CN1007215B - 用于制造铸型件的造型装置 - Google Patents
用于制造铸型件的造型装置Info
- Publication number
- CN1007215B CN1007215B CN86101435A CN86101435A CN1007215B CN 1007215 B CN1007215 B CN 1007215B CN 86101435 A CN86101435 A CN 86101435A CN 86101435 A CN86101435 A CN 86101435A CN 1007215 B CN1007215 B CN 1007215B
- Authority
- CN
- China
- Prior art keywords
- compacting chamber
- compacting
- chamber
- assembly
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C11/00—Moulding machines characterised by the relative arrangement of the parts of same
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C11/00—Moulding machines characterised by the relative arrangement of the parts of same
- B22C11/10—Moulding machines characterised by the relative arrangement of the parts of same with one or more flasks forming part of the machine, from which only the sand moulds made by compacting are removed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C15/00—Moulding machines characterised by the compacting mechanism; Accessories therefor
- B22C15/02—Compacting by pressing devices only
- B22C15/08—Compacting by pressing devices only involving pneumatic or hydraulic mechanisms
Abstract
一种利用在一垂直压实板(12)和一垂直摆动板(8)之间压实型砂或其他类似材料的方法来制造铸型件的造型系统。垂直压实板和摆动板是压实室(6)中可动的壁面。摆动板设计成:在完成压实之后,摆动板即可摆开,以便通过压实板(12)的继续前移,使铸型通过压实室而送出。摆动板(8)以轴颈支承于前框架(4)上,前框架借助于一平行于压实室纵向轴的刚性框架结构而与一位于压实室(6)后面的后框架(2)连接起来。
Description
本发明涉及一种用于制造无箱铸型件的造型装置,它可在固定有模板的垂直压实板和固定有模板的垂直摆动板之间将加有粘结剂的型砂或其他类似造型材料压实。垂直压板和垂直摆动板构成压实室的活动壁面。在完成压实操作之后,摆动板可摆开并摆向压实室以便借助压实板沿挤压方向上的继续前移,将铸型运送出压实室,摆动板以轴颈支承在前框架上,前框架与位于压实室后方的拖式框架相连接,拖式框架借助于压实室两侧各一的气缸活塞组合件沿压实室的纵向前后移动。
在这类装置中,从铸型运行的方向看,气缸活塞组合件一直是安装于造型室的后面的,既用于压实板,也用于前框架,因为前框架通过导柱和一拖架或所谓的横向移动组件与后气缸活塞组件连接。由于柱状导向件很长,所述的常用系统是较为复杂的,占地面积很大,就是说是不经济的。
另外,在这类装置中,当型砂在模板之间压实时,由于模型外形不同而使得作用在压实板和摆动板上的张力是“不均衡的”。
本发明的目的是提出一种制造铸型件的装置,该装置采用的气缸活塞组合件使导柱能相对地变短,并由于只有两个导柱采用镶嵌结构所以前框架和拖式框架的连接能形成一刚性框架结构。本发明的另一
个目的是该装置既使由于模型外形不同而使得作用于压实板和摆动板上的张力是“不均衡的”,也可准确地控制摆动板的操作。
这个目的通过本发明所提出的,已在本文开头说明过的造型装置而达到,该装置特征为:前框架和拖式框架是通过沿压实室纵向设置的导柱连接的,导柱中的二根以轴颈支承于连接在压实上的导管之中,而其余导柱则是自由伸展的,压实室两侧各装有一气缸活塞组合件,拖式框架与气缸组合件相连并借助它沿压实室的纵向前后移动。
这样便形成了一刚性结构,因为前、后框架可通过较短的柱状件,刚性地连接起来。这样便可以更好地消除围绕压实室纵向轴上弯曲力和扭矩的影响。确定柱状件长度的前、后框架间的距离,可缩短到等于压实室的长度加前框架上摆动板摆动的距离。
在本发明所提出装置的一优选实施方案中,前框架和拖式框架通过安装于框架四角处的四个导柱连接起来,二个上导柱以轴颈支承在与压实室连接的导向管中,而二个下导柱则是自由伸展的。
这样便可以仅用二个柱体导向件就能可靠地保证二个连接在一起的框架的导向,从而减少了制造和安装费用。另外,压实室的底部可与底部构架形成整体,因为底部构架对二个下导柱既不起支承也不起导向作用。
另外,二个下导柱可比上导柱的横断面积大,也比已知设备中所使用的导柱粗,其他方面尺寸则相似。在两可情况下,下导柱体也可构成一相连在一起的构件。
根据本发明,安置于压实室两侧各一的气缸活塞组合件可以位于压实室的水平对称平面上。
当由框架和导柱组成的借助于对称地安装于压实室两侧的气缸活
塞组合件移动时,由于力的作用点位于后框架上,则可能产生的最大对称应力可保证位于这样的框架中,而该框架不会由于要为摆动板开设中间孔而使其强度减弱。用这种方法,便可在吸收应力的结构件中,用紧凑的尺寸进行操作。另外,气缸所在的位置不会妨碍模板的更换,在前框架中的摆动板也如此。
压实板最好借助一牢固地安装于压实室上的一气缸活塞组合件来进行操作。为此,设置了一种可把集中应力分布在压实室的四周的紧凑结构。同时在前框架和压实板处安装互不相关的气缸活塞组合件可消除液压系统中产生弹性回弹的危险。
根据本发明,压实板活塞可同轴地固定于一固定管的底部,固定管封围住固定在压实板上的气缸从压实室中突伸出来的部分,固定管沿一为通过压实板气缸而设的孔的四周,固定于压实室的后壁面上。
这样,固定管的作用之一就是保护可移动的压实板气缸不与周围物件发生接触,另一作用是作为一牢固的动力传送件。
下面将参照附图对本发明做一详细说明。
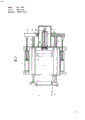
图1所示为根据本发明所提造型装置的简化型式。
图2所示为工作原理图。
图1示意地示出了一种公知类型的压实室6及其四周的刚性框架结构;所述结构包括有前框架4,其上装有一摆动板8,此板通常设计成可安装半个模型,该结构还包括有一后框架2,或称为拖式框架,此框架通过导柱3和5与前框架4连成一体。在图示的实施方案中,两根上导柱3由支承套管9导向,后者牢固地安装在压实室6上。下导柱5的横断面积比上导柱3的大,也没有导向件导向。由前框架4,后框架2,导柱3和5构成一种刚性的箱形结构,借助于牢
固地安装于压实室侧面的气缸活塞机构7,可使此箱形结构沿压实室的纵向前后移动。
以轴颈支承于前框架4的摆动板8,构成了压实室6中一个可动的端壁。另一可动的端壁为压实板12,它在图中所示的实施方案中为一可移动的气缸15,该气缸在其面向摆动板的一端上支承着一个半型,压实板上的半型通过孔11(如图1所示意示出的那样)放置于压实室内部。
作为压实板12的可移动气缸,由活塞14驱动,此活塞固定在固定管1的底部。此管从压实室的后端突出来,并沿压实室后壁的开口周边与压实室连接在一起。在后框架2上,对应固定管1断面积大小开有孔16。
在压实室6中压实之后,借助压实板12继续向前移动,以及摆动板8向上的摆动,将制好的铸型推置于传送带10上。
图2所示为该装置操作的工作原理图。当将二半型各放置于摆动板8和压实板12上之后,压实室由于后框架2退回(借助安装于压实室侧面的气缸活塞组合件7的动作)和压实板12逐步向前运动而闭合。借助安装于压实室侧面的气缸活塞组合件7和位于压实室后壁和固定管1内部的气缸活塞组合件13的操作,使摆动板8和压实板12压紧之后,即可进行人所共知的射砂和压实。在压实之后,即可按前述的方式使铸型从压实室中送推出来。
Claims (4)
1、一种用于制造无箱铸型件的造型装置,它可在固定有模板的垂直压板(12)和固定有模板的垂直摆动板(8)之间将加有粘结剂的型砂或类似造型材料压实,上述垂直压板和垂直摆动板构成压实室(6)的活动壁面,在压实操作之后,摆动板(8)即可摆开并摆向上述压实室,以便借助压实板(12)沿挤压方向上的继续前移,将铸型运送出所述压实室,摆动板(8)以轴颈支承在前框架(4)上,前框架(4)与位于压实室后方的拖式框架(2)是通过沿压实室纵向设置的导柱(3,5)相连接的,其特征在于异柱中的二根以轴颈支承于连接在压实室上的导管(9)之中,在压实室(6)的两侧各装有一气缸活塞组合件(7),拖式框架(2)与气缸活塞组合件(7)相连并借助它沿压实室的纵向前后移动。
2、根据权利要求1所述的造型装置,其特征在于所述框架的形状基本是长方形,导柱设置在框架(2,4)的四角,两个上导柱由支承导管(9)导向,而两个下导柱则是自由伸展的。
3、根据权利要求1所述的造型装置,其特征在于所述设置在压实室(6)侧面的气缸活塞组合件(7)基本上处在压实室(6)的水平对称面上。
4、根据权利要求1或2或3所述的造型装置,其特征在于该装置的压实板(12)是由另一个单独的气缸活塞组件(13)推动的,该装置的拖式框架(2)设有一开口,以便从压实室(6)后壁突出的固定管(1),从该开口穿过,所述装置的特征在于气缸活塞组合件(13)中的活塞14与固定管(1)同轴地固定在该管的底部,所述固定管(1)封围住固定在压实板上的气缸(15)从压实室(6)中突伸出来的部分,所述固定管(1)沿一为通过压实板气缸(15)而设的孔的四周,固定于压实室(6)的后壁上。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK19/86 | 1986-01-03 | ||
| DK001986A DK1986A (da) | 1986-01-03 | 1986-01-03 | Formeanlaeg til fremstilling af stoebeformparter |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN86101435A CN86101435A (zh) | 1987-07-08 |
| CN1007215B true CN1007215B (zh) | 1990-03-21 |
Family
ID=8088830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN86101435A Expired CN1007215B (zh) | 1986-01-03 | 1986-03-07 | 用于制造铸型件的造型装置 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US4721148A (zh) |
| EP (1) | EP0231741B1 (zh) |
| JP (1) | JPS62160207A (zh) |
| KR (1) | KR900007113B1 (zh) |
| CN (1) | CN1007215B (zh) |
| AT (1) | ATE51547T1 (zh) |
| BR (1) | BR8606532A (zh) |
| DE (1) | DE3762093D1 (zh) |
| DK (1) | DK1986A (zh) |
| ES (1) | ES2015272B3 (zh) |
| GR (1) | GR3000555T3 (zh) |
| IN (1) | IN165691B (zh) |
| SU (1) | SU1627079A3 (zh) |
| UA (1) | UA6326A1 (zh) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU3810099A (en) * | 1999-05-17 | 2000-12-05 | Georg Fischer Disa A/S | Apparatus for producing casting mould parts and comprising auxiliary guide columns |
| DE69905624T2 (de) * | 1999-06-09 | 2003-12-18 | Disa Ind As Herlev | Herstellungsverfahren für das schwingplatten-lagerungssystem in einer formanlage und formanlage mit diesem schwingplatten-lagerungssystem |
| ES2199005B1 (es) * | 1999-06-09 | 2005-04-01 | Georg Fischer Disa A/S. | Metodo de construccion del sistema de soporte de placa oscilante en una maquina de moldeo de colada continua mediante fundicion en arena y maquina de moldeo de colada continua con sistema de soporte de placa oscilante construido de acuerdo con dicho metodo. |
| ES1046114Y (es) | 2000-02-09 | 2001-06-01 | Loramendi Sa | Dispositivo de leva para la extraccion y abatimiento del plato drontal en una maquina de moldeo vertical de motas. |
| DE60005717T2 (de) * | 2000-03-31 | 2004-07-29 | Disa Industries A/S | Vorrichtung zur herstellung von giesskokillenteilen |
| JP4310514B2 (ja) * | 2003-06-02 | 2009-08-12 | 株式会社コーヨー | 鋳型の造型供給装置及びその方法 |
| DK2357050T3 (da) * | 2010-02-10 | 2013-01-02 | Loramendi S Coop | Formemaskine til kasseløs formning |
| DK2999560T3 (da) * | 2013-05-21 | 2019-05-27 | Loramendi S Coop | Maskine til fremstilling af sandforme |
| CN110090931A (zh) * | 2019-06-17 | 2019-08-06 | 保定锐泓机械制造有限公司 | 一种双向垂直分型造型装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3802486A (en) * | 1972-01-13 | 1974-04-09 | S Otaki | Device for shaping sand molds in casting machine |
| DE2418052A1 (de) * | 1974-04-13 | 1975-10-30 | Otaki Shigeji | Formmaschine |
| DK136519B (da) * | 1974-09-05 | 1977-10-24 | Dansk Ind Syndikat | Anlæg til fremstilling af støbeforme bestående af ens formparter. |
| DK143254C (da) * | 1979-06-01 | 1981-12-07 | Dansk Ind Syndikat | Apparat til fremstilling af stoebeformparter ved komprimering af sand eller lignende materiale mellem en presseplade og en modtryksplade |
| DK392681A (da) * | 1980-09-06 | 1982-03-07 | M Achinger | Formmaskine til fremstilling af kasseloese forme |
| US4437507A (en) * | 1981-08-11 | 1984-03-20 | Seeley Robert J | Molding machine |
| SU1060297A1 (ru) * | 1982-07-21 | 1983-12-15 | Всесоюзный конструкторско-технологический институт строительного и дорожного машиностроения | Машина дл изготовлени безопочных литейных форм |
-
1986
- 1986-01-03 DK DK001986A patent/DK1986A/da not_active Application Discontinuation
- 1986-02-18 JP JP61032096A patent/JPS62160207A/ja active Granted
- 1986-03-07 CN CN86101435A patent/CN1007215B/zh not_active Expired
- 1986-12-23 US US06/945,590 patent/US4721148A/en not_active Expired - Lifetime
- 1986-12-30 KR KR1019860011615A patent/KR900007113B1/ko not_active IP Right Cessation
- 1986-12-31 UA UA4028767A patent/UA6326A1/uk unknown
- 1986-12-31 BR BR8606532A patent/BR8606532A/pt not_active IP Right Cessation
- 1986-12-31 SU SU864028767A patent/SU1627079A3/ru active
-
1987
- 1987-01-01 IN IN01/CAL/87A patent/IN165691B/en unknown
- 1987-01-02 AT AT87100019T patent/ATE51547T1/de not_active IP Right Cessation
- 1987-01-02 ES ES87100019T patent/ES2015272B3/es not_active Expired - Lifetime
- 1987-01-02 DE DE8787100019T patent/DE3762093D1/de not_active Expired - Lifetime
- 1987-01-02 EP EP87100019A patent/EP0231741B1/en not_active Expired - Lifetime
-
1990
- 1990-06-13 GR GR90400373T patent/GR3000555T3/el unknown
Also Published As
| Publication number | Publication date |
|---|---|
| KR870006936A (ko) | 1987-08-13 |
| ES2015272B3 (es) | 1990-08-16 |
| EP0231741B1 (en) | 1990-04-04 |
| JPS62160207A (ja) | 1987-07-16 |
| US4721148A (en) | 1988-01-26 |
| UA6326A1 (uk) | 1994-12-29 |
| SU1627079A3 (ru) | 1991-02-07 |
| IN165691B (zh) | 1989-12-16 |
| DK1986D0 (da) | 1986-01-03 |
| JPH0224641B2 (zh) | 1990-05-30 |
| DK1986A (da) | 1987-07-04 |
| KR900007113B1 (ko) | 1990-09-29 |
| BR8606532A (pt) | 1987-06-02 |
| GR3000555T3 (en) | 1991-07-31 |
| CN86101435A (zh) | 1987-07-08 |
| ATE51547T1 (de) | 1990-04-15 |
| EP0231741A2 (en) | 1987-08-12 |
| DE3762093D1 (de) | 1990-05-10 |
| EP0231741A3 (en) | 1987-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1007215B (zh) | 用于制造铸型件的造型装置 | |
| CN105666634B (zh) | 重竹方料的自动生产系统 | |
| KR20100016391A (ko) | 무틀식 조형기 | |
| RU2177876C2 (ru) | Установка для поточного изготовления бетонных изделий | |
| US3397735A (en) | Pull and spray station for centrifugal casting machine | |
| EP0285582B1 (en) | A trash pick-up truck | |
| RU97107022A (ru) | Установка для поточного изготовления бетонных изделий | |
| US6481488B1 (en) | Apparatus for producing casting mould parts and comprising auxiliary guiding means | |
| JPS5841184B2 (ja) | ネツカソセイゴウセイザイリヨウカラナル チユウクウブツタイオセイゾウ スルタメノ ソウチ | |
| EP3747569A1 (en) | Sand core making machine with improved electrical control | |
| CN219928077U (zh) | 一种侧式装箱机的推料装置 | |
| JPH03344Y2 (zh) | ||
| CN108749124A (zh) | 一种包装盒自动压装线 | |
| JPH0366057B2 (zh) | ||
| CN218699864U (zh) | 一种自动方木桩盖板生产设备 | |
| JPS5855095Y2 (ja) | クロ−ラ式建設機械 | |
| SU1759539A1 (ru) | Правильно-т нуща секци машины непрерывного лить заготовок | |
| JPS6217122Y2 (zh) | ||
| JPH0133238Y2 (zh) | ||
| SU1726115A1 (ru) | Кокильна машина | |
| CN105537550B (zh) | 一种浇铸工装 | |
| SU1666271A1 (ru) | Устройство дл выталкивани слитка из изложницы | |
| JPS5557359A (en) | Pouring device of continuous casting and rolling equipment | |
| CS217527B1 (cs) | Forma na výrobu prostorových dílců | |
| ES250605U (es) | Dispositivo colector mecanico, de doble efecto, perfecciona-do |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CX01 | Expiry of patent term |