BR112017010695B1 - consumíveis de brasagem, e montagem de pré-forma de brasagem - Google Patents
consumíveis de brasagem, e montagem de pré-forma de brasagem Download PDFInfo
- Publication number
- BR112017010695B1 BR112017010695B1 BR112017010695-7A BR112017010695A BR112017010695B1 BR 112017010695 B1 BR112017010695 B1 BR 112017010695B1 BR 112017010695 A BR112017010695 A BR 112017010695A BR 112017010695 B1 BR112017010695 B1 BR 112017010695B1
- Authority
- BR
- Brazil
- Prior art keywords
- preform
- brazing
- consumable
- protrusion
- sheath
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/001—Interlayers, transition pieces for metallurgical bonding of workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0227—Rods, wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
- B23K35/0266—Rods, electrodes, wires flux-cored
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
- B23K35/0272—Rods, electrodes, wires with more than one layer of coating or sheathing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings, fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/362—Selection of compositions of fluxes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Nonmetallic Welding Materials (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
As modalidades da presente invenção são direcionadas a pré-formas e consumíveis de brasagem com núcleo de fluxo que têm pelo menos uma protuberância (205) que se estende a partir de uma superfície externa do consumível de modo que a protuberância se engate a uma superfície de um componente (100) a ser brasado. A protuberância auxilia no prendimento do consumível de brasagem em posição durante a fabricação, montagem e transporte de uma montagem a ser brasada, antes de uma operação de brasagem.
Description
[001] Os dispositivos, sistemas e métodos consistentes com a invenção referem-se a brasagem, e mais especificamente a dispositivos, sistemas e métodos relacionados com a fabricação, estrutura e uso de fio de brasagem com núcleo de fluxo e pré-formas de brasagem.
[002] A brasagem tipicamente envolve unir pelo menos dois componentes de metal separados (os quais podem ser metais diferentes) com o uso de uma composição de brasagem e um fluxo entre a superfície adjacente dos componentes. Para unir as superfícies, a liga de brasagem (frequentemente uma liga de prata ou liga de alumínio) e o fluxo são aquecidos para uma temperatura acima da temperatura de fusão da liga de brasagem, mas abaixo da temperatura de fusão dos componentes a serem unidos. A liga de brasagem, então, funde e flui entre as superfícies adjacentes - por meio de ação capilar - e quando solidifica retém os componentes separados juntos como um. Frequentemente um consumível de brasagem com núcleo de fluxo é usado para os componentes de brasagem, em que o fluxo de brasagem é posicionado em um núcleo do consumível e flui para fora do consumível antes da fusão da casca externa do consumível, que é tipicamente produzido a partir da liga de brasagem. Adicionalmente, frequentemente os consumíveis de brasagem são formados em formatos de pré-forma, ao contrário de hastes retas simples ou enroladas em bobinas/carretéis. Esses formatos de pré-forma permitem o uso fácil em múltiplas aplicações, como a fabricação de radiadores, etc.
[003] Embora o uso de formatos de pré-forma aprimore a eficácia de algumas operações de brasagem, problemas ainda existem com o uso de formatos de pré-forma conhecidos. Especificamente, os formatos de pré-forma conhecidos têm, tipicamente, um corte transversal circular ou retangular. Portanto, quando essas pré-formas são colocadas ao redor dos componentes a ser brasados, as mesmas têm uma tendência de se deslocar ou se mover se os componentes forem movidos antes da brasagem. Isso causa o atraso de fabricação à medida que as pré-formas devem ser reposicionadas antes de uma operação de brasagem.
[004] Limitações e desvantagens adicionais de abordagens convencionais, tradicionais e propostas se tornarão aparentes para um perito na técnica, através da comparação dessas abordagens a modalidades da presente invenção como apresentado no restante do presente pedido com referência aos desenhos.
[005] A fim de prender o consumível no lugar durante o movimento ou transporte da montagem de componente antes de uma operação de brasagem, a invenção propõe um consumível de brasagem, de acordo com as reivindicações 1 ou 3 e uma pré-forma de brasagem de acordo com a reivindicação 12. Uma modalidade exemplificativa da presente invenção é uma consumível de brasagem e pré-forma que tem um corte transversal que é primeiramente circular, mas também tem pelo menos uma protuberância que se estende para fora de uma superfície externa do consumível. A protuberância auxilia no prendimento do consumível no lugar durante o movimento ou transporte da montagem de componente antes de uma operação de brasagem. As modalidades preferenciais podem ser tomadas a partir das reivindicações dependentes, da descrição e/ou dos desenhos.
[006] Os aspectos acima e/ou outros aspectos da invenção serão mais evidentes descrevendo-se em modalidades exemplificativas detalhadas da invenção com referência às figuras anexas, em que:
[007] a Figura 1 é uma representação diagramática de uma montagem de componente com o uso de uma pré-forma de acordo com uma modalidade exemplificativa da presente invenção;
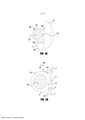
[008] as Figuras 2A, 2B e 2C são representações diagramáticas de um corte transversal do consumível mostrado na Figura 1;
[009] a Figura 3 é uma representação diagramática de um corte transversal de outro consumível exemplificativo da presente invenção;
[010] a Figura 4 é uma representação diagramática de um corte transversal de um consumível exemplificativo adicional da presente invenção; e
[011] a Figura 5 é uma representação diagramática de um corte transversal de um consumível exemplificativo adicional da presente invenção.
[012] Referência será feita agora em detalhes a várias modalidades exemplificativas e alternativas e aos desenhos anexos, em que números similares representam elementos estruturais substancialmente idênticos. Cada exemplo é fornecido a título de explicação, e não como uma limitação. De fato, será evidente para os peritos na técnica que modificações e variações podem ser feitas sem se afastar do escopo ou espírito da revelação e reivindicações. Por exemplo, recursos ilustrados ou descritos como parte de uma modalidade podem ser usados em outra modalidade para gerar ainda outra modalidade. Portanto, pretende-se que a presente revelação inclua modificações e variações como abrangido no escopo das reivindicações anexas e suas equivalentes.
[013] A presente revelação é geralmente direcionada a consumíveis de brasagem, incluindo consumíveis de brasagem com núcleo de fluxo, que são fabricados como pré- formas ou como hastes retas, ou outros formatos. Adicionalmente, as modalidades da presente invenção não são limitadas ao material e a composição da bainha ou do fluxo dos consumíveis de brasagem. Especificamente, as modalidades da presente invenção podem ser usadas com quaisquer materiais de consumível de brasagem conhecidos, como prata, alumínio, etc. Adicionalmente, o uso geral e a fabricação de consumíveis de brasagem e pré-formas são bem conhecidas, e como tal os detalhes dos mesmos não são discutidos no presente documento.
[014] Referindo-se à Figura 1, que mostra uma montagem de componente 100 que pode ser usada com modalidades exemplificativas da presente invenção. A montagem de componente 100 na Figura 1 é uma estrutura de trocador de calor/radiador exemplificativa que tem uma porção de curva 103 e uma porção de tubo 101. Como mostrado, a porção de curva 103 é usada para acoplar duas porções de tubo 101 entre si, em que a porção de curva 103 é inserida no interior de uma porção de flange das porções de tubo 101. Durante a fabricação a porção de curva 103 é brasada às porções de tubo 101 para produzir um tubo vedado hermeticamente. Para fazer isso, um consumível de brasagem, como uma pré-forma 200, é frequentemente usado. Entretanto, em muitos casos a porção de curva 103 e as pré-formas 200 são montadas (tendo a pré-forma (ou pré-formas) preposicionada na porção de curva 103) em uma primeira localização e, então, essa montagem é enviada para outra localização, em que as porções de curva 103 (com as pré-formas 200) são montadas com as porções de tubo 101 (por exemplo, em uma estrutura de trocador de calor) e a brasagem dos componentes é completada na segunda localização. Isto é, em uma primeira localização a porção de curva 103 e a pré- forma (ou pré-formas) 200 são montadas para criar os componentes pré-montados. Entretanto, os componentes (103 e 200) não são brasados imediatamente e são enviados para uma segunda localização para a operação de brasagem - que pode ser feita manualmente ou por meio de fornos, etc. Nessa segunda localização a montagem (103 e 200) é unida aos tubos 101 (ou outras estruturas semelhantes) de modo que um trocador de calor/radiador possa ser montado e brasado. Com construções de pré-forma conhecidas, os componentes da montagem 103/200 podem ser tornar deslocados ou movidos de modo que na segunda localização os componentes (por exemplo, pré-forma 200) precisará ser remontado. Isso desacelera a fabricação da montagem 100, e pode aumentar o risco dos danos dos componentes de montagem durante o envio. Entretanto, com consumíveis de brasagem de acordo com modalidades exemplificativas da presente invenção, esses problemas são significativamente atenuados - como será explicado adicionalmente abaixo.
[015] Obviamente, deve ser notado que a montagem 100 mostrada na Figura 1 e geralmente discutida no presente documento se destina a ser exemplificativa dos muitos usos das modalidades da presente invenção e não se destina a ser limitada de qualquer forma.
[016] Como mostrado na Figura 1, em modalidades exemplificativas da presente invenção a pré-forma de brasagem 200 é pré-formada em um formato que é desejado para uma dada operação de brasagem. Isto é, conforme mostrado, a pré-forma 200 é formada em um formato de anel geral de modo que a pré- forma 200 envolva quase a circunferência inteira dos componentes de tubo 101/103 na junta. Obviamente, outros formatos de pré-forma podem ser usados dependendo do pedido pretendido da pré-forma 200 e o formato dos componentes a serem brasados. As modalidades da presente invenção não são limitadas e relação a isso. O consumível de brasagem que é formado nas pré-formas 200 podem ser fabricados como um consumível do tipo haste reta. Para uso nas montagens discutidas acima, o consumível de brasagem é cortado para um comprimento determinado e, então, formado de modo que encaixe na peça de trabalho a ser brasada. Nos exemplos mostrados, o consumível de brasagem é formado em um anel com a finalidade de criar as pré-formas 200 que são usadas para circundar o corte transversal circular da peça de trabalho (como uma porção de curva 103). Adicionalmente, dependendo da aplicação das pré-formas 200 uma lacuna G pode ser deixada entre as extremidades da pré-forma 200 para permitir uma instalação ou uso fácil da pré-forma 200. Em outras modalidades exemplificativas as extremidades da pré-forma 200 podem estar se tocando quando a pré-forma 200 for instalada. Adicionalmente, nas modalidades exemplificativas a pré-forma 200 é formada em um formato predeterminado (como o anel mostrado na Figura 1) de modo que as respectivas extremidades da pré-forma 200 sejam coplanares. Isto é, a pré-forma 200 é formada de modo que fique plana sobre uma superfície plana. Entretanto, em outras modalidades exemplificativas, e conforme mostrado na Figura 1, a pré-forma 200 pode ter uma forma não plana em que uma extremidade 110 da pré-forma 200 é maior do que a outra extremidade 112 da pré-forma. Em modalidades exemplificativas em que a pré-forma 200 está em um formato de anel (como na Figura 1), a pré-forma 200 pode ter um formato helicoidal para criar essa divergência nas extremidades da pré-forma 200.
[017] As Figuras 2A, 2B e 2C retratam uma vista em corte transversal da pré-forma 200 mostrada na Figura 1. Conforme descrito acima, a porção de curva 103 da montagem 100 é inserida em um flange F da porção de tubo 101. A pré- forma 200 é colocada ao redor da porção de curva 103 e é colocada adjacente ao flange F, conforme mostrado. Em algumas modalidades exemplificativas, o flange F e a pré-forma 200 são conformados de modo que pelo menos uma porção da pré- forma 200 possa ser inserida no interior da área do flange F entre a porção de tubo 101 e a porção de curva 103. Como mostrado, a pré-forma 200 tem um formato de corte transversal que prende a pré-forma 200 em posição na montagem 100 de modo que o movimento da pré-forma 200 seja inibido durante o transporte - mas antes da brasagem.
[018] Como mostrado, a pré-forma 200 tem um corte transversal em que a maior parte do formato exterior da pré-forma 200 é circular, mas a pré-forma 200 também tem pelo menos uma projeção triangular 205, 205’, 205” a partir da superfície externa da pré-forma 200 que se engata a pelo menos um dos componentes a serem brasados. Essa projeção triangular (ou projeções triangulares) 205 auxiliam no prendimento da pré-forma 200 à superfície da montagem ou componentes a serem brasados de modo que se a montagem for movida ou empurrada antes de brasar a pré-forma 200 é mantida em uma posição consistente. Isso otimiza bastante o processo de fabricação das montagens de componentes que devem ser brasadas. Em modalidades exemplificativas, a pré-forma 200 é uma pré-forma com núcleo de fluxo, que tem uma bainha de metal sólido 201 e um núcleo de fluxo 203. A bainha 201 pode ser produzida a partir de qualquer liga de brasagem conhecida que é conhecida por ser usada para operações de brasagem. Por exemplo, a bainha pode ser produzida a partir de uma liga de brasagem de prata ou alumínio. Obviamente, outros materiais também podem ser usados. Adicionalmente, o núcleo de fluxo 203 pode ser composto de qualquer material de fluxo conhecido para ser usado para consumíveis de brasagem. Por exemplo, o núcleo de fluxo pode ser qualquer pó de fluxo ou composição de fluxo. A pré-forma 200 também tem uma costura 207 na bainha 201 em que as duas extremidades da bainha 201 são adjacentes entre si para criar a costura 207.
[019] Em algumas modalidades, a costura 207 é produzida de modo que as respectivas extremidades da bainha 201 estejam em contato entre si, enquanto em outras modalidades uma pequena lacuna pode estar presente na costura 207. A lacuna 207 deve ser pequena o suficiente para evitar que o núcleo de fluxo 203 passe através até o processo de brasagem/aquecimento. Adicionalmente, a pré-forma 200 é construído de modo que a costura 207 seja adjacente a pelo menos um dos componentes a serem brasados. Como mostrado nas Figuras 2A e 2B, a costura 207 é adjacente à parede lateral da porção de curva 103. Portanto, durante a brasagem, o fluxo aquecido flui para fora da costura 207 e faz contato com os componentes para permitir uma distribuição adequada do fluxo. Nas modalidades exemplificativas mostradas, mostra-se que a costura 207 é uma costura do tipo luva. Entretanto, as modalidades não são limitadas desta forma e outras modalidades exemplificativas do pode usar uma costura por sobreposição na costura 207. Isto é, nessas modalidades uma extremidade da bainha 201 sobrepõe a extremidade oposta da bainha 201 na costura 207 para criar uma costura de junta por sobreposição.
[020] Adicionalmente, conforme mostrado, enquanto o exterior da bainha 201 tem protuberâncias 205 o núcleo de fluxo 203 tem um corte transversal genericamente circular. Isso assegura que o fluxo no núcleo 203 flua igualmente para fora do núcleo 203. Em algumas modalidades, se houvesse cantos ou cavidades agudas dentro do formato do núcleo 203 (a superfície interna da bainha 201) o defluxo do fluxo poderia ser comprometido ou desigual.
[021] A modalidade da pré-forma 200 mostrada nas Figuras 2A e 2B tem duas projeções triangulares 205’ e 205”. Cada uma das projeções 205’/205” é configurada de modo que as mesmas entrem em contato com o mesmo componente de montagem (103) para engatar a pré-forma 200 ao componente 103. Isto é, as projeções 205’/205” têm uma borda que evita o deslizamento do movimento da pré-forma ao longo do comprimento do componente (por exemplo, porção de curva 103) contra o qual é presa. Como mostrado, em modalidades exemplificativas as porções de protuberância 205’ e 205” estão localizadas na bainha 201 de modo que as mesmas sejam posicionadas remotamente a partir da costura 207 da bainha 207 quando o consumível for formado. Isso é mostrado nas Figuras 2A e 2B.
[022] Como mostrado, as projeções 205’ e 205” têm um formato genericamente triangular, enquanto a maior parte do corte transversal da pré-forma 200 tem um corte transversal genericamente circular. Isto é, a partir do ponto A ao D o formato externo da pré-forma 200 é genericamente circular. Isto é, a superfície externa da pré-forma 200 pode ser ovalada, ou não perfeitamente circular (por exemplo, elíptica, oval, etc.) intencionalmente ou devido às limitações de fabricação da pré-forma. Em algumas modalidades, a maior parte da superfície externa da pré-forma 200 (formando o corte transversal geral) pode ser circular, exceto pelas porções de protuberâncias conforme descrito no presente documento. Em algumas modalidades exemplificativas, a porção genericamente circular externa do corte transversal representa pelo menos 50% do perímetro externo geral do corte transversal. Em outras modalidades exemplificativas, a porção genericamente circular externa na faixa de 50 a 95% do perímetro externo do corte transversal da pré-forma 200. Em outras modalidades exemplificativas, a porção circular externa do corte transversal está na faixa de 65 a 90% do perímetro externo do corte transversal da pré-forma 200. Adicionalmente, em algumas modalidades exemplificativas, entre as protuberâncias triangulares 205’ e 205” a superfície externa da bainha é relativamente plana e não tem um formato curvado ou arqueado. Isto é, entre os pontos B e E, a superfície externa da bainha 201 é relativamente plana. Em outras modalidades, entre os pontos B e E a superfície externa pode ser curvada e pode ter o meio raio de curvatura que a porção genericamente circular da bainha 201 (por exemplo, entre os pontos A e D).
[023] Conforme discutido acima, as protuberâncias 205’ e 205” têm o formato genericamente triangular. Como mostrado na Figura 2B, a protuberância 205’ é um formato triangular que tem os pontos de extremidade A, B e C, e a protuberância 205” é um formato triangular que tem os pontos de extremidade D, E e F. Cada um dos pontos de extremidade A, B, E e D, respectivamente são representados por pontos em que as paredes laterais de projeção das protuberâncias cruzam com a superfície externa da bainha 201. Por exemplo, o ponto de extremidade A é o ponto em que a linha A-C cruza com a superfície externa genericamente circular da bainha 201. Em algumas modalidades exemplificativas, as paredes laterais das protuberâncias 205’ e/ou 205” se estendem tangencialmente a partir da superfície externa da bainha 201. Por exemplo, as paredes laterais D-F e B-C, respectivamente, se estendem de modo genericamente tangencial a partir da bainha superfície externa. Nesses casos, os pontos de extremidade da protuberância são determinados por uma extensão teórica do contorno externo da bainha 201 conforme mostrado pelas linhas tracejadas na Figura 2B.
[024] Por exemplo, para a protuberância 205’ a linha tracejada da A a B representa uma extensão da superfície da bainha 201 entre A e D. A extensão teórica contata a superfície externa da bainha no ponto B, que representa o terceiro ponto da protuberância 205’. De modo semelhante, o ponto D para a protuberância 205” representa o ponto em que a linha D-F cruza com a superfície externa da bainha 201, conforme mostrado.
[025] Conforme explicado acima, nas modalidades exemplificativas da presente invenção as protuberâncias podem ser conformadas de modo triangular. Em outras modalidades, outros formatos gerais podem ser usados, mas as protuberâncias devem ter menos uma borda que tem a capacidade de prender a pré-forma 200 contra a superfície de um componente a ser brasado. Em modalidades exemplificativas em que a protuberância triangular é usada, a protuberância (ou protuberâncias) pode ter qualquer tipo de geometria triangular que é desejada para uma dada aplicação. Por exemplo, o formato triangular geral da protuberância (ou protuberâncias) pode ser equilátero, isósceles, escaleno, agudo, obtuso, ou reto - dependendo da aplicação e geometria desejada. Por exemplo, conforme mostrado na Figura 2B, a protuberância 205’ tem um formato triangular (A-B-C) que é escaleno obtuso, em que a protuberância 205” (D-E-F) tem uma geometria genericamente isósceles. Para referência e compreensão no presente documento, o comprimento do lado de triângulo oposto ao pico distal das porções triangulares é medido como uma linha reta entre os pontos do triângulo que ficam sobre a superfície externa geral da bainha 201. Como um exemplo, a protuberância 205’ é composta de lados A-C, C-B, e A-B em que o comprimento de A-B é uma linha reta entre os pontos A e B, conforme descrito no presente documento. De modo semelhante, a protuberância 205” é composta de lados E- F, F-D e D-E, em que o comprimento de D-E é uma linha reta entre os pontos D e E.
[026] Em modalidades exemplificativas da presente invenção que usam pelo menos duas protuberâncias (mais de duas podem ser usadas em algumas modalidades), as protuberâncias podem ter as mesmas geometrias, ou diferentes, dependendo da aplicação e desempenho desejado das protuberâncias. Na Figura 2B, as protuberâncias 205’ e 205” têm diferentes geometrias.
[027] Adicionalmente, as protuberâncias 205’/205” podem ser orientadas de tal forma a otimizar seu engate aos componentes dependendo do uso pretendido da pré- forma 200. Isto é, as protuberâncias 205’/205” podem ser orientadas de modo que as respectivas extremidades (C e F) possam se engatar a uma superfície de um componente a ser brasado de modo que a pré-forma 200 seja suficientemente presa durante quaisquer processos de movimento, fabricação ou montagem que tendem a fazer com que uma pré-forma seja empurrada antes da brasagem. A orientação das protuberâncias 205’ e 205” é compreendida adicionalmente com referência à Figura 2C.
[028] Como mostrado, cada protuberância 205’ e 205” tem uma linha central - CL’ e CL”, respectivamente. As respectivas linhas centrais são as linhas que passam a partir do ponto de engate externo da protuberância e passa através do ponto intermediário do lado da protuberância que é produzida a partir dos pontos da protuberância que ficam na superfície externa do formato geral da bainha 201. Isso é adicionalmente compreendido pelos exemplos mostrados na Figura 2C. Isto é, a protuberância 205’ tem uma linha central CL’ que passa do ponto de protuberância distal C e passa através do ponto intermediário X da linha A-B. De modo semelhante, a protuberância 205” tem uma linha central CL” que passa do ponto distal F através do ponto intermediário Z da linha D-E.
[029] Como mostrado na Figura 2C, as protuberâncias 205’ e 205” podem ser orientadas de tal forma que suas respectivas linhas centrais CL’ e CL” não passagem através do centro geométrico GC do corte transversal de pré- forma. Obviamente, em outras modalidades exemplificativas, a orientação relativa das protuberâncias é tal que o engate da pré-forma 200 é otimizado para sua dada aplicação. Portanto, em algumas modalidades a linha central pode estar de forma que passe através do centro geométrico GC da pré-forma.
[030] Portanto, com o uso de pelo menos uma protuberância conforme descrito no presente documento, as modalidades da presente invenção aprimoram a estabilidade de uma pré-forma de brasagem dentro de uma montagem de componente para permitir que a montagem seja movida antes da brasagem. Adicionalmente, as modalidades exemplificativas são discutidas abaixo com em relação às Figuras 3 a 5.
[031] A Figura 3 retrata outra modalidade exemplificativa de um corte transversal de pré-forma que pode ser usado. A pré-forma 300 tem uma bainha 301 e um núcleo de fluxo 303, em que a bainha 301 tem uma costura 307 que é posicionada adjacente a uma componente 103 a ser brasado. Como a pré-forma 200, a pré-forma 300 tem duas protuberâncias 305’ e 305” para auxiliar no prendimento da pré-forma 300. Entretanto, a protuberância 305” é configurada e posicionada de modo que engate o flange F da porção de tubo 101, diferente das Figuras 2A-2C. Adicionalmente, na pré-forma 300, as protuberâncias 305’ e 305” têm a mesma geometria (as mesmas são ambas isósceles) e têm a mesma orientação, em que suas respectivas linhas centrais passam através do centro geométrico do corte transversal da pré-forma 300. Adicionalmente, as respectivas linhas centrais das protuberâncias 305’ e 305” são colineares através do centro geométrico. Em outras modalidades exemplificativas, isso pode não ser o caso à medida que as respectivas linhas centrais podem formar um ângulo em relação ao outro. O uso de múltiplas protuberâncias pode auxiliar no prendimento da pré- forma 200/300 aos componentes, e também podem ser usados para auxiliar na fabricação e/ou o alinhamento da pré-forma na montagem de componente.
[032] Adicionalmente, conforme mostrado, cada uma das protuberâncias tem uma altura H, medida radialmente a partir do formato de corte transversal genericamente circular da pré-forma 300. Em modalidades exemplificativas da presente invenção, a altura H está na faixa de 25 a 125% da espessura t da bainha 301, conforme medido em um ponto remoto a partir das porções de protuberância 305’ e 305”. Em outras modalidades exemplificativas, a altura H está na faixa de 50 a 100%. Obviamente, em outras modalidades exemplificativas da altura H de pelo menos uma das protuberâncias pode ser maior ou menor do que essa faixa, dependendo da geometria desejada para a aplicação pretendida. Adicionalmente, na modalidade mostrada, cada uma das protuberâncias 305’ e 305” tem a mesma altura H, enquanto que em outras modalidades, a altura H das respectivas protuberâncias pode ser diferente.
[033] A Figura 4 retrata outro corte transversal de uma modalidade exemplificativa da presente invenção. Novamente, a pré-forma 400 tem duas protuberâncias 405’ e 405”, que têm um formato e orientação diferentes. A protuberância 405’ é semelhante à protuberância 305’ mostrada na Figura 3, enquanto a protuberância 405” é semelhante à protuberância 205” mostrada nas Figuras 2A - 2C. Adicionalmente, conforme mostrado na Figura 4, pelo menos uma das protuberâncias 405” pode ter um formato e configuração de modo que sua extremidade distal se engate a uma reentrância ou sulco 410 em um componente 103 a ser brasado. Isto é, pelo menos um dos componentes 101/103 da montagem 100 tem um sulco de retenção de pré-forma 410 ao longo de sua superfície de modo que uma protuberância da pré-forma 400 possa se engatar ao sulco e, assim, auxiliar na retenção da pré-forma 400 no lugar.
[034] A Figura 5 retrata outra modalidade exemplificativa da presente invenção. Novamente, a pré-forma 500 tem uma bainha 501, núcleo de fluxo 503 e costura 507. Nessa modalidade, a pré-forma 500 tem apenas uma única protuberância 505. A protuberância é semelhante à protuberância 205” mostrada nas Figuras 2A -2C. Adicionalmente, a extremidade distal da protuberância 505 se engata a um sulco 510 no componente 103 para auxiliar na retenção da pré-forma no lugar antes da brasagem.
[035] Como mostrado nas modalidades das Figuras 2A a 5, as porções de protuberância são conformadas de modo que suas respectivas extremidades distais (picos) da porção (ou poções) de protuberância estejam fora do diâmetro de um círculo imaginário que corresponderia ao maior diâmetro externo da porção circular do corte transversal do consumível. Por exemplo, conforme mostrado na Figura 2C, cada um dos pontos de extremidade distais C e F está localizado de modo que os mesmos fiquem fora do diâmetro de um círculo imaginário correspondido ao maior diâmetro circular externo da bainha 201. Declarado de modo diferente, nas modalidades exemplificativas da presente invenção, a distância radial da borda mais externa da maior porção circular de diâmetro do corte transversal para o centro da porção circular será menor do que a distância a partir do centro daquela porção circular para os pontos de extremidade distal. Isso também é mostrado em cada uma das Figuras 3 a 5, em que as linhas tracejadas mostradas próximas às porções de protuberância representam o maior círculo de diâmetro que corresponderia ao diâmetro circular externo do consumível, e conforme mostrado, as porções de protuberância são conformadas de modo que suas extremidades distais estejam fora desse círculo.
[036] Portanto, conforme mostrado acima, existem muitas variações para exemplificação da presente invenção. Com essas modalidades, o engate e retenção de uma pré-forma de brasagem é aumentado ao longo dos consumíveis de brasagem com núcleo de fluxo conhecidos.
[037] A fabricação das pré-formas de acordo com modalidades da presente invenção pode ser feita com métodos e processos conhecidos. Por exemplo, a bainha pode ser feita extrudando ou estirando o material de bainha através de série de matrizes que fornecem o formato desejado da bainha. Em processos exemplificativos a bainha é formada de modo que sua superfície interna possa ter o formato de U ou C para permitir a inserção do núcleo de fluxo na abertura da bainha. Mediante a inserção do núcleo com fluxo a bainha é então fechada ao redor do núcleo para reter o fluxo no lugar. Conforme explicado anteriormente, a costura, que é criada pelas extremidades da bainha, pode ser formada de modo que as extremidades estejam em contato entre si, ou de modo que uma lacuna pequena esteja presente na costura. Mediante a conclusão desse processo, o consumível de brasagem pode ser transformado no formato final desejado. Por exemplo, o consumível de brasagem pode ser deixado com um consumível do tipo haste reta, pode ser enrolado em carretéis, bobinas, ou similares, ou pode ser formado em um formato de pré-forma conforme discutido de modo geral no presente documento. Isto é, comprimentos do consumível podem ser formados em um formato desejado (como um formato de anel) a ser usado para qualquer uso pretendido.
[038] Como com consumíveis de brasagem conhecidos, durante o uso do consumível de brasagem e pelo menos alguns dos componentes a serem brasados são aquecidos por uma chama direta ou em um ambiente do tipo forno. Durante o processo de aquecimento o núcleo de fluxo começa a derreter e escapará do núcleo através da costura de modo que o fluxo liquefeito flua para o interior da junta dos componentes a serem unidos. À medida que o aquecimento continua pelo menos uma parte do fluxo começa a vaporizar e a bainha começa a derreter, em que a bainha liquefeita é extraída para o interior das juntas por meio de ação capilar a partir da vaporização do fluxo.
[039] Embora a matéria reivindicada do presente pedido tenha sido descrita com referência a determinadas modalidades, será compreendido pelos peritos na técnica que várias mudanças podem ser feitas e equivalentes podem ser substituídas sem se afastar do escopo da matéria reivindicada. Além disso, muitas modificações podem ser produzidas para adaptar uma situação ou material particular para os ensinamentos da matéria reivindicada sem se afastar de seu escopo. Portanto, pretende-se que a matéria reivindicada não seja limitada à modalidade particular revelada, mas que a matéria reivindica inclua todas as modalidades abrangidas no escopo das reivindicações anexas. NÚMEROS DE REFERÊNCIA 100 montagem de componente 101 porção de tubo 103 porção de curva 112 extremidade 200 pré-forma 201 bainha 203 núcleo de fluxo 205 projeção triangular 205’ projeção 205” projeção 207 costura 300 pré-forma 301 bainha 303 núcleo de fluxo 305’ protuberância 305” protuberância 400 pré-forma 403 bainha 405’ protuberância 405” protuberância 410 sulco 500 pré-forma 501 bainha 503 núcleo de fluxo 505 única protuberância 510 sulcos A ponto de extremidade B ponto de extremidade C ponto de extremidade / ponto de protuberância CL’ linha central CL” linha central D ponto de extremidade E ponto de extremidade F flange / ponto de extremidade / ponto distal G lacuna GC linha central geométrica H altura X ponto intermediário Z ponto intermediário
Claims (11)
1. CONSUMÍVEL DE BRASAGEM, caracterizado por compreender: um núcleo de fluxo (203; 303; 403; 503), e uma bainha metálica (201; 301; 401; 501) que circunda o dito núcleo de fluxo de modo que a dita bainha metálica tenha uma costura (207; 307; 407; 507) através da qual pelo menos uma parte do dito núcleo de fluxo passa quando o dito consumível de brasagem é aquecido; em que a dita bainha tem uma superfície exterior de modo que o dito consumível tenha um formato de corte transversal que é genericamente circular para uma porção de um perímetro do dito formato de corte transversal, em que a dita superfície exterior tem pelo menos uma protuberância (205; 305; 405; 505) que se estende para fora da dita superfície exterior, em que a dita protuberância é posicionada remota a partir da dita costura ao longo da dita superfície exterior da dita bainha, e em que dita pelo menos uma protuberância ter um formato triangular onde a dita borda distal é um ponto de extremidade distal do dito formato triangular.
2. CONSUMÍVEL, de acordo com a reivindicação 1, caracterizado pela protuberância triangular ter uma borda distal que está localizada fora de um círculo imaginário que tem um raio e ponto central que é o mesmo que um raio máximo e ponto central da dita porção genericamente circular da dita bainha.
3. CONSUMÍVEL, de acordo com qualquer uma das reivindicações 1 ou 2, caracterizado por pelo menos 50% do perímetro da dita superfície exterior ser genericamente circular.
4. CONSUMÍVEL, de acordo com qualquer uma das reivindicações 1 a 3, caracterizado por pelo menos uma protuberância triangular ter uma linha central que se estende a partir do dito ponto de extremidade distal que não passa através do centro geométrico de corte transversal do dito consumível.
5. CONSUMÍVEL, de acordo com qualquer uma das reivindicações 1 a 4, caracterizado por pelo menos uma protuberância triangular ter uma altura que está na faixa de 25 a 125% da espessura da bainha conforme medido em um ponto remoto a partir da dita pelo menos uma protuberância.
6. CONSUMÍVEL, de acordo com qualquer uma das reivindicações 1 a 5, caracterizado por compreender adicionalmente uma protuberância adicional que se estende a partir da dita superfície exterior da dita bainha.
7. CONSUMÍVEL, de acordo com a reivindicação 6, caracterizado pela protuberância adicional ter um formato de corte transversal diferente da dita pelo menos uma protuberância.
8. CONSUMÍVEL, de acordo com qualquer uma das reivindicações 6 ou 7, caracterizado pela protuberância adicional ser posicionada sobre a dita superfície exterior oposta à dita pelo menos uma protuberância triangular.
9. CONSUMÍVEL, de acordo com qualquer uma das reivindicações 6 a 8, caracterizado pela dita superfície exterior ser genericamente plana entre a dita pelo menos uma protuberância triangular e a dita protuberância adicional.
10. MONTAGEM DE PRÉ-FORMA DE BRASAGEM, caracterizada por compreender: uma peça de trabalho a ser brasada que tem um formato de corte transversal externo; e uma pré-forma de brasagem (200; 300; 400; 500), em que a dita pré-forma de brasagem compreende: um consumível de brasagem conforme definido em qualquer uma das reivindicações de 1 a 9; em que a dita pré-forma de brasagem é formada para acoplar a dita pré-forma de brasagem ao dito formato de corte transversal externo da dita peça de trabalho e prender a dita pré-forma de brasagem à dita peça de trabalho.
11. MONTAGEM, de acordo com a reivindicação 10, caracterizada pela pré-forma de brasagem ser formada de modo que a dita costura seja posicionada voltada para uma superfície da dita peça de trabalho.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/551,596 US10086477B2 (en) | 2014-11-24 | 2014-11-24 | Flux-cored brazing preform |
| US14/551,596 | 2014-11-24 | ||
| PCT/IB2015/002205 WO2016083879A1 (en) | 2014-11-24 | 2015-11-23 | Flux-cored brazing preform |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112017010695A2 BR112017010695A2 (pt) | 2018-02-14 |
| BR112017010695B1 true BR112017010695B1 (pt) | 2021-05-18 |
Family
ID=55409860
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112017010695-7A BR112017010695B1 (pt) | 2014-11-24 | 2015-11-23 | consumíveis de brasagem, e montagem de pré-forma de brasagem |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10086477B2 (pt) |
| EP (1) | EP3223995B1 (pt) |
| JP (1) | JP6861631B2 (pt) |
| BR (1) | BR112017010695B1 (pt) |
| PL (1) | PL3223995T3 (pt) |
| WO (1) | WO2016083879A1 (pt) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11370068B2 (en) * | 2015-02-25 | 2022-06-28 | Hobart Brothers Llc | Systems and methods for additive manufacturing using aluminum metal-cored wire |
| US10850356B2 (en) * | 2015-02-25 | 2020-12-01 | Hobart Brothers Llc | Aluminum metal-cored welding wire |
| WO2020223394A1 (en) * | 2019-04-30 | 2020-11-05 | Indium Corporation | Solder preform with internal flux core including thermochromic indicator |
| JP7333140B2 (ja) * | 2019-07-16 | 2023-08-24 | 株式会社リケンCkjv | ろう付管継手及び管材の接合構造 |
| CN112091353A (zh) * | 2020-09-23 | 2020-12-18 | 中亚(天津)电子锡焊技术有限公司 | 预成型内裹助焊剂矩形焊锡环 |
| WO2022137761A1 (ja) * | 2020-12-23 | 2022-06-30 | 第一稀元素化学工業株式会社 | フラックスコアードリング |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1629748A (en) * | 1926-01-28 | 1927-05-24 | Stoody Co | Method of making welding rods and the resulting product |
| US2148182A (en) * | 1937-10-04 | 1939-02-21 | Robert R Applegate | Welding electrode |
| US2468372A (en) * | 1945-03-17 | 1949-04-26 | Lincoln Electric Co | Flux element for use in arc welding |
| US2958941A (en) * | 1954-02-17 | 1960-11-08 | Air Reduction | Flux-filled brazing rod and method of brazing with same |
| GB1180735A (en) * | 1966-05-27 | 1970-02-11 | Johnson Matthey Co Ltd | Improved Brazing Ring |
| US3515846A (en) * | 1967-03-22 | 1970-06-02 | Bankoh Denkyokubo Kk | Arc-welding electrodes and welding method using the same |
| US3542998A (en) * | 1967-06-07 | 1970-11-24 | Air Reduction | Cored electrode for welding in air |
| FR2082941A5 (en) * | 1970-10-19 | 1971-12-10 | Sumikin Welding Electrod | Arc welding electrode |
| JPS4934451A (pt) * | 1972-08-03 | 1974-03-29 | ||
| US3935414A (en) * | 1974-10-11 | 1976-01-27 | Unicore, Inc. | Automatic fixed position pipe welding |
| DE2719357A1 (de) * | 1977-04-30 | 1978-11-09 | Kjellberg Esab Gmbh | Verfahren zur herstellung von fuelldraehten und fuelldrahtelektroden |
| JPS59125291A (ja) * | 1982-12-29 | 1984-07-19 | Mitsui Eng & Shipbuild Co Ltd | 角廻用横置式溶接棒 |
| JPS6074883U (ja) * | 1983-10-31 | 1985-05-25 | 日本酸素株式会社 | 棒状ろう材 |
| JPS61202792A (ja) * | 1985-03-05 | 1986-09-08 | Nec Corp | ハンダ |
| US4697791A (en) * | 1985-12-31 | 1987-10-06 | Arcair Company | Exothermic cutting electrode |
| US5219425A (en) * | 1989-08-25 | 1993-06-15 | Kabushiki Kaisha Kobe Seiko Sho | Flux containing wire for use in stainless steel welding |
| JP2798760B2 (ja) * | 1989-12-27 | 1998-09-17 | 昭和アルミニウム株式会社 | 熱交換器の製造方法 |
| US6830632B1 (en) | 2002-07-24 | 2004-12-14 | Lucas Milhaupt, Inc. | Flux cored preforms for brazing |
| JP4001345B2 (ja) * | 2004-07-01 | 2007-10-31 | 東芝プラントシステム株式会社 | 溶接用ワイヤおよびこれを用いたアーク溶接法 |
| ES2751135T3 (es) * | 2006-05-25 | 2020-03-30 | Bellman Melcor Dev Llc | Alambre con fundente para soldadura fuerte y soldadura blanda y método de fabricación del mismo |
| CA2688325A1 (en) * | 2007-05-25 | 2008-12-04 | Lucas Milhaupt, Inc. | Brazing material |
| US20100122997A1 (en) * | 2008-11-17 | 2010-05-20 | Liu Ting-Pan | Method of manufacturing irregular shapes of solder wires and product thereof |
| JP4692946B2 (ja) * | 2009-08-12 | 2011-06-01 | 大前精工有限会社 | やに入りはんだ |
| US20120006881A1 (en) | 2010-07-12 | 2012-01-12 | Fuerstenau Charles E | Flux Cored Preforms for Brazing |
| US20140008417A1 (en) * | 2012-07-03 | 2014-01-09 | FLUX Brazing Schweiss- und Lotstoffe USA, LLC | Extruded brazing ring with integrated flux |
| US8740041B2 (en) * | 2012-07-03 | 2014-06-03 | Flux Brazing Schweiss-Und Lotstoffe Usa, Llc | Extruded brazing ring with integrated flux |
| US9272358B2 (en) | 2012-07-19 | 2016-03-01 | Lincoln Global, Inc. | Hot-wire consumable to provide self-lubricating weld or clad |
| US20140042144A1 (en) | 2012-08-10 | 2014-02-13 | Lincoln Global, Inc. | Filler wire for a laser hot wire system |
-
2014
- 2014-11-24 US US14/551,596 patent/US10086477B2/en active Active
-
2015
- 2015-11-23 PL PL15837178.1T patent/PL3223995T3/pl unknown
- 2015-11-23 EP EP15837178.1A patent/EP3223995B1/en active Active
- 2015-11-23 JP JP2017527607A patent/JP6861631B2/ja active Active
- 2015-11-23 WO PCT/IB2015/002205 patent/WO2016083879A1/en active Application Filing
- 2015-11-23 BR BR112017010695-7A patent/BR112017010695B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| PL3223995T3 (pl) | 2023-09-18 |
| JP6861631B2 (ja) | 2021-04-21 |
| US10086477B2 (en) | 2018-10-02 |
| EP3223995B1 (en) | 2023-06-07 |
| BR112017010695A2 (pt) | 2018-02-14 |
| EP3223995C0 (en) | 2023-06-07 |
| US20160144459A1 (en) | 2016-05-26 |
| EP3223995A1 (en) | 2017-10-04 |
| JP2017536241A (ja) | 2017-12-07 |
| WO2016083879A1 (en) | 2016-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112017010695B1 (pt) | consumíveis de brasagem, e montagem de pré-forma de brasagem | |
| JP6309107B2 (ja) | 冷媒用配管及びその製造方法、並びに冷媒用配管を備えた熱交換器 | |
| JPH0861878A (ja) | 熱交換チューブ | |
| IT8322676A1 (it) | Metodo ed apparecchio per produrre prolungamenti uniformi di tubo in uno scambiatore di calore parzialmente assemblato | |
| US20140090827A1 (en) | Heat exchanger and production method thereof | |
| US20160361749A1 (en) | Heat exchanger manufacturing method and diameter enlargement tool | |
| ES2645743T3 (es) | Método para formar, insertar y unir permanentemente nervios en tubos de caldera | |
| KR101483646B1 (ko) | 클래드 파이프 제조방법과 그 제조방법에 의해 제조된 클래드 파이프 및 클래드 파이프의 접합방법 | |
| TW201329413A (zh) | 熱交換器、連結件、以及熱交換器的製造方法 | |
| US3589440A (en) | Tube and header construction | |
| JP5555531B2 (ja) | 溶着継手及びその溶着方法 | |
| JP6861848B2 (ja) | 熱交換器の製造方法及び熱交換器 | |
| WO2019062493A1 (zh) | 换热器和翅片 | |
| JP6263922B2 (ja) | 熱交換器 | |
| JP2006317046A (ja) | 伝熱管 | |
| JP7024956B2 (ja) | 分岐継手、分岐施工方法、及び分岐継手の製造方法 | |
| JP6884022B2 (ja) | 配管用装着部材 | |
| EP2405224A1 (en) | Process for manufacturing a brazed heat exchanger | |
| WO2017168747A1 (ja) | 配管及びその配管を備えた熱交換器 | |
| JP6391407B2 (ja) | 部品接合構造 | |
| JP2019171463A (ja) | 金属製管状部材の接合構造 | |
| JPH0247593Y2 (pt) | ||
| KR200376540Y1 (ko) | 방열기용 소용돌이형 방열관 | |
| JPH04288958A (ja) | 熱交換器の製造方法 | |
| CN207777722U (zh) | 一种阀座与接管的焊接连接结构及具有其的控制阀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 23/11/2015, OBSERVADAS AS CONDICOES LEGAIS. |