CN1011122B - 制造用于重型驱动轴的环形齿轮的方法 - Google Patents
制造用于重型驱动轴的环形齿轮的方法Info
- Publication number
- CN1011122B CN1011122B CN88100761A CN88100761A CN1011122B CN 1011122 B CN1011122 B CN 1011122B CN 88100761 A CN88100761 A CN 88100761A CN 88100761 A CN88100761 A CN 88100761A CN 1011122 B CN1011122 B CN 1011122B
- Authority
- CN
- China
- Prior art keywords
- ring gear
- gear
- forging
- grinding
- accordance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/32—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for gear wheels, worm wheels, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/14—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass gear parts, e.g. gear wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
- B21K1/30—Making machine elements wheels; discs with gear-teeth
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H48/00—Differential gearings
- F16H48/06—Differential gearings with gears having orbital motion
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H48/00—Differential gearings
- F16H48/06—Differential gearings with gears having orbital motion
- F16H48/08—Differential gearings with gears having orbital motion comprising bevel gears
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H1/00—Toothed gearings for conveying rotary motion
- F16H1/02—Toothed gearings for conveying rotary motion without gears having orbital motion
- F16H1/04—Toothed gearings for conveying rotary motion without gears having orbital motion involving only two intermeshing members
- F16H1/12—Toothed gearings for conveying rotary motion without gears having orbital motion involving only two intermeshing members with non-parallel axes
- F16H1/14—Toothed gearings for conveying rotary motion without gears having orbital motion involving only two intermeshing members with non-parallel axes comprising conical gears only
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H48/00—Differential gearings
- F16H48/38—Constructional details
- F16H2048/382—Methods for manufacturing differential gearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H48/00—Differential gearings
- F16H48/38—Constructional details
- F16H48/42—Constructional details characterised by features of the input shafts, e.g. mounting of drive gears thereon
- F16H2048/423—Constructional details characterised by features of the input shafts, e.g. mounting of drive gears thereon characterised by bearing arrangement
- F16H2048/426—Constructional details characterised by features of the input shafts, e.g. mounting of drive gears thereon characterised by bearing arrangement characterised by spigot bearing arrangement, e.g. bearing for supporting the free end of the drive shaft pinion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49462—Gear making
- Y10T29/49467—Gear shaping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49462—Gear making
- Y10T29/49467—Gear shaping
- Y10T29/49478—Gear blank making
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Forging (AREA)
- Gears, Cams (AREA)
Abstract
提供一种用于重型机动车辆环形齿轮和小齿轮齿轮装置(12和14)的环形齿轮(14)的制造方法。该方法包括提供一个除齿根和齿侧表面(90)外加工过的小余量环形齿轮锻件(106),经受渗碳热处理(92),然后经受磨削工序,最好使用立方氮化硼磨削工具精加工齿侧和齿根至最终形状(94)。
Description
本发明涉及一种制造重型驱动轴环形齿轮和小齿轮装置的环形齿轮的方法,
美国专利USP-A 2713277公开了一种制造驱动轴用的环形齿轮的方法,其工序包括,提供一个无金属损失的环形齿轮冷加工锻件,最后加工出齿根和齿侧面至精齿廓。采用由小齿轮和环形齿轮构成的齿轮组作为重型驱动轴上的直角传动机构,这作为先前的工艺是人们所熟悉的,这可参阅3,265,173、4,018,097、4,046,210、4,050,534和4,263,834号美国专利,还可参阅在1985年8月1日提交给本发明的代理人并经许可的161,262号美国专利申请书以及841085号美国汽车工程学会的论文,所有这些已公布的材料都在本发明中加以引用以供参考。这类齿轮组一般都属于人们所熟悉的螺旋伞齿轮型或准双曲面齿轮型齿轮组,或则属于其改进或派生型齿轮组。制造齿轮锻件或齿轮毛坯并使其至少具有部分成形的齿形,这种锻造方法,作为先前的工艺,特别是对于尺寸较小的伞齿轮如差动小齿轮和侧齿轮来说,是人们所熟悉的,这可参阅3,832,763、4,050,283和4,590,782号美国专利,所有这些已公布的材料都在此加以引用以供参考。将预成形件轧制成环形件的环形轧制法作为先前的工艺,也是人们所熟悉的,这可参看1,971,027、1,991,486、3,289,370、
3,382,693和4,084,419号美国专利以及美国金属学会的金属手册第8版第5卷第106和107页“环形轧制”部分,所有这些已公布的材料都在此予以引用以供参考。在以往,重型卡车的环形齿轮,由于尺寸较大,采用了这样一种方法,其内容是:锻造成具有外周飞边和中央边料的齿轮毛坯,对锻造的齿轮毛坯进行切边,对切边后的齿轮毛坯进行正火热处理,对齿轮毛坯进行较全面的粗加工,再在毛坯上最后切削加工出齿形,对表面和安装孔进行其他切削加工,进行渗碳热处理,使环形齿轮和小齿轮在研磨混合料中啮合转动以进行研磨加工,再将环形齿轮和小齿轮配对存放,以使其只能彼此配对使用。尽管先前用以制造重型卡车环形齿轮的工艺方法已采用多年,并用这种方法制造了环形齿轮和由环形齿轮和小齿轮构成的齿轮组,但这种方法并不完全令人满意,因为在这种方法中,与环形齿轮的成品相比,所用的坯料量过多,这意味着材料和加热的费用过高,从齿轮毛坯上切削加工出齿形是一种既昂贵又费时的工序,且切削加工出的齿轮也不具备材料变形加工出的齿形所特有的合意的晶粒流向特性,因而不能取得成形加工齿形的性能。此外,由于经研磨的环形齿轮和小齿轮构成的齿轮组只能配对使用,因此必须十分注意配对存放,环形齿轮和小齿轮中任一齿轮的损坏也会引起整个齿轮组的报废。用环形轧制件锻造中空零件以节约材料,作为先前的工艺是人们所熟悉的。但这种方法通常只是在大量生产中比较经济,因为毛坯的环形轧制要求一个成形加工工序(在锻压机上或锻锤上),以制成环形轧制用的预成形件。材料的节约以及与此有关的其他方面的节约还不足以使这种方法达到应有的经济水平,特别是对于较大和较贵的环形齿轮,其数量以及尺寸和比例的种类都与重型驱动轴(即重
型卡车、不在公路上行驶的施工车辆等所用驱动轴)有关。这是因为在先前的工艺中在制造预成形件时,如同大多数其他锻造加工一样,一般都须百分之百地充满预成形模具的理论容量,因此每种不同尺寸的预成形件都需一个单独的模具,而对于较小的批量来说材料上的节约可能大于一般所需额外的预成形模具和压力机调定工作所抵消的费用。
本发明的目的是提供了一种新的制造重型车辆驱动轴环形齿轮的方法,它克服了或尽量消除了先前工艺的缺陷,这种方法从这种重型驱动轴的较低产量、较多尺寸和比例的种类来看是经济合理的。这种方法与先前的工艺相比,可以节约大量的材料和能量,且不必进行环形齿轮与配对小齿轮之间的研磨以制造由配对的环形齿轮和小齿轮构成的齿轮组以致只能将环形齿轮作为与小齿轮相互研磨过的配对零件来使用。此外,在要环形轧制成锻造用环形毛坯的锻造予成形件的生产方面,不需对每种不同的预成形件分别制造各种不同的预成形锻模。
上述目的是用以下方法来达到的,所述的方法包括下列工序:
提供一个小余量环形齿轮锻件,小余量环形齿轮锻件的齿侧和齿根具有足够余量的材料供随后磨削掉;其次,精加工除齿轮齿根和齿侧面之外的所述环形齿轮小余量锻件表面,其特征在于:该方法还包括下述步骤:对机械加工后的工件进行渗碳热处理,然后,磨削齿轮齿根和齿侧表面至最终精齿廓。
本发明的目的还可以通过以下方法达到:锻件是用低至中碳钢和合金钢制成,磨削工具使用含立方氮化硼的磨料;小余量环形齿轮锻件的机械加工是在机械加工前锻件未经受任何热处理的情况下进行
的;环形齿轮装置可以不作为与小齿轮配套的装置使用;在磨削工序中磨掉小于0.030英寸(0.0762厘米)的材料。在渗碳热处理之后精加工环形齿轮定位孔的辅助工序;齿轮齿廓磨削之后,环形齿轮不经受任何拉应力消除工序。
本发明的这一目的和其他一些目的及其优点可从推荐的实施例及其附图中得到进一步的了解。
图1所示为一先前技术中典型重型驱动轴的部分剖面,这种驱动轴采用由环形齿轮和小齿轮构成的传动机构。
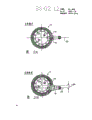
图2A和2B所示依次为先前技术中由螺旋和准双曲面环形伞齿轮的小齿轮构成的传动机构。
图3和3A依次为以前的工艺方法中用以制造重型车辆驱动轴环形齿轮的金属变形加工和金属变形加工后处理部分的方框简图。
图4和4A依次为本发明的方法中用以制造重型车辆驱动轴环形齿轮的金属变形加工和金属变形加工后处理部分的方框简图。
图5为图4和4A所示方法中制造环形轧制用预成形件部分的方框简图。
图6为本发明的方法中制造环形轧制用预成形锻件所用锻模的剖面简图。
图7和图8为图6所示锻模的剖面放大简图,依次表明约占有100%和85%预成形件锻模理论模腔容积的预成形件的锻造。
图9为图4和4A所示方法中环形轧制过程简图。
图10为用图4所示方法制造小余量齿轮锻件的剖面图。
在本发明的以下说明中,有些术语仅供参考,而不应受其约束。
“向上”、“向下”、“向右”、“向左”等词是指参照的图上的方向。“向内”和“向外”分别指朝向和离开所述装置几何中心的方向。所述术语包括上述专门提出的词,也包括从中派生出来的和表示类似意思的词。
本发明的方法及用于此法的锻模包括重型车辆驱动轴环形齿轮的一部分制造方法。制造这种环形齿轮的方法的一个主要特点包括用AlSl 8620A、8622A、8625A、8824A、4817H和93104等低碳钢、中碳钢和合金钢(以重量计,一般含碳量为0.05%-0.5%)精密锻造小余量环形齿轮锻件。“AlSl”是指美国钢铁学会及由该学会制定的钢的分类标准。但本发明的方法并不限于任何特定型号的低碳钢、中碳钢和合金钢。
这里所用术语“精密锻造”及其派生词是指可以制成“无余量零件”或“小余量零件”的锻造方法(即工件在压力下的变形加工)。“无余量零件”是指在锻造状态下(须经热处理和其它非切削加工)可使用的零件。“小余量零件”是指通常只需从其工作面上除去0.03英寸(0.0762厘米)以下材料的锻件。
在重型驱动轴传动机构中采用由环形齿轮和小齿轮构成的直角型齿轮组,作为先前的工艺是人们所熟悉的。参阅图1,图中所示为使用这种齿轮组11的单减速驱动轴10,在齿轮组11中小齿轮12与环形齿轮14彼此啮合。差动组合件16用螺栓17固定在环形齿轮14上以驱动两个车轴18和20。小齿轮12的转动轴22基本上垂直于环形齿轮14(以及差动组合件16和驱动轴18及20)的转动轴24。上述这种重型驱动轴以及双速型和行星齿轮双减速型
重型驱动轴,作为先前的工艺,都是人们所熟悉的,在参阅上述4,018,097和4,263,824号美国专利以及在1985年8月1日提交给本发明代理人而得到许可的761,262号美国专利申请书后,对此会了解得更清楚。
大多数重型驱动轴均使用图2A和2B所示直角型传动机构,这种机构采用螺旋伞齿轮或准双曲面齿轮,是由环形齿轮和小齿轮构成的。本发明的方法及其所用锻模是用以生产螺旋伞齿轮、准双曲面齿轮以及其派生型或改进型齿轮的。如图2A所示,在螺旋伞齿轮组中旋转轴22和24是垂直相交的,如图2B所示,在准双曲面齿轮组中,轴22和24具有一个偏置距离26。在环形齿轮节径为12-18英寸(30.48~38.1)厘米)的齿轮组中,准双曲面的偏置距离通常约为1-2英寸(2.54~5.08厘米)。在环形齿轮14上设有接装差动组合件16和驱动轴18及20的安装孔28,以及用以在将环形齿轮装上差动组合件16时安装螺栓螺帽组合件17的一些圆孔30,圆孔30位于一圆周上。
众所周知,在理论上螺旋伞齿轮可以在节线上形成完全为滚动(没有滑动)的齿轮接触,而准双曲面齿轮组则可做得小些,但在节线上在齿轮之间则存在着较大程度的滑动接触。近年来,由于齿轮设计和润滑技术的改进,滑动接触已不再成为主要的问题,重型驱动轴的准双曲面齿轮组已得到更多的采用。本发明就螺旋伞齿轮组进行了阐述只是为了便于说明而已,不言而喻,本发明对于螺旋伞齿轮组和准双曲面齿轮组,以及其改进型伞齿轮组都是适用的。对于采用螺旋伞齿轮和准双曲面环形齿轮而由环形齿轮和小齿轮构成的齿轮组,作为先前的工艺,其特点和优点是人们所熟悉的,这可参阅美国汽车工
程学会的841085号论文。
在先前用以生产重型车辆驱动轴环形齿轮14的工艺方法中,其最主要的工序简略地示于图3和图3A的方框图中。简单地说,图3所示是先前的工艺方法中对最初加热的毛坯所进行的那部分工序,这包括初步的变形加工和切边工序,而图3A所示则是对经切边的齿轮毛坯34金属变形加工后进行的工序。可以看出,对图3和图3A所显先前的工艺方法,以及图4和图4A所示的本发明的工艺方法来说,所需制造的最后环形齿轮14是相似的,重量均为49.75磅左右。
在先前的工艺方法中金属变形加工部分包括以下一些工序(这在以后将作更为详细的阐述):毛坯的准备和加热36,镦粗38,粗模锻40,齿轮毛坯的锻造42以及齿轮毛坯的切边44。
为了阐述和比较,用先前的工艺方法和本发明的方法生产的环形齿轮14都是单速环形齿轮,其外径约为16.5英寸(41.91厘米),净重约为49.75磅,其技术规格基本相同。先从适用于齿轮的棒材上,即从低碳钢、中碳钢或合金钢的棒材上,按预定尺寸切下坯料32。然后将坯料32加热到预先选定的合适的锻造温度(通常约为2250°F~2350°F;或1232.2℃~1287.8℃)。为了尽量减小加热坯料的氧化程度和氧化深度,最好尽快地加热坯料。
在锻粗和粗模锻工序38和40中,首先将加热的工件镦粗成通常为盘形的坯料46以除去氧化皮,然后对工件进行粗模锻,以取得锻造用预成形件48。工序38和40要求在锻压机上分别进行锤击由于工件尺寸比较粗大,故不能同时进行。在齿轮毛坯的锻造工序
42中,将锻造用预成形件48锻成一未予切边的齿轮毛坯50。可以看出,未经切边的齿轮毛坯50具有较大的中央边料部分52和较大的外部飞边部分54,这是在锻模的分模线上形成的,在这种工艺中是人们所熟悉的。在切边工序44中将中央边料52和外部飞边54从齿轮毛坯上切去,以取得经切边的齿轮毛坯56。在齿轮毛坯56上没有形成任何部分成形的齿轮。
人们希望,在经切边的齿轮毛坯56上至少能形成部分成形的齿轮,对此,在先前的工艺中,人们也是很清楚的,但由于重型驱动轴环形齿轮的尺寸较大,用图3所示惯用的锻造方法在经济上是难以实
现的。原因是涉及的工序太多,这是:镦粗、粗模锻以形成预成形件、精锻、切边,而齿轮的锻造将涉及到相当多的工序,以致工件会失去大量的热量(也就是会过度冷却)而不能正常地锻出齿形。这尤其是因为工件与模具的接触面积较大。此外,如果齿形是在镦粗和粗模锻工序的后形成的话,在这些工序中产生的氧化皮将造成难以接受的表面质量。此外,如果试图在温度较低的状态下在工件56上锻造齿形,则所需较大型的锻压机以及在较低温度下锻造齿形所需的较大压力会使模具很快损坏,从而使这种方法在经济上更难实现。
作为先前的工艺方法,金属变形加工后的其余工序简要地示于图3A,这包括以下一些工序(这在以后将更详细地加以阐述):正火热处理58、表面车削加工60、钻圆周上的螺栓孔62、粗切齿形64、精切齿形66、工件渗碳热处理68、精加工70、与配对的小齿轮进行研磨加工72、对由配对的环形齿轮和小齿轮构成的齿轮组打标记,以及对齿轮组进行配对存放74。
然后,对经切边的齿轮毛坯或工件56进行正火热处理,以优化其冶金组织,为切削加工作好准备。对所涉及类型的锻造齿轮用钢所进行的典型正火热处理包括有加热、均热和受控冷却。在正火热处理后,对经正火热处理的齿轮毛坯的整个表面进行车削加工。以形成以后的定位和切削加工所需的合适表面。在工序62中,在安装边76上钻圆周上的螺栓孔30。
应当指出,在先前的工艺方法和本发明的方法的整个说明中,为了便于阐述,对经粗加工的工件,与经精加工的环形齿轮14的各部分都采用相同的名称和参考号。例如经切边的齿轮毛坯56的中心孔称为安装孔28,尽管这一中心孔,作为经精加工的环形齿轮14上
的安装孔,在具有精确的尺寸之前,还需进行进一步的切削加工。
在工序64、66中,对工件依次进行粗切齿,而后进行精切齿。对于螺旋伞齿轮,准双曲面齿轮和改进型齿轮的齿形,其加工方法是人们所熟悉的,这可采用Gleason厂出售的商标名称为“Gleason Generator”或“oerlikom”公司出售的商品名为“Spiromatic”的切齿机进行加工。工件在切齿之后,在工序68中进行渗碳热处理。众所周知。渗碳热处理在于将工件在高碳气氛中进行加热(一般为1600°F~1700°F;或871.1~926.7℃),以使碳扩散而进入工件表面,使表面硬化,从而形成硬化的高碳表面,以提高成品的耐磨性。在渗碳热处理后对硬化工件上的安装孔和圆周上的螺栓孔进行加工,28和30。
由于滚铣或切削加工成的齿形表面是在对齿面进行切削加工后受到热处理的,故即设定在严格控制的热处理过程中,仍会产生某些变形。因此,为了使由环形齿轮和小齿轮构成的齿轮组取得合格的性能,也即为了取得所需表面质量,应对经渗碳的环形齿轮和小齿轮进行研磨工序72。在研磨过程中,使配对的环形齿轮和小齿轮彼此啮合,并在将研磨混合料喷入啮合齿间的同时,使其在模拟负荷下转动。典型的情况是:小齿轮的旋转轴22相对于环形齿轮的旋转轴24转动,使环形齿轮和小齿轮的整个齿形表面得到合适的表面处理。研磨混合料是一种悬浮在润滑剂中的较细的磨料,一经相互研磨,经研磨的环形齿轮和小齿轮就成为一配对齿轮组,而只能在配对使用下才能得到满意的结果,而且只能成对地正常使用或成对地更换。因此,必须对配对的齿轮组打上标记,并非常小心地配对存放。通常对制造工、驱动轴的装配工,以及在维修地点都要求使用专用的托盘和容器。必须对由环形齿轮和小齿轮构成的齿轮组配对存放和使
用,这当然意味着额外的费用。这一点对于下述这种齿轮组的设计就显得格外正确了,在这种设计中对于具有不同齿数的小齿轮可以采用一个通用的环形齿轮,这种设计公布于761,262号美国专利申请书中,该申请书是在1985年8月1日提交本发明的代理人并得到许可的。
图4和4A所示依次为本发明用以制造重型车辆驱动轴环形齿轮的金属变形加工部分和金属变形加工后处理部分中最重要的工序。加工方法包括以下一些工序(每一工序都将在以后作更详细的阐述):坯料的准备和加热80,环形轧制用预成形件的锻造82,锻造用环形毛坯的环形轧制84,小余量齿轮锻件的精密锻造86,正火热处理88(这对于本发明推荐使用的不少合金可不进行),半精加工90、渗碳热处理92、中心孔和安装孔的最后加工94以及最后齿轮的精磨96。必须指出,最后齿形的精磨96是在齿轮(和小齿轮)的最后热处理92之后进行的,因而齿形不致在后续的热处理中产生变形,这在以后将更详细地加以阐述。如果对小齿轮12采用与此类似的方法进行制造,就可不必再进行研磨加工,也不必只能使用与小齿轮配对的环形齿轮。
从清理过的渗碳用低碳钢、中碳钢和合金钢棒材上切取严格控制的预定尺寸和形状的坯料100。在先前工艺的实际操作中要求对小余量锻件所用坯料进行磨削清理,一般采用无心磨削一类加工,本发明的实际操作与此不同,并不要求清理,因为在环形轧制工序84中氧化皮已充分地得到了清除。这在以后将更详细地加以阐述。然后如图4所示将坯料100加热到变形加工所需的合适温度。经发现,与图3所示方法不同,由于在本发明实际操作中工件遭受的热损失大为
减少,致使坯料只须加热到2000°F-2300°F(或1093.3~1260.0℃)的合适温度。还发现,对于采用上列不少合金如AlSA8620A和9310A的小余量锻件,可不必进行正火热处理工序88。经验证明,对于上列合金中的某些合金用图4所示的方法可取得小余量精密锻件的良好加工性,因为显微组织为多边形纯铁体和等轴晶珠光体,没有或仅有极少量不希望有的魏氏组织。晶粒尺寸一般很细(即低于ASTM标度上的晶粒号7-8)。此外,鉴于环形轧制能清除氧化皮的固有特性,小余量锻件精密锻造用坯料的加热也不必在受控气氛中进行。
然后,在工序82中,将加热的坯料100锻成经切边的通常的环形的环形轧制用预成形件102。在工序82中象微性地示出的环形轧制用预成形件的锻造,在图5、6、7和8中得到更详细的说明,且在以后还要更详细地加以阐述。
在工序84中,将环形轧制用预成形件102环形轧制成环壁截面通常为矩形的锻造用环形毛坯104。然后在工序86中将环形轧制的锻造用环形毛坯104锻成小余量环形齿轮锻件106。
图10为小余量环形齿轮锻件106的放大详图。锻造用环形轧制毛坯104的高度108、壁厚110、内径112和外径114要求对于小余量环形齿轮锻件106具有特定的关系,这在以后将予以讨论。锻造用轧制毛坯104的尺寸至少也将部分地决定着环形轧制用预成形件102的尺寸。
在工序84中,用示意图表示的环形轧制法作为先前的工艺是人们所熟悉的,这可参照图9加以领会。简单地说,将环形轧制用预成形件102置于转动的心轴116上,心轴116的外径略小于预成形件内径118。一个直径较大的主轧辊118与工件的外径接触,
使主轧辊118转动而靠摩擦作用使工件在心轴和主轧辊之间转动。迫使主轧辊或心轴径向地向另一轧辊移动,以使工件在其中间受到挤压。环形轧制作为先前的工艺是人们所熟悉的,这可参阅前述4,084,419、3,382,693、3,230,370、1,991,486和1,971,027美国专利以及美国金属学会的金属手册第8版第5卷第106和107页“环形轧制”。
环形轧制法的两个主要的固有特点是应该重视的。在环形轧制过程中,预成形件的高度120基本上并不增加,因此,预成形件的高度120将等于锻造用环形轧制毛坯104的高度108。环形轧制过程本能地使工件除去氧化皮,从而不必专门进行镦粗以除去氧化皮。且预成形件102和环形轧制件104与工具的接触面积较小,因而环形轧制过程的热量损失较小。所产生的变形热实际上还会提高工件的温度,使后续的小余量环形齿轮锻件的锻造可以在所需锻造温度下进行。
图4A所示为本发明金属变形加工后处理部分,已如前述,某些合金会要求正火热处理,这与先前的工艺方法中工序58所规定的相似。不少本发明所采用的合金钢则不要求对小余量齿轮锻件106进行这种正火热处理。
图10所示为本发明通过精密锻造工序86制得的小余量齿轮锻件106。如图10所示,小余量锻件上虚线以外的部分要求加工掉,以制得最后的环形齿轮14。
对小余量锻件106进行半精加工以便在安装边76上钻圆周上的螺栓孔30、安装孔28和背面122。钻圆周上的螺栓孔,这与先前工艺方法的工序62相同,而安装孔28和背面122的半精加
工则要求成为进一步加工的定位面。在半精加工90中,还要求对齿面角和齿尖孔进行某种加工,这取决于小余量锻件106的质量。然后对半精加工工件进行渗碳热处理92,这基本上与先前的工艺方法中所述工序68相同。
在渗碳热加工工序92之后,在工序94中对圆周上的螺栓孔30和安装孔28进行精加工。
最后在工序96中对齿形的齿根和齿面进行精磨。由于最后齿形的磨削加工是在渗碳热处理之后进行的,故较好的磨削法是采用立方氮化硼(“CBN”)磨削,这是一种磨削渗碳金属表面的经济合理的方法。使最后的齿形在最后的热处理之后形成,因而经磨削加工的齿形表面就不致受到热处理引起的变形,这是本发明的一个非常受欢迎的特点。因此,如果采用同样的方法制造小齿轮,则不必进行环形齿轮和小齿轮的研磨加工,也不必对由研磨过的环形齿轮和小齿轮构成的齿轮组进行配对存放。
如上所述,在图4和4A中象征性地示出的本发明的方法与图3和图3A所示先前的工艺方法相比可以取得材料和有关的能量和操作管理上的明显节约。为了对制造一个基本相同的零件(Eaton公司,轴和刹车部分,零件号86374)所采用的两种方法进行比较,作为一例,取环形齿轮14的成品件,重约49.75磅。在先前的工艺方法中所用坯料32重约103磅,而在本发明的方法中所用坯料100则重约70磅。当然,这就表明材料的节约超过了30%,同样,未经切边的齿轮毛坯52重约100-102磅(即坯料重量减去除去的氧化皮重量),而小余量环形齿轮锻件106则重约64磅。因此,可以看出,采用本发明的方法,可以明显降低所使用的压
力机的能力。这将明显地提高锻造工具的使用寿命。此外,由于采用锻造用环形毛坯104,可以采用无飞边或基本上无飞边的小余量锻模。作为进一步的比较,用先前工艺制造的经切边的齿轮毛坯56重约78.5磅,而用本发明的方法制得的小余量锻件106则重约64磅,这表明了在先前工艺的齿形粗切和精切工序中所切除的金属量。用本发明方法制造的较大和较小尺寸的重型驱动轴环形齿轮都说明了类似的材料节约和有关的其他节约的百分比值。
除材料的节约外,加工过程所需总能量包括:坯料准备所需能量、加热坯料所需能量、锻造用能量、为取得合适的加工性进行的锻后热处理所需能量、渗碳热处理所需能量、渗碳后的加工(研磨)所需能量,以及切削加工所需能量,为数最小或很小。
还须指出,很多采用先前的工艺方法制造的齿轮组要求在渗碳热处理68之后喷丸硬化或其他消除拉应力的处理以消除渗碳工件中不希望有的拉应力。在本发明中,不需喷丸硬化或其他消除拉应力的处理,因为磨削加工,特别是立方氮化硼磨削加工有利于在工件表面中消除拉应力,并形成希望有的压应力。
参阅图4和10,锻造用环形轧制毛坯104相对于小余量环形齿轮精密锻件106必须保持某些尺寸关系以最合理地利用本发明的加工方法。经发现,为了很好地充满精密锻模而制得满意的小余量环形齿轮锻件106,锻造用环形轧制毛坯104的高度108必须在锻造用轧制毛坯104的壁厚110乘以1-4,最好是1.5-2.5的系数所得值的范围内,此外,为了正确地在精密锻模中定位,锻造用毛坯104的内径112必须基本上等于齿尖圆孔124(也可看作模具的筒径),而锻造用环形轧制毛坯104的外径114必
须小于小余量环形齿轮锻件106的外径126。
在先前的工艺中,已知通过金属变形加工,例如通过锻造,所得齿形的晶粒流向特性,与通过金属切削加工所得齿形的晶粒流向特性相比,更能合乎要求,因而可取得最好的抗弯曲疲劳等方面的性能。可以相信,采用本发明的方法所制齿轮的合乎要求的晶粒流向主要是由于采用了金属成形加工的齿形,但也可以相信,通过采用锻造用环形轧制齿轮毛坯,这种有利倾向增强了。在锻造成形的齿轮内所形成的晶粒流向同时改善了抗冲击和抗疲劳性能,这胜过了从实体毛坯,例如毛坯56,切削加工出齿形制得的齿轮。
用以制造小余量环形齿轮锻件106的精密锻造工艺涉及一种无飞边的或基本上无飞边的锻模,因而锻造用环形轧制毛坯104的体积必须异常小心地加以控制。环形轧机可以在预成形件的很宽范围内将预成形件轧制成锻造用毛坯,因为预成形件的高度120决定着毛坯104的高度108,因而控制心轴116和主轧辊之间的距离即可根据要求改变壁厚110和直径114。但人们非常希望做到:各种小余量齿轮锻件106所需预成形件并不要求完全单一的形状,也不要求单一的用于锻造预成形件的模具。
专利申请人发现,只要环形轧制件104的高度108,因而只要锻成的预成形件102的高度120保持在环形轧制件壁厚110乘以1-4,最好是1.5-2.5的系数所得值的范围内,就能取得非常满意的精密锻造加工。专利申请人还发现,只要预成形件的体积保持在模具的最大理论环形体积的100%-80%范围内,就可从单一的预成形件的锻造模腔得出基本上为环形的合格预成形件。基于以上发现,专利申请人就曾利用同一个模具锻成了一系列不同重量
的预成形件。
参照图5-8,本发明的工艺方法得到更充分的说明,图5进一步详细地说明了本发明工艺方法的工序80和82,图6说明其中所采用的单一的模具,图7和8分别说明模具的充满程度达到其理论容积的100%和80%。
经切边的环形轧制用预成形件102的形状最好基本上成环形,在其任一半径上基本上形成一圆截面。基本上应形成圆截面,这是很重要的,且严格要求做到这一点,因为环形轧制工序倾向于形成一个具有环壁基本上为矩形截面的圆环,在环形轧制过程中表面基本上为圆形的工件易于防止鱼尾形表面的产生,防止材料的折叠,这两种情况都会在小余量锻件上造成缺陷,这在这种工艺中是人们所熟悉的。应该重申,对于通常为环形的预成形件,圆形截面可在最大程度上减少各种缺陷,因为环形轧制工艺倾向于使表面变成正方形,而圆形表面则不易造成缺陷或折叠。
参照图5,在本发明工艺方法的工序80中,如上所述,对圆形或方形而带圆角的坯料100进行加热,然后如工序82A所示将其镦粗成盘形坯料。在工序82B中将盘形坯料130用图6、7、8所示单一的预成形件锻模138锻成未予切边的预成形件132,预成形件132具有通常为环形的部分134和中央边料部分136。在工序82c中将中央边料从未经切边的预成形件132上切除而取得用以进行环形轧制的锻制预成形件102。
预成形件锻模138具有上、下两个部分140和142,在分模线144处这两个部分配接在一起,以在其间形成一模腔146。模腔146具有一个径向向内通常为盘形的部分148、一个从盘形
部分148径向向外延伸的通常为环形的部分150和一个从通常为环形的部分150径向向外延伸的通常为三角形的环形溢流部分152,溢流部分152由两个通常为平面形的表面154形成,平面154从其与通常为环形的部分150相切的一点径向向外延伸到分模线并形成其间的夹角156。夹角156在75°-105°之间。通常为环形的部分150径向向外的边缘在图6-8内用虚线158表示。
预成形锻模138模腔146的理论容积为150和148两个部分的容积。模腔146环形部分150的理论容积取决于150和148部分的容积减去148部分的容积,148部分的容积基本上是恒定的。专利申请人已发现,将充填在模具138环形模腔150内的预成形件的材料量控制在模腔150的理论容积的80%(见图8)-100%(见图7)的范围内,就可使预成形件截面的成圆度足以环形轧制成具有矩形环壁的锻造用环形毛坯而不致产生缺陷。这是由于模腔150和152的形状迫使坯料形成通常为圆截面的环形件,并使环形件具有圆滑表面和与模腔150相同的高度120。当然,模腔146的盘形部分148的直径112就等于环形轧制用预成形件的内径112,内径112略大于环形轧制心轴116的外径。还应看到,盘形部分148的高度162应大致等于其直径112的10%,以取得合理的材料流向。如果用本发明的方法所需制造的各种环形齿轮预成形件106确实需要一个以上的预成形模138,盘形部分148的直径112和厚度162对于所需模具基本上都保持恒定。
因此,在先将预成形件102环形轧制成一个环形件,然后精密
锻造成具有给定外径126、齿尖圆孔124和体积的小余量齿轮锻件106时,要确定环形轧制用预成形件是否能在一个具有已知环形模腔部分150理论容积和高度120(或图形截面直径)的给定
 成形模138内进行锻造,必须满足以下准则:小余量环形齿轮锻件106的体积必须不大于环形模腔部分150的理论容积的100%,
成形模138内进行锻造,必须满足以下准则:小余量环形齿轮锻件106的体积必须不大于环形模腔部分150的理论容积的100%,
 小于这一容积的80%,最好不小于85%;必须使具有矩形截面的锻造用毛坯104的体积等于小余量锻件106的体积,使其高度108等于模腔部分150的高度120使其内径112大致等于锻件齿尖圆孔124,使其外径114小于锻件外径126,使其壁厚110对高度108的关系为:高度108不小于环壁厚度110,不大于这一厚度乘以4的系数所得值(最好这一比值在1.5-2.5之间)。
小于这一容积的80%,最好不小于85%;必须使具有矩形截面的锻造用毛坯104的体积等于小余量锻件106的体积,使其高度108等于模腔部分150的高度120使其内径112大致等于锻件齿尖圆孔124,使其外径114小于锻件外径126,使其壁厚110对高度108的关系为:高度108不小于环壁厚度110,不大于这一厚度乘以4的系数所得值(最好这一比值在1.5-2.5之间)。
如果上述准则得到满足,预成形件就可在给定的锻模138内进行锻造,锻模138就能制出符合于环形轧制的环形锻坯。建立这种准则和范围后,采用多套预成形件锻模的必要性就得以明显地降低而不致影响精密成形加工的小余量轮轮锻件的质量。模腔146的形状对本发明是很重要的,特别是环形部分和通常为扁平的侧向溢流部分,这个溢流部分有助于材料径向向内流动。由此可见,本发明的方法是一种制造重型驱动轴环形齿轮的全新而十分理想的方法,特别适用于锻制环形轧制用预成形件,进而环形轧引成锻造用环形毛坯,再精密锻造成给定尺尺的小余量环形齿轮锻件。
以上对本发明推荐实施例的阐述只起到说明的作用,不言而喻,本发明不难加以改进、改变或变换而并不违背本权利要求中有关本发明的精神范围。
Claims (11)
1、一种制造重型驱动轴环形齿轮和小齿轮装置的环形齿轮的方法,所述的方法包括下列工序:
提供一个小余量环形齿轮锻件,所述小余量环形齿轮锻件的齿侧和齿根具有足够余量的材料供随后磨削掉,
其次,精加工除齿轮齿根和齿侧表面之外的所述环形齿轮小余量锻件表面,其特征在于:该方法还包括下述步骤:
对所述的机械加工后的工件进行渗碳热处理(92),
然后,磨削(94)所述齿轮齿根和齿侧表面至最终精齿廓。
2、按照权利要求1所述的方法,其特征在于所述的锻件是用低至中碳钢和合金钢制成,磨削工具使用含立方氮化硼的磨料。
3、按照权利要求2所述的方法,其特征在于所述小余量环形齿轮锻件的所述机械加工是在机械加工前锻件未经受任何热处理的情况下进行的。
4、按照权利要求1所述的方法,其特征在于所述的环形齿轮装置可以不作为与小齿轮配套的装置使用。
5、按照权利要求1所述的方法,其特征在于在磨削工序中磨掉小于0.030英寸(0.0762厘米)的材料。
6、按照权利要求2所述的方法,其特征在于磨削工序中磨掉小于0.030英寸(0.076厘米)的材料。
7、按照权利要求1所述的方法,其特征在于包括在渗碳热处理之后精加工所述环形齿轮定位孔的辅助工序。
8、按照权利要求1所述的方法,其特征在于所述齿轮齿廓磨削之后,所述环形齿轮不经受任何拉应力消除工序。
9、按照权利要求2所述的方法,其特征在于所述齿轮齿廓磨削之后,所述环形齿轮不经受任何拉应力消除工序。
10、按照权利要求3所述的方法,其特征在于所述齿轮齿廓磨削之后,所述环形齿轮不经受任何拉应力消除工序。
11、按照权利要求5所述的方法,其特征在于所述齿轮齿廓磨削之后,所述环形齿轮不经受任何拉应力消除工序。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US07/014,429 US4761867A (en) | 1987-02-12 | 1987-02-12 | Method for producing ring gears for heavy-duty drive axles |
| US014.429 | 1987-02-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN88100761A CN88100761A (zh) | 1988-08-24 |
| CN1011122B true CN1011122B (zh) | 1991-01-09 |
Family
ID=21765437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN88100761A Expired CN1011122B (zh) | 1987-02-12 | 1988-02-12 | 制造用于重型驱动轴的环形齿轮的方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US4761867A (zh) |
| EP (1) | EP0278361B1 (zh) |
| JP (1) | JP2662729B2 (zh) |
| KR (1) | KR910003988B1 (zh) |
| CN (1) | CN1011122B (zh) |
| BR (1) | BR8800694A (zh) |
| CA (1) | CA1305316C (zh) |
| DE (1) | DE3888986T2 (zh) |
| ES (1) | ES2051275T3 (zh) |
| IN (1) | IN168206B (zh) |
| MX (1) | MX165981B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101279417B (zh) * | 2008-05-15 | 2010-10-13 | 宁夏天地奔牛实业集团有限公司 | 重型矿用链轮的制造方法 |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0737820B2 (ja) * | 1986-10-24 | 1995-04-26 | マツダ株式会社 | 歯車嵌合部材の製造法 |
| US4885831A (en) * | 1988-09-26 | 1989-12-12 | Dana Corporation | Method for forming a contour hardened gear |
| JPH02131824A (ja) * | 1988-11-10 | 1990-05-21 | Nissan Motor Co Ltd | まがり歯傘歯車の歯面構造 |
| EP0377124B1 (en) * | 1989-01-06 | 1995-02-22 | Eaton Corporation | Improved method of making ring gear and ring gear therefrom |
| US4949456A (en) * | 1989-01-06 | 1990-08-21 | Eaton Corporation | Method of making ring gear and ring gear therefrom |
| US5181375A (en) * | 1991-03-18 | 1993-01-26 | Caterpillar Inc. | Method for producing steel alloy gears |
| CN1037826C (zh) * | 1992-10-19 | 1998-03-25 | 江兴锻压工业股份有限公司 | 汽车传动轴等速接头的内轮制造方法 |
| US5724864A (en) * | 1996-07-18 | 1998-03-10 | Eaton Corporation | Drive axle breather |
| US6026700A (en) * | 1997-06-19 | 2000-02-22 | Kop-Flex, Inc. | Tooth form parameters for ground teeth of gear spindle coupling and method of making the same |
| CN1094409C (zh) * | 1998-03-13 | 2002-11-20 | 张元增 | 变速器齿轮制作方法 |
| JP3975040B2 (ja) * | 1999-12-22 | 2007-09-12 | 大岡技研株式会社 | 歯車及び歯車の製造方法 |
| US6315841B1 (en) * | 1999-12-31 | 2001-11-13 | Dana Corporation | Induction hardened forged gear and process for preparing same |
| JP4168598B2 (ja) * | 2000-08-14 | 2008-10-22 | 三菱マテリアル株式会社 | 回転塑性加工の数値シミュレーション方法及び記録媒体及びプログラム |
| AUPR406701A0 (en) * | 2001-03-29 | 2001-04-26 | Bishop Innovation Limited | Crown wheel forging method and apparatus |
| US6918181B2 (en) * | 2002-11-12 | 2005-07-19 | Sikorsky Aircraft Corporation | Gear tooth topological modification for reducing noise and vibration in transmission systems |
| US7191521B2 (en) * | 2003-02-07 | 2007-03-20 | American Axle & Manufacturing, Inc. | Advanced geometry of skew and straight bevel gears produced by forging |
| US7169238B2 (en) * | 2003-12-22 | 2007-01-30 | Caterpillar Inc | Carbide method and article for hard finishing resulting in improved wear resistance |
| US7527548B2 (en) * | 2005-03-10 | 2009-05-05 | Sikorsky Aircraft Corporation | System and method for precision machining of high hardness gear teeth and splines |
| DE102008004559B4 (de) * | 2007-01-23 | 2017-03-16 | General Electric Technology Gmbh | Verfahren zum Bearbeiten eines thermisch belasteten Bauteils |
| US8069698B2 (en) * | 2008-04-11 | 2011-12-06 | Musashi Seimitsu Kogyo Kabushiki Kaisha | Trim and pierce press assembly and method of use |
| CN101844306A (zh) * | 2010-06-17 | 2010-09-29 | 株洲齿轮有限责任公司 | 薄壁件内齿圈加工工艺 |
| DE102010039251B4 (de) * | 2010-08-12 | 2014-11-27 | Hirschvogel Umformtechnik Gmbh | Rohling eines Maschinenbauteils, das Zähne umfasst, sowie Herstellungsverfahren eines solchen Maschinenbauteils |
| CN102069237B (zh) * | 2010-12-17 | 2012-08-22 | 泰州市里华机械有限公司 | 内齿圈齿部成形推削工艺 |
| CN102267045A (zh) * | 2011-02-25 | 2011-12-07 | 飞浦实业股份有限公司 | 工具机主轴防尘装置加工方法及具防尘装置的工具机主轴 |
| CN102371473A (zh) * | 2011-08-05 | 2012-03-14 | 上海师范大学 | 一种标准球面渐开线直齿圆锥齿轮的加工方法 |
| JP5953773B2 (ja) * | 2012-01-30 | 2016-07-20 | アイシン精機株式会社 | フェースギヤ及びギヤ装置 |
| CN103212959A (zh) * | 2013-02-24 | 2013-07-24 | 谢泽波 | 一种齿块的成形方法 |
| CN103506816A (zh) * | 2013-09-16 | 2014-01-15 | 常熟天地煤机装备有限公司 | 一种采煤机行星架的加工工艺方法 |
| CN104128766A (zh) * | 2014-07-24 | 2014-11-05 | 成都亨通兆业精密机械有限公司 | 一种采用铸坯的齿轮生产工艺 |
| CN104117830A (zh) * | 2014-07-24 | 2014-10-29 | 成都亨通兆业精密机械有限公司 | 一种有利于齿轮表面质量和偏析度的齿轮生产工艺 |
| CN104128765A (zh) * | 2014-07-24 | 2014-11-05 | 成都亨通兆业精密机械有限公司 | 一种便于优化齿轮表面质量和偏析度的生产工艺 |
| CN104128767A (zh) * | 2014-07-24 | 2014-11-05 | 成都亨通兆业精密机械有限公司 | 一种有利于提高生产效率和产品质量的齿轮生产工艺 |
| CN104128771A (zh) * | 2014-07-24 | 2014-11-05 | 成都亨通兆业精密机械有限公司 | 一种便于降低偏析度的齿轮生产工艺 |
| CN104128769A (zh) * | 2014-07-24 | 2014-11-05 | 成都亨通兆业精密机械有限公司 | 一种有利于均匀成分分布的齿轮生产工艺 |
| CN104128770A (zh) * | 2014-07-24 | 2014-11-05 | 成都亨通兆业精密机械有限公司 | 一种有利于提高生产效率和降低偏析度的齿轮生产工艺 |
| CN104476148A (zh) * | 2014-10-31 | 2015-04-01 | 柳州市同进汽车零部件制造有限公司 | 起动机单向器齿轮的加工方法 |
| KR101651264B1 (ko) * | 2015-04-07 | 2016-09-06 | 주식회사 디복스 | 휘발성 유기화합물 연소시스템의 구동장치 |
| US10295039B2 (en) * | 2016-02-04 | 2019-05-21 | Sikorsky Aircraft Corporation | Convex gear tooth edge break |
| WO2017163189A1 (en) | 2016-03-22 | 2017-09-28 | Bharat Forge Limited | A method of manufacturing a crown wheel, and a crown wheel |
| CN107116346A (zh) * | 2017-06-12 | 2017-09-01 | 燕凌飞 | 一种螺旋伞齿轮的精加工方法 |
| CN107116347A (zh) * | 2017-07-05 | 2017-09-01 | 泰州市东方传动技术有限公司 | 一种贯通轴的加工工艺 |
| JP7188243B2 (ja) * | 2019-04-04 | 2022-12-13 | マツダ株式会社 | ハイポイドギヤの製造方法 |
| US11555225B2 (en) * | 2019-04-26 | 2023-01-17 | Ford Global Technologies, Llc | Methods of manufacturing hypoid gears |
| JP7260787B2 (ja) * | 2019-09-04 | 2023-04-19 | 日本製鉄株式会社 | 円形材の製造方法 |
| CN113084468A (zh) * | 2021-04-08 | 2021-07-09 | 玉环森淼机械有限公司 | 一种三联齿轮的锻造成型方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1305050A (en) * | 1919-05-27 | be all | ||
| BE628367A (zh) * | ||||
| US832380A (en) * | 1904-02-18 | 1906-10-02 | James Hartness | Tap and process of making the same. |
| US1042819A (en) * | 1912-03-04 | 1912-10-29 | Clark W Parker | Method of producing finished tempered gear. |
| US1336493A (en) * | 1915-11-22 | 1920-04-13 | Packard Motor Car Co | Art of making gears |
| US1716637A (en) * | 1927-10-15 | 1929-06-11 | Ford Motor Co | Method of forming gears |
| US2407642A (en) * | 1945-11-23 | 1946-09-17 | Hughes Tool Co | Method of treating cutter teeth |
| US2713277A (en) * | 1950-09-02 | 1955-07-19 | Mullins Mfg Corp | Method of cold forming ring gears |
| GB1242713A (en) * | 1968-05-21 | 1971-08-11 | Brown Gear Ind | A method of producing case-hardened toothed gears |
| GB2013531B (en) * | 1978-01-26 | 1982-02-17 | Brown Gear Ind | Producing case-hardened gears |
| US4272927A (en) * | 1978-04-13 | 1981-06-16 | The Babcock & Wilcox Company | Method of manufacturing a broaching tool |
| JPS6080530A (ja) * | 1983-10-05 | 1985-05-08 | Mitsubishi Motors Corp | 歯車の製造方法 |
| JPS61117014A (ja) * | 1984-11-08 | 1986-06-04 | Toyota Motor Corp | 高強度歯車の製造方法 |
-
1987
- 1987-02-12 US US07/014,429 patent/US4761867A/en not_active Expired - Lifetime
-
1988
- 1988-01-21 CA CA000557083A patent/CA1305316C/en not_active Expired - Lifetime
- 1988-02-02 DE DE3888986T patent/DE3888986T2/de not_active Expired - Fee Related
- 1988-02-02 ES ES88101441T patent/ES2051275T3/es not_active Expired - Lifetime
- 1988-02-02 EP EP88101441A patent/EP0278361B1/en not_active Expired - Lifetime
- 1988-02-08 IN IN109/CAL/88A patent/IN168206B/en unknown
- 1988-02-10 JP JP63029983A patent/JP2662729B2/ja not_active Expired - Fee Related
- 1988-02-11 MX MX010384A patent/MX165981B/es unknown
- 1988-02-12 BR BR8800694A patent/BR8800694A/pt not_active IP Right Cessation
- 1988-02-12 KR KR1019880001340A patent/KR910003988B1/ko not_active IP Right Cessation
- 1988-02-12 CN CN88100761A patent/CN1011122B/zh not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101279417B (zh) * | 2008-05-15 | 2010-10-13 | 宁夏天地奔牛实业集团有限公司 | 重型矿用链轮的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| IN168206B (zh) | 1991-02-16 |
| CA1305316C (en) | 1992-07-21 |
| JP2662729B2 (ja) | 1997-10-15 |
| JPS63251128A (ja) | 1988-10-18 |
| EP0278361A2 (en) | 1988-08-17 |
| ES2051275T3 (es) | 1994-06-16 |
| EP0278361B1 (en) | 1994-04-13 |
| MX165981B (es) | 1992-10-10 |
| KR880010144A (ko) | 1988-10-07 |
| DE3888986D1 (de) | 1994-05-19 |
| BR8800694A (pt) | 1988-10-04 |
| EP0278361A3 (en) | 1990-03-21 |
| US4761867A (en) | 1988-08-09 |
| KR910003988B1 (ko) | 1991-06-20 |
| CN88100761A (zh) | 1988-08-24 |
| DE3888986T2 (de) | 1994-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1011122B (zh) | 制造用于重型驱动轴的环形齿轮的方法 | |
| CN1010838B (zh) | 制造小余量环形齿轮锻件的方法 | |
| CA1298995C (en) | Method for producing a family of forged ring rolling preforms and forging die therefor | |
| US6711817B2 (en) | Hypoid ring gear for differentials and method of producing the same | |
| US4708912A (en) | Sintered metal body with at least one toothing | |
| US6630101B2 (en) | Method for producing powder metal gears | |
| US6134786A (en) | Method for improvement of involute and lead error in powder metal gears | |
| CN107175476A (zh) | 一种汽车同步器输出突缘加工工艺 | |
| CN1018053B (zh) | 偏心阶梯轴的楔横轧工艺 | |
| US6449846B2 (en) | Toothed gear manufacturing method | |
| CN101222990A (zh) | 手工具头的制造方法及其轧机 | |
| CN216729360U (zh) | 输出齿轮轴齿形锻造模具 | |
| RU2080200C1 (ru) | Способ изготовления цельнокатаных колес | |
| Kalashnikov et al. | Low-Waste Production of Conical and Hypoid Gears with Curved Teeth | |
| CN118513795A (zh) | 一种大模数行星轮热精锻成型方法 | |
| CN1135947A (zh) | 应用变位切削及镶圈换齿方法修复大型齿轮 | |
| RU2023526C1 (ru) | Способ изготовления штампованных заготовок инструмента типа дисковых фрез | |
| SU1292892A1 (ru) | Способ изготовлени поковки типа диска со ступицей | |
| CN115592366A (zh) | 用于加工汽车变速箱五档齿轮的冷挤压加工方法 | |
| Ferber | Cold Extruded Parts Get Larger | |
| Clemens | Gear Manufacturing Methods-Forming The Teeth | |
| MXPA99011051A (en) | Method for improving the error of envelope and of passing in metal gears in po |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C15 | Extension of patent right duration from 15 to 20 years for appl. with date before 31.12.1992 and still valid on 11.12.2001 (patent law change 1993) | ||
| OR01 | Other related matters | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |