CN102672479A - 圆柱体零件自动定心夹具 - Google Patents
圆柱体零件自动定心夹具 Download PDFInfo
- Publication number
- CN102672479A CN102672479A CN2012101255808A CN201210125580A CN102672479A CN 102672479 A CN102672479 A CN 102672479A CN 2012101255808 A CN2012101255808 A CN 2012101255808A CN 201210125580 A CN201210125580 A CN 201210125580A CN 102672479 A CN102672479 A CN 102672479A
- Authority
- CN
- China
- Prior art keywords
- piston bar
- transposition
- clamping
- oil cylinder
- guide piston
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Clamps And Clips (AREA)
- Jigs For Machine Tools (AREA)
Abstract
本发明涉及机床辅助夹具技术领域,尤其涉及一种圆柱体零件自动定心夹具,包括夹具底座、设置在夹具底座上的V型块底座、过渡V型块、设置在过渡V型块上方的压板和用于控制压板竖直位移和/或水平转动的油缸,油缸安装在夹具底座上位于V型块底座的侧面,V型块底座上端开设有用于放置过渡V型块的V型槽,压板固定在油缸伸出端上。本发明的有益效果是,在V型块底座上增设了过渡V型块,可以适应直径变化范围较大的圆柱体零件,不需要经常更换整套设备,另外,复合油缸的设计可以实现上下移动和水平转动的二维运动,这样将移动和转动结为一体结构,不仅提高了油缸的性能,还简化了设备的结构。
Description
技术领域
本发明涉及机床辅助夹具技术领域,尤其涉及一种圆柱体零件自动定心夹具。
背景技术
现代生产要求企业所开发的产品品种经常更新换代,以适应市场的需求与竞争。据统计,目前中、小批多品种生产的工件品种已占工件品种总数的85%左右。但是,一般企业都仍习惯于大量采用传统的专用夹具,机床夹具提出了如下新的要求:
1)能迅速而方便地装备新产品的投产,以缩短生产准备周期,下降生产成本;
2)能装夹一组具备相似特性的工件;
3)能适用于精密加工的高精度机床夹具;
4)能适用于各种现代化制作技术的新型机床夹具;
5)采取以液压站等为动力源的高效夹紧安装,以进一步减轻劳动强度和提高劳动生产率;
6)提高机床夹具的标准化程度。
圆柱体类零件一般用V型块装夹来加工圆柱端,V型块可以起到定心的作用。但现有的夹具适应性较差,对于直径变化范围较大的圆柱体零件,需更换一套完整的夹具,极大的浪费人力、物力,成本高。
发明内容
本发明要解决的技术问题是:为了适应直径变化范围较大的圆柱体零件,本发明提供一种圆柱体零件自动定心夹具,在直径变化范围较大时,无需更换整套夹具。
本发明解决其技术问题所采用的技术方案是:一种圆柱体零件自动定心夹具,包括夹具底座、设置在夹具底座上的V型块底座、过渡V型块、设置在过渡V型块上方的压板和用于控制压板竖直位移和/或水平转动的油缸,所述的油缸安装在夹具底座上位于V型块底座的侧面,所述的V型块底座上端开设有用于放置过渡V型块的V型槽,所述的压板固定在油缸伸出端上。
为了便于控制压板竖直位移和/或水平转动,所述的油缸为复合油缸,包括缸筒、设置在缸筒内底部的转位导向活塞杆和旋转限位螺钉,所述的转位导向活塞杆上还依次套装有夹紧导向活塞杆和转位活塞,转位导向活塞杆的表面开设有至少一道螺旋槽,所述的旋转限位螺钉设置在转位活塞内并穿过夹紧导向活塞杆插入螺旋槽内,所述的夹紧导向活塞杆的表面上与其轴线平行的方向上开设有至少一道直槽,所述的复合油缸还包括夹紧活塞,夹紧活塞的一端套装在夹紧导向活塞杆的伸出端上,夹紧活塞的另一端伸出缸筒并与压板可拆卸连接,夹紧活塞与夹紧导向活塞杆的连接处固定有限位螺钉,所述的限位螺钉设置在夹紧活塞内部,限位螺钉的端部伸入到直槽内,夹紧活塞和转位活塞之间设置有过渡活塞。该复合油缸可以实现上下移动和水平转动的二维运动,这样将移动和转动结为一体结构,不仅提高了油缸的性能,还简化了设备的结构。
进一步,具体地,所述的螺旋槽括依次连通的螺钉槽、导向斜槽和导向直槽,所述的螺钉槽的中心线和导向直槽的中心线,在转位导向活塞杆表面上的投影相距1/4转位导向活塞杆的圆周。
进一步,为了使得转位导向活塞杆的运动平稳,使得所述的转位导向活塞杆的表面沿转位活塞运动方向开设有两道螺旋槽,所述的两道螺旋槽关于转位导向活塞杆的轴线对称。
进一步,为了使得夹紧导向活塞杆的运动平稳,所述的夹紧导向活塞杆的表面上与其轴线平行的方向上开设有两道直槽,所述的两道直槽关于夹紧导向活塞杆的轴线对称。
为了适应直径变化范围较大的圆柱体零件以及零件维护,所述的过渡V型块可拆卸的安装在V型槽内。
为了保护工件表面不受损伤,所述的过渡V型块与压板的装夹表面上镶嵌有铜块。
作为优选,所述的螺旋槽的截面形状为V形,由于钢球本身的硬度很高,为了降低对限位螺钉与螺旋槽配合性能的要求,所述的螺旋槽内设置有便于旋转限位螺钉在螺旋槽内滑动的钢球。
作为另一种方案,所述的螺旋槽的截面形状为U形。
本发明的有益效果是,本发明的圆柱体零件自动定心夹具,在V型块底座上增设了过渡V型块,可以适应直径变化范围较大的圆柱体零件,不需要经常更换整套设备,另外,复合油缸的设计可以实现上下移动和水平转动的二维运动,这样将移动和转动结为一体结构,不仅提高了油缸的性能,还简化了设备的结构。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明圆柱体零件自动定心夹具实施例1的结构示意图;
图2是本发明圆柱体零件自动定心夹具的夹紧导向活塞杆复合油缸的内部结构示意图;
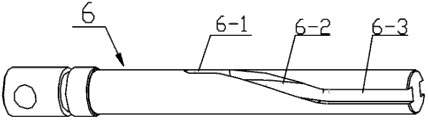
图3是本发明实施例1的转位导向活塞杆的结构示意图;
图4是本发明实施例1旋转限位螺钉的安装结构示意图;
图5是本发明实施例2的转位导向活塞杆的结构示意图;
图6是本发明实施例2旋转限位螺钉的安装结构示意图。
图中1、夹具底座,2、V型块底座,3、过渡V型块,3-1、铜块,4、压板,5、缸筒,6、转位导向活塞杆,6-1、螺钉槽,6-2、导向斜槽,6-3、导向直槽,7、夹紧导向活塞杆,8、转位活塞,9、旋转限位螺钉,10、夹紧活塞,11、过渡活塞,12、限位螺钉,13、钢球。
具体实施方式
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
如图1-4所示,是本发明圆柱体零件自动定心夹具的实施例1,也是本发明的优选实施例,包括夹具底座1、设置在夹具底座1上的V型块底座2、过渡V型块3、设置在过渡V型块3上方的压板4和用于控制压板4竖直位移和/或水平转动的油缸,所述的油缸安装在夹具底座1上位于V型块底座2的侧面,所述的V型块底座2上端开设有用于放置过渡V型块2的V型槽,压板4固定在油缸的伸出端上。过渡V型块2可拆卸的安装在V型槽内,过渡V型块3与压板4的装夹表面上镶嵌有铜块3-1。
本实施例中的油缸为复合油缸,包括缸筒5、设置在缸筒5内底部的转位导向活塞杆6和两个旋转限位螺钉9,转位导向活塞杆6上还依次套装有夹紧导向活塞杆7和转位活塞8,转位导向活塞杆6的表面沿转位活塞8运动方向开设有两道螺旋槽,两道螺旋槽关于转位导向活塞杆6的轴线对称,旋转限位螺钉9设置在转位活塞8内相互对称,并穿过夹紧导向活塞杆7插入螺旋槽内,夹紧导向活塞杆7的表面上与其轴线平行的方向上开设有两道直槽,两道直槽关于夹紧导向活塞杆7的轴线对称,复合油缸还包括夹紧活塞10,夹紧活塞10的一端套装在夹紧导向活塞杆7的伸出端上,夹紧活塞10的另一端伸出缸筒5并与压板4可拆卸连接,夹紧活塞10与夹紧导向活塞杆7的连接处固定有限位螺钉12,限位螺钉12设置在夹紧活塞10内部,限位螺钉12的端部伸入到直槽内,可在直槽内滑动,夹紧活塞10和转位活塞8之间设置有过渡活塞11。
螺旋槽包括依次连通的螺钉槽6-1、导向斜槽6-2和导向直槽6-3,所述的螺钉槽6-1的中心线和导向直槽6-3的中心线,在转位导向活塞杆6表面上的投影之间的距离为1/4转位导向活塞杆6的圆周。螺旋槽的截面形状为V形,螺旋槽内设置有便于旋转限位螺钉9在螺旋槽内滑动的钢球13,钢球13和旋转限位螺钉9的端部相配合。
如图1、2、5、6所示,是本发明圆柱体零件自动定心夹具的实施例2,螺旋槽的截面形状为U形,旋转限位螺钉9直接在螺旋槽内滑动,其余技术方案均与实施例1中一致,本实施例省去了安装配合的钢球,但是其滑动效果不如实施例1,旋转限位螺钉9所受的剪应力太大,很容易断裂,U形槽也容易磨损。
本发明圆柱体零件自动定心夹具,夹紧圆柱体零件直径的范围为Φ50-Φ440mm。其中V型块底座2夹紧圆柱体零件直径范围是Φ155-Φ440;如需夹紧较小直径圆柱体零件,需要在V型块底座2上安装过渡V型块3,此时夹紧圆柱体零件直径范围为Φ50-Φ155。
本实施例中的复合油缸由夹紧油缸和转位油缸复合而成,夹紧行程是200mm,转位角度是90°。转位在夹紧油缸行程范围内任意控制。
工作时,转位导向活塞杆6用于控制压板4的水平转动,夹紧导向活塞杆7用于压板4的上下移动。具体地,当转位活塞8向上运动时,带动旋转限位螺钉9在螺旋槽内移动,即依次滑过螺钉槽6-1、导向斜槽6-2和导向直槽6-3,从而旋转限位螺钉9带动夹紧导向活塞杆7发生90°转动,夹紧导向活塞杆7带动夹紧活塞10,最终实现夹紧活塞10的伸出端带动压板4转动90°;当转位活塞8再向下运动时,可实现压板4反向旋转90°。
由于夹紧导向活塞杆7表面开设的是直槽,不影响夹紧活塞10的上下移动夹紧。将转位和夹紧结合在一个油缸体内,大大简化了夹具结构,提高了工作效率。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
Claims (9)
1.一种圆柱体零件自动定心夹具,其特征在于:包括夹具底座(1)、设置在夹具底座(1)上的V型块底座(2)、过渡V型块(3)、设置在过渡V型块(3)上方的压板(4)和用于控制压板(4)竖直位移和/或水平转动的油缸,所述的油缸安装在夹具底座(1)上位于V型块底座(2)的侧面,所述的V型块底座(2)上端开设有用于放置过渡V型块(2)的V型槽,所述的压板(4)固定在油缸伸出端上。
2.如权利要求1所述的圆柱体零件自动定心夹具,其特征在于:所述的油缸为复合油缸,包括缸筒(5)、设置在缸筒(5)内底部的转位导向活塞杆(6)和旋转限位螺钉(9),所述的转位导向活塞杆(6)上还依次套装有夹紧导向活塞杆(7)和转位活塞(8),转位导向活塞杆(6)的表面开设有至少一道螺旋槽,所述的旋转限位螺钉(9)设置在转位活塞(8)内并穿过夹紧导向活塞杆(7)插入螺旋槽内,所述的夹紧导向活塞杆(7)的表面上与其轴线平行的方向上开设有至少一道直槽,所述的复合油缸还包括夹紧活塞(10),夹紧活塞(10)的一端套装在夹紧导向活塞杆(7)的伸出端上,夹紧活塞(10)的另一端伸出缸筒(5)并与压板(4)可拆卸连接,夹紧活塞(10)与夹紧导向活塞杆(7)的连接处固定有限位螺钉(12),所述的限位螺钉(12)设置在夹紧活塞(10)内部,限位螺钉(12)的端部伸入到直槽内,夹紧活塞(10)和转位活塞(8)之间设置有过渡活塞(11)。
3.如权利要求2所述的圆柱体零件自动定心夹具,其特征在于:所述的螺旋槽包括依次连通的螺钉槽(6-1)、导向斜槽(6-2)和导向直槽(6-3),所述的螺钉槽(6-1)的中心线和导向直槽(6-3)的中心线,在转位导向活塞杆(6)表面上的投影相距为1/4转位导向活塞杆(6)的圆周。
4.如权利要求2所述的圆柱体零件自动定心夹具,其特征在于:所述的转 位导向活塞杆(6)的表面沿转位活塞(8)运动方向开设有两道螺旋槽,所述的两道螺旋槽关于转位导向活塞杆(6)的轴线对称。
5.如权利要求2所述的圆柱体零件自动定心夹具,其特征在于:所述的夹紧导向活塞杆(7)的表面上与其轴线平行的方向上开设有两道直槽,所述的两道直槽关于夹紧导向活塞杆(7)的轴线对称。
6.如权利要求1-5任一项所述的圆柱体零件自动定心夹具,其特征在于:所述的过渡V型块(3)可拆卸的安装在V型槽内。
7.如权利要求1-5任一项所述的圆柱体零件自动定心夹具,其特征在于:所述的过渡V型块(3)与压板(4)的装夹表面上镶嵌有铜块(3-1)。
8.如权利要求3所述的圆柱体零件自动定心夹具,其特征在于:所述的螺旋槽的截面形状为V形,所述的螺旋槽内设置有便于旋转限位螺钉(9)在螺旋槽内滑动的钢球(13),所述的钢球(13)和旋转限位螺钉(9)的端部相配合。
9.如权利要求3所述的圆柱体零件自动定心夹具,其特征在于:所述的螺旋槽的截面形状为U形。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210125580.8A CN102672479B (zh) | 2012-04-25 | 2012-04-25 | 圆柱体零件自动定心夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210125580.8A CN102672479B (zh) | 2012-04-25 | 2012-04-25 | 圆柱体零件自动定心夹具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102672479A true CN102672479A (zh) | 2012-09-19 |
| CN102672479B CN102672479B (zh) | 2015-05-27 |
Family
ID=46805385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201210125580.8A Expired - Fee Related CN102672479B (zh) | 2012-04-25 | 2012-04-25 | 圆柱体零件自动定心夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102672479B (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102962695A (zh) * | 2012-11-26 | 2013-03-13 | 安徽长青电子机械(集团)有限公司 | 一种用于精确固定棒材的设备 |
| CN103507119A (zh) * | 2013-10-29 | 2014-01-15 | 青岛良木集团有限公司 | 铣削辅助装置 |
| CN104369035A (zh) * | 2014-11-24 | 2015-02-25 | 龙岩市山力工程液压有限公司 | 一种油缸杆夹具 |
| CN104889667A (zh) * | 2015-05-21 | 2015-09-09 | 安庆市天润工程机械有限责任公司 | 一种缸筒套件的定位装置 |
| CN104907756A (zh) * | 2015-06-26 | 2015-09-16 | 德韧干巷汽车系统(上海)有限公司 | 用于不规则零部件焊接时装夹焊接零件的三瓣下电极结构 |
| CN109590786A (zh) * | 2018-12-29 | 2019-04-09 | 伯恩高新科技(惠州)有限公司 | 一种旋转机构及使用该旋转机构的夹具 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0085169B1 (de) * | 1982-01-15 | 1985-03-27 | Maschinenfabrik Hilma GmbH | Schwenkspanner |
| SU1498984A1 (ru) * | 1987-05-04 | 1989-08-07 | Предприятие П/Я В-2190 | Пневматический (гидравлический) двигатель |
| CN2179971Y (zh) * | 1993-11-10 | 1994-10-19 | 上海第一钢铁厂 | 试样切割机 |
| US20030090046A1 (en) * | 2001-11-13 | 2003-05-15 | Kabushiki Kaisha Kosmek | Rotary clamp |
| CN2675329Y (zh) * | 2003-12-05 | 2005-02-02 | 东风汽车有限公司 | 回转定位夹紧缸 |
| CN200999775Y (zh) * | 2006-09-26 | 2008-01-02 | 中冶南方(武汉)威仕工业炉有限公司 | 活塞杆自动旋转的夹紧油缸 |
| CN101303035A (zh) * | 2008-06-12 | 2008-11-12 | 宁波丰州机械有限公司 | 一种夹具用转角缸 |
| CN201310503Y (zh) * | 2008-12-12 | 2009-09-16 | 天津钢管集团股份有限公司 | 轧机锁紧缸的结构 |
| CN201478922U (zh) * | 2009-07-10 | 2010-05-19 | 东莞信浓马达有限公司 | 直线传动装置 |
| CN101829970A (zh) * | 2010-05-21 | 2010-09-15 | 宁海县海浴铝业有限公司 | 工件压紧夹具 |
| CN201856129U (zh) * | 2010-10-14 | 2011-06-08 | 安徽省黄山台钻有限公司 | 磨内锥夹具 |
| CN202701805U (zh) * | 2012-04-25 | 2013-01-30 | 常州协润精机有限公司 | 龙门加工中心用圆柱体零件自动定心夹具 |
-
2012
- 2012-04-25 CN CN201210125580.8A patent/CN102672479B/zh not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0085169B1 (de) * | 1982-01-15 | 1985-03-27 | Maschinenfabrik Hilma GmbH | Schwenkspanner |
| SU1498984A1 (ru) * | 1987-05-04 | 1989-08-07 | Предприятие П/Я В-2190 | Пневматический (гидравлический) двигатель |
| CN2179971Y (zh) * | 1993-11-10 | 1994-10-19 | 上海第一钢铁厂 | 试样切割机 |
| US20030090046A1 (en) * | 2001-11-13 | 2003-05-15 | Kabushiki Kaisha Kosmek | Rotary clamp |
| CN2675329Y (zh) * | 2003-12-05 | 2005-02-02 | 东风汽车有限公司 | 回转定位夹紧缸 |
| CN200999775Y (zh) * | 2006-09-26 | 2008-01-02 | 中冶南方(武汉)威仕工业炉有限公司 | 活塞杆自动旋转的夹紧油缸 |
| CN101303035A (zh) * | 2008-06-12 | 2008-11-12 | 宁波丰州机械有限公司 | 一种夹具用转角缸 |
| CN201310503Y (zh) * | 2008-12-12 | 2009-09-16 | 天津钢管集团股份有限公司 | 轧机锁紧缸的结构 |
| CN201478922U (zh) * | 2009-07-10 | 2010-05-19 | 东莞信浓马达有限公司 | 直线传动装置 |
| CN101829970A (zh) * | 2010-05-21 | 2010-09-15 | 宁海县海浴铝业有限公司 | 工件压紧夹具 |
| CN201856129U (zh) * | 2010-10-14 | 2011-06-08 | 安徽省黄山台钻有限公司 | 磨内锥夹具 |
| CN202701805U (zh) * | 2012-04-25 | 2013-01-30 | 常州协润精机有限公司 | 龙门加工中心用圆柱体零件自动定心夹具 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102962695A (zh) * | 2012-11-26 | 2013-03-13 | 安徽长青电子机械(集团)有限公司 | 一种用于精确固定棒材的设备 |
| CN102962695B (zh) * | 2012-11-26 | 2016-01-20 | 安徽长青电子机械(集团)有限公司 | 一种用于精确固定棒材的设备 |
| CN103507119A (zh) * | 2013-10-29 | 2014-01-15 | 青岛良木集团有限公司 | 铣削辅助装置 |
| CN103507119B (zh) * | 2013-10-29 | 2016-04-13 | 青岛良木集团有限公司 | 铣削辅助装置 |
| CN104369035A (zh) * | 2014-11-24 | 2015-02-25 | 龙岩市山力工程液压有限公司 | 一种油缸杆夹具 |
| CN104889667A (zh) * | 2015-05-21 | 2015-09-09 | 安庆市天润工程机械有限责任公司 | 一种缸筒套件的定位装置 |
| CN104889667B (zh) * | 2015-05-21 | 2016-11-30 | 安庆市天润工程机械有限责任公司 | 一种缸筒套件的定位装置 |
| CN104907756A (zh) * | 2015-06-26 | 2015-09-16 | 德韧干巷汽车系统(上海)有限公司 | 用于不规则零部件焊接时装夹焊接零件的三瓣下电极结构 |
| CN109590786A (zh) * | 2018-12-29 | 2019-04-09 | 伯恩高新科技(惠州)有限公司 | 一种旋转机构及使用该旋转机构的夹具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102672479B (zh) | 2015-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102672479A (zh) | 圆柱体零件自动定心夹具 | |
| CN204771765U (zh) | 液压油缸缸头的车用装夹装置 | |
| CN205342605U (zh) | 一种带有推进式刀库装置的机床 | |
| CN104175149A (zh) | 一种轴类产品装夹装置及装夹方法 | |
| CN201168902Y (zh) | 去内毛刺专用设备 | |
| CN202411827U (zh) | 阀门自动钻孔、攻丝机床 | |
| CN101758396A (zh) | 一种钻曲轴法兰偏心孔夹具 | |
| CN210754580U (zh) | 一种机械传动精密润滑型高速冲床 | |
| CN204892759U (zh) | 一种管端扩口装置 | |
| CN202162430U (zh) | 一种数控双工位铣槽机 | |
| CN208826199U (zh) | 一种金属圆管打磨装置 | |
| CN201313256Y (zh) | 加工连杆孔用夹具 | |
| CN107876821A (zh) | 连杆大头孔整体加工装置 | |
| CN207479736U (zh) | 管件锯切圆锯床 | |
| CN108927687A (zh) | 一种便于安装的铣床模具 | |
| CN202701805U (zh) | 龙门加工中心用圆柱体零件自动定心夹具 | |
| CN102380672A (zh) | 自动开槽装置 | |
| CN202701434U (zh) | 一种镗孔加工设备 | |
| CN105479219A (zh) | 气缸加工铣阀座液压夹具 | |
| CN203330432U (zh) | 一种向上倾斜式钻孔专机 | |
| CN205968341U (zh) | 电动套丝机变速箱液压夹具 | |
| CN212144572U (zh) | 专用于加工曲轴斜直油孔的数控机床 | |
| CN2246042Y (zh) | 磨削式倒角机 | |
| CN209477845U (zh) | 一种中型钻床 | |
| CN105965298A (zh) | 电机座加工夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20150527 Termination date: 20200425 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |