WO2025095010A1 - めっき鋼板 - Google Patents
めっき鋼板 Download PDFInfo
- Publication number
- WO2025095010A1 WO2025095010A1 PCT/JP2024/038741 JP2024038741W WO2025095010A1 WO 2025095010 A1 WO2025095010 A1 WO 2025095010A1 JP 2024038741 W JP2024038741 W JP 2024038741W WO 2025095010 A1 WO2025095010 A1 WO 2025095010A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- less
- plating layer
- phase
- plated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/12—Aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
Definitions
- the present invention relates to plated steel sheets.
- Zn-based plated steel sheets are known to exhibit sacrificial corrosion protection and have excellent corrosion resistance.
- many proposals have been made for plated steel sheets with plating layers containing other elements instead of or in addition to Zn.
- Patent Document 1 describes an Al-based plated steel sheet comprising: a base steel sheet; a first alloy plating layer having a thickness of 3 to 30 ⁇ m and having a component composition containing, in mass%, 40 to 70% Fe, 0.3 to 10% Mn, and the balance being Al and unavoidable impurities, on at least one side of the base steel sheet; a second alloy plating layer having a thickness of 0.10 to 10 ⁇ m and having a component composition containing, in mass%, 5 to 50% Fe, 5 to 40% Mn, and the balance being Al and unavoidable impurities, on the first alloy plating layer; and unalloyed Al with a deposition amount of 0 to 1000 mg/ m2 deposited on the surface of the second alloy plating layer.
- Patent Document 1 teaches that by (i) subjecting a base steel sheet to hot-dip plating of an Al-Mn alloy to form two Al-Fe-Mn alloy plating layers having different Mn contents on the surface of the base steel sheet, and (ii) limiting the amount of unalloyed Al attached to the surface of the Al-Fe-Mn alloy plating layer to a range of 1000 mg/ m2 or less, it is possible to achieve both post-painting corrosion resistance and resistance spot weldability in an environment conforming to the corrosive environment of an automobile exterior panel.
- the present invention aims to provide a plated steel sheet having an Al-containing plating layer, which has improved corrosion resistance and cold workability after painting.
- the plating layer comprises, in mass %, Fe: 20.0 to 55.0%, Mg: 0-10.0%, Si: 0 to 10.0%, Zn: 0-30.0% and further comprising Ni: 0-1.000%, Ca: 0-4.000%, Sb: 0 to 0.500%, Pb: 0 to 0.500%, Cu: 0 to 1.000%, Sn: 0-1.000%, Ti: 0 to 1.000%, Cr: 0-1.000%, Nb: 0 to 1.000%, Zr: 0 to 1.000%, Mn: 0 to 1.000%, Mo: 0-1.000%, Ag: 0-1.000%, Li: 0 to 1.000%, La: 0 to 0.500%, Ce: 0-0.500%, B: 0 to 0.500%, Y: 0 to 0.500%, Sr: 0-0.500%,
- the chemical composition contains, in mass%, Mg: 0.3 to 10.0%,
- the plating layer further includes an Mg-containing phase
- the plated steel sheet according to any one of (1) to (8) above characterized in that in a cross section of the plated layer, a surface coverage rate of the Mg-containing phase is 20 to 100%.
- the plated steel sheet according to (9) above characterized in that the surface coverage of the Mg-containing phase is 60 to 100%.
- a plated steel sheet having an Al-containing plating layer which has improved corrosion resistance and cold workability after painting.
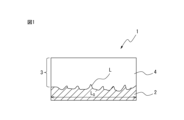
- FIG. 1 is a schematic cross-sectional view of a plated steel sheet according to an embodiment of the present invention, showing the interface length L between the plating layer and the base steel sheet, and the length L0 of the surface of the base steel sheet.
- 1 is a schematic cross-sectional view of a plated steel sheet according to a preferred embodiment of the present invention, showing the projected length T i of the Fe—Al—Si phase and the length L 0 of the surface of the base steel sheet.
- FIG. 2 is a cross-sectional schematic view of a plated steel sheet according to another preferred embodiment of the present invention, illustrating the surface coverage of an Mg-containing phase.
- a plated steel sheet comprises a base steel sheet and a plating layer formed on a surface of the base steel sheet,
- the plating layer comprises, in mass %, Fe: 20.0 to 55.0%, Mg: 0-10.0%, Si: 0 to 10.0%, Zn: 0-30.0%, and further comprising Ni: 0-1.000%, Ca: 0-4.000%, Sb: 0 to 0.500%, Pb: 0 to 0.500%, Cu: 0 to 1.000%, Sn: 0-1.000%, Ti: 0 to 1.000%, Cr: 0-1.000%, Nb: 0 to 1.000%, Zr: 0 to 1.000%, Mn: 0 to 1.000%, Mo: 0-1.000%, Ag: 0-1.000%, Li: 0 to 1.000%, La: 0 to 0.500%, Ce: 0-0.500%, B: 0 to 0.500%, Y: 0 to 0.500%, Sr: 0-0.
- alloyed Al-based plating is relatively hard, the cold workability of the plated steel sheet may be reduced.
- the alloyed Al-based plating may peel off into powder form during cold working (also known as powdering), i.e., powdering resistance may be reduced. Therefore, in plated steel sheets having a plating layer made of Al-based plating, it is generally difficult to achieve both corrosion resistance after painting and cold workability, especially powdering resistance.
- the inventors therefore conducted research to achieve both post-painting corrosion resistance and cold workability in plated steel sheets having a plating layer made of Al-based plating, focusing in particular on the chemical composition, structure, and morphology of the plating layer.
- the inventors discovered that by optimizing the chemical composition of the plating layer and appropriately controlling the thickness of the Fe-Al phase contained in the plating layer and the morphology of the interface between the plating layer and the base steel sheet, it is possible to significantly improve both post-painting corrosion resistance and cold workability.
- the inventors first discovered that by setting the Fe content in the plating layer to 20.0 mass% or more and controlling the thickness of the Fe-Al phase contained in the plating layer to 4 ⁇ m or more, the plating layer can be sufficiently alloyed, thereby improving the post-painting corrosion resistance of the plated steel sheet.
- the inventors discovered that by controlling the thickness of the Fe-Al phase to 50 ⁇ m or less and suppressing excessive hardening of the plating layer, the cold workability of the plated steel sheet can be improved.
- the present inventors have studied the form of the plating layer in order to further improve the cold workability of the plated steel sheet.
- the present inventors have found that the cold workability of the plated steel sheet can be significantly improved by controlling the interface shape between the plating layer and the base steel sheet to a shape with greater irregularities, more specifically, by controlling the interface length L between the plating layer and the base steel sheet and the length L 0 of the surface of the base steel sheet to a shape with greater irregularities that satisfies the relationship (L - L 0 ) / L 0 ⁇ 100 ⁇ 3.
- a plated steel sheet 1 is a cross-sectional schematic diagram of a plated steel sheet according to an embodiment of the present invention, showing the interface length L between the plating layer and the base steel sheet and the length L 0 of the surface of the base steel sheet.
- a plated steel sheet 1 according to an embodiment of the present invention includes a base steel sheet 2 and a plating layer 3 formed on the surface of the base steel sheet 2, and the plating layer 3 includes an Fe-Al phase 4.
- the interface length L between the coating layer 3 and the base steel sheet 2 and the corresponding length L0 of the surface of the base steel sheet 2 satisfy the relationship of ( LL0 )/ LL0 ⁇ 100 ⁇ 3, that is, the interface length L is 3% or more longer than the length L0 of the surface of the base steel sheet 2. It can therefore be seen that the interface between the coating layer 3 and the base steel sheet 2 is controlled to have a shape with greater irregularities.
- the hard plating layer 3 can bite into the base steel sheet 2 starting from the irregularities at the interface during cold working such as bending, and can proceed with cold working while deforming the base steel sheet 2.
- the interface between the plating layer 3 and the base steel sheet 2 have a shape with greater irregularities as shown in FIG. 1
- the hard plating layer 3 can bite into the base steel sheet 2 starting from the irregularities at the interface during cold working such as bending, and can proceed with cold working while deforming the base steel sheet 2.
- the interface between the plating layer 3 and the base steel sheet 2 has a flat shape or a flatter shape with less irregularities, it is not possible to proceed with cold working such as bending by having the hard plating layer 3 bite into the base steel sheet 2, and therefore it is not possible to sufficiently suppress the occurrence of powdering.
- the present inventors have also found that in order to create an interface shape with greater irregularities between the plating layer 3 and the base steel sheet 2, it is effective to increase the alloying rate during the alloying treatment of the plating layer 3.
- the plating layer 3 contains excessive amounts of Si and Mg, it may adversely affect the alloying of the plating layer 3, so that the Si and Mg contents in the plating layer 3 must be controlled to 10.0 mass% or less, respectively.
- the alloying rate of the plating layer 3 it is necessary to appropriately control the metal structure of the base steel sheet 2 during the alloying treatment.
- the base steel sheet 2 during the alloying treatment into a metal structure that is moderately decarburized and contains a larger amount of austenite phase
- the reaction between the plating layer 3 and the austenite phase in the base steel sheet 2 during the alloying treatment is promoted, that is, it is possible to significantly increase the alloying rate.
- the inventors have found that it is possible to create a metal structure of the base steel sheet 2 that is moderately decarburized and contains a larger amount of austenite phase by appropriately controlling the annealing step, cooling step, and plating step of the base steel sheet 2.
- the inventors have now revealed for the first time that controlling the Fe-Al phase 4 in an appropriately alloyed coating layer 3 to within a range of 4 to 50 ⁇ m ensures sufficient corrosion resistance after painting and improves cold workability, and further controlling the interface shape between the coating layer 3 and the base steel sheet 2 to a shape with greater irregularities that satisfies the relationship (LL 0 )/L 0 ⁇ 100 ⁇ 3 can significantly improve the cold workability of the coated steel sheet 1. Therefore, the coated steel sheet according to the embodiment of the present invention is particularly useful in the automotive field, where both corrosion resistance after painting and cold workability are required.
- the plating layer is formed on the surface of the base steel sheet, for example, on at least one surface, preferably both surfaces, of the base steel sheet.
- the plating layer has the following chemical composition.
- Fe:20.0-55.0% When a plated steel sheet is alloyed, Fe from the base steel sheet diffuses into the plated layer and is alloyed with Al, etc., so that the plated layer inevitably contains Fe. In order to ensure corrosion resistance after painting, it is necessary to appropriately alloy the plated steel sheet, and therefore the Fe content is set to 20.0% or more.
- the Fe content may be 25.0% or more, 30.0% or more, 35.0% or more, or 40.0% or more.
- the Fe content is set to 55.0% or less.
- the Fe content may be 52.0% or less, 50.0% or less, 48.0% or less, or 45.0% or less.
- Mg is an element effective in improving the corrosion resistance of the plating layer, particularly the chemical conversion treatability.
- the Mg content may be 0%, but in order to obtain such an effect, the Mg content is preferably 0.2% or more.
- the Mg content may be 0.3% or more, 0.5% or more, 0.8% or more, 1.0% or more, 1.5% or more, or 2.0% or more.
- the Mg content is set to 10.0% or less.
- the Mg content may be 8.0% or less, 6.0% or less, 5.0% or less, 4.0% or less, 3.0% or less, less than 2.5%, 2.4% or less, or 2.2% or less.
- Si is an element effective in improving the adhesion of the plating layer.
- the Si content may be 0%, but in order to fully obtain such an effect, the Si content is preferably 0.1% or more.
- the Si content may be 0.2% or more, 0.3% or more, 0.5% or more, 0.6% or more, or 0.8% or more.
- the Si content is set to 10.0% or less.
- the Si content may be 8.0% or less, 6.0% or less, 4.0% or less, or 2.0% or less.
- the Si content is preferably 1.0% or less.
- Zn has a sacrificial anticorrosive effect and is an element effective in improving the corrosion resistance of the plating layer.
- the Zn content may be 0%, but in order to fully obtain such an effect, the Zn content is preferably 1.0% or more.
- the Zn content may be 3.0% or more, 5.0% or more, 10.0% or more, 12.0% or more, 15.0% or more, or 18.0% or more.
- the Zn content is preferably 30.0% or less.
- the Zn content may be 28.0% or less, 25.0% or less, 22.0% or less, or 20.0% or less.
- the plating layer may optionally contain Ni: 0-1.000%, Ca: 0-4.000%, Sb: 0-0.500%, Pb: 0-0.500%, Cu: 0-1.000%, Sn: 0-1.000%, Ti: 0-1.000%, Cr: 0-1.000%, Nb: 0-1.000%, Zr: 0-1.000%, Mn: 0-1.000%, Mo: 0-1.000%, Ag: 0 At least one of the following may be contained: 0 to 1.000%, Li: 0 to 1.000%, La: 0 to 0.500%, Ce: 0 to 0.500%, B: 0 to 0.500%, Y: 0 to 0.500%, Sr: 0 to 0.500%, In: 0 to 0.500%, Co: 0 to 0.500%, Bi: 0 to 0.500%, P: 0 to 0.500%, W: 0 to 0.500%, and V: 0 to 0.500%.
- optional elements are not particularly limited, but are preferably 5.000% or less in total.
- the optional elements may be a total of 4.500% or less, 4.000% or less, 3.500% or less, 3.000% or less, 2.500% or less, 2.000% or less, 1.500% or less, 1.000% or less, 0.800% or less, 0.500% or less, 0.100% or less, or 0.050% or less.
- Ni is an element effective for improving the corrosion resistance of the plating layer.
- the Ni content may be 0%, but in order to obtain such an effect, the Ni content is preferably 0.001% or more.
- the Ni content may be 0.003% or more, 0.005% or more, 0.008% or more, 0.010% or more, or 0.020% or more.
- the Ni content is set to 1.000% or less, and may be, for example, 0.500% or less, 0.400% or less, 0.300% or less, 0.100% or less, 0.050% or less, or 0.030% or less.
- Ca is an element effective in ensuring wettability of the plating bath.
- the Ca content may be 0%, but in order to obtain such an effect, the Ca content is preferably 0.001% or more.
- the Ca content may be 0.003% or more, 0.005% or more, or 0.010% or more.
- the Ca content is preferably 4.000% or less.
- the Ca content may be 3.000% or less, 2.000% or less, 1.000% or less, 0.500% or less, 0.300% or less, 0.100% or less, 0.050% or less, or 0.020% or less.
- the content of Sb, Pb, La, Ce, B, Y, Sr, In, Co, Bi, P, W, and V is preferably 0.500% or less, and may be, for example, 0.300% or less, 0.100% or less, 0.050% or less, or 0.020% or less.
- the contents of Cu, Sn, Ti, Cr, Nb, Zr, Mn, Mo, Ag and Li are preferably 1.000% or less, and may be, for example, 0.800% or less, 0.500% or less, 0.100% or less, 0.050% or less, or 0.020% or less.
- the remainder other than the above elements consists of 20.0% or more Al and impurities.
- the Al content may be, for example, 25.0% or more, 30.0% or more, 35.0% or more, 40.0% or more, 45.0% or more, or 50.0% or more.
- the Al content may be, for example, 80.0% or less, 75.0% or less, 70.0% or less, 65.0% or less, or 60.0% or less.
- Impurities in the plating layer are components that are mixed in due to various factors in the manufacturing process, including raw materials, when the plating layer is manufactured.
- the chemical composition of the plating layer is determined as follows. First, the plating layer is peeled off and dissolved from the plated steel sheet using an acid solution containing an inhibitor that suppresses corrosion of the base steel sheet, and the resulting acid solution is measured by ICP (inductively coupled plasma) emission spectroscopy to determine the chemical composition (average composition) of the plating layer.
- the type of acid is not particularly limited, and may be any acid that can dissolve the plating layer.
- the chemical composition of the plating layer in this embodiment is the average of measurements performed on three samples.
- the morphology of the plating layer is controlled so that, in the cross section of the plating layer, the interface length L between the plating layer and the base steel sheet and the surface length L 0 of the base steel sheet satisfy the relationship (L - L 0 ) / L 0 ⁇ 100 ⁇ 3, i.e., the interface length L is 3% or more longer than the surface length L 0 of the base steel sheet.
- the interface shape between the coating layer and the base steel sheet is preferably 4 or more, and may be, for example, 5 or more, 6 or more, 7 or more, or 8 or more. There is no particular upper limit, but the value of (LL 0 )/L 0 ⁇ 100 may be, for example, 30 or less, 20 or less, 15 or less, 12 or less, or 10 or less.
- the plating layer includes an Fe-Al phase, and the thickness of the Fe-Al phase is 4 to 50 ⁇ m.
- the Fe-Al phase refers to a phase having a chemical composition consisting of, in mass%, Fe: 40 to 70%, Al: 30 to 60%, Zn: 0 to 20%, and other elements: less than 3% (i.e., Fe, Al, and Zn: more than 97% in total).
- the plating layer can be sufficiently alloyed, thereby improving the corrosion resistance after painting of the plated steel sheet.
- the thicker the Fe-Al phase the more preferable it is, and it may be, for example, 6 ⁇ m or more, 8 ⁇ m or more, 10 ⁇ m or more, 12 ⁇ m or more, 14 ⁇ m or more, or 16 ⁇ m or more.
- the thickness of the Fe-Al phase is set to 50 ⁇ m or less, and may be, for example, 40 ⁇ m or less, 30 ⁇ m or less, 25 ⁇ m or less, or 20 ⁇ m or less.
- the projected length T i of the Fe-Al-Si phase in the coating layer and the length L 0 of the surface of the base steel sheet are controlled to satisfy ⁇ T i /L 0 ⁇ 100 ⁇ 20.
- the Fe-Al-Si phase is an Fe-Al intermetallic compound containing a relatively large amount of Si, and more specifically, in the present invention, the Fe-Al-Si phase refers to a phase having a chemical composition consisting of, in mass%, Fe: 30-70%, Al: 30-60%, Si: 3-20%, and other elements: less than 3%. Therefore, if the Fe-Al-Si phase is present in a relatively large amount in the coating layer, galvanic corrosion may occur between the Fe-Al phase and the Fe-Al phase.
- the Fe—Al—Si phase is dispersed in the coating layer, that is, the projected length T i of the Fe—Al—Si phase in the coating layer and the length L 0 of the surface of the base steel sheet are controlled to satisfy ⁇ T i /L 0 ⁇ 100 ⁇ 20, thereby making it possible to further improve the post-painting corrosion resistance of the coated steel sheet.
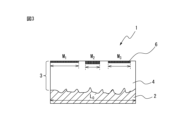
- Fig. 2 is a cross-sectional schematic diagram of a plated steel sheet according to a preferred embodiment of the present invention, showing the projected length T i of the Fe-Al-Si phase and the length L 0 of the surface of the base steel sheet.
- the plated steel sheet 1 includes a base steel sheet 2 and a plated layer 3 formed on the surface of the base steel sheet 2, and the plated layer 3 includes an Fe-Al phase 4 and an Fe-Al-Si phase 5.
- the length L 0 of the surface of the base steel sheet 2 satisfy ⁇ T i /L 0 ⁇ 100 ⁇ 20 (i.e., the projection ratio of the Fe-Al-Si phase is 20% or less), and therefore the Fe-Al-Si phase 5 is present in a dispersed state in the Fe-Al phase 4.
- the projected length T1 in Fig. 2 when the projected lengths of a plurality of Fe-Al-Si phases 5 partially overlap, the entire projected length including the overlapping parts is determined as one projected length. Unlike the case shown in Fig.
- the Fe-Al-Si phases 5 are present in a layered form in the Fe-Al phase 4, it is considered that when galvanic corrosion occurs at the contact portion between the layered Fe-Al-Si phases 5 and the Fe-Al phase 4, the corrosion will progress along the contact interface. As a result, the corrosion resistance of the plating layer 3 will be significantly reduced.
- the Fe-Al-Si phases 5 are dispersed in the Fe-Al phase 4 so as to satisfy ⁇ T i /L 0 ⁇ 100 ⁇ 20.
- the value of ⁇ T i /L 0 ⁇ 100 which is the projection ratio of the Fe-Al-Si phase, can be reliably reduced.
- the Si content in the plating layer to 1.0% or less, it is possible to reliably satisfy ⁇ T i /L 0 ⁇ 100 ⁇ 20.
- the Fe-Al-Si phase 5 may not be present in the plating layer. That is, the lower limit of ⁇ T i /L 0 ⁇ 100 may be 0. Although not particularly limited, for example, the value of ⁇ T i /L 0 ⁇ 100 may be 0.1 or more, 0.2 or more, or 0.3 or more.
- the Mg content in the plating layer is 0.3-10.0%, and in this connection, the plating layer further contains an Mg-containing phase, and the surface coverage of the Mg-containing phase is controlled to 20-100% in the cross section of the plating layer.
- the Mg-containing phase refers to a phase having a chemical composition consisting of, in mass%, Mg: 0.5-90%, Al: 10-99.5%, O: 0-70%, Fe: 0-3%, and other elements: less than 3%.
- the Mg-containing phase does not include the MgZn2 phase described below.
- FIG. 3 is a schematic cross-sectional view of a plated steel sheet according to another preferred embodiment of the present invention, and illustrates the surface coverage of the Mg-containing phase.
- the plated steel sheet 1 like the plated steel sheet 1 in FIGS. 1 and 2, includes a base steel sheet 2 and a plated layer 3 formed on the surface of the base steel sheet 2, and the plated layer 3 includes an Fe-Al phase 4.
- the plated layer 3 further includes an Mg-containing phase 6 in its surface portion.
- the reaction can be promoted by the action of Mg during chemical conversion treatment, and adhesion of the chemical conversion coating to the plated steel sheet can be improved.
- the higher the surface coverage of the Mg-containing phase the more preferable, and for example, it may be 30% or more, 40% or more, 50% or more, 60% or more, 70% or more, or 80% or more.
- the upper limit is not particularly limited, and the surface coverage of the Mg-containing phase may be 100%.
- the surface coverage of the Mg-containing phase may be 95% or less or 90% or less.
- the Mg content in the plating layer may be appropriately determined according to the desired surface coverage while considering the manufacturing conditions, etc.
- the MgZn 2 phase in relation to the upper limit of the Zn content in the plating layer being 30.0%, the MgZn 2 phase may be formed in the plating layer in an area percentage range of less than 10%.
- the MgZn 2 phase may or may not be included in the plating layer.
- the MgZn 2 phase when included in the plating layer, it may contribute to improving the sacrificial corrosion protection.
- the area percentage of the MgZn 2 phase may be, for example, 9% or less, 7% or less, 5% or less, or 3% or less.
- the area percentage of the MgZn 2 phase may be 0%, or, for example, 1% or more, or 2% or more.
- the plating layer is analyzed as follows. First, a 15 mm x 20 mm sample is taken from the surface of the plated steel sheet so that the cross section of the plating layer can be observed, and the taken sample is embedded in resin and then polished. Next, for the obtained mirror-polished sample, a backscattered electron image (BSE image) is obtained using a scanning electron microscope with an electron probe microanalyzer (SEM-EPMA) in a field of view of 80 ⁇ m in the thickness direction and 100 ⁇ m in the direction perpendicular to the thickness direction, and the plating layer is identified from the BSE image. Next, the composition of each phase in the identified plating layer is point analyzed.
- BSE image backscattered electron image
- SEM-EPMA electron probe microanalyzer
- the Fe-Al phase Fe: 40-70%, Al: 30-60%, Zn: 0-20%, and other elements: less than 3%
- the Fe-Al-Si phase Fe: 30-70%, Al: 30-60%, Si: 3-20%, and other elements: less than 3%
- the Mg-containing phase Mg: 0.5-90%, Al: 10-99.5%, O: 0-70%, Fe: 0-3%, and other elements: less than 3%
- the MgZn 2 phase Mg: 0.5-90%, Al: 10-99.5%, O: 0-70%, Fe: 0-3%, and other elements: less than 3%
- the specific measurement conditions of the EPMA in the above field of view are as follows. Apparatus: JXA-8500 manufactured by JEOL Ltd. Acceleration voltage: 15 kV Irradiation current: 5 ⁇ 10 -7 A Irradiation time: 50 ms
- (L-L 0 )/L 0 ⁇ 100 is determined as follows. First, the mirror-polished sample obtained above is observed with an SEM in a visual field of 80 ⁇ m in the thickness direction and 100 ⁇ m in the direction perpendicular to the thickness direction to obtain a BSE image. The BSE image is measured using the "Analyze" function of the image analysis software "ImageJ" to measure the interface length between the coating layer and the base steel sheet (interface length L between the coating layer and the base steel sheet shown in FIG. 1). The above operation is performed for five visual fields, and the average value is calculated to determine the interface length L.
- (L-L 0 )/L 0 ⁇ 100 is determined from the obtained interface length L and the length L 0 of the surface of the corresponding base steel sheet, i.e., the length of the long side of the observation visual field: 100 ⁇ m.
- the resolution of the SEM image is 2560 ⁇ 1920.
- L 0 is measured using "Find edge" in the "Process” function of the image analysis software "ImageJ”, binarizing with the "Binary” function, and then reading “Perim.” with the "Measure” function in "Analyze”.
- the thickness of the Fe-Al phase is determined as follows. First, the thickness of the Fe-Al phase identified above is measured at five different points in the field of view using the "Analyze" function of the image analysis software "ImageJ", and then the thickness of the Fe-Al phase is determined by averaging the thicknesses measured at the five points.
- ⁇ T i /L 0 ⁇ 100 projection ratio of Fe-Al-Si phase
- the Fe-Al-Si phase identified above is projected onto the surface of the base steel sheet using the image analysis software "ImageJ”, and the sum ⁇ T i of the projected lengths T i of each Fe-Al-Si phase (T 1 +T 2 in FIG. 2) is calculated. Specifically, a straight line is drawn in the horizontal direction of each Fe-Al-Si phase using the toolbar "Straight" in ImageJ, and T i is measured by reading the value displayed in "Length" on the toolbar.
- ⁇ T i /L 0 ⁇ 100 projection ratio of Fe-Al-Si phase
- ⁇ M i /L 0 ⁇ 100 surface coverage of the Mg-containing phase
- the area ratio of the MgZn 2 phase is measured from the element distribution image of the mapping image obtained from the above sample by the image analysis software "ImageJ". Specifically, the region containing 25 to 45 at% Mg and 50 to 75 at% Zn (Mg + Zn: 90 to 100 at%) in the element mapping is binarized by the "Binary" function of "ImageJ" and the area ratio is measured by the "Analyze” function.
- the plating layer may be any plating layer having the above chemical composition, an Fe-Al phase, an Fe-Al-Si phase, an Mg-containing phase, and/or an MgZn 2 phase, but is not particularly limited thereto.
- it may be an alloyed hot-dip plating layer.
- the present invention aims to provide a plated steel sheet having an Al-containing plating layer and improved corrosion resistance and cold workability after painting, and the object is achieved by optimizing the chemical composition of the plating layer, controlling the thickness of the Fe-Al phase contained in the plating layer to within a range of 4 to 50 ⁇ m, and controlling the interface shape between the plating layer and the base steel sheet to satisfy the relationship (L-L 0 )/L 0 ⁇ 100 ⁇ 3. Therefore, it is clear that the chemical composition of the base steel sheet itself is not an essential technical feature for achieving the object of the present invention.
- the base steel plate contains, in mass%, C: 0.01-0.50%, Si: 0.001 to 3.000%, Mn: 0.10-3.00%, Al: 0.0002-2.000%, P: 0.100% or less, S: 0.1000% or less, N: 0.0100% or less, Nb: 0 to 0.15%, Ti: 0 to 0.15%, V: 0 to 0.15%, Mo: 0-1.0%, Cr: 0-1.0%, Cu: 0 to 1.0%, Ni: 0-1.0%, B: 0 to 0.0100%, W: 0-1.000%, Hf: 0 to 0.050%, Mg: 0 to 0.050%, Zr: 0 to 0.050%, Ca: 0-0.010%, REM: 0-0.30%, It is preferable that the chemical composition is Ir: 0 to 1.000%, and the balance: Fe and impurities. Each element will be described in more detail below.
- C is an element that inexpensively increases tensile strength and is an important element for controlling the strength of steel.
- the C content is preferably 0.01% or more.
- the C content may be 0.05% or more, 0.10% or more, 0.15% or more, 0.20% or more, 0.30% or more, or 0.35% or more.
- excessive C content may cause a decrease in elongation.
- the C content is preferably 0.50% or less.
- the C content may be 0.45% or less, or 0.40% or less.
- Si acts as a deoxidizer and is an element that suppresses the precipitation of carbides during the cooling process during cold-rolled sheet annealing.
- the Si content is preferably 0.001% or more.
- the Si content may be 0.010% or more, 0.100% or more, or 0.200% or more.
- excessive Si content may lead to an increase in steel strength and a decrease in elongation. For this reason, the Si content is preferably 3.000% or less.
- the Si content may be 2.500% or less, 2.000% or less, 1.500% or less, or 1.000% or less.
- Mn is an element that enhances the hardenability of steel and is effective in increasing strength.
- the Mn content is preferably 0.10% or more.
- the Mn content may be 0.30% or more, 0.50% or more, 1.00% or more, or 1.30% or more.
- excessive Mn content may increase the steel strength and decrease the elongation. For this reason, the Mn content is preferably 3.00% or less.
- the Mn content may be 2.80% or less, 2.50% or less, or 2.00% or less.
- Al acts as a deoxidizer for steel and is an element that has the effect of improving the soundness of steel.
- the Al content is preferably 0.0002% or more.
- the Al content may be 0.001% or more, 0.010% or more, 0.050% or more, or 0.100% or more.
- the Al content is preferably 2.000% or less.
- the Al content may be 1.500% or less, 1.000% or less, 0.800% or less, or 0.500% or less.
- P 0.100% or less
- P is an element that segregates at grain boundaries and promotes embrittlement of steel. Since the lower the P content, the better, it is ideally 0%. However, excessive reduction in the P content may lead to a significant increase in costs. For this reason, the P content may be 0.0001% or more, or may be 0.001% or more, or 0.005% or more. On the other hand, excessive inclusion of P may lead to embrittlement of steel due to grain boundary segregation as described above. Therefore, the P content is preferably 0.100% or less. The P content may be 0.050% or less, 0.030% or less, or 0.010% or less.
- S is an element that generates nonmetallic inclusions such as MnS in steel, which leads to a decrease in the ductility of steel parts.
- the S content may be 0.0001% or more, 0.0002% or more, 0.0010% or more, or 0.0050% or more.
- the S content is preferably 0.1000% or less.
- the S content may be 0.0500% or less, 0.0200% or less, or 0.0100% or less.
- N is an element that forms coarse nitrides in the steel sheet and reduces the workability of the steel sheet. Since the lower the N content, the more preferable it is, the ideal N content is 0%. However, excessive reduction in the N content may lead to a significant increase in manufacturing costs. For this reason, the N content may be 0.0001% or more, 0.0005% or more, or 0.0010% or more. On the other hand, excessive N content may form coarse nitrides as described above, thereby reducing the workability of the steel sheet. Therefore, the N content is preferably 0.0100% or less. The N content may be 0.0080% or less, or 0.0050% or less.
- the preferred basic chemical composition of the base steel plate is as described above.
- the base steel plate may contain, as necessary, one or more elements selected from the group consisting of Nb: 0-0.15%, Ti: 0-0.15%, V: 0-0.15%, Mo: 0-1.0%, Cr: 0-1.0%, Cu: 0-1.0%, Ni: 0-1.0%, B: 0-0.0100%, W: 0-1.000%, Hf: 0-0.050%, Mg: 0-0.050%, Zr: 0-0.050%, Ca: 0-0.010%, REM: 0-0.30%, and Ir: 0-1.000%, in place of a portion of the remaining Fe.
- Each of these elements may be 0.0001% or more, 0.0005% or more, 0.001% or more, or 0.01% or more.
- the remainder of the base steel plate consists of Fe and impurities.
- Impurities in base steel plate are components that are mixed in due to various factors in the manufacturing process, including raw materials such as ore and scrap, when the base steel plate is industrially manufactured.
- the chemical composition of the base steel plate may be measured by a general analytical method.
- the chemical composition of the base steel plate may be measured by first removing the plating layer by mechanical grinding, and then using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry) on the cutting chips in accordance with JIS G 1201:2014.
- ICP-AES Inductively Coupled Plasma-Atomic Emission Spectrometry
- a 35 mm square test piece may be obtained from the vicinity of the 1/2 position of the plate thickness of the base steel plate, and the composition may be identified by measuring it under conditions based on a calibration curve created in advance using a Shimadzu ICPS-8100 or similar (measuring device).
- C and S which cannot be measured by ICP-AES, may be measured using the combustion-infrared absorption method, N may be measured using the inert gas fusion-thermal conductivity method, and O may be measured using the inert gas fusion-non-dispersive infrared absorption method.
- the thickness of the base steel plate is not particularly limited, and may be, for example, 0.2 mm or more, 0.3 mm or more, 0.6 mm or more, 1.0 mm or more, or 2.0 mm or more. Similarly, the thickness of the base steel plate may be, for example, 6.0 mm or less, 5.0 mm or less, or 4.0 mm or less.
- the plated steel sheet according to an embodiment of the present invention can be manufactured by, for example, carrying out a casting process in which molten steel with an adjusted chemical composition is cast to form a steel slab, a hot rolling process in which the steel slab is hot rolled to obtain a hot rolled steel sheet, a coiling process in which the hot rolled steel sheet is coiled, a cold rolling process in which the coiled hot rolled steel sheet is cold rolled to obtain a cold rolled steel sheet, a pretreatment process, an annealing process in which the pretreated cold rolled steel sheet is annealed, a cooling process in which the annealed cold rolled steel sheet is cooled, and a plating process in which a plating layer is formed on the obtained base steel sheet.
- the cold rolling process may be carried out directly after pickling without coiling after the hot rolling process. Each process will be described in detail below.
- the conditions for the casting process are not particularly limited. For example, after melting in a blast furnace or an electric furnace, various secondary smelting processes may be carried out, and then casting may be carried out by a method such as ordinary continuous casting or casting by an ingot method.
- the cast steel slab can be hot-rolled to obtain a hot-rolled steel sheet.
- the hot rolling step is performed by hot-rolling the cast steel slab directly or after cooling it once and then reheating it.
- the heating temperature of the steel slab may be, for example, 1100 to 1250°C.
- rough rolling and finish rolling are usually performed.
- the temperature and reduction of each rolling step can be appropriately determined according to the desired metal structure and plate thickness.
- the end temperature of the finish rolling may be 900 to 1050°C, and the reduction of the finish rolling may be 10 to 50%.
- the hot-rolled steel sheet can be coiled at a predetermined temperature.
- the coiling temperature can be appropriately determined depending on the desired metal structure, etc., and may be, for example, 500 to 800°C.
- the hot-rolled steel sheet may be subjected to a predetermined heat treatment by recoiling before or after coiling. Alternatively, the coiling step may be omitted, and the hot-rolled steel sheet may be pickled after the hot-rolling step and then subjected to the cold-rolling step described below.
- the hot-rolled steel sheet After pickling or the like is performed on the hot-rolled steel sheet, the hot-rolled steel sheet is cold-rolled to obtain a cold-rolled steel sheet.
- the rolling reduction in the cold rolling can be appropriately determined according to the desired metal structure and sheet thickness, and may be, for example, 20 to 80%.
- the steel sheet After the cold rolling process, the steel sheet may be cooled to room temperature, for example, by air cooling.
- a predetermined pretreatment process may be performed before annealing the cold-rolled steel sheet.
- a pretreatment process may include a degreasing process.
- the degreasing process may include passing an electric current through the cold-rolled steel sheet in a solution having a pH of 8.0 or more (electrolysis process).
- the current density during the current passing may be 1.0 to 8.0 A/ dm2 , and the current passing time may be 5 to 10 seconds.
- the annealing step includes heating the cold-rolled steel sheet to a temperature of 780 to 900°C in an atmosphere with a dew point of -10 to 10°C and holding the temperature for 10 to 300 seconds.
- the annealing step includes heating the cold-rolled steel sheet to a temperature of 780 to 900°C in an atmosphere with a dew point of -10 to 10°C and holding the temperature for 10 to 300 seconds.
- the surface layer of the cold-rolled steel sheet can be appropriately decarburized.
- the reaction between the plating layer and the base steel sheet is promoted during the alloying treatment in the subsequent plating step, that is, it is possible to increase the alloying rate.
- the dew point is lower than -10°C, the annealing temperature is lower than 780°C, and/or the annealing time is shorter than 10 seconds, the decarburization of the surface layer of the cold-rolled steel sheet is insufficient, and a sufficient alloying rate cannot be obtained during the alloying treatment of the coating layer. As a result, it becomes impossible to realize an interface shape that satisfies the relationship (LL 0 )/L 0 ⁇ 100 ⁇ 3 between the coating layer and the base steel sheet.
- the atmosphere in the annealing step may be a reducing atmosphere, more specifically a reducing atmosphere containing nitrogen and hydrogen, for example, a reducing atmosphere of 1 to 10% hydrogen (for example, 3% hydrogen and the balance of nitrogen).
- the cold-rolled steel sheet whose surface layer has been decarburized in the annealing process needs to be appropriately cooled in the subsequent cooling process in order to obtain a desired surface layer structure.
- the cooling process includes cooling from the heating temperature (annealing temperature) in the annealing process to a controlled temperature of 500 to 750° C. at an average cooling rate of 5° C./s or more. This will be described in detail below.
- the annealed cold-rolled steel sheet is then cooled to a temperature below 500°C, for example, to a temperature of about 200°C, and then reheated to be plated.
- the metal structure that has been austenitized in the annealing process is transformed into a structure such as bainite or martensite. Therefore, in the subsequent plating process, the metal structure such as bainite or martensite is alloyed with the plating layer.
- the finally obtained plated steel sheet cannot realize an interface shape that satisfies the relationship (L- L0 )/ L0 x 100 ⁇ 3 between the plating layer and the base steel sheet. Therefore, in the cooling process of the present manufacturing method, it is extremely important to immerse the metal structure of the cold-rolled steel sheet, the surface layer of which has been decarburized in the annealing process, in a plating bath while still containing a large amount of austenite phase, and directly alloy the austenite phase with the plating layer.
- the metal structure of the cold-rolled steel sheet can be maintained in a state containing a larger amount of austenite phase by cooling from the annealing temperature to a controlled temperature of 500 to 750° C. at an average cooling rate of 5° C./s or more.
- a controlled temperature 500 to 750° C. at an average cooling rate of 5° C./s or more.
- the average cooling rate from the annealing temperature to the control temperature of 500 to 750°C is less than 5°C/s, the transformation to ferrite becomes significant, and similarly, it becomes impossible to achieve a sufficient alloying rate in the subsequent coating process. As a result, in either case, it becomes impossible to realize an interface shape that satisfies the relationship (L-L 0 )/L 0 ⁇ 100 ⁇ 3 between the coating layer and the base steel sheet.
- the control temperature exceeds 750°C, the temperature becomes higher than the temperature suitable for the subsequent coating process, and the desired coating layer may not be obtained.
- the average cooling rate is preferably, for example, 30° C./s or less.
- a plating layer is formed on at least one, preferably both, surfaces of the cold-rolled steel sheet (base steel sheet). More specifically, the plating step is performed by immersing the cold-rolled steel sheet cooled to the above-mentioned controlled temperature in a plating bath (plating bath temperature: for example, 680 to 750°C) having a predetermined chemical composition while maintaining a state in which the austenite phase is contained in a larger amount, and then heat treating it for 0.5 to 20 seconds at an alloying temperature of 680 to 750°C.
- a plating bath temperature for example, 680 to 750°C
- the plating layer is appropriately alloyed so that the thickness of the Fe-Al phase is 4 ⁇ m or more, and a sufficient alloying speed can be realized based on the combination of decarburization and austenite phase.
- a sufficient alloying speed can be realized based on the combination of decarburization and austenite phase.
- the plating layer solidifies in a state where the alloying is insufficient, so that the Fe content in the plating layer decreases and/or the desired Fe-Al phase thickness cannot be obtained. As a result, the corrosion resistance after painting of the plating steel sheet decreases. Also, if the alloying treatment time is shorter than 0.5 seconds, the alloying of the plating layer is insufficient, so that the interface between the plating layer and the base steel sheet cannot be made into an uneven shape and/or the desired Fe-Al phase thickness cannot be obtained. As a result, the cold workability and/or the corrosion resistance after painting of the plating steel sheet decreases.
- the alloying treatment time is preferably set to 5 to 20 seconds.
- the plating process is carried out, for example, by hot-dip plating.
- the plating process is not limited to hot-dip plating, and may be electroplating, vapor deposition plating, thermal spraying, cold spraying, or the like.
- Other conditions of the plating process may be appropriately set in consideration of the thickness and adhesion amount of the plating layer. For example, after immersing a cold-rolled steel sheet in a plating bath, it is pulled up, and immediately N2 gas or air is blown onto it by a gas wiping method, and then cooled, so that the adhesion amount of the plating layer can be adjusted within a predetermined range, for example, within a range in which the thickness of the Fe-Al phase is 4 to 50 ⁇ m.
- the base steel sheet to which the plating layer is attached is cooled to obtain a plated steel sheet according to an embodiment of the present invention.
- the cooling after plating is not particularly limited and can be performed under any appropriate conditions known to those skilled in the art.
- the cooling after plating can be performed at an average cooling rate of 10°C/s or more.
- the cooling stop temperature is also not particularly limited and may be appropriately set within the range of, for example, 100 to 350°C.
- the hard plating layer can bite into the base steel sheet from the irregularities at the interface and deform the base steel sheet while the cold working proceeds. As a result, it is possible to significantly suppress the occurrence of powdering due to bending or the like, that is, it is possible to significantly improve the cold workability of the plated steel sheet.
- the Fe-Al-Si phase can be dispersed and present in the Fe-Al phase, thereby making it possible to further improve the corrosion resistance after painting of the plated steel sheet.
- the Mg content in the plated layer it is possible to increase the surface coverage of the plated layer by the Mg-containing phase, thereby making it possible to significantly improve the chemical conversion treatability of the plated steel sheet. Therefore, according to such a plated steel sheet, it is possible to realize excellent corrosion resistance after painting and cold workability compared to conventional plated steel sheets. Therefore, it is possible to contribute to the development of industry through improved productivity in the use of plated steel sheets for automobiles and building materials.
- plated steel sheets according to embodiments of the present invention were manufactured under various conditions, and the properties of the manufactured plated steel sheets were investigated.
- molten steel was cast by a continuous casting method to form a steel slab having a chemical composition consisting of, in mass%, C: 0.20%, Si: 0.012%, Mn: 1.30%, Al: 0.030%, P: 0.005%, S: 0.0020%, and N: 0.0030%, with the balance being Fe and impurities.
- the steel slab was once cooled, then reheated to 1200 ° C. and hot rolled, and then coiled at a temperature of 600 ° C. or less.
- the hot rolling was performed by performing rough rolling and finish rolling, the finish rolling end temperature was 900 to 1050 ° C., and the rolling reduction ratio of the finish rolling was 30%.
- the obtained hot-rolled steel sheet was pickled, and then cold rolled at a rolling reduction ratio of 50% to obtain a cold-rolled steel sheet having a sheet thickness of 0.8 mm.
- the obtained cold-rolled steel sheet was subjected to a pretreatment (degreasing treatment) in which a current was passed through the sheet in a solution of pH 9.2 at a current density of 5.0 A/dm 2 for 8 seconds.
- each cold-rolled steel sheet was cut into a size of 100 mm x 200 mm, and then annealed under the conditions shown in Table 1 (annealing atmosphere: hydrogen 3% and nitrogen balance).
- the cut steel sheet sample was cooled from the annealing temperature to the control temperature at the average cooling rate shown in Table 1, and then immersed in a hot-dip galvanizing bath (galvanizing bath temperature: 680 to 750 ° C) having a predetermined bath composition, and alloyed under the conditions shown in Table 1.
- the coating weight was adjusted by pulling up the steel sheet sample after immersion in the galvanizing bath and wiping with N2 gas.
- the base steel sheet to which the coating layer was attached was cooled at an average cooling rate of 10 ° C / s or more to obtain a coated steel sheet in which a coating layer was formed on both sides of the base steel sheet.
- the corrosion resistance after painting was evaluated as follows. First, a 50 mm x 100 mm plated steel sheet sample was treated with Zn phosphate (SD5350 system: Nippon Paint Industrial Coating Co., Ltd. standard), then electrocoated (PN110 Powernics Gray: Nippon Paint Industrial Coating Co., Ltd. standard) to 20 ⁇ m, and baked at 150° C. for 20 minutes. Next, a cut was introduced in the center of the sample that reached the base steel (base steel sheet). Next, a cyclic corrosion test according to JASO (M609-91) was performed for 180 cycles to measure the paint film blister width, and the corrosion resistance after painting was evaluated as follows. AAA: 2mm or less AA: More than 2 to 3mm A: More than 3 to 4 mm B: More than 4 mm
- the chemical conversion treatability was evaluated as follows. First, a 50 mm x 100 mm sample of plated steel sheet was treated with zinc phosphate (SD5350 system: standard manufactured by Nippon Paint Industrial Coating Co., Ltd.) to form a chemical conversion coating. Next, the sample surface was observed with a secondary electron image of an SEM, and the area ratio of the portion where the chemical conversion coating was not formed, generally called "blank", was measured. The chemical conversion treatability of the plated steel sheet was evaluated according to the area ratio of blank, using the following evaluation criteria. AA: Blank area rate 0-5% A: Scale area ratio: 5% to 15% B: Blank area ratio over 15%
- Comparative Example 40 the alloying treatment time of the plating layer was short, so that the alloying of the plating layer was insufficient, and the interface between the plating layer and the base steel sheet could not be formed into an uneven shape, that is, the value of (L-L 0 )/L 0 ⁇ 100 was less than 3, and furthermore, the desired Fe-Al phase thickness could not be obtained. As a result, the cold workability and the corrosion resistance after painting were deteriorated. In Comparative Example 41, it is considered that the alloying of the plating layer progressed excessively because the alloying treatment time of the plating layer was long.
- the chemical composition of the plating layer was optimized within a predetermined range, i.e., Fe: 20.0-55.0%, Mg: 0-10.0%, Si: 0-10.0%, and Al: 20.0% or more by mass %
- the thickness of the Fe-Al phase contained in the plating layer was controlled within a range of 4-50 ⁇ m
- the interface shape between the plating layer and the base steel sheet was controlled to satisfy the relationship of (L-L 0 )/L 0 ⁇ 100 ⁇ 3, whereby both the post-painting corrosion resistance and the cold workability of the obtained plated steel sheets could be significantly improved.
- Example 8 to 11 in which the value of (L-L 0 )/L 0 was controlled to 5 or more, the cold workability was evaluated as AA, and the cold workability was further improved.
- Examples 12 to 29 in which the value of (L-L 0 )/L 0 was controlled to 7 or more, the cold workability was evaluated as AAA, and the cold workability was further improved.
- Examples 14 to 29 in which the thickness of the Fe-Al phase was 12 ⁇ m or more and ⁇ T i /L 0 ⁇ 100 was controlled to 1 or less (i.e., the projection rate of the Fe-Al-Si phase was 1% or less), the corrosion resistance after painting was evaluated as AAA, and very high corrosion resistance after painting was achieved.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Coating With Molten Metal (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025536342A JP7791500B2 (ja) | 2023-11-01 | 2024-10-30 | めっき鋼板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023187789 | 2023-11-01 | ||
| JP2023-187789 | 2023-11-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025095010A1 true WO2025095010A1 (ja) | 2025-05-08 |
Family
ID=95582349
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/038741 Pending WO2025095010A1 (ja) | 2023-11-01 | 2024-10-30 | めっき鋼板 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7791500B2 (https=) |
| WO (1) | WO2025095010A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016166414A (ja) * | 2015-03-02 | 2016-09-15 | Jfe鋼板株式会社 | 溶融Al−Zn−Mg−Siめっき鋼板とその製造方法 |
| JP2019506523A (ja) * | 2015-12-23 | 2019-03-07 | ポスコPosco | 耐水素遅れ破壊特性、耐剥離性、及び溶接性に優れた熱間成形用アルミニウム−鉄合金めっき鋼板、並びにそれを用いた熱間成形部材 |
| JP2020122205A (ja) | 2019-01-31 | 2020-08-13 | Jfeスチール株式会社 | Al系めっき鋼板及びその製造方法 |
| WO2022085287A1 (ja) * | 2020-10-20 | 2022-04-28 | 日本製鉄株式会社 | めっき鋼板 |
| JP2022551899A (ja) * | 2019-12-20 | 2022-12-14 | ポスコ | 加工性及び耐食性に優れたアルミニウム系合金めっき鋼板及びその製造方法 |
| WO2023176100A1 (ja) * | 2022-03-14 | 2023-09-21 | Jfeスチール株式会社 | 熱間プレス部材および熱間プレス用鋼板、ならびにそれらの製造方法 |
-
2024
- 2024-10-30 WO PCT/JP2024/038741 patent/WO2025095010A1/ja active Pending
- 2024-10-30 JP JP2025536342A patent/JP7791500B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016166414A (ja) * | 2015-03-02 | 2016-09-15 | Jfe鋼板株式会社 | 溶融Al−Zn−Mg−Siめっき鋼板とその製造方法 |
| JP2019506523A (ja) * | 2015-12-23 | 2019-03-07 | ポスコPosco | 耐水素遅れ破壊特性、耐剥離性、及び溶接性に優れた熱間成形用アルミニウム−鉄合金めっき鋼板、並びにそれを用いた熱間成形部材 |
| JP2020122205A (ja) | 2019-01-31 | 2020-08-13 | Jfeスチール株式会社 | Al系めっき鋼板及びその製造方法 |
| JP2022551899A (ja) * | 2019-12-20 | 2022-12-14 | ポスコ | 加工性及び耐食性に優れたアルミニウム系合金めっき鋼板及びその製造方法 |
| WO2022085287A1 (ja) * | 2020-10-20 | 2022-04-28 | 日本製鉄株式会社 | めっき鋼板 |
| WO2023176100A1 (ja) * | 2022-03-14 | 2023-09-21 | Jfeスチール株式会社 | 熱間プレス部材および熱間プレス用鋼板、ならびにそれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7791500B2 (ja) | 2025-12-24 |
| JPWO2025095010A1 (https=) | 2025-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5720856B2 (ja) | 熱間成形用亜鉛系めっき鋼板 | |
| JP5392116B2 (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5391572B2 (ja) | 冷延鋼板および溶融めっき鋼板ならびに該鋼板の製造方法 | |
| JP2017066508A (ja) | 熱間プレス用亜鉛めっき鋼板および熱間プレス成形品の製造方法 | |
| KR20150041167A (ko) | 용융 Al-Zn계 도금 강판 | |
| JP4837604B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| KR101668638B1 (ko) | 합금화 용융 아연 도금 강판 | |
| JP2003055751A (ja) | 高加工時のめっき密着性および延性に優れた高強度溶融Znめっき鋼板及びその製造方法 | |
| JP7610161B2 (ja) | 亜鉛系めっき鋼板 | |
| JP3598087B2 (ja) | 加工性の優れた高強度合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| JP4331915B2 (ja) | 疲労耐久性および耐食性に優れた高強度高延性溶融Znめっき鋼板及びその製造方法 | |
| JP3631710B2 (ja) | 耐食性と延性に優れたSi含有高強度溶融亜鉛めっき鋼板及びその製造方法 | |
| JP5245376B2 (ja) | 焼付硬化性に優れた合金化溶融亜鉛めっき用鋼板を用いた合金化溶融亜鉛めっき鋼板 | |
| JP2003328099A (ja) | 高強度溶融亜鉛めっき鋼板の製造方法 | |
| JP4601502B2 (ja) | 高強度電縫鋼管の製造方法 | |
| JP4555738B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| JP7243949B1 (ja) | 熱間プレス部材 | |
| JPH09310163A (ja) | プレス加工性及びメッキ密着性に優れる高強度溶融亜鉛メッキ鋼板 | |
| JP7791500B2 (ja) | めっき鋼板 | |
| KR102904903B1 (ko) | 열간 프레스 부재 및 열간 프레스용 강판 그리고 열간 프레스 부재의 제조 방법 | |
| JP5092858B2 (ja) | 溶融亜鉛めっき用鋼板及び合金化溶融亜鉛めっき鋼板 | |
| JP3613129B2 (ja) | 成形性にすぐれた合金化溶融亜鉛めっき高張力鋼板及びその製造方法 | |
| JP7817666B2 (ja) | 溶接継手 | |
| JP3921101B2 (ja) | 形状凍結性に優れた高強度高延性溶融亜鉛めっき鋼板の製造方法 | |
| JP3875958B2 (ja) | 加工性に優れた高強度高延性溶融亜鉛めっき鋼板とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2025536342 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025536342 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24885777 Country of ref document: EP Kind code of ref document: A1 |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112026005633 Country of ref document: BR |