CN100406200C - 含有磨粒和聚合反应产物的磨具 - Google Patents
含有磨粒和聚合反应产物的磨具 Download PDFInfo
- Publication number
- CN100406200C CN100406200C CNB028105265A CN02810526A CN100406200C CN 100406200 C CN100406200 C CN 100406200C CN B028105265 A CNB028105265 A CN B028105265A CN 02810526 A CN02810526 A CN 02810526A CN 100406200 C CN100406200 C CN 100406200C
- Authority
- CN
- China
- Prior art keywords
- grinding tool
- saturated
- free radical
- described grinding
- abrasive particle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
- B24D3/32—Resins or natural or synthetic macromolecular compounds for porous or cellular structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
- B24D3/342—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties incorporated in the bonding agent
- B24D3/344—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties incorporated in the bonding agent the bonding agent being organic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
- C08G18/4825—Polyethers containing two hydroxy groups
Abstract
包含磨粒(26)和聚合物材料(24)的磨具,以及制备和使用此磨具的方法,所述聚合物材料例如是饱和多元醇、饱和多异氰酸酯和自由基源物质等组分的聚合反应产物。
Description
发明领域
本发明涉及含有磨粒和聚合材料的磨具,所述聚合材料例如是饱和多元醇、饱和多异氰酸酯和自由基源物质这些组分的聚合反应产物。
发明背景
含有涂敷在有机蜂窝状或泡沫状基底(例如聚氨酯)上或分散于其中的磨粒的磨具是广为人知的。这种磨具的例子包括垫、片、盘和轮的形式[例如,见美国专利2780533(Hurst)、2885276(Upton,Jr.)、2972527(Upton,Jr.)、和3252775(Tocci-Guilbert)]。这些磨具已经用来研磨许多工件,包括金属和木材。它们也适用于从粗尺寸加工(如“打磨”)到精加工(如抛光和磨光)的研磨加工。
包含分散和/或粘附着于聚氨酯蜂窝或泡沫基底上的磨粒的磨具,已经用于,例如,给金属(例如钢、不锈钢、铝、钛或钛合金)基底提供最终的优良表面光洁度,这些基底用于各种用途。在对这些基底精加工时,人们希望能够反复地、一点一点地给金属表面提供光洁度,能够适应金属表面的设计特点,并且在成品金属表面上不留下残余的磨具材料(“沾污”)。现在的泡沫材料磨具不能同时满足这些要求。
发明概述
本发明提供包含磨粒和聚合材料的磨具(例如磨轮)。本发明的优选磨具包括含有磨粒与饱和多异氰酸酯和自由基源物质(例如过氧化物)的聚合反应产物的磨具。
本发明的磨具还包括含有磨粒和聚合材料的磨具,所述聚合材料包含由饱和多元醇、饱和多异氰酸酯和自由基源物质(例如过氧化物)所制备的饱和聚氨酯。
虽然不想拘泥于理论解释,但可认为,异氰酸酯官能团(官能度大于等于2)(例如多异氰酸酯)与可跟异氰酸酯官能团反应且官能度大于等于2(例如多元醇)的材料(例如羟基官能团材料)之间的反应产物是聚氨酯。作为一个通类,这里所说的“聚氨酯”包括真聚氨酯、真聚脲、聚脲氨酯和聚氨酯脲。异氰酸酯官能材料与可跟异氰酸酯官能团反应的材料在当量上变化相当宽。这样,所述反应的化学计量是基于异氰酸酯指数(异氰酸酯官能团的当量数除以可跟异氰酸酯反应的官能团的当量数,乘以100)的,所以异氰酸酯指数为100意味着化学计量是平衡的(即一个异氰酸酯官能团有一个可与异氰酸酯官能团反应的官能团)。对于本发明的优选磨具,每100份饱和多元醇和饱和异氰酸酯的聚合反应产物有2份自由基源物质和20份磨粒(所述份以重量计)。
本发明的磨具较好包含一个基底,其中有空隙遍布率。所述空隙可以是彼此分隔(即“封闭空隙”)和/或相互贯通的(即“开放空隙”)。聚合物基底可以是壳性或刚性的。此外,本发明的磨具较好具有至少25%的空隙体积,更好具有至少50%的空隙体积,其中空隙体积百分数是个计算值,等于磨具制品体积减去各组分材料的固体体积之和,除以磨具体积,再乘以100%。
另一方面,本发明的磨具较好还包含润滑剂[例如脂肪酸的金属盐、固体润滑剂、脂肪酸酯、矿物油和石蜡、以及聚(二甲基硅氧烷)树脂]。
另一方面,本发明提供一种制造磨具的方法,它包括:
由饱和多元醇、饱和多异氰酸酯、自由基源物质和磨粒混合形成一可固化组合物;
固化上述可固化组合物,形成磨具。
另一方面,本发明提供一种对表面研磨的方法,它包括:
提供本发明的磨具,所述磨具具有外表面;
使磨具的至少一部分外表面与工件表面摩擦接触;
移动磨具的至少一部分外表面或工件表面,使其彼此相对运动,从而对工件表面的至少一部分表面进行研磨。该方法可以包括使用一种抛光化合物的使用,所述抛光化合物在磨具的至少一部分外表面上。
本发明实施方案的磨具具有弹性,贴合性强,重量轻。本发明的优选磨轮可平稳运转,比常规磨轮在研磨时振动。而且,本发明的优选磨轮比常规磨轮使用的磨粒材料少。本发明的优选磨具在使用中也不易“沾污”。当工件与磨具因接触而变得足够热时,磨具的一部分会变软,然后转移到工件上,这样就出现了沾污,这通常是不利的。
附图简要说明
图1是本发明一个磨轮的透视图。
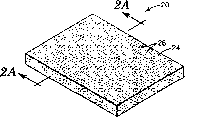
图2是本发明一个磨块的透视图。
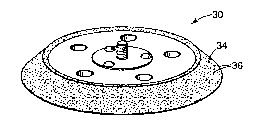
图3是本发明一个磨盘的透视图。
图4是实施例2和比较例D的正切δ曲线图。
本发明详述
磨具可以是本领域已知各种形状和构形中的任何一种,包括轮、块、盘和带。试看图1,本发明的磨轮10包括内环芯子12、聚氨酯(例如由饱和多元醇、饱和多异氰酸酯和自由基源物质这几种组分发生聚合反应形成的产物)14和磨粒16。在图2和2A中,本发明的磨块20包含聚氨酯24、磨粒26和空隙28。此外,例如,图3示出了本发明的磨盘30,它包括可粘附着的底板31、聚氨酯34和磨粒36。
较好的是,多异氰酸酯和多元醇这两种组分提供的异氰酸酯指数在80-120之间,自由基源物质对于饱和多元醇和饱和多异氰酸酯聚合反应产物的重量比在1∶1000-1∶10之间(较好在1∶100-1∶20之间)。
-饱和多元醇
这里所用的“饱和多元醇”(或者“非烯式多元醇”)是指羟基官能度至少为2的羟基官能材料,它在经典的不饱和性溴试验中呈阴性反应,即在溴的水溶液中滴加所述多元醇时不能引起快速脱色。合适的饱和多元醇包括聚酯多元醇和聚醚多元醇。适用的聚酯二元醇包括那些基于二酸如己二酸、戊二酸、邻苯二甲酸与二元醇如乙二醇、1,2-丙二醇、1,3-丙二醇、1,4-丁二醇、二乙二醇、新戊二醇、1,6-己二醇和二丙二醇发生缩合反应形成的醇。适用的聚酯三醇包括那些基于上述两种酸与三元醇如三羟甲基丙烷或甘油进行缩合反应形成的醇。其他适用的聚酯多元醇包括聚己内酰胺多元醇,它基于γ-己内酰胺与二和三官能引发剂的聚合反应;聚醚二元醇如聚乙二醇、聚丙二醇、聚丁二醇及其共聚物和混合物;含有三官能引发剂如丙三醇或三羟甲基丙烷的聚丙二醇三醇。合适的饱和多元醇还包括这样的多元醇,其链上延伸有少于化学计量的双官能异氰酸酯,从而得到羟基官能低聚物。
