周围的石墨舟中。
将包括石墨舟70及其内含物的体系放入一个室温下的衬甑电阻加热炉中。将甑门关闭,并将甑中抽空到至少20英寸(508mm)Hg粒。在氮气流量约为4升/分钟的条件下,以约100℃/小时的速度将该衬甑炉加热到约775℃。在氮气流量约4升/分钟的条件下于约775℃保温约10小时后,将石墨舟70及其内含物从炉中取出,实现定向固化。具体地说,将石墨舟70放在一个室温水冷却的氧化铝激冷板上,并向石墨箔盒71中的熔融基质金属的顶上倒入约500ml的外部热顶材料(由Brook Park,OH的FosecoInc.公司销售的Feeclol-9),再在石墨舟70的周围缠绕约2英寸(51mm)厚的陶瓷纤维毡(Manville RefractoryProducts的CERABANKETTM)。在室温下,折开石墨箔盒71,展现在出已形成了金属基质复合体。
接着将形成的金属基质复合体进行热处理。具体地说,将该复合体放入一个不锈钢网蓝中,然后将该蓝子放入一个空气气氛的电阻加热炉中。在约40分钟内,将炉温提供到约435℃,并在该温度下保温约18小时,然后将复合体从炉中取出,在室温水浴中进行淬火。
实施例E(072988TAM)
图3为用于如下所述制备金属基质复合体样品的组装体的横截面示意图。具体地说,通过将300系列不锈钢板焊接在一起制成一个长约6英寸(152mm)、宽约2英寸(76mm)、高约5英寸(127mm)的不锈钢盒90。该盒衬有长约6英寸(152mm)、宽约3英寸(26mm)、高约5英寸(127mm)的石墨箔盒91。该石墨盒由长约16英寸(406mm)、宽约13英寸(330mm)、厚约0.015英寸(38mm)的石墨箔(Grafoil,联合碳化物公司出品)制成。从这块石墨箔的四个角切掉四块长宽约为5英寸(127mm)的方块。石墨箔经折叠与装钉形成石墨箔盒91,随后将其放入不锈钢盒90之中。
通过在一体积为4升的塑料罐中混合约600g由大约73%(重)1000粒度碳化硅(Norton公司提供的39crystolon)、约24%(重)碳化硅晶须(由日本NIKK EI技术研究有限公司生产)和大约3%(重)-325目镁粉(来自AESAR,JohnsonMatthey,Seahrook,NH)组成的混合物并且通过将该罐放在球磨机中大约1小时来制备填料混合物92。
将厚度约为0.75英寸(19mm)的填料混合物92的层倒入不锈钢盒90内的石墨箔盒91的底部。将总重约为1216g的由大约10%(重)硅、5%(重)铜、其余为铝的基质金属铸块93放在石墨箔盒91内的填料混合物92的顶部。随后将不锈钢盒90及其内含物放入长约10英寸(254mm)、宽约8英寸(203mm)、深约8英寸(203mm)的外围不锈钢容器94之中。将大约15g钛海棉材料95(来自Chemalloy,Inc.,Bryn Mawr,PA)、大约15g-50目镁粉96(来自Alpha Products,Morton Thiokol,Danvers,MA)撒入处于外围不锈钢容器94之中的不锈钢盒90的四周。将铜箔板97放在外围不锈钢容器94的开口上。有一条氮气清洗管98通过铜箔97。
将含有不锈钢容器94及其内含物的体系放在电阻加热空气气氛炉中。在氮气以大约2.5升/分钟的流量进入不锈钢容器94的同时,该炉以大约550℃/小时的速率由室温被加热至大约800℃。在温度为800℃左右、氮气流量约2.5升/分钟的条件下经过大约2.5小时后,从炉中取出外围不锈钢容器94及其内含物。从外围不锈钢容器94中取出衬有石墨箔的不锈钢盒90并且将其内含物放在室温铜激冷板上以便定向固化金属基质复合体,该板长约8英寸(203mm)、宽约8英寸(203mm)、厚约0.5英寸(13mm)。于室温下,拆分石墨箔盒91得到所形成的金属基质复合体。
样品F(090789DU)
图14为用于如下所述制备金属基质复合体样品的组装体的横截面示意图。具体地说,使用带有内腔尺寸约为3.75英寸(95mm)长、大约1.8英寸(45mm)宽、大约0.79英寸(20mm)深的氧化铝舟。将含有空心氧化铝球(Aerospheres,由陶瓷填料公司,Atlanta,GA出售)、厚约1/8英寸的填料111层放在氧化铝舟110的底部。将含有大约<0.25%(重)Si、<0.30%(重)Fe、<0.25%(重)Cu、<0.15%(重)Mn、9.5-10.6%(重)Mg、<0.15%(重)Zn、<0.25%(重)Ti、其余为铝的基质金属铸块112放在氧化铝舟110中的填料111层上。
将氧化铝舟110及其内含物放在于室温下电阻加热管式炉中。该管式炉基本上是密封的,并且被抽空达到至少30英寸(762mm)Hg。随后,将氮气以大约0.5升/分钟的流量导入管内并且以大约300℃/小时的速率将该管式炉加热至大约800℃。该体系在温度约为800℃、氮气流速约0.5升/分钟的条件下经过大约0.5小时后,以大约300℃/分钟的速率将管式炉冷却至室温。于室温下,从炉中取出氧化铝舟110得到所形成的金属基质复合体。
样品G(123187-DE)
图15为用于如下所述制备金属基质复合体样品的组装体的横截面示意图。具体地说,提供一个由ATJ石墨(联合碳化物公司出品)制造、长约4英寸(102mm)、宽约4英寸(102mm)、高约3英寸(76mm)的石墨舟130。将24粒度氧化铝材料131(38Alundum,由Norton公司,Worcester,MA出品)放入石墨舟130的底部。将长约2英寸(51mm)、宽约2英寸(51mm)、高约3英寸(76mm)的石墨箔盒132放在涂敷石墨舟130底部的24粒度氧化铝131之上。该石墨盒四周被附加的24粒度氧化铝131包围。石墨箔盒132由长约8英寸(203mm)、宽约8英寸(203mm)、厚约0.015英寸(0.38mm)的石墨箔(Grafoil,由联合碳化物公司提供)制成。从这块石墨箔的四角上切掉四块长宽均为3英寸(76mm)的方块。石墨箔经折叠、用合有大约1重量份石墨粉末(KS-44,由Lonza公司,Fair Lawn,NJ提供)和大约3重量份胶态氧化硅(LUDOXSM,来自E.I.du Pontde Nemours & Co.Inc.,Wilmington,DE)的混合物胶合与装钉形成石墨箔盒132。
由含有大约90%(重)直径约为20μm的切断氧化铝纤维(Fiber FP,来自E.I.du Pont de Nemours&Company,Inc.,Wilmington,DE)和大约10%(重)直径为约3μm的氧化铝纤维(指定产品Saffil,来自ICIAmericas,Wilmington,DE)的混合物制备长约2英寸(51mm)、宽约2英寸(51mm)、厚约0.8英寸(20mm)的氧化铝纤维预型体133。该预型体用胶态氧化铝粘结。将含有大约12%(体积)陶瓷纤维的氧化铝纤维预型体133放在石墨舟130中的石墨箔盒132的底部。将两个长约2英寸(51mm)、宽约2英寸(51mm)、高约1英寸(25mm)、含有大约10.5%(重)Mg、4%(重)Zn、0.5%(重)Si、0.5%(重)Cu、其余为铝的基质金属铸块134放在石墨箔盒132中的氧化铝纤维预型体133上。用含有大约1重量份石墨粉末(KS-44,由Lonza,Inc.,Fair Lawn,NJ出售)和3重量份胶态氧化硅(LUDOXSM,由E.I.du Pont de Nemours&Co.,Inc.,Wilmington,DE生产)的糊状石墨混合物135填充基质金属铸块134的周边与石墨箔盒132的侧壁之间的空间。
将石墨舟130及其内含物放在室温受控气氛炉中。关闭炉门并将炉子抽空到至少30英寸(762mm)Hg。然后在大约0.75小时内将炉子加热至大约200℃。在大约200℃、真空度至少为30英寸(762mm)Hg下经过至少2小时后,以大约2升/分钟的流量用氮气回充炉子并且加热至大约675℃,历时大约5小时。在大约675℃、氮气流量约为2升/分钟下经过约20小时后,将炉子关闭并且冷却至室温。于室温下,拆分石墨箔盒132得到所形成的金属基质复合体。
样品H(042088-DN)
图16为用于如下所述制备纤维补强金属基质复合体样品的组装体的横截面示意图。通过将300系列不锈钢板焊接在一起制成一个长约6.5英寸(165mm)、宽约6.5英寸(165mm)、高约3英寸(76mm)的不锈钢容器150。该容器衬有长约6英寸(152mm)、宽约6英寸(152mm)、高约3英寸(76mm)的石墨箔盒151。该石墨盒151由长约9英寸(229mm)、宽约9英寸(229mm)、厚约0.015英寸(0.38mm)的石墨箔(Grafoil,由联合碳化物公司提供)制成。从这块石墨箔的四角上切掉四块长宽均为3英寸(76mm)的方块。切割的石墨箔经折叠、用含有约1重量份石墨粉末(KS-44,由Lonza,Inc.,Fair Lawn,NJ)提供)和约3重量份胶态氧化硅(LUDOXSM,来自E.I.duPont de Nemours & Co.Inc.,Wilmington,DE)的混合物胶合与装钉形成石墨箔盒151。待胶水基本上干燥后,将石墨箔盒151放在不锈钢容器150的底部。将厚约0.25英寸(6.4mm)的90粒度SiC层152(39 Crystolon,来自NortonCo.,Worcester,MA)倾入石墨箔盒151的底部。
将长约6英寸(152mm)、宽约6英寸(152mm)、厚约0.5英寸(13mm)、由直径约为20μm的氧化铝纤维(Fiber FP由E.I.du Pont de Nemours&Company,Inc.,Wilmington,DE出售)制成的连续纤维预型体153放在作为不锈钢容器150衬里的石墨箔盒151中90粒度SiC层152的顶部。将尺寸约为6英寸(152mm)×6英寸(152mm)×0.015英寸(0.38mm)、其中心有直径约为2英寸(51mm)孔156的石墨箔板155(Grafoil,由联合碳化物公司出品)放在连续纤维预型体153上。将长约3.5英寸(89mm)、宽约3.5英寸(89mm)、厚约0.5英寸(13mm)、含有约<0.25%(重)Si、<0.30%(重)Fe、<0.25%(重)Cu、<0.15%(重)Mn、9.5-10.6%(重)Mg、<0.15%(重)Zn、<0.25%(重)Ti其余为铝的基质金属铸块154放在石墨板155上。
将不锈钢容器150及其内容物放在室温电阻加热衬甑炉中。关闭甑门,将其抽空达到至少30英寸(762mm)Hg。然后将衬甑炉加热至大约200℃,历时约0.75小时。在大约200℃的温度及真空度约为30英寸(762mm)Hg下经过约2小时后,以大约2.5升/分钟的量用氮气回充抽空的甑。然后在氮气流量约为2.5升/分钟的条件下以大约150℃/小时的速度将衬甑炉加热至大约725℃。在氮气流量约为2.5升/分钟的条件下将该体系在大约725℃下保持大约25小时。从甑中取出不锈钢容器150及其内含物。通过将不锈钢容器150放在石墨板上并且将预热到至少700℃的90粒度氧化铝(38 Alundum,由Norton Co.,Wocester,MA出售)倾至残余熔融基质金属来完成定向固化,用陶瓷纤维毡(OERABLANKETTM,Manville RefractoryProducts)覆盖不锈钢容器及其内含物。于室温下,折分组合体得到所形成的连续纤维增强金属基质复合体。
样品I(083187-VG-7)
采用与如图15所示用于制备样品G相似的组装体如下所述制备金属基质复合体样品。具体地说,采用长约22.75英寸(578mm)、宽约9.75英寸(248mm)、高约6英寸(152mm)、由ATJ石墨(由联合碳化物公司出售)制成的石墨舟。如样品G中所述,由石墨箔(Grafoil,由联合碳化物公司提供)制成长约17英寸(452mm)、宽约1英寸(25mm)、高约1英寸(25mm)的石墨箔盒。
将石墨箔盒放入石墨舟并且用24粒度氧化铝(38 Alundum,由Norton Co.,Worcester,MA出售)包围。将一层疏松CVD碳化硅涂敷的石墨纤维(Thornel T300 Gracle 309ST Carbon Pitch Fibers,Amoco PerformanceProducts,Inc.)放入石墨箔盒的底部。采用与用于粘合石墨箔盒相同的石墨粉末/胶态氧化硅混合物涂敷CVD碳化涂敷过的石墨纤维的端部。将长约12英寸(305mm)、宽约0.75英寸(19mm)、厚约1英寸(25mm)、含有大约6%Mg、5%(重)Zn、12%(重)Si、其余为铝的基质金属铸块放在石墨箔盒中经过疏松碳化硅涂敷的石墨纤维上。将石墨舟及其内含物放入室温控制气氛炉中。关闭炉门,内部抽空到至少30英寸(762mm)Hg,其间温度为室温。然后在大约0.75小时内将炉子加热至大约200℃。在温度为200℃、真空度为至少30英寸(762mm)Hg的条件下经过约2小时后,以大约1.5升/分钟的流量用氮气回充炉子。在大约5小时内使炉温升至约850℃。在约850℃、氮气流速约为1.5升/分钟的条件下经过约10小时后,在约3小时内将炉子冷却至室温。在室温下,折分石墨箔盒得到所形成的金属基质复合体。
待上述样品A-I均被冷却至室温后,将它们分别剖开,检测金属基质复合体是否已经形成。可以观察到该实施例中的样品A-I均形成了铝金属基质复合体。具体地讲,图17a为将样品A放大50倍的照片;图17b为将样品B放大1000倍的照片;图17c为将样品C放大约400倍的昭片;图17d为将样品D放大1000倍的照片;图17e为与样品e对应复合体的晶须增强区域被放大400倍的照片;图17f为将样品F放大约15倍的照片;图17g为将样品G放大约50倍的照片;图17h为将样品H放大约400倍的照片;图17i为将样品I放大约1000倍的照片。在上述每一张图中,基质金属被标记为170,填料的编号为171。
表1样品 基质金属 填 料 加工时间 加工温度 图编号
(小时) (C°)A 520+ 220#熔凝Al2O3 4 1.5 775 17aB 520.0+ 煅烧Al2O3 2 2.0 800 17bC 7001# 片状Al2O3 3 10 700 17cD 520.0+ Al2O3片晶 10 775 17dE Al-10Si-5Cu SiC晶须&100# 2.5 775 17e
SiC颗粒F 520.0+ Al2O3微球7 0.5 800 17fG Al-10.5Mg-4Zn Al2O3切削纤维829 20 675 17g
-.5Si-.5CuH 520.0+ Al2O3连续纤维8 25 725 17h1 Al-12Si-6Mg-5Zn SiC涂敷碳10 10 850 1711. 38 Alundum,Norton Co,Worcester,MA.2. C-75RG,Alcan chemicais,Montreal,Canada.
表1(续)3. T-64片状氧化铝,Alcoa,Plttsburgh,PA.4.开采品位FdAl2O3片晶,E.I.Dupont de Nemours&Co,Inc.,Wilmington,DE.5. NIKKEI TECHNO-RESEARCN Co,LTD,日本。6. 39 Crystolon,Norton Co,Worcester,MA.7. Aeorspheres,ceramic Fillers Inc,Atlanta,GA.8. Fiber FP氧化铝纤维,E.I.da Pont du Nemours&Co,Inc,Wilmington,DE.9. Saffil氧化铝纤维,ICl Americas,Wilmington,DE.10. Thornel T 300级309 ST Carbon Pltch Fibers,Amoco Performance Products,Inc
Greenville.SC.+ ≤0.25%Si,≤0.30%Fe,≤0.25%Cu,≤0.15%Mn,9.5-10.6%Mg,≤0.15%Zn,≤0.25%Ti,
其余为铝。# ≤0.35%Si,≤0.40%Fe,1.6-2.6%Cu,≤0.20%Mn,2.6-3.4%Mg,0.18-0.35%Cr,
6.8-8.0%Zn,≤0.20%Ti,其余为铝。
实施例6
本实施例表明可以采用各种不同的填料组合物通过自发渗透技术成功地制备金属基质复合体。表II汇总了采用各种基质金属制备金属基质复合体的实验条件、填料、操作温度与操作时间。
样品A-D
采用熔凝氧化铝填料、煅烧氧化铝填料、片状氧化铝填料和片晶状氧化铝填料分别地如实施例5所述制备样品A-D。样品A-D被列于表II中。
样品J(030689-DAF)
该样品可借助如图11所示基本上与样品C的组装体相似的组装体形成。具体地说,将长约4英寸(102mm)、宽约4英寸(102mm)、高约3英寸(76mm)的石墨箔盒(由Grafoil制成,联合碳化物公司的产品)放入石墨舟中。将大约300g氧化镁粉末(TECOMgO,品位120s,C-E Minerals,Greewille,SC)放在石墨箔盒衬里的石墨舟底部。用-50目镁粉(来自Alpha Products,Inc.,Morton Thiokol,Danvers,MA)基本上覆盖氧化镁粉的表面。将含有<0.25%(重)Si、<0.30%(重)Fe、<0.25%(重)Cu、<0.15%(重)Mn、9.5-10.6%(重)Mg、<0.15%(重)Zn、<0.25%(重)Ti、其余为铝、长约4.5英寸(114mm)、宽约1.5英寸(38mm)、高约1.5英寸(38mm)的基质金属铸块放入石墨箔盒内的氧化镁粉末及-50目镁粉之中。
将石墨舟及其内含物放入衬甑电阻加热炉中。关闭甑门并且于室温下将甑抽空到至少为30英寸(762mm)Hg。待达到该真空度后,以大约4升/分钟的流量用氮气回充该炉。然后在氮气流量约为4升/分钟的条件下以大约200℃/小时的速度将该衬甑炉加热至大约750℃。在温度约为750℃、氮气流量约为4升/分钟的条件下经过约19小时后,以大约200℃/小时的流速将衬甑炉冷却至大约650℃。在大约650℃时,打开甑门,取出石墨舟及其内含物并且使其与石墨板接触以便使金属基质复合体与残余基质金属定向固化。于室温下,折分石墨箔盒得到所形成的含有氧化镁填料的金属基质复合体。
样品K(042089-AAI-1)
图18为用于如下所述制备金属基质复合体样品的组装体的横截面示意图。具体地讲,由14规格(1.9mm)厚的碳钢制作具有梯形横截面、其密闭端长约3英寸(76mm)、宽为3英寸(76mm)、其敞口端长约3.75英寸(95mm)、宽为3.75英寸(95mm)、其高度约为2.5英寸(64mm)的钢模具。该钢模具的内表面用由大约1.5体积份乙醇(来自Pharmco.Porducts,Inc,,of Byon,NJ)与大约1体积份DAG-154胶态石墨(来自AchesonChlloid,Port Huronm MI)组成的石墨混合物191涂敷。用气刷将至少三层石墨混合物喷涂于该容器的内表面上。在每涂敷下一层石墨混合物之前须使前一层干燥。将钢模具放入约为330℃的电阻加热空气气氛炉中干燥约2小时并使胶态石墨涂层191粘着在钢模具190上。
将约2.2磅(1kg)部分稳定的氧化锆(HSY-3SD,Zirconia Sales,Inc.,Altlanta,GA)放在高约7英寸(177.8mm)、上部直径约为6.25英寸(159mm)、底部直径约为3.75英寸(95mm)的氧化铝坩埚中在大约1350℃下预烧约1小时。通过在一个4升塑料罐内混合约600g由大约95%(重)预烧的ZrO和大约5%(重)-325目镁粉(来自Reede制造公司,Labe Hursf,NJ)组成的混合物制成填料混合物192。将该混合物球磨约1小时,随后手动振摇10分钟。
将一层填料混合物192倒入胶态石墨涂敷的模具190的底部直至深度约为0.75英寸(19mm)为止。用一层-50目Mg粉193(来自Alpha Products,Morton Thiokol,Danvers,MA)基本上覆盖填料。将含有大约99.7%(重)铝、其余为痕量元素、总重约为537g的基质金属铸块放在胶态石墨涂敷的钢模具190内填料混合物192和镁粉层193的顶部。将另外16.9g含有大约15%(重)硅、其余为铝的第二基质金属195加至原有基质金属194的顶部。随后将模具190及其内含物放入长约12英寸(305mm)、宽约10英寸(254mm)、高约10英寸(254mm)的外围碳钢容器196中。用一块长约12英寸(305mm)、宽约10英寸(254mm)、厚约0.01英寸(0.25mm)的石墨箔197(指定产品PF-25-H,以商品名Perma-Foil由TT America,Portland,OR提供)覆盖外围碳钢容器196的内腔体底部。将重约20g的钛海锦材料198(来自Chemalloy Company,Inc,,Bryn Mawr,PA)和重约0.8g的-50目镁粉193(Alpha Products,Inc.,Morton Thiokol,Danvers,MA)撒在外围碳钢容器196内胶态石墨涂敷的钢模具190周围与石墨箔197之上。将一块铜箔200放在外围钢容器196的开口上。外围碳钢容器196的侧壁上设置有一条氮气清洗管201。将外围钢容器196及其内含物放入电阻加热通用炉中。在氮气流量约为10升/分钟的条件下以大约400℃/小时的速率将炉子温度由室温升至大约600℃,然后在氮气流量约为2升/分钟的条件下以大约400℃/小时的速度由大约600℃升至大约800℃。在氮气流量约为2升/小时和温度约为800℃的条件下经过约1小时后,从炉中取出外围碳钢容器196及其内含物,从外围钢容器中取出胶态石墨涂敷的钢模具190并且与长约8英寸(203mm)、宽约8英寸(203mm)、高约0.5英寸(13mm)的室温钢激冷板接触以便使所形成的金属基质复合体发生定向固化。
样品L042789-AX-1
该样品可借助如图18所示与样品K的组装体相似的组装体形成。采用与制备样品K相同的方式制备具有梯形横截面的模具,所不同的是模具被煅烧2小时以便固化胶态石墨涂层。
采用与样品K中填料相同的制备方法制备大约2.2磅(1kg)ZrO2韧化Al2O3(ZTA-85,Zirconia Sales,Inc.,Altantam GA)。将一层填料混合物倒入胶态石墨涂敷的钢模具底部直至深度约为0.75英寸(19mm)为止。用一层-50目镁粉(来自Alpha products,Morton Thiokol,Danvers,MA)基本上覆盖填料。将含有大约99.7%(重)铝、其余为痕量元素、重约368g的基质金属铸块放在被镁粉覆盖的填料混合物顶部。将含有约15%(重)硅、其余为铝、重约17.11g的第二基质金属放在第一基质金属的顶部。将胶态石墨涂敷的钢模具及其内含物放入长约12英寸(305mm)、宽约10英寸(254mm)、高约10英寸(254mm)的外围碳钢容器中。用长约12英寸(305mm)、宽约10英寸(254mm)、厚约0.01英寸(0.25mm)的石墨带产品(指定产品PF-25-H,以商品名Perma-Foil由TT America,Portland,OR出售)覆盖外围碳钢容器内腔的底部。将重约20g的钛海绵材料(来自Clemalloy Company,Inc.,BrynMawr,PA)和重约2g的-50目镁粉撒在外围碳钢容器内的胶态石墨涂敷的模具四周与石墨带产品之上。将一片铜箔放在外围碳钢容器的开口上。外围碳钢容器的侧壁上设置有一条氮气清洗管。
将封盖的钢容器及其内容物放入电阻加热通用炉中。在氮气流量约为10升/分钟时,以大约400℃/小时的速率将炉温由室温升至大约600℃,随后在氮气流量约为2升/分钟时,以大约400℃/小时的速率将炉温由大约600℃升至大约800℃。将炉子在温度约为800℃、氮气流量约为2升/分钟下保持约1小时后,将其冷却至大约580℃。取出炉中的外围碳钢容器及其内含物,从外围碳钢容器中取出胶态石墨涂敷的钢模具并使其与长约8英寸(203mm)、宽约8英寸(203mm)、厚约0.5英寸(13mm)的室温铜激冷板接触以便定向固化所形成的金属基质复合体。
样品M
图19为用于如下所述制备金属基质复合体样品的组装体的横截面示意图。具体地说,提供一个其内空腔长约12英寸、宽约9英寸、高约5.5英寸的石墨舟210(ATJ品位,来自联合碳化物公司,由MGP,Inc.,Womelsdorf,PA制造)。如在样品C中所述的那样制备长约8英寸(203mm)、宽约4英寸(102mm)、深约3英寸(76mm的石墨箔盒217(Grafoil,来自联合碳化物公司)。将大约1g的-50目镁粉211(来自AlphaPrcducts,Inc.,Morton Thiokol,Danvers,MA)放入盒217的底部。在石墨盒217的底部喷涂少量石墨粘合剂(RIGIDLOCK,来自Polycarbon,Valencia,CA)(未标记于图19中),以便将镁粉粘结于盒217的底部。
通过使大约763g由大约98%(重)1000目碳化硅(39Crystolon,来自Norton Co.,Worcester,MA)与大约2%(重)-325目镁粉(Aesar,Johnson Mathey,Seabrook,NH)组成的混合物于乙醇淤浆中混合(借助在实施例5的样品D中讨论的LD技术)制填料混合物212。然后将该填料混合物212放入石墨盒217中镁粉211顶部。
将一层长约8英寸(203mm)、宽约4英寸(102mm)、厚约0.015英寸(0.38mm)、其中具有直径约为1.25英寸(32mm)的孔214的石墨箔213(Grafoil,由联合碳化物公司出品)放在石墨舟210内碳化硅填料212的表面上。将大约1g的-50目镁粉215(来自Alpha Products,Znc.,Morton Thiokol,Danvers,MA)放在暴露于石墨箔213上孔214的填料212的表面上。
将重约1237g并且含有413.0合金(公称组成约为11.0-13.0%Si、<2.0%Fe、<1.0%Cu、<0.35%Mn、<1.0%Mg、<0.50%Ni、<0.50%Zn、<0.15%Sn、其余为铝)的基质金属铸块216放在石墨箔213的表面上,从而使合金216覆盖石墨板213上的孔214。
将包括舟210及其内含物的反应体系放入衬甑电阻加热炉。将炉子抽空到至少20英寸(508mm)Hg,然后用氮气以大约4.5升/分钟的流量回充炉子。以大约200℃/小时的速度将炉温由室温升至大约775℃。将该体系在大约775℃下保持约20小时,随后以大约150℃/小时的速率将炉温降至大约760℃。在约760℃下,取出该体系并且放在水冷却铝急冷板上。将大约500ml放热的热顶材料(Feedal-9,Foseco,Inc.,of BrookPark,OH)撒在组装体的顶端,用陶瓷纤维毡(CERABLANKET,Manville Refractory Products)缠绕石墨舟。利用Feedal-9在组装体的顶部发生放热反应从而迫使金属基质复合体在其冷却时发生定向固化,这样便可以抑制金属基质复合体内形成收缩空隙。
样品N(060889-DAE-4)
