CN1019766B - 氧化铝-氧化锆-碳化硅-氧化镁组成与切削工具 - Google Patents
氧化铝-氧化锆-碳化硅-氧化镁组成与切削工具Info
- Publication number
- CN1019766B CN1019766B CN89108322A CN89108322A CN1019766B CN 1019766 B CN1019766 B CN 1019766B CN 89108322 A CN89108322 A CN 89108322A CN 89108322 A CN89108322 A CN 89108322A CN 1019766 B CN1019766 B CN 1019766B
- Authority
- CN
- China
- Prior art keywords
- zirconium white
- cutting tool
- oxide
- magnesium oxide
- silicon carbide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C04B35/117—Composites
- C04B35/119—Composites with zirconium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/71—Ceramic products containing macroscopic reinforcing agents
- C04B35/78—Ceramic products containing macroscopic reinforcing agents containing non-metallic materials
- C04B35/80—Fibres, filaments, whiskers, platelets, or the like
Abstract
一种氧化铝基陶瓷材料,它包括1.5至17.5V%碳化硅晶须、1.5至17.5V%的氧化锆以及作为剩余物的氧化镁添加剂,后者所添加的量能有效地提高此刀具切削刃的金属切削寿命,上述碳化硅晶须、氧化锆与剩余物氧化镁是极其均匀地分布于一种氧化铝基的母体材料中。此氧化铝基陶瓷组成中至少4V%为四方晶氧化锆,由这种陶瓷材料构成的切削刀片在高速粗加工软钢时具有切削寿命很高的刀刃。
Description
本发明涉及含氧化锆与碳化硅的氧化铝基的陶瓷切削工具,具体涉及到用于软钢与球墨或可锻铸铁高速粗机加工的陶瓷切削工具。
过去,氧化锆曾按规定的量,添加到美国专利4534345与4507224号中所述的精选出的氧化铝-陶化硅晶须增强的组成中,用以提高断裂韧度和/或抗弯强度(参看:美国专利4657877与4749667号;日本特许公告昭62-265182号;Clausen等人的“晶须增强的氧化物陶瓷”,Journal de Physique Colloque C1,增刊,47卷2期,1986,2月,C1-693至C1-702页;Becher等人的“由晶须增强来韧化陶瓷”,见Bradt等人编的“陶瓷断裂力学”(第七版),纽约Plenum出版社(1986),61-73页。
业已指出,此种氧化锆应为单斜晶相和/或(亚稳的)四方晶相的,以获得改进了的断裂韧度和/或抗弯强度;又经进一步指出,这种亚稳的四方晶相的取得,是通过减小氧化锆的粒度,或通过采用立方晶系的氧化锆稳定化促进剂,例如氧化钇、氧化钙、氧化镁与稀土氧化物等,它们的总量则低于使立方的氧化锆晶相完全稳定化所需的量。
业已提出了由含氧化铝、氧化锆与碳化硅晶须的种种组成,掺
或不掺以其它添加剂来构成切削刀具(参看日本特许申请86107916.8号,1987,1,21以020810号公布;美国专利4746635,4292049,4767727,4749667号;“多重韧化的陶瓷”,Techno Japan,19卷10期,1986,10,78页;欧州专利申请号86301597.0,1986,11,17以0194811号公布)。
本发明的任务是提供一种氧化铝-氧化锆-氧化硅-氧化镁组成的金属切削刀具,可以在加工软钢时,提高其寿命。
上述文件对于这类工具所切削的材料作了说明,这类工具业已用来机加工铸铁、淬硬钢与镍器超合金。所有这些材料在金属切削过程遇到的高温条件下,对于切削刀具中的碳化硅都具有较低的反应率。上机所引文件中没有一个指出或提到过,对于用在软钢类高速粗机加工中的金属刀具,它们的切削性能是可以通过下述方式显著提高的,即把氧化铝基的陶瓷组成控制到一种组合形式的临界范围内,而这种范围则是本申请人现在所发现的对于氧化锆、氧化镁、碳化硅与四方晶相氧化锆等的含量范围。
本发明的技术方案提供一种氧化铝-氧化锆-氧化硅-氧化镁组成的金属切削工具,所述组成包括1.5至17.5V%碳化硅晶须,5至17.5V%的氧化锆,其余为0.03至3V%的氧化镁或其它镁氧化物添加剂,氧化铝基本构成该组成的剩余物。碳化硅晶须,氧化锆以及剩余物氧化镁添加剂都大致均匀地分散在氧化铝形成的母体材料中,并在该组成中4-10V%为四方晶氧化锆。
在从事软钢的高速粗加工时,本发明的切削刀具有很长的寿命。已然令人惊奇地得知,尽管有了以上发现,但少量的氧化镁添加剂能在室温时减少四方晶(即亚稳四方晶)的氧化锆量,而这种添加剂一有效的添加量,却能在高速粗加工如AISI(美国钢铁学会)1045钢之类的软钢时,给予切削刀的寿命以显著的肯定影响。
根据本发明,业已出奇地发现,能够在现有的组成中将氧化镁
添加剂加到这样一个有效数量,当按1000表面英尺/分,0.025英寸/转与0.100英寸切削深度,来加工布氏硬度值为190至200的AISI1045软钢时,使得切削刀至少有12分钟的寿命,氧化镁添加剂更好地能产生至少15分钟的切削刀寿命,最好地能提供至少20分钟的寿命。所添加的氧化镁量以约0.03至3v%为宜;更好约为0.03至2.0v%;而最好约为0.04至1.0v%。
根据本发明,氧化铝基的陶瓷组成所含的碳化硅晶须量,以约为2.5至15v%为宜,而更好是约为2.5至10.5v%。
根据本发明,氧化锆的含量以7.5至17.5v%为宜,而更好是约为10至15v%。根据本发明,氧化锆中要有显著部分(最好至少是其22%)属于四方晶的氧化锆,且必须构成组成的至少4v%。在此组成中,较佳情形至少要有6v%的,更好至少要有7v%的,而最好至少要有8v%的四方晶形的氧化锆。
当阅读了本发明结合以下简明的附图所作的详细说明后,就会更清楚地理解本发明的上述特点和其它特点,在附图中:
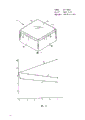
图1是本发明的一种方形切削刀具之实施例的等比例的示意图。
图2中所示曲线,表明组成中四方晶氧化锆的体积百分率相对于氧化镁或氧化钇添加剂的函数关系。
本发明提供了如图1优选实施例所示的,最好是可换位型的一种金属切削刀具10,它具有前刀面30、侧面50以及一在此前刀面与侧面会合处的切削刃70。切削刃70最好呈倒角状态(例如K-棱刃),如图1所示。此切削刀具是从一种氧化铝基的陶瓷组成料构
成,此组成含约1.5至17.5v%的碳化硅晶须;约5至17.5v%的氧化锆;其余为氧化镁或其它镁-氧化合物添加剂,所添加的量,对于高速粗加工软铁基合金,例如那种硬度为约190至200BHN(布氏硬度值)的AISI1045钢时,能有效地提高其切削刃的金属切削寿命。碳化硅晶须、氧化锆与其余的氧化镁极其均匀地分布于氧化铝基的母体中。
碳化硅晶须存在的数量级至少约为1.5v%,以确保切削刃寿命取得最低的改进水平。更理想的情况是,碳化硅晶须含量约为2.5v%或更高。碳化硅晶须含量以不超过组成的约17.5v%为宜。我们肯定,超出上述值的碳化硅晶须含量,会使这种切削刀在高速粗加工软钢时显著地降低其寿命。因此,为了进一步最大限度地提高切削刃在高速粗加工AISI1045之类软钢时的寿命,最好使碳化硅晶须的最高含量在氧化铝基的陶瓷组成中,保持在或者低于约15v%,而更好是在或低于约10.5v%。
这里所用的碳化硅晶须可以是任何一种市售的,过去用于机加工镍基超合金的金属切削刀具中的品种。
在本发明中的不太理想的情况下,也可用大致上等轴形的或片晶形的碳化硅颗粒,来部分地置换碳化硅晶须。
氧化锆含量在此种陶瓷组成中的范围约为5至17.5v%。据信在此范围之外的氧化锆含量所给出的组成,在高速粗加工AISI1045钢之际,会减低切削刃的寿命。为了最大限度地提高切削刃的寿命,氧化锆含量在此种组成中的范围应为约7.5至17.5v%,而更好是约为10至15v%。虽则我们认为四方晶氧化锆的浓度需最大
化以取得最佳的切削性能,但在我们看来,至少是同等重要的是,在室温下要存在有尽可能多的四方晶氧化锆,可用于使切削刀在机加工过程遇到的温度下,或在尽可能接近这样的温度下变形韧化。如此,本发明的关键之处即在于发现了,以某一少量但却是有效量存在的氧化镁,乃是使切削刃寿命最大限度提高的决定因素。根据本发明,至少应存在有约22体积百分率的氧化锆,而在陶瓷组成中至少有4v%必须是四方晶氧化锆。理想的情况下,此种四方晶氧化锆构成陶瓷组成的至少约6v%,更理想的是至少此组成的约7v%,而最为理想的则是占此组成的至少约8.0v%。
氧化镁添加剂,尽管会减少在室温下观察到的四方晶氧化锆量,但以约占此种陶瓷组成的0.03至3v%的量添加为宜,更好是在约0.03至2v%的范围,而最好是约0.04至1.0v%。氧化镁可在正好要进行致密压制之前与氧化铝或氧化锆混合,或者同氧化铝或氧化锆予混合或预合金化。最好是将氧化镁粉末预混合,这是由于据信这种预混合的氧化镁能更有效于生产出高温的亚稳的四方晶氧化锆,从而允许添加较少量的氧化镁,使高量氧化镁添加剂(例如熔点较低的玻璃与Mg-Al-O形成物)带来的有害影响减至最小。等价量的其它镁-氧化合物,例如碳酸镁,或须要求补加煅烧之类处理工序以生成氧化镁,而可用于置换全部或部分的氧化镁添加剂。在将这种混合了的组成料烧结之后,此种氧化镁添加剂可能不作为独立的相存在,而仅仅是一种残余物。这种残余物例如可以包括氧化镁-氧化铝的固溶体、铝酸镁、一种氧化镁-氧化锆的固溶体和/或一种玻璃,后者例如是由二氧化硅所形成,它有可能以
薄膜形式存在于碳化硅晶须上面。
此种陶瓷组成的其余部分基本上是氧化铝,而最好是除杂质之外完全为氧化铝。总之,这里给出的氧化铝基的陶瓷组成含有至少40v%的氧化铝,而最好是至少约有50v%的氧化铝。
碳化钛,可以作为晶须和/或基本上是等轴的晶粒形式,按此种陶瓷组成约2至35v%的量,最好是按约10至30v%的量加入。碳化钛与氧化铝相比具有较高的热膨胀系数。因而可以相信,以碳化钛作添加剂,就可允许在室温下保持有更多的四方晶氧化锆。碳化钛晶须可按A.Kato等“碳化钛晶须在化学汽相沉积法的生长速率”,J.Cryst.Growth 37(1977),293-300页;以及N.Tamari等“各种金属与耐火氧化物对于用化学汽相沉积法生长Ti C晶须的生长效应”,J.Cryst.Growth 46(1979),221-237页中所述的方法制造与获取。碳化钛晶须及其掺入与应用于氧化铝基切削刀具的情形,已公开于Mehrotra等的美国专利申请编号056091(1987,5,28申请)中,并已转让给Kennametal公司,现在是美国专利4852999号。
这里所用的氧化铝粉末应为高纯(即纯度高于99%)氧化铝,例如以下各公司所生产的:ALCOA(例如级别为A16SG的);Ceralox(例如级别为HPA-0.5的含或不含氧化镁)或Regholds Chemicals(级别为RC-HP或RC-HP-DBM的)。
氧化钇、氧化钙、稀土氧化物与其它一些化合物,由于会降低从四方晶到单斜晶的转变温度,对切削刃的寿命有不利影响,因而要是存在的话,也最好只是作为杂质存在。
上述原料,依据本发明,可予研磨、混合和在高温下致密化,以产生出至少是98%而最好至少是99%的致密的氧化铝基的陶瓷料,这种陶瓷料具有氧化铝基质的母体,此母体最好完全是氧化铝,其中的碳化硅、来自氧化镁添加剂的氧化镁残留物、氧化锆与碳化钛,如果存在,也至少要非常均匀地分布。热压或烧结温度最好保持为低于1700℃,更理想是低于1650℃,而最理想应低于约1600℃,以使氧化锆晶粒的生长减至最小,而由此使最终产品中存在的四方晶氧化锆相达到最大限度。在切削刀具中的氧化锆平均粒度不应超过5微米左右,最好不超过2微米,而更理想不应超过1微米。但是,氧化锆的平均粒度又应大到在使用中足以使绝大多数四方晶的氧化锆转变为单斜晶的氧化锆。此种氧化锆的最小尺寸将取决于陶瓷组成,目前未予测定。
申请人虽不愿意为任何特殊理论所束缚,但要对本发明提出下述解说。在氧化铝-碳化硅晶须-氧化锆的组成中,可在室温下获得的亚稳的四方晶氧化锆,它的数量可以通过减小氧化锆的粒度,或通过添加所谓的立方型稳定剂例如氧化钇、氧化钙和/或稀土氧化物而增加(参看英国Magnesium Electron(镁电子)公司,1986年Magnesium Electron出版物No.113,Stevens的“氧化锆-氧化锆与氧化锆陶瓷引论”)。虽然上述文献一般将氧化镁包括在前面说及的那种稳定剂的表中,但申请人发现,当于这里提出的组成中添加约0.03至3v%量的氧化镁,则氧化镁会减少室温下的四方晶氧化锆量。当把氧化钇加到氧化锆中,它常会使氧化锆的四方晶与立方晶相稳定到较低的温度。所有上述的稳定剂以及绝大多
数杂质,除氧化镁外,都会以类似方式影响Zr O(即它们含减低使氧化锆相稳定的温度)。在室温下,某些氧化锆可能以亚稳的四方晶氧化锆存在。在张应力的作用下,这种四方晶氧化锆可转变为单斜晶的,而引起变形韧化。但是,随着温度的升高,四方晶氧化锆成为稳定的,因而不能由之转变为单斜晶结构。这样,任何使四方晶氧化锆在较低温度下稳定的杂质或添加剂,例如氧化钇,都不适用于金属切削目的,因为在高速加工中,切削刀片的温度会升高至1000到1200℃。于是,根据本发明的理论,为了高温的变形韧化,需用那些能升高氧化锆从单斜晶到四方晶的转变温度的添加剂。我们已发现只有两种氧化物添加剂:Mg O与Hf O能提高上述转变温度。据此我们确信,通过用氧化镁或二氧化铪使氧化锆合金化,在将氧化锆粒度保持到很小的条件下,就能在金属切削的高温下使大部分氧化锆保持为亚稳的四方晶氧化锆。人们深信,上述事实有助于提高刀具在金属加工中的寿命。应该注意到,氧化锆通常含有高达约2w/o(重量百分率)的作为杂质的二氧化铪。
通过下面仅仅用作解释本发明的例子,当可更清楚地看到氧化镁添加剂对于金属切削性能有显著的积极影响。
制定了名义组成为Al O,10v%Si Cw(碳化硅晶须),10v%Zr O的六种组成(表1)。准备了YO与Mg O的少量添加剂。在混合物号6的情形,约0.05w%(近似0.06v%)的,Mg O业已由此种粉末的制造厂家与Al O混合好。这就使得混合物号6具有约0.04v%的氧化镁含量。首先将Al O与Zr O(以及助稳添加剂,如果有的话)的稀浆(丙醇)于缸式磨机中,
用Al O旋风分离机(cycloid)混合1小时,制备好这些粉末的50克配合料。然后加入经声波处理的Si Cw稀浆,将此整个的混合料混匀处理1小时。Al O与Zr O稀浆业经事先研磨,取得了分别为0.5至0.6微米和0.6至0.8微米的粒度(对应于BET(布瑙纪-埃梅特-泰勒)法测得的比表面积分别为10至14平米/克与20至40平米/克)。此时将此种混合物用盘式烘干器干燥,通过100目筛筛分,并在表1下方所示的温度与压力下,在氩气氛中于直径为1英寸的石墨模具中热压1小时。这样制得的坯料的致密度高于99%,经切割、研磨与抛光,用于测量物理与机械性质。这种坯料也切割与研磨,以用于生产供金属切削实验的可分度的切削刀具。
表1:组成
名义组成:Al O-10v%Si Cw-10v%Zr O
Al O:Alcoa A16SG
Si Cw:Tokai碳公司(日本东京),TOKAWHISKER
(TOKAMAX),1级(0.3-1.0微米自己,20-50微米长)
Zr O:Zircar-不稳定的
Mg O:Fisher科学公司,试剂级,BET=40.4平米/克
YO:Molycorp,BET=15.4平米/克
热压
混合 温度 压力 组成
物号 (℃) (磅/平方英寸)
1 1650 4000 名义的
2 1650 4500 名义的+1v%YO
3 1625 4500 名义的+1v%Mg O
4 1600 4500 名义的+1v%YO+1v%Mg O
5 1625 4500 名义的,除所用Al O为
Ceralox的级别为HPA-0.5的
(中间粒度为0.5-0.7微米)
6 1625 4500 名义的,除所用Al O为
Ceralox的级别为HPA-0.5的
含有Mg O(0.05w%)
表2:性质
四方晶Zr O
混合 RA 抗弯韧度 在Zr O在复合材料
物号 硬度 Kc(E&C) (MPam)中的v%中的v%
1 93.3 5.59 84 8.4
2 93.3 4.97 100 10
3 93.6 5.96 70 7
4 93.6 4.63 98 9.8
5 93.9 5.83 84 8.4
6 93.8 5.88 76 7.6
(1)Evans and Charles,“由压痕法测量断裂韧度”,J.American Ceramic Society,59卷,7-8期,371-372页,应用18.5公斤载荷。
(2)对已抛光表面用X射线衍射测得的结果。此氧化锆的其余部分假定为单斜晶的氧化锆。可能以少量存在的立方晶氧化锆则包括在四方晶氧化锆的测定值内。
表2中示明了此种热压复合材料的物理与机械性质。
对Porter-Heuer(Porter等,J.American Ceramic
Society,62卷,5-6期(1979),298-305页)的公式进行了修改,并用来根据单斜晶Zr O的111反射的峰值强度(Im(111))与四方晶Zr O的111反射的峰值强度(It(111)),来估算单斜晶Zr O(Vm)的分率:
Vm= (1.603Im(111))/(1.603Im(111)+It(111)) (1)
与Vt=1-Vm (2)
其中的Vt为四方晶Zr O的分率。
估算的四方晶Zr O在此整个复合材料中的体积分率为(Vt):
Vt=Vt Vz (3)
式中的Vz为加到此混合物中整个Zr O的体积分率。以上关系式中假定了,在固化过程中除了前面讨论到的相转变外,Zr O基本上保持不变。
图2表明在此种复合材料中,各种添加剂对四方晶氧化锆量的影响。从图中可以清楚看到,氧化镁添加剂会降低四方晶氧化锆的数量(曲线1),而氧化钇添加剂则会增加四方晶氧化锆在室温下的
数量(曲线2)。
表3:加工AISI1045*钢(192-200 BHN)
刀具材料 切削刀寿命与损毁方式 平均寿命(分钟)
混合物1 14BK 14.7BK 14.4
混合物2 8BK 12.6BK 10.3
混合物3 15.9BK 29.2BK 22.6
混合物4 1.7FW 7.7FW 4.7
混合物5 17FW 7.5BK 12.3
混合物6 22.9DN 32.9FW 27.9
实验条件:
1000sfm(表面英尺/分)
0.025ipr(英寸/转)
0.100英寸doc(切削深度)
SNGN-453T(根据美国国家标准协会(ANSI)
B212.4-1986的美国国家标准标号)可分度的切削刀具型
(切削刀的配制:0.008英寸×20°K-棱刀)
15°导角(旁锋缘角)
-5°副前面
-5°纵向前角
无冷却剂
切削刀寿命的标准
FW-0.015″均匀的侧面磨损
MW-0.030″集中的侧面磨损
CR-0.004″月牙洼磨损
DN-0.030″切削凹口深度
CH-0.030″集中的磨损或碎裂
BK-断裂
*AISI1045相当于统一编号系统(UNS)的标号-G10450。
可换位的刀具切削刃在高速粗加工已预加工的AISI1045钢时的寿命如表3所示。从表中可清楚看到,通过添加氧化镁,切削刃的寿命获得了显著的改进;而当加入氧化钇时,尽管在含氧化钇的这种复合材料中出现有高含量的四方晶氧化钛,但刀具的寿命降低了。
表4:组成
名义组成:Al O-5 v%Si W-10 v%Zr O
Al O:Ceralox-HPA-.5,不含Mg O
Si Cw:Tokai 1级
Zr O:Magnesium Electron(SC15)-
不稳定的(粒度.5至.6微米,
BET5至8平方米/克)
热压
混合物号 温度,℃ 压力,磅/平方英寸 组成
7 1535 5000 名义的+.05v%Mg O
8 1550 5000 名义的+.25v%Mg O
9 1550 5000 名义的+.50v%Mg O
10 1550 5000 名义的+1.0v%Mg O
11 1550 5000 名义的+3.0v%Mg O
表4中所示的第二列混合物7至11是用来进一步说明氧化镁含量对四方晶氧化锆含量与切削刃寿命的影响。其中的所有试样经历的处理与热压,基本上与相对于混合物号1-6所描述的相同。
上述这些复合材料的物理与机械性质列出于表5中。从此表可清楚看到,四方晶氧化锆的含量仍然明显地随氧化镁添加量的增加而下降。这一结果也示明于图2的曲线3中。可以看到,混合物7至11中的四方晶氧化锆含量要比曲线1所表示之复合材料中的高。此结果据信是由于在第二组混合物中所用的Si C含量较低(5v
%相对于10v%)。
表5:性质
断裂韧度
混合 v% RA-四方晶ZrO在复
物号 Mg O 硬度 Kc(E&C)(MPam)合材料中的v%
7 0.05 93.5 5.57 8.5
8 0.25 93.4 5.00 8.1
9 0.50 93.3 5.06 8.0
10 1.0 93.3 4.75 7.6
11 3.0 93.5 4.98 7.3
可换位的切削刃在高速粗加工AISI1045钢时的寿命示明于表6。
表6:粗加工AISI1045钢(197-199 BHN)
切削刀寿命与 平均寿命
刀具材料 损毁方式 (分钟)
混合物号
7 19 BK 5 CH/BK 12
8 12.6 DN/CH 1 BK 6.8
9 12.3 DN 14.1 DN 13.2
10 9.7 BK 7.1 8.4
11 7.0 BK 6.8 DN 6.9
用来给出表5与6中数据的实验步骤与条件以及切削刃的寿命标准,与相对于表2与表3中所述的相同。
在本发明的另一例子中,给出了含Al O-2.5v%Si Cw-10v%Zr O-1.05v%Mg O的一种组成。首先将Al O(Ceralax的,级别为HPA-0.5,含Mg O(0.05w%))与Zr O(Magnesium Electron的SC15)和Mg O(Fisher的,试剂级)的稀浆(丙醇),于缸式磨机中用Al O旋风分离机(cycloid)混合1小时,制备了这种组成的50克配合料。然后加入经声波处理的Si Cw(Tokai的,1级)稀浆,将此整个混合料混匀处理1小时。此含Al O与Zr O的稀浆业经事先研
磨,取得了分别为约0.5~0.7微米与约0.5至0.6微米的平均粒度。此时将此种混合物用盘式烘干器干燥,通过100目筛筛分,并在室温下于30000磅/平方英寸下进行等静压压实。然后从所得的冷却的已压实之坯料下切下小片件,并于氩气氛中于1700℃烧结1小时,继于17000磅/平方英寸压力,1600℃下以及氩气氛中作热等静压处理。这样制得的试样的致密度>99%(即全致密)。如同以前的例子中所述,再把这些试样加工成用于物理与机械实验目的,并研磨成可换位的切削刀具。已经测定出这些试样中含有约6.6v%的四方晶氧化锆。估计按此方式处理过的材料中的氧化锆粒度约为5微米或较小。表3中所述的这种切削刀具类型已在表3中采用的条件下实验过。获得了14.4分(DN损毁)与18.9分(FW与CH损毁)的切削刃寿命。
我们确信,若将这种切削刃搪磨和/或将这种刀具的表面磨光或抛光,除去表明上的较之材料本体含有较高百分率的单斜晶氧化锆与较低百分率的四方晶氧化锆那层材料(即形成一个抛光了的表面,便可使得切削刃的寿命延长或使之较为均一。已知研磨产生的应力会形成这样的表面层,其中一部分亚稳定的四方晶氧化锆已然转变为单斜晶氧化锆。最好是至少使刀具在应用过程中将遇到高温的那些表面区,具有最大量的可用于在高温下转变晶相的四方晶氧化锆。
这里所涉及的所有专利、专利申请与各种文件的内容,都已综合于此作为参考。
研究过本专利说明书或实施了这里所公开的发明内容后,熟悉
本工艺的人将会弄清本发明的其它实施例。本说明书与所考虑到的例于仅仅用于示范目的,至于本发明的真实范围与精神则由后附权利要求说明。
Claims (11)
1、一种氧化铝-氧化锆-碳化硅-氧化镁组成的金属切削刀具,包括一前刀面、一侧面以及在此前刀面与侧面会合处的切削刃,其特征在于具有氧化铝基的陶瓷组成包括:1.5至17.5V%的碳化硅晶须,5至17.5V%的氧化锆、按照0.03至3V%加入的氧化镁添加剂剩余物,而氧化铝则基本上构成了该组成的余剩部分;上述碳化硅晶须、氧化锆以及剩余物氧化镁添加剂,都是大致均匀地分散在氧化铝形成的母体材料中;并且在该陶瓷组成中有4.0-10V%为四方晶氧化锆。
2、如权利要求1所述的金属切削刀具,其特征在于所述组成的至少6.0-10V%的是四方晶氧化锆。
3、如权利要求1所述的金属切削刀具,其特征在于所述组成的7-10V%是四方晶氧化锆。
4、如权利要求1所述的金属切削刀具,其特征在于所述组成的0.03至2V%为所述的剩余物氧化镁添加剂。
5、如权利要求1所述的金属切削刀具,其特征在于所述组成的0.04至1V%为所述剩余物氧化镁添加剂。
6、如权利要求1所述的金属切削刀具,其特征在于所述组成的2.5至15V%为碳化硅晶须。
7、如权利要求1所述的金属切削刀具,其特征在于所述组成的2.5至10.5V%为碳化硅晶须。
8、如权利要求1所述的金属切削刀具,其特征在于所述组成的7.5至17.5V%为氧化锆。
9、如权利要求1所述的金属切削刀具,其特征在于所述组成的10至15V%为氧化锆。
10、如权利要求1所述的金属切削刀具,其特征在于所述的氧化锆所具有的平均粒度小于2微米。
11、如权利要求1所述的金属切削刀具,其特征在于所述的氧化锆所具有的平均粒度小于或等于1微米。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US266,735 | 1988-11-03 | ||
| US07/266,735 US4965231A (en) | 1988-11-03 | 1988-11-03 | Alumina-zirconia-silicon carbide-magnesia compositions and articles made therefrom |
| US266,721 | 1988-11-03 | ||
| US07/266,721 US4959331A (en) | 1988-11-03 | 1988-11-03 | Alumina-zirconia-silicon carbide-magnesia cutting tools |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1042682A CN1042682A (zh) | 1990-06-06 |
| CN1019766B true CN1019766B (zh) | 1992-12-30 |
Family
ID=26952001
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN89108322A Expired CN1019766B (zh) | 1988-11-03 | 1989-11-03 | 氧化铝-氧化锆-碳化硅-氧化镁组成与切削工具 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0449844B1 (zh) |
| JP (1) | JPH03505708A (zh) |
| KR (1) | KR960016066B1 (zh) |
| CN (1) | CN1019766B (zh) |
| AU (1) | AU626347B2 (zh) |
| DE (1) | DE68910986T2 (zh) |
| ES (1) | ES2018417A6 (zh) |
| WO (1) | WO1990005119A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101568399B (zh) * | 2006-12-26 | 2011-07-27 | 特固克有限会社 | 切削工具 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1327277C (en) * | 1989-03-17 | 1994-03-01 | William A. Bryant | Multilayer coated cemented carbide cutting insert |
| CN1314825C (zh) * | 2002-09-05 | 2007-05-09 | 费维栋 | 一种硼酸镁晶须和陶瓷颗粒增强铝基复合材料的制动器衬片及制备工艺 |
| SE529421C2 (sv) * | 2005-12-27 | 2007-08-07 | Sandvik Intellectual Property | Keramikskär med oslipad konkav mellanyta på fasytan samt förfarande för framställning av sådana skär |
| JP2009039838A (ja) * | 2007-08-10 | 2009-02-26 | Mitsubishi Materials Corp | 表面被覆切削工具 |
| KR101068718B1 (ko) | 2009-05-21 | 2011-09-28 | 엘에스산전 주식회사 | 회로차단기용 이상전류 검출회로 |
| ES2926800T3 (es) | 2010-07-08 | 2022-10-28 | Hans Rudolf Pfaendler | Carbapenem fluorescentes |
| CN104355619B (zh) * | 2014-10-27 | 2016-04-13 | 合肥市东庐机械制造有限公司 | 一种切割刀片用陶瓷及其制备方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2744700C2 (de) * | 1977-10-05 | 1987-05-27 | Feldmühle AG, 4000 Düsseldorf | Sinterwerkstoff auf Basis von dichten, nichtmetallischen Hartstoffen wie hochschmelzenden Metallcarbiden, Metallnitriden, Metallboriden und Metalloxiden mit darin eingelagerten Zirkon- und/oder Hafniumoxid |
| JPS596274A (ja) * | 1982-07-05 | 1984-01-13 | Seiko Epson Corp | 液晶組成物 |
| CA1267294A (en) * | 1985-03-14 | 1990-04-03 | James F. Rhodes | Reinforced ceramic cutting tools |
| JPS62202873A (ja) * | 1986-02-28 | 1987-09-07 | 株式会社 リケン | セラミツクス焼結体の製造方法 |
| DE3616572A1 (de) * | 1985-05-25 | 1986-11-27 | Toshio Izumi Miyagi Hirai | Aluminiumoxid-zirkoniumoxid-siliciumcarbid-sinterkeramikverbundwerkstoff mit hoher festigkeit und grosser haerte und verfahren zu seiner herstellung |
| DE3662782D1 (en) * | 1985-06-10 | 1989-05-18 | Ngk Spark Plug Co | Fiber-reinforced compositie material for tools |
| JPS6256355A (ja) * | 1985-09-04 | 1987-03-12 | 日立金属株式会社 | 耐摩耗性,靭性にすぐれたセラミツク切削工具 |
| US4789277A (en) * | 1986-02-18 | 1988-12-06 | Advanced Composite Materials Corporation | Method of cutting using silicon carbide whisker reinforced ceramic cutting tools |
| JPS62265182A (ja) * | 1986-05-14 | 1987-11-18 | 株式会社 リケン | 高強度アルミナ−ジルコニア−炭化珪素複合焼結体およびその製造方法 |
| US4657877A (en) * | 1986-05-21 | 1987-04-14 | The United States Of America As Represented By The United States Department Of Energy | Silicon carbide whisker-zirconia reinforced mullite and alumina ceramics |
| US4749667A (en) * | 1987-02-03 | 1988-06-07 | Carboloy Inc. | Alumina - zirconia ceramics reinforced with silicon carbide whiskers and methods of making the same |
| JP2650049B2 (ja) * | 1988-08-31 | 1997-09-03 | 住友電気工業株式会社 | セラミック切削工具及びその製造方法 |
-
1989
- 1989-10-13 JP JP1511765A patent/JPH03505708A/ja active Pending
- 1989-10-13 KR KR1019900701402A patent/KR960016066B1/ko not_active IP Right Cessation
- 1989-10-13 WO PCT/US1989/004610 patent/WO1990005119A1/en active IP Right Grant
- 1989-10-13 DE DE89912753T patent/DE68910986T2/de not_active Expired - Fee Related
- 1989-10-13 AU AU45207/89A patent/AU626347B2/en not_active Ceased
- 1989-10-13 EP EP89912753A patent/EP0449844B1/en not_active Expired - Lifetime
- 1989-11-02 ES ES8903718A patent/ES2018417A6/es not_active Expired - Fee Related
- 1989-11-03 CN CN89108322A patent/CN1019766B/zh not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101568399B (zh) * | 2006-12-26 | 2011-07-27 | 特固克有限会社 | 切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU4520789A (en) | 1990-05-28 |
| WO1990005119A1 (en) | 1990-05-17 |
| DE68910986T2 (de) | 1994-04-07 |
| EP0449844B1 (en) | 1993-11-24 |
| JPH03505708A (ja) | 1991-12-12 |
| CN1042682A (zh) | 1990-06-06 |
| EP0449844A1 (en) | 1991-10-09 |
| KR900701685A (ko) | 1990-12-04 |
| KR960016066B1 (ko) | 1996-11-27 |
| DE68910986D1 (de) | 1994-01-05 |
| EP0449844A4 (en) | 1991-11-21 |
| ES2018417A6 (es) | 1991-04-01 |
| AU626347B2 (en) | 1992-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1019957C (zh) | 氧化铝-氧化锆-碳化物晶须增强切削刀具 | |
| CN1059137A (zh) | 高断裂韧性自增强氮化硅陶瓷及其制备该陶瓷的方法 | |
| CN1048376A (zh) | 一种断裂韧性高的自增强氮化硅陶瓷及其制备方法 | |
| CN1032510A (zh) | 陶瓷切削工具镶刃 | |
| CN86102489A (zh) | 增强陶瓷切削刀具 | |
| US4852999A (en) | Cutting tool | |
| US5024976A (en) | Alumina-zirconia-silicon carbide-magnesia ceramic cutting tools | |
| CN1032152A (zh) | 氧化铝包覆的碳化硅须晶-氧化铝复合材料 | |
| EP0278932A2 (en) | Alumina - zirconia ceramics reinforced with silicon carbide whiskers and methods of making the same | |
| CN1019766B (zh) | 氧化铝-氧化锆-碳化硅-氧化镁组成与切削工具 | |
| CN1025023C (zh) | 陶瓷工具 | |
| US4959331A (en) | Alumina-zirconia-silicon carbide-magnesia cutting tools | |
| US4960735A (en) | Alumina-zirconia-silicon carbide-magnesia ceramics | |
| US4925458A (en) | Cutting tool | |
| US4965231A (en) | Alumina-zirconia-silicon carbide-magnesia compositions and articles made therefrom | |
| CN1337929A (zh) | 氧化镁部分稳定的高强度氧化锆 | |
| JP2576867B2 (ja) | 高靭性立方晶窒化硼素基焼結体 | |
| JPS6330378A (ja) | 切削工具用セラミックス焼結体 | |
| JP2650049B2 (ja) | セラミック切削工具及びその製造方法 | |
| JPS60239357A (ja) | 高強度ジルコニア系切削工具用部材 | |
| JP2021084824A (ja) | セラミックス焼結体、及びセラミックス工具 | |
| JPH0520380B2 (zh) | ||
| Basu et al. | Role of ZrO2 and TiC on performance of alumina based ceramic cutting tools | |
| JPH04315506A (ja) | セラミック切削工具及びその製造方法 | |
| JPH04315508A (ja) | セラミック切削工具及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |