CN101875535B - 涂浆装置及涂浆方法 - Google Patents
涂浆装置及涂浆方法 Download PDFInfo
- Publication number
- CN101875535B CN101875535B CN2010101261829A CN201010126182A CN101875535B CN 101875535 B CN101875535 B CN 101875535B CN 2010101261829 A CN2010101261829 A CN 2010101261829A CN 201010126182 A CN201010126182 A CN 201010126182A CN 101875535 B CN101875535 B CN 101875535B
- Authority
- CN
- China
- Prior art keywords
- portal
- substrate
- supporting station
- travel mechanism
- applicator head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
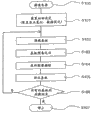
- 238000000034 method Methods 0.000 title claims abstract description 28
- 239000000758 substrate Substances 0.000 claims abstract description 131
- 230000007246 mechanism Effects 0.000 claims abstract description 118
- 239000002002 slurry Substances 0.000 claims description 33
- 239000011248 coating agent Substances 0.000 description 41
- 238000000576 coating method Methods 0.000 description 41
- 239000011521 glass Substances 0.000 description 12
- 230000015572 biosynthetic process Effects 0.000 description 11
- 238000012546 transfer Methods 0.000 description 11
- 238000012545 processing Methods 0.000 description 9
- 230000008569 process Effects 0.000 description 8
- 239000004973 liquid crystal related substance Substances 0.000 description 7
- 230000003252 repetitive effect Effects 0.000 description 6
- 238000003860 storage Methods 0.000 description 6
- 230000009471 action Effects 0.000 description 5
- 238000003909 pattern recognition Methods 0.000 description 5
- 238000004891 communication Methods 0.000 description 4
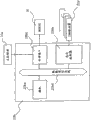
- 238000010586 diagram Methods 0.000 description 4
- 238000007599 discharging Methods 0.000 description 4
- 238000007581 slurry coating method Methods 0.000 description 4
- 230000032258 transport Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 239000006255 coating slurry Substances 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000004807 localization Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 210000000635 valve cell Anatomy 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000001815 facial effect Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 238000004441 surface measurement Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0225—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work characterised by flow controlling means, e.g. valves, located proximate the outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
Abstract
Description
Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009109843A JP5550255B2 (ja) | 2009-04-28 | 2009-04-28 | ペースト塗布装置及び塗布方法 |
| JP2009-109843 | 2009-04-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101875535A CN101875535A (zh) | 2010-11-03 |
| CN101875535B true CN101875535B (zh) | 2013-07-17 |
Family
ID=43018230
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010101261829A Expired - Fee Related CN101875535B (zh) | 2009-04-28 | 2010-02-24 | 涂浆装置及涂浆方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5550255B2 (zh) |
| KR (1) | KR101139043B1 (zh) |
| CN (1) | CN101875535B (zh) |
| TW (1) | TWI455761B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019207185A1 (de) * | 2019-05-16 | 2020-11-19 | Siemens Aktiengesellschaft | Druckeinrichtung und Verfahren zum Bedrucken eines Gegenstands |
| CN112623700A (zh) * | 2020-12-04 | 2021-04-09 | 深圳市韩安特科技有限公司 | 显示屏维修设备 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101274313A (zh) * | 2007-03-29 | 2008-10-01 | 东丽工程株式会社 | 涂布装置及涂布方法 |
| CN101326625A (zh) * | 2006-03-06 | 2008-12-17 | 株式会社爱发科 | 台架装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05329728A (ja) * | 1992-05-29 | 1993-12-14 | Mitsubishi Heavy Ind Ltd | 切削機械 |
| JP2002200450A (ja) * | 2000-12-28 | 2002-07-16 | Chugai Ro Co Ltd | 非接触移動式テーブルコータ |
| JP3793727B2 (ja) * | 2002-02-04 | 2006-07-05 | 株式会社 日立インダストリイズ | ペースト塗布機 |
| JP2003229055A (ja) * | 2002-02-05 | 2003-08-15 | Tatsumo Kk | プラズマディスプレイパネルの蛍光体層充填装置及び充填方法 |
| KR100746304B1 (ko) | 2006-08-10 | 2007-08-03 | 주식회사 탑 엔지니어링 | 평판 디스플레이용 디스펜서 |
| KR20080051607A (ko) * | 2006-12-06 | 2008-06-11 | 엘지디스플레이 주식회사 | 디스펜싱 장치 |
| JP2008221444A (ja) * | 2007-03-15 | 2008-09-25 | Danaher Motion Japan Kk | ガントリー型xyステージ |
| JP4328364B2 (ja) * | 2007-03-27 | 2009-09-09 | 住友重機械工業株式会社 | ステージ装置 |
| CN101663098B (zh) * | 2007-04-23 | 2013-02-27 | 武藏工业株式会社 | 作业装置以及作业装置用外盖 |
| DE102007020779B3 (de) * | 2007-05-03 | 2008-12-18 | Siemens Ag | Bestückautomat zum Bestücken von elektrischen und/oder optischen Bauteilen auf Substrate |
-
2009
- 2009-04-28 JP JP2009109843A patent/JP5550255B2/ja active Active
-
2010
- 2010-02-23 KR KR1020100016121A patent/KR101139043B1/ko active IP Right Grant
- 2010-02-24 CN CN2010101261829A patent/CN101875535B/zh not_active Expired - Fee Related
- 2010-02-25 TW TW099105503A patent/TWI455761B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101326625A (zh) * | 2006-03-06 | 2008-12-17 | 株式会社爱发科 | 台架装置 |
| CN101274313A (zh) * | 2007-03-29 | 2008-10-01 | 东丽工程株式会社 | 涂布装置及涂布方法 |
Non-Patent Citations (1)
| Title |
|---|
| JP特开2003-225606A 2003.08.12 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5550255B2 (ja) | 2014-07-16 |
| CN101875535A (zh) | 2010-11-03 |
| TW201103631A (en) | 2011-02-01 |
| JP2010253446A (ja) | 2010-11-11 |
| KR101139043B1 (ko) | 2012-04-30 |
| TWI455761B (zh) | 2014-10-11 |
| KR20100118502A (ko) | 2010-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101885585B (zh) | 台车式输送装置和其输送及组装方法 | |
| KR101411448B1 (ko) | 변형 가능한 갠트리형 작업 장치 | |
| CN108663831B (zh) | 制造系统及制造方法 | |
| TWI480214B (zh) | Sheet metal processing apparatus and sheet-like member manufacturing method | |
| CN104294213A (zh) | 一种金属掩模板组件组装设备 | |
| CN202765819U (zh) | 基板搬运装置 | |
| CN101875535B (zh) | 涂浆装置及涂浆方法 | |
| CN217989845U (zh) | 一种lcd玻璃管脚点胶装置 | |
| CN205309757U (zh) | 一种智能手表自动装配机 | |
| CN104668152A (zh) | 涂布装置及方法、显示装置用部件的制造装置及制造方法 | |
| CN105532083A (zh) | 元件安装装置 | |
| CN112642665A (zh) | 燃料电池双极板自动涂胶机 | |
| CN101887193B (zh) | 涂浆装置及涂浆方法 | |
| CN101848633B (zh) | 电子部件安装装置 | |
| CN211678575U (zh) | 燃料电池双极板自动涂胶机 | |
| CN112551146A (zh) | 全自动fac自动取料机构 | |
| WO2015189986A1 (ja) | 部品装着機 | |
| CN101584032B (zh) | 电子器件的安装装置以及安装方法 | |
| CN210914354U (zh) | 一种模组转盘设备 | |
| CN202907411U (zh) | 样品芯片及使用该样品芯片的元件安装精度检查方法 | |
| KR20030055778A (ko) | 평판표시장치의 칩 본딩장치 및 이를 이용한 본딩방법 | |
| CN109551070B (zh) | 一种用于产品多面多工艺的精密微组装生产线 | |
| CN216227636U (zh) | 一种用于微小芯片的高精度共晶焊接设备 | |
| JPH1190303A (ja) | ペースト塗布機 | |
| CN214390878U (zh) | 光谱共焦测厚点胶机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| ASS | Succession or assignment of patent right |
Owner name: HITACHI,LTD. Free format text: FORMER OWNER: HITACHI PLANT TECHNOLOGIES LTD. Effective date: 20140312 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20140312 Address after: Tokyo, Japan Patentee after: Hitachi, Ltd. Address before: Tokyo, Japan Patentee before: Hitachi Plant Technologies, Ltd. |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20170110 Address after: Ibaraki Patentee after: Ameco Technology Co.,Ltd. Address before: Tokyo, Japan Patentee before: Hitachi, Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130717 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |