CN103753374A - 一种活塞环自动修口机 - Google Patents
一种活塞环自动修口机 Download PDFInfo
- Publication number
- CN103753374A CN103753374A CN201410000035.5A CN201410000035A CN103753374A CN 103753374 A CN103753374 A CN 103753374A CN 201410000035 A CN201410000035 A CN 201410000035A CN 103753374 A CN103753374 A CN 103753374A
- Authority
- CN
- China
- Prior art keywords
- bistrique
- binder
- pusher
- retreat
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/08—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding non-circular cross-sections, e.g. shafts of elliptical or polygonal cross-section
- B24B19/11—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding non-circular cross-sections, e.g. shafts of elliptical or polygonal cross-section for grinding the circumferential surface of rings, e.g. piston rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/002—Grinding heads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
Abstract
本发明公开了一种活塞环自动修口机,该装置是由修口机调整床脚、机体、固定在机体上的机床台板和机床电器控制装置、水平上料装置、推料装置、压料装置、磨头装置、修口模以及接料装置组成,该修口机从上料、推料、压料、磨头到接料实现了自动化操作。采用本发明的技术方案,实现了活塞环以开口朝上水平吊挂式数控推料方式上料,无需人工进行理齐,推料时能精确定位,压料稳定可靠,提高了生产效率,降低了成本,保证了活塞环的加工精度和加工质量。
Description
技术领域
本发明属于汽车上活塞环的加工设备,具体涉及一种活塞环自动修口机。
背景技术
汽车用活塞环在加工过程中,一般都是先要把需加工的活塞环进行上料,然后将需加工的活塞环向前推料,推到指定位置后再将活塞环压入活塞环修口的设备中,进行修口,修口完成后由接料装置将加工好的活塞环成品转运到成品箱中。目前在活塞环上料过程中,目前通用的方法就是采用倾斜式上料方式、竖直上料加推板的方式,这几种上料方式均采用活塞环开口向下式水平上料,存在可靠性差和适应品种能力低问题,容易造成活塞环在上料过程中磨损和造成活塞环端面拉伤的问题,另外,上料前要人工将活塞环开口翻转理齐的问题,不同的活塞环就要更换不同的定位,增加了劳动力成本;在活塞环推料过程中,目前国际上采用的推料方式有水平式薄板推料方式、竖直式复合推料方式和气动分环旋转推料板推料方式,这几种推料方式推料不准确,精度较差,而且容易造成活塞环端面拉伤,故障率较高。在压料时,很难做到随意控制压料速度和压料传送距离,在压料过程中,稳定性差;在活塞环修口时,磨头在高速旋转时,现有设备中的磨头轴很难保证平稳支承运行,活塞环开口间隙的加工精度难以达到要求。因此,目前市场上的活塞环加工设备,存在缺陷较多,在对活塞环进行修口时,精度较差,运行不稳定,难以保证活塞环的加工精度,影响了活塞环的加工质量。
发明内容
本发明的目的在于提供一种活塞环自动修口机,该装置实现了活塞环以开口朝上水平吊挂式数控推料方式上料,无需人工进行理齐,推料时能精确定位,压料稳定可靠,提高了生产效率,降低了成本,保证了活塞环的加工精度和加工质量。
为达到上述目的,本发明一种活塞环自动修口机,包括修口机调整床脚、机体、固定在机体上的机床台板和机床电器控制装置,机床电气控制装置是由电控柜、安装在电控柜上的机床三色报警灯、机床电器操作柜转架和机床电器控制操作柜组成,机床电器操作柜转架安装在机体上,电控柜和机床电器控制操作柜分别安装在机床电器操作柜转架上,其特征是:该修口机还包括水平上料装置、推料装置、压料装置、磨头装置、修口模和接料装置;
所述水平上料装置是由支撑组件、升降组件、推料组件和内定位环径调整组件组成;所述支撑组件是由底板、立式安装板、前支撑板和后支撑板组成;立式安装板通过底板与机床台板固定,前支撑板和后支撑板分别固定在立式安装板的前后两侧;所述升降组件是由直线导轨、滑块、丝杆、丝杆轴承座和手柄组成;直线导轨与立式安装板固定,在直线导轨上活动设有滑块,滑块与丝杆螺纹连接,丝杆的上端通过丝杆轴承座与手柄固定,丝杆轴承座固定在立式安装板上;所述推料组件是由电缸安装架、上料安装支架、T型导环板、推环气缸、导向槽、推环爪座、推环爪、连接板和推料电缸组成;T型导环板的上端固定设在上料安装支架)上,在T型导环板上设有导向槽,上料安装支架与电缸安装架固定,电缸安装架)与滑块固定连接,推环气缸安装在连接板上,推环爪座的上端与连接板固定,在推环爪座内安装有推环爪,推环爪的上端与推环气缸的气缸轴固定,所述推料电缸的上端与电缸安装架固定,下端与连接板固定连接;所述内定位环径调整组件是由内定位导板、内定位固定套、内定位调整套、调整螺栓和导向键组成;所述内定位固定套的左端与推料组件中的T型导环板固定,内定位调整套安装在内定位固定套的右端,内定位固定套的右端通过内定位调整套与内定位导板固定,导向键设在内定位固定套的导向槽上,所述调整螺栓设在内定位固定套内,并与内定位固定套螺纹连接;
所述推料装置是由推料气缸、推料导杆、推料滑块、推料固定块、升降调整螺杆、推料升降座、推料升降座压块和复合推料板组成;所述推料气缸固定安装在推料气缸固定板上,所述推料导杆有两根,其两端均分别固定安装在推料气缸固定板和推料导杆固定座上,推料气缸固定板和推料导杆固定座均与机床台板固定,每根推料导杆上均安装有推料滑块,推料滑块与推料导杆之间通过直线轴承连接,推料滑块通过关节轴承与推料气缸的气缸轴连接,推料滑块的上端固定连接在推料固定块上,升降调整螺杆与推料固定块螺纹连接,推料升降座通过固定块导向销与推料固定块固定,推料升降座的上端与推料升降座压块固定连接,复合推料板固定安装在稚料升降座压块上;
所述压料装置是由数控压料电缸、压料电缸固定板、压料滑块、左压料滑块导向杆、右压料滑块导向杆、压料转架、压料轴、活塞环压料压板、压料转架支承座、压料转架支承轴、压料转架锁紧座、压料转架锁紧螺栓和压料转架锁紧手柄组成;所述数控压料电缸固定在压料电缸固定板上,数控压料电缸的电缸轴穿过压料电缸固定板与压料滑块固定,压料滑块的左右两端分别活动设在左压料滑块导向杆和右压料滑块导向杆上,左、右压料滑块导向杆的上端分别与压料电缸固定板固定,下端分别固定连接在压料转架上,所述压料轴的上端安装在压料滑块上,下端穿过压料转架与活塞环压料压板固定连接,压料轴通过压料轴导向套与压料转架活动连接,在机床台板的左、右端分别固定安装有压料转架支承座和压料转架锁紧座,在压料转架支承座上固定设有压料转架支承轴,压料转架的左端通过轴承与压料转架支承轴活动连接,在压料转架锁紧座上设有压料转架锁紧螺栓,在压料转架锁紧螺栓上安装有压料转架锁紧手柄;
所述磨头装置是由磨头定位组件和磨头组件组成;所述磨头定位组件是由磨头导轨安装座、磨头进退导轨、磨头进退螺母、磨头进退导轨拖板、磨头左右移动伺服电机、磨头左右移动伺服电机安装座、磨头左右移动伺服电机丝杆连轴器、磨头左右移动丝杆、磨头左右移动导轨、磨头进退伺服电机、磨头进退伺服电机安装座、磨头进退伺服电机丝杆连轴器、磨头进退导轨丝杆、磨头左右移动导轨拖板、磨头进退螺母座、磨头左右移动螺母和磨头左右移动螺母座组成;磨头进退导轨和磨头左右移动导轨均安装在磨头导轨安装座上,磨头导轨安装座固定安装在机体上,磨头进退导轨在磨头左右移动导轨的下方,与磨头左右移动导轨成十字状布置,磨头左右移动伺服电机通过磨头左右移动伺服电机安装座与磨头进退导轨拖板固定连接,磨头左右移动丝杆的一端通过磨头左右移动伺服电机丝杆连轴器与磨头左右移动伺服电机的电机轴连接,另一端通过轴承座与磨头进退导轨拖板连接,磨头进退伺服电机通过磨头进退伺服电机安装座安装在磨头进退导轨上,磨头进退导轨丝杆的一端通过磨头进退伺服电机丝杆连轴器与磨头进退伺服电机的电机轴连接,另一端通过轴承座与磨头进退导轨连接,磨头进退螺母通过磨头进退螺母座与磨头进退导轨拖板连接,磨头左右移动螺母通过磨头左右移动螺母座与磨头左右移动导轨拖板连接,磨头进退螺母座设在磨头进退导轨丝杆上,与磨头进退导轨丝杆螺纹连接,磨头左右移动螺母座设在磨头左右移动丝杆上,与磨头左右移动丝杆螺纹连接;所述磨头组件是由磨头驱动电机、磨头驱动电机安装板、“L”型驱动电机涨紧座、驱动电机调整板、驱动电机调整螺栓、磨头驱动电机带轮、磨头轴传动带轮、磨头轴、磨头轴承座、磨头和磨头定位压板组成;磨头驱动电机安装在磨头驱动电机安装板上,磨头驱动电机安装板与磨头左右移动导轨拖板固定连接,在磨头驱动电机安装板的一侧设有“L”驱动电机涨紧座和驱动电机调整板,驱动电机调整板固定安装在磨头驱动电机安装板上,“L”型驱动电机涨紧座的下端固定安装在磨头左右移动导轨拖板上,上端通过驱动电机调整螺栓与驱动电机调整板螺纹连接,磨头驱动电机带轮安装在磨头驱动电机的电机轴上,磨头轴的一端安装有磨头轴传动带轮,磨头轴传动带轮通过传动带与磨头驱动电机带轮连接,磨头轴的另一端通过磨头定位压板安装有由金刚石砂轮制成的磨头,磨头轴的左端通过起支承作用的滚子轴承与与磨头轴承座的左端连接,磨头轴的右端通过滚子轴承安装在滚针轴承座上,磨头轴左端与右端之间通过成组角接触轴承安装在磨头轴承座上,成组角接触轴承通过轴承套与磨头轴承座连接,滚针轴承座与磨头轴承座固定连接,磨头轴承座安装在磨头左右导轨拖板上;
所述修口模安装在压料装置中活塞环压料压板的下方,固定安装在机床台板上;
所述接料装置是由接环架和接环杆组成;接环架安装在机体上,接环杆安装在接环架上,接环杆的一端设在修口模的下方。
所述复合推料板是由两层板构成,上层板是由树脂材料制成,下层板是由钢质材料制成。
在上述技术方案中,本发明的一种活塞环自动修口机有以下优点:第一,活塞环上料时将活塞环以自由开口方向朝上理齐,并自然吊挂在T型导环板上,然后数控推料电缸和推环气缸工作,实现了活塞环以开口朝上水平吊挂式数控推料方式上料,解决了需要人工将活塞环开口翻转进行理齐的问题,提高了生产效率,降低了成本。第二,活塞环在推料时,推料气缸通过滑块在两根推料导杆进行推料,结构稳定可靠;旋转升降调整螺杆,通过调整复合推料板的高度以适应不同环高活塞环推料的需求。解决了过去要通过更换推料板才能达到目的问题,从而降低了设备的使用成本、减少了更换工装的时间,采用钢质和树脂材质结合的复合推料板,不易弯曲变形,推料机构高度升降可调,可做到一板多用,使用工装成本大为降低。第三,活塞环在压料时,采用数控压料电缸进行压料,压料时可随意控制压料速度和压料距离,提高了活塞环的加工精度,满足了活塞环加工要求。第四,活塞环在修口时,设置了磨头左右移动伺服电机和磨头进退伺服电机,实现了对磨头前后和左右位置进行精确定位,并能调整驱动速度,便于整机实现自动化的要求,磨头轴前端采用成组角接触轴承支承,改变了过去国内、国外普遍采用前端和后端分离的设计方案,即解决了精度预紧的问题又解决了支承刚性的问题,实现了磨头轴的平稳运行,保证了活塞环的加工精度,满足了活塞环的加工质量要求。
附图说明
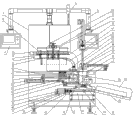
图1是本发明一种活塞环自动修口机的结构示意图;
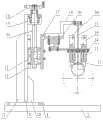
图2是图1左视结构示意图;
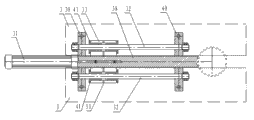
图3是本发明一种活塞环自动修口机的水平上料装置结构示意图;
图4是图3的右视结构示意图;
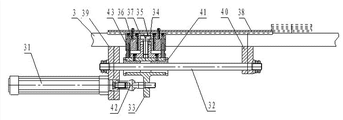
图5是本发明一种活塞环自动修口机的推料装置结构示意图;
图6是图5的俯视结构示意图;
图7是本发明一种活塞环自动修口机的压料装置结构示意图;
图8是本发明一种活塞环自动修口机的磨头装置结构示意图;
图9是图8的左视结构示意图;
图10是本发明一种活塞环自动修口机的接料装置结构示意图。
具体实施方式
下面结合附图对本发明的一种活塞环自动修口机作进一步详细说明。
由图1、图2可见,本实施例的一种活塞环自动修口机包括修口机调整床脚1、机体2、固定在机体2上的机床台板3和机床电器控制装置,机床电气控制装置是由电控柜4、安装在电控柜4上的机床三色报警灯5、机床电器操作柜转架6和机床电器控制操作柜7组成,机床电器操作柜转架6安装在机体2上,电控柜4和机床电器控制操作柜7分别安装在机床电器操作柜转架6上,本实施例的修口机还包括水平上料装置、推料装置、压料装置、磨头装置、修口模92和接料装置。
由图1、图2、图3、图4可见,水平上料装置是由修口机固定在机床台板3上的支撑组件、升降组件、推料组件和内定位环径调整组件组成。支撑组件是由底板8、立式安装板9、前支撑板10和后支撑板11组成;立式安装板9通过底板8与机床台板3由螺丝固定,前支撑板10和后支撑板11通过螺丝分别固定在立式安装板9的两侧。升降组件是由直线导轨12、滑块13、丝杆14、丝杆轴承座15和手柄16组成;本实施例中,直线导轨12有两根,均与立式安装板9通过螺丝固定,在直线导轨12上活动设有滑块13,滑块13与丝杆14螺纹连接,丝杆14的上端通过丝杆轴承座15与手柄16固定,丝杆轴承座15固定在立式安装板9上;滑块13支承在两根直线导轨12上,稳定可靠,本实施例的水平上料装置的高度调节是通过转动手柄16,从而带动滑块13在直线导轨12上下移动来实现。推料组件是由电缸安装架17、上料安装支架18、T型导环板19、推环气缸20、导向槽21、推环爪座22、推环爪23、连接板24和推料电缸25组成;T型导环板19的上端通过螺丝固定在上料安装支架18上,在T型导环板19上设有导向槽21,目的是使推环气缸20沿导向槽21左右移动,起导向作用。上料安装支架18与电缸安装架17通过螺丝固定,电缸安装架17与滑块13通过螺丝固定连接,推环气缸20通过安装在连接板24上,推环爪座22的上端与连接板24固定,在推环爪座22内安装有推环爪23,推环爪23的上端与推环气缸20的气缸轴固定,推料电缸25的上端与电缸安装架17通过螺丝固定,下端与连接板24通过螺丝固定连接。本实施例中,采用数字推料电缸25水平推料,推环气缸20在压缩空气驱动下推动推环爪23沿着推环爪座22下降,推环爪23沿着推环气缸20的导向槽21左右运动以实现数字化推料和返回,解决了斜角上料靠自重下料方式下料不准的问题,而且数字化推料可随意调节推料量、推料时间、解决了后续活塞环端面及推料板磨损的问题,另外,本水平上料机构采用以活塞环自由开口朝上的方式吊挂,解决了上料要人工翻转的问题。而且为将来设计自动化连线方式的活塞环加工设备解决了物料自然转运的难题。水平上料装置中的内定位环径调整组件是由内定位导板26、内定位固定套27、内定位调整套28、调整螺栓29和导向键30组成;内定位固定套27的左端与推料组件中的T型导环板19固定,内定位固定套的右端通过内定位调整套28与内定位导板26固定,导向键30设在内定位固定套27的导向槽上,调整螺栓29设在内定位固定套27内,并与内定位固定套27螺纹连接。本实施例中,手动旋动调整螺栓29,使内定位调整套28沿着内定位固定套27和导向键30向右移动,以适应不同大小活塞环径的需求。在本实施例中,将活塞环以自由开口方向朝上理齐,并自然吊挂在T型导环板19上,然后数控推料电缸25和推环气缸20工作,推环气缸20的气缸轴推动其下端的推环爪23从推环爪座22中伸出,此时,数字推料电缸25通过连接板24推动推环气缸20沿T型导环板19上导向槽21运动,从而带动推环爪23沿水平方向将活塞环向左推进,使活塞环通过大园弧形状的内定位导板26自然垂直下落到内定位环径调整组件中,进行理齐,进入推料装置对活塞环进行推料。本实施例实现了活塞环以开口朝上水平吊挂式数控推料方式上料,解决了需要人工将活塞环开口翻转进行理齐的问题,提高了生产效率,降低了成本,保证了活塞环的加工质量。本实施例的水平上料装置不仅仅可以用于活塞环修口设备,还可以广泛用于活塞环自动化加工设备上,为未来活塞环的多杆多层料库与设备自动化连线,实现单机自动化和线性自动化,解决了物料翻转的难题。
由图1、图2、图5、图6可见,推料装置是由推料气缸31、推料导杆32、推料滑块33、推料固定块34、升降调整螺杆35、推料升降座36、推料升降座压块37和复合推料板38组成。推料气缸31通过螺丝固定安装在推料气缸固定板39上,本实施例中,推料导杆32有两根,每根的推料导杆32的左端通过锁紧螺母分别与推料气缸固定板39固定,两根的推料导杆32的右端通过锁紧螺母分别与推料导杆固定座40固定。推料气缸固定板39和推料导杆固定座40均通过螺丝与机床台板3固定连接,每根推料导杆32上均通过直线轴承41安装有推料滑块33,每根推料导杆32上的推料滑块33均通过关节轴承42与推料气缸31的气缸轴连接,每根推料导杆32上的推料滑块33的上端通过螺丝固定连接在推料固定块34上,升降调整螺杆35与推料固定块34螺纹连接,旋转升降调整螺杆35,可带动推料升降座36、推料升降压块37和复合推料板38上升或下降,这样通过调整复合推料板38的高度以适应不同环高活塞环推料的需求,解决了过去要通过更换推料板才能达到目的问题。推料升降座36通过固定块导向销43与推料固定块34固定,推料升降座36的上端与推料升降座压块37通过螺丝固定连接,复合推料板38通过螺丝固定安装在稚料升降座压块37上。本实施例中,复合推料板38是由两层板构成,上层板是由树脂材料制成,下层板是由钢质材料制成。本推料装置在实际操作时,启动推料气缸31,气缸轴推动与之连接的推料滑块33沿推料导杆32向右滑动,带动推料升降座36、推料升降压块37和复合推料板38向右移动,复合推料板38沿机床台板3向右推动活塞环进入压料工序。
由图1、图2、图7可见,本实施例压料装置是由数控压料电缸45、压料电缸固定板46、压料滑块47、左压料滑块导向杆48、右压料滑块导向杆49、压料转架50、压料轴51、活塞环压料压板52、压料转架支承座53、压料转架支承轴54、压料转架锁紧座55、压料转架锁紧螺栓56和压料转架锁紧手柄57组成;数控压料电缸45通过螺栓固定在压料电缸固定板46上,数控压料电缸45的电缸轴穿过压料电缸固定板46与压料滑块47通过螺栓固定,压料滑块47的左右两端分别活动安装在左压料滑块导向杆48和右压料滑块导向杆49上,压料滑块47可以沿左压料滑块导向杆48和右压料滑块导向杆49上下自由滑动,左压料滑块导向杆48和右压料滑块导向杆49的上端分别通过螺栓与压料电缸固定板46固定连接,下端分别通过螺栓固定连接在压料转架50上,压料轴51的上端通过螺栓固定安装在压料滑块47上,下端穿过压料转架50与活塞环压料压板52固定连接,压料轴51通过压料轴导向套58与压料转架50活动连接,压料轴51在压料转架50内能上下移动。在机床台板3的左、右端分别通过螺栓固定安装有压料转架支承座53和压料转架锁紧座55,在压料转架支承座53上安装有压料转架支承轴54,压料转架50的左端通过轴承与压料转架支承轴54活动连接,压料转架50可以围绕压料转架支承轴54转动,保证了活塞环压料压板52在指定工作位置进行压料。在压料转架锁紧座55上安装有压料转架锁紧螺栓56,在压料转架锁紧螺栓56上安装有压料转架锁紧手柄57,转动压料转架锁紧手柄57,带动压料转架锁紧螺栓56把压料转架50稳固的锁定在压头转架锁紧座55上。本压料装置在操作时,启动数控压料电缸45,数控压料电缸的电缸轴按设定好的速度推动与之连接的压料滑块47沿左、右压料滑块导向杆48和49向下滑动,带动压料轴51和活塞环压料压板52下行,此时压料转架50绕压料转架支承座53上的压料转架支承轴54旋转到指定的工作位置,再转动压料转架锁紧手柄57,带动压料转架锁紧螺栓56把压料转架50稳固的锁定在压头转架锁紧座55上,活塞环压料压板52下行推动活塞环进入修口模92中,在修口模92中利用活塞环修口机的磨头装置对活塞环的开口进行修磨,保证了活塞环进入磨头装置中进行磨削加工。
由图1、图2可见,修口模92安装在压料装置中活塞环压料压板52的下方,固定安装在机床台板3上。
由图1、图2、图8、图9可见,本实施例磨头装置是由机体1、磨头定位组件和磨头组件组成。磨头定位组件是由磨头导轨安装座60、磨头进退导轨61、磨头进退螺母62、磨头进退导轨拖板63、磨头左右移动伺服电机64、磨头左右移动伺服电机安装座65、磨头左右移动伺服电机丝杆连轴器66、磨头左右移动丝杆67、磨头左右移动导轨68、磨头进退伺服电机69、磨头进退伺服电机安装座70、磨头进退伺服电机丝杆连轴器71、磨头进退导轨丝杆72、磨头左右移动导轨拖板73、磨头进退螺母座74、磨头左右移动螺母75和磨头左右移动螺母座76组成。磨头进退导轨61和磨头左右移动导轨68均通过螺丝固定安装在磨头导轨安装座60上,磨头导轨安装座60通过螺丝固定安装在机体2上,磨头进退导轨61安装在磨头左右移动导轨68的下方,与磨头左右移动导轨68成十字状布置,本实施例中,磨头进退导轨61与磨头左右移动导轨68设计成60度燕尾导轨,磨头进退导轨61和磨头进退导轨拖板63之间以及磨头左右移动导轨68和磨头左右移动导轨拖板73之间均通过导轨镶条来调整导轨间隙。磨头左右移动伺服电机64通过磨头左右移动伺服电机安装座65与磨头进退导轨拖板63通过螺丝固定,磨头左右移动丝杆67的一端通过磨头左右移动伺服电机丝杆连轴器66与磨头左右移动伺服电机64的电机轴连接,另一端通过轴承座与磨头进退导轨拖板63连接,磨头进退伺服电机69通过磨头进退伺服电机安装座70与磨头进退导轨61通过螺丝固定安装,磨头进退导轨丝杆72的一端通过磨头进退伺服电机丝杆连轴器71与磨头进退伺服电机69的电机轴连接,另一端通过轴承座与磨头进退导轨61连接。在本实施例中,磨头进退螺母62通过磨头进退螺母座74与磨头进退导轨拖板63连接,磨头左右移动螺母75通过磨头左右移动螺母座76与磨头左右移动导轨拖板73连接,磨头进退螺母座74设在磨头进退导轨丝杆72上,与磨头进退导轨丝杆72螺纹连接,磨头左右移动螺母座76设在磨头左右移动丝杆67,与磨头左右移动丝杆67螺纹连接。本实施例中,通过磨头左右移动伺服电机64正反向旋转,磨头左右移动丝杆67通过磨头左右移动螺母座76带动磨头左右移动导轨拖板73和磨头左右移动导轨68左右移动,带动其上方的磨头组件左右移动,对磨头组件中的磨头86的左右位置进行精确定位。通过磨头进退伺服电机69正反向旋转,磨头进退导轨丝杆72通过磨头进退螺母座74带动磨头进退导轨61前进或后退,磨头进退导轨61带动与之连接的磨头进退导轨拖板63前进或后退,带动其上方的磨头组件前进或后退,对磨头前后的位置进行精确定位。在本实施例中,磨头组件是由磨头驱动电机77、磨头驱动电机安装板78、“L”型驱动电机涨紧座79、驱动电机调整板80、驱动电机调整螺栓81、磨头驱动电机带轮82、磨头轴传动带轮83、磨头轴84、磨头轴承座85、磨头86和磨头定位压板87组成。磨头驱动电机77通过螺丝固定安装在磨头驱动电机安装板78上,磨头驱动电机安装板78与磨头左右移动导轨拖板73通过螺丝固定连接,在磨头驱动电机安装板78的一侧固定安装有“L”驱动电机涨紧座79和驱动电机调整板80,驱动电机调整板80通过螺丝固定安装在磨头驱动电机安装板78上,“L”型驱动电机涨紧座79的下端通过螺丝固定安装在磨头左右移动导轨拖板73上,“L”型驱动电机涨紧座79的上端通过驱动电机调整螺栓81与驱动电机调整板80螺纹连接,通过旋转驱动电机调整螺栓81来调节磨头驱动电机77的位置,对磨头轴传动带轮83和磨头驱动电机带轮82之间的传动带的松紧进行调节连接。磨头驱动电机带轮82安装在磨头驱动电机77的电机轴上,磨头轴84的一端安装有磨头轴传动带轮83,磨头轴传动带轮83通过传动带与磨头驱动电机带轮82连接,磨头轴84的另一端通过磨头定位压板87安装有由金刚石砂轮制成的磨头86,磨头轴84的左端通过起支承作用的滚子轴承88与与磨头轴承座85的左端连接,磨头轴84的右端通过滚针轴承90安装在滚针轴承座91上,磨头轴84左端与右端之间通过成组角接触轴承89安装在磨头轴承座85上,成组角接触轴承89通过轴承套与磨头轴承座85连接,滚针轴承座91与磨头轴承座85固定连接,磨头轴承座85安装在磨头左右导轨拖板73上,本实施例中,磨头86是由金刚石砂轮制成。在本实施例中,磨头进退导轨丝杆72与磨头进退伺服电机丝杆连轴器71连接一体,再通过磨头进退丝杆轴承座与磨头进退导轨61连接,磨头进退伺服电机69正反向旋转可带动磨头进退导轨拖板63前进或后退。即带动其上方磨头轴84前进或后退。磨头左右移动伺服电机64通过磨头左右移动伺服电机安装座65与磨头进退导轨拖板63连接,磨头左右移动丝杆67通过磨头左右移动伺服电机丝杆连轴器66连成一体,磨头左右移动螺母75通过磨头左右移动螺母座76与磨头左右移动导轨拖板73连接,而磨头左右移动丝杆67通过轴承座与磨头进退导轨拖板63连接,。正反向旋转磨头左右移动伺服电机64,通过磨头左右移动丝杆67带动磨头左右移动导轨68左右移动,带动其上方的磨头组件中磨头轴84左右移动。在本实施例中,磨头轴承座85安装在磨头左右移动导轨拖板73的安装孔内,连成一体。成组角接触轴承89通过磨头成组角接触轴承外圈调整套和磨头成组角接触轴承内圈调整套通过专业工装预紧后安装到磨头轴84上,然后装配进磨头轴承座85内,磨头轴84通过压盖对磨头轴84两端的轴承外圈起压紧作用,通过磨头轴螺纹压盖对磨头轴84的轴承内圈起压紧作用。磨头轴84左端安装滚子轴承88,对磨头轴84的左端起辅助支承作用。磨头轴84右端安装滚针轴承90与滚针轴承座91,起对磨头86起辅助支承作用。磨头86通过磨头定位压板87由磨头锁紧螺母牢固安装磨头轴84上。磨头驱动电机带轮82通过健与磨头驱动电机77连接,磨头轴传动带轮83通过健与磨头轴84连接,磨头驱动电机77旋转通过传动带带动磨头轴传动带轮83升速旋转,从而带动磨头轴84及磨头86高速旋转,保证了对活塞环的开口进行精确修磨。
由图1、图2、图10可见,接料装置是由接环架93和接环杆94组成;接环架93安装在机体2上,接环杆94安装在接环架93上,接环杆94的一端设在修口模92的下方,修口模92在固定安装在机床台板3上。
在上述实施例中,操作人员理齐开口后的活塞环开口朝上安放在水平上料T型导板19上,启动机床电器自动控制装置中机床电器控制操作柜7上电自动循环按钮,推环气缸20下降,推料电缸25按设置好的速度和距离推动活塞环前行,经T型导环板19和用调整螺栓29调整好内定位导板26的距离,以给活塞环一个以内园定位的导向,使前行的活塞环平稳落在复合推料板38上,此时,推料气缸31后退,复合推料板38在用升降调整螺杆35调整推料升降压块37,沿着固定块导向销43移动和推料固定块34之间的距离,从而达到调整复合推料板38和机床台板3间的高度。推料气缸31前行带动固定在推料装置上的复合推料板38前行,推动确定好高度的活塞环前行。进入活塞环修口模92内,压料电缸45按设定好的速度推动安装在压料转架50上的压料滑块47沿左右压料滑块导向杆48和49下行,带动压料轴51和活塞环压料压板52下行。此时压料转架50以压料转架支承座53旋转在工作位置。压料转架锁紧手柄57带动压料转架锁紧螺栓56把压料转架50稳固的锁定在压料转架锁紧座55上。活塞环压料压板52下行推动活塞环进入活塞环修口模92,活塞环在模套导向键导向下,进入活塞环修口金刚石砂轮磨削区,由金刚砂轮制成的磨头86对活塞环的开口进行磨削加工。此时活塞环修口磨头86在磨头驱动电机77、磨头驱动电机带轮82、磨头轴传动带轮83和磨头轴84在成组角接触轴承89和磨头轴承座85的支承下高速旋转,使进入磨削区的活塞环开口两侧得到精密磨削。磨好后的活塞环在活塞环压料压板52继续下行,最后进行接环架93,接着进入接环杆94。由于活塞环是以开口朝前的方式进入磨修口区的,所以不需要另加导向装置,能自然地落在接环架93和接环杆94上。此时操作人员就可以很方便地从接环架93上把磨好口的活塞环接环杆94拿下进而上架。同时更换新接环杆。
本实施例的一种活塞环自动修口机,以活塞环开口朝上吊挂式水平上料方式和磨开口后活塞开口按自然流向自动理齐的下料方式是本机设计的一个重要亮点。它将为未料活塞环加工设备实现工序设备连线自动化提供了必要的前期准备。实现了活塞环以开口朝上水平吊挂式数控推料方式上料,无需人工进行理齐,推料时能精确定位,压料稳定可靠,提高了生产效率,降低了成本,保证了活塞环的加工精度和加工质量。
Claims (2)
1.一种活塞环自动修口机,包括修口机调整床脚(1)、机体(2)、固定在机体(2)上的机床台板(3)和机床电器控制装置,机床电气控制装置是由电控柜(4)、安装在电控柜(4)上的机床三色报警灯(5)、机床电器操作柜转架(6)和机床电器控制操作柜(7)组成,机床电器操作柜转架(6)安装在电控柜(4)上,机床电器控制操作柜(7)分别安装在机床电器操作柜转架(6)上,其特征是:该修口机还包括水平上料装置、推料装置、压料装置、磨头装置、修口模(92)和接料装置;
所述水平上料装置是由支撑组件、升降组件、推料组件和内定位环径调整组件组成;所述支撑组件是由底板(8)、立式安装板(9)、前支撑板(10)和后支撑板(11)组成;立式安装板(9)通过底板(8)与机床台板(3)固定,前支撑板(10)和后支撑板(11)分别固定在立式安装板(9)的前后两侧;所述升降组件是由直线导轨(12)、滑块(13)、丝杆(14)、丝杆轴承座(15)和手柄(16)组成;直线导轨(12)与立式安装板(9)固定,在直线导轨(12)上活动设有滑块(13),滑块(13)通过丝杠螺母与丝杆(14)螺纹连接,丝杆(14)的上端通过丝杆轴承座(15)与手柄(16)固定,丝杆轴承座(15)固定在立式安装板(9)上;所述推料组件是由电缸安装架(17)、上料安装支架(18)、T型导环板(19)、推环气缸(20)、导向槽(21)、推环爪座(22)、推环爪(23)、连接板(24)和推料电缸(25)组成;T型导环板(19)的上端固定设在上料安装支架(18)上,在T型导环板(19)上设有导向槽(21),上料安装支架(18)与电缸安装架(17)固定,电缸安装架(17)与滑块(13)固定连接,推环气缸(20)安装在连接板(24)上,推环爪座(22)的上端与连接板(24)固定,在推环爪座(22)内安装有推环爪(23),推环爪(23)的上端与推环气缸(20)的气缸轴固定,所述推料电缸(25)的上端与电缸安装架(17)固定,下端与连接板(24)固定连接;所述内定位环径调整组件是由内定位导板(26)、内定位固定套(27)、内定位调整套(28)、调整螺栓(29)和导向键(30)组成;所述内定位固定套(27)的左端与推料组件中的T型导环板(19)固定,内定位固定套(27)通过内定位调整套(28)与内定位导板(26)固定,导向键(30)设在内定位固定套(27)的导向槽上,所述调整螺栓(29)设在内定位固定套(27)内,并与内定位固定套(27)螺纹连接;
所述推料装置是由推料气缸(31)、推料导杆(32)、推料滑块(33)、推料固定块(34)、升降调整螺杆(35)、推料升降座(36)、推料升降座压块(37)和复合推料板(38)组成;所述推料气缸(31)固定安装在推料气缸固定板(39)上,所述推料导杆(32)有两根,其两端均分别固定安装在推料气缸固定板(39)和推料导杆固定座(40)上,推料气缸固定板(39)和推料导杆固定座(40)均与机床台板(3)固定,每根推料导杆(32)上均安装有推料滑块(33),推料滑块(33)与推料导杆(32)之间通过直线轴承(41)连接,推料滑块(33)通过关节轴承(42)与推料气缸(31)的气缸轴连接,推料滑块(33)的上端固定连接在推料固定块(34)上,升降调整螺杆(35)与推料固定块(34)螺纹连接,推料升降座(36)通过固定块导向销(43)与推料固定块(34)固定,推料升降座(36)的上端与推料升降座压块(37)固定连接,复合推料板(38)固定安装在推料升降座压块(37)上;
所述压料装置还包括数控压料电缸(45)、压料电缸固定板(46)、压料滑块(47)、左压料滑块导向杆(48)、右压料滑块导向杆(49)、压料转架(50)、压料轴(51)、活塞环压料压板(52)、压料转架支承座(53)、压料转架支承轴(54)、压料转架锁紧座(55)、压料转架锁紧螺栓(56)和压料转架锁紧手柄(57)组成;所述数控压料电缸(45)固定在压料电缸固定板(46)上,数控压料电缸(45)的电缸轴穿过压料电缸固定板(46)与压料滑块(47)固定,压料滑块(47)的左右两端分别活动设在左压料滑块导向杆(48)和右压料滑块导向杆(49)上,左、右压料滑块导向杆(48、49)的上端分别与压料电缸固定板(46)固定,下端分别固定连接在压料转架(50)上,所述压料轴(51)的上端安装在压料滑块(47)上,下端穿过压料转架(50)与活塞环压料压板(52)固定连接,压料轴(51)通过压料轴导向套(58)与压料转架(50)活动连接,在机床台板(3)的左、右端分别固定安装有压料转架支承座(53)和压料转架锁紧座(55),在压料转架支承座(53)上固定设有压料转架支承轴(54),压料转架(50)的左端通过轴承与压料转架支承轴(54)活动连接,在压料转架锁紧座(55)上设有压料转架锁紧螺栓(56),在压料转架锁紧螺栓(56)上安装有压料转架锁紧手柄(57);
所述磨头装置包括磨头定位组件和磨头组件;磨头定位组件是由磨头导轨安装座(60)、磨头进退导轨(61)、磨头进退螺母(62)、磨头进退导轨拖板(63)、磨头左右移动伺服电机(64)、磨头左右移动伺服电机安装座(65)、磨头左右移动伺服电机丝杆连轴器(66)、磨头左右移动丝杆(67)、磨头左右移动导轨(68)、磨头进退伺服电机(69)、磨头进退伺服电机安装座(70)、磨头进退伺服电机丝杆连轴器(71)、磨头进退导轨丝杆(72)、磨头左右移动导轨拖板(73)、磨头进退螺母座(74)、磨头左右移动螺母(75)和磨头左右移动螺母座(76)组成;磨头进退导轨(61)和磨头左右移动导轨(68)均安装在磨头导轨安装座(60)上,磨头导轨安装座(60)固定安装在机体(2)上,磨头进退导轨(61)在磨头左右移动导轨(68)的下方,与磨头左右移动导轨(68)成十字状布置,磨头左右移动伺服电机(64)通过磨头左右移动伺服电机安装座(65)与磨头进退导轨拖板(63)固定连接,磨头左右移动丝杆(67)的一端通过磨头左右移动伺服电机丝杆连轴器(66)与磨头左右移动伺服电机(64)的电机轴连接,另一端通过轴承座与磨头进退导轨拖板(63)连接,磨头进退伺服电机(69)通过磨头进退伺服电机安装座(70)安装在磨头进退导轨(61)上,磨头进退导轨丝杆(72)的一端通过磨头进退伺服电机丝杆连轴器(71)与磨头进退伺服电机(69)的电机轴连接,另一端通过轴承座与磨头进退导轨(61)连接,磨头进退螺母(62)通过磨头进退螺母座(74)与磨头进退导轨拖板(63)连接,磨头左右移动螺母座(76)通过磨头左右移动螺母(75)与磨头左右移动导轨拖板(73)连接,磨头进退螺母座(74)设在磨头进退导轨丝杆(72)上,与磨头进退导轨丝杆(72)螺纹连接,磨头左右移动螺母座(76)设在磨头左右移动丝杆(67)上,与磨头左右移动丝杆(67)螺纹连接;磨头组件是由磨头驱动电机(77)、磨头驱动电机安装板(78)、“L”型驱动电机涨紧座(79)、驱动电机调整板(80)、驱动电机调整螺栓(81)、磨头驱动电机带轮(82)、磨头轴传动带轮(83)、磨头轴(84)、磨头轴承座(85)、磨头(86)和磨头定位压板(87)组成;磨头驱动电机(77)安装在磨头驱动电机安装板(78)上,磨头驱动电机安装板(78)与磨头左右移动导轨拖板(73)固定连接,在磨头驱动电机安装板(78)的一侧设有“L”驱动电机涨紧座(79)和驱动电机调整板(80),驱动电机调整板(80)固定安装在磨头驱动电机安装板(78)上,“L”型驱动电机涨紧座(79)的下端固定安装在磨头左右移动导轨拖板(73)上,上端通过驱动电机调整螺栓(81)与驱动电机调整板(80)螺纹连接,通过旋转驱动电机调整螺栓(81)来调节磨头驱动电机(77)的位置,磨头驱动电机带轮(82)安装在磨头驱动电机(77)的电机轴上,磨头轴(84)的一端安装有磨头轴传动带轮(83),磨头轴传动带轮(83)通过传动带与磨头驱动电机带轮(82)连接,磨头轴(84)的另一端通过磨头定位压板(87)安装有由金刚石砂轮制成的磨头(86),磨头轴(84)的左端通过起支承作用的滚子轴承(88)与磨头轴承座(85)的左端连接,磨头轴(84)的右端通过滚针轴承(90)安装在滚针轴承座(91)上,磨头轴(84)左端与右端之间通过成组角接触轴承(89)安装在磨头轴承座(85)上,成组角接触轴承(89)通过轴承套与磨头轴承座(85)连接,滚针轴承座(91)与磨头轴承座(85)固定连接,磨头轴承座(85)安装在磨头左右导轨拖板(73)上;
所述修口模(92)安装在压料装置中活塞环压料压板(52)的下方,固定安装在机床台板(3)上;
所述接料装置是由接环架(93)和接环杆(94)组成;接环架(93)安装在机体(2)上,接环杆(94)安装在接环架(93)上,接环杆(94)的一端设在修口模(92)的下方。
2.根据权利要求1所述的一种活塞环自动修口机,其特征是:所述复合推料板(38)是由两层板构成,上层板是由树脂材料制成,下层板是由钢质材料制成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410000035.5A CN103753374B (zh) | 2014-01-01 | 2014-01-01 | 一种活塞环自动修口机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410000035.5A CN103753374B (zh) | 2014-01-01 | 2014-01-01 | 一种活塞环自动修口机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103753374A true CN103753374A (zh) | 2014-04-30 |
| CN103753374B CN103753374B (zh) | 2016-02-17 |
Family
ID=50520775
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410000035.5A Active CN103753374B (zh) | 2014-01-01 | 2014-01-01 | 一种活塞环自动修口机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103753374B (zh) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103769979A (zh) * | 2014-02-26 | 2014-05-07 | 安徽省佳瑞德机械设备有限公司 | 一种活塞环自动修口机的推料装置 |
| CN103831689A (zh) * | 2014-02-26 | 2014-06-04 | 安徽省佳瑞德机械设备有限公司 | 一种活塞环自动修口机的压料装置 |
| CN105108487A (zh) * | 2015-07-23 | 2015-12-02 | 李光明 | 一种叶片锁的叶片装配机构 |
| CN105834848A (zh) * | 2016-05-20 | 2016-08-10 | 李香孟 | 活塞环自动磨侧位口装置 |
| CN105965386A (zh) * | 2016-07-02 | 2016-09-28 | 王秀华 | 一种活塞环修口机模套 |
| CN106205946A (zh) * | 2016-08-26 | 2016-12-07 | 仪征亚新科双环活塞环有限公司 | 活塞环自动退磁机 |
| CN106347986A (zh) * | 2016-08-29 | 2017-01-25 | 长兴金诺机械有限公司 | 一种环双向拨动排列及磨台阶设备 |
| CN106363479A (zh) * | 2016-08-29 | 2017-02-01 | 长兴金诺机械有限公司 | 一种环开口双向拨动排列及打磨装置 |
| CN106378684A (zh) * | 2016-08-29 | 2017-02-08 | 长兴金诺机械有限公司 | 一种环开口拨动排列及打磨台阶设备 |
| CN109318067A (zh) * | 2018-10-30 | 2019-02-12 | 赵虎 | 一种硬质橡胶环表面处理设备及橡胶环表面处理工艺 |
| CN109352478A (zh) * | 2018-10-30 | 2019-02-19 | 赵虎 | 一种用于硬质橡胶环表面处理的自动加工系统 |
| CN113231929A (zh) * | 2021-05-31 | 2021-08-10 | 安庆安帝技益精机有限公司 | 一种活塞环修口机 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6230379B1 (en) * | 1997-03-04 | 2001-05-15 | Komatsu Machinery Corp. | Combined machining apparatus for making piston rings |
| CN201009148Y (zh) * | 2007-02-13 | 2008-01-23 | 朱景德 | 活塞环磨床 |
| CN201067853Y (zh) * | 2007-07-23 | 2008-06-04 | 仪征市润扬机械厂 | 活塞环螺旋撑簧端面专用磨床 |
| US20090170411A1 (en) * | 2007-12-29 | 2009-07-02 | Kenneth Barton | Micropolishing assembly for micropolishing piston rings |
| CN101486163A (zh) * | 2008-12-16 | 2009-07-22 | 机械工业第三设计研究院 | 磨床物料自动传输装置 |
| CN202147197U (zh) * | 2010-07-07 | 2012-02-22 | 安徽金斗机械制造有限责任公司 | 一种活塞环修口机 |
| CN203650184U (zh) * | 2014-01-01 | 2014-06-18 | 安徽省佳瑞德机械设备有限公司 | 一种活塞环自动修口机 |
-
2014
- 2014-01-01 CN CN201410000035.5A patent/CN103753374B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6230379B1 (en) * | 1997-03-04 | 2001-05-15 | Komatsu Machinery Corp. | Combined machining apparatus for making piston rings |
| CN201009148Y (zh) * | 2007-02-13 | 2008-01-23 | 朱景德 | 活塞环磨床 |
| CN201067853Y (zh) * | 2007-07-23 | 2008-06-04 | 仪征市润扬机械厂 | 活塞环螺旋撑簧端面专用磨床 |
| US20090170411A1 (en) * | 2007-12-29 | 2009-07-02 | Kenneth Barton | Micropolishing assembly for micropolishing piston rings |
| CN101486163A (zh) * | 2008-12-16 | 2009-07-22 | 机械工业第三设计研究院 | 磨床物料自动传输装置 |
| CN202147197U (zh) * | 2010-07-07 | 2012-02-22 | 安徽金斗机械制造有限责任公司 | 一种活塞环修口机 |
| CN203650184U (zh) * | 2014-01-01 | 2014-06-18 | 安徽省佳瑞德机械设备有限公司 | 一种活塞环自动修口机 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103769979A (zh) * | 2014-02-26 | 2014-05-07 | 安徽省佳瑞德机械设备有限公司 | 一种活塞环自动修口机的推料装置 |
| CN103831689A (zh) * | 2014-02-26 | 2014-06-04 | 安徽省佳瑞德机械设备有限公司 | 一种活塞环自动修口机的压料装置 |
| CN105108487A (zh) * | 2015-07-23 | 2015-12-02 | 李光明 | 一种叶片锁的叶片装配机构 |
| CN105834848A (zh) * | 2016-05-20 | 2016-08-10 | 李香孟 | 活塞环自动磨侧位口装置 |
| CN105965386A (zh) * | 2016-07-02 | 2016-09-28 | 王秀华 | 一种活塞环修口机模套 |
| CN106205946A (zh) * | 2016-08-26 | 2016-12-07 | 仪征亚新科双环活塞环有限公司 | 活塞环自动退磁机 |
| CN106205946B (zh) * | 2016-08-26 | 2017-08-25 | 仪征亚新科双环活塞环有限公司 | 活塞环自动退磁机 |
| CN106378684A (zh) * | 2016-08-29 | 2017-02-08 | 长兴金诺机械有限公司 | 一种环开口拨动排列及打磨台阶设备 |
| CN106363479A (zh) * | 2016-08-29 | 2017-02-01 | 长兴金诺机械有限公司 | 一种环开口双向拨动排列及打磨装置 |
| CN106347986A (zh) * | 2016-08-29 | 2017-01-25 | 长兴金诺机械有限公司 | 一种环双向拨动排列及磨台阶设备 |
| CN106378684B (zh) * | 2016-08-29 | 2019-08-20 | 长兴金诺机械有限公司 | 一种环开口拨动排列及打磨台阶设备 |
| CN106363479B (zh) * | 2016-08-29 | 2019-08-20 | 长兴金诺机械有限公司 | 一种环开口双向拨动排列及打磨装置 |
| CN109318067A (zh) * | 2018-10-30 | 2019-02-12 | 赵虎 | 一种硬质橡胶环表面处理设备及橡胶环表面处理工艺 |
| CN109352478A (zh) * | 2018-10-30 | 2019-02-19 | 赵虎 | 一种用于硬质橡胶环表面处理的自动加工系统 |
| CN109352478B (zh) * | 2018-10-30 | 2019-11-05 | 徐州庆和新材料有限公司 | 一种用于硬质橡胶环表面处理的自动加工系统 |
| CN113231929A (zh) * | 2021-05-31 | 2021-08-10 | 安庆安帝技益精机有限公司 | 一种活塞环修口机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103753374B (zh) | 2016-02-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103753374B (zh) | 一种活塞环自动修口机 | |
| CN201192898Y (zh) | 自动冲孔机 | |
| CN101570071B (zh) | 自动冲孔机 | |
| CN103072005B (zh) | 镗削活塞销孔机床 | |
| CN101985205B (zh) | 一种活塞环修口机 | |
| CN202147197U (zh) | 一种活塞环修口机 | |
| CN203854065U (zh) | 一种数控木工铣床 | |
| CN105834869B (zh) | 螺杆研磨机 | |
| CN104259512A (zh) | 一种两端镗床 | |
| CN203650184U (zh) | 一种活塞环自动修口机 | |
| CN104289957A (zh) | 一种自动加工机床 | |
| CN204076326U (zh) | 一种led灯板的v-cut机 | |
| CN205741097U (zh) | 一种用于模切压痕辊的激光淬火装置 | |
| CN208341459U (zh) | 一种结构改进的数控旋压机 | |
| CN102274981B (zh) | 一种双工位圆棒加工机床 | |
| CN103753337A (zh) | 一种活塞环自动修口机的水平上料装置 | |
| CN206305551U (zh) | 一种三轴联动刀具预调测量装置 | |
| CN206286942U (zh) | 一种圆弧刀研磨机及其工装夹具 | |
| CN104733975B (zh) | 开盖脱壳机 | |
| CN108857002A (zh) | 全自动钢管相贯线切割机 | |
| CN207723623U (zh) | 一种数控多功能插齿机 | |
| CN207188894U (zh) | 一种全自动双头切割机 | |
| CN201969963U (zh) | 新型数控挤齿机 | |
| CN206123275U (zh) | 一种铣床工作台进给装置 | |
| CN202271453U (zh) | 一种led蓝宝石数控切割机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20181128 Address after: 226300 South Twelve Formations of Tushan Village, Xingdong Town, Tongzhou District, Nantong City, Jiangsu Province Patentee after: Nantong Junqi Machinery Co., Ltd. Address before: 246005 Room 105, Building 1, Science and Technology Pioneering Park, 80 Tianzhushan Road, Anqing Development Zone, Anhui Province Patentee before: ANHUI JIARUIDE MACHINERY EQUIPMENT CO., LTD. |