借助如图12所示基本与实施例5的样品D中所述相似的组装体制备该样品。具体地说,将长约8英寸(203mm)、宽约3英寸(26mm)、厚约0.5英寸(0.3mm)的两块ATJ品位石墨板放在一个长约8英寸(203mm)、宽约4英寸(102mm)、深约3英寸(76mm)的石墨舟中以便在石墨舟内形成长约8英寸(203mm)、宽约2英寸(50.8mm)、高约3英寸(76mm)的空腔。用220粒度氧化铝(38 Alundum,来自Norton公司)填充位于石墨板以外的石墨舟部分。将如样品C中所述制得的、长约8英寸(203mm)、宽约2英寸(50.8mm)、高约3英寸(76mm)的石墨箔盒(Grafoil,来自联合碳化物公司)放入氧化铝板之间的空腔内。将大约1.5g-50目镁粉(Alpha Prcducts,Inc.,Morton Thiokol,Danvers,MA)放入石墨箔盒的内部,使其粘结在具有石墨粘合剂(RIGIDLOCKTM,来自Polycarbon,L td.,Valencia,CA)的石墨箔盒的底部。
借助在实施例5的样品D中所述的LD技术制备碳化硅片晶填料混合物,从而制备约303g含有约96%(重)碳化硅片晶(直径约为50μm、厚约10μm)(C-Axis Technology,Ltd.,Jonquiere,Quebec,Canada)和约4%(重)-325目镁粉(Aesar,Johnson Mathey,Seabrook,NH)的混合物。将该填料混合物放在石墨舟中镁粉层的顶部。将第二层约1.5g-50目镁粉(Alpha Products,Morton Thiokol,Danvers,MA)放在碳化硅填料混合物的顶端。将重约644g、由413.0合金构成、其组成如表II底部所示的铸块放在该体系中镁层的顶部。
将包括石墨舟及其内含物在内的体系放入衬甑电阻加热管式炉中。将炉子抽空到至少为-20英寸(508mm)Hg,然后以大约4.0升/分钟的流量用氮气回流炉子。以大约100℃/小时的速率使炉温由室温升至大约775℃。在大约775℃下将该体系保持约10小时,然后于大约200℃/小时的速率将其温度降至大约760℃。于大约760℃下从炉中取出该体系并且将其放在水冷却的铝激冷板上。将大约500ml放热的热顶材料(Feedal-9,来自Foseco,Inc.,of Brook Park,OH)撒在组装体的顶部,并且将陶瓷纤维毡缠绕石墨舟的表面。利用Feedal-9在组合体的顶部发生放热反应以便迫使金属基质复合体在其冷却时发生定向固化,从而抑制金属基质复合体内形成收缩空隙。
样品O(050289-DAE-3)
按照图19所示用于制备样品M的组装体生产该样品。具体地说,提供一个其内空腔尺寸约为长12英寸×宽约9英寸×高5.5英寸的石墨舟(ATJ品位,来自联合碳化物公司,MGP,Inc.,Womelsdorf,PA)。如样品C中所述,制备长约8英寸((203mm)、宽约4英寸(102mm)、深约3英寸(76mm)的石墨箔盒(Grafoil,来自联合碳化物公司)。将约1g的-50目镁粉(来自Alpha Prcducts,Inc.,Morton Thiokol,Danvers,MA)放在石墨箔盒的底部。将少量石墨粘合剂(RIGIDLOCK,来自Polycarbon,Valencia,CA)喷涂在右墨箔盒的底部以便使镁粉粘结在盒的底部。
通过使大约94%(重)直径约为10μm、厚约2.5μm的二硼化钛片晶(HTC-30,来自联合碳化物公司)与大约6%(重)-325目镁粉(Aesar,来自Johnson Mathey,Seabrook,NH)借助LD技术混合来制备填料,如实施例5的样品D中所述。然后将该填料混合物倒至石墨箔盒中镁粉顶部。
将其中心孔径约为1.25英寸(32mm)、尺寸约为8英寸(203mm)×4(102mm)×0.015(0.38mm)的石墨箔(Grafoil,来自联合碳化物公司)放在填料的顶部。将大约1g-50目镁粉(Alpha Prochccts,Morton Thiokol,Danvers,MA)放在通过石墨板中的孔暴露的填料表面上。将大约1498g 520合金(含有大约<0.25%(重)Si、<0.35%(重)Fe、<0.25%(重)Cu、<0.15%(重)Mn、9.5-10.6%(重)Mg、<0.15%(重)Zn、<0.25%(重)Ti、其余为铝)放在石墨箔板的顶部。
将石墨舟及其内含物放入室温衬甑电阻加热炉中。关闭甑门并且将其抽空到至少20英寸(508mm)Hg。然后用氮气以大约4.5升/分钟的流量回充。以大约200℃/小时的速度将衬甑炉由室温加热至大约775℃。于大约775℃下经过大约20小时后,以大约150℃/小时的速度将其冷却至大约700℃。在此温度下,打开甑门,取出石墨舟及其内含物并将其放在室温水冷却的铝激冷板[尺寸约为12英寸(305mm)×9英寸(229mm)×2英寸(51mm)]上。将大约500ml放热的热顶材料(Feedal-9,来自FosecoInc.,of Brook Park,off)撒在组装体顶端,用陶瓷纤维毡(CERABANKET,Manville RefractoryProducts)缠绕石墨舟的表面。利用热顶材料在残余基质金属顶部发生放热反应以便迫使金属基质复合体在冷却时发生定向固化,从而抑制金属基质复合体内形成收缩空隙。
样品P(071489DAF-1)
图20为用于如下所述制备金属基质复合体组装体的横截面示意图。具体地说,用按照所述实施例制备、尺寸约为6英寸(152mm)×6英寸(152mm)×7.5英寸(191mm)的石墨箔盒231作为尺寸约为6英寸(152mm)×6英寸(152mm)×7.5英寸(191mm)的不锈钢容器230的衬里。将其大约2g-325目镁粉232(Aesar,来自Iohnson Mathey,Seabrook,NH)用石墨粘合剂(RIGIDLOCKTM,来自Polycarbon,Valencia,CA)粘着在石墨盒底部上。将大约500g含有大约95%(重)氮化铝粉末(平均粒径约为3-6μm)(A-200AlN,来自Advanced Refractory Technology,Inc.,Buffalo,NY)和大约5%(重)-325目镁粉(Aesar,来自JohnsonMathey,Seabrook,NH)的混合物放在一个体积为JohnsonMathey,Seabrook,NH)的混合物放在一个体积为四升的塑料罐中进行机械混合达至少2小时以便获得均匀的填料混合物233。将该填料混合物233放入石墨箔盒231中。将长约1英寸(25mm)、内径约为2英寸(51mm)的石墨管状门234放在填料233的顶部。将220粒度氧化铝235(E-38 Alundum,来自Norton Co.,的疏松床层倒入石墨盒230内、填料233顶部中心处石墨管状门234的外径周围。加入足量的220粒度氧化铝235,使其基本上包围石墨管状门234。将大约5g-50目镁粉236(Alpha Products,Morton Thiokol,Danvers,MA)放入石墨管状门的内部以便覆盖填料233的界面。将大约1210g标称组成为413.0的基质金属合金237(含有大约11.0-13.0%(重)Si、<2.0%(重)Fe、<1.0%(重)Cu、<0.35%(重)Mn、<0.10%(重)Mg、<0.50%(重)Ni、<0.50%(重)Zn、<0.15%(重)Sn、其余为铝)放在图20所示反应组分的顶端。
将包括钢容器230及其内含物的体系放入衬甑电阻加热炉中,将该炉抽空到至少为-20英寸(508mm)Hg并且用氮气以大约4.0升/分钟的速率回充该炉。以大约200℃/小时的速度将炉子由室温升至大约200℃,在此温度下保持约49小时。随后以大约200℃/小时的速度将其加热至大约550℃,在此温度下保持约1小时,再以大约150℃/小时的速度将其加热至大约775℃。该体系在大约775℃下保持约10小时后,以大约150℃/小时的速率将其冷却至大约760℃。此时取出该体系并且借助热顶将其定向冷却。具体地说,将该体系放在长约12英寸(305mm)、宽约9英寸(229mm)、厚约2英寸(51mm)、水冷却的铝激冷板上。将大约500ml放热的热顶材料(Feedal-9,来自Foseco,Inc.,of Brook Park,OH)撒在组合体的顶部。用陶瓷纤维毡(CERABLANKET,Manvilie Refractory Products缠绕在不锈钢容器周围以便使其绝缘。利用热预材料在残余基质金属的顶部发生放热反应有助于金属基质复合体在其冷却时发生定向固化,从而抑制金属基质复合体内产生收缩空隙。
本例中形成的部分金属基质复合体的机械性能在表II中给出。测定机械性能的方法见下文。
极限抗拉强度(U.T.S)的测量
采用ASTM#B557-84“测试锻压和铸铝和镁产品的拉力的标准方法”。使用矩型拉力测样品品,其尺寸6英寸(154mm)长,0.5英寸(13mm)宽,0.1英寸(2.5mm)厚。该样品的测量面约为3/8英寸(10mm)宽,0.75英寸(19mm)长,底面至测量面的半径距离约为3英寸(76mm)。用一种环氧树脂(名称为Epoxy-PatchTM,Dexter Corporation of High SolAerospace and Zndustrial Products,Seabrook,NH)将四个长约为2英寸(51mm),宽约为0.5英寸(13mm),厚约为0.3英寸(7.6mm)的铝夹头固定在每个距型拉力测试样品的底面上。用产自北卡罗来纳州的Raleigh微测量公司的,品名为CEA-06-375UW-350的应变仪(350欧姆电桥)测量矩型拉力测样品品的变形。用楔形夹将所述样品及铝夹头和应变仪放在一个Syntec 5000磅(2269kg)负荷仪(万能测试机,型号为CITS2000/b,由MA州Straton的系统综合技术公司制造)上。将计算机测量系统与测量物连接,应变仪记录测试影响值。在0.039英寸/分钟(1mm/分钟)的不变速率下,矩型拉力测样品品变形直至破裂。借助计算机内各程序由样品的几何形状记录下的影响计算最大应力,最大变形和破裂时变形。
由共振方法测量模量
采用与ASTM C848-88基本相同的声波共振技术测量金属基质复合体的弹性模量。具体地讲,将约1.8-2.2英寸长,0.24英寸宽和1.9英寸厚(约45mm-55mm长,6mm宽,4.8mm厚)的复合体样品放在两个放射器之间,用一个花岗岩支撑空气台使该发射器与室内振动隔离。一个发射器用来激发复合体样品内部的振动,另一个则用来监测金属基质复合体的振动响应。通过对振动扫描,监测并记录每次振动的响应程度,同时注意振动频率,测定弹性模量。
用人字缺口样品测量金属基质材料的断裂韧度
用Munz,Shannon和Bubsey方法测量金属基质材料的断裂韧度。根据人字缺口样品在四次负荷中的最大负荷计算断裂韧度。具体地说,人字缺口样品的几何形状约为1.8-2.2英寸(45-55mm)长、约0.19英寸(4.8mm)宽、约0.24英寸(6mm)高。用金钢石锔割出一个人字缺口,使样品产生一条裂缝。将带有人字缺口的样品,以人字顶尖向下放在万能测试机的一个卡具中。使样品的缺口位于彼此相隔1.6英寸(40mm)的两根杆之间,距离每根杆约0.79英寸(20mm)。人字缺口样品的顶边与彼此相隔0.79英寸(20mm)的两跟杆接触,距离缺口的约0.39英寸(10mm)。用由MA州,Straton的“系统综合技术公司”制造的Sintec型CITS-2000/6万能测试机测量最大负荷。滑块速度为0.02英寸/分钟(0.58毫米/分钟)。将万能测试机的负荷仪与计算机测量系统连接。根据人字缺口样品的几何形状和最大负荷计算材料的断裂韧度。用数个样品测定某一材料的平均断裂韧度。
定量象分析(QIA)
由定量象分析确定填料体积比,基质金属体积及孔体积比。将一份有代表性的复合体材料的样品固定并磨光。磨光后的样品被放在尼康微像-FX显微镜的载物台上,并将在IN州密支根市制造的DAGE-MTI系列68摄像机连接到顶部。摄像机的信号被送至由PA的Lamont系统国家学院生产的DV-4400型系统光学分析系统。通过显微镜得到经适当放大的十张微结构拍摄影像,这些影像贮存在Lamont系统光学分析系统中。在放大50倍至100倍以及有时为200倍时获得的影像经数字处理,使其画面明暗分布均匀。在放大200倍至1000倍下获得的影像不用数字处理来使画面明暗分布均匀。将带有均匀画面明暗分布,特定颜色和灰色强度范围的影像转换成特定的微结构特征,特定的填料,基质金属或孔隙率等。为了证实颜色和强度转换符号的精确性,将带有转换符号的影像与原始得到的影像进行比较。如果注意到偏差,则用手动数字化笔和数字化板对影像转换符号进行校正。Lamont系统光学分析系统中的计算机软件自动对带有转换符号的有代表性的影像进行分析,得出填料,基质金属以及孔隙率的面积百分比,该面积百分比基本与体积百分比相等。
上述的样品被冷却至室温后,切开每个样品,以确定是否已形成金属基质复合体。经观察,本例中的所有A-C和J-P样品都形成了铝金属基质复合体,具体地讲,图17a是在放大50倍下拍摄的样品A的微观照片;图17b是在放大400倍下拍摄的样品B的微观照片;图17c是在放大400倍下拍摄的样品C的微观照片;图21a是在放大100倍下拍摄的样品J的微观照片;图21b是在放大400倍下拍摄的样品N的微观照片;图21c是在放大1000倍下拍摄的样品O的微观照片。
在上述每张图中,基质金属用数字170表示,填料用数字171表示。此外,样品的机械性能列举在表II中。
表II样品 基质 填料 加工 加工 U.T.S. 比例 机械 性能 断裂 填料
金属 时间 温度 (MPa) 限制 断裂 弹性 韧度 体积
(小时) (℃) (MPa) 应力 模量 (MPa.m 1/2) (%)
(%) (GPa)A 520.0+ 500#熔凝 1.5 775 -- -- -- -- -- 41
Al2O3B 520.0+ 煅烧Al2O3 2 2.0 800 -- -- -- -- -- 36C 7001# 片状Al2O3 3 10 700 256(5) -- .164 176 13.04 57D 520.0+ Al2O3片晶4 10 775 453±28(6) 181±12(6) 641 128 20-30 47J 520.0+ MgO11 19 750 -- -- -- -- -- --K 170.1++ ZrO2 12 1 800 -- -- -- -- -- --
&Al-15SiL 520.0 ZrO2硬化 1 800 -- -- -- -- -- --
&Al-15Si Al2O3M Al-12Si SiC颗粒14 20 775 265±40(6) 62±9(6) .392 136 12.7±.5(7)N Al-12Si SiC颗粒15 10 775 156±22(6) 82±18(6) .116 146 46O 520.0+ TiB2颗粒16 20 775 461±36(10) 143±9(10) .754 135 19.1±.9(9) 48P 413.0§ AlN17 10 775 -- -- -- -- -- --1.38 Alundum,Norton公司,沃彻思特,MA.
表II(续)2. C-75 RG,Alcan,Montreaal,加拿大。3. T-64片状氧化铝,Alcoa,Plttsburgh,PA.4.开采品位FαAl2O3片晶,E.I.DuPont de Nemours&Co,公司,威明顿,DE.11. TECO MgO,120S级,C-E矿物公司,Greenvilie,TN.12. HSY-3SD,氧化锆销售公司,Altlanta,GA.13. ZTA-85,佐治亚州特兰大市,氧化锆销售公司。14.-1000#39 Crystolon,MA州沃彻思特市Norton公司。15.加拿大魁北克市Jonqulere的C-Axfs技术有限公司。16. HTC-30,联合碳化物公司。17. A-200,纽约州布法罗市高级耐火技术公司。+. <0.25%Si,<0.30%Fe,<0.25%Cu,<0.15%Mn,9.5-10.6%Mg,<0.15%Zn,<0.25%Ti,
其余为铝。#.<0.35%Si,<0.40%Fe,1.6-2.6%Cu,<0.20%Mn,2.6-3.4%Mg,0.18-0.35%Cr,6.8-8.0%Zr,<0.20%Ti,其余为铝。. 11.0-13.0%Si,<2.0%Fe,<1.0%Cu,<0.35%Mn,<0.10Mg,<0.50%Ni,<0.50%Zn0.15%Sn其余为铝。++.99.7%Al,其余为微量元素。
实施例7
本例说明采用自发渗透技术,用不同的碳化硅填料混合物可成功地制备金属基质复合体。此外,根据填料的规格和/或加工条件可获得不同的填料填充量。表m汇集于制备本例的金属基质复合体的样品条件,其中包括不同的基质金属,填料,加工温度及时间。样品Q-AH
这些样品的制备基本类似于制备例5中的样品C,其示意性剖面图见图11。但是在制备中在加入填料之前,石墨薄片盒底部不放置镁粉。
实施例AI-AJ
这些样品的制备方式基本类似于实施例5中的样品K,其示意性剖面图见图18。
上述样品被冷却至室温后,切割每个样品,以确定是否形成金属基质复合体。观察本例中的Q-AJ样品,它们全部形成了铝金属基质复合物。
图22a是在放大约400倍下拍摄的样品Q的微观照片;
图22b是在放大约400倍下拍摄的样品R的微观照片;
图22c是在放大约400倍下拍摄的样品S的微观照片;
图22d是在放大约400倍下拍摄的样品T的微观照片;
图22e是在放大约400倍下拍摄的样品U的微观照片;
图22f是在放大约400倍下拍摄的样品V的微观照片;
图22g是在放大约400倍下拍摄的样品W的微观照片;
图22h是在放大约400倍下拍摄的样品X的微观照片;
图22i是在放大约400倍下拍摄的样品Y的微观照片;
图22j是在放大约400倍下拍摄的样品AC的微观照片;
图22k是在放大约400倍下拍摄的样品AD的微观照片;
图22l是在放大约400倍下拍摄的样品AE的微观照片;
图22m是在放大约400倍下拍摄的样品AF的微观照片;
图22n是在放大约400倍下拍摄的样品AG的微观照片;
图22o是在放大约400倍下拍摄的样品AH的微观照片。在上述所有图中,基质金属用数字170表示,填料用数字171表示。
样品的机械性能由上述的标准试验程序测定,结果列在表III中。
表III样品 基质 填料 加工 加工 U.T.S. 断裂 机械性能 密度 填料
金属 时间 温度 (MPa) 应力 弹性 C.T.E. 断裂 (g/cm3) 体积
(小时) (℃) (%) 模量 每℃ 韧度 (%)
(GPa) (×10-6)(MPa.m1/2)Q Al-12Si-2Mg 220#Sic6 15 750 145(6)d .133 164 12.2 10.37(5) 2.87 51R Al-12Si-2Mg (75%220# 15 750 182(6) .161 165 11.4 9.26(5) 2.84 56
25%800#)SiC6S Al-12Si-2Mg (85%220#, 15 750 160(5) .133 183 11.4 11.03(6) 2.89 65
15%800#)SiC6T 336.0# 220#SiC6 15 750 155(4) .110 198 10.6 8.30(13) 2.91 55U 336.0# (75%220#, 15 750 143(5) .094 185 9.5 8.67(9) 2.92 64
25%800#)SiC6V 336.0# (85%220#, 15 750 176(5) .135 195 10.4 8.42(8) 2.91 59
15%800#)SiC6W 390.2+ 220#SiC6 15 750 86(6) .055 190 10.0 8.00(6) 2.95 52X 390.2+ (75%220#, 15 750 138(6) .078 219 9.7 9.23(6) 2.93 64
25%800#)SiC6Y 390.2+ (85%220#, 15 750 169(5) .098 197 9.8 8.62(6) 2.91 55
15%800#)SiC6Z 413.0§ 220#SiC6 15 750 182(5) .184 174 11.3 10.17(5) 2.89 --
表III(续)AA 413.0§ (85%220#,& 15 750 178(5) .149 175 11.2 9.99(9) 2.90 --
15%800#)SiC6AB 413.0§ (75%220#,& 15 750 230(5) .228 209 10.8 10.41(5) 2.89 --
25%800#)SiC6AC Al-12Si-5Zn 220#SiC6 15 750 203(5) .165 160 13.4 9.63(5) 2.96 54AD Al-12Si-5Cu (85%220#,& 15 750 201(5) .135 177 11.9 10.51(5) 2.95 57
15%800#)SiC6AE Al-12Si-5Cu (75%220#,& 15 750 232(6) .163 176 11.7 10.38(6) 3.02 57
25%800#)SiC6AF Al-12Si-2Mg SiC混和物18 15 750 122(4) .087 190 10.2 8.76(6) 3.06 67AG 413.04 SiC混和物18 15 750 148(5) .096 210 10.2 10.18(6) 2.90 65AH 336.24 SiC混和物18 15 750 123(5) .079 188 8.7 7.52(6) 2.95 65AI Al-15Si SiC混和物18 1.5 800 -- -- -- -- -- -- 72AJ Al-15Si SiC混和物18 1.5 800 -- -- -- -- -- -- 716. 39 Crystolon,Norton公司,沃彻斯特,MA.18. 55% 54# SiC,20% 90# SiC,15% 180# SiC和10% 500# SiC,39 Crystolon,Norton公司,沃彻斯特,MA
表III(续)c. 20-500℃时的平均C.T.E,用DI-24型Dilitometer(Adamel Lhomargy,法国)测量。d.括弧里的数表示试验样品号。#.11.0-13.0%Si,≤1.2%Fe,0.5-1.5%Cu,≤0.35%Mn,0.7-1.3%Mg,2.0-3.0%Ni,<0.35%Zn,≤0.25%Ti,其余为铝。+.16.0-18.0%Si,0.6-1.0%Fe,4.0-5.0%Cu,≤0.10%Mn,0.5-0.65%Mg,≤0.10%Zn,≤0.20%Ti,其余为铝。§.11.0-13.0%Si,≤2.0%Fe,≤1.0%Cu,≤0.35%Mn,≤0.10%Mg,≤0.50%Ni,0.50%Zn,≤0.15%Sn,其余为铝。
实施例8
本例说明了在加工时间范围内可形成金属基质复合体。具体地讲,用基质金属在渗透气氛和渗透增强剂或其前体的存在下渗入填料的时间可以根据所需要求变化。表IV汇集了在加工时间范围内形成金属基质复合体所采用的试验条件,其中包括基质金属,填料和加工条件。
样品AL-AN
基本按照例5中制备样品C的方法制备这些样品,图11表示了其示意性剖面图,但是本例中用胶态石墨(DAG-154,来自MI州Port Huron市的Acheon胶体公司)涂敷石墨盘,而不用石墨薄片盒作为衬里。将体系约以200℃/小时的速度从室温加热至约350℃,在约350℃下保持约7小时后约从200℃/时速率加热至约550℃,在约550℃下保持约1小时,再约以150℃/时速率加热至约775℃,并在775℃下保持表IV中表示的时间。此外,一旦反应体系离开炉子,就将形成的复合体放在水冷的铝激冷板上使复合体定向固化。
表IV
3 T-64片状氧化铝 Alcoa,Pittsburgh,PA.+ ≤0.25%Si,≤0.30%Fe,≤0.25%Cu,≤0.15%Mn,9.5-10.6%Mg,≤0.15%Zn,≤0.25%Ti,其余为铝。
| 样品 | 基质金属 | 填 料 | 加工 | |
| 时间(小时) | 温度(℃) | |||
| ALAMAN | 520.0+520.0+520.0+ | -325 Al2O3 3-325 Al2O3 3-325 Al2O3 3 | 248 | 775775775 |
实施例9
本例说明了采用定向固化和/或后续的热处理可以改变金属基质复合体的机械性能。表V汇集了制备金属基质复合体的样品条件和所形成复合体的机械性能。
样品C,AO-AS
按照与例5中制备样品C所述的同样方法制备这些样品,其示意性截面图如图11所示。对样品AQ-AS进行下述的T-6热处理。
T6热处理
将复合体放在不锈钢网蓝中后放进温度约为500℃的电阻加热空气炉内。在约500℃下加热约1小时后从炉内取出,并在室温下用水浴激冷。为使沉淀过程发生,将复合体在160℃下人工老化10小时,或在室温下自然老化一周。
样品AT-AY
这些样品的制备基本类似于例5中制备样品C的方式,但是(1)不在所用的石墨薄片盒底部放置镁;(2)反应系统在约750℃下约保持15小时,按例5中处理样品E的方式对样品AW-AY进行T4热处理。
上述样品被冷却至室温后,切开样品,表明已形成金属基质复合体,具体地讲,图17c是在放大约400倍下拍摄的样品C的微观照片;
图23a是在放大约400倍下拍摄的样品AO的微观照片;
图23b是在放大约400倍下拍摄的样品AP的微观照片;
图23c是在放大约400倍下拍摄的样品AQ的微观照片;
图23d是在放大约400倍下拍摄的样品AR的微观照片;
图23e是在放大约400倍下拍摄的样品AS的微观照片;
图23f是在放大约400倍下拍摄的样品AT的微观照片;
图23g是在放大约400倍下拍摄的样品AU的微观照片;
图23h是在放大约400倍下拍摄的样品AV的微观照片。在每张图中,金属基质用数字170表示,填料用数字171表示。
表V
| 样品 | 基质金属 | 填 料 | 热处理 | U.T.S.(MPa) | 断裂应力(%) | 机械性能 | 断裂韧度(MPa.m 1/2) | 密度(g/cm3) | 填料体积(%) | |
| 弹性模量(GPa) | C.T.E.每℃(×10-6) | |||||||||
| CAOAPAQARASATAUAV | 7001#7001#7001#7001#7001#7001#520.0+520.0+520.0+ | -60#Al2O3 3-100#Al2O3 3-325#Al2O3 3-60#Al2O3 3-100#Al2O3 3-325#Al2O3 3-60#Al2O3 3-100#Al2O3 3-325#Al2O3 3 | 无无"T6T6T6无"" | 256(5)d280(5)300(5)238(6)300(6)-242(5)285(3)442(3) | 0.1640.1770.2630.1690.168-0.1690.2010.637 | 176176149172190-177175140 | ---11.411.313.614.514.017.7 | 13.0(4)13.3(4)17.5(7)12.3(6)12.5(6)15.8(6)12.1(6)13.3(4)18.2(4) | 3.343.373.393.373.453.363.113.033.12 | 575954605959585657 |
表V(续)
c 20-500时C.T.E的平均值,用D1-24型Dilitometer(Adamel Lhomargy,法国)测量。d 括弧里的数字表示试验样品号。3 片状氧化铝T-64,Alcoa,Pittsburgh,PA。+ ≤0.25%Si,≤0.30%Fe,≤0.25%Cu,≤0.15%Mn,9.5-10.6%Mg、≤0.15%Zn,≤0.25%Ti其余为铝。#≤0.35%Si,≤0.40%Fe,1.6-2.6%Cu,≤0.25%Mn,2.6-3.4%Mg,0.18-0.35%Cr,6.8-8.0%Zn,≤0.20%Ti其余为铝。
| 样品 | 基质金属 | 填料 | 热处理 | U.T.S.(MPa) | 断裂应力 | 机械性能 | 断裂韧度(MPa.m1/2) | 密度(g/cm3) | 填料体积(%) | |
| 弹性模量(GPa) | CC.T.E.每℃(×10-6) | |||||||||
| AWAXAY | 520.0+520.0+520.0+ | -60#Al2O3 3-100#Al2O3 3-325#Al2O3 3 | T4T4T4 | 286(2)d318(3)460(5) | 0.1850.2360.671 | 228179148 | --- | 14.0(4)13.9(4)18.1(4) | 3.243.203.14 | --- |
实施例10
本例说明了由自发渗透形成的金属基质复合体的氮含量可以变化。具体地讲,根据基质金属,填料,渗透气氛和渗透增强剂或其前体之间的组合以及加工条件,可以调整所形成的金属基质复合体的氮含量。表VI汇集了本例用于形成金属基质复合体的试验条件,其中包括基质金属,填料,加工温度和加工时间以及每一形成的金属基质复合体中的氮含量。
样品AZ-BB
这些样品基本按照例5中制备样品F的类似方法制备,其示意性截面如图14所示。
样品BC
本样品基本按照例5中制备样品B的类似方法制备,其示意性截面如图10所示。
样品BD
本样品基本按照例5中制备样品K的类似方法制备,其示意性截面如图18所示。但是其中的钢模不用石墨薄片盒做内衬,而是将钢模的内部喷涂一层石墨材料(Dylon级AE,Dylon工业公司,Berea,OH),并在约260℃下烧制约1小时。
样品LE
本样品为对照样品,它用来测定不含填料的铝合金中的氮含量。具体地讲,在基本类似于样品BD所使用的钢模的内空腔上涂敷石墨材料(Dylon级AE,Dylon工业公司,Berea,OH)。然后将520.0铝合金放入钢模内,并按表VI所示的条件对反应系统加热。
将上述样品冷却至室温,测定复合体中的氮含量。具体地讲,用ASTM方法E1019-87A中“测定钢及铁、镍和钴合金中的碳、硫、氮、氧和氢的方法”测定金属基质复合体的氮含量。本方法采用惰性气体熔化热导来测定氮含量。具体地讲,将放在一个小石墨坩埚内的样品在最低温度约为1900℃及流动的氮气氛下用铜或镍熔化。样品中的氮以分子氮形式释出,并将其与其它分子(如氢气和一氧化碳)分离,然后测量氮-氦气体混合物的导热率。本试验使用的是一种可用于自动操作并用已知氮含量标准样(NIST标准参照物,73C,N2含量为0.037%;A1N,N2含量为32.6%)核正过的Leco Tc436氧-氮工业分析仪。
表VI
1 38Alundum,Norton公司,沃彻斯特,MA。6 39Crystolon,Norton公司,沃彻斯特,MA。+ ≤9.25%Si,≤0.30%Fe,≤0.25%Cu,≤0.15%Mn,9.5-10.6%Mg,≤0.15%Zn,≤0.25%Ti,其余为铝。
| 样品 | 基质金属 | 填料 | 加工 | 氮(wt.%) | |
| 时间(小时) | 温度(%) | ||||
| AZBABBBCBDBE | Al-2MgAl-6MgAl-10.5MgAl-15Si520.0+520.0+ | 500#Al2O3 1200#Al2O3 1220#Al2O3 11000#SiC6500#Al2O3 1无 | 4442.511 | 1000900800800800800 | 11.1950.8950.430.2771.230.0011 |
实施例11
本例说明了形成的金属基质复合体的耐磨性可以按照所用的氧化铝填料变化。具体地讲,本例采用自发渗透,将各种氧化铝填料与基质金属,渗透气氛,渗透增强剂或其前体组合制成金属基质复合体。表VII汇集了基质金属,填料,加工条件,由本例制成的金属基质复合体的磨损速度,以及未加工金属(样品BL)的磨损速度。
样品A,BF,BG基本上按照与实施例5中制备样品A的类似方法制备这些样品,如图9所示。
样品BH-BK,B
基本按照例5中制备样品B的类似方法制备这些样品,如图10所示。
样品BL
本样品是比较对照样品,按下述方法对其中的520.0铝合金进行磨损试验。
按照“滑动磨损试验”的方法,即在“ASTM标准”卷3.03中包括的“ASTMG75-82”由铣床系数试验研磨的淤浆”的一种改良方法,测试上述样品的耐磨性。这项改良方法确定了在一种标准淤浆作用下所选择材料的磨损率。这种滑动淤浆试验是淤浆泵制造商乐于采用的试验,在选择用于淤浆泵的材料时则用该试验进行评价。
(a)试验装置
本试验装置有四个机械臂,每个臂都装有耐磨板。机械臂装在与十字头联轴节相连的枢轴上,并可在其上自由转动,该联轴节又与一个曲柄连接,并能通过合适的连接杆和马达以约48转/分的速度转动。这种装置使耐磨臂能进行水平的、往复的谐和运动,行程约为8英寸(203mm)。每个机械臂在磨损量块正上方的部位都载有约5磅(2.3kg)的重物。有一凸轮,它可以瞬时举起每个机械臂,因此在转动一圈时磨损量块就会从橡胶垫上落下来。用约15英寸(381mm)长,约3英寸(76mm)宽及约2英寸(51mm)高的塑料盘盛装研磨淤浆。每个机械臂有一单独的盘。在每个盘底部放入约0.125英寸(3.2mm)厚的氯丁橡胶橡胶垫。用一块模压的弹性体使橡胶垫保持在盘的底部,并使沿磨损量块的行程产生一条V型沟。周期转动的凸轮末端的45°斜坡使在举起的磨损量块下的淤浆产生波动或返流。用塑料加工约2英寸(51mm)长,约2英寸(51mm)宽和约0.5英寸(13mm)厚的磨损量块架,架上有一长孔供安装磨损量块,并且有一槽,以便用紧固螺柱穿过架子将磨损量块固定。磨损量块架安装在机械臂上,安装后应能垂直调节磨损量块并使其与橡胶垫呈水平状态。这种试验装置基本不用维修可长时期使用。
(b)试验条件
在试验条件下的可能变化范围如下:
I.粒子种类: 任一种(二氧化硅,铝等)
II.粒子大小: 500~5000微米(lm)
III.粒子含量: 0~100%固体(重量)
IV.淤浆体积: 0~200ml
V.淤浆温度: 30℃(室温)
VI.淤浆PH值: 1~14(可改变)
VII.耐磨板负荷:0~5磅(0~2.3kg)
VIII.时间: 不限,一般为4小时
(c)试验样品
用金钢石切割轮从大块材料上切割磨损量块,用表面磨床精确磨制成长1英寸(25mm),宽0.5英寸(13mm)和厚0.2~0.4英寸(5~9mm)的板。
(d)试验程序
将磨损量块在甲醇中超声清洗15分钟,在温度固定为约150℃的真空炉内干燥至少约15分钟,在干燥器内平衡至室温并保持15分钟,最后以+0.1mg的精确度称重。将磨损量块装在磨损量块架上并检查以保证合适的垂直和水平度。以+0.1克的精确度称出合适量的磨损粒子和水,混合后放入塑料淤浆盘内。降低机械臂,以使磨损量块进入磨损淤浆中。然后启动马达使往复运动开始。
磨损量块穿过磨损淤浆以预定的频率往返预定的时间(一般为4小时)。到达预定时间后,升起机械臂,取出磨损量块。基本按照试验开始时的同样方式,清洗和干燥磨损量块,并对其称重。用磨损量块的重量损失和密度计算体积损失,最后计算出磨损率(cm/h)。在试验的开始和结束时测定淤浆的PH值和温度。
表VII
1 38Alundum,Norton公司,沃彻斯特,MA。2 C-75RG,Alcan化学公司,Montreal,加拿大。1 9E-67片状氧化铝,Norton公司,沃彻斯特,MA。+≤0.25%Si,≤0.30%Fe,≤0.25%Cu,≤0.15%Mn,9.5-10.6%Mg,≤0.15%Zn,≤0.25%Ti其余为铝。
| 样品 | 基质金属 | 填料 | 加工 | 模具 | 密度(g/cm3) | 填料体积(%) | 磨损率×10-5(cc/hr) | |
| 时间(小时) | 密度(℃) | |||||||
| ABFBGBHBIBJBKBBL(基质金属) | 520.0+520.0+520.0+520.0+520.0+520.0+520.0+520.0+520.0+ | 220#Al2O3 1500#Al2O3 11000#Al2O3 1924#Al2O3 1220#Al2O3 19500#Al2O3 11000#Al2O3 19075 RG2无 | 1.51.51.51.52.02.252.02.0- | 775775775800800775-800800800- | 二氧化硅""钢""""- | 3.063.122.872.943.02.912.592.942.7 | 41464248454937360 | 1242220522517245102235225619012289 |
实施例12
本例说明了所形成的金属基质复合体的耐磨性可随所用的碳化硅填料而变化。具体地讲,已将各种碳化硅填料与基质金属,渗透气氛,渗透增强剂或其前体组合使用,得到了本发明实施例的经自发渗透的金属基质复合体。表VII汇集了本例中形成的金属基质复合体的磨损率,其中的基质金属、填料和加工条件以及未加工金属(样品BS)的磨损率。
样品BM,BN
基本按照例5中制备样品A的方法制备本例样品,见图9。
样品BO-BQ
基本按例5中制备样品B的方法制备这些样品,见图10。
样品BR
基本按例6中制备样品K的方法制备本样品,见图18。
样品BS
本样品为比较样品,按例12的磨损试验方法对其进行试验。
表VIII
6 39Crystolon,Norton公司,沃彻斯特,MA。18 55%54#SiC,20%90#SiC,15%180#SiC和10%500#SiC,39 Crystolon,Norton公司,沃彻斯特,MA。
| 样品 | 基质金属 | 填料 | 加工 | 模具 | 填料体积(%) | 密度(g/cm3) | 磨损率×10-5(cc/hr) | |
| 时间(小时) | 温度(℃) | |||||||
| BMBNBOBPBQBRBS(基质金属) | Al-10Si-50uA1-10Si-50uAl-10Si-5CuAl-10Si-5CuAl-10Si-5CuAl-12SiAl-10Si-5Cu | 220#SiC6500#SiC624#SiC6220#SiC61000#SiC6SiC18无 | 2222.52.51- | 775775800800800800- | 二氧化硅"钢"""- | ≤946474742-0 | 3.092.903.212.722.802.952.7 | 5553035637102823553132958 |
实施例13
本例说明了金属基质复合体的机械性能可随填料的大小而变化。表IX汇集了自发渗透形成的本例金属基质复合体的基质金属,填料,加工条件以及机械性能。
样品BT,BU,Q,BU
基本按照例5中制备样品C的方法制备这些样品,组件的示意性截面如图11所示,但是在加入填料之前不向石墨薄片盒的底部提供镁粉。
切割本例中形成的金属基质复合体,并摄取微观结构照片,具体地讲,图24a是在约400X下拍摄的样品BT的微观照片。图24b是在约400X下拍摄的样品BU的微观照片。图24c是在约400X下拍摄的样品BV的微观照片。在上述每张图中,数字170表示基质金属,数字171表示填料。
表IX
c 用DI-24型Dilitomer,Adamel Lhomargy,法国)测量的20-500℃时的平均C.T.E.d 括弧中的数字表示测试样品的号。6 39Crgstolon,Norton公司,沃彻斯特,MA.
| 样品 | 基质金属 | 填料 | U.T.S.(MPa) | 断裂应力(%) | 机械性能 | 断裂韧度(MOa.m1/2) | 密度(g/cm3) | 填料体积(%) | |
| 弹性模量(GPa) | C.T.E.每℃(×10-6) | ||||||||
| BTBUQBV | Al-12Si-2MgAl-12Si-2MgAl-12Si-2MgAl-12Si-2Mg | 54#SiC690#SiC6220#SiC6500#SiC6 | 145(5)d153(5)145(6)176(5) | 0.1260.1430.1330.176 | 201173164145 | 12.213.112.211.6 | 9.2(4)10.4(6)10.4(5)8.2(8) | 2.773.022.872.84 | 58535156 |
实施例14
本例说明了由自发渗透形成的,含有碳化填料的金属基质复合体的热膨胀系数可随填料粒子的大小变化。具体地讲,表X表明本例中形成的样品的基质金属,填料,加工条件和热膨胀系数。
样品BW-CS
基本按照例6中制备样品N的方法制备这些样品,其组件的示意性截面如图19所示。表X列出了每个样品的反应组分和加工条件。对样品CF,在石墨盘内不用石墨薄片盒,但在其内腔内有一石墨涂层(DAG-154,Achescn胶体公司,Port huron,MI)。然后基本按图19示意的方法,将填料放进石墨盘内。
用上述机械测试方法得到机械性能。
表X
表X(续)
表X(续)
c 20-100℃的平均C.T.E6 39Crystolon,Norton公司,沃彻斯特。§ 11.0-13.0%Si,≤2.0%Fe,≤1.0%Cu,≤0.35%Mn,≤0.10%Mg,≤0.50%N,≤0.50%Zn,≤0.15%Sn,其余为铝。
| 样品 | 基质金属 | 填料 | 加工 | 填料体积(%) | C.T E.c每℃(×10-6) | |
| 时间(小时) | 温度(℃) | |||||
| CMCNCOCPCQCRCS | Al-12Si-2.5Ni-1CuAl-12Sl-2.5Ni-1CuAl-12Si-2.5Ni-1CuAl-12Si-2.5Ni-1CuAl-12S-2.5Ni-1CuAl-12Si--2.5Ni-1CuAl-12Si-2.5Ni-1Cu | 70% 24# &30% 54# SiC670% 54# &30% 90# SiC670% 90# &30% 180# SiC670% 180# &30% 220# SiC670% 220# &30% 500# SiC670% 220# &30% 800# SiC665% 24# &25% 220#&10% 500# SiC6 | 15151515151515 | 775775775775775775750 | 676860566262- | 7.397.558.759.178.368.296.37 |
实施例15
本例说明了通过自发渗透可形成由纤维增强的金属基质复合体。具体地讲,表IX说明使用基质金属,填料和反应条件的情况下形成所列举样品的金属基质复合体。此外,表XI中还给出了可能存在的冷却每种复合体的方法和后续热处理。
样品CT-CY
这些样品基本按照例5中制备样品G的方法制备,见图15。
样品CZ-DA
这些样品基本按照例5中制备样品C的方法制备,见图11。但是(1)不使用镁粉;(2)容器是用不锈钢材料制成,不是用石墨制成,(3)在加热时陶瓷纤维垫放在容器之上。
样品DB-DD
这些样品基本按照例5中样品G的方法制备,见图15。但是钢板是放在石墨薄片盒之下,并且一块中心有约2英寸(51mm)直径孔的石墨薄片被放置在填料和基质金属之间。
样品DE-DG
这些样品基本按照例5中样品H的方法制备,见图16。但是约0.5英寸(13mm)的碳化硅层是放在不锈钢容器的底部,而不是放在石墨薄片盒中,夹在基质金属和填料之间的石墨薄片上的开口是一条约1/2英寸(13mm)宽,约5英寸(127mm)长的缝,在该缝的中心有一个直径约为2英寸(51mm)的孔。
样品DH-DI
这些样品基本按照制备样品DE-DG的方法制备,但在体系中没有碳化硅层。
金属基质复合体的机械性能按上述机械测试方法确定,见表XI。这些复合体的机械性能基本按照ASTM标准D-3552测定。
表XI
| 样品 | 基质金属 | 纤维涂层 | 填 料 | 加工 | 热处理 | 其它 | U. T. S.(MPa) | |
| 时间(小时) | 温度(℃) | |||||||
| CTCUCVCWCXCYCZDADBDCDD | Al-5Si-5Zn-7Mg-2CuAl-5Si-5Zn-7Mg-2CuAl-10.5Mg-4ZnAl-10.5Mg-4Zn520.0+520.0+520.0+520.0+520.0+520.0+520.0+ | """"""""SiO2SiO2无 | Al2O3切断纤维8Al2O3 "Al2O3 "Al2O3 "Al2O3 "Al2O3 "Al2O3Al2O3Al2O3 连续纤维8Al2O3Al2O3 | 1818202020201515303030 | 885885675675700700725725725775725 | T4无无T4无T4无T4无冷无" | 炉冷"""""直接固化"炉炉冷" | 157±21136±1594±26230±l5166(最大)152(最大)250±5278±6纵向 横向293 129234 119248 98 |
表XI(续)
8 纤维FP氧化铝纤维9 Saffil氧化铝纤维+ ≤0.25%Si,≤0.30%Fe,≤0.25%Cu,≤0.15%Mn,9.5-10.6%Mg,≤0.15%Zn,≤0.25% Ti其余为铝。
| 样品 | 基质金属 | 纤维净层 | 填 料 | 加工 | 热处理 | 其 它 | U.T.S(MPa) | |
| 时间(小时) | 温度(℃) | |||||||
| DEDFDGDHDI | 520.0+520.0+520.0+520.0+520.0+ | Si02无"SiO2无 | Al2O3 连续纤维8Al2O3 "Al2O3 "Al2O3 "Al2O3 " | 2828282020 | 735735735760760 | 无"T4无" | 直接固化"炉冷"" | 251 171327 158303 -274 137270 211 |
实施例16
本例说明了具有填料体积比高的预型体可被自发渗透,形成金属基质复合体。图25表明用于按下述方法制备本例的金属基质复合体的组件的示意性截面。具体地讲,制备含有一个长约6英寸(152mm),宽约6英寸(152mm)和深约6英寸(152mm)的内空腔的钢模250。钢模250底部覆盖一块长约3英寸(76mm),宽约3英寸(76mm),厚约0.015英寸(0.38mm)的石墨薄片251(Grafoil,联合碳化物公司)。将外径约为1.75英寸(45mm),内径约为0.75英寸(19mm),切割长度约为3英寸(76mm)的碳化硅预型体252(购自ISquaredR Element公司,Akron,NY)包在一块石墨薄片253中,并放在钢盒250中的石墨薄片251之上。将90粒度的氧化铝材料254(38 Alundum,Norton公司,沃彻斯特,MA)倒入碳化硅预型体252和钢模250之间的空隙内。碳化硅预型体的内空腔主要装有石墨粉255(KS-44,来自Lonza公司,Fair Lawn,NJ)。按照例5中制备样品C的方法制出长约5.75英寸(146mm),宽约5.75英寸(146mm),深约3英寸(76mm)的石墨薄片盒256。在石墨薄片盒256上切割出直至底部的一个孔257,其直径约为1.75英寸(43mm),相应于碳化硅预型体252的外径。将石墨薄片盒256放在钢模250中的碳化硅预型体252的顶部周围。在碳化硅预型体252的上表面及与其相连的石墨薄片盒256上放置-100目镁粉256(来自Hart公司,Tamaqua,PA)。将含12%硅,6%镁,其余为铝的基质金属259放入盛装在钢模250之中的石墨薄片盒256内。
将钢模250及其内含物放入在室温衬甑电阻加热炉内。关闭甑门,抽真空至最少30英寸(762mm)Hg。到达真空后,以约3升/分钟的流量向甑内导入氮气。再以约200℃/小时的速度将衬甑炉加热至约800℃,并在约800℃及约3升/分钟流量的氮气氛下保持约10小时。以约200℃/小时的速度将衬甑炉从约800℃降至约675℃。在约675℃时,从甑内取出钢模250及其内含物,并将其放在室温下的石墨板上,使金属基质复合体和残余基质金属定向固化,在室温下,拆解组合件,可以看出基质金属已自发渗入预型体。
切割形成的金属基质复合体,加工磨光后进行定量象分析。图26a为在50X下的复合物微结构的微观照片,图26a为体系内浸蚀的基质金属在放大1000倍下的微观照片。定量象分析的结果表明用碳化硅增强的复合体中碳化硅量约为78%(体积),这表明金属基质复合体可以通过自发渗入高体积比的填料的预型体得到。
Claims (26)
1.一种生产金属基质复合体的方法,该方法包括提供:
(1)至少一种基本非反应性填料的可渗透体;
(2)与所说的可渗透体邻近的基质金属源;
(3)渗透增强剂和渗透增强剂前体中的至少一种,所说的渗透增强剂和其前体包括至少一种以锌、锶和钙中的至少一种为基的材料;和
(4)一种渗透气氛,该气氛允许或促进所说基质金属的自发渗透,并与所说的基质金属和填料中的至少一种在整个渗透期间的至少一部分时间内相接触;以及在高于所说的基质金属的熔点的温度下,至少一部分填料被所说的熔融基质金属自发渗透,其中当所说渗透气氛包括含氮气氛时,所说的渗透增强剂或渗透增强剂前体包括至少一种以锶或钙为基的材料,或者当所说的渗透气氛包括含氧气氛时,所说的渗透增强剂或渗透增强剂前体包括至少一种以锌为基的材料。
2.如权利要求1中所述的方法,其中:
(1)至少在后续的熔融基质金属的自发渗透期间,提供至少一种渗透增强剂,所说的渗透增强剂是通过下列方法在所说的可渗透体中形成的,所说的方法包括:
(i)在高温下使至少一种渗透增强剂前体挥发;和
(ii)使所说的至少一种挥发的渗透增强剂前体与所说的至少一种填料和渗透气氛中的至少一种反应形成至少一种固态的渗透增强剂,该渗透增强剂以固体涂层的形式沉淀在所说的至少一种填料的至少一部分;
(2)至少一部分所说的固态的渗透增强剂与所说的渗透熔融基质金属反应形成金属基质复合体的至少一部分,并且在所说的熔融基质金属中再生出渗透增强剂前体,以及
(3)选择性地重复步骤(1)和(2)。
3.如权利要求2中所述的方法,其中所说的渗透气氛与所说的可渗透体和所说的基质金属中的至少一种在所说的渗透期间的至少一部分时间内相接触。
4.如权利要求1所述的方法,其中向所说的基质金属、所说的可渗透体和所说的渗透气氛中的至少一种中提供所说的渗透增强剂前体和渗透增强剂中的至少一种。
5.如权利要求1所述的方法,其中所说的渗透增强剂是通过渗透增强剂前体与选自所说的渗透气氛、所说的可渗透填料体和所说基质金属中的至少一种反应形成的。
6.如权利要示1所述的方法,其中在渗透期间,所说的渗透增强剂前体挥发。
7.如权利要求6所述的方法,其中所说的挥发的渗透增强剂前体在所说的可渗透体的至少一部分中反应形成反应产物。
8.如权利要求7所述的方法,其中所说的反应产物至少部分可被所说的熔融基质金属还原。
9.如权利要求7所述的方法,其中所说的反应产物以涂层的形式形成于至少一部分所说的可渗透填料体上。
10.如权利要求1所述的方法,其中所说的可渗透填料体包括预成型体。
11.如权利要求1所述的方法,进一步包括用阻挡层来限定所说的可渗透体的表面边界的步骤,其中所说的基质金属自发地渗透至所说的阻挡层。
12.如权利要求1所述的方法,其中所说的填料包括至少一种选自粉末、片晶、微球、晶须、泡体、纤维、颗粒、纤维垫、切断纤维、球、丸粒、管状物和耐火布中的材料。
13.如权利要求2所述的方法,其中所说基质金属包括铝,所说的渗透增强剂前体或渗透增强体包括至少一种以锌、锶和钙中的至少一种为基的材料,当所说的渗透增强剂前体包括锌时,所说的渗透气氛包括含氧气氛,否则所说的渗透气氛包括含氮气氛,所说的渗透气氛与所说的可渗透体和所说的基质金属中的至少一种在至少一部分渗透期间内相接触。
14.如权利要求2所述的方法,其中所说的基质金属包括铝,所说的渗透气氛包括一种含氮气氛,该气氛在渗透期间的至少一部分时间内与所说的填料和所说的基质金属中的至少一种接触,并且所说的固态渗透增强剂包括氮化镁。
15.如权利要求1所述的方法,其中所说的熔融基质金属的温度至少约1050℃。
16.如权利要求1所述的方法,其中将所说的渗透增强剂前体和渗透增强剂中的至少一种提供于所说的基质金属和所说的可渗透填料体两者之中。
17.如权利要求1所述的方法,其中将所说的渗透增强剂前体和渗透增强剂中的至少一种提供于所说的基质金属,所说的可渗透体和所说的渗透气氛中的一种以上之中。
18.如权利要求1所述的方法,其中自发渗透期间的温度高于所说基质金属的熔点,但低于所说基质金属的挥发温度和所说填料的熔点。
19.如权利要求2所述的方法,其中所说的基质金属包括铝,并且所说的渗透增强剂前体或渗透增强剂包括选自锌、锶和钙中的材料。
20.如权利要求1所述的方法,其中所说的基质金属包括铝,并且所说的自发渗透发生于约675~1200℃下。
21.如权利要求18所述的方法,其中所说的温度为约750~1200℃。
22.如权利要求1所述的方法,其中所说的填料包括至少一种选自熔融氧化铝颗粒,烧结氧化铝颗粒,氧化铝切断纤维、连续氧化铝纤维,碳化硅颗粒,碳化硅晶须,用碳化硅涂覆的碳纤维,氧化锆颗粒,二硼化钛片晶,氮化铝颗粒和它们混合物中的材料。
23.一种金属基质复合体,它包括一种被基质金属嵌埋的基本非反应性填料,所说的基质金属包括铝和至少3%重量的钙或锶。
24.如权利要求23所述的复合体,其中所说的填料包括至少一种选自氧化物、碳化物、硼化物和氮化物中的材料。
25.如权利要求23所述的复合体,其中所说的填料包括至少一种选自粉末、片晶、微球、晶须、泡体、纤维、颗粒、纤维垫、切断纤维、球、丸粒、管状物和耐火布中的材料。
26.如权利要求23所述的复合体,进一步包括至少一些氮化铝。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US26931188A | 1988-11-10 | 1988-11-10 | |
| US269,311 | 1988-11-10 | ||
| US34959089A | 1989-05-09 | 1989-05-09 | |
| US349,590 | 1989-05-09 | ||
| US41632789A | 1989-10-06 | 1989-10-06 | |
| US416,327 | 1989-10-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1045237A CN1045237A (zh) | 1990-09-12 |
| CN1082555C true CN1082555C (zh) | 2002-04-10 |
Family
ID=27402162
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN89108448A Expired - Fee Related CN1082555C (zh) | 1988-11-10 | 1989-11-09 | 金属基质复合体的方法及其由此方法生产的产品 |
Country Status (21)
| Country | Link |
|---|---|
| EP (1) | EP0375588B1 (zh) |
| JP (1) | JP2801302B2 (zh) |
| KR (1) | KR0121463B1 (zh) |
| CN (1) | CN1082555C (zh) |
| AT (1) | ATE134390T1 (zh) |
| AU (1) | AU634497B2 (zh) |
| BR (1) | BR8905762A (zh) |
| CA (1) | CA2002284C (zh) |
| CZ (1) | CZ282100B6 (zh) |
| DD (1) | DD301878A9 (zh) |
| DE (1) | DE68925720T2 (zh) |
| DK (1) | DK558689A (zh) |
| FI (1) | FI91610C (zh) |
| HU (1) | HUT57279A (zh) |
| IE (1) | IE74680B1 (zh) |
| IL (1) | IL92254A (zh) |
| NO (1) | NO176926C (zh) |
| PT (1) | PT92251B (zh) |
| RO (1) | RO104859B1 (zh) |
| TR (1) | TR27189A (zh) |
| YU (1) | YU47095B (zh) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IL95930A0 (en) * | 1989-10-30 | 1991-07-18 | Lanxide Technology Co Ltd | Anti-ballistic materials and methods of making the same |
| US5186234A (en) * | 1990-08-16 | 1993-02-16 | Alcan International Ltd. | Cast compsoite material with high silicon aluminum matrix alloy and its applications |
| US5458480A (en) * | 1990-12-05 | 1995-10-17 | Newkirk; Marc S. | Tooling materials for molds |
| AU1249492A (en) * | 1991-01-11 | 1992-08-17 | Lanxide Technology Company, Lp | Removing metal from composite bodies, and resulting products |
| WO1994002654A1 (en) * | 1992-07-15 | 1994-02-03 | Lanxide Technology Company, Lp | Filler material for metal matrix composites |
| US5350003A (en) * | 1993-07-09 | 1994-09-27 | Lanxide Technology Company, Lp | Removing metal from composite bodies and resulting products |
| GB2294474B (en) * | 1994-10-26 | 1998-04-29 | Honda Motor Co Ltd | Method for forming an aluminium or aluminium alloy composite material. |
| AT405798B (de) * | 1995-06-21 | 1999-11-25 | Electrovac | Verfahren zur herstellung von mmc-bauteilen |
| JP4224445B2 (ja) * | 2004-02-06 | 2009-02-12 | 日信工業株式会社 | カーボンブラック複合材料の製造方法 |
| JP4420400B2 (ja) * | 2005-01-14 | 2010-02-24 | 本田技研工業株式会社 | アルミニウム基複合材料およびアルミニウム基複合材料の製造方法 |
| CN103209788A (zh) * | 2010-08-25 | 2013-07-17 | 陶克斯集团有限公司 | 复合材料及其制造方法和设备 |
| DE102011008554A1 (de) | 2011-01-13 | 2012-07-19 | Sören Grießbach | Verfahren zur Herstellung von anorganisch, nichtmetallischen (keramischen) gefüllten Metallverbundwerkstoffen |
| CN102717052A (zh) * | 2011-03-31 | 2012-10-10 | 比亚迪股份有限公司 | 一种陶瓷金属复合制品及其制备方法 |
| WO2015103670A1 (en) * | 2014-01-09 | 2015-07-16 | Bradken Uk Limited | Wear member incorporating wear resistant particles and method of making same |
| CN104018022B (zh) * | 2014-05-28 | 2016-07-20 | 成都西顿硬质合金有限公司 | 碳化硼基微观结构复合材料的制备方法 |
| CN106353869B (zh) * | 2016-10-27 | 2019-01-18 | 苏州菲镭泰克激光技术有限公司 | 一种动态轴镜架 |
| CN107266099B (zh) * | 2017-06-16 | 2023-07-18 | 中国人民解放军第五七一九工厂 | 一种航空发动机陶瓷基复合材料涡轮导向器叶片近净成型用夹具 |
| CN108385040B (zh) * | 2018-02-22 | 2019-05-14 | 威海市和谐硅业有限公司 | 一种短切碳纤维增强镁铝基复合材料及其制备方法 |
| CN108794017B (zh) * | 2018-06-21 | 2020-10-23 | 湖北秦鸿新材料股份有限公司 | 一种耐磨陶瓷复合管的制备方法 |
| CN109137078B (zh) * | 2018-08-31 | 2019-11-12 | 江苏贝肯新材料有限公司 | 一种金属氮化物晶须的生长方法 |
| CN110078529A (zh) * | 2019-05-30 | 2019-08-02 | 西安创正新材料有限公司 | 一种碳化硅晶须增强铝基复合材料及其制备方法 |
| CN112317748B (zh) * | 2020-11-05 | 2021-08-31 | 佛山市飞成金属制品有限公司 | 一种节能型的泡沫铝合金制备工艺和泡沫铝合金 |
| CN114058919A (zh) * | 2021-11-15 | 2022-02-18 | 郑州大学 | 金刚石锯片烧结用金属陶瓷模具材料及其制备方法 |
| CN114959346B (zh) * | 2022-05-25 | 2023-04-18 | 武汉材料保护研究所有限公司 | 一种利用泡沫铝制备铝碳复合材料的方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4232091A (en) * | 1978-05-26 | 1980-11-04 | Hepworth & Grandage Limited | Composite materials and their production |
| US4491558A (en) * | 1981-11-05 | 1985-01-01 | Minnesota Mining And Manufacturing Company | Austenitic manganese steel-containing composite article |
| US4710223A (en) * | 1986-03-21 | 1987-12-01 | Rockwell International Corporation | Infiltrated sintered articles |
| EP0250210A2 (en) * | 1986-06-17 | 1987-12-23 | The Regents Of The University Of California | Method of fabricating metal-ceramic composites, and metal-ceramic composites made thereby |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR608800A (fr) * | 1924-12-31 | 1926-08-02 | Thomson Houston Comp Francaise | Perfectionnements aux compositions métalliques et à leurs procédés de fabrication |
| FR1037894A (fr) * | 1951-05-30 | 1953-09-23 | Metallurg Des Poudres | Perfectionnement à la métallurgie des poudres |
| US3138837A (en) * | 1960-10-21 | 1964-06-30 | John W Weeton | Method of making fiber reinforced metallic composites |
| DE2166925C3 (de) * | 1971-09-01 | 1985-01-31 | Siemens AG, 1000 Berlin und 8000 München | Verfahren zum Herstellen von Zweischichten-Kontaktstücken als Formteil |
| US4456577A (en) * | 1981-09-25 | 1984-06-26 | Osaka Diamond Industrial Company, Ltd. | Methods for producing composite rotary dresser |
| JPS59215982A (ja) * | 1983-05-20 | 1984-12-05 | Nippon Piston Ring Co Ltd | 回転式流体ポンプ用ロータ及びその製造方法 |
| US4828008A (en) * | 1987-05-13 | 1989-05-09 | Lanxide Technology Company, Lp | Metal matrix composites |
| US4871008A (en) * | 1988-01-11 | 1989-10-03 | Lanxide Technology Company, Lp | Method of making metal matrix composites |
| DE68913800T2 (de) * | 1988-04-30 | 1994-07-14 | Toyota Motor Co Ltd | Verfahren zur Herstellung von Verbundmetall unter Beschleunigung der Infiltration des Matrix-Metalls durch feine Teilchen eines dritten Materials. |
| US4932099A (en) * | 1988-10-17 | 1990-06-12 | Chrysler Corporation | Method of producing reinforced composite materials |
-
1989
- 1989-10-16 IE IE331989A patent/IE74680B1/en not_active IP Right Cessation
- 1989-10-17 FI FI894943A patent/FI91610C/fi not_active IP Right Cessation
- 1989-10-18 NO NO894144A patent/NO176926C/no unknown
- 1989-10-27 AU AU43847/89A patent/AU634497B2/en not_active Ceased
- 1989-11-02 HU HU895650A patent/HUT57279A/hu unknown
- 1989-11-06 CA CA002002284A patent/CA2002284C/en not_active Expired - Fee Related
- 1989-11-08 KR KR89016232A patent/KR0121463B1/ko not_active IP Right Cessation
- 1989-11-08 IL IL9225489A patent/IL92254A/en not_active IP Right Cessation
- 1989-11-09 CZ CS896359A patent/CZ282100B6/cs not_active IP Right Cessation
- 1989-11-09 TR TR00768/89A patent/TR27189A/xx unknown
- 1989-11-09 CN CN89108448A patent/CN1082555C/zh not_active Expired - Fee Related
- 1989-11-09 DE DE68925720T patent/DE68925720T2/de not_active Expired - Fee Related
- 1989-11-09 DK DK558689A patent/DK558689A/da not_active Application Discontinuation
- 1989-11-09 EP EP89630203A patent/EP0375588B1/en not_active Expired - Lifetime
- 1989-11-09 YU YU214589A patent/YU47095B/sh unknown
- 1989-11-09 RO RO142366A patent/RO104859B1/ro unknown
- 1989-11-09 DD DD33442189A patent/DD301878A9/de unknown
- 1989-11-09 AT AT89630203T patent/ATE134390T1/de active
- 1989-11-09 PT PT92251A patent/PT92251B/pt not_active IP Right Cessation
- 1989-11-10 JP JP1291359A patent/JP2801302B2/ja not_active Expired - Fee Related
- 1989-11-10 BR BR898905762A patent/BR8905762A/pt not_active Application Discontinuation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4232091A (en) * | 1978-05-26 | 1980-11-04 | Hepworth & Grandage Limited | Composite materials and their production |
| US4491558A (en) * | 1981-11-05 | 1985-01-01 | Minnesota Mining And Manufacturing Company | Austenitic manganese steel-containing composite article |
| US4710223A (en) * | 1986-03-21 | 1987-12-01 | Rockwell International Corporation | Infiltrated sintered articles |
| EP0250210A2 (en) * | 1986-06-17 | 1987-12-23 | The Regents Of The University Of California | Method of fabricating metal-ceramic composites, and metal-ceramic composites made thereby |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1082555C (zh) | 金属基质复合体的方法及其由此方法生产的产品 | |
| CN1051395A (zh) | 抗冲击材料及其生产方法 | |
| CN1032224C (zh) | 用自生真空工艺制造金属基复合体的方法及其产品 | |
| CN1082566C (zh) | 制备金属基质复合体的方法 | |
| CN1064289C (zh) | 制备大复合体的方法和由该方法生产的大复合体 | |
| CN1022236C (zh) | 自支承体的制备方法 | |
| CN1065849C (zh) | 用金属基质复合体表面粘结材料的方法 | |
| CS277307B6 (en) | Process for producing self-supporting ceramic body | |
| CN1124713A (zh) | 含有一氮化硼的材料及其制造方法 | |
| CN1056674A (zh) | 陶瓷微球粒 | |
| JPH05507030A (ja) | 金属マトリックス複合材製造用ゲート手段 | |
| CN1065792C (zh) | 用分散铸造技术制备金属基质复合体的方法 | |
| CN1042499A (zh) | 金属基质复合体的定向固化方法 | |
| CN1065924C (zh) | 借助自发渗透技术制备金属基质复合体的方法 | |
| JP2642675B2 (ja) | 自己支持体の製造方法 | |
| CN1042500A (zh) | 改善金属基质复合体性能的方法 | |
| CN1042495A (zh) | 用于形成金属基质复合体的悬浮方法 | |
| CN1042494A (zh) | 新型金属基质复合体的热成型方法及其由此生产的产品 | |
| US5222542A (en) | Method for forming metal matrix composite bodies with a dispersion casting technique | |
| CN1042491A (zh) | 采用浸没铸造技术制备金属基质复合体的方法及由该方法制备的产品 | |
| CN1070537C (zh) | 利用控制件生产金属基质复合体的方法 | |
| US5403790A (en) | Additives for property modification in ceramic composite bodies | |
| US5133494A (en) | Method for joining ceramic composite bodies and articles formed thereby | |
| US5851686A (en) | Gating mean for metal matrix composite manufacture | |
| CN1042496A (zh) | 用于制备金属基质复合体的反形复制法与由该法制备的产品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |