CN102689431A - 一种软硬塑料异型材共挤出模具 - Google Patents
一种软硬塑料异型材共挤出模具 Download PDFInfo
- Publication number
- CN102689431A CN102689431A CN2012102029289A CN201210202928A CN102689431A CN 102689431 A CN102689431 A CN 102689431A CN 2012102029289 A CN2012102029289 A CN 2012102029289A CN 201210202928 A CN201210202928 A CN 201210202928A CN 102689431 A CN102689431 A CN 102689431A
- Authority
- CN
- China
- Prior art keywords
- plate
- passage
- soft
- die plate
- die head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
本发明提供一种软硬塑料异型材共挤出模具,属于挤出模具领域。该模具,依次设有模头板A、模头板B、模头板C、压缩板、分流板A、分流板B、连接头,所述模头板A、模头板B、模头板C、压缩板、分流板A、分流板B和连接头的空腔构成物料进出的通道,该通道内设置有型芯和镶件,所述连接头上开有硬塑料供料口,所述模头板B上开有软塑料供料口;所述通道包括硬塑料通道与软塑料通道,所述硬塑料通道与软塑料通道在模头板A内汇流,所述汇流处为共挤料汇流处,该共挤料汇流处距模头板A的复合塑料出料口5-10mm。本发明提供的模具能够使两种塑料的熔合界面稳定。
Description
技术领域
本发明属于挤出模具设计与制造领域,涉及到一种软硬塑料异型材共挤出模具设计与制造。
背景技术
现代塑料制品生产已从单一材料逐步向复合材料方向发展,迄今已发展到塑料与橡胶、与金属材料、与木材、与纤维、与无机材料或多种塑料复合等,复合成型技术以其特有的优异性能,广泛用于建筑、汽车、电子和家具等行业。
塑料共挤出加工工艺是20世纪80年代初开始应用的一种挤塑复合成型技术,它已经成为当代最先进的塑料成型加工方法之一。塑料共挤出工艺是使用数台挤出机分别供给不同的熔融料流,料流在一个复合机头内汇合共挤出从而得到多层复合制品。它能够使多层具有不同特性的物料在挤出过程中彼此复合在一起,使制品兼有几种不同材料的优良特性,在特性上进行互补,从而得到有特殊要求的性能和外观,如防氧化、防潮、保湿性、热成型和热粘合能力,以及强度、刚度、硬度等力学性能。这些具有综合性能的多层复合材料在许多领域有极其广泛的应用价值。此外,它可以大幅度降低制品成本、简化流程、减少设备投资,复合过程不用溶剂、很少产生三废物质。因此共挤出技术已被用于复合薄膜、板材、管材、异型材和电线电缆的生产。
异型材共挤出的目的主要是将不同性质的塑料挤到同一型材的不同部位,从而赋予型材特殊功能或获得最佳的性能、价格比,使产品多样化或多功能化,以提高产品档次并降低成本。
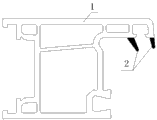
异型材共挤出按挤出材质不同可以分为同种材质共挤、异种材质共挤以及软硬共挤。本发明就属于是后者,见附图1,是硬质聚氯乙烯和软质聚氯乙稀复合挤出,硬质聚氯乙烯是复杂中空异型主材,软质聚氯乙稀异型材是辅材,用于密封。
由于在共挤模中存在两种熔体,其各自的黏度、流速和压力均不相同,容易形成熔合界面不规则和不均匀;塑料异型材共挤模的分流锥形状不规则,其内部结构比一般共挤要复杂些,界面熔合难以控制,因此界面熔合均匀和稳定是软硬共挤出模具结构设计的难点。
发明内容
本发明的目的就是:提供一种软硬塑料异型材共挤出模具,能够将软、硬塑料挤到同一型材的不同部位,两种塑料的熔合界面稳定和均匀,并且降低产品生产成本。
本发明提供一种软硬塑料异型材共挤出模具,依次设有模头板A、模头板B、模头板C、压缩板、分流板A、分流板B、连接头,所述模头板A、模头板B、模头板C、压缩板、分流板A、分流板B和连接头的空腔构成物料进出的通道,该通道内设置有型芯和镶件,所述连接头上开有硬塑料供料口,所述模头板B上开有软塑料供料口;所述通道包括硬塑料通道与软塑料通道,所述硬塑料通道与软塑料通道在模头板A内汇流,所述汇流处为共挤料汇流处,该共挤料汇流处距模头板A的复合塑料出料口5-10mm。
所述分流板和分流板内均开有用于装配支撑型芯的键槽。
所述通道内设有分流筋。
所述压缩板上通道的入口尺寸比出口尺寸大。
本发明的有益效果:通过设计制造的新型软硬塑料共挤出模具,可以实现两台挤出机分别供给软塑料和硬塑料,料流在一个模具内汇合共挤出从而得到软硬复合制品。本发明提供的软硬塑料异型材共挤出模具能够使两种具有不同特性的塑料(PVC)在挤出过程中彼此复合在一起,两种塑料的熔合界面稳定和均匀,使制品兼有两种不同PVC的优良特性,在特性上进行互补;可以大幅度降低制品成本、简化流程、减少设备投资,复合过程不用溶剂、很少产生三废物质。采用该模具制备的主型材(即本发明模具制造的产品的硬塑料部分)用来制作门窗,不但隔热、保温、节约能源,还节约木材、钢材,是国家大力推广型材,辅材防潮、密封。
附图说明
图1软硬塑料异型材截面图,1-硬塑料 2-软塑料。
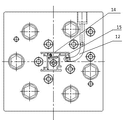
图2软硬塑料异型材共挤出模具的结构简图,其中 14-硬塑料出料口,15-软塑料出料口,12-软塑料通道。
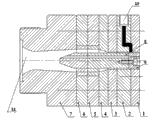
图3是软硬塑料异型材共挤出模具的剖视图,其中1-模头板A,2-模头板B 3-模头板C,4-压缩板,5-分流板A,6-分流板B,7-连接头,8-型芯,9-镶件,10-软塑料供料口,11-硬塑料供料口。
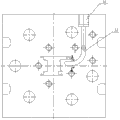
图4模头板B的主视图,其中10-软塑料供料口,12-软塑料通道。
图5模头板B的左视图,其中10-软塑料供料口,12-软塑料通道。
图6是图4的A-A向剖视图,其中12-软塑料通道。
图7模头板A的主视图。
图8是模头板A的左视图。
图9是图7的A-A向剖视图,12-软塑料通道。
图10是图7的B-B向剖视图的放大图,12-软塑料通道,13-共挤料汇流处,15-软塑料出料口,18-硬塑料通道。
具体实施方式
下面以一种软硬塑料异型材推拉扇共挤出模具为例,说明共挤出模具的结构(见图1-10)。
图1就是硬塑料和软塑料复合挤出的推拉扇截面图,硬塑料(硬质聚氯乙烯,也作硬PVC)是复杂中空异型主材,中空可以隔热、保温、为了增加强度添加钢衬,用来制作塑钢门窗,可以替代木材、钢材,是国家积极推广的材料;软塑料(软质聚氯乙稀,也作软PVC)异型材是辅材,材料有柔韧性,能够用于密封。
本发明的软硬塑料异型材共挤出模具的硬塑料供料口11通过法兰盘与挤出机连接、软塑料供料口10与另外一台挤出机连接,这样实现两台挤出机同时供料,熔融的塑料熔体在压力的作用下通过各自的流道,经过分流和压缩后,在模头板A1内汇流,经进一步的压缩与定型,从模头板A狭缝挤出,形成共挤塑料型坯,最后经过冷却定型后,形成图1所示截面形状的软硬共挤塑料异型材。
本发明提供一种软硬塑料异型材共挤出模具,依次设有模头板A1、模头板B2、模头板C3、压缩板4、分流板A5、分流板B6、连接头7,所述模头板A1、模头板B2、模头板C3、压缩板4、分流板A5、分流板B6和连接头7的空腔构成物料进出的通道,该通道内设置有型芯8和镶件9,所述连接头7上开有硬塑料供料口11,所述模头板B2上开有软塑料供料口10;所述通道包括硬塑料通道18与软塑料通道12,所述硬塑料通道18与软塑料通道12在模头板A1内汇流,所述汇流处为共挤料汇流处13,该共挤料汇流处13距模头板A1的软塑料出料口15有5-10mm。
所述分流板A和分流板B内均开有用于装配支撑型芯8的键槽。
所述通道内设有分流筋,将通道分为几个几何特征相近的单元,用来分流、稳定熔融的塑料熔体,各配合面还设计了螺纹通孔以及开启槽,用来装配和拆卸。
所述压缩板4上通道的入口尺寸比出口尺寸大。这样设计能够将熔体压缩,以获取足够的致密度。配合面还设计了螺纹通孔以及开启槽,用来装配和拆卸。
本发明所述的模头板C、模头板B、模头板A与型芯、镶件9构成的间隙区域属于成型段,是影响模具出料均匀性的最重要的区域,出料间隙必须均匀。各配合面还相应设计了螺纹孔、通孔、沉孔以及开启槽,用来装配和拆卸。
所述模头板A、B除以上功能外,还设计了软塑料流道(即共挤流道)。软塑料也要经过分流、压缩、成型,再与主型材(硬塑料)汇流,该汇流处即共挤料汇流处13,该共挤料汇流处13离软塑料出料口15有5-10mm,经过优化设计及多次调试模具证明优选5mm为佳。软塑料出料口15也必须均匀、配合面均匀过渡、无台阶、流道光滑。同时,在温度设置上,由于软塑料较硬塑料粘度低、流动性好,所以挤出温度设定较硬塑料设定的温度190°C略低40°C左右,保证软塑料与硬塑料融合界面稳定均匀。本实施例模头周边还设计了起吊孔、测温孔、加热板安装孔。
本实施例各模头板型腔采用慢走丝线切割加工,模头板B软塑料通道、模头板A软塑料流道入口采用加工中心加工,表面抛光以挤压绗磨机为主,各型腔表面粗糙度为:Ra0.1。
本实施例各模头板以及连接头连接孔采用数控钻床加工,钳工装配时,型腔对齐,间隙均匀,对接处流道光滑过渡,配销钉、螺钉紧固。
Claims (4)
1.一种软硬塑料异型材共挤出模具,依次设有模头板A、模头板B、模头板C、压缩板、分流板A、分流板B、连接头,所述模头板A、模头板B、模头板C、压缩板、分流板A、分流板B和连接头的空腔构成物料进出的通道,该通道内设置有型芯和镶件,其特征在于:所述连接头上开有硬塑料供料口,所述模头板B上开有软塑料供料口;所述通道包括硬塑料通道与软塑料通道,所述硬塑料通道与软塑料通道在模头板A内汇流,所述汇流处为共挤料汇流处,该共挤料汇流处距模头板A的复合塑料出料口5-10mm。
2.根据权利要求1所述软硬塑料异型材共挤出模具,其特征在于:所述分流板和分流板内均开有用于装配支撑型芯的键槽。
3.根据权利要求2所述软硬塑料异型材共挤出模具,其特征在于:所述通道内设有分流筋。
4.根据权利要求2或3所述软硬塑料异型材共挤出模具,其特征在于:所述压缩板上通道的入口尺寸比出口尺寸大。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210202928.9A CN102689431B (zh) | 2012-06-19 | 2012-06-19 | 一种软硬塑料异型材共挤出模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210202928.9A CN102689431B (zh) | 2012-06-19 | 2012-06-19 | 一种软硬塑料异型材共挤出模具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102689431A true CN102689431A (zh) | 2012-09-26 |
| CN102689431B CN102689431B (zh) | 2015-05-20 |
Family
ID=46855240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201210202928.9A Active CN102689431B (zh) | 2012-06-19 | 2012-06-19 | 一种软硬塑料异型材共挤出模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102689431B (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103212759A (zh) * | 2013-03-20 | 2013-07-24 | 淮海工学院 | 一种慢走丝加工塑料异型材挤出模具型腔的方法 |
| CN104385547A (zh) * | 2014-12-01 | 2015-03-04 | 贵州省工程复合材料中心 | 软硬共挤密封用风道护板挤出装置 |
| CN104400979A (zh) * | 2014-12-01 | 2015-03-11 | 贵州省工程复合材料中心 | 汽车雨刮用软硬共挤扰流翼挤出模具 |
| CN108202490A (zh) * | 2016-12-20 | 2018-06-26 | 固特异轮胎和橡胶公司 | 用于生产层压式织物帘布层条带的设备 |
| TWI788395B (zh) * | 2017-03-31 | 2023-01-01 | 美商Csp技術股份有限公司 | 用於對材料進行包覆模製之方法、用於容器的蓋組件、形成蓋組件之方法、防潮且可再密封的容器組件及其用途 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2649316Y (zh) * | 2003-08-29 | 2004-10-20 | 连云港杰瑞模具技术有限公司 | 仿木纹塑料异型材包容共挤出模具 |
| CN2749664Y (zh) * | 2004-11-18 | 2006-01-04 | 连云港杰瑞模具技术有限公司 | 表面共挤芯层发泡挤出模具 |
| CN102079127A (zh) * | 2010-12-02 | 2011-06-01 | 铜陵三佳科技股份有限公司 | 具有塑料内衬的型材成型方法及其挤出模头 |
| CN201895405U (zh) * | 2010-12-02 | 2011-07-13 | 铜陵三佳科技股份有限公司 | 挤出具有共挤面异型材的共挤模头 |
-
2012
- 2012-06-19 CN CN201210202928.9A patent/CN102689431B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2649316Y (zh) * | 2003-08-29 | 2004-10-20 | 连云港杰瑞模具技术有限公司 | 仿木纹塑料异型材包容共挤出模具 |
| CN2749664Y (zh) * | 2004-11-18 | 2006-01-04 | 连云港杰瑞模具技术有限公司 | 表面共挤芯层发泡挤出模具 |
| CN102079127A (zh) * | 2010-12-02 | 2011-06-01 | 铜陵三佳科技股份有限公司 | 具有塑料内衬的型材成型方法及其挤出模头 |
| CN201895405U (zh) * | 2010-12-02 | 2011-07-13 | 铜陵三佳科技股份有限公司 | 挤出具有共挤面异型材的共挤模头 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103212759A (zh) * | 2013-03-20 | 2013-07-24 | 淮海工学院 | 一种慢走丝加工塑料异型材挤出模具型腔的方法 |
| CN103212759B (zh) * | 2013-03-20 | 2015-07-01 | 淮海工学院 | 一种慢走丝加工塑料异型材挤出模具型腔的方法 |
| CN104385547A (zh) * | 2014-12-01 | 2015-03-04 | 贵州省工程复合材料中心 | 软硬共挤密封用风道护板挤出装置 |
| CN104400979A (zh) * | 2014-12-01 | 2015-03-11 | 贵州省工程复合材料中心 | 汽车雨刮用软硬共挤扰流翼挤出模具 |
| CN104385547B (zh) * | 2014-12-01 | 2017-04-19 | 贵州省工程复合材料中心 | 软硬共挤密封用风道护板挤出装置 |
| CN108202490A (zh) * | 2016-12-20 | 2018-06-26 | 固特异轮胎和橡胶公司 | 用于生产层压式织物帘布层条带的设备 |
| TWI788395B (zh) * | 2017-03-31 | 2023-01-01 | 美商Csp技術股份有限公司 | 用於對材料進行包覆模製之方法、用於容器的蓋組件、形成蓋組件之方法、防潮且可再密封的容器組件及其用途 |
| US11840000B2 (en) | 2017-03-31 | 2023-12-12 | Csp Technologies, Inc. | Methods of overmolding softer material with harder material and moisture tight container assemblies made by the methods |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102689431B (zh) | 2015-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102689431B (zh) | 一种软硬塑料异型材共挤出模具 | |
| CN104275790B (zh) | 一种带组合式旋转芯棒和分层双通道温控装置的三层共挤塑料薄膜吹塑机头 | |
| CN203198220U (zh) | 一种基于塑料异型材的软硬共挤模具 | |
| CN206357607U (zh) | 双层复合管挤塑模具 | |
| CN105599266A (zh) | 拉杆箱用聚丙烯复合改性挤出板材的生产装置及方法 | |
| CN203357844U (zh) | 硬质塑料异型材与硬质塑料异型材的共挤系统 | |
| CN102700108A (zh) | 一种聚氯乙烯与聚甲基丙烯酸甲酯共挤出模具 | |
| CN201268086Y (zh) | 一种双腔表面全包覆塑料型材挤出模具 | |
| CN101837631B (zh) | 聚氯乙烯管材共挤模具 | |
| CN103147664B (zh) | 免钢衬塑料异型材及其内共挤出模头 | |
| CN109352952A (zh) | 一种多层共挤吹塑机储料式模头 | |
| CN201329666Y (zh) | 一种表面全包覆塑料型材挤出模具 | |
| CN204278440U (zh) | 软硬共挤密封用风道护板挤出装置 | |
| CN201291581Y (zh) | 一种双料共挤出塑料型材挤出模具 | |
| CN203198221U (zh) | 一种用于软硬共挤塑料异型材的成型设备 | |
| CN205853296U (zh) | 一种三层共挤塑料管材生产装置 | |
| CN106738774A (zh) | 双层复合管挤塑模具 | |
| CN208180198U (zh) | 一种聚乙烯/evoh共挤出模具 | |
| CN203050381U (zh) | 免钢衬塑料异型材及其内共挤出模头 | |
| CN102079127A (zh) | 具有塑料内衬的型材成型方法及其挤出模头 | |
| CN202781767U (zh) | 一种塑木型材共挤模具 | |
| CN201329665Y (zh) | 一种双包覆料表面全包覆塑料型材挤出模具 | |
| CN203854191U (zh) | 一种热塑性聚氨酯成型复合薄膜用模具 | |
| CN101579915A (zh) | 塑料挤出机用预定型支撑组合模具 | |
| CN203305494U (zh) | 一种塑料管材共挤挤出模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |