CN107148331B - 垫片堆叠件发泡模具 - Google Patents
垫片堆叠件发泡模具 Download PDFInfo
- Publication number
- CN107148331B CN107148331B CN201580057438.6A CN201580057438A CN107148331B CN 107148331 B CN107148331 B CN 107148331B CN 201580057438 A CN201580057438 A CN 201580057438A CN 107148331 B CN107148331 B CN 107148331B
- Authority
- CN
- China
- Prior art keywords
- die
- shims
- shim
- spacer
- foaming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/58—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
- B29C44/468—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length in a plurality of parallel streams which unite during the foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
- B29C44/50—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
- B29C44/50—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying
- B29C44/505—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying extruding the compound through a flat die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0012—Combinations of extrusion moulding with other shaping operations combined with shaping by internal pressure generated in the material, e.g. foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/06—Rod-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/256—Exchangeable extruder parts
- B29C48/2566—Die parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/302—Extrusion nozzles or dies being adjustable, i.e. having adjustable exit sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/345—Extrusion nozzles comprising two or more adjacently arranged ports, for simultaneously extruding multiple strands, e.g. for pelletising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/695—Flow dividers, e.g. breaker plates
- B29C48/70—Flow dividers, e.g. breaker plates comprising means for dividing, distributing and recombining melt flows
- B29C48/705—Flow dividers, e.g. breaker plates comprising means for dividing, distributing and recombining melt flows in the die zone, e.g. to create flow homogeneity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92685—Density, e.g. per unit length or area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92942—Moulded article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
本发明提供了一种用于制备泡沫板的垫片堆叠件发泡模具,所述发泡模具包括多个垫片,所述多个垫片在压力下层叠在一起以形成垫片堆叠件,其中所述垫片组合起来在工作面中共同限定多个模孔,以限定所述垫片堆叠件发泡模具的主体,并且还限定流体连接到所述多个模孔的多个模腔。本发明还提供了由垫片堆叠件发泡模具发泡而得的制品,所述制品已广泛用于各种应用,用于隔热或隔音、用于加强层和/或空间填充层等等。
Description
背景技术
发泡制品已广泛用于各种应用,用于隔热或隔音、用于加强层和/或空间填充层等等。
发明内容
概括地说,本文公开了用于制备泡沫板的垫片堆叠件发泡模具。在以下具体实施方式中,这些方面和其它方面将显而易见。然而,在任何情况下,都不应当将此广泛的发明内容理解为是对可受权利要求书保护的主题的限制,不论此类主题是在最初提交的专利申请的权利要求书中给出还是在修订的专利申请的权利要求书中呈现,或者另外是在申请过程中呈现。
附图说明
图1是示例性垫片堆叠件发泡模具的前侧透视图。
图2是示例性垫片堆叠件发泡模具的前侧透视分解图。
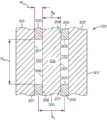
图3是示例性垫片堆叠件发泡模具的正面的一部分的前视平面图。
图4是示例性垫片堆叠件发泡模具中所选择的垫片的前侧透视分解图。
图5是另一个示例性垫片堆叠件发泡模具中所选择的垫片的前侧透视分解图。
在各图中,类似的参考标号表示类似的元件。一些元件可以相同或相等的倍数呈现;在此类情况下,参考标号可以仅指定一个或多个代表性元件,但应当理解,此类参考标号适用于所有此类相同的元件。除非另外指明,否则本文件中的所有图示和附图均未按比例绘制,并且被选择用于示出本发明的不同实施方案的目的。具体地,除非另外指明,否则仅用示例性术语描述各种部件的尺寸,并且不应当从附图推断各种部件的尺寸之间的关系。
如本文所用,作为对特性或属性的修饰语,除非另外具体地定义,否则术语“大体上”意指该特性或属性将能容易被普通技术人员识别,而不需要较高的近似度(例如,对于可定量特性,在+/-20%内)。对于角度取向,术语“大体上”意指在顺时针或逆时针30度内。除非另外具体地定义,否则术语“基本上”意指高的近似度(例如,在可定量特性的+/-10%内)。对于角度取向,术语“基本上”意指在顺时针或逆时针10度内。术语“实质上”意指在正或负2%(对于角度取向而言,在正或负2度)以内,并且应当理解,短语“至少实质上”包括“精确”匹配的特定情况。然而,即使是“精确”匹配,或使用术语诸如例如相同、相等、一致、均匀、恒定等的任何其它特征描述的情况,也将被理解为在普通公差内,或在适用于特定情况的测量误差内,而非需要绝对精度或完全匹配。那些普通技术人员将会知道,本文中所使用的术语诸如“实质上不含”等并不排除存在一些含量极低(例如0.1%或更低)的材料,这可在例如使用经过惯常清洗过程的大规模生产设备时发生。本文中对于数值参数(尺寸,比率等)的所有引用都应理解为,可通过使用由参数的多个测量值推导出的平均值来计算(除非另有说明),对于变量型参数尤为如此(例如,对于其宽度沿其长轴发生变化的孔来说,可在沿该孔的长轴的几个位置处测量孔的宽度,并且使用平均值来计算高宽比)。
具体实施方式
术语表
发泡模具是指,被构造成耐受在挤出熔融的可发泡流体流的过程中所存在压力的挤出模具。根据定义,发泡模具包括至少一个模腔,模腔被构造成从例如挤出机接收熔融流体流,并且包括与至少一个模腔流体连通的多个模孔。
熔融的可发泡流体流是指,包含熔融的可发泡组合物的熔融流体流。在一些情况下,这种流体流可以是多层流体流,其中,例如仅一层流体流包含可发泡组合物。
熔融的可发泡组合物是指包含发泡剂(例如,物理发泡剂,诸如气体或液体发泡剂;或化学发泡剂,其可在升高的温度下化学分解,如后文所详述)的熔融的热塑性有机聚合物材料。
不可发泡是指,熔融组合物至少实质上不含可活化的发泡剂(例如,使得熔融组合物的固化产物为相对密度至少实质上等于1.0的非泡沫材料)。
泡沫是指,在发泡过程进行到所需程度之后,通过固化熔融的可发泡组合物而获得的有机聚合物泡沫。
泡沫板是指,具有长度和长轴、横向宽度和横向轴线,以及厚度和厚度轴线的泡沫实体,这三个轴彼此正交,并且板的宽度大于板的厚度。根据定义,泡沫板的成分至少实质上沿泡沫板的长轴均匀分布。只要致密材料与板的泡沫部分在同一操作中制备,泡沫板就允许存在致密化(例如非泡沫)材料作为板的一部分,使得这些部分共同构成一体板。
一体是指,通过聚结和固化熔融的流体流而在单个操作中制备的实体(例如,泡沫板),并且该实体不可被分成多个部分,不会不可接受地损坏或破坏该实体。只要实体的所有部分(例如,层、构件等)在单个(例如聚结/固化)操作中制备并且彼此聚集在一起,使得这些部分不能彼此分离,也不能从彼此移除,则一体实体就可以是复合实体。
复合泡沫板是指,除了主要泡沫相之外还包括至少一个含有致密化材料的次要泡沫相的一体泡沫板。
术语“致密化”用于区分复合泡沫板的次要相与复合泡沫板的主要泡沫相,并且意指次要相所表现出的相对密度比主要泡沫相的相对密度高至少约15%。术语“致密化”为了便于描述而使用,其不表示“致密化”材料不能是泡沫,也不要求致密化材料必须是先以较低密度制备、而后进行处理以增加其密度的材料。
(例如泡沫材料的)相对密度是通过将材料(例如,含有空气填充的泡孔的泡沫)的总体密度除以构成该材料的泡孔壁的物质的密度,而获得的无量纲参数。相对密度有时称为折算密度。例如,聚酯泡沫的密度为0.5g/cc,并且其含有的泡孔壁由密度为1.35g/cc的聚酯制成,则相对密度为约0.37。对于常规的非泡沫(和非多孔)材料,相对密度将至少实质上等于1.0。
下文将详细定义和描述与模孔几何结构和图案相关的各种术语(例如,模具高度、模具横向轴线、孔高度,以及诸如横向相邻、横向对准和横向聚结这类术语的含义),并通过参考多张图来进一步阐释。术语诸如“高度”,例如在术语“高度轴线”和“模具高度”中所用的“高度”;术语“垂直”,如用于表示沿着高度轴线的方向的术语“垂直”;以及用于表示沿着高度轴线的位置的诸如较高/最高和较低/最低等,仅仅是为了便于相对于本文所示的示例性附图来进行描述而使用,并且不需要相对于地面的任何特定取向。
垫片堆叠件发泡模具
参见图1,图中公开了发泡模具101,该发泡模具101是通过在压力下将多个垫片层叠(堆叠)在一起形成垫片堆叠件发泡模具101而提供的。这些垫片组合起来共同限定发泡模具的至少一些模孔110、限定发泡模具的主体102,并且还限定至少一个模腔(在主体内),该模腔流体连接到模孔110中的至少一些。
可以根据需要对模孔的各种参数(例如,宽度、高度、间距和/或长度)进行选择。应当理解,这些参数可与例如熔融挤出物的通量以及其它设计和操作参数结合起来选择,从而为模孔两端提供适当压降。也就是说,可以调节这些参数,以使得待挤出以形成泡沫的熔融的可发泡组合物,在模具内保持在足够高的压力下,使得熔融的可发泡组合物中所存在的至少大量的发泡剂不会过早地膨胀(例如,在熔融的可发泡流体流1010通过模孔110离开模具1之前)。(只要能够实现泡沫产品的所需性质,则发泡剂在模孔内发生一定量的膨胀也是容许的。)
在本文中,应当指出,根据定义,发泡模具除了能够满足挤出的常见要求(例如,耐受高温,不表现出熔融聚合物流体流的泄漏等等)之外,还必须耐受发泡过程中出现的工艺条件。具体地讲,发泡模具所表现出的活化发泡剂(例如气体或蒸气发泡剂)的泄漏程度一定不能不可接受地影响形成可用泡沫的能力(或者表述为,发泡模具必须能够保持足以使活化发泡剂与熔融的有机聚合物材料保持在溶液中的内部压力)。发泡模具必须具有防止或最小化气体/蒸气(还有液体、熔融流体流)从中泄漏的增强的能力。因此,应当指出,若缺乏模具具有这种能力的具体信息,则常规挤出模具不一定能够被当作是发泡模具。
如上所述,通过在压力之下将垫片层叠在一起,来制备垫片堆叠件发泡模具。该过程可以通过以下方式来实现:例如,以预定顺序将多个带孔垫片200和多个间隔垫片300(将在下文对两者进行详细描述)定位在堆叠件中,并将它们夹持在端块150和151(如图1和图2所示)之间以形成发泡模具101。为此目的,可以在端块150和151中设置一个或多个通孔152;并且可以分别在垫片200和300中设置一个或多个通孔222和322,以允许一个或多个紧固件(例如,螺栓,未在任何图中示出)从其中穿过。凭借这种构造,端块150和151可朝彼此横向向内移动(例如,沿着模具101的横向轴线),以便将多个垫片牢固地夹持在端块150和151的横向向内面156和157之间,从而将垫片彼此压紧。因此,在图1和图2的示例性设计中,允许使用例如穿过垫片堆叠件并且至少部分地穿过端块的螺栓。然而,可以使用任何合适的夹持构造(代替前述构造或作为其附件),包括例如外部夹具,其应用于端块的横向最外侧,以向端块施加横向向内的压力,所述外部夹具可不必具有任何穿过端块或垫片的部分。
端块之一或二者可以具有一个或多个输入孔口154(在图1和图2的特定设计中不可见),通过该孔口可以(例如,从挤出装置)接收熔融的可发泡流体流。这种输入孔口154可以流体连接到至少一个端块输出孔口153(例如位于端块的横向向内面156中),熔融的可发泡流体流可以通过该孔口而分散到发泡模具的至少一个模腔。可将熔融的可发泡流体流递送到垫片堆叠件发泡模具的至少一个模腔的方式并无特别限制,而是可使用任何合适的构造。
垫片是指片状层,垫片的长度(沿着熔融的可发泡流体流的从模具的孔流出来的方向)是其厚度(沿着发泡模具的横向轴线(l))的至少四倍,并且垫片的高度(沿发泡模具的高度轴线(h))是其厚度的至少两倍。垫片可以由机械强度足够强并且可耐受泡沫挤出过程中的温度的任何合适的材料制成。在许多实施方案中,钢(例如,不锈钢,弹簧钢等)可较为方便,但只要其它金属(例如青铜、黄铜、铜、镍、锡等)的性质令人满意,则也可纳入考虑。必要时,只要材料诸如陶瓷、无机聚合物或有机聚合物材料等的性质是合适的(例如,具有耐受与挤出相当的温度的能力),就可以使用这些材料。特别合适的有机聚合物材料可包括:例如聚二甲基硅氧烷及相关材料、聚四氟乙烯(PTFE)及相关材料,聚酰亚胺等。在一些实施方案中,相对硬挺和刚性的垫片(例如由金属制成)可以与刚度较小的垫片(例如由PTFE制成)组合使用。
垫片将表现出至少实质上平面的并且至少实质上彼此平行的第一主表面和第二主表面(例如,带孔垫片200的主表面206和207,以及间隔垫片300的主表面306和307)以有利于以使得例如相邻垫片的表面之间的气体的泄漏减到最小或消除的方式,将垫片压在一起。垫片(例如,如下文详述的带孔垫片和间隔垫片)可以具有任何合适的厚度。在各种实施方案中,垫片的厚度可为至少约0.05mm、0.1mm、0.2mm、0.4mm、1.0mm、2mm或4mm。在另外的实施方案中,垫片的厚度可为至多约10mm、8mm、6mm、5mm、4mm、3mm、2mm、1.0mm、0.5mm、0.4mm或0.2mm。在一些情况下,使用相对较厚(例如,数毫米)的间隔垫片可以特别方便。应当理解,这种厚度的垫片可以具有相对较高的抗弯刚度;然而,只要实现垫片的主表面足够平坦并且彼此充分平行,这种厚度的垫片使用起来就仍可令人满意。
如本文在图2和图3中的示例性实施方案中所公开的那样,带孔垫片200和间隔垫片300沿发泡模具101的横向轴线定位(堆叠),以便共同限定模孔110。如图4的放大分解图中详细所示,术语“带孔垫片”用于表示包括至少一个末端开放的切口221的垫片200,该切口具有开口端201,当垫片组装在一起时,该开口端限定模孔110的高度。具体地讲,带孔垫片200包括第一孔高度限定边缘202和第二孔高度限定边缘203,这两个边缘限定开口端201的上部边界和下部边界,并且由此限定模孔110的上部边界和下部边界。因此,当垫片堆叠在一起时,边缘202和边缘203之间的距离限定模孔的孔高度(Ho)(如图3所示)。必要时,末端开放的切口可以是“缩颈式的”,如图2和图4所示,以便例如在模孔附近提供流动限制,从而形成期望的压降。
为了方便起见,使用术语“间隔垫片”表示放置在一对最近邻带孔垫片之间(或者在一对最近邻带孔垫片串之间,如下所述)的垫片300,使得(部分地由带孔垫片所限定的)模孔在横向上以至少间隔垫片300的厚度间隔开。间隔垫片通常将包括至少一个末端封闭的切口(例如,如图2和图4所示的垫片300的切口320);然而,在许多实施方案中(如在本文的所有附图中),间隔垫片可以不包括末端开放的切口(例如,在带孔垫片中限定模孔高度的那一类型末端开放的切口)。
垫片中的切口,以及垫片的整体尺寸和形状可以通过任何合适的方法来提供,例如,放电加工、激光加工、水射流切割等。为了方便起见,使用术语“切口”来描述从一个主表面穿过垫片延伸到另一个主表面的贯穿开口;该开口不需要通过实际的切割工艺来形成。末端开放的是指切口(例如,221)延伸到垫片的边缘(例如,204/205),该边缘限定了垫片堆叠件模具的工作面的一部分。封闭式是指切口(例如,320)不延伸到垫片的边缘,该边缘限定了垫片堆叠件模具的工作面的一部分。
如图3中的示例性实施方案所示,间隔垫片300’可横向定位在第一带孔垫片200和第二最近邻带孔垫片200’之间(即横向地夹在它们之间)。(垫片200和200’可以是(并且经常是)相同的,此处和别处的(’)标记仅仅为了便于有顺序地描述而使用)。在这种情况下,间隔垫片300’的第一主表面306可以与带孔垫片200的第一主表面206接触。类似地,间隔垫片300’的第二主表面307可以与第二带孔垫片200’的第二主表面207接触。因此,间隔垫片300’的厚度将限定两个孔110和110’之间的边缘至边缘距离(de),如图3所示。两个孔之间的中心至中心距离(dc)将由间隔垫片300’的厚度加上两个带孔垫片200和200’的一半组合厚度来限定。
显然,在如图3所示那样定位带孔垫片200和间隔垫片300时,模孔110的横向边缘将由间隔垫片300’的第一主表面306和间隔垫片300的第二主表面307限定。因此,通过这种通用型构造,带孔垫片200和间隔垫片300可以沿着发泡模具的横向轴线布置(严格地说,在垫片被布置成形成模具之前,发泡模具及其横向轴线将不存在),以形成多个模孔110,并且形成各个孔的尺寸和模孔的横向间隔。
在图1和图2中可以最为明显地看到,间隔垫片300的前边缘301和带孔垫片200的上部边缘部分204和下部边缘部分205共同限定发泡模具101的工作面103(其中,间隔垫片300的前边缘301的部分302限定位于各个模孔110之间的工作面103的实心部分,如图3所示)。在发泡模具101的组装过程中,垫片可以堆叠在一起,并且所有这些边缘和边缘部分可以紧靠平面表面(例如,振动台),以便使它们尽可能彼此靠近地对准,而后再将垫片压在一起,以形成发泡模具101。
在许多实施方案中,每个垫片(例如,每个间隔垫片和每个带孔垫片)可以具有至少基本上与发泡模具的高度轴线(h)对准的主平面(在图1和图2的示例性实施方案中,垫片的主平面至少实质上与发泡模具的高度轴线(h)对准)。这种构造称为横向分层式垫片堆叠件。在许多实施方案中,模孔110中的至少一些可以呈具有长轴的细长形状,该长轴被取向为至少基本上垂直于发泡模具的横向轴线(l),并且至少基本上与发泡模具的高度轴线(h)对准。(在图1和图2的示例性实施方案中,模孔的长轴至少实质上垂直于横向轴线(l),并且至少实质上与成形模具的高度轴线(h)对准。)
模孔110可以具有任何期望的孔宽度(Wo)和任何期望的孔高度(Ho)(如图3的示例性实施方案中所示)。在各种实施方案中,模孔的孔宽度(Wo)可为至少约0.1mm、0.2mm、0.4mm、0.5mm、0.6mm、0.8mm、1.0mm、1.5mm或2.0mm。在另外的实施方案中,模孔的孔宽度(Wo)可为最多约4mm、3mm、2mm、1.5mm、1.0mm、0.8mm、0.7mm或0.6mm。在各种实施方案中,模孔的孔高度(Ho)可为至少约4mm、8mm、12mm、16mm或20mm。在另外的实施方案中,模孔的孔高度(Ho)可为最多约200mm、100mm、80mm、40mm、30mm、25mm或20mm。在各种实施方案中,模孔110的孔高度(Ho)与孔宽度(Wo)的高宽比为至少约1:1、1.5:1、2:1、4:1、8:1、16:1或32:1。在另外的实施方案中,模孔110的高宽比可为最多约100:1、75:1、50:1、25:1或10:1。应当理解,此类高宽比可以例如通过相对于带孔垫片200的厚度(主表面206和207之间),选择该带孔垫片的开口201的尺寸来确立。类似的效果无疑可以通过使用如下所述的带孔垫片串来实现。
可以存在任何数量的模孔110。在至少一些实施方案中,模孔110的数量及其横向间距可足够大,使得模具宽度(横向最外模孔的横向最外边缘之间的距离)大于模孔高度(任何模孔的垂直最外边缘之间的距离)。在各种实施方案中,模具宽度与模具高度的比率可为至少约1.5:1、2:1、4:1、8:1、16:1、20:1、30:1或40:1。
带孔垫片200和间隔垫片300将组合起来共同提供至少一个模腔,该模腔流体连接到模孔110中的至少一部分。从图2和图4可以看出,当垫片组装在一起时,间隔垫片300中的切口320,以及带孔垫片200中的切口221的部分220将共同提供模腔,该模腔被构造成接收来自挤出装置的熔融的可发泡流体流(例如,通过将流体流递送通过一个或两个端块的方式)。要强调的是,为了便于展示,图1和图2,特别是图4仅示出了较少量的垫片;而实际的垫片堆叠件发泡模具所包括的垫片可比这些图中所示的要多得多。(同样为了清楚起见,与图1的间隔垫片300相比,图2和图4的间隔垫片300的厚度有所减小;要强调的是,所有这些内容均为示例性描述,并且本文的附图均未按比例绘制。)
因此,实际的模腔可以例如沿着发泡模具101的横向轴线(l)比图中所示延伸得更长。然而,图2和图4的示例性实施方案示出了其中模腔允许熔融的可发泡组合物至少大体上沿着发泡模具101的横向轴线(l)流动的构造。应当理解,通过将垫片堆叠在一起,间隔垫片的每个这种切口320和带孔垫片的切口221的每个部分220因此可以提供模腔的横向“切片”。(换句话说,当垫片全部组装在一起时,模腔由横向切片(均由切口提供)共同形成)。
模腔包括周期性通道(由带孔垫片200中的末端开放的切口提供),熔融的可发泡组合物的一部分可以通过该通道从模腔流到不同模孔110,随着流体流从模腔行进到单个模孔110,间隔垫片300的实心部分321用作相邻熔融流体流之间的物理分隔体。
图2的示例性实施方案描绘了这样一种构造:其中带孔垫片200设置为在一对横向最近邻间隔垫片300之间的单个带孔垫片200。在这种构造中,每个此类单个带孔垫片200将具有限定孔宽度(Wo)的厚度。此类构造在图3中示出。然而,在其它实施方案中,可将多个带孔垫片200布置(堆叠)成彼此接触,而不在其间插入任何间隔垫片(这种构造将被称为带孔垫片串)。在这种情况下,带孔垫片串中带孔垫片的组合厚度可以限定孔的宽度(例如,三个厚度均为50微米的带孔垫片可以组合起来,为孔提供150微米的宽度)。
类似地,图2的示例性实施方案描绘了这样一种构造:其中间隔垫片300设置为在一对横向最近邻带孔垫片200之间的单个间隔垫片300。在这种构造中,每个单个间隔垫片300所具有的厚度将限定一对最近邻模孔110的最近横向边缘之间的横向边缘至边缘距离(de)。此类构造在图3中示出。然而,在其它实施方案中,可将多个间隔垫片300布置(堆叠)成彼此接触,(此类构造将被称为间隔垫片串)。在这种情况下,间隔垫片串中的间隔垫片的组合厚度限定了一对最近邻模孔的最近横向边缘之间的横向边缘至边缘距离(de)。因此,在一些实施方案中,并未使用特定厚度的单个带孔垫片,而是可使用等值总厚度的带孔垫片串。类似的考量适用于使用一串间隔垫片而非使用单个间隔垫片。因此,本文在单个(未成串的)带孔垫片和/或单个(未成串的)间隔垫片的上下文中所述的任何孔性质(例如孔高度、宽度、高宽比、间距等)或发泡模具性质的任何描述,也适用于由间隔垫片串和/或带孔垫片串所实现的孔和发泡模具。
应当理解,这种成串垫片构造可使人们能够容易地组装具有不同孔宽度和/或孔间距的垫片堆叠件发泡模具。这种构造还增加了堆叠垫片方法的优点,大致上讲,使得人们可以容易地拆卸现有发泡模具,并添加或去除垫片,或替换不同厚度的垫片,以研究各种模孔配置和构造的效用。可以使用任何合适数量的垫片。(然而,应当理解,在一些特定实施方案中,例如在相对恒定的大批量生产的情况下,使用相对较少数量的垫片(例如,相对较高的厚度),而非将较大数量的厚度较薄的垫片组合在一起,可较为方便。在各种实施方案中,垫片堆叠件发泡模具101可包括至少约5、10、20、40、100、200、500、1000、2000或4000个垫片(带孔垫片和间隔垫片均计数在内)。在另外的实施方案中,垫片堆叠件发泡模具101可以包括总共最多约100000、50000、10000、6000、3000、2000、1000、600、400、200、100、80或60个垫片。
应当理解,垫片堆叠件发泡模具必须满足前述发泡模具的要求;也就是说,它所展现出的活化发泡剂(例如气体或蒸气发泡剂)的泄漏程度一定不能不可接受地影响形成可用泡沫的能力。如在本文的工作实施例中所证实的那样,人们已经出乎意料地发现,包括约500个垫片的垫片堆叠件模具能够令人满意地满足发泡模具的要求。也就是说,假定在多对最近邻垫片之间存在许多潜在的狭缝泄漏,则会出乎意料地发现,垫片可以被压在一起(例如,如本文中前文所述),以便基本上或实质上完全消除任何气体(例如,活化的发泡剂)从中泄漏的现象,即使当发泡模具在与发泡操作相称的压力(例如,在5000psi、10000psi或更高的范围之内的压力)下操作时,也是如此。
还将理解,图1-图4的示例性实施方案代表了一种简单的构造,该构造中每个孔的高度和宽度由单个带孔垫片(或者另选地,由一串相同的带孔垫片)限定,其中所有的孔均具有相同的高度和宽度,并且沿着发泡模具的横向轴线以相同间距共线(孔之间的间距由单个间隔模具的宽度或由间隔垫片串确定)。此外,所有的孔都位于单行中。
要强调的是,这些示例性构造仅仅是为了方便呈现而纳入在本文中的;只要孔图案可以通过将垫片堆叠在一起来实现,就可以使用任何期望的孔图案。也就是说,所有此类孔无需具有相同的高度或宽度;它们无需完全共线,也无需具有完全相同的间距。此外,它们无需位于单行中。因此,例如,孔可以在交错的行中存在,或作为多个行存在。
在一些实施方案中,垫片堆叠件发泡模具101可被构造成使得模孔110处于横向对准的图案中,例如,以便制成横向聚结的泡沫板。横向对准的模孔图案以及它们的用途,在与本申请同一日期提交的标题为“Foaming Die and Method of Use”(发泡模具以及使用方法,代理人案卷号75735US002)的共同待审的美国临时专利申请序列号62/067,888中有详细描述,该专利申请的公开内容全文以引用方式并入本文。
另外,图1-图4的示例性实施方案代表了其中使用简单垫片序列的构造。例如,图2描绘了具有S-O-S-O-S-O-S垫片序列的构造(在此处和别处,S表示单个间隔垫片或单串间隔垫片;O表示单个带孔垫片或单串带孔垫片),其中所有间隔垫片彼此相同,并且所有带孔垫片彼此相同。因此,这种构造产生了上述单行的共线的、尺寸和形状相同并且间隔相同的模孔。要强调的是,这不是严格必要的,并且许多变化是可能的。例如,不同的带孔垫片可以具有尺寸不同的、限定孔高度的开口端201,和/或可以具有彼此处于不同位置的开口端(以便得到,例如一行交错的孔,或甚至两行或更多行的孔)。不同的间隔垫片可以具有不同的厚度,以便改变孔之间的间距。
在特定实施方案中,可使用带孔垫片串来产生具有不同于例如图3所示简单正交边缘形状(矩形)的形状的孔。因此,在一些实施方案中,多个(例如,不相同的)带孔垫片可以串在一起,形成由“阶梯状”边缘界定的模孔。这种阶梯状边缘模孔可以具有任何可获得的形状,诸如例如十字形,T形,双端T形(例如,似狗骨形)等。应当理解,随着带孔垫片的数量增加以及带孔垫片的厚度减小,可产生这样的模孔:尽管从精细细节上检测,该模孔仍然是例如具有“阶梯式”边缘的直线多边形,但在整体上可接近非直线多边形形状。也就是说,这种孔可以具有限定孔边界的“金字塔形”(分形)边缘,其可以至少为例如准圆形、准椭圆形或准沙漏形的总体形状。(通过例如在垫片中提供非正交边缘或壁(例如,通过放电加工等方式),也可具有一定程度的类似效果。)许多模孔在形状上不必严格为矩形,但它们仍然可以呈细长形状,并且具有可辨认的长轴,该长轴可以例如至少基本上垂直于发泡模具101的横向轴线(l)。此类模孔也可仍然具有可计算的高宽比,在这种计算中所用的是平均尺寸。
图1-图4的示例性实施方案及其论述都涉及包括单个模腔的垫片堆叠件发泡模具。(应当强调的是,该特定构造,例如垫片的数量(图1中总共13个垫片,图2中总共7个垫片,图4中总共4个垫片)是为了便于呈现而选择的,并且未必代表工作实施例中所使用的任何构造)。在其它实施方案中,可以存在多个(例如,两个,三个,四个或更多个)模腔。具体地讲,垫片可以组合起来共同限定第一组模孔,并且共同限定第一模腔,该第一模腔被构造成接收第一熔融的可发泡组合物,并且流体连接到第一组模孔。垫片还可以组合起来共同限定第二组模孔,并且共同限定第二模腔,该第二模腔被构造成接收第二熔融组合物,并且流体连接到第二组发泡模孔(对于例如第三模腔或第四模腔,以及第三组模孔或第四组模孔的情况,以此类推)。在这种情况下,第一模腔和第二模腔(以及其它模腔,如果存在的话)可被构造成接收相同的熔融组合物(例如,如通过单个挤出机或通过串联的两个挤出机所供应的)。在其它情况下,第一模腔可以被构造成接收来自第一挤出机的熔融流体流,并且第二模腔可被构造成接收来自不同于第一挤出机的第二挤出机的熔融流体流,以此类推。在这种情况下,不同的熔融组合物可以从不同的模孔组排出,以便制备例如复合泡沫板。在特定实施方案中,第二组孔中的模孔可以交替穿插在第一组孔中的模孔之间,以便例如制备包括细长构件的复合泡沫板(由第二组孔中的孔排出的熔融组合物固化而得),该细长构件横跨泡沫板的横向宽度间隔开,该泡沫板由第一组孔中的孔排出的熔融组合物固化而得。
示例性泡沫板(例如,可通过上述通用型方法和装置制备的横向聚结的一体泡沫板和横向聚结的一体复合泡沫板)的细节,在与本申请同一日期提交的标题为“Laterally-Coalesced Foam Slab”(横向聚结的泡沫板,代理人案卷号75789US002)的共同待审的美国临时专利申请序列号62/067,896中有详细描述,该专利申请的公开内容全文以引用方式并入本文。
可参考图5的示例性实施方案更详细地探讨多模腔设计,该图中示出了双模腔垫片堆叠件发泡模具的所选择的垫片的放大分解图。(在实际发泡模具里,发泡模具中无疑可以存在更多的垫片;图5仅示出了第一带孔垫片1200和第二带孔垫片2200以及两个间隔垫片1300的一个示例性重复单元,即O1-S-O2-S重复单元。)
图5的示例性间隔垫片1300大体上类似于先前描述的间隔垫片300(例如具有用于使紧固件从中穿过的切口1322,具有第一主表面1306和第二主表面1307、具有前边缘1301,并且具有将相邻流体流分开的阻挡部分1321)。然而,间隔垫片1300与先前所述的间隔垫片的不同之处在于,每个间隔垫片1300包括限定第一(下部)模腔的横向切片的第一(下部)切口1320,以及限定第二(上部)模腔的横向切片的第二(上部)切口1330。示例性带孔垫片1200和带孔垫片2200类似地具有紧固件接纳切口1222和2222、主表面1206/1207和2206/2207、前边缘1204/1205和2204/2205,以及开口端1201/2201,所有这些特征结构基本上起到了参照图4所讨论的单腔构造的对应特征结构的功能。然而,第一带孔垫片1200具有第一末端封闭的切口1220和第二末端封闭的切口1226。切口1226仅用于提供上部模腔的横向切片,这在下文的讨论中将变得显而易见。切口1220提供了下部模腔的横向切片,但也与间隔垫片1300的下部切口1320以及带孔垫片1200的末端开放的切口1221相结合,将熔融流体流从下部模腔递送到模孔(其对应于垫片1200的开口端1201)。这通过开口1225(在带孔垫片1200的“梳状”结构1224的齿之间)与间隔垫片1300的切口1320的部分1323发生横向重叠来实现。这种构造允许熔融材料从模腔(由切口1220、1320、2226,以及与其横向对准的、垫片堆叠件的其它垫片的其它切口共同提供)流入末端开放的切口1221,并从该切口流到开口(模孔)1201。
类似的考量适用于具有第一末端封闭的切口2226和第二末端封闭的切口2220的第二带孔垫片2200。切口2226仅用于提供下部模腔的横向切片。切口2220提供了上部模腔的横向切片,但也与间隔垫片1300的上切口1330以及带孔垫片2200的末端开放的切口2221相结合,将熔融流体流从上部模腔递送到模孔(其对应于垫片2200的开口端2201)。这通过开口2225(在带孔垫片2200的“梳状”结构2224的齿之间)与间隔垫片1300的切口1330的部分1333发生横向重叠来实现。这种构造允许熔融材料从模腔(由切口1226、1330、2220,以及与其横向对准的、垫片堆叠件的其它垫片的其它切口共同提供)流入末端开放的切口2221,并从该切口流到开口(模孔)2201。
因此显而易见的是,这种构造允许熔融流体流分别从下部模腔和上部模腔进料至连续(即,横向相邻)模孔(例如通过开口端1201和2201提供的模孔)。如所指出的,如果需要,不同的模腔可以接收来自不同挤出机的熔融流体流,因此可用于例如制备复合泡沫板。顺便指出,本文所述的构造(例如,具有“齿”1224和2224)可为熔融流体流从模腔流到末端开放的切口(即,流到模孔)提供所需路径,同时提供支撑,以便在垫片被压在一起达到与挤出可发泡组合物相当的程度时,将垫片的任何挠曲或变形减到最小。然而,要强调的是,图5表示的是示例性实施方案,并且其它构造同样可以提供包括多个模腔的垫片堆叠件发泡模具。
基于上文给出的一般性公开内容和构造,许多变化是可能的。在一些特定实施方案中,第一组垫片可各自例如在垫片的上部部分上包括末端开放的切口,使得这些垫片限定第一(上部)组孔(的上部边缘和下部边缘)。第二组垫片可各自例如在垫片的下部部分上包括末端开放的切口,使得这些垫片限定第二(下部)组孔。第一组垫片各自还可包括末端封闭的切口,其提供了与第二组孔流体连通的第二模腔的横向切片。类似地,第二组垫片可各自包括末端封闭的切口,其提供了与第一组孔流体连通的第一模腔的横向切片。如果第一组的垫片与例如第二组的垫片相间,则每个垫片可充当带孔垫片并且还可充当间隔垫片(例如,第一组的垫片可以是用于第一(上部)组垫片的至少一个孔的孔限定型垫片,并且还可以限定第二(下部)组孔的两个孔之间的横向边缘至边缘间距。
上述内容是一般构造的一个示例,其中垫片堆叠件的至少一个垫片既可充当带孔垫片,又可充当间隔垫片。这种构造代表了上述情况(即间隔垫片通常对于限定模孔可能不起任何作用)的可接受例外。如果希望例如在多个行中提供模孔等等,这种构造可能特别有用(不管所有的模孔是否都由共同的模腔进料,或者不同的模孔组是否从不同的模腔进料)。
发泡模具101可以包括根据特定情况所需的任何其它辅助设备。例如,支撑结构可以有助于承受组装的垫片模具的重量。如果需要,可将一个或多个外部加热器(例如,边缘加热器)定位成与垫片堆叠件热接触(例如,这种加热器可以邻接在图1所示类型的垫片堆叠件的顶部和底部)。如果需要,可将一个或多个内部加热器(例如,呈棒形式的加热器)插入到例如至少延伸到端块中和/或延伸穿过垫片堆叠件的整个横向长度的开口中。例如,通孔222和322中的一个或多个可以接纳内部加热器而非紧固件。(图2和图4中通孔222和通孔322的特定构造是示例性的,并且可针对任何目的、以任何期望的图案来布置任何期望数量的贯穿开口。)如果需要,可将保护钢网或掩模(例如,其中具有与模孔110一致的开口的薄金属板)邻接发泡模具的工作面103。此外,可以提供一个或多个柄部、钩等以增强支撑、移动或运输发泡模具101的简便性。
发泡模具101可与任何合适的挤出装置(例如,包括一个或多个挤出机、串联或并联操作的挤出装置)、与任何合适的热塑性(可熔融加工的)有机聚合物(包括但不限于聚酯、聚烯烃等)、以及与任何合适的发泡剂(例如,化学发泡剂或物理发泡剂)一起使用。此外,发泡模具101可用于将熔融的可发泡挤出物流体流排到未受限定的空间中;或者以可使基底层压到由此形成的泡沫板的至少一个主表面的方式,排到双带层压机中。这种装置、材料和构造,在与本申请同一日期提交的标题为“Foaming Die and Method of Use”(发泡模具以及使用方法,代理人案卷号75735US002)的共同待审的美国临时专利申请序列号62/067,888中有详细描述。
同样如上述美国临时专利申请详述的那样,本文公开的装置和方法(例如,涉及多个模腔设计的那些)也可以用于制备包括主要泡沫相和次要致密化相的复合泡沫板。
示例性实施方案列表
实施方案1是用于挤出熔融的可发泡组合物的发泡模具,所述发泡模具包括多个垫片,所述多个垫片在压力下层叠在一起以形成垫片堆叠件,所述垫片组合起来在所述发泡模具的工作面中共同限定多个模孔,并且共同限定至少一个模腔,所述模腔被构造成从挤出装置接收熔融的可发泡组合物,并且流体连接到所述模孔。
实施方案2是根据实施方案1所述的发泡模具,其中所述垫片堆叠件包括至少约二十个垫片。实施方案3是根据实施方案1所述的发泡模具,其中所述垫片堆叠件包括至少约两百个垫片。实施方案4是根据实施方案1-3中任一项所述的发泡模具,其中所述多个模孔中的模孔沿所述发泡模具的横向轴线成单行间隔开。实施方案5是根据实施方案1-4中任一项所述的发泡模具,其中各个所述模孔呈具有长轴的细长形状,所述长轴被取向为至少基本上垂直于所述发泡模具的横向轴线并且至少基本上与所述发泡模具的高度轴线对准,并且其中各个所述模孔的孔高度与孔宽度的高宽比为至少约4:1。实施方案6是根据实施方案1-5中任一项所述的发泡模具,其中所述多个垫片中的每个垫片具有至少基本上平行于所述发泡模具的厚度轴线的主平面。
实施方案7是根据实施方案1-6中任一项所述的发泡模具,其中所述多个垫片包括第一带孔垫片组,每个带孔垫片包括限定模孔高度并且限定所述至少一个模腔的横向切片的至少一个末端开放的切口;并且其中所述多个垫片包括第二间隔垫片组,其中每个间隔垫片不包括限定模孔高度的末端开放的切口,但是包括限定所述至少一个模腔的横向切片的至少一个末端封闭的切口。实施方案8是根据实施方案7所述的发泡模具,其中至少所选择的带孔垫片各自作为单个带孔垫片存在于一对最近邻间隔垫片之间,并且其中每个所选择的带孔垫片的厚度限定至少一个模孔的孔宽度。实施方案9是根据实施方案7所述的发泡模具,其中至少所选择的带孔垫片各自作为一串多个带孔垫片存在,而在所述一串多个带孔垫片的任何带孔垫片之间均不存在间隔垫片,并且其中带孔垫片串中的所述带孔垫片的组合厚度限定至少一个模孔的孔宽度。
实施方案10是根据实施方案7-9中任一项所述的发泡模具,其中至少所选择的间隔垫片各自作为单个间隔垫片存在于一对最近邻带孔垫片之间,并且其中每个所选择的间隔垫片的厚度限定一对最近邻模孔的最近横向边缘之间的横向边缘至边缘距离。实施方案11是根据实施方案7-9中任一项所述的发泡模具,其中至少所选择的间隔垫片各自作为一串多个间隔垫片存在,而在所述一串多个间隔垫片的任何间隔垫片之间均不存在带孔垫片,并且其中间隔垫片串中的所述间隔垫片的组合厚度限定一对最近邻模孔的最近横向边缘之间的横向边缘至边缘距离。
实施方案12是根据实施方案1-11中任一项所述的发泡模具,其中所述垫片组合起来以共同限定所述发泡模具的所述工作面中的第一组模孔,并且共同限定第一模腔,所述第一模腔被构造成从流体连接到所述第一组模孔的挤出机接收第一熔融的可发泡组合物;并且其中所述垫片组合起来以共同限定所述发泡模具的所述工作面中的第二组模孔,并且共同限定第二模腔,所述第二模腔被构造成从流体连接到所述第二组发泡模孔的挤出机接收第二熔融组合物。实施方案13是根据实施方案12所述的发泡模具,其中所述第二模腔被构造成从第二挤出机接收第二熔融组合物,所述第二挤出机不同于所述第一模腔被构造成从中接收第一熔融的可发泡组合物的挤出机;并且其中所述第二熔融组合物为致密化熔融组合物。实施方案14是根据实施方案12所述的发泡模具,其中所述第二组模孔中至少所选择的模孔各自横向地夹在所述第一组模孔中的一对模孔之间。
实施方案15为实施方案1-14中任一项所述的发泡模具,其中所述模孔为横向对准的模孔。实施方案16是根据实施方案1-15中任一项所述的发泡模具,其中所述发泡模具流体联接到挤出装置,所述挤出装置包括至少一个挤出机,并且被构造成将熔融的可发泡流体流连续供应到所述发泡模具的至少一个模腔。实施方案17是根据实施方案1-16中任一项所述的发泡模具,其中所述多个垫片包括第一带孔垫片组,每个带孔垫片包括限定模孔高度并且限定所述至少一个模腔的横向切片的至少一个末端开放的切口;并且其中所述至少一个末端开放的切口包括:在所述末端开放的切口的基本上与所述末端开放的切口的开口端相对的终端处的梳状结构,所述梳状结构包括线性阵列的齿,所述齿之间具有交替的间隔。
实施方案18是一种制备一体泡沫板的方法,所述方法包括:穿过根据实施方案1-17中任一项所述的发泡模具的所述多个模孔中的至少所选择的模孔,连续地排出熔融的可发泡挤出物流体流,以及允许所述熔融的可发泡挤出物流体流发泡、聚结并固化为一体物质,以便形成具有板宽度和板厚度的一体泡沫板。
实施例
代表性工作实施例
组装图1和图2所示的一般类型的垫片堆叠件发泡模具,不同之处在于使用了图5所示的一般类型的双腔垫片。该发泡模具带有五十个横向对准的细长孔,其以大体上类似于图1所示的方式,在如此形成的发泡模具的整个横向宽度上成单行间隔开,每个孔具有16密耳的孔宽度(Wo)和625密耳的孔高度(Ho)。该实施例中并未使用单个带孔垫片(厚度为16密耳)来提供该孔宽度,而是使用了带孔垫片串,每串由4密耳厚的四个带孔垫片组成。使用间隔垫片以约60密耳的边缘至边缘距离(de)使孔间隔开来(从而提供76密耳的中心至中心孔距离(dc))。并未使用单个间隔垫片,而是使用了间隔垫片串,每串由20密耳厚的三个垫片组成。
因此,垫片堆叠件发泡模具具有总共347个垫片(50串带孔垫片,每串4个垫片,总共200个带孔垫片,以及49串间隔垫片,每串3个垫片,总共147个间隔垫片),它们总共限定了50个模孔;该模具还具有与第一模腔流体连通的第一组25个孔,以及与第二模腔流体连通的第二组25个孔。在该代表性工作实施例中,熔融的可发泡流体流仅进料至第一模腔(并从该第一模腔流到与模腔流体连接的第一组25个“有效”模孔)。因此应当理解,每对最近邻的有效模孔都交替穿插有无效(未使用)模孔,而挤出物不穿过无效模孔排出。(严格地说,在该操作模式中,每对有效模孔不单单由间隔垫片间隔开,还由在其间提供了无效模孔的带孔垫片间隔开。)
因此总的来说,发泡模具限定了25个有效模孔,这些模孔以约136密耳的边缘至边缘间距(和约152密耳的中心至中心间距)布置,以提供约3.74英寸的有效模宽度Wd。(孔高度Ho和模高度Hd不受到仅使用模腔中的一个这一事实的影响。)
所有垫片均由已进行过EDM(放电加工)的不锈钢制成,这些不锈钢被切割成所需的形状并根据需要提供切口。所有垫片凭借穿过垫片堆叠件中切口(在图5中标示为1222、1322和2222的一般类型的切口)的四个螺栓保持在一起。使用气动扭矩扳手以尽可能多的扭矩拧紧这些螺栓。边缘加热器联接到模具的顶部和底部。以常规方式使用热电偶监测温度。
制备可发泡组合物,其包含95重量%的热塑性聚酯(PET)树脂(POLYCLEAR 1101;美国北卡罗来纳州夏洛特的Auriga公司(Auriga,Charlotte,NC))、2重量%的化学发泡剂(Sukano TA17-10;南卡罗来纳州邓肯公式(Duncan,SC))、以及3重量%的增链剂(SukanoTme S606)。将可发泡组合物装入1.25"单螺杆挤出机的料斗中,并在表1所列的条件下挤出:
表1
| 参数 | 值 |
| 螺杆转速RPM | 68.1 |
| 区1(F) | 432 |
| 区2(F) | 540 |
| 区3(F) | 547 |
| 适配器(F) | 494 |
| 颈管(F) | 510 |
| 模具(F) | 500 |
| 模具边缘加热器(F) | 520 |
| 压力(psi) | 2200 |
模具被取向为使其横向轴线大致水平于地表。接取带被定位在模具的工作面下方几厘米处,并被取向为大致水平于地表。模具被取向为使得熔融挤出物流出模孔的方向朝向接取带的上表面稍微向下成角度(以低于水平面约15度的角度),使得熔融挤出物收集在接取带上。接取带速度为约0.6英尺/分钟。
在这些条件下,估计聚结距离(Dc)在模具的工作面的几个(例如1-3)mm内。这样形成的横向聚结的一体泡沫板具有0.35g/cc密度、5.8英寸宽度和1.3英寸厚度的近似(平均)值。
工作实施例2
使用代表性工作实施例中描述的一般类型的垫片堆叠件发泡模具,不同之处在于,该模具带有五十个有效孔,每个孔宽度为24密耳,高度为625密耳。并未使用单个带孔垫片,而是使用了带孔垫片串,每串由4密耳厚的六个带孔垫片组成。使用间隔垫片以约80密耳的边缘至边缘距离(de)使孔间隔开来(从而提供104密耳的中心至中心孔距离(dc))。并未使用单个间隔垫片,而是使用了间隔垫片串,每串由20密耳厚的四个垫片组成。
该模具设计具有总共496个垫片并且为5.1英寸宽。制备两种可发泡组合物,二者的组成均与代表性实施例相同。将两种可发泡组合物分别装入1.25"单螺杆挤出机的料斗中;以如下方式使用这两个挤出机:一个挤出机进料至第一模腔和第一模孔组,第二个挤出机进料至第二模腔和第二模孔组。因此,在该实施例中,所有模孔都是有效孔,并且所有模孔都进料相同的熔融的可发泡组合物(尽管来自两个不同的挤出机。)
将两种组合物在表2所列的条件下挤出(挤出机的构型不相同,因此它们在略微不同的条件下操作):
表2

接取带速度为约0.6英尺/分钟。在这些条件下,估计聚结距离(Dc)在模具的工作面的几个(例如1-3)mm内。这样形成的横向聚结的一体泡沫板具有0.36g/cc密度、5.5英寸宽度和1.4英寸厚度的近似(平均)值。
工作实施例3
使用工作实施例2的垫片堆叠件发泡模具。制备两种相同的可发泡组合物,二者各自包含98重量%的高熔体强度聚丙烯(Borealis WB140HMS;奥地利维也纳(Vienna,Austria))和2重量%的化学发泡剂(Reedy FPE-50;美国北卡罗来纳州夏洛特(Charlotte,NC))。将可发泡组合物以与工作实施例2相同的方式各自装入两个1.25"单螺杆挤出机之一的料斗中,每个挤出机进料至不同的模腔。
将这两种组合物在表3所列的条件下挤出:
表3

接取带速度为约0.6英尺/分钟。在这些条件下,估计聚结距离(Dc)在模具的工作面的几个(例如1-3)mm内。这样形成的横向聚结的一体泡沫板具有0.54g/cc密度、3.8英寸宽度和0.6英寸厚度的近似(平均)值。
工作实施例4
组装代表性工作实施例中所述类型的垫片堆叠件发泡模具,不同之处在于,该模具带有五十个有效孔,每个孔宽度为16密耳,高度为625密耳。并未使用单个带孔垫片,而是使用了带孔垫片串,每串由4密耳厚的四个带孔垫片组成。使用间隔垫片以约60密耳的边缘至边缘距离(de)使孔间隔开来(从而提供76密耳的中心至中心孔距离(dc))。该实施例中并未使用单个间隔垫片,而是使用了间隔垫片串,每串由20密耳厚的三个垫片组成。
该模具设计具有总共347个垫片并且为3.74英寸宽。制备与代表性工作实施例中相同的组成的第一可发泡组合物。制备第二组合物,即PET-G(二醇改性的聚对苯二甲酸乙二醇酯;EASTAR共聚酯6763,田纳西州金斯波特的伊斯特曼化学公司(EASTAR Copolyester6763,Eastman Chemical,Kingsport,TN))。第二组合物不是可发泡组合物。将第一组合物和第二组合物分别进料至第一1.25"挤出机和第二1.25"挤出机,并在表4所列的条件下处理:
表4

接取带速度为约0.6英尺/分钟。在这些条件下,估计聚结距离(Dc)在模具的工作面的几个(例如1-3)mm内。这样形成的横向聚结的一体复合泡沫板具有0.32g/cc密度、5.8英寸宽度和0.75英寸厚度的近似(平均)值。
工作实施例5
组装代表性工作实施例中所述类型的垫片堆叠件发泡模具。使用单个1.25"挤出机以与代表性工作实施例中相同的方式,将与代表性工作实施例中相同的可发泡组合物进料至模具的单个腔和模具组中。在表5所列的条件下处理可发泡组合物:
表5
| 参数 | 值 |
| 螺杆转速 | 102 |
| 区1(F) | 450 |
| 区2(F) | 517 |
| 区3(F) | 500 |
| 适配器(F) | 500 |
| 颈管(F) | 520 |
| 模具(F) | 490 |
| 模具边缘加热器(F) | 500 |
| 压力(psi) | 3000 |
在以2.5ft/min运行的双带层压机(Meyer KFE-E 1500;德国 的Meyer GmbH公司(Meyer GmbH,
的Meyer GmbH公司(Meyer GmbH, Germany))上取走熔融挤出物。下部带稍微朝向模具的工作面延伸,并且位于工作面下方几厘米处,使得熔融挤出物收集在下部带上,然后被携带到下部带和上部带之间的间隙中。将两个双轴向取向的PET膜展开到双带层压机中,使得熔融挤出物/初始泡沫夹在上部PET膜和下部PET膜之间,其中PET膜层压到所得PET泡沫的每个主表面。每个PET膜的与熔融挤出物接触的表面已按照题为“Methods of Bonding PolyesterSubstrates”(聚酯衬底的粘结方法)的美国专利申请序列号14/363132中公开的通用方式经闪光灯照射。
Germany))上取走熔融挤出物。下部带稍微朝向模具的工作面延伸,并且位于工作面下方几厘米处,使得熔融挤出物收集在下部带上,然后被携带到下部带和上部带之间的间隙中。将两个双轴向取向的PET膜展开到双带层压机中,使得熔融挤出物/初始泡沫夹在上部PET膜和下部PET膜之间,其中PET膜层压到所得PET泡沫的每个主表面。每个PET膜的与熔融挤出物接触的表面已按照题为“Methods of Bonding PolyesterSubstrates”(聚酯衬底的粘结方法)的美国专利申请序列号14/363132中公开的通用方式经闪光灯照射。
双带层压机在表6所列的条件下操作:
表6
| 参数 | 值 |
| 带高度(mm) | 12 |
| 内部辊隙(mm) | 1.5 |
| 层压机区1(C) | 190 |
| 层压机区2(C) | 120 |
| 层压机区3(C) | 23 |
带高度是指双带层压机的顶带和底带之间的分隔距离。双带层压机在其长度的约一半处具有内部辊隙。内部辊隙参数被定义为辊隙压缩带的量。例如,10mm的带高度将间隙设置为10mm,在具有1mm的内部辊隙设置的情况下,则将辊隙处的间隙设置为9mm。
这样形成的横向聚结的一体泡沫板具有0.40g/cc(泡沫芯)密度、6.0英寸宽度和0.25英寸厚度的近似(平均)值(已受到双带层压机的带的限制,从而不会膨胀到与例如代表性工作实施例中相同的程度)。
工作实施例6
组装工作实施例4中所述类型的垫片堆叠件发泡模具。通过第一挤出机和第二挤出机来处理与工作实施例4中的组成相同的第一组合物和第二组合物。然而,并未采用将第一流体流和第二流体流进料至不同模腔/模孔组的方式,而是将第一(可发泡)熔融流体流和第二(不可发泡PET-G)熔融流体流在共用入口处合并到模具中,以形成多层流体流,其包括可发泡组合物内层(类似于图9的层1011),以及PET-G的上部层和下部层(类似于图9的层1012和1013)。在表7所列的条件下,对第一组合物和第二组合物进行处理,并将所得的熔融挤出物与经闪光灯照射的PET膜的顶层和底层一起收集在双带层压机中(以与工作实施例5中相似的方式)
表7

因此将经闪光灯照射的PET膜层压到存在于由此形成的泡沫板的每个主表面上的PET-G表面层。这样形成的横向聚结的一体复合泡沫板(具有层压在其上的PET膜)具有0.45g/cc(泡沫芯)密度、3.0英寸宽度和0.375英寸厚度的近似(平均)值。
工作实施例7
组装代表性工作实施例中所述类型的垫片堆叠件发泡模具。制备可发泡组合物,其包含96重量%的高熔体强度聚丙烯(Borealis WB140HMS)和4重量%的化学发泡剂(新泽西州罗克威的Polyfil公司的EcoCell化学发泡剂(EcoCell Chemical Blowing Agent;Polyfil,Rockaway,NJ))。在表8所列的条件下处理可发泡组合物:
表8
| 参数 | 值 |
| 螺杆转速 | 100 |
| 区1(F) | 350 |
| 区2(F) | 420 |
| 区3(F) | 400 |
| 适配器(F) | 400 |
| 颈管(F) | 390 |
| 模具(F) | 390 |
| 模具边缘加热器(F) | 390 |
| 压力(psi) | 3680 |
在以2.7ft/min运行的双带层压机上取走熔融挤出物。下部带稍微朝向模具的工作面延伸,并且位于工作面下方几厘米处,使得熔融挤出物收集在下部带上,然后被携带到下部带和上部带之间的间隙中。将两个玻璃纤维强化的聚丙烯(GFPP)膜展开到双带层压机中,使得熔融挤出物/初始泡沫夹在上部GFPP膜和下部GFPP膜之间,其中每个GFPP膜层压到熔融挤出物的主表面。(在标准流延膜挤出设备(单螺杆挤出机,3辊浇铸台和卷绕机)中使用Borealis Fibremod GB306SAF(35重量%玻璃纤维)树脂粒料制备GFPP膜。)这样形成的横向聚结的一体泡沫板(具有层压在其上的GFPP膜)具有0.50g/cc(泡沫芯)密度、2.5英寸宽度和0.375英寸厚度的近似(平均)值。
提供上述实施例只是为了清楚地理解本发明,而不应理解为不必要的限制。在实施例中所描述的测试和测试结果旨在为例示性而非预测性的,且测试过程的变化可预计得到不同的结果。实施例中所有定量值均应理解为根据所使用过程中所涉及的通常所知公差的近似值。对于本领域的技术人员将显而易见的是,本文所公开的具体示例性元件、结构、特征、细节、构造等在许多实施方案中可修改和/或组合。本发明人预期所有此类变型和组合均在所构思发明的范围内,而不仅仅是被选择充当示例性图示的那些代表性设计。因此,本发明的范围不应当限于本文所述的特定例示性结构,而应当至少延伸至权利要求的语言所描述的结构以及那些结构的等同形式。本说明书中正面引用的作为替代方案的任何元件可以根据需要以任何组合明确地包括于权利要求中或从权利要求排除。以开放式语言(例如,由其构成和由其衍生)引用到本说明书中的任何元件或元件的组合被认为是以封闭式语言(例如,由……组成和由……衍生)并且以部分封闭式语言(例如,实质上由……组成和实质上由……衍生)另外地引用。虽然本文可能已经讨论了各种理论和可能的机理,但在任何情况下都不应将此类讨论用于限制可受权利要求书保护的主题。如果在所写的本说明书和以引用方式并入本文的任何文档中的公开内容之间存在任何冲突或矛盾之处,则以所写的本说明书为准。
Claims (17)
1.一种制备一体泡沫板的方法,所述方法包括:
穿过发泡模具的多个模孔中的至少所选择的模孔,连续地排出熔融的可发泡挤出物流体流,
以及
允许所述熔融的可发泡挤出物流体流发泡、聚结并固化为一体物质,以便形成具有板宽度和板厚度的一体泡沫板;
其中所述发泡模具由多个垫片构成,所述多个垫片在压力下层叠在一起以形成垫片堆叠件,所述垫片组合起来在所述发泡模具的工作面中共同限定多个模孔,并且共同限定至少一个模腔,所述模腔被构造成从挤出装置接收熔融的可发泡组合物,并且流体连接到所述模孔,
并且其中每个所述熔融的可发泡挤出物流体流都包括熔融的可发泡组合物,所述熔融的可发泡组合物包括熔融的热塑性有机聚合物材料和发泡剂。
2.根据权利要求1所述的方法,其中所述垫片堆叠件包括至少二十个垫片。
3.根据权利要求1所述的方法,其中所述垫片堆叠件包括至少两百个垫片。
4.根据权利要求1所述的方法,其中所述多个模孔中的模孔沿所述发泡模具的横向轴线成单行间隔开。
5.根据权利要求1所述的方法,其中各个所述模孔呈具有长轴的细长形状,所述长轴被取向为至少基本上垂直于所述发泡模具的横向轴线,并且至少基本上与所述发泡模具的高度轴线对准,并且其中各个所述模孔的孔高度与孔宽度的高宽比为至少4:1。
6.根据权利要求1所述的方法,其中所述多个垫片中的每个垫片具有至少基本上平行于所述发泡模具的厚度轴线的主平面。
7.根据权利要求1所述的方法,其中所述多个垫片包括第一带孔垫片组,每个带孔垫片包括限定模孔高度并且限定所述至少一个模腔的横向切片的至少一个末端开放的切口;并且其中所述多个垫片包括第二间隔垫片组,其中每个间隔垫片不包括限定模孔高度的末端开放的切口,但是包括限定所述至少一个模腔的横向切片的至少一个末端封闭的切口。
8.根据权利要求7所述的方法,其中至少所选择的带孔垫片各自作为单个带孔垫片存在于一对最近邻间隔垫片之间,并且其中每个所选择的带孔垫片的厚度限定至少一个模孔的孔宽度。
9.根据权利要求7所述的方法,其中至少所选择的带孔垫片各自作为一串多个带孔垫片存在,而在所述一串多个带孔垫片的任何带孔垫片之间均不存在间隔垫片,并且其中带孔垫片串中的所述带孔垫片的组合厚度限定至少一个模孔的孔宽度。
10.根据权利要求7所述的方法,其中至少所选择的间隔垫片各自作为单个间隔垫片存在于一对最近邻带孔垫片之间,并且其中每个所选择的间隔垫片的厚度限定一对最近邻模孔的最近横向边缘之间的横向边缘至边缘距离。
11.根据权利要求7所述的方法,其中至少所选择的间隔垫片各自作为一串多个间隔垫片存在,而在所述一串多个间隔垫片的任何间隔垫片之间均不存在带孔垫片,并且其中间隔垫片串中的所述间隔垫片的组合厚度限定一对最近邻模孔的最近横向边缘之间的横向边缘至边缘距离。
12.根据权利要求1所述的方法,其中所述垫片组合起来以共同限定所述发泡模具的所述工作面中的第一组模孔,并且共同限定第一模腔,所述第一模腔被构造成从流体连接到所述第一组模孔的挤出机接收第一熔融的可发泡组合物;并且其中所述垫片组合起来以共同限定所述发泡模具的所述工作面中的第二组模孔,并且共同限定第二模腔,所述第二模腔被构造成从流体连接到所述第二组发泡模孔的挤出机接收第二熔融组合物。
13.根据权利要求12所述的方法,其中所述第二模腔被构造成从第二挤出机接收第二熔融组合物,所述第二挤出机不同于所述第一模腔被构造成从中接收第一熔融的可发泡组合物的挤出机;并且其中所述第二熔融组合物为致密化熔融组合物。
14.根据权利要求12所述的方法,其中所述第二组模孔中至少所选择的模孔各自横向地夹在所述第一组模孔中的一对模孔之间。
15.根据权利要求1所述的方法,其中所述模孔是横向对准的模孔。
16.根据权利要求1所述的方法,其中所述发泡模具流体联接到挤出装置,所述挤出装置包括至少一个挤出机,并且被构造成将熔融的可发泡流体流连续供应到所述发泡模具的至少一个模腔。
17.根据权利要求1所述的方法,其中所述多个垫片包括第一带孔垫片组,每个带孔垫片包括限定模孔高度并且限定所述至少一个模腔的横向切片的至少一个末端开放的切口;并且其中所述至少一个末端开放的切口包括:在所述末端开放的切口的基本上与所述末端开放的切口的开口端相对的终端处的梳状结构,所述梳状结构包括线性阵列的齿,所述齿之间具有交替的间隔。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462067890P | 2014-10-23 | 2014-10-23 | |
| US62/067,890 | 2014-10-23 | ||
| PCT/US2015/056385 WO2016064819A1 (en) | 2014-10-23 | 2015-10-20 | Shim-stack foaming die |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107148331A CN107148331A (zh) | 2017-09-08 |
| CN107148331B true CN107148331B (zh) | 2020-03-03 |
Family
ID=55761396
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201580057438.6A Expired - Fee Related CN107148331B (zh) | 2014-10-23 | 2015-10-20 | 垫片堆叠件发泡模具 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10421227B2 (zh) |
| EP (1) | EP3209477B1 (zh) |
| JP (1) | JP2017533125A (zh) |
| KR (1) | KR20170072285A (zh) |
| CN (1) | CN107148331B (zh) |
| WO (1) | WO2016064819A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10449702B2 (en) | 2014-10-23 | 2019-10-22 | 3M Innovative Properties Company | Laterally-coalesced foam slab |
| JP2021154195A (ja) * | 2020-03-26 | 2021-10-07 | ノードソン コーポレーションNordson Corporation | ノズル、接着剤塗布ヘッド、接着剤塗布装置及びおむつ製造方法 |
| KR102272167B1 (ko) * | 2020-09-22 | 2021-07-01 | 이현승 | 복합필름 성형장치용 플레이트형 피드블럭 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101868335A (zh) * | 2007-11-20 | 2010-10-20 | 旭化成建材株式会社 | 热固性树脂泡沫板的制造方法 |
| CN103842164A (zh) * | 2011-08-22 | 2014-06-04 | 3M创新有限公司 | 结网、阵列和模头及其制备方法 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB728981A (en) | 1952-02-05 | 1955-04-27 | Vicard Pierre G | Improvements in or relating to devices for the extraction of dust from gases |
| GB912888A (zh) | 1959-07-22 | 1900-01-01 | ||
| US3573152A (en) | 1969-07-29 | 1971-03-30 | Foster Grant Co Inc | Thermoplastic elongated cellular products |
| US3881984A (en) | 1969-08-07 | 1975-05-06 | Sekisui Plastics | Apparatus for preparation of synthetic wood |
| US4801484A (en) | 1988-01-13 | 1989-01-31 | The Dow Chemical Company | Highly loaded coalesced foam |
| AU4668393A (en) | 1992-07-08 | 1994-01-31 | Nordson Corporation | Apparatus and methods for applying discrete foam coatings |
| KR100363291B1 (ko) | 1994-12-27 | 2003-05-09 | 세키스이가세이힝코교가부시키가이샤 | 열가소성폴리에스테르계수지발포체의연속적제조방법및제조장치 |
| US5679379A (en) * | 1995-01-09 | 1997-10-21 | Fabbricante; Anthony S. | Disposable extrusion apparatus with pressure balancing modular die units for the production of nonwoven webs |
| US5773080A (en) | 1997-04-17 | 1998-06-30 | Simmons; George | Pattern coating of thick film pressure sensitive adhesives |
| US6106922A (en) | 1997-10-03 | 2000-08-22 | 3M Innovative Company | Coextruded mechanical fastener constructions |
| DE69723086T2 (de) | 1997-12-08 | 2003-12-24 | Dow Deutschland Inc | Mehrschichtiger Schaum, Verfahren zu seiner Herstellung und Verwendung |
| WO2001039954A2 (en) | 1999-12-02 | 2001-06-07 | Dow Global Technologies Inc. | Hollow-strand foam and preparation thereof |
| US6289956B1 (en) | 2000-07-21 | 2001-09-18 | Earl Shriver | Wood planer attachment for directing and capturing wood shavings and chips |
| DE10162353A1 (de) | 2001-12-18 | 2003-07-03 | Roehm Gmbh | Extrusionsdüse für Folien oder Platten mit seitlicher Schmelzeeinspeisung |
| US7951449B2 (en) | 2002-06-27 | 2011-05-31 | Wenguang Ma | Polyester core materials and structural sandwich composites thereof |
| JP4125705B2 (ja) | 2004-09-30 | 2008-07-30 | 株式会社カワタ | 発泡押出成形装置および発泡押出成形方法 |
| WO2008033973A1 (en) | 2006-09-15 | 2008-03-20 | 3M Innovative Properties Company | Abrading device and system and method of using |
| WO2010078065A1 (en) | 2008-12-31 | 2010-07-08 | 3M Innovative Properties Company | Co-extrusion die, method of extruding with the die, and extruded articles made therefrom |
| KR101069132B1 (ko) | 2008-12-31 | 2011-09-30 | 안태광 | 다공질구조를 갖는 플라스틱 시트 제조방법 및 제조장치 |
| EP2448741A1 (en) | 2009-06-30 | 2012-05-09 | 3M Innovative Properties Company | Extrusion die element, extrusion die and method for making multiple stripe extrudate from multilayer extrudate |
| GB2474431B (en) | 2009-10-13 | 2012-10-31 | Gurit Uk Ltd | Production of extruded foam |
| WO2011090603A1 (en) | 2009-12-29 | 2011-07-28 | 3M Innovative Properties Company | Coextrusion die and system, method of making coextruded articles and coextruded articles made thereby |
| JP5985990B2 (ja) | 2010-02-08 | 2016-09-06 | スリーエム イノベイティブ プロパティズ カンパニー | 共押出し成形の方法、及び、共押出し成形ダイ |
| KR20130018778A (ko) | 2010-03-25 | 2013-02-25 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 복합 층 |
| ES2550776T3 (es) | 2010-12-27 | 2015-11-12 | Dow Global Technologies Llc | Espuma de polímero termoplástico extruida de alta resistencia |
| JP2015505751A (ja) | 2011-12-06 | 2015-02-26 | スリーエム イノベイティブ プロパティズ カンパニー | モノリシック多層体物品 |
| US20150047774A1 (en) | 2011-12-06 | 2015-02-19 | 3M Innovative Properties Company | Methods of bonding polyester substrates |
| US10272655B2 (en) | 2012-10-02 | 2019-04-30 | 3M Innovative Properties Company | Film with alternating stripes and strands and apparatus and method for making the same |
| US9944043B2 (en) | 2012-10-02 | 2018-04-17 | 3M Innovative Properties Company | Laminates and methods of making the same |
| US10449702B2 (en) | 2014-10-23 | 2019-10-22 | 3M Innovative Properties Company | Laterally-coalesced foam slab |
| KR20170072305A (ko) | 2014-10-23 | 2017-06-26 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 발포 다이 및 사용 방법 |
-
2015
- 2015-10-20 WO PCT/US2015/056385 patent/WO2016064819A1/en active Application Filing
- 2015-10-20 KR KR1020177013589A patent/KR20170072285A/ko unknown
- 2015-10-20 JP JP2017521230A patent/JP2017533125A/ja not_active Withdrawn
- 2015-10-20 CN CN201580057438.6A patent/CN107148331B/zh not_active Expired - Fee Related
- 2015-10-20 US US15/517,022 patent/US10421227B2/en active Active
- 2015-10-20 EP EP15852305.0A patent/EP3209477B1/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101868335A (zh) * | 2007-11-20 | 2010-10-20 | 旭化成建材株式会社 | 热固性树脂泡沫板的制造方法 |
| CN103842164A (zh) * | 2011-08-22 | 2014-06-04 | 3M创新有限公司 | 结网、阵列和模头及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3209477A1 (en) | 2017-08-30 |
| CN107148331A (zh) | 2017-09-08 |
| EP3209477B1 (en) | 2022-04-27 |
| US10421227B2 (en) | 2019-09-24 |
| EP3209477A4 (en) | 2018-07-11 |
| US20170246785A1 (en) | 2017-08-31 |
| JP2017533125A (ja) | 2017-11-09 |
| WO2016064819A1 (en) | 2016-04-28 |
| KR20170072285A (ko) | 2017-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107148331B (zh) | 垫片堆叠件发泡模具 | |
| JP5005692B2 (ja) | プラスチックを材料とする気泡構造体を製造するプロセスおよびこのプロセスを実行するための装置 | |
| DE60010294T2 (de) | Verfahren und vorrichtung zur herstellung von kunststofffolie | |
| WO2012100880A1 (de) | Verfahren zur herstellung einer mehrschichtigen kunststofffolie | |
| EP2550156A2 (en) | Composite layer | |
| EP2969419B1 (en) | Polymeric multilayer film and methods to make the same | |
| WO2011126713A2 (en) | Profiled extrusion replication | |
| RU2018107138A (ru) | Межлистовая пленка для многослойного стекла, способ получения межлистовой пленки для многослойного стекла и многослойное стекло | |
| KR20150127634A (ko) | 중합체 다층 필름을 제조하는 방법 | |
| KR20120061810A (ko) | 압출 다이 요소, 압출 다이, 및 다층 압출물로부터 다중 스트라이프 압출물을 제조하기 위한 방법 | |
| Souza et al. | Thermoformable high oxygen barrier multilayer EVOH/LDPE film/foam | |
| WO2016064829A1 (en) | Foaming die and method of use | |
| DE60014699T2 (de) | Extrusionsdüse und -verfahren zur herstellung eines hohlstrangschaums | |
| JP2017071079A (ja) | 熱伝導シート、熱伝導シート積層体及び熱伝導シート成形体 | |
| EP3209727B1 (en) | Laterally-coalesced foam slab | |
| DE102005030711A1 (de) | Verfahren zur Herstellung von Sandwichstrukturen mit beliebigen Deckschichten sowie kontinuierlich extrudierten und geprägten Papierwaben in der Kernschicht | |
| JP5112758B2 (ja) | 高分子物質の圧電・焦電素子 | |
| JP7406588B2 (ja) | 発泡体積層シートの製造方法 | |
| DE2741342A1 (de) | Verfahren zur herstellung von schaumstoff-formteilen | |
| JP2013022808A (ja) | ダイプレートおよびそれを用いた熱可塑性樹脂発泡体の製造方法 | |
| CN104774356B (zh) | 发泡体及发泡体的制造方法 | |
| KR20100062646A (ko) | 단섬유를 함유하는 고무시트 및 그 압출장치 | |
| EP4234223A1 (en) | Method for manufacturing laminate | |
| Chen | The Study on Cell Nucleation and Cell Growth Mechanisms and Behaviors in Multilayered Alternating Film/Foam Structures | |
| MX2007008056A (es) | Tablas termoplasticas extruidas que tienen una resistencia mecanica mejorada y un procedimiento para la preparacion de las mismas. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200303 Termination date: 20201020 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |