BR112013023804B1 - Método e aparelho de refrigeração de uma tira de metal e aparelho para laminação a frio de uma tira de metal com bordas laterais - Google Patents
Método e aparelho de refrigeração de uma tira de metal e aparelho para laminação a frio de uma tira de metal com bordas laterais Download PDFInfo
- Publication number
- BR112013023804B1 BR112013023804B1 BR112013023804-6A BR112013023804A BR112013023804B1 BR 112013023804 B1 BR112013023804 B1 BR 112013023804B1 BR 112013023804 A BR112013023804 A BR 112013023804A BR 112013023804 B1 BR112013023804 B1 BR 112013023804B1
- Authority
- BR
- Brazil
- Prior art keywords
- strip
- coolant
- gas
- cover plate
- side edge
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/667—Quenching devices for spray quenching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/74—Temperature control, e.g. by cooling or heating the rolls or the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0218—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes for strips, sheets, or plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0269—Cleaning
- B21B45/0275—Cleaning devices
- B21B45/0278—Cleaning devices removing liquids
- B21B45/0281—Cleaning devices removing liquids removing coolants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/10—Arrangements for cooling or lubricating tools or work
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0062—Heat-treating apparatus with a cooling or quenching zone
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
- C21D9/5735—Details
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/12—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity with special arrangements for preheating or cooling the charge
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/12—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity with special arrangements for preheating or cooling the charge
- F27B2009/124—Cooling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D9/00—Cooling of furnaces or of charges therein
- F27D2009/007—Cooling of charges therein
- F27D2009/0081—Cooling of charges therein the cooling medium being a fluid (other than a gas in direct or indirect contact with the charge)
- F27D2009/0083—Cooling of charges therein the cooling medium being a fluid (other than a gas in direct or indirect contact with the charge) the fluid being water
- F27D2009/0086—Cooling of charges therein the cooling medium being a fluid (other than a gas in direct or indirect contact with the charge) the fluid being water applied in spray form
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Abstract
método e aparelho para a remoção de líquido refrigerante de tira de metal móvel. a presente invenção refere-se a um método e aparelho para refrigerar uma tira de metal que está sendo avançada de forma geralmente horizontal. o método envolve distribuir um líquido refrigerante, vindo de baixo, em uma superfície inferior da tira de metal por toda uma largura da tira, impedir que o líquido refrigerante entre em contato com a superfície superior da tira e, opcionalmente, remover posteriormente o líquido refrigerante da superfície inferior. o líquido refrigerante é impedido de entrar em contato com a superfície superior por meio da formação de um canal de direcionamento de gás imediatamente acima da superfície superior da tira adjacente a uma ou, preferencialmente, ambas as bordas laterais da tira e forçando um gás através do canal em uma direção geralmente longe de um centro da tira em direção a uma ou a ambas as bordas laterais para desviar o líquido refrigerante para longe da superfície superior da tira. o aparelho fornece meios para efetuar essas etapas.
Description
[0001] A presente invenção refere-se a métodos e aparelhos para aplicar líquido refrigerante à, e posteriormente remover o líquido refrigerante da, tira de metal avançando em uma linha contínua. Preferencialmente, embora não exclusivamente, a invenção é direcionada à refrigeração da tira de metal em unidades de laminação a frio com um único conjunto ou múltiplos conjuntos. Ainda mais particularmente, a invenção diz respeito a métodos e aparelhos de refrigeração líquida da tira de metal, tal como a tira de alumínio.
[0002] No processamento da folha de metal, tal como a tira de alumínio (o termo "alumínio" sendo usado neste documento para se referir a ligas à base de alumínio, bem como metal de alumínio puro), tal folha de metal, muitas vezes, é refrigerada pela aplicação de um líquido refrigerante (por exemplo, água) seguido imediatamente da remoção do líquido refrigerante antes do processamento adicional ou que o bobinamento ocorra. Por exemplo, a folha de metal revestida pode ser refrigerada após a aplicação e cura por calor de uma camada de revestimento da laca, ou a tira de alumínio laminada a quente pode ser refrigerada antes que esta seja enrolada na extremidade de uma linha de laminação a quente ou em uma operação de bobina a bobina separada. Em tais casos, o líquido refrigerante é muitas vezes aplicado a apenas um lado da folha de metal e podem ser tomadas medidas para evitar o contato do líquido refrigerante com o outro lado da folha se tal contato causasse danos (por exemplo, a uma camada de revestimento) ou marcação ou coloração indesejável.
[0003] Uma situação importante adicional, onde tal refrigeração é realizada durante a redução da espessura da tira de metal (principalmente alumínio) pela trabalhabilidade a frio em um ou uma sucessão em tandem de conjuntos de laminação, cada um, normalmente, incluindo laminadores de trabalhabilidade superior e inferior (entre os quais a tira passa) e laminadores de apoio superior e inferior respectivamente acima e abaixo (e em contato com) os laminadores de trabalhabilidade superior e inferior. A tira que deve ter a espessura reduzida é compensada a partir de uma bobina na extremidade a montante da linha de laminação a frio e após a passagem do conjunto ou dos conjuntos de laminação, é re-enrolada em uma bobina na extremidade a jusante da linha, a operação de laminação a frio sendo essencialmente contínua. Inevitavelmente, a trabalhabilidade a frio da tira quando esta passa através da pinça de cada conjunto de laminação é acompanhada por algum aumento de temperatura da tira. Em um laminador tandem com um único conjunto, este aumento da temperatura da tira não é geralmente problemático desde a tira entre no laminador perto da temperatura ambiente. Em um laminador em tandem com múltiplos conjuntos, no entanto, os aumentos na temperatura da tira, em diversos conjuntos de laminação são cumulativos, com o resultado de que a temperatura de saída e/ou intermediária da tira do laminador pode exceder limites aceitáveis, mesmo com a entrada à temperatura ambiente. Por exemplo, a análise de modelo de computador de um laminador de três conjuntos indica que a temperatura de saída da tira pode se aproximar de um valor tão alto quanto 300°C, dependendo principalmente da liga específica sendo laminada, da extensão das reduções a que a tira é submetida no laminador, e das condições de laminação. Por outro lado, considerações relacionadas à confiabilidade do processo, tal como evitar rupturas da tira, e considerações metalúrgicas e mecânicas relacionadas ao desempenho do produto, exigem que a temperatura de saída ou bobinamento da tira de alumínio laminada a frio seja mantida geralmente entre 100° e 180°C, dependendo do produto, com um valor limite típico sendo de cerca de 150°C. Além disso, no caso de alguns produtos, seria altamente vantajoso controlar a temperatura de bobinamento da tira laminada dentro alguma faixa predeterminada para máxima eficiência e benefício nas etapas subsequentes do processo.
[0004] Ao mesmo tempo, quando a tira laminada a frio é refrigerada, é importante que a operação de refrigeração não afete outros aspectos da qualidade do produto. Por exemplo, embora a água seja um líquido refrigerante preferido do ponto de vista de custo e eficácia, a presença de água poderá afetar o desempenho do lubrificante de laminação nos conjuntos de laminação e, se a tira for de alumínio ou outro metal suscetível à coloração pela água, a água residual na bobina reenrolada pode causar coloração da inaceitável da superfície.
[0005] A Patente U.S. 5.701.775 que foi concedida a Sivilotti et al., em 30 de Dezembro de 1997 soluciona esses problemas e fornece um processo e aparelho de refrigeração de tiras de metal avançando horizontalmente, aplicando jatos ascendentes de líquido refrigerante apenas à superfície inferior da tira e em seguida, removendo o líquido refrigerante da superfície inferior, direcionando as lâminas líquidas contra a superfície inferior da tira. Reconhecendo que qualquer unidade de laminação a frio fornecida é geralmente empregada em momentos diferentes para laminação de tiras de metal de diversas larguras diferentes, matrizes de persianas de metal sobrepostas lateralmente móveis foram fornecidas ao longo de e ligeiramente abaixo de cada lado do caminho da tira para desviar jatos ascendentes de líquido refrigerante posicionado além das bordas laterais de uma tira específica, passando por uma operação de bobinamento. As persianas, assim, evitam os jatos de refrigeração respinguem sobre a superfície superior da tira e causem problemas como indicado acima.
[0006] Embora esta solução patenteada seja bastante eficaz, a experiência mostrou que algum líquido refrigerante ainda poderia desviar das persianas e entrar em contato com a superfície superior da tira. Para evitar isso, tornou-se comum fornecer verticais montadas no lado superior das persianas móveis mais próximas à tira. Quando a tira avança, as escovas impulsionam contra a parte inferior da tira nas bordas e são ligeiramente, e às vezes severamente, espalhadas para fora sob compressão, fechando, assim, qualquer abertura entre as persianas e as bordas da tira para evitar a penetração de líquido. Esta solução também tem seus problemas, no entanto, em que não sempre é possível posicionar as escovas exatamente nas bordas da tira, especialmente se a largura da tira variar um pouco em diferentes posições longitudinais. Isso pode permitir que o líquido refrigerante se estenda sobre a superfície superior da tira e/ou possa causar refrigeração desigual na borda da tira, assim, resultando em distorção da borda (por exemplo, um enrugamento ou flambagem da tira nas bordas). Há, portanto, a necessidade de novos aprimoramentos do método e do aparelho.
[0007] Uma modalidade exemplar da invenção fornece um método de refrigeração de uma tira de metal. O método envolve avançar de forma contínua uma tira de metal, tendo bordas laterais, geralmente horizontalmente em uma direção de avanço da tira, distribuindo um líquido refrigerante em uma superfície inferior da tira de metal de baixo em toda a largura da tira, impedindo que o líquido refrigerante entre em contato com a superfície superior da tira de metal, e posteriormente, opcionalmente, removendo o referido líquido refrigerante da referida superfície inferior da tira. O líquido refrigerante é impedido de entrar em contato com a superfície superior da tira de metal, formando um canal de direcionamento de gás imediatamente acima da superfície superior da tira de metal adjacente a pelo menos uma das bordas laterais da mesma e forçando um gás através do canal em uma direção geralmente longe de um centro da tira em direção a pelo menos uma borda lateral para desviar o líquido refrigerante para longe da superfície superior da tira. Dessa forma, o líquido refrigerante emergente abaixo da tira na borda ou bordas laterais da mesma é direcionado para longe da superfície superior da tira independentemente de quaisquer pequenas variações que possam ocorrer na largura da tira (causando ligeiras ondulações nas bordas laterais de outra forma lineares da tira) quando a tira avança. Um canal de direcionamento de gás é aquele que restringe ou confina gás para mover em um plano geralmente horizontal em direção à borda lateral da tira e ajuda a impedir a dispersão (especialmente dispersão ascendente) do gás de modo que os fluxos de gás ao longo da superfície superior da tira e diretamente através da borda lateral da tira. Os canais de direcionamento de gás formam-se preferencialmente acima de ambas as bordas laterais da tira avançada para garantir que o líquido refrigerante seja impedido de entrar em contato com a superfície superior de ambos os lados, mas em algumas circunstâncias pode ser preferido fornecer um direcionamento de gás apenas em um lado da tira.
[0008] O canal de direcionamento de gás é preferencialmente formado pelo posicionamento de pelo menos uma placa de cobertura estacionária acima e espaçado de forma ascendente a partir da superfície superior da tira adjacente a pelo menos uma borda lateral, o canal de direcionamento de gás sendo definido entre a superfície superior e a placa de cobertura. A placa de cobertura é preferencialmente posicionada para se estender lateralmente da tira pelo menos até pelo menos uma borda lateral da tira, e preferencialmente além da borda lateral, preferencialmente cobrindo todas as posições onde há distribuição ascendente do líquido refrigerante, além da borda lateral da tira.
[0009] O líquido refrigerante é preferencialmente distribuído de forma ascendente a partir de pelo menos um coletor se estendendo transversalmente abaixo da tira e se estendendo lateralmente além de pelo menos uma borda lateral da mesma (para garantir que toda a superfície inferior da tira seja refrigerada independentemente de quaisquer variações na largura da tira quando esta passa pelo(s) coletor(es).
[00010] Pelo menos um pouco do líquido refrigerante distribuído através das extremidades do(s) coletor(es) se estendendo para fora além da tira pode ser desviado de forma descendente por pelo menos uma persiana estacionária fornecida juntamente com a tira. Isto é, preferencialmente, uma placa plana, normalmente posicionada sobre a mesma altura vertical que a própria tira que assenta acima do jato ascendente de líquido refrigerante e desvia este de volta de forma descendente. No entanto, a persiana não pode normalmente ser posicionada muito próxima à tira, pois deve haver uma abertura grande o suficiente para permitir variações na largura da tira, e o líquido refrigerante pode passar de forma ascendente através da abertura. No entanto, qualquer tal líquido é desviado para longe da tira pelo gás passando através da passagem de direcionamento de gás. Certamente, essas persianas podem ser dispensadas se o fluxo de gás no canal for suficiente por si só para desviar todo o líquido refrigerante além da(s) borda(s) lateral(is) da tira.
[00011] O gás é preferencialmente forçado através do canal de direcionamento de gás pela distribuição do gás sob pressão a partir de pelo menos uma lâmina de ar alongada posicionada em uma extremidade do canal posicionado no interior da tira. Preferencialmente, a lâmina de ar é angulada para distribuir o gás sob pressão no canal em um ângulo dentro de uma faixa de 30 a 45° em relação à superfície horizontal superior da tira. O gás pode ser forçado através do canal em uma pressão inicial em uma faixa, por exemplo, de 50 a 150 libras por polegada quadrada (345 a 1034 quilopascal), e em uma taxa de fluxo em uma faixa, por exemplo, de 40 a 50 pés cúbicos por minuto (18,9 a 23,6 litros por segundo). Normalmente, o gás é direcionado através do canal perpendicularmente à borda da borda lateral. No entanto, o canal de direcionamento de gás pode ser alongado na direção do avanço da tira de modo que esta tenha lados a montante e a jusante. O gás pode então ser direcionado geralmente perpendicularmente à borda lateral da tira em um centro do canal entre os lados a montante e a jusante, mas em ângulos ligeiramente a montante e a jusante da borda lateral da tira adjacente aos lados a montante e a jusante, respectivamente, do canal.
[00012] Outra modalidade exemplar fornece aparelho para refrigerar uma tira de metal alongada tendo bordas laterais, quando a tira é avançada geralmente horizontalmente em uma direção do avanço da tira. O aparelho compreende equipamento de distribuição de líquido refrigerante para direcionar um líquido refrigerante de forma ascendente em uma superfície inferior da tira avançada através de toda a largura da tira entre as referidas bordas laterais da mesma, meios para evitar que o referido líquido refrigerante entre em contato com uma superfície superior da tira de metal, e, opcionalmente, um dispositivo de remoção para remover posteriormente o líquido refrigerante da referida superfície inferior da tira. Os meios para evitar que o líquido refrigerante entre em contato com a superfície superior da tira de metal incluem pelo menos uma placa de cobertura posicionada acima e espaçada de forma ascendente a partir da superfície superior da tira de metal adjacente a pelo menos uma borda lateral para criar pelo menos um canal de direcionamento de gás acima da tira, e um dispositivo de distribuição de gás posicionado em uma extremidade interna do referido pelo menos um canal de direcionamento de gás para distribuir o gás através do canal geralmente na direção das referidas bordas laterais.
[00013] No aparelho, a pelo menos uma placa de cobertura preferencialmente se estende lateralmente da tira pelo menos até, e preferencialmente além de, pelo menos uma borda lateral da tira.
[00014] A distribuição ascendente do líquido refrigerante é preferencialmente fornecida por um ou mais (preferencialmente dois ou mais) coletores de líquido refrigerante cada uma fornecida com pelo menos uma abertura posicionada para distribuir o líquido refrigerante em uma direção ascendente. Os um ou mais coletores são normalmente orientados de forma transversal da tira e são dispostos lado a lado na direção do avanço da tira. Preferencialmente, a placa de cobertura ou as placas de cobertura se estendem acima de todos os coletores de líquido refrigerante na direção do avanço da tira de modo que todos os jatos ascendentes de líquido refrigerante sejam afetados pelo fluxo de gás no canal de direcionamento de gás. No entanto, em alguns casos, há espaço insuficiente para estender as placas de cobertura acima de todos os coletores, e em tais casos, a direção do gás dentro do canal é orientada parcialmente a montante ou a jusante para distribuir gás através das bordas laterais em todas as posições onde há um fluxo ascendente de líquido refrigerante para garantir que todo o líquido seja desviado para longe da superfície superior da tira. Além disso, se houver aberturas relativamente grandes entre coletores adjacentes abaixo da tira, o gás que flui no canal pode ser orientado para principalmente passar entre as bordas da tira diretamente acima dos coletores, com pouco ou nenhum gás direcionado para passar acima das aberturas entre os coletores.
[00015] O aparelho pode incluir preferencialmente um ou mais coletores estacionários adjacentes às bordas laterais da tira posicionada para desviar de forma descendente um pouco do referido líquido refrigerante distribuído além da borda (ou bordas) lateral(is) da tira. Essas persianas são geralmente posicionadas aproximadamente na mesma altura vertical que a tira e a uma distância a partir da borda lateral adjacente para formar uma abertura para acomodar variações da largura da tira quando a tira avança além da(s) persiana(s). A placa de cobertura está geralmente a um nível vertical superior à(s) persiana(s) e pode se estender parcialmente ou totalmente acima da(s) persiana(s), e mesmo além do outro lado da persiana(s).
[00016] O dispositivo utilizado para distribuir gás no(s) canal(is) é preferencialmente uma lâmina de ar alongada, preferencialmente orientada para distribuir gás em direção à borda lateral da tira, mas em um ângulo em uma faixa de 30 a 45°, em relação à referida superfície superior da tira. A lâmina de ar pode ter uma única ranhura alongada através da qual o referido gás passa, ou múltiplas saídas de gás fornecidas com bocais de direção ajustáveis. Além disso, a lâmina de ar pode ter uma região central, uma região a montante e uma região a jusante, em que a região central é orientada para direcionar o gás geralmente perpendicularmente à borda lateral da tira, a região a montante está orientada para direcionar o gás em direção à borda lateral em um ângulo a montante e a região a jusante é orientada para direcionar o gás em direção à borda lateral em um ângulo a jusante.
[00017] Quando o gás está sendo direcionado para cada borda lateral da tira, preferencialmente duas placas de cobertura são fornecidas, cada uma acima da tira em cada lado longitudinal. As bordas internas das placas de cobertura podem ser separadas por uma distância adequada para permitir que uma ou mais lâminas de ar sejam posicionado para introduzir fluxos de gás nos canais definidos por cada placa de cobertura. Alternativamente, uma única placa de cobertura pode ser empregada para ambos os lados da tira, com lâminas de ar sendo posicionadas entre a tira e a placa de cobertura, ou passando através de ranhuras fornecidas na placa de cobertura de modo que o gás possa ser introduzido nos canais em cada lado da tira.
[00018] As placas de cobertura podem ser suspensas a partir de uma estrutura de suporte ou similar posicionada acima da tira de metal avançada e podem incluir suportes articulados que permitem que as placas de cobertura sejam levantadas e abaixadas em relação à estrutura de suporte. A estrutura de suporte pode assumir a forma de uma estrutura tipo caixa se estendendo completamente através da tira avançada, placas de cobertura, coletores, persianas, etc., autossu- portada por paredes laterais.
[00019] A ou cada placa de cobertura é preferencialmente espaçada de forma ascendente a partir da tira por uma distância em uma faixa de 0,5 a 1,5 polegada (1,3 a 3,8 cm), preferencialmente por 1 polegada (2,5 cm) +10%. Isso permite que o gás seja confinado adjacente à superfície superior da tira, permitindo fluxo de gás e volume suficientes. No entanto, outros espaçamentos e dimensões podem ser adequados em circunstâncias específicas.
[00020] Uma modalidade adicional da invenção fornece aparelho para laminação a frio de uma tira de metal tendo pelo menos um conjunto de laminação para reduzir a espessura da referida tira de metal, e um aparelho para refrigerar a referida tira de metal imediatamente a jusante do referido pelo menos um conjunto de laminação. O aparelho para refrigerar a tira de metal compreende um aparelho como definido acima.
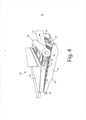
[00021] A Figura 1 é uma seção em corte transversal vertical esquemática de um aparelho de refrigeração do estado da técnica, tomada em um plano lateral para uma tira que está sendo refrigerada, fornecida para fins de comparação; a Figura 2 é uma seção em corte transversal vertical esquemática similar mostrando uma modalidade exemplar da invenção; a Figura 3 é uma vista plana do aparelho da Figura 2 com a estrutura de suporte removida para revelar os itens abaixo; a Figura 4 é uma vista em perspectiva de aparelho do tipo mostrado nas Figuras 2 e 3 com equipamento adicional; a Figura 5 é uma vista em perspectiva do equipamento, formando parte do aparelho da Figura 4; a Figura 6 é uma vista em perspectiva parcial do aparelho da Figura 4 mostrando o aparelho em funcionamento; e a Figura 7 é uma vista similar à parte da Figura 3, mas mostrando um projeto alternativo de uma lâmina de ar.
[00022] A Figura 1 ilustra um aparelho do estado da técnica do tipo mencionado anteriormente que será brevemente descrito como base para a compreensão das modalidades exemplares da invenção. O aparelho da Figura 1 é uma modificação do aparelho mostrado na Patente U.S. 5.701.775 (todo o conteúdo de tal patente é especificamente incorporado neste documento por esta referência). O desenho mostra uma seção em corte transversal de uma tira de metal 12 avançando horizontalmente em uma direção para o observador em uma posição onde a tira está para ser refrigerada, por exemplo, uma estação de refrigeração a jusante de um conjunto de laminação (não mostrado) de uma unidade de laminação a frio de um único conjunto ou múltiplos conjuntos. Uma série de coletores de líquido refrigerante transversal horizontal 14, apenas uma da qual é visível na Figura 1, são fornecidos abaixo da tira e são espaçados uns dos outros na direção do avanço da tira. Um lado superior de cada coletor 14 é fornecido com uma ranhura longitudinal contínua que distribui jatos 15 de líquido refrigerante (representados esquematicamente por setas verticais) de forma ascendente em uma superfície inferior 16 da tira de metal 12. O líquido refrigerante é, normalmente, água e será referido como tal a partir de agora por uma questão de conveniência, mas pode ser qualquer outro líquido refrigerante eficaz. Os jatos 15 formam uma cortina preferencialmente contínua de água se estendendo sob toda a largura da tira 12 e a cortina reduz de forma eficiente a temperatura elevada da tira resultante da operação de laminação para uma temperatura dentro de uma faixa desejada. No entanto, para permitir que o mesmo aparelho seja usado com tiras de metal de diferentes larguras, os coletores 14 se estendem lateralmente em uma extensão que possa acomodar a faixa mais ampla suscetível a ser enrolada no laminador, e então se estendem além das bordas laterais 17 da tira de metal relativamente estreita 12 conforme mostrado na figura. Matrizes de persianas horizontais 18 são fornecidas ao longo de cada borda lateral da tira para bloquear e desviar o curso ascendente de jatos de água 15 emergentes daquelas regiões da extremidade de coletores 14 se estendendo além das bordas laterais 17 da tira. As persianas 18 são verticalmente empilhadas e podem ser movidas para o lado em relação umas às outras para acomodar tiras de larguras diferentes. As placas laterais verticais fixas 19 adicionalmente confinam a água de resfriamento para os limites do aparelho de refrigeração. A água de refrigeração é coletada abaixo de coletores 14 em um depósito (não mostrado) ou similar, e pode ser reciclada para uso posterior. Esta modificação do aparelho da Patente U.S. 5.701.775 tem escovas retas 20 montadas em uma superfície superior das persianas 18 mais próximas às bordas 17 da tira de metal 12 para formar uma tela resiliente bloqueando qualquer abertura vertical entre as bordas internas das persianas e as bordas laterais adjacentes 17 da tira de metal. Isso impede que o escoamento ou respingo de água sobre uma superfície superior 22 da tira, mas com as desvantagens descritas anteriormente para este tipo de aparelho.
[00023] As Figuras 2 e 3 são diagramas esquemáticos mostrando uma modalidade exemplar da presente invenção. Itens similares ou idênticos aos ilustrados na Figura 1 são identificados pelos mesmos números de referência nestas e figuras subsequentes. No aparelho de refrigeração 10, uma placa de cobertura plana imperfurada alongada geralmente horizontal 25 é fornecida imediatamente acima da tira 12, ao longo de cada borda lateral 17 da tira dentro da extensão da estação de refrigeração 34. Cada placa de cobertura 25 cria um canal de direcionamento de gás 24 entre a superfície superior 22 da tira de metal 12 e a placa de cobertura imediatamente recoberta 25. Um gás, normalmente o ar, mas alternativamente qualquer outro gás preferencialmente não reativo, é forçado no canal 24 de um bocal alongado 27 de um dispositivo de lâmina de ar 28 (o termo "lâmina de ar" é usado nesta descrição quando este é o termo convencional para este tipo de dispositivo, mas será reconhecido que o mesmo dispositivo pode distribuir um gás diferente do ar). O gás forma um fluxo em movimento de ar, representado por setas 29 se estendendo através dos canais 24 em cada região lateral da tira de metal 12 em uma direção, de um centro da placa de cobertura geralmente para e sobre as bordas laterais 17 da tira. As lâminas de ar 28 em cada lado da tira 12 são fornecidas com ar sob pressão através de tubos 31 (vide Figura 3) conduzindo a ambas as extremidades de cada lâmina de ar. Por sua vez, os tubos estão ligados a uma fonte de ar sob pressão, por exemplo, um compressor (não mostrado). Os fluxos de ar em movimento 29 são arranjados para ter tal volume e/ou velocidade de fluxo como para desviar qualquer água emergente debaixo da tira 12 nas bordas laterais 17 da mesma externamente para longe da superfície superior 22 da tira, como mostrado esquematicamente pelas setas curvadas 30 na Figura 2. Neste aparelho 10, as persianas empilhadas 18 da Figura 1 foram substituídas por uma única persiana móvel lateral 32, mas persianas empilhadas alternativamente poderiam ser empregadas, se desejado. Em termos de posição vertical, a persiana 32 preferencialmente não é mais alta do que a tira 12 para evitar respingo na superfície 22 e evitar o desvio de ar sob a persiana, mas pode ser mais baixa do que a tira. Os jatos de água 15 são capazes de se estender totalmente até as bordas laterais 17 da tira 12, mesmo que a largura da tira 12 varie ao longo de seu comprimento, de modo que a refrigeração uniforme através da superfície inferior inteira 16 da tira seja alcançada. Qualquer variação da largura da tira quando esta é avançada pode ser acomodada fornecendo uma pequena abertura 33 entre as bordas laterais 17 da tira e as bordas laterais adjacentes das persianas 32. Embora a água refrigerada possa passar de forma ascendente através destas aberturas 33 como mencionado, ela é desviada para longe da tira na forma indicada. Em geral, as aberturas 33 devem ser feitas não mais do que o necessário para acomodar variações prováveis da largura de uma tira específica, passando por uma operação de refrigeração. Preferencialmente, as persianas 32 são movidas para as posições onde as aberturas 33 não são maiores do que aproximadamente 1 polegada (2,5 cm) e não menos de cerca de 0,25 polegada (0,6 cm). Uma faixa preferida para a abertura 33 é de 0,25 a 0,5 polegada (0,6 a 1,2 cm).
[00024] Na modalidade ilustrada, as placas de cobertura 25 preferencialmente se estendem sobre a tira 12 por todo o comprimento de uma estação de refrigeração 34 na direção do avanço da tira, isto é, completamente sobre a extensão longitudinal de todos os coletores de líquido refrigerante 14, como a melhor vista da vista plana da figura 3. As persianas 32 e as partes da extremidade de coletores de refrigeração 14 estão posicionadas sob as placas de cobertura 25, mas são mostradas em linhas pontilhadas.
[00025] As placas de cobertura 25 preferencialmente devem ser posicionadas a uma altura acima da tira 12 que fornece aos canais 24 uma profundidade eficaz para confinar, abrir canais e direcionar os fluxos de ar em movimento 29 emergindo a partir das lâminas de ar 28 em toda a superfície superior 22 para e através das bordas laterais 17 permitindo velocidade e volume de fluxo de ar adequados, preferencialmente em uma forma laminar. Através da criação de tais canais, as placas de cobertura aprimoram a capacidade de desviar água do ar nas bordas laterais 17 da tira direcionando o fluxo de ar para estas bordas e impedindo a dissipação ou a formação de correntes dispersas de ar. Se a altura sobre as placas de cobertura acima da tira fosse muito grande, as placas de cobertura não teriam nenhum efeito de direcionamento e canalização sobre os fluxos de ar e estas poderiam dispersar ou elevar muito para produzir o desvio desejado de água refrigerada nas bordas da tira. Por outro lado, se a altura for muito pequena, os canais 24 serão superficiais e poderão reduzir a velocidade e/ou o volume do fluxo de ar. Em geral, uma altura entre 0,5 polegada (1,3 cm) a 1,5 polegada (3,8 cm) acima da superfície superior 22 da tira de metal é preferida na maioria dos casos, com uma altura preferida de aproximadamente uma polegada (2,5 cm) 10. Como pode ser visto a partir da Figura 2, as bordas internas (isto é, no interior ou inicial) entre as placas de cobertura 25 são preferencialmente chanfradas para auxiliar e agilizar a introdução de ar nos canais 24.
[00026] A pressão do ar usado para as lâminas de ar 28 deve ser suficiente para produzir a deflexão desejável de água nas bordas 17 da faixa de metal. Geralmente, as pressões de 50 a 150 psi (345kPa a 1034kPa) são eficazes, preferencialmente gerando vazão de 40 a 50 CFM (18,9 a 23,6 litros por segundo), mas outras pressões adequadas e vazões podem ser usadas para obter o efeito desejado e podem ser determinadas empiricamente em cada caso, conforme necessário.
[00027] As placas de cobertura 25 devem, de preferência, sobrepor a tira de metal 12 por alguma distância interiormente a partir das bordas 17 da tira. Por exemplo, para uma tira com uma largura de 60 polegadas (152cm), a sobreposição pode ser na faixa de 3 a 4 polegadas (7,6 cm a 10,2 cm), mas a sobreposição preferencial geralmente aumentará na medida em que a largura da tira aumenta. Em seus lados externos, as placas de cobertura 25 devem, de preferência, se estender pelo menos até as bordas laterais 17, mais preferencialmente sobre as aberturas 33 e, mais preferencialmente ainda, totalmente sobre a persiana 32 e além, mas idealmente sem alcançar as placas laterais 19. Em seus lados internos, que as placas de cobertura 25 podem estender até aproximadamente o meio da tira, mas isso faria com que as lâminas de ar ficassem a uma distância máxima das bordas 17 da tira, resultando em um fluxo de ar menos eficaz 29. Também é possível ter uma única placa de cobertura 25 se estendendo por toda a largura da tira e além de ambas as bordas laterais 17, caso em que as lâminas de ar 28 podem ser posicionadas na abertura entre a placa de cobertura 25 e a tira 12.
[00028] As lâminas de ar 28 são, de preferência, posicionadas a não mais de cerca de uma polegada (2,5cm) para o interior das placas de cobertura 25 na direção do centro da tira de metal 12, e os bocais 27 das lâminas de ar são, preferencialmente, orientados na direção das bordas laterais 17 em um ângulo entre a horizontal e a vertical, de preferência para fornecer um ângulo de impacto do ar com a tira entre 30 e 45°. As lâminas de ar 28 podem também se tornar parte integrante das placas de cobertura 25.
[00029] A Figura 4 é uma vista em perspectiva do aparelho em uma estação de refrigeração 34 mostrando a modalidade das Figs. 2 e 3 com equipamento adicional, incluindo uma mesa de refrigeração 36, que suporta os coletores de refrigeração 14 e a folha 12 conforme avança ao longo da estação de refrigeração. A mesa de refrigeração é articulada ao redor de uma articulação transversal 44 de modo que também pode ser arriada ou levantada para fácil acesso durante o serviço ou reparo. Na modalidade ilustrada, as placas de cobertura 25 são suspensas de uma superfície interior da estrutura de sustentação 35, sob a forma de uma cobertura tipo caixa, que cobre a maior parte da superfície superior 22 da tira de metal 12 conforme a tira avança através da estação de refrigeração. A estrutura de sustentação 35 pode ser elevada ou articulada em uma ascendente a partir de sua posição de funcionamento para facilitar o serviço ou reparo, e isto em, por sua vez, eleva as placas de cobertura 25 sustentadas e as lâminas de ar 28 para permitir o acesso irrestrito à tira de metal 12 e ao equipamento de refrigeração. O trajeto da tira 12 através da estação de refrigeração 34 é geralmente mantido horizontal por um laminador de pressão 40, depois do qual a tira 12 é desviada ligeiramente na ascendente, conforme mostrado a seguir. Embora não seja visível neste ponto de vista, um dispositivo de remoção de líquido refrigerante é fornecido ao longo da superfície inferior da tira por baixo do laminador de pressão 40. Este dispositivo é, de preferência, uma lâmina de líquido, por exemplo, como divulgado em Patente U.S. 5.701.775, ou uma tira de limpeza do tipo rodo. O dispositivo remove completamente qualquer tipo de líquido refrigerante da superfície inferior da tira. Pode ser então aplicado óleo à superfície inferior 16 da tira de um aplicador 41 e o excesso é removido por um limpador 42.
[00030] A maneira pela qual as placas de cobertura 25 são suspensas da estrutura de sustentação 35 é mostrada mais claramente na Figura 5, da qual a estrutura de sustentação 35 foi omitida para maior clareza. Cada placa de cobertura 25 é firmemente presa a uma barra de fixação de entrada 46 e uma barra de fixação de saída 47. A barra de fixação de saída 47 é ligada de forma articulada por suas extremidades às conexões alongadas 43, e a barra de fixação de entrada é ligada de forma articulada a uma calha superior 49. As conexões 43 são, por sua vez, ligadas de forma articulada às placas de articulação 48 fixadas a uma superfície interna da estrutura de sustentação 35 (não mostrada na Figura 5). A calha superior 49 também é ligada de forma articulada a uma superfície interna da estrutura de sustentação 34 através de uma barra de articulação 48. A altura vertical da placa de cobertura 25 em relação à estrutura de sustentação 35 é determinada por um mecanismo de ajuste que compreende um conjunto de esticador 50 (ou outro dispositivo, por exemplo, um esquema de pistão/cilindro hidráulico) que seja fixado à estrutura de sustentação 35. As conexões 43 e a calha superior 49 permitem que a placa de cobertura seja mantida geralmente na horizontal conforme sua altura é ajustada pela operação do conjunto de esticador 50. O esquema também permite que a placa de cobertura seja elevada quase completamente até a superfície interna da estrutura de sustentação 35 para armazenagem. Como mencionado anteriormente, a lâmina de ar 28 é suspensa do lado interno da placa de cobertura 25 por suportes na extremidade 51, de modo que se move em conjunto com a placa de cobertura de 25. A calha superior 49 e a barra de articulação 45 são, de preferência, feitas de aço por laminação e são capazes de absorver o impacto de um rompimento involuntário da tira a fim de proteger os membros mais sensíveis a jusante, por exemplo, a lâmina de ar 28.
[00031] A Figura 6 é uma vista esquemática parcial do aparelho da Figura 4 que ilustra o fluxo de ar e de água de refrigeração de apenas um lado da tira 12. A placa de cobertura 25 sobre parte da tira 12 adjacente à borda lateral 17 e à persiana 32. Estes elementos são mostrados em linhas quebradas, em que eles são escondidos pela placa de cobertura de 25. Existe uma abertura 33 entre a tira 12 e a persiana 32, e jatos de água 30 emergem através da abertura de coletores (não mostrado) abaixo da tira e da persiana. Um fluxo de ar 29 da lâmina de ar 28 é mostrado pelas setas e se estende entre a tira 12 e a placa de cobertura 25. Quando o fluxo de ar encontra os jatos 30, a água de refrigeração é desviada para longe da tira 12 como plumas voltadas para o exterior 52 (prosseguindo ao longo da parte inferior da placa de cobertura e/ou o lado superior da persiana) geralmente tendo as formas mostradas no desenho (formas com base em uma modalidade com uma tira de 60 centímetros de largura, uma placa de cobertura sobrepondo a tira por 3 a 4 polegadas, uma abertura de 0,75 polegadas entre a tira e a placa de cobertura, a persiana se estendendo por 0,25 a uma polegada para fora da borda da tira e com uma lâmina de ar de 30 centímetros de comprimento posicionada a uma polegada para o interior da placa de cobertura, com um ângulo do impacto de 30 a 45° e alimentada com ar sob uma pressão de cerca de 80 psi para produzir um fluxo de ar de 40 a 50 cfm). A água de refrigeração destas plumas é por fim derramada em uma abertura entre a persiana 32 e placas laterais verticais 19 da mesa de refrigeração 36.
[00032] Enquanto é desejável estender as lâminas de ar completamente ao longo de uma série de coletores 14 para garantir que o fluxo de ar 29 entre em contato diretamente com cada um dos jatos de água 30 que emergem através da abertura 33, será apreciado na Figura 4 que frequentemente há espaço restrito disponível sob a estrutura de suporte 35 por causa da presença de vários outros componentes do aparelho. Pode ser, portanto, que em alguns casos não seja possível fornecer lâminas de ar que se estendem completamente sobre todos os coletores 14 na direção do avanço da tira, particularmente o primeiro e o último coletores de uma série de tais coletores. Em tais casos, como mostrado na vista da parcial Figura 7, é desejável inclinar as lâminas de ar 28 em suas extremidades 45 para que os fluxos de ar das extremidades se estendam na direção das regiões a montante e a jusante da placa de cobertura e, desse modo, na direção dos coletores que não são diretamente cobertos pelas lâminas. Isso ajuda a evitar qualquer vazamento de água sobre a superfície superior da tira dos coletores da extremidade. Apesar de lâminas de ar únicas com extremidades inclinadas serem mostradas na Figura 7, cada lâmina pode ser substituída por três lâminas de ar curtas separadas com a lâmina central sendo paralela à borda da tira 17 e as lâmina com duas extremidades orientada da mesma forma que as extremidades 45 da lâmina única mostrada na Figura 5, ou seja, em direção às regiões a montante e a jusante da placa de cobertura. Como uma alternativa adicional, uma lâmina de ar reta pode ser fornecida com nervuras internas (não mostradas) que criam um fluxo inclinado para o exterior de cada extremidade da lâmina. Como outra alternativa adicional, as lâminas de ar podem ser fornecidas com vários bocais giratórios ao longo do comprimento das lâminas em vez de uma única ranhura alongada. Os bocais podem então ser orientados individualmente para fornecer o fluxo de ar mais eficaz sob as placas de cobertura. Em tais casos, pode ser desejável não só inclinar os bocais da extremidade em direção às regiões a montante e a jusante da placa de cobertura, como é o caso das lâminas de ar descritas acima, mas também inclinar o os bocais centrais, por exemplo, para direcionar mais ar para posições diretamente recobrindo um coletor de líquido refrigerante do que para zonas entre tais coletores.
[00033] Como observado, esta orientação angular dos fluxos de ar é desejável em particular quando as lâminas de ar não cobrem (recobrem) todos os coletores de líquido refrigerante 14. No entanto, uma orientação angular deste tipo ainda pode ser desejável quando as lâminas de ar são longas o suficiente para cobrir todos os coletores. Isto se dá porque os fluxos de ar em movimento sob a placa de cobertura 25 podem, em alguns casos, apresentar uma tendência a convergir conforme se movem em direção às bordas externas das placas de cobertura, produzindo assim zonas relativamente estagnadas nos lados de entrada e saída das placas de cobertura. Portanto, uma orientação voltada para o exterior direcionada mais ar para estas potenciais zonas de estagnação e impede a sua formação.
[00034] Sempre que possível, também pode ser desejável fornecer lâminas de ar que sejam mais longas que suas respectivas placas de cobertura para que as lâminas de ar se projetem além das placas de cobertura nos locais de entrada e de saída da mesma. Isso também ajuda a garantir que os fluxos de ar em movimento sob as placas de cobertura não têm zonas de estagnação nas extremidades de entrada e saída.
[00035] Todas as modalidades acima empregam persianas 32 para minimizar a quantidade de água refrigerante que é jateada acima do nível da tira de metal 12. Enquanto tais coletores 32 são desejáveis na maioria dos casos, eles podem ser inteiramente omitidos quando os fluxos de ar 29 são fortes o suficiente para garantir que todos os jatos de água das extremidades dos coletores sejam desviados para longe da superfície superior da tira. Além disso, enquanto foi mostrado que a placa de cobertura 25 se estende além da borda exterior (externa) da persiana, em alguns casos, ela não precisa se estender tanto e, de fato, não precisa se estender até a borda 17 da tira 12, desde que o fluxo de ar 29 que emerge do canal 24 possua força suficiente para desviar adequadamente os jatos de água emergentes e que a distância da borda da tira não cause a dissipação inadequada do fluxo de ar. Se a persiana não for fornecido, é preferível que a placa de cobertura se estenda pelo menos até a extremidade externa (exterior) dos jatos de água emergindo dos coletores, a fim de oferecer algum controle da extensão do spray de água dentro do aparelho. Além disso, apesar das modalidades acima fornecerem placas de cobertura 25 ao longo de ambos os lados da tira 12, modalidades com uma placa de cobertura única disposta em um lado da tira podem ser desejáveis em alguns casos. Cada lado de uma faixa tem sua própria funcionalidade, embora seja normalmente desejável resfriar ambas as bordas da mesma forma. Além disso, pode ser desejável em alguns casos fornecer uma única placa de cobertura que se estende completamente sobre a tira de metal de uma borda lateral adjacente à outra. As lâminas de ar podem ser montadas sob tal tira, ou se estender por ela, a fim de produzir os fluxos de ar desejados na direção das bordas da tira. Uma única lâmina de ar com saídas votadas para direções opostas pode ser eficaz em tais casos.
[00036] Enquanto as modalidades da invenção descrita acima são destinadas para uso dentro de uma unidade laminadora a frio de fase única ou em várias fases, tais modalidades podem alternativamente ser usadas sempre que um artigo de tira em movimento for sujeito à refrigeração por líquido de um lado, enquanto evita o contato do lado oposto com o líquido refrigerante. Como mencionado na introdução deste relatório descritivo, isto pode incluir (mas não se limita a) a refrigeração da chapa metálica revestida após a aplicação e cura por calor de uma camada de revestimento da laca, a refrigeração de uma tira de alumínio laminada a quente antes que esta seja enrolada na extremidade de uma linha de laminação a quente, a refrigeração de uma chapa metálica durante uma operação de bobina a bobina separada, ou condicionar termicamente a tira por pré-refrigeração antes de laminação adicional ou operações de pré-tratamento de superfície.
[00037] Outras modalidades e variações da invenção serão evidentes para pessoas versadas na técnica depois de revisar a descrição acima. Todas essas modalidades e variações integram esta invenção na medida em que elas estão incluídas nas seguintes reivindicações.
Claims (25)
1. Método de refrigeração de uma tira de metal, o método caracterizado pelo fato de que compreende: avançar continuamente uma tira de metal (12), com bordas laterais (17), geralmente horizontalmente em uma direção de avanço da tira; distribuir um líquido refrigerante em uma superfície inferior (16) da tira de metal (12) a partir de baixo por toda uma largura da tira (12); prevenir que o dito líquido refrigerante entre em contato com uma superfície superior (22) da tira de metal (12); e em que tal líquido refrigerante é impedido de entrar em contato com a superfície superior (22) da tira de metal (12) por meio da formação de um canal de direcionamento de gás (24) imediatamente acima da referida superfície superior (22) da tira de metal (12) adjacente a pelo menos uma das bordas laterais (17) da mesma, em que o dito canal de direcionamento de gás (24) é formado pelo posicionamento de pelo menos uma placa de cobertura estacionária (25) acima e espaçada a partir da dita superfície superior (22) e da dita placa de cobertura (25), e forçando o gás através do canal (24) em uma direção geralmente longe de um centro da tira (12) em direção a pelo menos uma borda lateral (17) para desviar o líquido refrigerante para longe da referida pelo menos uma borda lateral (17) da tira (12) e da superfície superior (22).
2. Método de acordo com a reivindicação 1, caracterizado pelo fato de que compreende adicionalmente posteriormente remover o dito líquido refrigerante da referida superfície inferior (16) da tira (12).
3. Método de acordo com a reivindicação 1, caracterizado pelo fato de que pelo menos uma tal placa de cobertura (25) está posicionada para se estender lateralmente da tira (12) pelo menos até pelo menos uma borda lateral (17) referida da tira (12) ou em que pelo menos uma placa de cobertura (25) é posicionada para se estender lateralmente da tira (12) além de pelo menos uma tal borda lateral (17) da tira (12).
4. Método de acordo com qualquer uma das reivindicações 1 a 3, caracterizado pelo fato de que o líquido refrigerante é distribuído de forma ascendente a partir de pelo menos um coletor (14) se estendendo transversalmente abaixo da tira (12) e se estendendo lateralmente além da dita pelo menos uma borda lateral (17) da mesma.
5. Método de acordo com a reivindicação 4, caracterizado pelo fato de que pelo menos parte de tal líquido refrigerante distribuída através das extremidades de pelo menos um tal coletor (14) se estendendo para fora além de pelo menos uma borda lateral (17) da tira (12) é desviada de forma descendente por pelo menos uma persiana estacionária (32) fornecida ao longo da tal tira (12).
6. Método de acordo com a reivindicação 5, caracterizado pelo fato de que a dita pelo menos uma persiana estacionária (32) é posicionada com espaçamento lateral de pelo menos uma tal borda lateral (17) da tira (12), a fim de formar uma abertura (33) larga o suficiente para acomodar as variações de espessura de tal tira (12) conforme ela avança em relação a pelo menos uma tal persiana (32).
7. Método de acordo com qualquer uma das reivindicações 1 a 6, caracterizado pelo fato de que o gás é forçado através do canal de direcionamento de gás (24) pela distribuição do gás sob pressão a partir de pelo menos uma lâmina de ar alongada (28) posicionada em uma extremidade do referido canal (24) posicionado no interior da tira (12).
8. Método de acordo com qualquer uma das reivindicações 1 a 7, caracterizado pelo fato de que a lâmina de ar (28) é angulada para distribuir o gás sob pressão em um ângulo dentro de uma faixa de 30 a 45°, relativo a tal superfície superior (22).
9. Método de acordo com qualquer uma das reivindicações 1 a 8, caracterizado pelo fato de que o referido gás é forçado através de tal canal (24) a uma pressão inicial dentro de uma faixa de 345 a 1034 quilopascal e/ou em que o referido gás é forçado através de tal canal (24) a uma taxa de fluxo dentro de uma faixa de 18,9 a 23,6 litros por segundo, e/ou em que tal canal de direcionamento de gás (24) é alongado na direção referida do avanço da tira e tem lados a montante e a jusante, e em que tal que gás é direcionado geralmente perpendicularmente a pelo menos uma tal borda lateral (17) da tira (12) em um centro do referido canal (24) entre os lados a montante e a jusante, mas em ângulos ligeiramente a montante e a jusante da referida borda lateral (17) da tira (12) aos referidos lados a montante e a jusante, respectivamente, do dito canal (24) e/ou em que tal canal de direcionamento de gás (24) é formado acima de ambas as referidas bordas laterais (17) da tira (12).
10. Aparelho para refrigeração de uma tira de metal alongada com bordas laterais, conforme a tira é avançada geralmente horizontalmente em uma direção do avanço da tira, caracterizado pelo fato de que o aparelho compreende: equipamento de distribuição de líquido refrigerante para direcionar um líquido refrigerante de forma ascendente em uma superfície inferior (16) da tira avançada (12) através de toda a largura da tira (12) entre as referidas bordas laterais (17) da mesma; meios para evitar que o referido líquido refrigerante entre em contato com uma superfície superior (22) da tira de metal (12); e em que os meios para evitar que o líquido refrigerante entre em contato com a superfície superior (22) da tira de metal (12) incluem pelo menos uma placa de cobertura (25) posicionada acima e espaçada de forma ascendente a partir da superfície superior (22) da tira de metal (12) adjacente a pelo menos uma borda lateral (17) da mesma, a fim de criar pelo menos um canal de direcionamento de gás (24) acima da tira (12), e um dispositivo de distribuição de gás posicionado em uma extremidade interna do referido pelo menos um canal de direcionamento de gás (24) para distribuir o gás através do canal (24) geralmente na direção de pelo menos uma tal borda lateral (17).
11. Aparelho de acordo com a reivindicação 10, caracterizado pelo fato de que opcionalmente, um dispositivo de remoção para remover posteriormente o líquido refrigerante da referida superfície inferior (16) da tira (12).
12. Aparelho de acordo com a reivindicação 10 ou 11, caracterizado pelo fato de que pelo menos uma tal placa de cobertura (25) se estende lateralmente da tira (12) pelo menos até a referida pelo menos uma borda lateral (17) da tira (12) ou em que pelo menos uma tal placa de cobertura (25) se estende lateralmente da tira (12) além da referida pelo menos uma borda lateral (17) da tira (12).
13. Aparelho de acordo com qualquer uma das reivindicações 10 a 12, caracterizado pelo fato de que o referido equipamento de distribuição do líquido refrigerante compreende pelo menos um coletor de líquido refrigerante (14) fornecido com pelo menos uma abertura posicionada para distribuir tal líquido refrigerante e orientada transversalmente à tira (12).
14. Aparelho de acordo com qualquer uma das reivindicações 10 a 13, caracterizado pelo fato de que o referido equipamento de distribuição do líquido refrigerante compreende dois ou mais coletores de líquido refrigerante (14), cada um fornecido com pelo menos uma abertura posicionada para distribuir tal líquido refrigerante e orientada transversalmente à tira (12).
15. Aparelho de acordo com a reivindicação 10, caracterizado pelo fato de que a referida pelo menos uma placa de cobertura (25) se estende acima de todos os referidos um ou mais coletores de líquido refrigerante (14) no dito sentido de avanço da tira (12) ou em que pelo menos uma tal placa de cobertura (25) se estende acima de alguns dos, mas não todos, referidos dois ou mais coletores de líquido refrigerante (14) no dito sentido de avanço da tira (12).
16. Aparelho de acordo com qualquer uma das reivindicações 10 a 15, caracterizado pelo fato de que tal equipamento de distribuição do líquido refrigerante distribui líquido refrigerante de forma ascendente além da pelo menos uma borda lateral (17) de tal tira (12).
17. Aparelho de acordo com qualquer uma das reivindicações 10 a 15, caracterizado pelo fato de que inclui adicionalmente uma persiana (32) em pelo menos uma referida borda lateral (17) da tira (12) posicionada para desviar de forma descendente parte do referido líquido refrigerante distribuído além da referida pelo menos uma borda lateral (17), tal persiana (32) sedo posicionada a uma distância de pelo menos uma tal borda lateral (17) para formar uma abertura (33) para acomodar as variações da largura de referida tira (12) conforme a tira (12) avança.
18. Aparelho de acordo com qualquer uma das reivindicações 10 a 17, caracterizado pelo fato de que tal dispositivo de distribuição de gás é pelo menos uma lâmina de ar (28).
19. Aparelho de acordo com qualquer uma das reivindicações 10 a 17, caracterizado pelo fato de que a dita pelo menos uma lâmina de ar (28) é orientada para distribuir tal gás em um ângulo dentro de uma faixa de 30 a 45°, em relação à referida superfície superior (22) da tira (12) ou em que a dita pelo menos uma lâmina de ar (28) tem múltiplas saídas de gás fornecidas com bocais de direção ajustáveis (27).
20. Aparelho de acordo com a reivindicação 18 ou 19, caracterizado pelo fato de que a referida pelo menos uma lâmina de ar (28) tem uma região central, uma região a montante e uma região a jusante, e em que a referida região central é orientada para direcionar o gás geralmente em ângulos retos a dita pelo menos uma borda lateral (17) da tira (12), a região a montante está orientada para direcionar o gás em direção a dita pelo menos uma borda lateral (17) em um ângulo a montante, e a região a jusante é orientada para direcionar o gás em direção a dita pelo menos uma borda lateral (17) em um ângulo a jusante.
21. Aparelho de acordo com qualquer uma das reivindicações 10 a 20, caracterizado pelo fato de que pelo menos uma tal placa de cobertura (25) é posicionada acima e espaçada de forma ascendente a partir de ambas as referidas bordas laterais (17) da referida tira (12).
22. Aparelho de acordo com qualquer uma das reivindicações 10 a 21, caracterizado pelo fato de que pelo menos uma tal placa de cobertura (25) é suspensa de uma estrutura de suporte (35) posicionada acima da referida tira de metal avançada (12).
23. Aparelho de acordo com qualquer uma das reivindicações 10 a 21, caracterizado pelo fato de que a dita pelo menos uma placa de cobertura (25) inclui suportes articulados que permitem que pelo menos uma tal placa de cobertura (25) seja levantada e abaixada em relação à estrutura de suporte (35).
24. Aparelho de acordo com qualquer uma das reivindicações 10 a 23, caracterizado pelo fato de que a referida pelo menos uma placa de cobertura (25) é espaçada de forma ascendente a partir da referida tira (12) por uma distância em uma faixa de 1,3 a 3,8 cm ou em que pelo menos uma tal placa de cobertura (25) é espaçada de forma ascendente a partir da referida tira (12) por uma distância de 2,5 cm + 10%.
25. Aparelho para laminação a frio de uma tira de metal com bordas laterais, o dito aparelho caracterizado pelo fato de que compreende: pelo menos um conjunto de laminação para reduzir a espessura da referida tira de metal (12), e um aparelho para refrigerar a referida tira de metal (12) imediatamente a jusante do referido pelo menos um conjunto de laminação, em que o referido aparelho para refrigerar a tira de metal (12) compreende um aparelho como definido em qualquer uma das reivindicações 9 a 24.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161465393P | 2011-03-18 | 2011-03-18 | |
| US61/465,393 | 2011-03-18 | ||
| PCT/CA2012/050148 WO2012126107A1 (en) | 2011-03-18 | 2012-03-13 | Method and apparatus for removing coolant liquid from moving metal strip |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112013023804A2 BR112013023804A2 (pt) | 2016-12-13 |
| BR112013023804B1 true BR112013023804B1 (pt) | 2021-06-29 |
Family
ID=46827831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112013023804-6A BR112013023804B1 (pt) | 2011-03-18 | 2012-03-13 | Método e aparelho de refrigeração de uma tira de metal e aparelho para laminação a frio de uma tira de metal com bordas laterais |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8961864B2 (pt) |
| EP (1) | EP2697004B1 (pt) |
| JP (1) | JP5801909B2 (pt) |
| KR (1) | KR101578987B1 (pt) |
| BR (1) | BR112013023804B1 (pt) |
| WO (1) | WO2012126107A1 (pt) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2697004B1 (en) * | 2011-03-18 | 2017-05-03 | Novelis, Inc. | Method and apparatus for removing coolant liquid from moving metal strip |
| KR102095623B1 (ko) * | 2014-07-15 | 2020-03-31 | 노벨리스 인크. | 자려 1/3 옥타브 밀 진동의 댐핑 프로세스 |
| US10065225B2 (en) | 2014-07-25 | 2018-09-04 | Novelis Inc. | Rolling mill third octave chatter control by process damping |
| EP3395463B1 (de) | 2017-04-26 | 2019-12-25 | Primetals Technologies Austria GmbH | Kühlung eines walzguts |
| JP6368831B1 (ja) * | 2017-06-19 | 2018-08-01 | 中外炉工業株式会社 | 金属ストリップの冷却装置 |
| EP3453465A1 (en) * | 2017-09-07 | 2019-03-13 | Centre de Recherches Métallurgiques ASBL - Centrum voor Research in de Metallurgie VZW | Compact intense cooling device for strip in cold rolling mill |
| KR102511771B1 (ko) | 2018-06-13 | 2023-03-20 | 노벨리스 인크. | 금속 물품 가공에서 점성 물질을 제거하기 위한 시스템 및 방법 |
| EP3651917B1 (en) * | 2018-06-13 | 2021-06-09 | Novelis, Inc. | System and method for containing viscous materials in roll processing |
| CN111112374B (zh) * | 2019-12-20 | 2021-07-16 | 安庆金田尼龙材料科技有限公司 | 气刀装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1016025A (en) * | 1962-06-27 | 1966-01-05 | British Iron Steel Research | Movement control of strip material |
| US3192752A (en) * | 1963-06-27 | 1965-07-06 | Aluminum Co Of America | Cold rolling aluminum and product |
| US3367804A (en) * | 1965-05-07 | 1968-02-06 | United States Steel Corp | Method and apparatus for quenching |
| US4400961A (en) * | 1981-07-15 | 1983-08-30 | Schaming Edward J | Apparatus for removing liquid coolant from metal strips in a rolling mill |
| US4477287A (en) * | 1983-02-08 | 1984-10-16 | Kaiser Aluminum & Chemical Corporation | Liquid removal device |
| JPS60206517A (ja) * | 1984-03-30 | 1985-10-18 | Sumitomo Metal Ind Ltd | 走行高温材料の冷却装置 |
| US5046347A (en) * | 1989-10-10 | 1991-09-10 | Alcan International Limited | Coolant containment apparatus for rolling mills |
| DE69210835T2 (de) | 1991-11-01 | 1996-09-26 | Davy Mckee Poole | Entfernung von feuchtigkeit von einem metallband |
| EP0627965B1 (en) * | 1992-02-24 | 1998-12-02 | Alcan International Limited | Process for applying and removing liquid coolant to control temperature of continuously moving metal strip |
| JPH06304613A (ja) * | 1993-04-23 | 1994-11-01 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延機の水切り装置 |
| JPH0716622A (ja) * | 1993-07-05 | 1995-01-20 | Ishikawajima Harima Heavy Ind Co Ltd | 圧延機のクーラント水除去装置 |
| US5398372A (en) * | 1993-10-29 | 1995-03-21 | Kaiser Aluminum & Chemical Corporation | Liquid edge bead removal device |
| JPH1157836A (ja) * | 1997-08-06 | 1999-03-02 | Nkk Corp | 鋼板の冷却方法およびその装置 |
| JP3206522B2 (ja) * | 1997-11-11 | 2001-09-10 | 日本鋼管株式会社 | 鋼板の水切り方法およびその装置 |
| JP2003170213A (ja) * | 2001-12-04 | 2003-06-17 | Nkk Corp | 金属板の下面冷却装置 |
| AT414102B (de) * | 2004-08-04 | 2006-09-15 | Ebner Ind Ofenbau | Vorrichtung zum kühlen eines blechbandes |
| EP2697004B1 (en) * | 2011-03-18 | 2017-05-03 | Novelis, Inc. | Method and apparatus for removing coolant liquid from moving metal strip |
-
2012
- 2012-03-13 EP EP12760219.1A patent/EP2697004B1/en active Active
- 2012-03-13 JP JP2013558277A patent/JP5801909B2/ja active Active
- 2012-03-13 KR KR1020137027113A patent/KR101578987B1/ko active IP Right Grant
- 2012-03-13 BR BR112013023804-6A patent/BR112013023804B1/pt active IP Right Grant
- 2012-03-13 WO PCT/CA2012/050148 patent/WO2012126107A1/en active Application Filing
- 2012-03-15 US US13/421,266 patent/US8961864B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BR112013023804A2 (pt) | 2016-12-13 |
| EP2697004B1 (en) | 2017-05-03 |
| JP2014508045A (ja) | 2014-04-03 |
| KR101578987B1 (ko) | 2015-12-18 |
| US20120235331A1 (en) | 2012-09-20 |
| JP5801909B2 (ja) | 2015-10-28 |
| EP2697004A1 (en) | 2014-02-19 |
| WO2012126107A1 (en) | 2012-09-27 |
| US8961864B2 (en) | 2015-02-24 |
| KR20140010443A (ko) | 2014-01-24 |
| EP2697004A4 (en) | 2015-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112013023804B1 (pt) | Método e aparelho de refrigeração de uma tira de metal e aparelho para laminação a frio de uma tira de metal com bordas laterais | |
| ES2649160T5 (es) | Mejora de la planeidad de una cinta laminada | |
| ES2392001T3 (es) | Dispositivo de refrigeración para refrigerar una cinta metálica | |
| US9486847B2 (en) | Cooling apparatus, and manufacturing apparatus and manufacturing method of hot-rolled steel sheet | |
| JP3356283B2 (ja) | 連続移動する金属ストリップの温度制御のために液体冷媒を適用および除去する方法および装置 | |
| JP2014508045A5 (pt) | ||
| BRPI0711142B1 (pt) | dispositivo de resfriamento e método de resfriamento para tira quente | |
| JP6042559B2 (ja) | 圧延材の冷却をするための装置 | |
| RU2008144714A (ru) | Устройство для изготовления металлической ленты посредством непрерывного литья | |
| US20110209515A1 (en) | Method and device for cooling a leader or band of a metal strand in a hot-rolling mill | |
| BR112018010960B1 (pt) | Processo para arrefecer um substrato metálico, método para laminagem a quente, método para tratamento térmico, dispositivo de arrefecimento, instalação de laminação a quente e instalação de tratamento térmico | |
| WO2014167138A1 (en) | Method and device for enhanced strip cooling in the cold rolling mill | |
| JP5685861B2 (ja) | 熱鋼板の水切り装置、水切り方法および冷却設備 | |
| BR0307749B1 (pt) | Dispositivo para refrigerar o material laminado dentro do segmento de refrigeração de uma instalação de laminação | |
| JP6147545B2 (ja) | 熱処理装置 | |
| JP2012091194A (ja) | 熱鋼板の下面冷却方法及び装置 | |
| EP3363552B1 (en) | Method and apparatus for cooling hot-rolled steel sheet | |
| JP5741165B2 (ja) | 熱鋼板の下面冷却装置 | |
| JP3701042B2 (ja) | ストリップを冷却するための装置 | |
| KR101990950B1 (ko) | 열간압연공정의 분말 도포장치 및 분말 도포방법 | |
| JP2958236B2 (ja) | 熱板冷却装置 | |
| JPH10137833A (ja) | 圧延機用ストリップ冷却設備及びストリップ冷却方法 | |
| KR100894987B1 (ko) | 라미네이터의 냉각시스템 | |
| KR20240089095A (ko) | 급속 기판 냉각을 위한 시스템 및 방법 | |
| JP2549694Y2 (ja) | 熱間圧延材の上部冷却装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 13/03/2012, OBSERVADAS AS CONDICOES LEGAIS. |