BR112019008087B1 - Corrugador pulsante com conexão de cavilha - Google Patents
Corrugador pulsante com conexão de cavilha Download PDFInfo
- Publication number
- BR112019008087B1 BR112019008087B1 BR112019008087-2A BR112019008087A BR112019008087B1 BR 112019008087 B1 BR112019008087 B1 BR 112019008087B1 BR 112019008087 A BR112019008087 A BR 112019008087A BR 112019008087 B1 BR112019008087 B1 BR 112019008087B1
- Authority
- BR
- Brazil
- Prior art keywords
- mold block
- corrugation
- diameter
- blocks
- dowel
- Prior art date
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/80—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/13—Articles with a cross-section varying in the longitudinal direction, e.g. corrugated pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/303—Extrusion nozzles or dies using dies or die parts movable in a closed circuit, e.g. mounted on movable endless support
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
- B29C48/335—Multiple annular extrusion nozzles in coaxial arrangement, e.g. for making multi-layered tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/22—Corrugating
- B29C53/30—Corrugating of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/22—Tubes or pipes, i.e. rigid
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Abstract
Corrugador de pulsação que é dotado de pelo menos um bloco de molde secundário que é seletivamente usado para formar uma conexão de cavilha na medida em que o cano corrugado ou com nervuras é formado. De preferência, os blocos de molde primários usados para formar o cano corrugado também são usados para auxiliar no resfriamento adicional da conexão de cavilha formada, uma vez liberados a partir do bloco de molde secundário. O corrugador também inclui um controlador usado para fornecer pressão de ar diferente na medida em que os blocos de molde se movem além de saídas de extrusão de uma extrusora associada.
Description
[0001] A presente invenção refere-se a um molde de cano para um corrugador do tipo pulsante que inclui pelo menos um bloco de molde secundário para formar seletivamente uma conexão de cavilha de cano.
[0002] Um túnel de bloco de molde em deslocamento é comumente usado com um extrusor para formar um cano de parede dupla ou de parede única. Um cano de plástico corrugado de parede dupla com uma parede que forma as corrugações externas e uma parede lisa interna de um diâmetro fixo é comumente produzido e usado em múltiplas aplicações.
[0003] Cano corrugado de parede dupla e outros tipos de cano de parede dupla com nervuras são geralmente fabricados através do uso de um túnel de molde em movimento convencional em que dois trens de blocos de molde circulam ao redor de uma trilha sem fim e se juntam e movem-se juntos para formar um túnel de molde em movimento.
[0004] O molde de cano de plástico corrugado duplo através do uso de um corrugador pulsante também é conhecido. Em um corrugador pulsante, a ordem relativa dos blocos de molde entre si permanece a mesma e os blocos de molde se movem individualmente. Por exemplo, dois blocos de molde adjacentes, mesmo que separados do cano e retornados a uma posição inicial, não revertem posições.
[0005] A patente dos Estados Unidos Ns 7.104.777 revela um corrugador do tipo pulsante ou “vai e vem” em que os blocos de molde são projetados para reconhecer o encolhimento térmico durante o processo de moldagem e o tamanho dos blocos de molde varia dependendo de sua ordem.
[0006] A presente invenção aborda questões associadas à fabricação de canos de plástico corrugado de parede dupla que usam um corrugador pulsante. Em particular, a invenção refere-se ao fornecimento de pressão apropriada para sustentar o plástico moldado extrudado durante o deslocamento dos blocos de molde.
[0007] Um corrugador pulsante, de acordo com a presente invenção, compreende uma pluralidade de blocos de molde principais usados para formação em linha de cano corrugado de uma construção de parede dupla com uma parede lisa de parede interna de um primeiro diâmetro e uma parede corrugada externa ligada à dita parede interna e que a reforça. Cada corrugação é ligada à parede interna e se estende para fora da mesma para um segundo diâmetro que é maior que o dito primeiro diâmetro. Pelo menos um bloco de molde secundário está localizado a montante dos ditos blocos de molde principais e é usado em combinação com os mesmos para formar seletivamente uma conexão de cavilha de parede dupla em linha como parte do dito cano corrugado. A conexão de cavilha tem uma parede lisa interna de dito primeiro diâmetro com corrugações externas ligadas à dita parede lisa interna e de um diâmetro máximo que intermedia os ditos primeiro e segundo diâmetros. O pelo menos um bloco de molde secundário, durante a formação do dito cano de parede dupla corrugado com o uso dos ditos blocos de molde principais, está em uma posição a montante de saídas de extrusão de plástico usadas para formação das paredes do cano corrugado de parede dupla; Um controlador controla o movimento pulsante dos ditos blocos de molde principais e o uso seletivo do dito pelo menos um bloco de molde secundário para se mover com os ditos blocos de molde primários para formar a dita conexão de cavilha, se separar dos mesmos e, posteriormente, retornar para a dita posição a montante. O controlador varia a pressão de um fornecimento de ar que introduz ar de suporte entre as ditas saídas de plástico extrudadas a uma primeira pressão para cada corrugação do dito primeiro diâmetro e a uma menor pressão para suportar uma última corrugação de cavilha formada quando o bloco de molde secundário é liberado a partir das conexões de cavilha formadas e movido para a dita posição a montante.
[0008] De acordo com um aspecto da invenção, os blocos de molde e o pelo menos um dito bloco de molde secundário têm corrugações ao mesmo passo e os ditos blocos engatam as ditas corrugações de cavilha formadas liberadas a partir do dito pelo menos um bloco de molde secundário para continuar a resfriar as ditas corrugações de cavilha.
[0009] Em um aspecto da invenção, o controlador varia uma força de vácuo usado com os ditos blocos de molde primários para formar as ditas corrugações de dito primeiro diâmetro e exerce uma fonte de vácuo reduzida quando o respectivo bloco de molde principal engata uma corrugação formada pelos blocos de molde secundários.
[0010] Em um aspecto preferencial da invenção, os blocos de molde principais e o pelo menos um molde secundário têm a mesma orientação e se movem para dentro e para fora em relação ao cano corrugado de parede dupla formado na mesma direção.
[0011] Em ainda um aspecto adicional da invenção, o pelo menos um bloco de molde secundário é um bloco de molde secundário que se move em uníssono com o bloco de molde primário imediatamente a jusante do mesmo em relação à separação do cano corrugado e ao movimento no comprimento do corrugador pulsante.
[0012] As modalidades preferenciais da invenção são mostradas nos desenhos, em que:
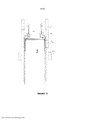
[0013] As Figuras 1 a 13 são vistas em corte horizontais similares através de um corrugador pulsante que mostram uma sequência de etapas usadas na fabricação do cano de parede dupla corrugado em que tanto o corrugador quanto o método de fabricação permitem a formação de uma conexão macho integral de cavilha como parte do cano de parede dupla corrugado moldado.
[0014] A Figura 1, nos desenhos, é uma vista transversal horizontal através do túnel de molde em movimento 2 que mostra adicionalmente uma porção da cabeça de molde 1 para extrudar o filme plástico 17 para formação da parede corrugada externa e extrudar o filme plástico 15 para formação da parede lisa interna do cano de parede dupla corrugado. Os filmes plásticos extrudados, em combinação com os blocos de molde em movimento e o plugue de resfriamento 22, cooperam para formar o cano de parede dupla corrugado 200.
[0015] Na Figura 1, o túnel de molde 2 compreende blocos de molde primários e pelo menos um bloco de molde secundário. Os blocos de molde primários incluem o bloco de molde a montante 3, o bloco de molde intermediário 5 e o bloco de molde a jusante 7. Um bloco de molde secundário 11 é mostrado para formar seletivamente uma conexão de cavilha. Embora blocos de molde secundários adicionais possam cooperar, apenas um bloco de molde secundário que forma a conexão de cavilha em linha é mostrado.
[0016] A Figura 1 também mostra a formação parcial da corrugação 21 que está imediatamente a montante do plugue de resfriamento 22.
[0017] O ar de suporte 20 é fornecido no vão entre os dois filmes plásticos 15 e 17 para auxiliar na sustentação do filme plástico 17 e a deformação para fora do mesmo para trazê-lo em contato com a cavidade de corrugação do bloco de molde a montante 3. Uma vez que o filme 17 se aproxima da parede externa de bloco de molde 3, o vácuo variável segmentado 300 fornece uma assistência de vácuo variável para puxar o filme plástico 17 contra o formato externo do bloco de molde e, em particular, contra as cavidades que formam as corrugações. Um equilíbrio da pressão de ar 20 é exigido para incentivar de modo eficaz o filme a se mover para fora na corrugação 21, mas não tão grande a ponto de soprar o filme ou distorcer o filme 17 a montante da corrugação 25. Na Figura 1, pode-se ver que a superfície de projeção 25 está em proximidade da saída de extrusão para o filme plástico 17. Com este arranjo, há menos tendência de que o filme 17 seja distorcido ou soprado a montante, mas a pressão de ar 20 não pode ser muito grande.
[0018] Há arranjos diferentes para essencialmente controlar a força de vácuo exercida através de cada cavidade de corrugação de quaisquer dos blocos de mole. A função LIGA/DESLIGA e/ou capacidade de ajuste é definida pelo controlador 350 que também controla a sequência do bloco de molde.
[0019] Como pode-se verificar, o vácuo associado à corrugação 21 (aplicado através do bloco de molde) apenas terá eficácia à medida que o vão entre o filme 17 e a parede externa da corrugação se estreita. Se o vão for muito grande, então a pressão de ar pode vazar facilmente no filme 17 e efetivamente destruir a força de vácuo no mesmo, particularmente quando os blocos de molde são liberados, conforme mostrado na Figura 2. Para compensar isso, a pressão de ar 20 incentiva o filme a se mover para fora e pelo menos sustentar a corrugação.
[0020] Quando os blocos de molde principais 3, 5 e 7 formarem o cano corrugado, a pressão de ar 20 é ajustada para um nível menor quando o bloco de molde a montante 3 se separar para fora, conforme mostrado na Figura 2. Nessa posição, a corrugação 21 acabou de ser formada e o filme plástico 17 permanece um tanto quanto macio e deformável. Ademais, a pressão de ar 20 atua agora sobre toda a corrugação 21 que não é sustentada, bem como a porção do filme que leva à corrugação 21.
[0021] Na posição mostrada na Figura 2, a pressão de ar é preferivelmente diminuída a um nível para continuar a sustentar a corrugação 21, mas não tão grande a ponto de causar a deformação a montante do filme 17 ou de causar a deformação para fora da corrugação 21. Alguma deformação marginal da corrugação 21 será corrigida quando o bloco de molde 3 reengatar essa corrugação, conforme mostrado na Figura 3. A fonte de vácuo associada ao bloco de molde 3 é interrompida temporariamente.
[0022] A Figura 2 mostra o bloco de molde a montante 3 parcialmente deslocado a montante, enquanto a Figura 3 mostra o bloco de molde a montante 3 em uma posição reengatando a corrugação 21 com a célula de corrugação última ou mais a jusante do bloco de molde. A cavilha secundária que forma o bloco de molde 11 se moveu com o bloco de molde a montante 3. Na Figura 3, a pressão de ar 20 é mantida no nível de sustentação e a força de vácuo é reaplicada para auxiliar o movimento do filme plástico para formar a corrugação. Nessa posição, a pressão de ar é definida para incentivar filmes de plástico para engatar os blocos de molde na maneira mostrada e para evitar incrustação a montante do filme plástico 17.
[0023] Quando uma borda de arrasto de uma projeção para dentro de um bloco de molde, tal como a borda 29 na Figura 1, coopera com a cabeça de molde para formar uma vedação a montante, a pressão de ar pode ser aumentada temporariamente ou pulsada para auxiliar o movimento para fora do filme. Cada cavidade de corrugação dos blocos de molde tem tal borda de arrasto que coopera com a cabeça de molde.
[0024] Na Figura 3, o bloco de molde intermediário 5 agora se separou do cano corrugado 200 e se moveu parcialmente a montante. O bloco de molde de força de vácuo 5 é desligado. A força de vácuo é aplicada à corrugação única 21 através da cavidade de corrugação 27.
[0025] Na Figura 4, tanto o bloco de molde intermediário 5 quanto o bloco de molde a jusante 7, liberaram e se moveram a montante cada um para reengatar o cano corrugado.
[0026] Na Figura 4, o vácuo associado a cada cavidade de corrugação dos blocos de molde 5 e 7 é totalmente LIGADO para auxiliar no resfriamento adicional das corrugações formadas. À medida que as corrugações são resfriadas, o "encolhimento" ocorre e o ar pode vazar nos vãos entre o cano formado e os blocos de molde. Esse ar vazado fornece resfriamento adicional. No bloco de molde 3, as três corrugações totalmente formadas têm o vácuo LIGADO. A corrugação mais a montante tem o vácuo DESLIGADO até que a borda de arrasto 29 está essencialmente oposta à saída de cabeça de molde associada ao filme 17, sendo que em tal momento o vácuo é LIGADO.
[0027] Na Figura 5, o bloco de molde secundário 11, foi ativada pelo controlador 300 e se moveu ao longo do plugue de resfriamento 22 e segue o bloco de molde a montante 3. Os blocos de molde intermediários e a jusante também se moverá mais a jusante antes de desengatar o cano corrugado ou começar seu movimento a montante de retorno. Os blocos de molde primários 3, 5 e 7 podem ter o vácuo LIGADO.
[0028] O bloco de molde secundário 11 forma corrugações de diâmetro reduzido e, nessa modalidade preferida, todas essas corrugações foram fornecidas com um recesso central que recebe um anel “0”. A primeira corrugação de cavilha totalmente formada 3 na Figura 5 tem o vácuo LIGADO com a pressão de ar superior até que o bloco de molde seja liberado.
[0029] Na Figura 5, os filmes plásticos 15 e 17 estão em engate com o bloco de molde secundário 11 e o bloco de molde secundário está a ponto de se separar da cavilha formada e se mover para fora em relação ao plugue de resfriamento 22. Esse aspecto é mostrado na Figura 6 em que tanto o bloco de molde secundário 11 quanto o bloco de molde a montante 3 liberaram o cano corrugado 100 e se movem a montante. Com esses blocos de molde separados do cano corrugado e cavilha, a pressão de ar 20 é reduzida para evitar a deformação da corrugação de cavilha mais a montante 31 que é majoritariamente autossustentada. A pressão de ar 20 é suficiente para auxiliar na manutenção da corrugação 31, até o momento em que o bloco de molde a montante 3 possa reengatar e sustentar as porções de corrugação da cavilha.
[0030] A Figura 7 mostra movimento adicional tanto do bloco de molde a montante 3 quanto do bloco de molde secundário 11.
[0031] A Figura 8 mostra que o bloco de molde a montante 3 agora se moveu para dentro e reengata e sustenta a corrugação a montante 31 da porção de cavilha 33. As cavidades de corrugação do bloco de molde a montante 3 são de diâmetro maior que o diâmetro das corrugações de cavilha. Contudo, essas cavidades são suficientes para sustentar e resfriar as corrugações de cavilha. Dessa forma, o bloco de molde a montante 3 e as cavidades de corrugação do mesmo são projetados para sustentar a última corrugação de cavilha formada 31 e o bloco de molde intermediário 5 sustentará as demais corrugações formadas da cavilha. A pressão de ar 20 na Figura 8 está no nível de sustentação reduzido para evitar a deformação a montante sobre a cabeça de molde.
[0032] A força de vácuo pode ser reduzida quando quaisquer dos blocos de molde primários 3, 5 e 7 sustentam corrugações de cavilha.
[0033] Conforme mostrado na Figura 9, o bloco de molde intermediário 5 liberou o cano corrugado 200 e se move para frente para cooperar com o bloco de molde a montante 3 para sustentar uma porção a jusante da cavilha formada.
[0034] Na Figura 10, o bloco de molde intermediário 5 sustenta agora as corrugações adicionais da cavilha. Novamente, o tamanho de célula real das cavidades de corrugação do bloco de molde intermediário 5 são superdimensionados em relação às corrugações de cavilha formadas, mas essas cavidades fornecem sustentação e resfriamento adicional da corrugação de cavilha. O vácuo aplicado às células de corrugação individuais do bloco de molde intermediário 5, bem como pelo menos a última cavidade de corrugação do bloco de molde a montante 3, podem ser reduzidos ou podem ser menos eficazes (devido ao vazamento de ar) quando as corrugações de cavilha estão presentes. A força de vácuo é suficiente para manter o formato externo, mas não para puxar a face externa da corrugação de cavilha formada em engate pleno com as cavidades de corrugação. As corrugações da porção de cavilha são de diâmetro reduzido necessário para formar uma conexão apropriada com um conector fêmea que possa estar no mesmo diâmetro que o cano formado, se cada cano tiver uma cavilha respectiva. Alternativamente, o conector fêmea tem duas cavidades com uma dimensionada para vedar com o cano corrugado de tamanho completo e uma segunda cavidade para engatar uma cavilha. Portanto, o vácuo aplicado durante esse tempo de processo é reduzido.
[0035] Na Figura 11, o bloco de molde a jusante 7 agora se separou do cano de corrugação e se move em uma direção a montante.
[0036] Na Figura 12, o bloco de molde a jusante 7 se reengatou com as corrugações do cano.
[0037] A Figura 13 mostra uma posição adicional do cano corrugado em que a pulsação dos blocos de molde ocorreu e o bloco de molde a jusante 7 engata algumas corrugações da cavilha. Com o bloco de molde nessa posição, a força de vácuo é majoritariamente usada para criar um fluxo de ar para resfriamento adicional e o formato externo das corrugações de cavilha é definido. Pode-se ver na Figura 13 que o bloco de molde a montante 3 está a ponto de desengatar o cano corrugado e o bloco de molde 3 será pulsado a montante para formar corrugações adicionais. O bloco de molde secundário 11 não engatará o filme plástico 17 e pode ser denominado como em uma posição estacionária ou estacionária em movimento.
[0038] Um controlador é usado para determinar quando o bloco de molde secundário 11 será usado para formar uma conexão de cavilha.
[0039] Isso pode ser definido de acordo com um comprimento de cano programado, tal como uma cavilha é formada em pontos pré-determinados ou o controlador pode ser definido para formar uma cavilha em posições diferentes.
[0040] As Figuras e a descrição acima baseiam-se no bloco de molde secundário 11 e são usadas apenas uma vez para formação da conexão de cavilha. Contudo, pode-se verificar que o bloco de molde poderia ser separado do cano e trazido de volta em contato com o cano para formar uma cavilha mais longa, caso desejado. Blocos de molde secundários múltiplos adicionais podem ser usados.
[0041] Os três blocos de molde principais 3, 5 e 7 são uma modalidade preferencial; contudo, o sistema pode operar de modo satisfatório com apenas dois blocos de molde principais ou um número maior de blocos de molde. Também pode- se verificar que o bloco de molde secundário 11 não precisa ser um bloco de molde único, mas pode ser uma pluralidade de blocos de molde. Adicionar blocos de molde adicionais pode ser útil no deslocamento dos blocos de molde de volta para as posições a montante. Os blocos de molde primários foram descritos como separados do bloco de molde secundário, mas o bloco de molde secundário poderia incluir várias corrugações de tamanho completo. O presente arranjo permite que blocos de molde tanto primários quanto secundários sejam sustentados e se movam de forma comum.
[0042] Com o arranjo acima, é possível formar conexões de cavilha em linha como parte integral do cano corrugado através do uso do corrugador pulsante e do método descrito neste documento.
[0043] Embora várias modalidades preferenciais da presente invenção tenham sido descritas no presente documento em detalhes, será observado por aqueles versados na técnica que variações podem ser feitas às mesmas sem se afastar das reivindicações anexas.
Claims (5)
1. Corrugador pulsante que compreende uma pluralidade de blocos de molde principais (3, 5, 7) usados na formação em linha de cano corrugado de construção de parede dupla, caracterizado pelo fato de que o cano corrugado inclui uma parede interna de parede lisa de um primeiro diâmetro e uma parede corrugada externa presa à dita parede interna em uma borda interna de cada corrugação e que se estende para fora para um segundo diâmetro que é maior do que o dito primeiro diâmetro; pelo menos um bloco de molde secundário (11) a montante e usado em combinação com os ditos blocos de molde principais (3, 5, 7) para formar seletivamente uma conexão de cavilha de parede dupla como parte do dito cano corrugado em que o dito conector de cavilha tem uma parede lisa interna do dito primeiro diâmetro com corrugações externas fixadas à dita parede lisa interna e de um diâmetro máximo que se encontra entre o dito primeiro diâmetro e o dito segundo diâmetro; o referido pelo menos um bloco de molde secundário (11), durante a formação do dito cano de parede dupla corrugado usando os ditos blocos de molde principais, está em uma posição a montante de saídas de extrusão de plástico usadas na formação das paredes do cano corrugado de parede dupla; um controlador (350) para controlar o movimento pulsante dos ditos blocos de molde principais (3, 5, 7) e o uso seletivo do dito pelo menos um bloco de molde secundário para se mover com os ditos blocos de molde principais (3, 5, 7) para formar a dita conexão de cavilha, se separar dos mesmos e, posteriormente, retornar para a dita posição a montante; e em que o dito controlador (350) é configurado para controlar a pressão de um fornecimento de ar (20) que introduz ar de suporte entre as ditas saídas de plástico extrudadas a uma primeira pressão para cada corrugação do dito primeiro diâmetro e a uma menor pressão para suportar uma última corrugação de cavilha formada quando o bloco de molde secundário (11) é liberado a partir das conexões de cavilha formadas e movido para a dita posição a montante.
2. Corrugador pulsante, de acordo com a reivindicação 1, caracterizado pelo fato de que os blocos de molde principais (3, 5, 7) e o dito bloco de molde secundário (11) têm corrugação ao mesmo passo e os ditos blocos principais (3, 5, 7) são configurados para engatar as ditas corrugações de cavilha formadas liberadas a partir do dito pelo menos um bloco de molde secundário para continuar a resfriar as ditas corrugações de cavilha.
3. Corrugador pulsante, de acordo com a reivindicação 2, caracterizado pelo fato de que o dito controlador (350) é configurado para controlar uma força de vácuo exercida pelos ditos blocos de molde principais (3, 5, 7) sobre as ditas corrugações do dito primeiro diâmetro e para exercer uma força de vácuo reduzida quando o respectivo bloco de molde principal está engatando com uma corrugação secundária.
4. Corrugador pulsante, de acordo com qualquer uma das reivindicações 1 a 3, caracterizado pelo fato de que os ditos blocos de molde principais (3, 5, 7) e o dito pelo menos um bloco de molde secundário (11) têm a mesma orientação e são configurados para se moverem para dentro e para fora em relação ao cano corrugado de parede dupla formado na mesma direção.
5. Corrugador pulsante, de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de que o pelo menos um bloco de molde secundário é um bloco de molde secundário (11) que é configurado para se mover em uníssono com o bloco de molde principal (3) imediatamente a jusante do mesmo em relação tanto à separação do cano corrugado quanto ao movimento no comprimento do corrugador pulsante.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA2,946,104 | 2016-10-21 | ||
| CA2946104A CA2946104C (en) | 2016-10-21 | 2016-10-21 | Pulsating pipe mold with spigot connector |
| PCT/CA2017/051254 WO2018072032A1 (en) | 2016-10-21 | 2017-10-20 | Pulsating pipe mold with spigot connector |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112019008087A2 BR112019008087A2 (pt) | 2019-07-23 |
| BR112019008087B1 true BR112019008087B1 (pt) | 2023-02-07 |
Family
ID=61968928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112019008087-2A BR112019008087B1 (pt) | 2016-10-21 | 2017-10-20 | Corrugador pulsante com conexão de cavilha |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10759108B2 (pt) |
| EP (1) | EP3529043B1 (pt) |
| CN (1) | CN110062689B (pt) |
| AU (1) | AU2017347020B2 (pt) |
| BR (1) | BR112019008087B1 (pt) |
| CA (1) | CA2946104C (pt) |
| MX (1) | MX2019004548A (pt) |
| RU (1) | RU2753186C2 (pt) |
| WO (1) | WO2018072032A1 (pt) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108859054B (zh) * | 2018-08-07 | 2023-12-05 | 江苏烨欣塑业有限公司 | 一种hdpe农田灌溉管制备方法、hdpe农田灌溉管及制作装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3981663A (en) * | 1973-09-10 | 1976-09-21 | Lupke Gerd Paul Heinrich | Apparatus for making high speed corrugated plastic tubing |
| CA1083765A (en) * | 1976-12-01 | 1980-08-19 | Gerd P. H. Lupke | Apparatus for producing thermoplastic tubing |
| SU1238826A1 (ru) * | 1984-12-25 | 1986-06-23 | Предприятие П/Я Р-6378 | Устройство дл изготовлени гофрированных труб из труб-заготовок |
| US4789322A (en) * | 1987-11-23 | 1988-12-06 | Harry Chan | Corrugator with intermeshing overlapping moldblock halves |
| CA2072663C (en) * | 1992-06-29 | 1999-11-16 | Manfred A. A. Lupke | Method and apparatus for forming a double walled thermoplastic tube with integral bells |
| CA2231624C (en) * | 1998-03-09 | 2001-02-06 | Manfred A. A. Lupke | Pipe molding apparatus with air float of plastic onto tapered cooling plug |
| CA2307798C (en) | 2000-05-08 | 2005-12-06 | Manfred A. A. Lupke | Pipe mold with compensation for pipe shrinkage |
| AU2001287464A1 (en) | 2000-09-11 | 2002-03-22 | Manfred A.A. Lupke | Molding apparatus with reciprocating mold tunnel capable of forming different products shapes |
| EP1363766B2 (de) * | 2001-03-02 | 2014-02-12 | Manfred Arno Alfred Lupke | Verfahren und vorrichtung zur herstellung eines doppelwandigen thermoplastischen rohres mit einer rohrmuffe |
| CN1234521C (zh) * | 2003-08-26 | 2006-01-04 | 甘国工 | 在塑料波纹管成型机上完成整体双壁承插口的方法及装置 |
| US8579624B2 (en) * | 2008-02-11 | 2013-11-12 | Advanced Drainage Systems, Inc. | Systems and methods for making multi-wall corrugated pipe |
| CA2872849A1 (en) | 2014-11-28 | 2016-05-28 | Manfred A. A. Lupke | Method for forming inline triple wall coupling connector |
| JP6493242B2 (ja) * | 2016-02-15 | 2019-04-03 | オムロン株式会社 | 成形機、制御装置、および成形装置 |
-
2016
- 2016-10-21 CA CA2946104A patent/CA2946104C/en active Active
-
2017
- 2017-10-20 WO PCT/CA2017/051254 patent/WO2018072032A1/en unknown
- 2017-10-20 RU RU2019114412A patent/RU2753186C2/ru active
- 2017-10-20 CN CN201780076708.7A patent/CN110062689B/zh active Active
- 2017-10-20 MX MX2019004548A patent/MX2019004548A/es unknown
- 2017-10-20 EP EP17862958.0A patent/EP3529043B1/en active Active
- 2017-10-20 US US16/388,111 patent/US10759108B2/en active Active
- 2017-10-20 AU AU2017347020A patent/AU2017347020B2/en active Active
- 2017-10-20 BR BR112019008087-2A patent/BR112019008087B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| CA2946104C (en) | 2021-10-26 |
| MX2019004548A (es) | 2019-09-26 |
| EP3529043A4 (en) | 2020-06-10 |
| EP3529043B1 (en) | 2021-09-29 |
| WO2018072032A1 (en) | 2018-04-26 |
| RU2019114412A3 (pt) | 2021-02-25 |
| CA2946104A1 (en) | 2018-04-21 |
| BR112019008087A2 (pt) | 2019-07-23 |
| RU2019114412A (ru) | 2020-11-23 |
| US20190299516A1 (en) | 2019-10-03 |
| CN110062689B (zh) | 2021-07-23 |
| US10759108B2 (en) | 2020-09-01 |
| CN110062689A (zh) | 2019-07-26 |
| AU2017347020B2 (en) | 2021-10-21 |
| EP3529043A1 (en) | 2019-08-28 |
| AU2017347020A1 (en) | 2019-05-30 |
| RU2753186C2 (ru) | 2021-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3751541A (en) | Process of forming plastic tubing which is partially corrugated | |
| EP1874523B1 (en) | Method and apparatus for film extrusion | |
| BR112019008087B1 (pt) | Corrugador pulsante com conexão de cavilha | |
| BRPI0514508B1 (pt) | cabeça de matriz de filme para produção de filme tubular soprado | |
| WO2012032195A2 (es) | Equipo y procedimiento de fabricación de embocaduras de tubos de plástico biaxialmente orientados con junta de estanqueidad integrada | |
| ES2292618T5 (es) | Procedimiento y dispositivo para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento | |
| BR112017003300B1 (pt) | Corrugador de tubos com blocos de moldes de desengate e método de desengate dos mesmos | |
| CN103656825A (zh) | 多内腔软管 | |
| ES2548443T3 (es) | Tapón de refrigeración alineable para extrusora | |
| WO2008087235A1 (es) | Sistema para la fabricación de embocaduras integradas para tuberías de plástico biaxialmente orientadas | |
| JP2009029104A (ja) | フィードブロック、積層樹脂フィルム又はシートの成形装置及び製造方法 | |
| JP6391691B2 (ja) | インフレーションフィルム押出によりバッグを製造する方法 | |
| CN1221375C (zh) | 具有管材收缩补偿的管材模具 | |
| CN206749013U (zh) | 吹塑机多层挤出开合模装置 | |
| PT100002B (pt) | Perfil de estrutura alveolar de resina termoplastica aparelho de extrusao para a obtencao do perfil e seu processo de fabricacao | |
| JP6415177B2 (ja) | 合成樹脂製成形体の製造方法 | |
| JP2001201160A (ja) | リブ付きダクト及びその製造方法 | |
| CN220661675U (zh) | 一种可快速调整的型芯组件 | |
| JP7349061B2 (ja) | 成形方法 | |
| JP2008272989A (ja) | フィードブロック、積層樹脂フィルム又はシートの成形装置及び製造方法 | |
| JPH0420594Y2 (pt) | ||
| JP2023005405A (ja) | シート成形口金 | |
| PT2008139004W (pt) | Método para o fabrico de um tubo corrugado de parede tripla, cabeça utilizada no seu fabrico e tubo assim obtido | |
| JP2005125645A (ja) | 模擬竹の製造方法及びその製造装置 | |
| BRPI0716313A2 (pt) | equipamento para a fabricação de perfis tubulares molecularmente biorientados e método para a fabricação de perfis tubulares molecurlamente biorientados |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06W | Patent application suspended after preliminary examination (for patents with searches from other patent authorities) chapter 6.23 patent gazette] | ||
| B350 | Update of information on the portal [chapter 15.35 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 20/10/2017, OBSERVADAS AS CONDICOES LEGAIS |