CN101920576A - 废金属压块机 - Google Patents
废金属压块机 Download PDFInfo
- Publication number
- CN101920576A CN101920576A CN2010102776292A CN201010277629A CN101920576A CN 101920576 A CN101920576 A CN 101920576A CN 2010102776292 A CN2010102776292 A CN 2010102776292A CN 201010277629 A CN201010277629 A CN 201010277629A CN 101920576 A CN101920576 A CN 101920576A
- Authority
- CN
- China
- Prior art keywords
- hair
- fuselage
- cutting somebody
- somebody
- scrap metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B9/00—Presses specially adapted for particular purposes
- B30B9/32—Presses specially adapted for particular purposes for consolidating scrap metal or for compacting used cars
- B30B9/327—Presses specially adapted for particular purposes for consolidating scrap metal or for compacting used cars for briquetting scrap metal
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
本发明涉及一种废金属压块机,包括机身与三向液压装置,所述机身顶部设置有入口料斗仓,下部前面设置有出口,出口处设置开门装置,机身内部为分为预挤腔、二次挤压腔与三次挤压腔;所述三向液压装置包括横向液压装置、竖向液压装置与纵向液压装置。本发明通过三向液压装置对金属废料进行三向挤压,压缩方式合理,压缩力大,可以达到很大的压缩比,压缩效率高。本发明能实现料斗仓的连续供料,横向推头复位后即可以直接进入下一个工作循环,从而大大节约了循环时间,设备的工作效率高。本发明在推头与机身内壁之间采用沟槽配合,可以实现更好的配合,使用寿命长,可靠性好。
Description
技术领域
本发明涉及金属加工设备领域,尤其是金属废料加工的液压设备。
背景技术
金属废料尤其是一些密度疏松的如钢刨花、卷丝、切削渣屑等加工废料占据空间很大,不便于运输与回收加工,因此通常将这些金属废料通过液压冲头的挤压压制为密度致密的金属块,从而进行运输或熔融再生。通常这种设备类似于专利200920079696.6 —“液压金属打包机”所公开的结构,包括箱体、翻盖、翻盖液压总承、纵向液压总承、横向液压总承,这种结构先通过翻盖液压总承控制翻盖对腔内非金属进行预压,然后通过纵向液压总承与横向液压总承进行纵向与横向两向的挤压,从而压制出块状金属。但是这种翻盖结构不仅结构比较复杂,需要设计翻转机构与锁紧装置;而且对废金属进行预压的力不是液压机构的正向力,只是翻盖的分力,因此预压压力较小,压缩效率较低;更主要的缺点在于每一次投料以后必须暂停并进行翻盖预压,不能连续投料,因此不能适用于连续生产。
发明内容
本申请人针对上述现有翻盖式金属打包机翻盖结构复杂,预压力较小,不能适用于连续生产等缺点,提供一种结构合理,压缩率高,可连续生产的废金属压块机,从而可以高效连续的进行压块工作。
本发明所采用的技术方案如下:
一种废金属压块机,包括机身与三向液压装置,所述机身顶部设置有入口料斗仓,下部前面设置有出口,出口处设置开门装置,机身内部为分为预挤腔、二次挤压腔与三次挤压腔;所述三向液压装置包括横向液压装置、竖向液压装置与纵向液压装置;所述横向液压装置设置在机身的入口料斗仓下方,横向液压总承的气缸固定在机身上,其活塞与横向推头连接,横向推头的后部上方设置有面板,所述横向推头在所述预挤腔内滑动;竖向液压装置设置在机身顶部料斗仓一侧,位于二次挤压腔上部,竖向液压总承的气缸固定在机身上,其活塞与竖向推头连接,所述竖向推头在所述二次挤压腔内滑动;纵向液压装置设置在竖向液压装置下方一侧,纵向液压总承的气缸固定在机身上,其活塞与纵向推头连接,所述纵向推头在所述三次挤压腔内滑动。其进一步特征在于:
所述开门装置包括开门液压总承与设置在所述机身出口的挡板门,开门液压总承的气缸固定在机身上,其活塞与挡板门连接;
所述横向推头、竖向推头与纵向推头后部设置有导向限位块;
所述横向推头、竖向推头与纵向推头的表面以及相配合的机身内壁表面均设置有啮合的连续沟槽,所述沟槽形状为近似等腰三角形,其截面垂直于推头推进方向。
本发明通过三向液压装置对金属废料进行三向挤压,压缩方式合理,压缩力大,可以达到很大的压缩比,压缩效率高。本发明的横向推头设置有面板,不仅能实现料斗仓的连续供料,横向推头复位后即可以直接进入下一个工作循环,从而大大节约了循环时间,设备的工作效率高。本发明在推头与机身内壁之间采用沟槽配合,可以实现更好的配合,防止金属丝状、片状废料挤入推头与内壁之间的间隙造成设备磨损与损坏,使用寿命长,可靠性好。
附图说明
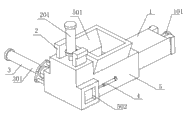
图1为本发明的主视图。
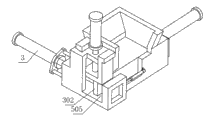
图2为图1的爆炸分解图。
图3为本发明的工作状态示意图,第一步。
图4为本发明的工作状态示意图,第二步。
图5为本发明的工作状态示意图,第三步。
图6为本发明的工作状态示意图,第四步。
图7为本发明的工作状态示意图,第五步。
图8为图2中A部局部放大示意图。
具体实施方式
下面结合附图,说明本发明的具体实施方式。
如图1、图2所示,本发明所述的废金属压块机由机身5与三向液压装置包括横向液压装置1、竖向液压装置2、纵向液压装置3组成,对金属废料进行三向的压缩,最后形成块状金属。如图2所示,机身5顶部设置有金属废料入口料斗仓501,下部前面设置有金属块出口502,出口502处设置有挡板门402,通过水平设置的开门液压总承401进行控制,可以在水平方向滑动,实现挡板门402的打开与闭合。机身5内部为一个完整的腔体,根据挤压功能的不同可分隔为预挤腔503、二次挤压腔504、三次挤压腔505。
横向液压装置1设置在机身5的入口料斗仓501下方,横向液压总承101的气缸固定在机身5上,其活塞与横向推头103连接,推动横向推头103在预挤腔503内滑动;横向推头103的后部连接有限位板105,可以对横向推头103同时起导向与限位的作用;在限位板105上部设置有面板102,当横向推头103进行预压推挤时可以作为入口501料斗仓的斗底,防止金属废料落入横向液压装置1内部。竖向液压装置2设置在机身5顶部料仓一侧,位于横向液压装置1推挤完成末端的二次挤压腔504上部,竖向液压总承201的气缸固定在机身5上,其活塞与竖向推头203连接,推动竖向推头203在二次挤压腔504内滑动;竖向推头203的后部连接有限位板202,可以对竖向推头203同时起导向与限位的作用。纵向液压装置3设置在竖向液压装置2下方一侧,纵向液压总承301的气缸固定在机身5上,其活塞与纵向推头302连接,推动纵向推头302在三次挤压腔505内滑动。开门装置4包括开门液压总承401与挡板门402,开门液压总承401的气缸固定在机身5上,其活塞与挡板门402连接,可以抽动挡板门402水平滑动用来封闭或者打开出口502。
实际工作状态如图3至图7所示。
第一步:初始状态。如图3所示,横向液压总承101、竖向液压总承201与纵向液压总承301的活塞收缩,带动各个推头复位,形成预挤腔503、二次挤压腔504与三次挤压腔505;开门液压总承401的活塞推进,将挡板门402封闭出口502。此时可以从顶部料斗仓501进行加料,金属废料掉入预挤腔503内并在自重作用下压实。
第二步:横向挤压。如图4所示,横向液压总承101的活塞推动横向推头103对预挤腔503内的金属废料进行推进挤压,由于预挤腔503内的金属废料密度较小,因此可以较大比率的进行压缩,达到较大的压缩比。当横向推头103到达挤压末端时,预挤腔503内的金属废料已经被压缩至二次挤压腔504内。由于面板102送入时同时遮挡住料斗仓501的底部,因此可以防止金属废料落入横向液压装置1内部,同时可以保证在料斗仓501内连续供料。
第三步:竖向挤压。如图5所示,竖向液压总承201的活塞推动竖向推头203对二次挤压腔504内的金属废料进行推进挤压,在竖直方向对金属废料进行再次挤压,压缩至三次挤压腔505内。
第四步:纵向挤压。如图6所示,纵向液压总承301的活塞推动纵向推头302对三次挤压腔505内的金属废料进行推进挤压,在纵向对金属废料进行再次挤压至最终块状尺寸。此时的压缩比较小,需要纵向液压总承301的推挤力较大。
第五步:开门卸料。如图7所示,开门液压总承401的活塞收缩,移动挡板门402打开出口502,此时纵向液压总承301的活塞继续推动纵向推头302前进,将三次挤压腔505内完成压制的金属块6从出口502推出完成卸料。
以上为一个工作循环,当回复至第一步时,横向推头103回退时料斗仓501内的金属废料同时落入预挤腔503内,从而不仅能实现对料斗仓的连续供料,也可以大大节约循环时间,横向推头103复位后即可以直接进入下一个工作循环,从而大大提高了设备的工作效率。
如图2与图8所示,本发明在横向推头103、竖向推头203与纵向推头302的表面以及相配合的机身内壁506表面均设置有啮合的连续沟槽104。沟槽形状为近似的等腰三角形,其截面垂直于推头推进方向。本发明采用沟槽配合而不是常见的平面与平面之间的配合,可以实现更好的配合,防止金属丝状、片状废料挤入推头与内壁之间的间隙,造成设备磨损与损坏。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在不违背本发明的精神的情况下,本发明可以作任何形式的修改,例如采用旋转方式打开挡板门。
Claims (4)
1.一种废金属压块机,其特征在于:包括机身与三向液压装置,所述机身顶部设置有入口料斗仓,下部前面设置有出口,出口处设置开门装置,机身内部为分为预挤腔、二次挤压腔与三次挤压腔;所述三向液压装置包括横向液压装置、竖向液压装置与纵向液压装置;所述横向液压装置设置在机身的入口料斗仓下方,横向液压总承的气缸固定在机身上,其活塞与横向推头连接,横向推头的后部上方设置有面板,所述横向推头在所述预挤腔内滑动;竖向液压装置设置在机身顶部料斗仓一侧,位于二次挤压腔上部,竖向液压总承的气缸固定在机身上,其活塞与竖向推头连接,所述竖向推头在所述二次挤压腔内滑动;纵向液压装置设置在竖向液压装置下方一侧,纵向液压总承的气缸固定在机身上,其活塞与纵向推头连接,所述纵向推头在所述三次挤压腔内滑动。
2.按照权利要求1所述的废金属压块机,其特征在于:所述开门装置包括开门液压总承与设置在所述机身出口的挡板门,开门液压总承的气缸固定在机身上,其活塞与挡板门连接。
3.按照权利要求1所述的废金属压块机,其特征在于:所述横向推头、竖向推头与纵向推头后部设置有导向限位块。
4.按照权利要求1所述的废金属压块机,其特征在于:所述横向推头、竖向推头与纵向推头的表面以及相配合的机身内壁表面均设置有啮合的连续沟槽,所述沟槽形状为近似等腰三角形,其截面垂直于推头推进方向。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010102776292A CN101920576A (zh) | 2010-09-10 | 2010-09-10 | 废金属压块机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010102776292A CN101920576A (zh) | 2010-09-10 | 2010-09-10 | 废金属压块机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101920576A true CN101920576A (zh) | 2010-12-22 |
Family
ID=43335905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010102776292A Pending CN101920576A (zh) | 2010-09-10 | 2010-09-10 | 废金属压块机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101920576A (zh) |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102825821A (zh) * | 2012-07-23 | 2012-12-19 | 太仓市旭冉机械有限公司 | 废金属压块机 |
| CN102825822A (zh) * | 2012-08-31 | 2012-12-19 | 太仓市旭冉机械有限公司 | 一种金属废料压缩机 |
| CN103192543A (zh) * | 2013-04-27 | 2013-07-10 | 江阴市瑞丰液压机械有限公司 | 压块机的推挤冲头结构 |
| CN103213300A (zh) * | 2013-04-27 | 2013-07-24 | 江阴市瑞丰液压机械有限公司 | 松散金属废料的压块机及压块方法 |
| CN103567208A (zh) * | 2012-07-31 | 2014-02-12 | 承发科技有限公司 | 金属废弃物的回收加工装置及加工方法 |
| CN104802441A (zh) * | 2014-01-24 | 2015-07-29 | 宝山钢铁股份有限公司 | 一种处理厚料高强钢的压块机装置及其应用 |
| CN104842578A (zh) * | 2015-04-28 | 2015-08-19 | 柳州市龙昌再生资源回收有限责任公司 | 防爆废钢压包机 |
| CN105383916A (zh) * | 2015-12-22 | 2016-03-09 | 洛阳天久铝业有限公司 | 一种金属制品切削自动回收机 |
| CN106739093A (zh) * | 2016-12-16 | 2017-05-31 | 青岛海之源智能技术有限公司 | 一种金属带状切屑挤压装置 |
| CN106926503A (zh) * | 2017-04-24 | 2017-07-07 | 江苏天工科技股份有限公司 | 一种海绵钛装料桶的回收装置 |
| CN107351443A (zh) * | 2017-08-25 | 2017-11-17 | 孟庆武 | 一种金属屑处理机 |
| CN107380491A (zh) * | 2017-08-16 | 2017-11-24 | 农百生物科技(大连)有限公司 | 高密度粉碎压块机 |
| CN107953595A (zh) * | 2017-10-24 | 2018-04-24 | 镇江市丹徒区华发五金有限公司 | 一种废弃铜接线端子压块工装 |
| CN108435820A (zh) * | 2018-06-06 | 2018-08-24 | 大连康丰科技有限公司 | 一种工艺废料在线处理方法及工艺废料自剪断连续挤压机 |
| CN108909000A (zh) * | 2018-06-22 | 2018-11-30 | 滁州市可欣机械科技有限公司 | 一种机械加工用铁屑压块方法 |
| CN109049815A (zh) * | 2018-09-17 | 2018-12-21 | 芜湖市天宏精密锻造有限公司 | 一种轴承半成品抛光废料收集装置 |
| CN109732975A (zh) * | 2019-03-12 | 2019-05-10 | 恩派特江苏环保产业有限公司 | 料斗式打包机 |
| CN109849409A (zh) * | 2019-03-18 | 2019-06-07 | 临清市鼎固机械制造有限公司 | 一种处理软碎物料用高效强化压块机 |
| CN111347282A (zh) * | 2020-03-17 | 2020-06-30 | 江丽平 | 一种用于机械加工用的金属碎屑处理装置 |
| CN112109362A (zh) * | 2020-09-27 | 2020-12-22 | 武汉华利浦防腐工程有限公司 | 一种用于轧钢中乳化液废滤纸处理的装置 |
| CN114013092A (zh) * | 2022-01-10 | 2022-02-08 | 恩派特江苏环保产业有限公司 | 一种机械加工用废料压块机 |
| CN114618902A (zh) * | 2022-03-17 | 2022-06-14 | 大连康丰科技有限公司 | 一种铜材连续挤压机溢料的自动打包方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0267545A2 (de) * | 1986-11-12 | 1988-05-18 | Lindemann Maschinenfabrik GmbH | Positionsüberwachungsvorrichtung |
| CN2150038Y (zh) * | 1992-05-20 | 1993-12-22 | 宜昌市技术改造咨询服务部 | 钢屑自动处理机 |
| US5505886A (en) * | 1992-12-11 | 1996-04-09 | Utah State University Foundation | Process for densification of low density polystyrene |
| CN2309904Y (zh) * | 1997-06-02 | 1999-03-10 | 常州市环卫工程设计研究所 | 生活垃圾压缩装置 |
| CN1291937A (zh) * | 1998-02-06 | 2001-04-18 | 斯维达拉·林德曼有限公司 | 一种操作剪切打包压力机的方法与一种剪切打包压力机 |
| CN101712208A (zh) * | 2009-09-14 | 2010-05-26 | 长沙普惠环保机械有限公司 | 一种垃圾压缩机 |
-
2010
- 2010-09-10 CN CN2010102776292A patent/CN101920576A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0267545A2 (de) * | 1986-11-12 | 1988-05-18 | Lindemann Maschinenfabrik GmbH | Positionsüberwachungsvorrichtung |
| CN2150038Y (zh) * | 1992-05-20 | 1993-12-22 | 宜昌市技术改造咨询服务部 | 钢屑自动处理机 |
| US5505886A (en) * | 1992-12-11 | 1996-04-09 | Utah State University Foundation | Process for densification of low density polystyrene |
| CN2309904Y (zh) * | 1997-06-02 | 1999-03-10 | 常州市环卫工程设计研究所 | 生活垃圾压缩装置 |
| CN1291937A (zh) * | 1998-02-06 | 2001-04-18 | 斯维达拉·林德曼有限公司 | 一种操作剪切打包压力机的方法与一种剪切打包压力机 |
| CN101712208A (zh) * | 2009-09-14 | 2010-05-26 | 长沙普惠环保机械有限公司 | 一种垃圾压缩机 |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102825821A (zh) * | 2012-07-23 | 2012-12-19 | 太仓市旭冉机械有限公司 | 废金属压块机 |
| CN103567208A (zh) * | 2012-07-31 | 2014-02-12 | 承发科技有限公司 | 金属废弃物的回收加工装置及加工方法 |
| CN102825822A (zh) * | 2012-08-31 | 2012-12-19 | 太仓市旭冉机械有限公司 | 一种金属废料压缩机 |
| CN103192543A (zh) * | 2013-04-27 | 2013-07-10 | 江阴市瑞丰液压机械有限公司 | 压块机的推挤冲头结构 |
| CN103213300A (zh) * | 2013-04-27 | 2013-07-24 | 江阴市瑞丰液压机械有限公司 | 松散金属废料的压块机及压块方法 |
| CN104802441A (zh) * | 2014-01-24 | 2015-07-29 | 宝山钢铁股份有限公司 | 一种处理厚料高强钢的压块机装置及其应用 |
| CN104842578A (zh) * | 2015-04-28 | 2015-08-19 | 柳州市龙昌再生资源回收有限责任公司 | 防爆废钢压包机 |
| CN105383916A (zh) * | 2015-12-22 | 2016-03-09 | 洛阳天久铝业有限公司 | 一种金属制品切削自动回收机 |
| CN106739093A (zh) * | 2016-12-16 | 2017-05-31 | 青岛海之源智能技术有限公司 | 一种金属带状切屑挤压装置 |
| CN106926503B (zh) * | 2017-04-24 | 2019-06-07 | 江苏天工科技股份有限公司 | 一种海绵钛装料桶的回收装置 |
| CN106926503A (zh) * | 2017-04-24 | 2017-07-07 | 江苏天工科技股份有限公司 | 一种海绵钛装料桶的回收装置 |
| CN107380491A (zh) * | 2017-08-16 | 2017-11-24 | 农百生物科技(大连)有限公司 | 高密度粉碎压块机 |
| CN107351443A (zh) * | 2017-08-25 | 2017-11-17 | 孟庆武 | 一种金属屑处理机 |
| CN107953595A (zh) * | 2017-10-24 | 2018-04-24 | 镇江市丹徒区华发五金有限公司 | 一种废弃铜接线端子压块工装 |
| CN108435820A (zh) * | 2018-06-06 | 2018-08-24 | 大连康丰科技有限公司 | 一种工艺废料在线处理方法及工艺废料自剪断连续挤压机 |
| CN108435820B (zh) * | 2018-06-06 | 2023-12-26 | 大连康丰科技有限公司 | 一种工艺废料在线处理方法及工艺废料自剪断连续挤压机 |
| CN108909000A (zh) * | 2018-06-22 | 2018-11-30 | 滁州市可欣机械科技有限公司 | 一种机械加工用铁屑压块方法 |
| CN108909000B (zh) * | 2018-06-22 | 2020-08-04 | 滁州市可欣机械科技有限公司 | 一种机械加工用铁屑压块方法 |
| CN109049815A (zh) * | 2018-09-17 | 2018-12-21 | 芜湖市天宏精密锻造有限公司 | 一种轴承半成品抛光废料收集装置 |
| CN109732975A (zh) * | 2019-03-12 | 2019-05-10 | 恩派特江苏环保产业有限公司 | 料斗式打包机 |
| CN109849409A (zh) * | 2019-03-18 | 2019-06-07 | 临清市鼎固机械制造有限公司 | 一种处理软碎物料用高效强化压块机 |
| CN109849409B (zh) * | 2019-03-18 | 2024-02-27 | 临清市鼎固机械制造有限公司 | 一种处理软碎物料用高效强化压块机 |
| CN111347282A (zh) * | 2020-03-17 | 2020-06-30 | 江丽平 | 一种用于机械加工用的金属碎屑处理装置 |
| CN112109362A (zh) * | 2020-09-27 | 2020-12-22 | 武汉华利浦防腐工程有限公司 | 一种用于轧钢中乳化液废滤纸处理的装置 |
| CN114013092A (zh) * | 2022-01-10 | 2022-02-08 | 恩派特江苏环保产业有限公司 | 一种机械加工用废料压块机 |
| CN114618902A (zh) * | 2022-03-17 | 2022-06-14 | 大连康丰科技有限公司 | 一种铜材连续挤压机溢料的自动打包方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201841684U (zh) | 废金属压块机 | |
| CN101920576A (zh) | 废金属压块机 | |
| CN202097987U (zh) | 液压打包机 | |
| CN201922567U (zh) | 松散金属废屑压块机 | |
| CN102101364A (zh) | 松散金属废屑压块机及加工方法 | |
| CN105172187A (zh) | 一种可连续喂料的打包机 | |
| CN101817239A (zh) | 卧式屑饼机 | |
| CN202088500U (zh) | 一种新型的超薄型废钢包块打包机 | |
| CN201677526U (zh) | 卧式屑饼机 | |
| CN109230467A (zh) | 一种活塞式进料机 | |
| CN205932041U (zh) | 一种垃圾中转站用垃圾自动打包转运系统 | |
| CN206840789U (zh) | 一种水平推压式垃圾压缩机 | |
| CN202623335U (zh) | 一种软碎物料自动打块机 | |
| CN210911265U (zh) | 打包式压块机 | |
| CN102848422B (zh) | 送料压料装置以及自动切药机 | |
| CN202491447U (zh) | 秸秆压棒机 | |
| CN205615044U (zh) | 废纸打包机 | |
| CN202986138U (zh) | 一种新型前推包废钢打包机 | |
| CN109774229B (zh) | 一种粉末压力成型装置 | |
| CN209651341U (zh) | 一种活塞式进料机 | |
| CN208035473U (zh) | 新型卧式屑饼机 | |
| CN202357474U (zh) | 三向挤压无前门的前出包液压打包机 | |
| CN211000109U (zh) | 一种双缸液压式送料屑饼机 | |
| CN102642322A (zh) | 秸杆压棒机 | |
| CN202895740U (zh) | 金属屑压实成形机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20101222 |