CN203305494U - 一种塑料管材共挤挤出模具 - Google Patents
一种塑料管材共挤挤出模具 Download PDFInfo
- Publication number
- CN203305494U CN203305494U CN2011200559116U CN201120055911U CN203305494U CN 203305494 U CN203305494 U CN 203305494U CN 2011200559116 U CN2011200559116 U CN 2011200559116U CN 201120055911 U CN201120055911 U CN 201120055911U CN 203305494 U CN203305494 U CN 203305494U
- Authority
- CN
- China
- Prior art keywords
- extrusion
- runner
- extruding
- base material
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
本实用新型公开了一种塑料管材共挤挤出模具,模具设有连接套、支撑板、压缩板、定型板和芯模,在模具外包覆有加热套,定型板位于模具的出口段,定型板由基材挤出定型板和共挤出定型板组成,基材挤出定型板型腔内的基材流道与共挤定型板型腔内的复合流道交汇,基材挤出定型板和共挤出定型板之间的相接面上设有共挤物料的通道,在分流道进行物料预分配,再通过间隙流道与基材交汇,在共挤定型板段的复合流道内实现共挤出。可生产多种共挤物料的共挤出制品,实现不同种类或不同颜色共挤物料的在线快速更换,有效提高成品率、生产效益和降低成本。
Description
技术领域
本实用新型涉及一种挤出模具,特别是一种塑料型材表面共挤出模具。
背景技术
现有的塑料异型材表面共挤出模具,存在模具结构复杂、物料的适应能力差,局部物料在模具中停留时间长等缺陷。更不能实现共挤原料的在线快速更换,生产效益低下,成本较高。共挤出制品存在共挤层厚度不均匀,容易产生色差。需要更换多段定型板才能生产非共挤型材,模具成本增加。
实用新型内容
本实用新型要解决的技术问题是针对现有技术的不足,提出了一种新型的塑料异型材表面共挤出模具。
为解决上述技术问题,本实用新型通过以下技术方案来实现的:该模具设有连接套、支撑板、压缩板、定型板和芯模,在模具外包覆有加热套,定型板位于模具的出口段,其特点是:定型板由基材挤出定型板和共挤出定型板组成,基材挤出定型板型腔内的基材流道与共挤定型板型腔内的复合流道交汇,基材挤出定型板和共挤出定型板之间的相接面上设有共挤物料的通道,共挤物料的通道通过共挤注入口与外部共挤设备对接,共挤物料的通道共挤出定型板的型腔内的复合流道交汇,共挤定型板段的复合流道比基材定型板段的基材流道的间隙大,其差值为制品共挤层厚度的60%-100%,以便形成共挤层。
本实用新型要解决的技术问题还可以通过以下技术方案来进一步实现,所述共挤物料的通道设有与制品共挤层宽度相应的分流道,分流道至复合流道共挤料出口设置有2-4级间隙流道。
本实用新型要解决的技术问题还可以通过以下技术方案来进一步实现,所述的间隙流道的间隙尺寸为0.2-2mm。
本实用新型要解决的技术问题还可以通过以下技术方案来进一步实现,共挤物料的通道设置在靠近挤出模具的出口处,距成型出口5-40mm。
本实用新型与现有技术相比,在模头的定型板部分,用共挤机输入共挤物料,共挤物料进入共挤物料的通道,在分流道进行物料预分配,再通过间隙流道与基材交汇,在共挤定型板段的复合流道内实现共挤出。可生产多种共挤物料的共挤出制品,实现不同种类或不同颜色共挤物料的在线快速更换,有效提高成品率、生产效益和降低成本。通过更换共挤定型板或一段基材定型板便可生产非共挤制品,操作方便,成本得到有效降低。共挤出制品性能优良。
附图说明
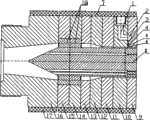
图1为本实用新型主视图
图2为图1的A——A向剖视图
具体实施方式
如图1、图2所示,它依次设有加热套7、18、连接套16、支撑板15、14、压缩板13、12、定型板11、10、9和芯模8。连接套16、支撑板15、14、压缩板13、12、定型板11、10、9和芯模8形成空腔,构成塑料进出的通道——流道。芯模8由支撑板15、14设有的支撑筋支撑(开式型材一般不设芯模)。加热套7、18提供塑料挤出成型所需的热量。定型板11、10、9位于模具的出口段,也是塑料型材挤出成型的出口段。定型板11、10、9由基材挤出定型板11、10和共挤出定型板9组成,共挤出定型板9位于模具的出口段末端。基材挤出定型板10和共挤出定型板9间设计有共挤物料的通道,共挤物料的通道通过共挤 注入口1与外部共挤设备对接。所述共挤物料的通道与基材流道汇合,然后进入共挤定型板9段的复合流道。共挤物料的通道设置在靠近挤出模具的出口处,距成型出口5叫0毫米。共挤定型板9段的复合流道比基材定型板段11、10的基材流道的间隙大,其差值为制品共挤层厚度的60%-100%,以便形成共挤层。通过更换共挤定型板9和一段基材定型板10便可生产非共挤制品。从挤出机挤出的基材塑料从连接套16进入模具,经芯模8入口端的导向后进入支撑板15、14段流道,再通过支撑筋和分流筋的再次分流后进入压缩板12、13段流道,在此经过进一步压缩,最后由基材定型板11、10段流道初步形成制品形状后进入共挤定型板9段流道;共挤塑料经共挤机挤出后通过共挤接头进入特殊设计的共挤物第3/4页料的通道。所述共挤物料的通道设有与制品共挤层宽度相应的分流道3,分流道3与共挤注入口1之间设有交汇口2,分流道3至复合流道共挤料出口设置有2-4级间隙流道4、5、6。所述的间隙流道4、5、6的间隙尺寸为0,2-2mm。其中间隙流道4、5、6部分的间隙尺寸可以相同或不同。最后在共挤定型板段流道与基材塑料汇合并被挤出,形成制品所需的形状。
出机头后,在冷却定型装置的进一步冷却和定型下成型出所需要的表面带共挤的塑料异形材。
Claims (4)
1.一种塑料管材共挤挤出模具,模具设有连接套(16)、支撑板(15、14)、压缩板(13、12)、定型板(11、10、9)和芯模(8),在模具外包覆有加热套(17、7),定型板(11、10、9)位于模具的出口段,其特征在于:定型板(11、10、9)由基材挤出定型板(11、10)和共挤出定型板(9)组成,基材挤出定型板(11、10)型腔内的基材流道与共挤定型板(9)型腔内的复合流道交汇,基材挤出定型板(11、10)和共挤出定型板(9)之间的相接面上设有共挤物料的通道,共挤物料的通道通过共挤注入口(1)与外部共挤设备对接,共挤物料的通道与共挤出定型板(9)的型腔内的复合流道交汇,共挤定型板段(9)的复合流道比基材定型板段(11、10)的基材流道的间隙大,其差值为制品共挤层厚度的60%一100%。
2.根据权利要求1所述的塑料管材共挤挤出模具,其特征在于:共挤物料的通道设有与制品共挤层宽度相应的分流道(3),分流道(3)至复合流道共挤料出口设置有2-4级间隙流道(4、5、6)。
3.根据权利要求2所述的塑料管材共挤挤出模具,其特征在于:所述的间隙流道(4、5、6)的间隙尺寸为0.2-2mm。
4.根据权利要求1所述的塑料管材共挤挤出模具,其特征在于:共挤物料的通道设置在靠近挤出模具的出口处,距成型出口5-40mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011200559116U CN203305494U (zh) | 2011-02-28 | 2011-02-28 | 一种塑料管材共挤挤出模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011200559116U CN203305494U (zh) | 2011-02-28 | 2011-02-28 | 一种塑料管材共挤挤出模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203305494U true CN203305494U (zh) | 2013-11-27 |
Family
ID=49611728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011200559116U Expired - Fee Related CN203305494U (zh) | 2011-02-28 | 2011-02-28 | 一种塑料管材共挤挤出模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203305494U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112440455A (zh) * | 2020-11-02 | 2021-03-05 | 河北工业大学 | 一种中空玻璃暖边隔条注塑生产线 |
-
2011
- 2011-02-28 CN CN2011200559116U patent/CN203305494U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112440455A (zh) * | 2020-11-02 | 2021-03-05 | 河北工业大学 | 一种中空玻璃暖边隔条注塑生产线 |
| CN112440455B (zh) * | 2020-11-02 | 2023-04-14 | 河北工业大学 | 一种中空玻璃暖边隔条注塑生产线 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN200967268Y (zh) | 塑料型材表面共挤出模具 | |
| CN102700144B (zh) | 一种连续挤出真空成形蜂窝板的设备及生产工艺 | |
| CN101856868B (zh) | 塑料型材冷却定型的方法及实现该方法的装置 | |
| CN102689431B (zh) | 一种软硬塑料异型材共挤出模具 | |
| CN205767377U (zh) | Pe木塑共挤流纹模具 | |
| CN102179913B (zh) | 一种建筑用玻纤增强尼龙66隔热条的自动化连续生产方法 | |
| CN203305494U (zh) | 一种塑料管材共挤挤出模具 | |
| CN208930677U (zh) | 改性超高分子量聚乙烯板材挤出模具 | |
| CN204074769U (zh) | 扩展型腔大面的对称面与挤压轮轴线垂直的连续挤压机 | |
| CN106863735A (zh) | 一种多层塑料板材的挤出方法及其挤出装置 | |
| CN202283777U (zh) | 复合型材的全包覆共挤型模具 | |
| CN101676594A (zh) | 一种双料型材及其成型方法和专用共挤模头 | |
| CN203580064U (zh) | 双色共挤装置 | |
| CN209395219U (zh) | 一种带钢衬的双层材料异型材挤出模具 | |
| CN203198221U (zh) | 一种用于软硬共挤塑料异型材的成型设备 | |
| CN207564907U (zh) | Tpu与abs复合板材设备 | |
| CN205853296U (zh) | 一种三层共挤塑料管材生产装置 | |
| CN206446086U (zh) | 一种具有双分流梭结构的高速pvc管材模具 | |
| CN202781767U (zh) | 一种塑木型材共挤模具 | |
| CN201613645U (zh) | 一种高强度大口径塑料缠绕结构壁管材的生产设备 | |
| CN201291581Y (zh) | 一种双料共挤出塑料型材挤出模具 | |
| CN106426858A (zh) | 一种门框木塑共挤模具 | |
| CN201800219U (zh) | 一种塑料型材内共挤模具 | |
| CN213382860U (zh) | 一种塑料管双管双层单彩条挤出生产设备 | |
| CN201544438U (zh) | 一种异型材彩色复合共挤模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20131127 Termination date: 20140228 |