CN102161160A - 管件自动加工成型系统及成型工艺 - Google Patents
管件自动加工成型系统及成型工艺 Download PDFInfo
- Publication number
- CN102161160A CN102161160A CN2011100036349A CN201110003634A CN102161160A CN 102161160 A CN102161160 A CN 102161160A CN 2011100036349 A CN2011100036349 A CN 2011100036349A CN 201110003634 A CN201110003634 A CN 201110003634A CN 102161160 A CN102161160 A CN 102161160A
- Authority
- CN
- China
- Prior art keywords
- unit
- pipe fitting
- shaping
- predetermined length
- pusher
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007493 shaping process Methods 0.000 title claims abstract description 29
- 238000005516 engineering process Methods 0.000 title claims abstract description 11
- 239000000463 material Substances 0.000 claims abstract description 45
- 238000004080 punching Methods 0.000 claims abstract description 36
- 238000000034 method Methods 0.000 claims abstract description 20
- 238000005520 cutting process Methods 0.000 claims abstract description 19
- 238000000465 moulding Methods 0.000 claims abstract description 16
- 230000007246 mechanism Effects 0.000 claims description 30
- 238000007789 sealing Methods 0.000 claims description 27
- 230000008676 import Effects 0.000 claims description 3
- 238000003860 storage Methods 0.000 claims description 2
- 230000008569 process Effects 0.000 abstract description 10
- 238000005452 bending Methods 0.000 abstract description 3
- 230000008901 benefit Effects 0.000 abstract description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 239000002184 metal Substances 0.000 description 6
- 230000032258 transport Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 3
- 230000036541 health Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000009428 plumbing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images




Landscapes
- Automatic Assembly (AREA)
Abstract
Description
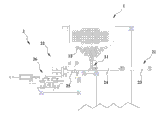
| 1: | 储料单元 | 2: | 推料单元 |
| 3: | 裁切单元 | 4: | 输送单元 |
| 5: | 封口机 | 6: | 冲压单元 |
| 7: | 夹料机构 | 10: | 自动加工成型系统 |
| 11: | 开口 | 12: | 管料 |
| 21: | 进料装置 | 22: | 推料装置 |
| 23: | 气压缸 | 24: | 推料杆 |
| 25: | 夹掣机构 | 26: | 滑轨机构 |
| 31: | 裁切机 | 32: | 管件 |
| 41: | 夹料机构 | 42: | 输送带 |
| 43: | 夹具 | 51: | 夹料机构 |
| 61: | 推料机构 | 62: | 冲压机 |
| 71: | 成型管件 | 72: | 运送桶 |
| 90: | 电控单元 | S1 | 储料步骤 |
| S2 | 设定步骤 | S3 | 推料步骤 |
| S4 | 裁切步骤 | S5 | 输送步骤 |
| S6 | 冲压步骤 | S7 | 堆叠步骤 |
Claims (17)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110003634.9A CN102161160B (zh) | 2011-01-10 | 2011-01-10 | 管件自动加工成型系统及成型工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110003634.9A CN102161160B (zh) | 2011-01-10 | 2011-01-10 | 管件自动加工成型系统及成型工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102161160A true CN102161160A (zh) | 2011-08-24 |
| CN102161160B CN102161160B (zh) | 2014-04-09 |
Family
ID=44462757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110003634.9A Expired - Fee Related CN102161160B (zh) | 2011-01-10 | 2011-01-10 | 管件自动加工成型系统及成型工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102161160B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102689150A (zh) * | 2012-06-06 | 2012-09-26 | 浙江友谊菲诺伞业有限公司 | 钢管下料冲槽缩口自动化生产设备 |
| CN106425494A (zh) * | 2016-11-01 | 2017-02-22 | 广州英固特音响拉杆有限公司 | 一种数控全自动切管冲孔一体装置 |
| CN108608212A (zh) * | 2018-04-26 | 2018-10-02 | 中国石油大学(华东) | 一种汽车用管体深加工系统及其加工方法 |
| CN109514260A (zh) * | 2017-06-26 | 2019-03-26 | 沈桂英 | 一种轴料加工组合设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3720992A (en) * | 1971-03-01 | 1973-03-20 | J Hyatt | Automatic pipe handling system |
| CN1163584A (zh) * | 1994-11-14 | 1997-10-29 | 大西忍 | 长工件的顺序送料自动加工方法及其装置 |
| CN101323086A (zh) * | 2008-06-23 | 2008-12-17 | 常州市三利精机有限公司 | 电梯导轨自动生产线生产工艺及其设备 |
| KR100935126B1 (ko) * | 2008-12-10 | 2010-01-06 | 최선일 | 디퓨져의 상부 커버용 성형 가공장치 |
| CN201592347U (zh) * | 2009-05-26 | 2010-09-29 | 熊国云 | 数控金属卷板纵剪生产线 |
-
2011
- 2011-01-10 CN CN201110003634.9A patent/CN102161160B/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3720992A (en) * | 1971-03-01 | 1973-03-20 | J Hyatt | Automatic pipe handling system |
| CN1163584A (zh) * | 1994-11-14 | 1997-10-29 | 大西忍 | 长工件的顺序送料自动加工方法及其装置 |
| CN101323086A (zh) * | 2008-06-23 | 2008-12-17 | 常州市三利精机有限公司 | 电梯导轨自动生产线生产工艺及其设备 |
| KR100935126B1 (ko) * | 2008-12-10 | 2010-01-06 | 최선일 | 디퓨져의 상부 커버용 성형 가공장치 |
| CN201592347U (zh) * | 2009-05-26 | 2010-09-29 | 熊国云 | 数控金属卷板纵剪生产线 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102689150A (zh) * | 2012-06-06 | 2012-09-26 | 浙江友谊菲诺伞业有限公司 | 钢管下料冲槽缩口自动化生产设备 |
| CN106425494A (zh) * | 2016-11-01 | 2017-02-22 | 广州英固特音响拉杆有限公司 | 一种数控全自动切管冲孔一体装置 |
| CN106425494B (zh) * | 2016-11-01 | 2018-06-08 | 广州英固特音响拉杆有限公司 | 一种数控全自动切管冲孔一体装置 |
| CN109514260A (zh) * | 2017-06-26 | 2019-03-26 | 沈桂英 | 一种轴料加工组合设备 |
| CN108608212A (zh) * | 2018-04-26 | 2018-10-02 | 中国石油大学(华东) | 一种汽车用管体深加工系统及其加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102161160B (zh) | 2014-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102363265B (zh) | 一种集装箱门板的自动化生产线 | |
| CN203155808U (zh) | 单机多工位冲床生产线 | |
| CN203471319U (zh) | 集装箱板材加工流水线 | |
| CN203028136U (zh) | 胸罩模杯全自动热压定型机 | |
| CN201427162Y (zh) | 一种管端成型机 | |
| CN202292086U (zh) | 一种集装箱门板的自动化生产线 | |
| CN202388534U (zh) | 铝塑复合易拉盖成型机的废铝塑膜带切断装置 | |
| CN203875612U (zh) | 集装箱底横梁的自动化生产系统 | |
| CN102161160B (zh) | 管件自动加工成型系统及成型工艺 | |
| CN104552982A (zh) | 一种纤维布注胶成型制品多模具周转自动生产线装置 | |
| CN104044186B (zh) | 一种板材的冲孔系统 | |
| CN203484906U (zh) | 集装箱底横梁自动生产系统 | |
| CN104527089A (zh) | 一种纤维布注胶成型制品单模具自动生产线 | |
| CN103203409A (zh) | 用于管件加工的生产线 | |
| CN204262228U (zh) | 一种多工位自动上下料机械手 | |
| CN104043720B (zh) | 一种板材的冲孔方法 | |
| CN203265457U (zh) | 板料成型的多工位自动送料装置 | |
| CN105436345A (zh) | 一种机械手储盖平衡系统 | |
| CN205042972U (zh) | 链条上料方管冲孔机 | |
| CN203565960U (zh) | 一种板材豁口加工装置 | |
| EP2543450B1 (en) | Machine and method for stamping metal parts | |
| CN204817662U (zh) | 一种方管冲孔机 | |
| CN203265382U (zh) | 用于管件加工的生产线 | |
| CN203973664U (zh) | 一种板材的冲孔系统 | |
| CN104998959A (zh) | 一种方管冲孔机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee | ||
| CP01 | Change in the name or title of a patent holder |
Address after: 528414 No. 28 Kwai Hing Road, Dongsheng Town, Zhongshan, Guangdong Patentee after: DOREL JUVENILE (ZHONGSHAN) PRODUCT Co.,Ltd. Address before: 528414 No. 28 Kwai Hing Road, Dongsheng Town, Zhongshan, Guangdong Patentee before: Lerado (Zhong Shan) Industrial Co.,Ltd. |
|
| CP01 | Change in the name or title of a patent holder | ||
| CP01 | Change in the name or title of a patent holder |
Address after: 528414 No. 28 Kwai Hing Road, Dongsheng Town, Zhongshan, Guangdong Patentee after: Zhongshan lemeida Baby Products Co.,Ltd. Address before: 528414 No. 28 Kwai Hing Road, Dongsheng Town, Zhongshan, Guangdong Patentee before: DOREL JUVENILE (ZHONGSHAN) PRODUCT Co.,Ltd. |
|
| TR01 | Transfer of patent right | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20210907 Address after: Room 307, building 1, No. 3203, Hongmei Road, Minhang District, Shanghai 201103 Patentee after: Shanghai Le Ruiying Ltd. Address before: 528414 No. 28 Kwai Hing Road, Dongsheng Town, Zhongshan, Guangdong Patentee before: Zhongshan lemeida Baby Products Co.,Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140409 Termination date: 20220110 |