BRPI1014430B1 - conunto e método para fabricação de um pneu radial cru - Google Patents
conunto e método para fabricação de um pneu radial cru Download PDFInfo
- Publication number
- BRPI1014430B1 BRPI1014430B1 BRPI1014430-7A BRPI1014430A BRPI1014430B1 BR PI1014430 B1 BRPI1014430 B1 BR PI1014430B1 BR PI1014430 A BRPI1014430 A BR PI1014430A BR PI1014430 B1 BRPI1014430 B1 BR PI1014430B1
- Authority
- BR
- Brazil
- Prior art keywords
- sewing
- roller
- housing
- tread
- sewing roller
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/28—Rolling-down or pressing-down the layers in the building process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/10—Building tyres on round cores, i.e. the shape of the core is approximately identical with the shape of the completed tyre
- B29D30/14—Rolling-down or pressing-down the layers in the building process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
- B29D30/58—Applying bands of rubber treads, i.e. applying camel backs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/32—Fitting the bead-rings or bead-cores; Folding the textile layers around the rings or cores
- B29D2030/3221—Folding over means, e.g. bladders or rigid arms
- B29D2030/3257—Folding over means, e.g. bladders or rigid arms using pressing rollers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tyre Moulding (AREA)
Abstract
conjunto e método para fabricação de um pneu radial cru conjunto e método para fabricar um pneu radial cru. o conjunto é dotado de um tambor de carcaça giratório (93) para transportar uma carcaça (92) com um pacote de banda de rodagem/correia para o pneu radial e com uma unidade de rolete de costura tendo pelo menos um rolete de costura giratório (2) tendo uma superfície de execução de costura que pode ser colocada contra a carcaça e um dispositivo de deslocamento (6) para mover o rolete radialmente a partir de ou em direção à carcaça com o pacote de banda de rodagem/correia. a unidade de rolete de costura é dotada de um mecanismo de acionamento individual para acionar giratoriamente a superfície de execução de costura do rolete de costura, pelo menos sem o rolete de costura contatar o pacote de banda de rodagem/correia. o conjunto é adicionalmente dotado de um dispositivo de controle para controlar uma velocidade periférica do rolete de costura, em que o conjunto compreende meio de medição para determinar um torque de acionamento para acionar o tambor de carcaça giratório ou uma quantidade derivada do mesmo, e para fornecer um sinal que é representativo para o torque de acionamento para o dispositivo de controle.
Description
[0001] A invenção refere-se a um conjunto para fabricar um pneu radial cru, cujo conjunto é dotado de um tambor de carcaça giratório para carregar uma carcaça com um pacote de banda de rodagem/correia para o pneu radial e com uma unidade de rolete de costura tendo pelo menos um rolete de costura giratório com uma superfície de execução de costura que pode ser colocada contra a carcaça e um dispositivo de deslocamento para mover o rolete radialmente a partir de ou em direção à carcaça com o pacote de banda de rodagem/correia.
[0002] A invenção se refere ainda a um método para fabricar um pneu radial cru.
[0003] Tal conjunto e método são conhecidos da patente européia 0.627.302. No conjunto conhecido ao fabricar um pneu radial, a pressão exigida junta do pacote de banda de rodagem/correia e uma carcaça com talões e costados é realizada por uma unidade de rolete de costura tendo pelo menos um par de roletes dinâmicos seguindo o contorno do pneu que são móveis em direção longitudinal com relação ao tambor de carcaça, ou por um par de roletes dinâmicos seguindo o contorno do pneu para costurar juntas as tiras de borda do pacote de banda de rodagem/correia e a carcaça com os costados e pelo menos um rolete estático para costurar juntas as partes centrais do pacote de banda de rodagem/correia e a carcaça.
[0004] A unidade de rolete de costura é utilizada no processo de construção de pneu, particularmente após o lado ter sido redobrado e/ou o pacote de correia incluindo superfície de execução ter sido disposto na carcaça do pneu a ser fabricados. 0 rolete de costura costura os componentes de borracha para remover inclusões de ar. Inclusões de ar são desvantajosas ou mesmo desastrosas, para a qualidade do pneu. Os roletes são posicionados de modo a girarem livremente e são prensados contra o pneu já girando com certa força. Após os roletes terem sido colocados em contato com o pneu que gira, os roletes começam a assumir o movimento giratório do pneu que gira.
[0005] Uma desvantagem da unidade de rolete de costura conhecida é que devido ao uso dos roletes, as camadas de borracha do pneu que são reforçadas com cordões (de aço) são deformadas. Isso faz com que a distância mútua dos cordões pode ser rompida, e/ou o curso regular dos corões é rompido, e/ou padrão do curso dos cordões é interrompido. Na prática esse fenômeno é chamado "ondulação".
[0006] É entre outros um objetivo da presente invenção fornecer um conjunto e um método para fabricar um pneu radial cru em que a ocorrência de "ondulação" seja pelo menos reduzida.
[0007] De acordo com um primeiro aspecto da invenção um conjunto do tipo mencionado no preâmbulo é para essa finalidade caracterizado em que a unidade de rolete de costura é dotada de um mecanismo de acionamento individual para acionar giratoriamente a superfície de execução de costura do rolete de costura, pelo menos sem que o rolete de costura contate o pacote de banda de rodagem/correia. O rolete de costura de acordo com a invenção é dotado de um mecanismo de acionamento individual para acionar giratoriamente a superfície de execução de costura do rolete de costura, particularmente antes do rolete de costura contatar o pacote de banda de rodagem/correia. Desse modo a superfície de execução de costura pode ser colocada em rotação antes do mesmo contatar o pacote de banda de rodagem/correia da carcaça. Como o rolete é prensado contra a carcaça giratória com uma superfície de costura já girando, particularmente quando a superfície de execução de costura e a carcaça na posição de contato rodam na mesma direção, verificou-se que a deformação das camadas de borracha do pneu reforçado com cordões (de aço) pode ser reduzida, como resultado do que a "ondulação" pode ser reduzida.
[0008] Além disso, o conjunto de acordo com a invenção é dotado de um dispositivo de controle para controlar uma velocidade periférica do rolete de costura, e o conjunto compreende meio de medição para determinar o torque de acionamento para acionar o tambor de carcaça giratório ou uma quantidade derivada do mesmo, em que o meio de medição é adaptado para dar um sinal que é representativo para o torque de acionamento para o dispositivo de controle. Como resultado a velocidade periférica do rolete de costura e/ou a velocidade periférica da posição de engate ou posição de contato na carcaça e/ou superfície de execução pode ser controlada dependendo de um torque de acionamento para acionar o tambor de carcaça e ser ajustado de tal modo que as camadas de cordão subjacentes não são deformadas ou pouco são deformadas, como resultado do que o fenômeno de "ondulação" é fortemente reduzido não ocorre mais.
[0009] Em uma modalidade o conjunto compreende um velocímetro para determinar a velocidade periférica de uma posição de engate na carcaça e/ou o dispositivo de controle é adaptado para calcular a velocidade periférica da posição de engate na carcaça a partir do número de giros do tambor de carcaça e a distância da posição de engate a partir do eixo geométrico de rotação do tambor de carcaça. Com esses dados o dispositivo de controle pode controlar a velocidade periférica do rolete de costura e/ou a velocidade periférica da posição de engate ou posição de contato na carcaça e/ou superfície de execução substancialmente no mesmo valor, antes do rolete de costura contatar a carcaça e/ou o pacote de banda de rodagem/correia.
[00010] Em uma modalidade o dispositivo de controle é adaptado para controlar a velocidade periférica do rolete de costura dependendo do sinal que é representativo para o torque de acionamento. Por intermédio desse conjunto um primeiro torque de acionamento pode ser determinado sem o rolete de costura contatar o pacote de banda de rodagem/correia. Subseqüentemente o rolete de costura é colocado contra o pacote de banda de rodagem/correia e um segundo torque de acionamento pode ser determinado. O dispositivo de controle pode regular agora a velocidade periférica do rolete de costura e/ou a velocidade periférica da carcaça com pacote de banda de rodagem/correia de tal modo que a diferença entre o primeiro e o segundo torque de acionamento se torne minima. Como resultado o momento de rotação extra ou torque de acionamento causado pelo rolete de costura pressionando contra o pacote de banda de rodagem/correia é minimizado, como resultado do que o fenômeno de "ondulação" é fortemente reduzido ou não ocorre mais.
[00011] Em uma modalidade o conjunto compreende um servomotor para acionar giratoriamente o tambor de carcaça. O servomotor pode ser então utilizado no modo conhecido como meio para determinar o momento de rotação ou torque de acionamento que é necessário para acionar o tambor de carcaça.
[00012] Em uma modalidade o mecanismo de acionamento da unidade de rolete de costura compreende um servomotor para acionar a superfície de execução de costura, como resultado do que a velocidade periférica do rolete de costura pode ser precisamente ajustada em direção à velocidade periférica da posição de engate na carcaça.
[00013] Em uma modalidade o rolete de costura é um rolete dinâmico que segue o contorno do pneu, cujo rolete é móvel em uma direção longitudinal com relação ao tambor de carcaça. Tal rolete dinâmico seguindo o contorno de pneu pode ser movido na direção longitudinal ou axial bem com radial com relação ao tambor de carcaça para costurar o pacote de banda de rodagem/correia contra a carcaça com os talões e os costados.
[00014] Em uma modalidade o dispositivo de controle é adaptado para controlar uma velocidade periférica do rolete de costura dependendo da posição de engate na carcaça com o pacote de banda de rodagem/correia. Desse modo a velocidade periférica do rolete de costura e/ou a velocidade periférica da posição de engate ou posição de contato na carcaça pode ser controlada dependendo do movimento axial ou longitudinal do rolete de costura.
[00015] Em uma modalidade, a unidade de rolete de costura compreende um par de roletes de costura dinâmicos seguindo o contorno do pneu cujos roletes são móveis em direção longitudinal com relação ao tambor de carcaça, em que cada dos dois roletes de costura é dotado de seu mecanismo de acionamento individual. Desse modo, as tiras de borda do pacote de banda de rodagem/correia podem ser simultaneamente costuradas nos dois lados da carcaça. Em uma modalidade um rolete de costura estático, que significa um rolete que pode ser exclusivamente movido em direção radial para costurar as partes centrais do pacote de banda de rodagem/correia e a carcaça com os costados juntos, é adicionalmente fornecido.
[00016] Em uma modalidade, o mecanismo de acionamento é separado do rolete de costura, preferivelmente em um lado do rolete de costura que está voltado para longe do tambor de carcaça. Em uma modalidade, o mecanismo de acionamento é operativamente conectado ao rolete de costura por intermédio de uma transmissão, preferivelmente a transmissão compreende uma transmissão de correia ou corrente.
[00017] De acordo com um segundo aspecto a invenção provê um método para fabricar um pneu radial cru, compreendendo as seguintes etapas: dispor uma carcaça em um tambor de carcaça giratório; dispor um pacote de banda de rodagem/correia na carcaça; acionar giratoriamente o tambor de carcaça com a carcaça com o pacote de banda de rodagem/correia sobre o mesmo; mover uma unidade de rolete de costura com um rolete de costura giratório em direção à carcaça com o pacote de banda de rodagem/correia; costurar o pacote de banda de rodagem/correia contra a carcaça pelo rolete de costura enquanto aciona simultaneamente giratoriamente o tambor de carcaça; em que a unidade de rolete de costura é dotada de um mecanismo de acionamento para acionar giratoriamente uma superfície de execução do rolete de costura, em que o rolete de costura é acionado giratoriamente antes do rolete de costura contatar o pacote de banda de rodagem/correia, e que um torque de acionamento para acionar o tambor de carcaça giratória ou uma quantidade derivada do mesmo é determinado, e um sinal que é representativo para o torque de acionamento é dado para um dispositivo de controle para controlar uma velocidade periférica.
[00018] Em uma modalidade a velocidade periférica do rolete de costura acionado giratoriamente é ajustada dependendo de uma velocidade periférica de uma posição de engate ou posição de contato na carcaça com o pacote de banda de rodagem/correia, onde o rolete de costura está no ponto de engatar ou engata. Isso ocorre em particular antes do rolete de costura contatar o pacote de banda de rodagem/correia.
[00019] Em uma modalidade o dispositivo de controle orienta a velocidade periférica do rolete de costura e/ou a velocidade periférica da carcaça com pacote de banda de rodagem/correia, pelo menos próximo à posição de engate, em um valor substancialmente igual.
[00020] Em uma modalidade um primeiro torque de acionamento é determinado sem o rolete de costura contatar o pacote de banda de rodagem/correia, um segundo torque de acionamento é determinado quando o rolete de costura pressiona contra o pacote de banda de rodagem/correia, em que o dispositivo de controle regula a velocidade periférica do rolete de costura e/ou a velocidade periférica da carcaça com pacote de banda de rodagem/correia de tal modo que, pelo menos durante prensagem do rolete de costura contra o pacote de banda de rodagem/correia, a diferença entre o primeiro e segundo torque de acionamento se torna minima.
[00021] Em uma modalidade o rolete de costura é um rolete dinâmico seguindo o contorno de pneu, cujo rolete pode ser movido em uma direção axial com relação ao tambor de carcaça. Em uma modalidade o dispositivo de controle ajusta a velocidade periférica do rolete de costura dependendo do movimento axial do rolete de costura com relação ao tambor de carcaça.
[00022] De acordo com um terceiro aspecto, a invenção provê uma unidade de rolete de costura apropriada e destinada a um conjunto para fabricar um pneu radial cru ou para realizar um método como descrito acima.
[00023] Os aspectos e medidas descritos nessa descrição e reivindicações do pedido e/ou mostrados nos desenhos desse pedido podem, onde possível, ser também utilizados individualmente. Os aspectos individuais podem ser o tema de pedidos de patente divisionais referentes ao mesmo. Isso se aplica especificamente às medidas e aspectos que são descritas por si nas sub-reivindicações.
[00024] A invenção será elucidada com base em diversas modalidades exemplares mostradas nos desenhos em anexo, nos quais:
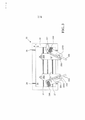
[00025] A figura 1 mostra uma vista esquemática de uma unidade de rolete de costura em um tambor de carcaça com uma carcaça;
[00026] A figura 2 mostra uma vista superior esquemática de uma unidade de rolete de costura de acordo com a invenção;
[00027] A figura 3 mostra uma vista superior esquemática da figura 2, em que os roletes de costura oscilam em volta; e
[00028] A figura 4 mostra esquematicamente a distância de movimento de um dos roletes de um par de roletes de costura dinâmicos que seguem o contorno do pneu.
[00029] Ao fabricar um pneu radial cru faz-se uso de um tambor de carcaça 93 para construir ou expandir no mesmo uma carcaça 92 com talões e costados. Após um pacote de banda de rodagem/correia ser disposto na carcaça 92, o pacote de banda de rodagem/correia é prensado com força ajustável contra a carcaça 92 com os talões, os costados e o pacote de banda de rodagem/correia por intermédio de uma unidade de rolete de costura 1, enquanto simultaneamente gira o tambor de carcaça 93, de modo que adiram entre si para formar o pneu radial cru que está subseqüentemente pronto para processamento adicional.
[00030] A unidade de rolete de costura 1 pode ser formada por pelo menos um rolete de costura 2 como mostrado esquematicamente na figura 1. Por intermédio de um cilindro 3 o rolete de costura 2 é móvel na direção do tambor de carcaça 93 para cima para a posição 21 pressionando contra o pacote de banda de rodagem/correia e indicado em linhas pontilhadas. O rolete de costura 2 é então colocado contra a carcaça 92 com força ajustável.
[00031] Por intermédio do cilindro de costura ativo duplo 3, o rolete de costura 2 é retrátil para a posição livre que é indicada em linhas cheias.
[00032] Adicionalmente, o rolete de costura 2 é dotado de seu mecanismo de acionamento individual 4 na forma de um motor. Na modalidade exemplar como mostrado na figura 1, o rolete de costura 2 é diretamente colocado no eixo de acionamento do motor 4. Em uma modalidade alternativa uma transmissão pode ser colocada entre o rolete de costura 2 e o motor 4, como mostrado esquematicamente na figura 2 e descrito em detalhe adicional abaixo.
[00033] Além disso, a unidade de rolete de costura 1 como mostrado na figura 1 é dotada de um acionamento longitudinal 51 com o qual o rolete de costura 2 é móvel substancialmente na direção longitudinal com relação ao tambor de carcaça 93, e com um acionamento radial 52 com o qual o rolete de costura 2 é móvel substancialmente em direção radial com relação ao tambor de carcaça 93. Nessa modalidade exemplar os dois acionamentos 51, 52 fornecem um movimento dinâmico do rolete de costura 2 seguindo o contorno de pneu.
[00034] Na modalidade exemplar da figura 1 o rolete de costura 2 com seu mecanismo de acionamento 4 e cilindro 3 são colocados em uma primeira mesa de translação 6. A primeira mesa de translação 6 é colocada em uma segunda mesa de translação 8 por intermédio de dois guias longitudinais 7. A segunda mesa de translação 8 é colocada em um suporte 10 por intermédio de pelo menos um guia radial 9. Por regular a velocidade periférica da superfície de execução de costura do rolete de costura 2 pode ser obtido que a superfície de execução de costura e uma posição de engate do rolete de costura 2 no pneu 92 pelo menos rodem substancialmente paralelas.
[00035] Uma segunda modalidade exemplar de uma unidade de rolete de costura 20 de acordo com a invenção é mostrada nas vistas superiores das figuras 2 e 3. A unidade de rolete de costura 20 compreende um par de roletes de costura dinamicamente móveis 22A, 22B. Cada rolete de costura 22A, 22B é dotado de um mecanismo de acionamento individual 24A, 24B. por intermédio de uma transmissão, nesse exemplo uma correia dentada 25A, 25B, o mecanismo de acionamento 24A, 24B é operacionalmente conectado ao rolete de costura 22A, 22B. Por utilizar uma correia dentada 25A, 25B e similar, o mecanismo de acionamento 24A, 24B pode ser separado adicionalmente do rolete de costura 22A, 22B. Particularmente como mostrado nas figuras 2 e 3, o mecanismo de acionamento 24A, 24B é colocado em um lado do rolete de costura 22A, 22B correspondendo ao mecanismo de acionamento 24A, 24B cujo lado está voltado para longe do tambor de carcaça.
[00036] Cada rolete de costura 22A, 22B com seu mecanismo de acionamento individual 24A, 24B é colocado em sua mesa de rotação individual ou suporte central 23A, 23B que em torno de um eixo geométrico de rotação 231A, 231B é giratoriamente conectado a uma primeira mesa de translação individual ou mesa de rolete 26A, 26B. Devido a essa construção os roletes de costura 22A e 22B podem pelo menos ser oscilados em torno ou girados Zl, Z2 entre uma primeira posição como mostrado na figura 2, para costurar entre outros a banda de rodagem do pneu cru 92, 94 como mostrado esquematicamente pelo rolete de costura 221A na figura 4, e uma segunda posição como mostrado na figura 3 para costurar os lados do pneu cru 92, 94 como mostrado esquematicamente pelo rolete de costura 222A na figura 4.
[00037] Exceto que o ângulo de oscilação Zl, Z2 em um movimento longitudinal XI, X2 tem de ser ajustado para seguir o contorno de pneu, também a posição de engate ou ponto de contato do rolete de costura 22A, 22B no pneu cru 92 estará situada em uma distância diferente yl e y2 na figura 4, com relação ao tambor de carcaça 93. No caso do número de giros do tambor de carcaça 93 permanecer o mesmo, a velocidade periférica na distância yl será maior do que a velocidade periférica na distância y2. Por regular a velocidade periférica da superfície de execução de costura dos roletes de costura 22A, 22B pode ser obtido que a superfície de execução de costura e a posição de engate dos roletes de costura no pneu 92 rodam pelo menos paralelos.
[00038] As primeiras mesas de translação ou mesas de rolete 2 6A e 2 6B são colocadas em uma segunda mesa de translação comum ou sub-armação 28 por intermédio de dois guias longitudinais 27. Devido ao acionamento longitudinal 251 os roletes de costura 22A, 22B são móveis substancialmente em direção longitudinal XI, X2 com relação ao tambor de carcaça. Como mostrado esquematicamente na figura 2 o motor 251 aciona um fuso que tem uma primeira parte 262 para acionar a primeira mesa de translação 26A do primeiro rolete de costura 22A e uma segunda parte 253 para acionar a primeira mesa de translação 26B do segundo rolete de costura 22B, em que o passo da primeira parte 252 é o oposto do passo da segunda parte 253. Preferivelmente, o tamanho do passo da primeira parte 252 é substancialmente igual ao tamanho do passo da segunda parte 253, como resultado do que o primeiro rolete de costura 22A e o segundo rolete de costura 22B são substancialmente simetricamente móveis com relação a um plano de simetria S por acionar o fuso pelo motor 251.
[00039] A segunda mesa de translação ou a sub-armação 28 é colocada no suporte ou armação de base 30 por intermédio de dois guias radiais 29. A segunda mesa de translação 28 é móvel substancialmente em direção radial Y por intermédio de um acionamento radial (não mostrado).
[00040] Nessa segunda modalidade exemplar o acionamento radial, o acionamento longitudinal 251 e o acionamento de rotação das mesas de rotação 23A, 23B fornecem um movimento dinâmico dos roletes de costura 22A, 22B que segue o contorno do pneu.
[00041] Os mecanismos de acionamento 4, 24A, 24B dos roletes de costura 2, 22A, 22B são dotados de servomotores que são controlados através de um sistema de controle (não mostrado). Preferivelmente esse sistema de controle é acoplado ao meio de medição para determinar o torque de acionamento para acionar o tambor de carcaça.
[00042] Quando utilizado, primeiramente um primeiro valor é determinado para o torque de acionamento para acionar o tambor de carcaça sem um rolete de costura 2, 22A, 22B contatar a carcaça. Subseqüentemente, um rolete de costura 2, 22A, 22B é acionado por seu motor individual 4, 24A, 24B e enquanto gira, é prensado contra a carcaça. Como o rolete de costura 2, 22A, 22B é prensado contra a carcaça e/ou como o rolete de costura 2, 22A, 22B é movido ao longo do contorno de pneu, o valor do torque de acionamento para acionar o tambor de carcaça pode começar a desviar do primeiro valor. O sistema de controle então regula o motor 4, 24A, 24B do rolete de costura 2, 22A, 22B de tal modo que o valor do torque de acionamento se aproxima o máximo possível do primeiro valor.
[00043] A descrição acima é incluida para ilustrar a operação de modalidades preferidas da invenção e não limitar o escopo da invenção. Iniciando a partir da explicação acima muitas variações que estão compreendidas no espirito e escopo da presente invenção serão evidentes para um especialista.
[00044] Resumindo, a invenção desse modo se refere a um conjunto e um método para fabricar um pneu radial cru. O conjunto é dotado de um tambor de carcaça giratório para transportar uma carcaça com um pacote de banda de rodagem/correia para o pneu radial e com uma unidade de rolete de costura tendo pelo menos um rolete de costura giratório com uma superfície de execução de costura que pode ser colocada contra a carcaça e um dispositivo de deslocamento para mover o rolete radialmente a partir de ou em direção a carcaça com o pacote de banda de rodagem/correia. A unidade de rolete de costura é dotada de um mecanismo de acionamento individual para acionar giratoriamente a superfície de execução de costura do rolete de costura, pelo menos sem o rolete de costura contatar o pacote de banda de rodagem/correia. 0 conjunto é adicionalmente dotado de um dispositivo de controle para controlar uma velocidade periférica do rolete de costura, em que o conjunto compreende meio de medição para determinar um torque de acionamento para acionar o tambor de carcaça giratório ou uma quantidade derivada do mesmo, e para fornecer um sinal que é representativo para o torque de acionamento para o dispositivo de controle.
Claims (15)
1. Conjunto para fabricação de um pneu radial cru, cujo conjunto é dotado de um tambor de carcaça giratório (93) para transportar uma carcaça (92) com um pacote de banda de rodagem/correia para o pneu radial e com uma unidade de rolete de costura (1; 20) tendo pelo menos um rolete de costura giratório (2; 22A, 22B) tendo uma superfície de execução de costura que pode ser colocada contra a carcaça (92) e um dispositivo de deslocamento (52; 28) para mover o rolete (2; 22A, 22B) radialmente a partir de ou em direção à carcaça (92) com o pacote de banda de rodagem/correia, caracterizado pelo fato de que a unidade de rolete de costura (1; 20) é dotada de um mecanismo de acionamento individual (4; 24A, 24B) para acionar giratoriamente a superfície de execução de costura do rolete de costura (2; 22A, 22B), pelo menos sem que o rolete de costura (2; 22A, 22B) contate o pacote de banda de rodagem/correia, em que o conjunto é dotado de um dispositivo de controle para controlar uma velocidade periférica do rolete de costura (2; 22A, 22B) e/ou a velocidade periférica da posição de engate na carcaça (92) dependendo de um torque de acionamento para acionar o tambor de carcaça (93), e em que o conjunto compreende meio de medição para determinar o torque de acionamento para acionar o tambor de carcaça (93) giratório ou uma quantidade derivada do mesmo, e para fornecer um sinal que é representativo para o torque de acionamento ao dispositivo de controle.
2. Conjunto, de acordo com a reivindicação 1, caracterizado pelo fato de que o dispositivo de controle é adaptado para controlar a velocidade periférica do rolete de costura (2; 22A, 22B) dependendo da velocidade periférica da carcaça (92) com o pacote de banda de rodagem/correia.
3. Conjunto, de acordo com a reivindicação 2, caracterizado pelo fato de que o conjunto compreende um velocímetro para determinar a velocidade periférica da posição de engate na carcaça (92) e/ou que o dispositivo de controle é adaptado para calcular a velocidade periférica da posição de engate na carcaça (92) a partir do número de giros do tambor de carcaça (93) e a distância a partir da posição de engate com o eixo geométrico de rotação do tambor de carcaça (93).
4. Conjunto, de acordo com qualquer uma das reivindicações 1 a 3, caracterizado pelo fato de que o dispositivo de controle é adaptado para controlar a velocidade periférica do rolete de costura (2; 22A, 22B) dependendo do sinal que é representativo para o torque de acionamento.
5. Conjunto, de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de que o conjunto compreende um servomotor para acionar giratoriamente o tambor de carcaça (93) e/ou em que o mecanismo de acionamento (4; 24A, 24B) compreende um servomotor para acionar o rolete de costura (2; 22A, 22B).
6. Conjunto, de acordo com qualquer uma das reivindicações 1 a 5, caracterizado pelo fato de que o rolete de costura (22A, 22B) é um rolete dinâmico que segue o contorno de um pneu, cujo rolete é móvel em uma direção longitudinal (XI, X2) com relação ao tambor de carcaça (93).
7. Conjunto, de acordo com a reivindicação 6, caracterizado pelo fato de que o dispositivo de controle é adaptado para controlar uma velocidade periférica do rolete de costura (2; 22A, 22B) dependendo de uma posição de engate na carcaça com o pacote de banda de rodagem/correia.
8. Conjunto, de acordo com a reivindicação 6 ou 7, caracterizado pelo fato de que a unidade de rolete de costura (20) compreende um par de roletes de costura dinâmicos (22A, 22B) seguindo o contorno de pneu cujos roletes (22A, 22B) são móveis na direção longitudinal (XI, X2) com relação ao tambor de carcaça (93), em que cada um dos dois roletes de costura (22A, 22B) é dotado de seu mecanismo de acionamento individual (24A, 24B).
9. Conjunto, de acordo com qualquer uma das reivindicações 1 a 8, caracterizado pelo fato de que o mecanismo de acionamento (4; 22A, 24B) é separado do rolete de costura (2; 22A, 22B), no lado do rolete de costura (2; 22A, 22B) que está voltado para longe do tambor de carcaça (93) .
10. Método para fabricação de um pneu radial cru usando o conjunto como definido em qualquer uma das reivindicações 1 a 9, compreendendo as seguintes etapas: dispor uma carcaça (92) em um tambor de carcaça (93) giratório; dispor um pacote de banda de rodagem/correia na carcaça (92) ; acionar giratoriamente o tambor de carcaça (93) com a carcaça (92) com o pacote de banda de rodagem/correia sobre o mesmo; mover uma unidade de rolete de costura (1; 20) com um rolete de costura (2; 22A, 22B) giratório em direção à carcaça (92) com o pacote de banda de rodagem/correia; costurar o pacote de banda de rodagem/correia contra a carcaça (92) pelo rolete de costura (2; 22A, 22B) enquanto aciona simultaneamente giratoriamente o tambor de carcaça (93) ; caracterizado pelo fato de que a unidade de rolete de costura (1; 20) é dotada de um mecanismo de acionamento (4; 24A, 24B) para acionar giratoriamente uma superfície de execução do rolete de costura (2; 22A, 22B), em que o rolete de costura (2; 22A, 22B) é acionado giratoriamente antes do rolete de costura (2; 22A, 22B) contatar o pacote de banda de rodagem/correia, e que um torque de acionamento para acionar o tambor de carcaça (93) giratório ou uma quantidade derivada do mesmo é determinado, e um sinal que é representativo para o torque de acionamento é dado a um dispositivo de controle para controlar uma velocidade periférica do rolete de costura (2; 22A, 22B) e/ou a velocidade periférica da posição de engate na carcaça (92) dependendo do torque de acionamento para acionar o tambor de carcaça (93).
11. Método, de acordo com a reivindicação 10, caracterizado pelo fato de que a velocidade periférica do rolete de costura (2; 22A, 22B) acionado giratoriamente é ajustada dependendo da velocidade periférica de uma posição de engate na carcaça (92) com o pacote de banda de rodagem/correia, onde o rolete de costura (2; 22A, 22B) está no ponto de engatar ou engatado.
12. Método, de acordo com a reivindicação 11, caracterizado pelo fato de que o dispositivo de controle orienta a velocidade periférica do rolete de costura (2; 22A, 22B) e/ou a velocidade periférica da carcaça (92) com pacote de banda de rodagem/correia, pelo menos próximo à posição de engate, em um valor igual.
13. Método, de acordo com a reivindicação 10, caracterizado pelo fato de que um primeiro torque de acionamento é determinado sem o rolete de costura (2; 22A, 22B) contatar o pacote de banda de rodagem/correia, que um segundo torque de acionamento é determinado, em que o rolete de costura (2; 22A, 22B) pressiona contra o pacote de banda de rodagem/correia, e em que o dispositivo de controle regula a velocidade periférica do rolete de costura e/ou a velocidade periférica da carcaça (92) com pacote de banda de rodagem/correia de tal modo que a diferença entre o primeiro e segundo torques de acionamento se torna minima.
14. Método, de acordo com qualquer uma das reivindicações 10 a 13, caracterizado pelo fato de que o rolete de costura (22A, 22B) é um rolete dinâmico seguindo o contorno de um pneu, cujo rolete é movido em uma direção longitudinal (XI, X2) com relação ao tambor de carcaça (93).
15. Método, de acordo com a reivindicação 14, caracterizado pelo fato de que o dispositivo de controle ajusta a velocidade periférica do rolete de costura (22A, 22B) dependendo do movimento longitudinal (XI, X2) do rolete de costura (22A, 22B) com relação ao tambor de carcaça (93)
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US21944009P | 2009-06-23 | 2009-06-23 | |
| NL2003069A NL2003069C2 (nl) | 2009-06-23 | 2009-06-23 | Samenstel en werkwijze voor het vervaardigen van een groene radiale luchtband. |
| NL2003069 | 2009-06-23 | ||
| US61/219,440 | 2009-06-23 | ||
| PCT/NL2010/050385 WO2010151122A1 (en) | 2009-06-23 | 2010-06-22 | Assembly and method for manufacturing a green radial pneumatic tyre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI1014430A2 BRPI1014430A2 (pt) | 2016-04-12 |
| BRPI1014430B1 true BRPI1014430B1 (pt) | 2020-10-13 |
Family
ID=41650379
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI1014430-7A BRPI1014430B1 (pt) | 2009-06-23 | 2010-06-22 | conunto e método para fabricação de um pneu radial cru |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20120125519A1 (pt) |
| EP (1) | EP2445707B1 (pt) |
| JP (1) | JP5631986B2 (pt) |
| KR (1) | KR101430319B1 (pt) |
| CN (1) | CN102458813B (pt) |
| BR (1) | BRPI1014430B1 (pt) |
| NL (1) | NL2003069C2 (pt) |
| RU (1) | RU2530674C2 (pt) |
| WO (1) | WO2010151122A1 (pt) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2964594B1 (fr) * | 2010-09-10 | 2014-04-18 | Michelin Soc Tech | Procede de fabrication d'une ebauche crue de pneumatique mettant en œuvre une etape de rouletage |
| ITMI20131281A1 (it) | 2013-07-31 | 2015-02-01 | Pirelli | Metodo ed apparato per alimentare una pluralita' di fasce battistrada in un processo per confezionare pneumatici per ruote di veicoli |
| NL2018011B1 (en) * | 2016-12-16 | 2018-06-26 | Vmi Holland Bv | Drum half, tire building machine and method for operating said tire building machine |
| CN108195643B (zh) * | 2017-12-06 | 2020-07-28 | 合肥美亚光电技术股份有限公司 | 轮胎的子口扩展方法及系统 |
| DE102019208218A1 (de) | 2019-06-05 | 2020-12-10 | Continental Reifen Deutschland Gmbh | Vorrichtung zur Herstellung eines Reifenrohlings |
| KR20200145988A (ko) | 2019-06-21 | 2020-12-31 | 이승준 | 열 변색 수납 가방 |
| CN111251636B (zh) * | 2020-01-21 | 2022-03-08 | 厦门洪海机械有限公司 | 电动车或摩托车轮胎成型机主机 |
| CN114919214B (zh) * | 2022-04-15 | 2022-12-13 | 天津赛象科技股份有限公司 | 工程胎成型机的辊压装置、控制方法及两鼓工程胎成型机 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB108965A (en) * | 1916-11-06 | 1917-08-30 | Charles Fredrick Davis | Improvements in Machinery used for the Manufacture of Solid Tyres, Rollers, or similar Articles Manufactured from India Rubber. |
| US1849138A (en) * | 1926-05-06 | 1932-03-15 | Gen Tire & Rubber Co | Process and apparatus for the manufacture of pneumatic tires |
| US1932184A (en) * | 1929-10-31 | 1933-10-24 | Montgomery Ward & Co Inc | Freezing unit for household refrigerators |
| US1944236A (en) * | 1930-01-25 | 1934-01-23 | Standard Ig Co | Process for simultaneously producing high grade motor fuels and lubricants from heavy hydrocarbons by the action of hydrogen |
| US2362180A (en) * | 1940-05-03 | 1944-11-07 | Arthur A Behm | Apparatus for applying tread rubber to tires |
| US2339551A (en) * | 1941-07-08 | 1944-01-18 | Firestone Tire & Rubber Co | Tire building apparatus |
| DE1579161A1 (de) * | 1965-11-24 | 1970-01-29 | Continental Gummi Werke Ag | Anrollvorrichtung fuer Reifen-Aufbaumaschinen |
| US3990930A (en) * | 1971-09-09 | 1976-11-09 | The Goodyear Tire & Rubber Company | Bladder for tire building apparatus and method of making the same |
| JPS529717B2 (pt) * | 1971-12-31 | 1977-03-17 | ||
| US4424744A (en) * | 1982-04-26 | 1984-01-10 | Harper Corporation Of America | Adjustable drive system for matching surface speeds of a transfer roll and plate roll and method thereof |
| JPH01280048A (ja) * | 1988-05-02 | 1989-11-10 | Toyota Central Res & Dev Lab Inc | ジエツト織機のよこ入れ方法および装置 |
| JPH03187729A (ja) * | 1989-11-20 | 1991-08-15 | Bridgestone Corp | タイヤ構成部材の貼付け装置 |
| WO1992002321A1 (en) * | 1990-08-03 | 1992-02-20 | Davy Mckee (Poole) Limited | Twin roll casting |
| EP0581404B1 (en) * | 1992-02-19 | 1996-12-04 | Sumitomo Rubber Industries Limited | A method and apparatus for fabricating a tyre |
| NL9300893A (nl) * | 1993-05-26 | 1994-12-16 | Veluwse Machine Ind | Inrichting en werkwijze voor het vervaardigen van een groene radiale luchtband en overbrengeenheid voor gebruik in een dergelijke inrichting. |
| JPH0760867A (ja) * | 1993-08-30 | 1995-03-07 | Toyo Tire & Rubber Co Ltd | ラジアルタイヤの成形方法 |
| JPH09117969A (ja) * | 1995-10-24 | 1997-05-06 | Bridgestone Corp | タイヤ構成部材の圧着装置 |
| JP4420491B2 (ja) * | 1998-06-29 | 2010-02-24 | 株式会社ブリヂストン | タイヤ構成部材用ゴム材料の張付方法及び張付装置 |
| JP4375890B2 (ja) * | 2000-09-06 | 2009-12-02 | 横浜ゴム株式会社 | タイヤ成形方法 |
| FR2815287A1 (fr) * | 2000-10-18 | 2002-04-19 | Sedepro | Fabrication d'une bandelette par extrusion d'un tube puis aplatissement du tube |
| JP2003154630A (ja) * | 2001-08-06 | 2003-05-27 | Fuji Photo Film Co Ltd | インキ供給装置及び印刷機 |
| EP1509388B1 (en) * | 2002-05-21 | 2006-06-21 | Matador A.S. | A method for pressure-bonding of a breaker-tread assembly with a carcass assembly by means of stitching in the manufacture of green tyres and device for accomplishment of such method |
| US20080011409A1 (en) * | 2004-06-08 | 2008-01-17 | Yuichiro Ogawa | Method for Manufacturing Tire and Apparatus Used Therefor |
| DE602004016581D1 (de) * | 2004-12-01 | 2008-10-23 | Pirelli | Verfahren und vorrichtung zur steuerung eines herstellungsprozesses von komponenten eines reifens für fahrzeugräder |
| ITTO20050450A1 (it) * | 2005-06-28 | 2006-12-29 | Marangoni Meccanica | Metodo ed impianto per la gommatura di una superficie anulare di corpo |
| US7524400B2 (en) * | 2006-06-13 | 2009-04-28 | The Procter & Gamble Company | Process for controlling torque in a calendering system |
| FR2914581B1 (fr) * | 2007-04-05 | 2009-07-03 | Michelin Soc Tech | Dispositif, installation et procede pour l'application d'une bande de gomme sur une ebauche de pneumatique. |
| CN101909866B (zh) * | 2008-06-10 | 2013-03-20 | 株式会社普利司通 | 未硫化轮胎的制造方法和该轮胎的制造装置 |
-
2009
- 2009-06-23 NL NL2003069A patent/NL2003069C2/nl not_active IP Right Cessation
-
2010
- 2010-06-22 KR KR1020127001506A patent/KR101430319B1/ko active IP Right Grant
- 2010-06-22 RU RU2012102043/02A patent/RU2530674C2/ru active
- 2010-06-22 CN CN201080027764.XA patent/CN102458813B/zh active Active
- 2010-06-22 EP EP10731829.7A patent/EP2445707B1/en active Active
- 2010-06-22 WO PCT/NL2010/050385 patent/WO2010151122A1/en active Application Filing
- 2010-06-22 JP JP2012517428A patent/JP5631986B2/ja active Active
- 2010-06-22 US US13/378,722 patent/US20120125519A1/en not_active Abandoned
- 2010-06-22 BR BRPI1014430-7A patent/BRPI1014430B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| KR20120106700A (ko) | 2012-09-26 |
| NL2003069C2 (nl) | 2010-12-27 |
| RU2530674C2 (ru) | 2014-10-10 |
| JP2012531328A (ja) | 2012-12-10 |
| RU2012102043A (ru) | 2013-07-27 |
| CN102458813B (zh) | 2015-05-20 |
| KR101430319B1 (ko) | 2014-08-13 |
| EP2445707B1 (en) | 2013-10-30 |
| JP5631986B2 (ja) | 2014-11-26 |
| WO2010151122A1 (en) | 2010-12-29 |
| BRPI1014430A2 (pt) | 2016-04-12 |
| CN102458813A (zh) | 2012-05-16 |
| US20120125519A1 (en) | 2012-05-24 |
| EP2445707A1 (en) | 2012-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI1014430B1 (pt) | conunto e método para fabricação de um pneu radial cru | |
| CN103962920A (zh) | 胶辊砂带抛光机 | |
| CN201677440U (zh) | 橡胶轮胎硫化机装卸胎机械手 | |
| CN203125282U (zh) | 胶辊砂带抛光机 | |
| JP2012531328A5 (pt) | ||
| JP5980597B2 (ja) | トレッド部材のステッチング方法及びステッチング装置 | |
| JP2012192684A (ja) | タイヤ構成部材の圧着装置及びタイヤ製造方法 | |
| CN204453957U (zh) | 造纸机、卷纸机及卷纸辊传动系统 | |
| CN109440437A (zh) | 一种布料分切机 | |
| CN204760241U (zh) | 双卷针装置 | |
| JP7087090B2 (ja) | タイヤを成型するための装置およびタイヤ部品を接合又は切断するための方法 | |
| CN209112545U (zh) | 一种包装机 | |
| CN110524924A (zh) | 一种轮胎制造加工方法 | |
| JP3937703B2 (ja) | ビード成形用ドラム装置 | |
| CN209716574U (zh) | 一种便于调节切割面的铝板切圆机 | |
| CN103552265A (zh) | 工程胎90度包贴边装置 | |
| JPH0637085B2 (ja) | ゴムベルト製造用成形機 | |
| JPH05154937A (ja) | タイヤ成型装置 | |
| CN220659599U (zh) | 一种可调节切割形状的切领机 | |
| CN109436463A (zh) | 一种包装机 | |
| CN211843303U (zh) | 压合装置 | |
| JPS61106229A (ja) | タイヤ成形機に於けるトレツド・ステツチング方法及びその装置 | |
| CN218615482U (zh) | 一种医疗充气袖带生产封边装置 | |
| CN215792091U (zh) | 一种破口制袋机的传动机构 | |
| CN219562397U (zh) | 一种千斤顶活塞杆生产用打磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06T | Formal requirements before examination [chapter 6.20 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 13/10/2020, OBSERVADAS AS CONDICOES LEGAIS. |