饱和多元醇的其他例子,包括短链二元醇和三元醇,如乙二醇、二乙二醇、二丙二醇、1,4-丁二醇、1,4-二环己烷二甲醇;新戊二醇、1,6-己二醇、氢醌二(2-羟乙基)醚、间苯二酚二(2-羟乙基)醚、三羟乙胺。这些短链二元醇和三元醇可与,例如,长链多元醇组合使用,用以改善机械性质。此外,可在多元醇中加入胺进行改性。这种胺的例子包括那些以商品名“ETHACURE 100”和“ETHACURE 300”从Albenarle Corp.Baton Rouge,LA购得和以商品名“VERSALINK 1000”从Air Products,Allentown,PA购得的胺。
适合用来制备本发明磨具的饱和多元醇来源在本领域是已知的,例如,以商品名“MILLOXANE 7209A”从Polyurethane Corporation of America(Polyurethane Specialties Company),Inc.Lyndhurst,NJ购得、作为预配泡沫体系一部分的醇。这里所说的“预配”是指不仅包含主反应性组分,还包含优选用来产生所需聚合反应产物的辅料如稳定剂、催化剂和发泡剂的组合物。
-饱和多异氰酸酯
这里所用的“饱和多异氰酸酯”(或“非烯式多异氰酸酯”)是指异氰酸酯官能度至少为2的异氰酸酯官能材料,当异氰酸酯官能团与三甲胺和乙醇反应,进一步使异氰酸酯失活后,该材料在经典的不饱和性溴试验中呈阴性反应,即在溴的水溶液中滴加所述多元醇时不能引起快速脱色。就本发明目的而言,不把芳族异氰酸酯看作不饱和的。合适的多异氰酸酯包括这样一些,它们基于二苯基甲烷4,4’-二异氰酸酯(4,4MDI)、二苯基甲烷2,4’-二异氰酸酯(2,4MDI)、二苯基甲烷2,2’-二异氰酸酯(2,2MDI)和它们的混合物,以及其低聚物和改性形式如碳二亚胺、脲基甲酸酯,以及它们与多元醇完全或部分反应形成的预聚物和假预聚物,单独得到含异氰酸酯官能团的氨酯低聚物或同时得到自由异氰酸酯,还有基于甲苯2,4-二异氰酸酯(2,4TDI)、甲苯2,6-二异氰酸酯(2,6TDI)及二者混合物的异氰酸酯;它们与多元醇完全或部分反应形成的预聚物和假预聚物,单独得到含异氰酸酯官能团的氨酯低聚物或同时得到自由异氰酸酯。
用来制备本发明的磨具的饱和多异氰酸酯来源在本领域是已知的,例如,名为“MILLOXANE 7209B”购自Polyurethane Corporation of America(Polyurethane Specialties Company),Inc.的商品,作为预配泡沫体系的一部分。此体系还包含商品名为“MILLOXANE 7209A”的饱和多元醇。
-自由基源物质
合适的自由基源物质包括有机过氧化物、偶氮化合物和过硫酸盐。由光化学或致电离辐射产生的自由基也可用来制备尺寸适当小或具有效透明性的磨具。用来制备本发明磨具的优选自由基源物质包括过氧化物、偶氮化合物、过硫酸盐和它们的组合。这种自由基源物质以及它们的商业来源在本领域是已知的。其他合适的自由基来源对于本领域的熟练技术人员,在过本说明书后将是显而易见的。自由基源物质物质的优选量在约0.1%-10%(更宜在约1%-5%之间),所述量以饱和多元醇和饱和多异氰酸酯的聚合反应产物重量为基准。
合适的有机过氧化物,包括过氧化异丁酸叔丁酯;过氧化乙酰;过氧化月桂酰;过氧化苯酰;过氧化对氯苯酰;过氧化羟庚基;过氧化环己酮;二过氧邻苯二甲酸二叔丁酯;过氧乙酸叔丁酯;过氧化苯甲酸叔丁酯;过氧化二枯基;氢过氧化叔丁基;过氧化甲乙酮;过氧化二-叔丁基;氢过氧化蒎烷;过氧化枯烯;叔丁基过氧-2-乙基己酸酯;1,1’-二(叔丁基过氧)-3,3,5-三甲基环己烷;2,5-二甲基-2,5-二(叔丁过氧)己烷;2,5-二氢过氧化2,5-二甲基己烷;联十六烷基过氧二碳酸酯;二(4-叔丁基环己基)过氧二碳酸酯;过氧化新戊酸叔丁酯。
合适的偶氮化合物,包括2,2’-偶氮二(4-甲氧基-2,4-二甲基戊腈);二氢氯化2,2’-偶氮(2-脒丙烷);2,2’-偶氮二(2,4-二甲基戊腈);2,2’-偶氮二(异丁腈);2,2’-偶氮二(2-甲基丁腈);1,1’-偶氮二(1-环己烷腈);2,2’-偶氮二(甲基异丁腈)。
合适的过硫酸盐引发剂包括过硫酸钾、钠或铵,可单独使用,也可与还原剂如重亚硫酸盐组合使用。
适合于制备本发明磨具的磨粒,包括熔凝氧化铝(包括白熔凝氧化铝、热处理氧化铝和棕色氧化铝)、碳化硅(包括绿色碳化硅)、碳化硼、碳化钛、金刚石、立方氮化硼、石榴石、硅藻土(微晶SiO2)、氧化铬、氧化铈、熔凝氧化铝-氧化锆和溶胶-凝胶衍生的磨粒等。所述溶胶-凝胶衍生的磨粒可以是加晶种的,也可以是不加晶种的。类似地,溶胶-凝胶衍生的磨粒可以是任意形状的,也可以具有一定形状,如棒状或三角形。溶胶-凝胶衍生的磨粒的例子包括下列美国专利所述的颗粒:4314827(Leitheiser等人)、4518397(Leitheiser等人)、4623364(Cottrigner等人)、4744802(Schwabel)、4770671(Mornroe等人)、4881951(Wood等人)、5011508(Wald等人)、5090968(Pellow)、5139978(Wood)、5201916(Berg等人)、5227104(Bauer)、5366523(Rowenhorst等人)、5429647(Larmie)、5498269(Larmie)和5551963(Larmie)。通过使用氧化铝粉末作原料制备的烧结氧化铝磨粒,其进一步详情也可见美国专利,例如5259147(Falz)、5593467(Monroe)和5665127(Moltgen)。其他合适的磨粒在本领域熟练技术人员看过本发明后将显而易见。
本发明的磨具可包含100%的一种特定类型和/或级别的磨粒,或者它们的混合物。如果磨粒是混合的,则组成该混合物的不同类型的磨粒可以是相同粒度的,也可以具有不同的粒度。
磨粒也可以以团粒的形式存在。磨粒的团粒中通常包含许多磨粒、一种粘合剂和可用的添加剂。所述粘合剂可以是有机物和/或无机物。磨粒的团粒可有任意形状,或者具有一定形状,可以是块、圆柱、棱锥、硬币状、立方形等。磨粒团粒的尺寸通常在约4-15000微米之间,通常在约600-1200微米之间。有关磨粒团粒的其他细节可见美国专利,如4311489(Kressner)、46522785(Bloecher等人)、4799939(Bloecher等人)、5549962(Holmes等)和5975988(Christianson),以及待审美国专利申请09/688486,09/688484、09/688444(提交于2000年10月16日)和09/862357(提交于2001年5月22日)。
一种优选类型的有机粘合磨粒的团粒是由磨粒和可辐射固化的可聚合粘合剂前体形成的,它基本上具有恒定的截面积,破碎强度大于1磅(例如,见提交于2000年10月16日的待审美国专利申请09/688486、09/688484和09/688444)。
本发明的磨具还可包含稀释颗粒,如大理石、石膏、燧石、氧化硅、氧化铁、硅酸铝和玻璃(包括玻璃泡和玻璃珠)。例如,磨具中稀释颗粒与磨粒的比例在2%-50%(重量)之间。
用来制备本发明磨具的润滑剂的例子,包括脂肪酸金属盐(例如硬脂酸锂、硬脂酸锌)、固体润滑剂[例如,(聚)四氟乙烯(PTFE)、石墨和二硫化钼]、矿物油和石蜡、羧酸酯(例如硬脂酸丁酯)、聚(二甲基硅氧烷)树脂,以及它们的组合。这些润滑剂以及它们的商业来源在本领域是已知的。其他合适的润滑剂在本领域技术人员看过本发明之后将显而易见。
成泡剂,亦称“发泡剂”,也可用来帮助形成本发明的磨具。通常,预配饱和多元醇除包含其他成分外,还包含足够的发泡剂,使组合物中生成泡沫。如果需要高空隙体积的泡沫材料,可以加入额外或其他发泡剂,如水、低沸点液体(如环戊烷)和分解后能生成气体的化学试剂(例如,偶氮化合物如偶氮二腈)。也可以采用替代方法或附加方法,例如,通过紊流混合或发泡加入空气(或其他环境气体)。
可用来制备本发明磨具的其他可用的添加剂包括颜料(如二氧化钛或氧化铁)、聚合反应催化剂(如二月桂酸二丁基锡,叔胺等)、泡沫稳定剂(例如表面活性剂如硅氧烷嵌段共聚物)、热稳定剂或UV稳定剂或抗氧化剂、和/或研磨助剂。
用来制备本发明磨具的研磨助剂的例子,包括石蜡、有机卤化物、卤盐和金属。这些研磨助剂及其商业来源在本领域是已知的。其他合适的研磨助剂在本领域熟练技术人员看过本发明后将显而易见。所述有机卤化物通常在研磨过程中会分解,放出卤酸或气体卤化物。这些材料的例子包括氯化石蜡,如四氯萘、五氯萘和聚氯丙烯。卤盐的例子包括氯化钠、冰晶石钾、冰晶石钠、冰晶石铵、四氟硼酸钾、四氟硼酸钠、氟化硅、氯化钾和氯化镁。金属的例子包括锡、铅、铋、钴、锑、镉、铁和钛。其他研磨助剂包括硫、有机含硫化合物、石墨和金属硫化物。组合使用不同研磨助剂也在本发明的范围之内。优选的研磨助剂是冰晶石,最优选的研磨助剂是四氟硼酸钾(KBF4)。
通常,饱和多元醇与自由基源物质和可用的添加剂如润滑剂混合,接着加入磨粒和可用的添加剂如颜料并混合。最后加入并混合的成分通常是饱和多异氰酸酯。不过,其他混合顺序也可以用。磨粒和可用的添加剂如润滑剂可分散在饱和多元醇中,例如,使用混合器,如以商品名“DISCPERSER MIXER”从Morehouse-COWLES,Fullerton,CA购得的混合器。
各组分也可以用例如连续搅拌器混合在一起,各组分流可通过计量装置定量加入(例如用齿轮泵打入搅拌器)。搅拌器中较好有高剪切搅拌桨。连续搅拌器,例如,可以商品名“FFH MIXER”购自Edge Sweets Company,GrandRapids,MI。饱和多元醇和可用的非磨料添加剂可用例如泵连续计量加入连续搅拌器,该泵可以商品名“ZENITH GEAR PUMP”购自Zenith Products Division,Sanford,NC。饱和多元醇和可用的添加剂如润滑剂或研磨添加剂也可用例如泵连续地计量加入连续搅拌器,该泵可以商品名“MOYNO PROGRESSIVE CAVITYPUMP”(Model FC2C SSE3 DAA)购自Moyno,Inc.Springfield,OH。也可以在加入磨粒时磨料与泵的部件的接触最小。例如,磨粒可以用单螺旋或双螺旋体积进料器连续地直接计量加入连续搅拌器,而不是将其预混合在饱和多元醇中,所述进料器可以商品名“K-TRON TWIN SCREW VOLUMETRIC FEEDER”(ModelT 35)购自K-Tron International,Inc.Pitman NJ。多异氰酸酯可用例如泵连续地计量加入连续搅拌器,所述泵可以商品名“ZENITH GEAR PUMP”购自ZenithProducts Division,Sanford,NC。
磨具一般可利用本领域已知技术形成,包括使用模子。例如,用来制备磨轮的合适模子包括具有合适直径和高度的环,它具有顶部和低部密封表面(模板),通过顶板和底板中心的塑孔栓。合适的模子,包括制造模子的材料(例如,金属、硬纸板、玻璃纤维、酚醛树脂和塑料),在本领域中是已知的。隔离衬垫(例如硅酮涂层纸)可用来帮助从模子中取出磨具。
饱和多元醇/饱和多异氰酸酯/自由基源物质等的混合物在固化过程中通常会膨胀。在选择和填充模子时应当考虑这种膨胀,以及磨具的所需空隙体积或密度。
虽然不想拘泥于理论解释,但可以认为,磨具的肖氏硬度受到磨粒与聚合物比例(AG/P)的显著影响,这里所用的聚合物是指多异氰酸酯和多元醇的聚合反应产物。肖氏硬度等级从软材料的肖氏硬度A到硬材料的肖氏硬度D。对于本发明的优选制品,肖氏硬度A指示的是蜂窝状聚合材料的贴合性和硬度。本发明磨具的柔性和研磨性能可以调节,例如调节磨粒与聚合物比例。例如,AG/P比例达到约0.33通常得到的是柔性蜂窝聚合物材料,但磨削速度相对较低。AG/P比例达到约0.5或更大通常得到的是较硬的聚合物材料,磨具表现出相对较低的贴合性和相对较高的磨削流量。
本发明的磨具的密度宜为至少0.1g/cm3,更宜在0.1-0.6g/cm3之间,肖氏硬度A至少为10,更宜在10-50之间。
对于包含细等级磨粒(通常为ANSI 400和更细)的磨具,磨粒通常位于聚合物材料的空隙壁中。此外,可以认为位于空隙壁中的磨粒起填充剂的作用,并使所得泡沫材料刚性提高。
若是封闭模子(即加入泡沫前体,然后将模子密封)形成磨具,对模子加料太多会减小空隙体积,会导致磨具密度增加,并整体降低泡沫材料的贴合性。
饱和多元醇/饱和多异氰酸酯/自由基源物质等的混合物通常经加热固化。一般地,固化发生在两个独立阶段,分别称为“固化”和“后固化”。首先,将该混合物在模子中维持在第一温度时进行固化(即基本上通过饱和多元醇与饱和多异氰酸酯的反应形成)。随后,在高于第一温度的第二温度下加热磨具,完成第二阶段的固化(即后固化)。在第二温度下,自由基源物质提供了进一步的固化作用,使磨具更适合可使用。第二温度要足够高,并维持足够时间,使自由基源物质分解,使第二阶段的固化基本完成。例如,该混合物通常加热到约25°-100℃范围内(或比自由基源物质的分解温度低50℃的温度),并在该温度维持数分钟至数小时(更常见的是约45-60分钟)。
在金属顶模板和底模板上使用一次性模子环和隔离内衬属于本发明范围的内容。例如,螺旋缠绕的硬纸板管可用作一次性模子环。可将此管子置于底模板中央,让反应性组合物沉积在管子内部,顶模板放在管子的顶部,夹好,使得到的模子装置牢牢地固定住。这种模子装置可在相对较短的拆模时间前完成部分固化,然后将位于硬纸板管内部的部分固化制品从模子装置中取出,再进一步固化。
本发明的磨具在使用前进行修整(即除去制品的外皮层)。
本发明磨具宜具有在约-60-50℃范围内(更宜在约0-40℃范围内)的玻璃转变温度Tg(如后面实施例2和比较例D中对于磨轮所描述的那样进行测定)。Tg在优选范围之外的磨轮虽然可以用,但往往具有更多的不利性质,如研磨时会振动。此外,例如Tg低于约-20℃的磨轮相对更具弹性,而Tg高于约50℃的磨轮相对更具刚性。Tg在优选范围之内的磨轮具有较好贴合性,显示出有利的振动阻尼特性(即它们在使用中不会振动)。本发明的优选磨具在使用中还不易“沾污”。虽然不想拘泥于理论解释,但可认为,自由基源物质的存在可促进聚合物链之间的交联,从而改善聚合物材料的热性质(例如,更好的高温性能,降低沾污)。此外发现,加入自由基源物质如过氧化物,可扩大Tg范围,使磨具的性能特征在更宽的温度范围内得到改善。例如,本发明的优选磨具比常规磨轮运行起来更平稳,振动更少。进一步加入润滑剂可进一步改善其性能。例如,加入润滑剂可进一步减少或消除沾污现象。
本发明磨具可干磨,也可湿磨。湿磨时,所加液体的提供形式可以从轻洒到完全浸没。常用液体的例子有:水、水溶油、有机润滑剂和乳浊液。液体可以减少研磨时产生的热量并/或起润滑剂的作用。液体中可包含少量添加剂,如杀菌剂、消泡剂等。本发明的磨具可以与外加的磨料化合物一起使用,如抛光化合物或磨光化合物。
本发明的磨具可用来研磨工件,如铝或铝合金、碳钢、低碳钢、工具钢、不锈钢、硬钢、黄铜、钛、玻璃、陶瓷、木材、木质材料、塑料、油漆、涂漆表面、有机涂层表面等。
下面的一些实施例将进一步阐明本发明的优点和实施方式,但是这些实施例中所述的具体材料及其用量,以及其他条件和细节,不应误解为对本发明的不当限制。所有份和百分数都是指重量份和重量百分数,除非另行指出。
实施例
实施例1
一个磨轮如下制造。将150克预配饱和多元醇(以商品名“MILLOXANE7209A”购自Polyurethane Specialties Company Inc.Lyndhurst,NJ)、15克硬脂酸锂润滑剂粉末和6克过氧化辛酸叔丁酯(热活化自由基源物质,以商品名“TRIGONOX 21-OP050”购自AKZO Chemicals,Inc.Pasedena,TX)制成混合物。用常规实验室用三叶式空气马达搅拌器高速剧烈搅拌该混合物。
当硬脂酸锂充分分散后,将150克预配饱和多异氰酸酯(以商品名“MILLOXANE 7209B”购自Polyurethane Specialties Company Inc.Lyndhurst,NJ)在不搅拌的情况下加入混合物,然后加入60克平均粒径为14.7微米的绿色碳化硅(这里平均粒径是指Dv50%,用Multisizer测定)(以商品名“GC800”购自Fujimi Corporation,Elmhurst,IL)。然后用空气马达搅拌器高速搅拌20秒钟,使这些后进入组分与原来的混合物均匀混合。此泡沫体系的膏化时间约为21秒,使它有足够时间混合而不会立即发生反应。
将得到的混合材料迅即尽可能完全地转移到钢模中,所述钢模具有直径为20.6cm(8.125英寸)、深5.1cm(2英寸)的模腔,在底部有隔离衬垫。在模子中心放置一个直径为7.6cm(3英寸)、重约100克的玻璃纤维芯子。将模子预加热到54℃(130°F)。“混合的”材料均匀分布在模子中,加上另一个隔离衬垫,将模子盖紧,使之在组分反应期间保持密闭。将装了材料的模子置于加热到54℃(130°F)的炉子中。1小时后,将得到的磨轮从模子中取出,置于加热到110℃(230°F)的炉子中3小时。得到的磨轮厚5.1cm(2英寸),内径7.6cm(3英寸),外径20.6cm(8.125英寸)。磨轮重467克,AG/P比为0.2,密度为0.25g/cm3(4.2g/in3),肖氏A硬度值为29-31,空隙体积为80.5%。
用一磨具修整此磨轮的工作表面,除去磨轮上的表皮。
将一个实施例1制备的磨轮安装在变速机床(以商品名“HAMMONDPOLISHING AND BUFFING LATHE”购自Harnmond Roto-Finish,Kalamazoo,MI)上。在旋转的实施例1磨轮的周面上局部涂敷一薄层的钢磨光化合物(以商品名“HIGH COLORING GRADE”购自Foraamx,Detroit,MI;产品#515106-DR)。用手的压力(约等于1.4-2.3千克(约3-5磅)的荷载)使一钛工件(高尔夫球棒的头)与旋转磨轮(1800RPM(约3770SFPM))在工件的不同部分接触约3-5秒。得到了非常好的、像镜子一样光洁度。
实施例2
实施例2磨轮如实施例1所述进行制备,不同的是在混合物中加入水,为的是产生低密度泡沫材料,并且混合物含有102克预配饱和多元醇(“MILLOXANE 7209A”)、122.2克预配多异氰酸酯(“MILLOXANE 7209B”)、45克平均粒径为14.7微米的绿色碳化硅(Dv50%,“GC800”)、11.2克硬脂酸锂润滑剂粉末和4.5克过氧化辛酸叔丁酯(“TRIGONOX 21-OP050”)和0.77克去离子水。
得到的磨轮厚5.1cm(2英寸),内径7.6cm(3英寸),外径20.6cm(8.125英寸)。磨轮重373克,AG/P比为0.2,密度为0.19g/cm3(3.2g/in3),肖氏A硬度值为18-20,空隙体积为85.5%。
用磨具修整此磨轮的工作表面,除去其上面的表皮。
实施例3
实施例3磨轮如下制备。将11495克预配饱和多元醇(“MILLOXANE7209A”)、1266克硬脂酸锂润滑剂粉末、508克过氧化辛酸叔丁酯(“TRIGONOX21-OP050”)、86.2克去离子水和267.8克氧化铁粉末(作为颜料)制成混合物。用一工业搅拌器(以商品名“COWLES DISCPERSER”购自Morehouse-COWLES,Fullerton,CA)高速剧烈搅拌该混合物。
当硬脂酸锂充分分散后,将5448克平均粒径(Dv50%)为14.7微米的绿色碳化硅(“GC800”)加入该混合物,搅拌直至充分分散。用泵(以商品名“MOYNOPROGRESSIVE CAVITY PUMP”购自Moyno,Inc.Springfield,OH)以930g/min的流量将混合物泵入一搅拌器(以商品名“FFH MIXER”购自Edge SweetsCompany,Grand Rapids,MI)搅拌头的一个进口。预配多异氰酸酯(“MILLOXANE7209B”)以676g/min的流量用齿轮泵(以商品名“ZENITH GEAR PUMP”购自Zenith Products Division,Sanford,NC)泵入搅拌器搅拌头的另一个进口。搅拌头将两股进入的液流合并并剧烈搅拌。
将得到的混合材料转移到一废料容器中保持25秒,让搅拌器稳定下来。25秒之后,将混合材料转入一硬纸板板和钢的模子中,放置210秒,所述模子具有直径为30.5cm(12英寸)、深30.5cm(12英寸)、带隔离衬垫的模腔。在模子中心放置一个直径为12.7cm(5英寸)、重约1006克的玻璃纤维芯子。模子置于室温下。“混合的”材料均匀分布在模子中,加上一个隔离衬垫,将模子盖紧,使之在体系反应期间保持密闭。将装了材料的模子置于加热到54℃(130°F)的炉子中。1小时后,除去模子顶部和底部的钢板,将仍然在硬纸板模管中的磨具在加热到110℃(230°F)的炉子中再置6小时。
得到的磨具厚30.5cm(12英寸),内径12.7cm(5英寸),外径30.5cm(12英寸),重8764克(不含硬纸板模管时重6173克)。将此磨具切成厚5.1cm(2英寸)的轮子。除去硬纸板并修整到外径约为27.9cm(11英寸)、重824克之后,磨轮的AG/P比为0.2,密度为0.29g/cm3(4.8g/in3),肖氏A硬度值为30,空隙体积为78.5%。
实施例4
实施例4磨轮如下制备。将11495克预配饱和多元醇(“MILLOXANE7209A”)、1266克硬脂酸锂润滑剂粉末、508克过氧化辛酸叔丁酯(“TRIGONOX21-OP050”)、86.2克去离子水和267.8克蓝色颜料(以商品名“blue paste 16S895”购自Penn Color Inc.Doylestown,PA)制成混合物。用工业搅拌器(“COWLESDISCPERSER”)高速剧烈搅拌该混合物。
当硬脂酸锂充分分散后,将5448克平均粒径(Dv50%)为14.7微米的绿色碳化硅(“GC800”)加入该混合物,搅拌直至充分分散。用泵(“MOYNOPROGRESSIVE CAVITY PUMP”)以1489g/min的流量将混合物泵入搅拌器(“FFH MIXER”)搅拌头的一个进口。将预配多异氰酸酯(“MILLOXANE 7209B”)以1098g/min的流量用齿轮泵(“ZENITH GEAR PUMP”)泵入搅拌器搅拌头的另一个进口。搅拌头将两股进入的液流合并并剧烈搅拌。
将得到的混合材料转移到一个废料容器中保持25秒,让搅拌器稳定下来。25秒之后,将混合材料转入一硬纸板板和钢的模子中,放置100秒,所述钢的模子具有直径为30.5cm(12英寸)、深30.5cm(12英寸)、带隔离衬垫的模腔。在模子中心放置一个直径为12.7cm(5英寸)、重约1006克的玻璃纤维芯子。模子置于室温下。“混合的”材料均匀分布在模子中,加上一个隔离衬垫,将模子盖紧,使之在体系反应期间保持密闭。将装了材料的模子置于加热到54℃(130°F)的炉子中。1小时后,除去模子顶部和底部的钢板,将仍然在硬纸板模管中的磨具在加热到110℃(230°F)的炉子中再置6小时。
得到的磨具厚30.5cm(12英寸),内径12.7cm(5英寸),外径30.5cm(12英寸),重7841克(不含硬纸板模管时重5250克)。将此磨具切成厚5.1cm(2英寸)的轮子。除去硬纸板并修整到外径约为27.9cm(11英寸)、重711克之后,磨轮的AG/P比为0.2,密度为0.29g/cm3(4.8g/in3),肖氏A硬度值为20,空隙体积为82.0%。
实施例5
实施例5磨轮可如下制备。将200克聚丙三醇(以商品名“ARCOL 11-27”购自Bayer,Pittsbury,PA)、15克硬脂酸锂润滑剂粉末、4.5克去离子水、4克二羟乙胺(购自Aldrich Chemical Co.Milwaukee,WI的多异氰酸酯反应交联剂)、2克胺催化剂(以商品名“NIAX A-300”购自Witco,Greenwich,CN)、2克稳定剂(以商品名“NIAX A-3001”购自Witco,Greenwich,CN)和6克过氧化辛酸叔丁酯(“TRIGONOX 21-OP050”)制成混合物。用常规实验室用的三叶式空气马达搅拌器高速剧烈搅拌混合物。
当硬脂酸锂充分分散后,将100克多异氰酸酯(以商品名“ISONATE 2143L”购自Dow Chemical Co.Midland,MI)在不搅拌的情况下加入混合物,然后加入60克平均粒径(Dv50%(为14.7微米的绿色碳化硅(“GC800”)。然后用空气马达搅拌器高速搅拌10秒钟,使这些后加入组分与原来的混合物均匀混合。
将到的混合材料迅即尽可能完全地转移到钢模中,所述钢模具有直径为20.6cm(8.125英寸)、深5.1cm(2英寸)的模腔,在底部有隔离衬垫。在模子中心放置一个直径为3.2cm(1.25英寸)、重约45克的玻璃纤维芯子。将模子预加热到54℃(130°F)。“混合的”材料均匀分布在模子中,加上另一个隔离衬垫,将模子盖紧,使之在组分反应期间保持密闭。将装了材料的模子置于加热到54℃(130°F)的炉子中。30分钟后,将得到的磨轮从模子中取出,置于加热到110℃(230°F)的炉子中6小时。得到的磨轮厚5.1cm(2英寸),内径3.2cm(1.25英寸),外径20.6cm(8.125英寸)。磨轮重382克,AG/P比为0.2,密度为0.21g/cm3(3.4g/in3),肖氏A硬度值为17,空隙体积为82.5%。
用一磨具修整磨轮的工作表面,除去磨轮上的表皮。
比较例A、B、C、D和E
比较例A磨轮如实施例1所述制备,不同之处在于不用磨粒、自由基源物质或润滑剂;用3.2cm(1.25英寸)玻璃纤维芯子;初始固化在54℃(130°F)下进行1小时,后固化在100℃(212°F)下进行6小时。所得磨轮子密度为0.40g/cm3(6.51g/in3),肖氏A硬度值为15-16。
比较例B磨轮如实施例1所述制备,不同之处在于不用磨粒或润滑剂;用3.2cm(1.25英寸)玻璃纤维芯子;初始固化在54℃(130°F)下进行1小时,后固化在100℃(212°F)下进行6小时。所得磨轮密度为0.41g/cm3(6.72g/in3),肖氏A硬度值为18-20。
比较例C磨轮如实施例1所述制备,不同之处在于不用自由基源物质或润滑剂;用3.2cm(1.25英寸)玻璃纤维芯子;初始固化在54℃(130°F)下进行1小时,后固化在100℃(212°F)下进行6小时。所述得磨轮密度为0.48/cm3(7.85g/in3),肖氏A硬度值为20-21。
比较例D磨轮如实施例1所述制备,不同之处在于不用自由基源物质,且后固化在54℃(130°F)下进行3小时。得到的磨轮厚5.1cm(2英寸),内径7.6cm(3英寸),外径20.6cm(8.125英寸)。磨轮重459克,AG/P比为0.2,密度为0.25g/cm3(4.1g/in3),肖氏A硬度值为22-24,空隙体积为81.8%。
比较例E磨轮如实施例1所述制备,不同之处在于用更高用量的粒状硬脂酸锌润滑剂代替硬脂酸锂粉末,不存在自由基源物质,后固化在54℃(130°F)下进行3小时。此外,磨轮用112克硬脂酸锌(粒度小于325目,以商品名“BE”购自Struktol Company of America,Stow,OH)、375克预配饱和多元醇(“MILLOXANE 7209A”)、375克预配多异氰酸酯(“MILLOXANE 7209B”)、225克平均粒径(Dv50%)为17.9微米的绿色碳化硅(以商品名“GC700”购自Fujimi Corporation)的混合物制备。
得到的混合材料迅即尽可能完全地转移到钢模中,所述钢模底部具有直径为31.8cm(12.5英寸)、深5.1cm(2英寸)的模腔,底部有隔离衬垫。在模子中心放置一个直径为12.7cm(5英寸)、重约163克的玻璃纤维芯子,并在封闭模子之前加上一个隔离衬垫。将模子预加热到54℃(130°F)。得到的磨轮厚5.1cm(2英寸),内径12.7cm(5英寸),外径31.8cm(12.5英寸)。磨轮重1167克,AG/P比为0.3,密度为0.34g/cm3(5.5g/in3),肖氏A硬度值为30-32。
用一磨具修整对比磨轮(即比较例A-E)的工作表面,除去这些对比磨轮上的表皮。
磨轮的评价
比较例A-E磨轮以及实施例3磨轮各自在变速机床上,用一钛工件如实施例1所述进行试验,不同之处是不用磨光化合物。比较例A-E磨轮都观察到沾污现象。比较例A-E磨轮还留下残留物。实施例3磨轮子不沾污,也不留残留物。
实施例2和比较例D磨轮的聚合物基底的玻璃转变温度Tg用常规热分析仪(以商品名“RHEOMETRICS SOLIDS ANALYZER II”和“DYNAMICTEMPERATURE RAMP DEFAULT TEST”(一种计算机软件测试协议,随仪器提供)购自Rheometric Scientific,Inc.Piscataway,NJ)测定。将40mm×8mm×2.5mm测试样品安装在膜纤维固定装置(随仪器提供)上,在拉伸状态下,以10℃/分钟的升温流量于-30-200℃下进行测定,频率为6.28Hz。两个样品的Tg均为22℃,如tanδ曲线的峰值所测定(见图4,其中曲线42是实施例2的tanδ曲线,曲线44是比较例D的tanδ曲线)。不过,对于实施例2,tanδ曲线增宽。虽然不想拘泥于理论解释,但可认为,此增宽是由于自由基源物质在混合物的后固化过程中发生了交联反应。
实施例2磨轮在变速机床上用一钛工件如实施例1所述进行试验,不同之处在于不用磨光化合物。观察到此磨轮运行平稳。
对于本领域的熟练技术人员来说,在不背离本发明范围和主旨的前提下,本发明的各种变化形式和替代形式是显而易见的;应当理解,本发明不受这里所述示例性实施方式的不当限制。
Claims (10)
1.一种磨具,它包含磨粒、润滑剂和聚合反应产物,所述聚合反应的反应组分包括饱和多元醇、饱和多异氰酸酯和自由基源物质,所述磨具有至少25%的空隙体积,密度在0.1g/cm3-1.2g/cm3之间,肖氏硬度值在10-50之间。
2.权利要求1所述的磨具,其特征在于所述模具是磨轮。
3.权利要求1-2任一项所述的磨具,其特征在于它有至少50%的空隙体积。
4.权利要求1所述的磨具,其特征在于它有75%-90%的空隙体积。
5.权利要求1所述的磨具,其特征在于所述自由基源物质选自过氧化物、偶氮化合物、过硫酸盐及其组合。
6.权利要求1所述的磨具,其特征在于所述润滑剂选自脂肪酸金属盐、固体润滑剂、脂肪酸酯、矿物油、石蜡、硬脂酸锂、硬脂酸锌、聚四氟乙烯、石墨、二硫化钼、硬脂酸丁酯、聚二甲基硅氧烷树脂,以及它们的组合。
7.权利要求1所述的磨具,其特征在于所述磨粒包括碳化硅。
8.权利要求1所述的磨具,其特征在于所述聚合反应产物的Tg在约-60°到50℃之间。
9.权利要求1所述的磨具,其特征在于多异氰酸酯和多元醇组分提供的异氰酸酯指数在80-120之间,且自由基源物质对饱和多元醇和饱和多异氰酸酯的聚合反应产物之重量比在1∶1000-1∶10之间。
10.制备权利要求1-9任一项所述磨具的方法,它包括:
混合饱和多元醇、饱和多异氰酸酯、自由基源物质、润滑剂和磨粒这些组分,得到可固化组合物;
固化所述可固化组合物,得到磨具,所述磨具有至少25%的空隙体积,密度在0.1g/cm3-1.2g/cm3之间,肖氏硬度值在10-50之间。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/862,840 US6641627B2 (en) | 2001-05-22 | 2001-05-22 | Abrasive articles |
| US09/862,840 | 2001-05-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1511076A CN1511076A (zh) | 2004-07-07 |
| CN100406200C true CN100406200C (zh) | 2008-07-30 |
Family
ID=25339502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB028105265A Expired - Fee Related CN100406200C (zh) | 2001-05-22 | 2002-03-06 | 含有磨粒和聚合反应产物的磨具 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6641627B2 (zh) |
| EP (1) | EP1395395B1 (zh) |
| JP (1) | JP4188702B2 (zh) |
| CN (1) | CN100406200C (zh) |
| AT (1) | ATE307700T1 (zh) |
| DE (1) | DE60206909T2 (zh) |
| WO (1) | WO2002094506A1 (zh) |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8062098B2 (en) | 2000-11-17 | 2011-11-22 | Duescher Wayne O | High speed flat lapping platen |
| US8256091B2 (en) | 2000-11-17 | 2012-09-04 | Duescher Wayne O | Equal sized spherical beads |
| EP1417909A4 (en) * | 2001-08-13 | 2009-08-12 | Ya Man Ltd | COSMETIC TREATMENT DEVICE AND ASSOCIATED COSMETIC TREATMENT TIP |
| JP4416485B2 (ja) * | 2003-11-27 | 2010-02-17 | 信濃電気製錬株式会社 | ポリウレタン砥石の製造方法 |
| GB0418633D0 (en) * | 2004-08-20 | 2004-09-22 | 3M Innovative Properties Co | Method of making abrasive article |
| US7906598B2 (en) * | 2006-08-30 | 2011-03-15 | Intertape Polymer Corp. | Recirculation loop reactor bulk polymerization process |
| US20100105847A1 (en) | 2006-01-24 | 2010-04-29 | Intertape Polymer Corp. | Plug flow bulk polymerization of vinyl monomers |
| JP5448289B2 (ja) * | 2006-06-15 | 2014-03-19 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨ディスク |
| CA2661231C (en) * | 2006-08-30 | 2015-12-01 | Intertape Polymer Corp. | Recirculation loop reactor bulk polymerization process |
| JP5323447B2 (ja) * | 2008-10-29 | 2013-10-23 | 大和化成工業株式会社 | 研磨砥石 |
| WO2010075091A2 (en) * | 2008-12-15 | 2010-07-01 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of use |
| CN102107397B (zh) | 2009-12-25 | 2015-02-04 | 3M新设资产公司 | 研磨砂轮的制造方法及研磨砂轮 |
| JP5541680B2 (ja) * | 2010-01-08 | 2014-07-09 | 株式会社ディスコ | 研磨パッド |
| KR101155902B1 (ko) * | 2010-03-11 | 2012-06-20 | 삼성모바일디스플레이주식회사 | 그라인더, 상기 그라인더를 사용한 연마 방법, 상기 연마 방법을 사용한 표시 장치의 제조 방법 및 이를 사용하여 제조한 표시 장치 |
| CN101829959B (zh) * | 2010-04-10 | 2012-07-18 | 广东奔朗新材料股份有限公司 | 用于瓷砖磨槽的金刚石砂轮及瓷砖磨槽的加工方法 |
| EP2377487A1 (fr) | 2010-04-14 | 2011-10-19 | Pascal Ratel | Nécessaire pour le polissage d'une prothèse dentaire |
| DE102010035527A1 (de) * | 2010-08-25 | 2012-03-01 | Artifex Dr. Lohmann Gmbh & Co. Kg | Elastisches Schleifwerkzeug |
| JP5615138B2 (ja) * | 2010-11-17 | 2014-10-29 | 東洋ゴム工業株式会社 | クリーニングブレード |
| SG11201508850YA (en) * | 2013-04-30 | 2015-11-27 | Hoya Corp | Grindstone, method for manufacturing magnetic-disk glass substrate, and method for manufacturing magnetic disk |
| EP3013529B1 (en) | 2013-06-28 | 2022-11-09 | Saint-Gobain Abrasives, Inc. | Abrasive article |
| CN104249309A (zh) | 2013-06-28 | 2014-12-31 | 圣戈班磨料磨具有限公司 | 用不连续纤维强化薄轮 |
| EP3013527B1 (en) | 2013-06-28 | 2023-03-01 | Saint-Gobain Abrasives, Inc. | Abrasive article reinforced by discontinuous fibers |
| USD732917S1 (en) * | 2013-10-11 | 2015-06-30 | Rupes S.P.A. | Polishing pad |
| US9764449B2 (en) | 2014-05-29 | 2017-09-19 | Saint-Gobain Abrasives, Inc. | Abrasive article having a core including a polymer material |
| CN105479351B (zh) * | 2015-06-17 | 2018-08-17 | 陈爱民 | 一种磨轮及使用该磨轮的抛光工艺 |
| CA3102523C (en) | 2015-09-24 | 2023-12-12 | Husqvarna Ab | Polishing or grinding pad assembly |
| CN105269471B (zh) * | 2015-10-22 | 2017-10-17 | 蓝思科技(长沙)有限公司 | 一种用于对玻璃或陶瓷进行加工的树脂磨具 |
| CN106041762A (zh) * | 2016-05-25 | 2016-10-26 | 安徽砥钻砂轮有限公司 | 一种耐热耐磨的改性硅烷树脂砂轮及其制备方法 |
| USD854902S1 (en) * | 2016-09-23 | 2019-07-30 | Husqvarna Construction Products North America, Inc. | Polishing or grinding pad |
| AU201810919S (en) * | 2017-08-30 | 2018-04-13 | Husqvarna Construction Products North America | Polishing or grinding pad assembly with abrasive discs reinforcement and pad |
| USD958626S1 (en) | 2017-08-30 | 2022-07-26 | Husqvarna Ab | Polishing or grinding pad assembly with abrasive disks, reinforcement and pad |
| USD927952S1 (en) | 2017-08-30 | 2021-08-17 | Husqvarna Ab | Polishing or grinding pad assembly with abrasive disk, spacer, reinforcement and pad |
| US10710214B2 (en) | 2018-01-11 | 2020-07-14 | Husqvarna Ab | Polishing or grinding pad with multilayer reinforcement |
| USD891893S1 (en) * | 2018-11-22 | 2020-08-04 | Changzhou Taiyu Rubber & Plastic Co., Ltd | Polishing plate |
| CN111644989B (zh) * | 2020-07-01 | 2022-01-25 | 东莞市亚马电子有限公司 | 一种抛光盘用抛光材料及其制备方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3925034A (en) * | 1973-05-14 | 1975-12-09 | Res Abrasive Products Inc | Resin bonded grinding wheel containing gas-filled thermoplastic resin beads and method of making it |
| US5492550A (en) * | 1993-05-12 | 1996-02-20 | Minnesota Mining And Manufacturing Company | Surface treating articles and methods of making same |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2780533A (en) | 1950-03-07 | 1957-02-05 | Rexall Drug Company | Abrasive article and method of making |
| US2885276A (en) | 1957-07-16 | 1959-05-05 | Chemical Res Corp | Abrasive products and method of making |
| US2972527A (en) | 1959-03-03 | 1961-02-21 | Chemical Res Corp | Abrasive products and method of making |
| US3252775A (en) | 1962-04-10 | 1966-05-24 | Tocci-Guilbert Berne | Foamed polyurethane abrasive wheels |
| US3607159A (en) | 1967-05-12 | 1971-09-21 | Norton Co | Saturated, resilient, flexible and porous abrasive laminate |
| US3982359A (en) | 1968-06-21 | 1976-09-28 | Roc A.G. | Abrasive member of bonded aggregates in an elastomeric matrix |
| US3598772A (en) | 1969-01-28 | 1971-08-10 | Hood Foam Ind Inc | Mineral filled polyurethane foams |
| US4421526A (en) | 1972-11-13 | 1983-12-20 | Sherwood Research And Development Partnership | Polyurethane foam cleaning pads and a process for their manufacture |
| JPS5218956B2 (zh) | 1973-02-20 | 1977-05-25 | ||
| US4035161A (en) | 1974-03-06 | 1977-07-12 | Tyrolit-Schleifmittelwerke Swarovski K.G. | Grinding wheel and hub and method of forming the same |
| US4150955A (en) * | 1974-05-01 | 1979-04-24 | The Manufacturers Brush Company | Deformable non-cellular polyurethane polishing wheel |
| US4086067A (en) | 1975-03-12 | 1978-04-25 | International Telephone And Telegraph Corporation | Porous sintered abrasive articles and method of manufacture |
| US4128972A (en) | 1975-04-14 | 1978-12-12 | The Osborn Manufacturing Corporation | Flexible polishing wheel and method for producing same |
| EP0008868A1 (en) | 1978-08-04 | 1980-03-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain and a process of producing the latter |
| US4253850A (en) | 1979-08-17 | 1981-03-03 | Norton Company | Resin bonded abrasive bodies for snagging metal containing low abrasive and high filler content |
| US4350497A (en) | 1980-09-08 | 1982-09-21 | Abraham Ogman | Reinforced grinding device |
| US4459779A (en) | 1982-09-16 | 1984-07-17 | International Business Machines Corporation | Fixed abrasive grinding media |
| US4581287A (en) | 1984-06-18 | 1986-04-08 | Creative Products Resource Associates, Ltd. | Composite reticulated foam-textile cleaning pad |
| JPH0747267B2 (ja) | 1986-06-26 | 1995-05-24 | 東亜製砥工業株式会社 | 発泡研摩体の製造方法 |
| US4904280A (en) | 1988-07-18 | 1990-02-27 | Norton Company | Conditioning block for sharpening stones |
| US4933373A (en) | 1989-04-06 | 1990-06-12 | Minnesota Mining And Manufacturing Company | Abrasive wheels |
| JP3181284B2 (ja) * | 1990-01-12 | 2001-07-03 | 旭電化工業株式会社 | エネルギー線反応性粘着剤組成物 |
| US5273558A (en) | 1991-08-30 | 1993-12-28 | Minnesota Mining And Manufacturing Company | Abrasive composition and articles incorporating same |
| US5250085A (en) | 1993-01-15 | 1993-10-05 | Minnesota Mining And Manufacturing Company | Flexible bonded abrasive articles, methods of production and use |
| US5549962A (en) | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| US5738697A (en) | 1996-07-26 | 1998-04-14 | Norton Company | High permeability grinding wheels |
| US6465076B2 (en) * | 1998-09-15 | 2002-10-15 | 3M Innovative Properties Company | Abrasive article with seamless backing |
-
2001
- 2001-05-22 US US09/862,840 patent/US6641627B2/en not_active Expired - Lifetime
-
2002
- 2002-03-06 EP EP02709791A patent/EP1395395B1/en not_active Expired - Lifetime
- 2002-03-06 WO PCT/US2002/006817 patent/WO2002094506A1/en active IP Right Grant
- 2002-03-06 DE DE60206909T patent/DE60206909T2/de not_active Expired - Lifetime
- 2002-03-06 AT AT02709791T patent/ATE307700T1/de not_active IP Right Cessation
- 2002-03-06 JP JP2002591207A patent/JP4188702B2/ja not_active Expired - Fee Related
- 2002-03-06 CN CNB028105265A patent/CN100406200C/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3925034A (en) * | 1973-05-14 | 1975-12-09 | Res Abrasive Products Inc | Resin bonded grinding wheel containing gas-filled thermoplastic resin beads and method of making it |
| US5492550A (en) * | 1993-05-12 | 1996-02-20 | Minnesota Mining And Manufacturing Company | Surface treating articles and methods of making same |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1395395B1 (en) | 2005-10-26 |
| DE60206909D1 (de) | 2005-12-01 |
| JP4188702B2 (ja) | 2008-11-26 |
| US6641627B2 (en) | 2003-11-04 |
| JP2004525782A (ja) | 2004-08-26 |
| DE60206909T2 (de) | 2006-07-20 |
| EP1395395A1 (en) | 2004-03-10 |
| CN1511076A (zh) | 2004-07-07 |
| US20020177387A1 (en) | 2002-11-28 |
| WO2002094506A1 (en) | 2002-11-28 |
| ATE307700T1 (de) | 2005-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100406200C (zh) | 含有磨粒和聚合反应产物的磨具 | |
| EP1395396B1 (en) | Cellular abrasive article | |
| AU679005B2 (en) | Reduced viscosity slurries, abrasive articles made therefrom, and methods of making said articles | |
| US4773920A (en) | Coated abrasive suitable for use as a lapping material | |
| US7378454B2 (en) | Polyurethane composition and polishing pad | |
| CN1066996C (zh) | 用于磨料制品的防填塞组分 | |
| US4933373A (en) | Abrasive wheels | |
| CN1213835C (zh) | 复合磨粒及其制造方法 | |
| EP0680397A1 (en) | Flexible bonded abrasive articles, methods of production and use | |
| US4128972A (en) | Flexible polishing wheel and method for producing same | |
| JP2019177430A (ja) | 研磨パッド及びその製造方法 | |
| CN114523429A (zh) | 一种用于石材抛光的无纺布磨块及其制作方法 | |
| CN104302446B (zh) | 自调理抛光垫及其制备方法 | |
| EP0192047A2 (en) | Fixed abrasive polyurethane grinding media | |
| JP3921056B2 (ja) | 弾性発泡砥石材及びその製造方法 | |
| CN107099253A (zh) | 一种纳米金刚石抛光皮及其制备方法 | |
| EP0227394B1 (en) | Coated abrasive suitable for use as a lapping material | |
| CN106695587B (zh) | 磨具的制造方法 | |
| JPS6128573A (ja) | 研磨パツド及びその製造方法 | |
| JP7349774B2 (ja) | 研磨パッド、研磨パッドの製造方法、被研磨物の表面を研磨する方法、被研磨物の表面を研磨する際のスクラッチを低減する方法 | |
| JP2003002946A (ja) | ポリ尿素弾性硬質フォーム及びその製造方法 | |
| CN106607776B (zh) | 具有多层散热层的磨具的制造方法 | |
| CN106607777B (zh) | 一种磨具的制造方法 | |
| WO2020021774A1 (ja) | 研磨パッド | |
| JPH10114858A (ja) | 着色剤組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20080730 Termination date: 20160306 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |