WO2024204502A1 - ポリエステル系シュリンクフィルム - Google Patents
ポリエステル系シュリンクフィルム Download PDFInfo
- Publication number
- WO2024204502A1 WO2024204502A1 PCT/JP2024/012579 JP2024012579W WO2024204502A1 WO 2024204502 A1 WO2024204502 A1 WO 2024204502A1 JP 2024012579 W JP2024012579 W JP 2024012579W WO 2024204502 A1 WO2024204502 A1 WO 2024204502A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyester
- shrink film
- shrinkage rate
- heat shrinkage
- motion capture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images















Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D167/00—Coating compositions based on polyesters obtained by reactions forming a carboxylic ester link in the main chain; Coating compositions based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C61/00—Shaping by liberation of internal stresses; Making preforms having internal stresses; Apparatus therefor
- B29C61/06—Making preforms having internal stresses, e.g. plastic memory
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2367/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N25/00—Investigating or analyzing materials by the use of thermal means
- G01N25/16—Investigating or analyzing materials by the use of thermal means by investigating thermal coefficient of expansion
Definitions
- the present invention relates to a polyester-based shrink film. More specifically, the present invention relates to a polyester shrink film having a predetermined thermal shrinkage rate, etc., which is measured quickly and accurately using motion capture.
- shrink films have been widely used as base films for labels of PET bottles and the like.
- polyester-based resins are widely used due to their excellent transparency and strength.
- These shrink films are thermally shrunk by passing through a tunnel that generates hot air or steam, and then attached to a container.
- shrinkage differences may occur during thermal shrinkage, resulting in wrinkles and uneven coloring.
- various heat-shrinkable polyester films have been proposed to prevent wrinkles and color unevenness caused by shrinkage differences (unevenness) that occur during heat shrinkage.
- a heat-shrinkable polyester film has been proposed in which the proportion of alcohol components other than ethylene glycol is controlled, or the amount of naphthalenedicarboxylic acid component or the amount of alkali metal salt of sulfobenzenedicarboxylic acid in the total acid components is strictly controlled (see Patent Document 1).
- the polyester resin is characterized in that the ratio of acid components other than terephthalic acid in all acid components (A mol %) and the ratio of alcohol components other than ethylene glycol in all alcohol components (B mol %) are in the range of 5 mol % ⁇ A+B ⁇ 40 mol %, and the total acid components contain 1 to 30 mol % of a naphthalenedicarboxylic acid component and 0.3 to 3 mol % of an alkali metal salt of sulfobenzenedicarboxylic acid.
- the heat shrinkage rate of the polyester film is preferably 5% or more in the longitudinal direction of the film when immersed in hot water at a temperature of 60°C for 60 seconds, and 30% or more when immersed in hot water at a temperature of 80°C for 60 seconds.
- a heat-shrinkable polyester film has been proposed in which the amount of amorphous components in the total polyester resin components is strictly controlled and the hot water heat shrinkage rate at 80°C and 90°C in the longitudinal direction of the film and the hot water heat shrinkage rate at 90°C in the width direction of the film are limited (see Patent Document 2). More specifically, it is a heat-shrinkable polyester film that contains ethylene terephthalate as a main constituent component and one or more monomer components that can become amorphous components in the entire polyester resin component, the total of which is 15 mol % or more.
- the hot water shrinkage rate of the polyester film in the longitudinal direction of the film is 30% or more at a treatment temperature of 80°C for a treatment time of 10 seconds, and 40% or more at a treatment temperature of 90°C for a treatment time of 10 seconds, and the hot water shrinkage rate in the width direction of the film is 10% or less at a treatment temperature of 90°C for a treatment time of 10 seconds.
- a heat-shrinkable polyester film has been proposed in which the shrinkage rate in one direction and the heat shrinkage rate in the direction perpendicular thereto are specified, and the average heat shrinkage rate coefficient in a temperature range of 70 to 120° C. is set to a predetermined range (see Patent Document 3). More specifically, it is a heat-shrinkable polyester film which is a homopolymer of polyethylene terephthalate or a copolymer containing a dicarboxylic acid component other than terephthalic acid, and/or a diol component other than ethylene glycol, and/or an oxycarboxylic acid, etc.
- the thermal shrinkage rate in at least one direction is 30% or more, and the average thermal shrinkage rate coefficient in at least that direction within a temperature range of 70 to 120°C is in the range of 0.1 to 0.5%/sec ⁇ °C.
- a shrink label has been proposed in which the maximum heat shrinkage rate measured under specific conditions is specified (see Patent Document 4). More specifically, it is a heat-shrinkable shrink label that has at least one film layer containing a polylactic acid polymer as an essential component, and a printed layer.
- the film is characterized in that the heat shrinkage rate in the main orientation direction after 1 second from the start of heat shrinkage in 75°C hot water is 3 to 23%, and further, the heat shrinkage rate in the main orientation direction after 10 seconds at 90°C is 40 to 84%.
- the maximum heat shrinkage rate in the main orientation direction in 75° C. warm water is 7 to 40%/sec
- the heat shrinkage rate in the main orientation direction at 90° C. for 10 seconds is 40 to 84%.
- JP 08-027259 A (Claims, etc.) JP 2007-016120 A (Claims, etc.) JP-A-8-323859 (Claims, etc.) JP 2008-1098 A (Claims, etc.)
- the heat shrinkability is likely to be non-uniform, making it extremely difficult to prevent the occurrence of fine wrinkles.
- the heat shrinkage rate (%) one second after the start of heat shrinkage is specified, but this heat shrinkage rate is time-limited, and no intention is given to shrink labels which have different timing of heat shrinkage.
- the maximum heat shrinkage speed (%/sec) is also mentioned, this is a measurement of the actual instantaneous heat shrinkage speed when measured at 0.1 second intervals, and there was no intention to measure the maximum value of the heat shrinkage speed (mm/sec) from before heat shrinkage to a predetermined time. Therefore, when converted into a maximum value of the heat shrinkage speed from before heat shrinkage until a predetermined time, the range is very narrow.
- an object of the present invention is to provide a polyester shrink film having a predetermined thermal shrinkage rate in the main shrinkage direction, etc., which can be measured quickly and accurately using a predetermined simplified measuring method.
- the present invention is a polyester-based shrink film having a predetermined heat shrinkage rate, which is produced using motion capture. Then, when two measurement positions are set in the TD direction, which is the main shrinkage direction of the polyester-based shrink film to be measured, the distance between the two measurement positions is defined as L1, and the distance between the two measurement positions after the polyester-based shrink film is thermally shrunk is defined as L'1, which is measured using motion capture, there is provided a polyester-based shrink film having a thermal shrinkage rate (temperature: 70 to 98°C, time: 1 to 60 seconds) of 20% or more in the main shrinkage direction of the polyester-based shrink film, calculated based on the following formula (1), thereby solving the above-mentioned problem.
- the thermal shrinkage rate at a given location can be calculated quickly and accurately.
- the standard deviation of the heat shrinkage rate is 15% or less.
- the thickness of the polyester shrink film is in the range of 10 to 200 ⁇ m, and that the difference between the maximum thickness and the average thickness is within 10 ⁇ m. In this way, by controlling the thickness of the polyester-based shrink film, the difference between the maximum thickness in the TD direction and the average thickness is reduced, and thus the thermal shrinkage rate in the TD direction can be controlled more quickly and accurately.
- the thermal shrinkage rate in the TD direction can be controlled more quickly and accurately.
- the motion capture is preferably an image-type motion capture that detects information from a predetermined marker.
- the positions of the specified markers can be calculated efficiently, and the thermal shrinkage rate can be measured quickly and accurately.
- the motion capture device is equipped with a camera for recording the heat shrink state of the polyester shrink film.
- the motion capture device is equipped with a camera for recording the heat shrink state of the polyester shrink film.
- the heat shrinkage rate of the polyester-based shrink film is based on at least one heat shrinkage device selected from a thermostatic bath, a steam bath, a hot water bath, a fluorine-containing liquid bath, and an infrared irradiation device.
- a heat shrinkage device selected from a thermostatic bath, a steam bath, a hot water bath, a fluorine-containing liquid bath, and an infrared irradiation device.
- the polyester-based shrink film of the present invention it is preferable to define the direction perpendicular to the main shrinkage direction of the polyester-based shrink film being measured as the MD direction, and to measure the heat shrinkage rate in the MD direction using motion capture at the same time as measuring the heat shrinkage rate in the TD direction, and to set the heat shrinkage rate in the MD direction to a value within the range of -5 to 5%. In this way, by simultaneously measuring the thermal shrinkage rate in the MD direction using motion capture, it is possible to control the thermal shrinkage characteristics of the polyester-based shrink film when it is actually used, depending on the application, etc. of the polyester-based shrink film.
- the polyester-based shrink film of the present invention it is preferable to prepare in advance a calibration curve showing the relationship between the heat shrinkage temperature and heat shrinkage time in the main shrinkage direction of the polyester-based shrink film to be measured, and the heat shrinkage rate in the TD direction, and to compare and verify this calibration curve with the heat shrinkage rate obtained based on the above formula (1).
- the heat shrinkage rate obtained based on formula (1) is preferably set to a value within ⁇ 10% of the heat shrinkage rate in the TD direction obtained from the calibration curve. In this way, by comparing the measured thermal shrinkage rate with a previously prepared calibration curve, it is possible to produce a polyester-based shrink film having a thermal shrinkage rate, etc. that is more rapid, more accurate, and more reproducible, even when motion capture is used.
- 1(a) to (c) are diagrams for explaining the configuration of a polyester-based shrink film.
- 2(a) to (c) are diagrams for explaining a method for measuring the thermal shrinkage rate of a polyester shrink film using a motion capture device or the like.
- 3(a) and 3(b) are diagrams for explaining the positional movement of a predetermined marker accompanying the thermal shrinkage of a polyester-based shrink film.
- 4(a) and (b) are diagrams provided for explaining a method for measuring the thermal shrinkage rate of a polyester shrink film using a motion capture device or the like.
- 5A to 5C are diagrams provided for explaining examples of the configuration of a fixing jig used in measuring the thermal shrinkage rate using motion capture.
- FIG. 6(a) and (b) are diagrams provided for explaining the heat shrinkage speed and the heat shrinkage rate speed, etc.
- FIG. 7 is a diagram provided for illustrating the relationship between time (seconds) and the change in distance (mm) in a given section in the polyester shrink films of Examples 1 and 2 and Comparative Examples 2 and 3.
- FIG. 8(a) and (b) are diagrams provided to explain the relationship of heat shrinkage speed (mm/sec) versus time (sec) for the polyester-based shrink films of Examples 1 and 2
- FIG. 8(c) is a diagram provided to explain the relationship of heat shrinkage rate (%/sec) versus time.
- FIG. 9(a) and (b) are diagrams provided to explain the relationship of heat shrinkage speed (mm/sec) to time (sec) for the polyester-based shrink films of Comparative Examples 2 and 3, and FIG. 9(c) is a diagram provided to explain the relationship of heat shrinkage rate (%/sec) to time.
- FIG. 10(a) is a diagram provided to explain the relationship of intermediate heat shrinkage speed (mm/sec) to time (sec) for the polyester-based shrink film of Example 1
- FIG. 10(b) is a diagram provided to explain the relationship of intermediate heat shrinkage rate speed (%/sec) to time.
- FIG. 11(a) is a diagram provided to explain the relationship of the intermediate heat shrinkage speed (mm/sec) to time (sec) for the polyester-based shrink film of Example 2, and FIG.
- FIG. 11(b) is a diagram provided to explain the relationship of the intermediate heat shrinkage rate speed (%/sec) to time.
- FIG. 12(a) is a diagram provided to explain the relationship of intermediate heat shrinkage speed (mm/sec) to time (sec) for the polyester-based shrink film of Comparative Example 2
- FIG. 12(b) is a diagram provided to explain the relationship of intermediate heat shrinkage rate speed (%/sec) to time.
- FIG. 13(a) is a diagram provided to explain the relationship of intermediate heat shrinkage speed (mm/sec) to time (sec) for the polyester-based shrink film of Comparative Example 3
- FIG. 13(b) is a diagram provided to explain the relationship of intermediate heat shrinkage rate speed (%/sec) to time.
- FIG. 14(a) is a diagram to explain multiple measurement samples (W, C, E) taken along the TD direction from a roll of polyester shrink film
- Figure 14(b) is a diagram to explain the state in which a motion capture is attached to one of the measurement samples (W, C, E).
- FIG. 15 is a diagram provided to explain the relationship between the immersion time in 95° C. hot water for 1 to 20 seconds and the thermal shrinkage rate (%) in the TD direction measured using motion capture in Example 1 (line A) and Comparative Example 1 (line B).
- FIG. 16 is a diagram provided to explain the relationship between the thickness ( ⁇ m) of a polyester-based shrink film when immersed in 95° C. hot water for 20 seconds and the thermal shrinkage rate (%) in the TD direction measured using motion capture.
- Figure 17(a) corresponds to Example 1 and is a diagram (photograph) showing the external appearance of a cylindrical label when no wrinkles have occurred, and Figures 17(b) to (d) are enlarged views of areas P, Q, and R of the appearance shown in Figure 17(a), respectively.
- Figure 18(a) corresponds to comparison example 1 and is a diagram (photograph) showing the external appearance of a cylindrical label when wrinkles occur, and Figures 18(b) to (d) are enlarged views of the external appearance areas S, T, and U shown in Figure 18(a), respectively.
- the first embodiment is a polyester-based shrink film 10 as illustrated in Figure 1, which is a polyester-based shrink film having a predetermined thermal shrinkage rate, formed using motion capture 14 as shown in Figures 2(a) to (c).
- Figure 1 is a polyester-based shrink film having a predetermined thermal shrinkage rate, formed using motion capture 14 as shown in Figures 2(a) to (c).
- two measurement positions are set in the TD direction, which is the main shrinkage direction of the polyester-based shrink film being measured, the distance between the two measurement positions is L1, and the distance between the two measurement positions after the polyester-based shrink film is thermally shrunk is L'1, measured using motion capture.
- the polyester-based shrink film is characterized in that the heat shrinkage rate (temperature: 70 to 98°C, time: 1 to 60 seconds) in the main shrinkage direction of the polyester-based shrink film, calculated based on the following formula (1), is 20% or more.
- polyester shrink film of the first embodiment will be explained in detail, with reference to the drawings as appropriate, dividing it into its components, etc.
- polyester resin constituting the polyester shrink film of the first embodiment may be of any type, but is preferably a polyester resin made of polyalcohol and dicarboxylic acid, a polyester resin made of polyalcohol and hydroxycarboxylic acid, a polyester resin made of polyalcohol dicarboxylic acid and hydroxycarboxylic acid, or a mixture of these polyester resins.
- examples of the polyalcohol which is a compound component of the polyester resin, include at least one diol such as an aliphatic diol such as ethylene glycol, diethylene glycol, propanediol, butanediol, neopentyl glycol, or hexanediol, an alicyclic diol such as 1,4-hexanedimethanol, or an aromatic diol. Therefore, among these, ethylene glycol, diethylene glycol, and 1,4-hexanedimethanol are particularly preferred.
- polyalcohol a mixture containing at least ethylene glycol
- the type of polyalcohol which is one of the polymerization components of the polyester resin, in this manner, it is possible to adjust the proportion of the amorphous portion, and in turn to obtain good wearability.
- At least one other polyalcohol such as a diol having an alicyclic structure, e.g., 1,4-cyclohexanedimethanol, an aliphatic diol, e.g., diethylene glycol, propanediol, butanediol, neopentyl glycol, or hexanediol, or an aromatic diol, in combination with ethylene glycol as a polyalcohol other than ethylene glycol.
- a polyalcohol makes it easy to react it appropriately with the polyvalent carboxylic acid to obtain a non-crystalline polyester resin in which at least the crystallinity/amorphism is controlled.
- examples of the dicarboxylic acid as a compound component of the polyester resin include at least one of aliphatic dicarboxylic acids such as adipic acid, sebacic acid, and azelaic acid, aromatic dicarboxylic acids such as terephthalic acid, naphthalenedicarboxylic acid, and isophthalic acid, alicyclic dicarboxylic acids such as 1,4-cyclohexanedicarboxylic acid, and ester-forming derivatives thereof.
- terephthalic acid is particularly preferred.
- the hydroxycarboxylic acid as a compound component of the polyester resin may be at least one of lactic acid, hydroxybutyric acid, polycaprolactone, and the like.
- a non-crystalline polyester resin as a part or the whole of the polyester resin.
- a non-crystalline polyester resin composed of a dicarboxylic acid containing at least 80 mol % of terephthalic acid and a diol containing 50 to 80 mol % of ethylene glycol and 20 to 50 mol % of one or more diols selected from 1,4-cyclohexanedimethanol, neopentyl glycol, and diethylene glycol can be suitably used.
- other dicarboxylic acids and diols, or hydroxycarboxylic acids may be used to change the properties of the film. These may be used alone or in mixtures.
- examples of crystalline polyester resins include polyethylene terephthalate, polyethylene naphthalate, polybutylene terephthalate, polybutylene naphthalate, polypropylene terephthalate, etc., and these may be used alone or in mixtures.
- the polyester resin is a mixture of a non-crystalline polyester resin and a crystalline polyester resin
- the amount of amorphous polyester resin relative to the total amount (100% by weight) of the resin constituting the polyester-based shrink film is usually preferably within the range of 70 to 100% by weight, more preferably within the range of 80 to 98% by weight, and even more preferably within the range of 85 to 95% by weight.
- Thermal shrinkage measured using motion capture (1) Basic configuration The thermal shrinkage in the main shrinkage direction measured using motion capture is usually calculated from the distance traveled by measuring at least two measurement positions in the TD direction, which is the main shrinkage direction of the polyester shrink film being measured, using an inertial sensor or optical techniques before and after thermal shrinkage. That is, a motion capture and corresponding inertial sensor, infrared rays, etc. are used to measure the change in the distance between two measurement positions, and the thermal shrinkage rate is calculated from the change.
- the distance between the two measurement positions is designated as L1
- the distance at a specified interval after thermal shrinkage under specified thermal shrinkage conditions of a specified thermal shrinkage temperature and a specified thermal shrinkage time is measured using motion capture, and this is designated as L'1
- the thermal shrinkage rate is calculated based on the above-mentioned formula (1).
- the polyester shrink film of the present invention is characterized in that the predetermined heat shrinkage rate (temperature: 70 to 98° C., time: 1 to 60 seconds) is 20% or more. The reason for this is that by having such a predetermined heat shrinkage rate, the heat shrinkage characteristics of the polyester shrink film can be controlled quickly and accurately.
- the predetermined heat shrinkage rate (temperature: 70 to 98°C, time: 1 to 60 seconds) is preferably set to a value of from 30 to less than 95%, more preferably to a value within the range of from 40 to less than 90%, and even more preferably to a value of from 50 to less than 85%.
- the value of the distance L1 (mm) between the two measurement positions is preferably selected appropriately depending on the size of the polyester shrink film and the type of motion capture, but it is preferable to set it to a value within the range of 3 to 300 mm, for example.
- the reason for this is that with such a spacing, the difference in spacing before and after the film shrinks can be clearly recognized, making it possible to measure the thermal shrinkage rate in the TD direction more quickly and accurately. Therefore, it is more preferable that the distance L1 (mm) between the measurement positions is set to a value within the range of 5 to 100 mm, and even more preferably to a value within the range of 8 to 30 mm.
- the measurement position is a portion indicating positional information of coordinates provided on the polyester shrink film in order to measure the behavior of the polyester shrink film during thermal shrinkage. That is, as shown in Figures 4(a) and (b), it is preferable that a predetermined marker such as a dot, a line, a cross, a circle, an arrow, an L-shape, a T-shape, or a check mark is marked as a predetermined section M between two measurement positions. The reason for this is that, with this configuration, the shrinkage of the polyester shrink film can be easily observed from the surroundings.
- the thermal shrinkage rate in the TD direction measured using motion capture can be affected by the thickness of the polyester-based shrink film. Therefore, it is preferable that the thickness of the polyester shrink film is in the range of 10 to 200 ⁇ m, and that the difference between the maximum thickness and the average thickness (hereinafter sometimes referred to as thickness variation) is within 10 ⁇ m. The reason for this is that by controlling the thickness and thickness variation of such a polyester-based shrink film, it becomes easier to control the thermal shrinkage rate in the TD direction, and ultimately, the thermal shrinkage rate in the TD direction can be controlled more quickly and accurately.
- the thickness variation be set to a value within the range of 0.01 to 5 ⁇ m, and even more preferable that the thickness variation be set to a value within the range of 0.1 to 3 ⁇ m.
- the thickness of the polyester shrink film is usually within the range of 10 to 200 ⁇ m, more preferably within the range of 20 to 100 ⁇ m, and even more preferably within the range of 30 to 60 ⁇ m.
- n 3 to 30 locations
- the film can be evaluated more quickly and accurately. Therefore, it is more preferable to select 4 to 20 different measurement positions on the same film, and it is even more preferable to select 5 to 10 measurement positions.
- the reason for this is that by calculating the thermal shrinkage in the TD direction at a plurality of locations, the thermal shrinkage rate in the TD direction can be measured more quickly and accurately. Therefore, it is more preferable to select at least 4 to 20 measurement positions in the TD direction of the polyester shrink film, and it is even more preferable to select 5 to 10 measurement positions.
- Standard deviation of thermal shrinkage in the TD direction ( ⁇ 1)
- the standard deviation in the heat shrinkage rate in the TD direction is within 15%. The reason for this is that by using such a standard deviation, the heat shrinkage rate of the polyester shrink film can be controlled with greater precision. Therefore, it is more preferable that the standard deviation of the thermal shrinkage rate in the TD direction is within 10%, and even more preferable that it is within 5%.
- Motion Capture 1 Basic Configuration
- the interval between measurement positions on a polyester shrink film is preferably calculated based on position information of the measurement positions obtained by motion capture. The reason for this is that by using such motion capture, the distance between measurement positions on the film can be obtained as digital data quickly and accurately.
- motion capture is a technology for converting the movement of a measurement target into digital data, and is a technology that mainly tracks the position of a predetermined marker on the measurement target and records it as coordinate data.
- the type of motion capture is not particularly limited, but may be image-based motion capture, inertial motion capture, optical motion capture, or a combination of these, and any type of motion capture may be used.
- image-based motion capture inertial motion capture
- optical motion capture or a combination of these, and any type of motion capture may be used.
- any type of motion capture may be used.
- polyester shrink film since it is heated by immersion in warm water, etc., there are many spatial limitations, and since it is easy to make the device smaller and simpler, it is preferable to use image-based or inertial-based motion capture.
- an optical camera as an image-based motion capture 14 to capture a video of the polyester shrink film 10 being measured as it undergoes thermal shrinkage, and then measure the thermal shrinkage rate by performing image analysis on the acquired data. That is, it is preferable that a plurality of graduations (eg, 2 to 30 marks) are provided on the polyester shrink film with a predetermined marker such as an oil-based marker at intervals of L1. Next, the polyester shrink film is placed on a flat surface, and video images are preferably taken from vertically above with an optical camera before and after thermal shrinkage.
- a predetermined marker such as an oil-based marker
- the distance between each scale mark before thermal shrinkage is calculated from the pixel count and actual measurement data from the captured video data, and the average value is taken as the thermal shrinkage rate.
- the thermal shrinkage rate is taken as the thermal shrinkage rate.
- the type of the specified marker may be any type that is easily visible to an optical camera, and is preferably, for example, an oil-based marker, a groove, or the like.
- the motion capture be configured as an inertial position measuring device that can obtain acceleration, angular velocity, and orientation information from an inertial sensor attached to a polyester-based shrink film using an IMU or other device, and accurately identify the position of a marker (center of gravity, etc.).
- an inertial motion capture device that is equipped with a 9-axis inertial sensor that combines an accelerometer and an angular velocity meter (gyro sensor), and further, combines these with a geomagnetometer.
- the motion capture device be a type of optical position measuring device that irradiates radiation such as infrared rays toward an optical marker (such as a retroreflective marker) and detects the reflected light.
- This motion capture device performs a specified image processing based on the obtained reflected light and can identify the position of the marker (center of gravity, etc.) in two dimensions.Furthermore, by using multiple motion capture devices in combination, it is a measuring device that can identify the position in three dimensions.
- the heat shrinkage temperature is within a range of 70 to 98° C. and the heat shrinkage time is within a range of 1 to 60 seconds. The reason for this is that by setting such heat shrinkage conditions, it is possible to easily compare and verify the heat shrinkage properties of a polyester shrink film when actually used.
- the heat shrinkage temperature it is more preferable to set the heat shrinkage temperature to a value within a range of 75 to 95°C and the heat shrinkage time to a value within a range of 5 to 30 seconds, because these are close to actual heat shrinkage conditions and can be measured in a relatively short time, and it is even more preferable to set the heat shrinkage temperature to a value within a range of 80 to 90°C and the heat shrinkage time to a value within a range of 8 to 15 seconds. Furthermore, it has been found that when the accuracy of motion capture is improved, the thermal shrinkage rate of polyester shrink film can be measured with high accuracy even within the range of 1 to 5 seconds, or even within the range of 1 to 3 seconds.
- the heat shrinkage device is preferably at least one of a thermostatic bath (oven), a steam bath, a hot water bath, a hot air heater, a liquid bath of a fluorine-containing compound, a steam bath of a fluorine-containing compound, and an infrared irradiation device.
- a thermostatic bath oven
- steam bath a hot water bath
- hot air heater a liquid bath of a fluorine-containing compound
- a steam bath of a fluorine-containing compound preferably at least one of a thermoelectric device.
- the heat shrinking device is preferably a hot water bath.
- the reason for this is that by using such a heat shrinking device, it is easy to keep the temperature of the hot water constant, and the heat shrinking temperature can be controlled more precisely.
- the polyester-based shrink film can be floated and heated uniformly in a flat plane, making it easier to capture the behavior of the polyester-based shrink film during thermal shrinkage from above using an optical camera, etc.
- the thermal shrinkage rate can be measured and calculated from two-dimensional measurement points, but when multiple motion captures are used, there is the advantage that the positional relationship of three-dimensional measurement points can be measured, and then the thermal shrinkage rate can be measured and calculated.
- the heat shrinkage rate can be easily and quickly measured three-dimensionally even when the hot plate is tilted not only horizontally but also along the direction of gravity, or even when the hot plate is placed vertically so as to be parallel to the direction of gravity. Therefore, when a single or multiple motion capture devices are used, various types of heat shrinkage devices can be used, making it possible to more easily and quickly measure the heat shrinkage rate depending on the application of the polyester shrink film.
- a hot air heater as the heat shrinking device.
- a device as the hot air heater in which air supplied by a compressed air pump or a fan or the like is blown onto the object via a heat source such as an electric heating wire or an oil heater.
- the heat shrinkage device be configured to blow hot air vertically above a polyester-based shrink film placed flat on a belt conveyor or a mounting table, thereby causing the polyester-based shrink film to heat shrink.
- the use of such a heat shrinkage device allows for greater freedom in the location of the device, and it can be placed above the polyester shrink film manufacturing equipment, and the heat shrinkage rate can be measured more easily in-line by blowing hot air onto the cut-off ends, etc. Therefore, when using a hot air heater in this manner, from the standpoint of effectively transferring the heat of the hot air to the polyester-based shrink film, it is preferable for the polyester-based shrink film to be configured so that it receives the hot air within a tunnel-shaped housing made of stainless steel, aluminum, glass, etc.
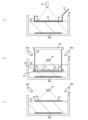
- FIGS. 2(a) to 2(c) it is preferable to prepare a hot water bath 20 containing hot water 22 maintained at a predetermined temperature by a heater 22a, and immerse the polyester shrink film in hot water under conditions of a heat shrinkage temperature of 70 to 98°C and a shrinkage time of 1 to 60 seconds, thereby heat-shrinking the polyester shrink film in the main shrinkage direction.
- a mesh-shaped fixing jig 12 made of stainless steel wire or the like and partially house the polyester-based shrink film 10 inside it.
- the fixing jig 12 is preferably composed of a frame member and has at least a mounting portion 13a for mounting and holding the polyester-based shrink film, a guide portion 13b for controlling the shrinkage direction of the polyester-based shrink film, and a regulating portion 13c for preventing misalignment during thermal shrinkage.
- the fixing jig 12 is preferably provided with a handle portion 13d at least at the end portion in the main contraction direction of the placement portion 13a and protruding obliquely upward.
- the fixing jig is preferably made of a metal wire such as stainless steel, iron, aluminum, copper, etc., or a frame member made of resin, etc. The reason for this is that such a configuration allows the polyester shrink film to be stably placed, reduces shaking during thermal shrinkage, and allows the thermal shrinkage speed to be measured with greater accuracy.
- the placement portion is preferably a substantially flat frame-like portion, and when viewed in a plan view from vertically above, is preferably a portion having two rails parallel to at least the main shrinkage direction. Furthermore, it is preferable that the guide portion is disposed parallel to the placement portion when viewed vertically from above in a plan view, and is a portion that is curved in a wavy manner up and down in the vertical direction.
- the regulating portion is arranged to bridge the guide portion in a direction perpendicular to the main shrinkage direction, and is a portion that is movable up and down along the frame of the guide portion, and is a portion that clamps the polyester-based shrink film placed on the placing portion between the placing portion and the regulating portion.
- the reason for this is that by configuring it in this manner, it is possible to prevent the polyester-based shrink film from shifting in position during thermal shrinkage, and to stabilize the center position of the shrinkage, making it possible to accurately measure the thermal shrinkage speed by motion capture.
- the sample can be landed on the water without creating waves, and by adjusting the height of the guide portion to match the water level, it can be placed at the bottom of the bath and measured.
- Thermal shrinkage in MD The thermal shrinkage in the direction perpendicular to the main shrinkage direction of the polyester shrink film to be measured (B1) is preferably measured as the thermal shrinkage in the MD direction using motion capture at the same time as the measurement of the thermal shrinkage in the TD direction. In this way, by simultaneously measuring the thermal shrinkage rate in the MD direction using motion capture, it is possible to compare the thermal shrinkage properties of the polyester-based shrink film with those of the actual use of the polyester-based shrink film, depending on the application of the polyester-based shrink film, etc.
- the heat shrinkage rate in the MD direction is preferably set to a value within the range of -5 to 5%.
- the polyester-based shrink film to be measured preferably has the configuration (a) such that, in the polyester-based shrink film of the first embodiment, the main shrinkage direction is the TD direction, and the thermal shrinkage ratio A1 in the TD direction when shrunk at a temperature of 95°C for 1 second is a value of 30 to less than 95%.
- the reason for this is that by limiting the 95°C heat shrinkage rate A1 to less than 30 to 95%, a good heat shrinkage rate can be obtained in the polyester-based shrink film during heat shrinking, and therefore the maximum shrinkage stress can also be easily obtained. Therefore, in the configuration (a), the 95° C. heat shrinkage rate A1 is more preferably set to a value within the range of 40 to less than 90%, and even more preferably set to a value within the range of 50 to less than 85%.
- the polyester-based shrink film to be measured has a configuration (a') in which the main shrinkage direction is the TD direction, and the thermal shrinkage rate A'1 in the TD direction when shrunk at a temperature of 95°C for 10 seconds is a value within the range of 60 to less than 95%.
- the reason for this is that by limiting the 95°C heat shrinkage rate A'1 to less than 60 to 95%, a good heat shrinkage rate can be obtained in the polyester-based shrink film during heat shrinking, and therefore the maximum shrinkage stress can also be easily obtained. Therefore, in the configuration (a'), the 95° C. heat shrinkage rate A'1 is more preferably set to a value within the range of 65 to less than 90%, and even more preferably set to a value within the range of 70 to less than 85%.
- the polyester shrink film to be measured has a configuration (a2) in which the main shrinkage direction is the TD direction, and the thermal shrinkage ratio A2 in the TD direction when shrunk at a temperature of 80°C for 1 second is a value within the range of 10 to less than 80%.
- the 80° C. heat shrinkage rate A2 is more preferably set to a value within the range of 15 to less than 70%, and even more preferably set to a value within the range of 20 to less than 50%.
- the polyester shrink film to be measured has a configuration (a'2) in which the main shrinkage direction is the TD direction, and the thermal shrinkage rate A'2 in the TD direction when shrunk at a temperature of 80°C for 10 seconds is a value within the range of 10 to less than 85%.
- the 80° C. heat shrinkage rate A′2 is more preferably set to a value within the range of 20 to less than 75%, and even more preferably to a value within the range of 30 to 65%.
- the maximum shrinkage stress in the TD direction of the polyester shrink film at a shrinkage temperature of 95° C. is B, and that this B has a value within the range of 2 to 10 MPa.
- the maximum shrinkage stress B at a shrinkage temperature of 95° C. is more preferably set to a value within the range of 2.5 to 9.5 MPa, and even more preferably to a value within the range of 3 to 9 MPa.
- Configuration (c) Moreover, as the configuration (c), it is preferable to have a configuration requirement that the numerical value expressed by B/A1, where B is the maximum shrinkage stress and A1 is a value within the range of 0.08 to 0.15 MPa/%.
- B the maximum shrinkage stress
- A1 is a value within the range of 0.08 to 0.15 MPa/%.
- the polyester-based shrink film has a configuration requirement that the ratio of the maximum shrinkage stress B to its thickness t ( ⁇ m), expressed as B/t, is within the range of 0.05 to 0.4 MPa/ ⁇ m.
- B/t the ratio of the maximum shrinkage stress B to its thickness t
- the MD stretch ratio is set to a value within the range of 100 to 200%.
- the MD stretch ratio is more preferably set to a value within the range of 105 to 180%, and even more preferably to a value within the range of 110 to 160%.
- TD stretch ratio is preferably set to a value within the range of 300 to 700%, more preferably to a value within the range of 350 to 600%, and further preferably to a value within the range of 400 to 550%. The reason for this is that by specifically limiting the TD direction stretch ratio to a value within a specified range and also specifically limiting the specified thermal shrinkage rate, etc. to values within respective specified ranges, the occurrence of fine wrinkles can be further suppressed.
- the constituent element (g) it is preferable to have a constituent element requirement that the haze value of the polyester shrink film before heat shrinkage, measured in accordance with JIS K 7105, is 7% or less.
- the reason for this is that by specifically limiting the haze value to a value within a specified range in this manner, the transparency of the polyester-based shrink film can be easily controlled quantitatively, and since the transparency is good, the versatility of the film can be further enhanced. More specifically, if the haze value of the film before heat shrinkage exceeds 7%, the transparency decreases, and it may become difficult to apply the film to decorative applications such as PET bottles.
- the haze value of the film before heat shrinkage is more preferably set to a value within the range of 0.1 to 5%, and even more preferably to a value within the range of 0.5 to 3%.
- the constitution (h) is a constitutional requirement that the polyester-based shrink film contains a non-crystalline polyester resin in an amount within the range of 90 to 100% by weight of the total amount.
- the reason for this is that by specifically limiting the content of the non-crystalline polyester resin in this manner, it is possible to more easily adjust the heat shrinkage rate and the maximum shrinkage stress near the shrinkage temperature to within the desired range, and it is also possible to more easily control the haze value and the like quantitatively. More specifically, if the content of the non-crystalline polyester resin is less than 90% by weight, it may become difficult to control the shrinkage rate and maximum shrinkage stress near the shrinkage temperature of the polyester shrink film.
- the content of the amorphous polyester resin is more preferably within the range of 91 to 100% by weight of the total amount, and even more preferably within the range of 92 to 100% by weight.
- polyester shrink film It is preferable to incorporate various additives into the polyester shrink film, or to attach them to one or both sides of the polyester shrink film. More specifically, at least one of hydrolysis inhibitors, antistatic agents, ultraviolet absorbers, infrared absorbers, colorants, organic fillers, inorganic fillers, organic fibers, inorganic fibers, etc. is preferably blended in an amount of 0.01 to 10% by weight, more preferably 0.1 to 1% by weight, based on the total amount of the polyester-based shrink film.
- the polyester shrink film 10a, 10b containing at least one of these various additives it is also preferable to laminate other resin layers 10a, 10b containing at least one of these various additives on one or both sides of the polyester shrink film 10.
- the thickness of the polyester-based shrink film is taken as 100%, it is usually preferable that the single layer thickness or total thickness of the other resin layers to be additionally laminated be a value within the range of 0.1 to 10%.
- the resin that constitutes the other resin layer as the main component may be a polyester resin similar to that used in polyester shrink films, or it is preferable that the resin be at least one of a different acrylic resin, olefin resin, urethane resin, rubber resin, etc.
- the polyester-based shrink film have a multi-layer structure to further prevent hydrolysis and provide mechanical protection, or to provide a shrinkage rate adjustment layer 10c on the surface of the polyester-based shrink film 10 so that the shrinkage rate of the polyester-based shrink film is uniform within the plane, as shown in Figure 1(c).
- the shrinkage adjusting layer can be laminated by using an adhesive, a coating method, a heat treatment, or the like, depending on the shrinkage characteristics of the polyester shrink film.
- the thickness of the shrinkage rate adjustment layer is in the range of 0.1 to 3 ⁇ m, and if the shrinkage rate of the polyester-based shrink film at a specified temperature is excessively large, it is preferable to laminate a shrinkage rate adjustment layer of a type that suppresses this.
- the shrinkage rate of a polyester shrink film at a given temperature is excessively small, it is preferable to laminate a shrinkage rate adjusting layer that expands the shrinkage rate. Therefore, the present invention aims to obtain a desired shrinkage rate for a polyester-based shrink film by using a shrinkage rate adjusting layer, without producing various types of shrink films with different shrinkage rates.
- the distance of a specified section measured by motion capture before thermal shrinkage is PL0
- the distance of a specified section measured by motion capture at a specified time t2 shorter than the specified time t1 is PL1
- the maximum value of the thermal shrinkage speed that can be calculated based on formula (2) is 3 mm/sec or more.
- the thermal shrinkage rate is more preferably 3.5 mm/sec or more, and even more preferably 4 mm/sec or more. It is preferable that the distance PL0 of the predetermined section before thermal shrinkage is the same as L1 and the like.
- FIG. 7 the relationship between time (seconds) and distance change (mm) in a given section will be described. That is, for Examples 1 and 2 and Comparative Examples 2 and 3 described later, the time (seconds) was plotted on the horizontal axis, and the maximum value of the distance change (mm) in six predetermined sections provided at a distance of 10 mm along the main shrinkage direction was plotted on the vertical axis, and measurements were taken at intervals of 0.1 seconds and graphed. According to this graph, it can be seen that in Example 1 and Example 2, the value increases uniformly between 0 and 2 seconds, and then continues to increase slowly.
- Comparative Example 2 there is a portion between 0 and 1 second where the change in distance in a predetermined section decreases.
- Comparative Example 3 it can be seen that the change in distance in a specified section increases gradually between 0 and 1 second, rises sharply between 1 and 2 seconds, and then decreases slightly. Furthermore, it can be seen that in Comparative Example 3, after 1 second has elapsed since the start of thermal contraction, the curve is about 1/3 to 1/2 of the other relationship curves.
- the reason for this is that by setting this thermal shrinkage rate speed, it is possible to precisely adjust the balance between the amount of change at which the polyester-based shrink film changes most significantly and the time, thereby effectively preventing the occurrence of wrinkles and the like when the polyester-based shrink film is used on an object. Furthermore, by measuring the amount of change in the thermal shrinkage rate, it is possible to evaluate the polyester shrink film without depending on the distance of a specified section. Therefore, the maximum value of the heat shrinkage speed is more preferably 3.5%/sec or more, and even more preferably 4%/sec or more.
- the standard deviation of the maximum heat shrinkage rate for each specified section be 3.5 mm/sec or less.
- the standard deviation of the maximum value of the heat shrinkage speed is more preferably 1 mm/sec or less, and even more preferably 0.3 mm/sec or less.
- the standard deviation is the square root of the sum of the squares of the deviations divided by the number of data points minus one.
- a polyester-based shrink film has a predetermined section along the main shrinkage direction of the polyester-based shrink film in a state where it can shrink in at least one of the longitudinal direction or the width direction, and is heat-shrunk at a predetermined temperature T for a predetermined time t1.
- the heat shrinkage speed in the main shrinkage direction during a predetermined period is preferably 20 mm/sec or less, as calculated based on the change in distance between the distance PL0 of the predetermined section before heat shrinkage, the distance PL1 of the predetermined section at a predetermined time t2 shorter than the predetermined time t1, and the distance PL2 of the predetermined section at a predetermined time t3 shorter than the predetermined time t1 and longer than the predetermined time t2, based on the following formula (4):
- the reason for this is that by using such an intermediate heat shrinkage speed, it is possible to utilize a predetermined correlation between the change in distance of a predetermined section of the polyester-based shrink film during heat shrinkage and position information obtained by motion capture, etc. In turn, this makes it possible to adjust the heat shrinkage speed of the polyester-based shrink film to a value within a predetermined range, thereby enabling the film to exhibit excellent heat shrinkability stably. Therefore, the heat shrinkage speed during the measurement period is more preferably 18 mm/sec or less, and even more preferably 15 mm/sec or less.
- the intermediate heat shrinkage speed is defined as positive in the shrinkage direction of the polyester-based shrink film, and is defined as a negative value when the polyester-based shrink film stretches in reaction to the shrinkage, or when the film becomes three-dimensionally distorted due to rapid heat shrinkage and then returns to a flat shape.
- the measurement period t3-t2 is set to a value of 3 seconds or less.
- the reason for this is that by using such a measurement period, the behavior during thermal contraction can be measured with higher accuracy. Therefore, it is more preferable to set the measurement period t3-t2 to a value within 2 seconds, and even more preferable to set it to a value within 1 second.
- the intermediate heat shrinkage speed is always a positive value during heat shrinkage, but even if it becomes a negative value, it has been found that there is no problem for the intended use of the polyester-based shrink film so long as the value is small. Therefore, it is preferable that the minimum intermediate heat shrinkage speed of the polyester shrink film during a given period is controlled to -2.5 mm/sec or more. In this way, by suppressing the behavior of the polyester-based shrink film such that the intermediate heat shrinkage rate becomes negative, wrinkles and the like can be more effectively prevented when the polyester-based shrink film is used. Therefore, the minimum value of the intermediate heat shrinkage speed is more preferably ⁇ 1.5 mm/sec or more, and even more preferably 0 mm/sec or more.
- the intermediate thermal shrinkage speed reaches a maximum value between 0 and 1 second, but thereafter varies greatly with respect to 0 mm/sec between 1 and 2 seconds.
- the intermediate heat shrinkage speed was 5 mm/sec or less between 0 and 1 second, increased to more than 20 mm/sec after about 1 second, and then decreased to 5 mm/sec or less between 1.1 and 1.5 seconds.
- a heat shrinkage speed of 1 mm/sec corresponds to a heat shrinkage rate speed of 10%/sec.
- Standard deviation of maximum intermediate heat shrinkage speeds for polyester-based shrink film, when a plurality of specified sections are provided and the heat shrinkage rate speed from the start of heat shrinkage to a specified time t1 for each specified section is calculated every 0.1 seconds, it is preferable that the standard deviation of the maximum intermediate heat shrinkage speed for each specified section be 4.5 mm/sec or less. The reason for this is that by using such a standard deviation, the shrinkage rate within a specified time during thermal shrinkage can be adjusted with high precision, and the behavior during thermal shrinkage becomes more stable. Therefore, the standard deviation of the maximum value of the intermediate heat shrinkage speed is more preferably 3.5 mm/sec or less, and even more preferably 3 mm/sec or less. The standard deviation is the square root of the sum of the squares of the deviations divided by the number of data points minus one.
- the intermediate heat shrinkage rate is more preferably 180%/sec or less, and even more preferably 150%/sec or less.
- the intermediate heat shrinkage rate is preferably 60%/sec or more, more preferably 80%/sec or more, and even more preferably 90%/sec or more. It is preferable that the intermediate heat shrinkage rate is always a positive value, like the intermediate heat shrinkage rate, but even if it is a negative value, it has been found that there is no problem for the intended use of the polyester shrink film as long as the value is small.
- the minimum intermediate heat shrinkage rate of a polyester shrink film is controlled to -2.5%/sec or higher.
- the minimum value of the intermediate heat shrinkage speed is set to -1.5%/sec, and further more preferable that it is set to 0%/sec or higher.
- the predetermined times t2 and t3 are set to 5 seconds or less.
- the reason for this is that by setting such a predetermined time, the behavior of the polyester shrink film during thermal shrinkage can be measured in more detail. Therefore, it is more preferable to set the predetermined times t2 and t3 within 4 seconds, and even more preferable to set them within 3 seconds.
- the time during which the intermediate heat shrinkage speed reaches its maximum is 1 second or less.
- the timing at which the polyester shrink film significantly shrinks can be controlled, and the heat shrinkage characteristics can be adjusted with greater precision. Therefore, the time during which the intermediate heat shrinkage speed reaches its maximum is more preferably 0.8 seconds or less, and even more preferably 0.6 seconds or less.
- a polyester-based shrink film is provided with a predetermined section along the main shrinkage direction of the polyester-based shrink film and is heat-shrunk along the main shrinkage direction at a predetermined temperature T for a predetermined time t1
- the distance of the predetermined section before heat shrinkage is defined as PL0
- the distance of the predetermined section at a predetermined time t2 shorter than the predetermined time t1 is defined as PL1
- the distance of the predetermined section at a predetermined time t3 shorter than the predetermined time t1 and longer than the predetermined time t2 is defined as PL2
- the measurement period t3-t2 is defined as 1 second.
- the difference in the heat shrinkage rate speed per second calculated based on the following formula (6) is usually preferably 100%/second or less under predetermined conditions (predetermined temperature T: 70 to 98°C, predetermined time t1: longer than 5 seconds).
- the difference in the heat shrinkage rate is more preferably 80%/sec or less, and even more preferably 50%/sec or less.
- the second embodiment relates to a method for producing the polyester shrink film of the first embodiment using motion capture.
- extrusion molding is preferably carried out to prepare a raw sheet having a predetermined thickness. More specifically, for example, extrusion molding is performed using an extruder (manufactured by Tanabe Plastic Machinery Co., Ltd.) with an L/D of 24 and an extrusion screw diameter of 50 mm under conditions of an extrusion temperature of 260° C., and a raw sheet of a predetermined thickness (usually 10 to 100 ⁇ m) can be obtained.
- extruder manufactured by Tanabe Plastic Machinery Co., Ltd.
- polyester-based shrink film is heated and pressed while being moved on or between rolls using a shrink film manufacturing device to prepare a polyester-based shrink film.
- a shrink film manufacturing device it is preferable to crystallize the polyester molecules that make up the polyester-based shrink film into a predetermined shape by stretching the film in a predetermined direction while heating and pressing it at a predetermined stretching temperature and stretching ratio, basically expanding the film width.
- a heat-shrinkable polyester shrink film for use as decoration, labels, etc. can be produced.
- a step of preparing a polyester shrink film as an object to be measured is carried out. At this time, it is preferable to confirm that the thickness of the polyester shrink film is within a predetermined range. It is also preferable to measure the haze, glass transition point, and various thermal properties of the polyester shrink film in advance.
- a step of setting two measurement positions (P1 and P2) in the TD direction which is the main shrinkage direction of the polyester shrink film 10 before it is heat-shrunk, is carried out.
- the distance between the two measurement positions (P1 and P2) in the TD direction before thermal shrinkage is defined as L1.
- the two measurement positions in the TD direction are preferably located at least 5 mm from the ends so that both ends are free.
- the distance between the two measurement positions (P3 and P4) in the MD direction before heat shrinkage is L2.
- the two measurement positions in the MD direction (P3 and P4) are preferably located at a distance of typically 5 mm or more from the ends, similar to the measurement positions in the TD direction, when the planar shape of the polyester shrink film is a strip (rectangle) or a square.
- a step of thermally shrinking the polyester shrink film is carried out. That is, as shown in Figures 2(a) to (c), for example, a hot water bath 20 containing hot water 22 maintained at a predetermined temperature by a heater 22a is prepared, and the polyester-based shrink film is immersed in hot water under conditions of a heat shrinkage temperature of 70 to 98°C and a shrinkage time of 1 to 60 seconds, thereby heat-shrinking the polyester-based shrink film in the TD direction.
- a mesh-shaped fixing jig 12 made, for example, of stainless steel wire so that the polyester-based shrink film is uniformly immersed and heated, and to partially house the polyester-based shrink film 10 inside it. Furthermore, it is preferable that an opening 12' of a predetermined size is provided in the fixing jig 12 at the locations corresponding to the measurement points P1 and P2 so that the polyester shrink film 10 is prevented from stretching in the thickness direction and the shrinkage rate can be measured using motion capture or the like.
- At least two linear objects 26 are attached to both ends of the polyester-based shrink film 10 via a stainless steel fixing jig 12 so that the polyester-based shrink film is further uniformly immersed and heated for a predetermined period of time.
- these linear objects 26, such as wires are further connected to a lifter 24, and that the lifter 24 is configured to be able to move up and down at a constant speed while winding up and unwinding the linear objects 26 and maintaining the horizontal orientation of the polyester-based shrink film 10.
- a measurement process is carried out using a motion capture device 14, with the distance between two measurement positions (P1' and P2') in the TD direction of the polyester shrink film 10' after thermal shrinkage being set as a second distance. That is, as shown in Figures 3(b) and 14, it is preferable to prepare a specified motion capture 14 and an inertial sensor 14', and use the motion capture to measure the distance between two measurement positions on a polyester-based shrink film that has been thermally shrunk under specified conditions, as L'1 (sometimes referred to as the second distance). In addition, when measurement samples are cut out from three locations (W, C, E) along the TD direction as shown in FIG.
- the inertial sensor 14' shown in Figure 14 is a combination of a long-axis sensor and several short-axis sensors that intersect it at 90° at equal intervals, and it is preferable that at least two measurement points are provided at any position with a predetermined interval.
- the inertial sensor 14' is not limited to these combinations, and it is also preferable that the planar shape be at least one of a circle, a triangle, a square, a polygon, and an irregular shape.
- inertial motion capture is used as the motion capture to measure the distance between inertial sensors installed at predetermined intervals, but it is also preferable to use image-based motion capture to measure a specified marker such as an oil-based marker.
- the distance between two measurement positions (P3' and P4') in the MD direction set as a distance 2'.
- the distance between the two measurement positions (P3' and P4') in the MD direction after thermal shrinkage is defined as L'2. That is, it is preferable to measure the second' distance in the MD in the same manner as measuring the second distance in the TD.
- a step of calculating the thermal shrinkage rate in the TD direction is performed based on the distance L1 between the two points before thermal shrinkage and the distance L'1 between the two points after thermal shrinkage, based on the formula (1). It is preferable to confirm that the heat shrinkage rate in the TD direction of the polyester shrink film is 20% or more.
- FIG. 15 the relationship between the immersion time in 95° C. hot water for 1 to 20 seconds and the thermal shrinkage rate (%) in the TD direction measured using motion capture in Example 2 and Comparative Example 1 will be described. That is, the horizontal axis of FIG. 15 indicates the immersion time (seconds), and the vertical axis indicates the thermal shrinkage rate (%) in the TD direction measured using motion capture.
- the characteristic curve (line A) of Example 2 when the immersion time is about 1 second, almost the same heat shrinkage rate (%) is obtained, even when compared with the value after 20 seconds.
- the relationship between the thickness ( ⁇ m) of a polyester shrink film when immersed in 95° C. hot water for 20 seconds and the thermal shrinkage rate (%) in the TD direction measured using motion capture will be described. That is, the horizontal axis of FIG. 16 represents the thickness ( ⁇ m) of the polyester shrink film, and the vertical axis represents the thermal shrinkage rate (%) in the TD direction measured using motion capture. Therefore, in the case of this characteristic curve (line C), it can be understood that the thicker the polyester-based shrink film ( ⁇ m), the lower the thermal shrinkage rate (%), and that there is a certain correlation (linear relationship). Therefore, it is preferable to adjust the heat shrinkage rate (%) taking into consideration the thickness and thermal properties of the polyester shrink film.
- the heat shrinkage rate in the MD direction of the polyester shrink film is within the range of -5 to 5%. The reason for this is that by simultaneously measuring the thermal shrinkage rate in the MD direction in this manner, the thermal shrinkage characteristics of the polyester-based shrink film when actually used can be more easily controlled depending on the application, etc. of the polyester-based shrink film.
- step (6) it is preferable to carry out a step of comparing the obtained data on the thermal shrinkage rate and thickness with a calibration curve.
- thermo shrinkage rate in the TD direction falls below 20%
- the standard deviation of the thermal shrinkage rate in the TD direction exceeds 15%, it is preferable to reduce the thickness of the polyester-based shrink film or change the raw materials or manufacturing conditions of the polyester-based shrink film so that the standard deviation of the thermal shrinkage rate is within a specified range.
- thermo shrinkage rate the thermal shrinkage rate
- standard deviation of the thermal shrinkage speed the intermediate thermal shrinkage rate speed
- difference in the intermediate thermal shrinkage rate speed per second it is preferable to include a step of adjusting each of the measured values to fall within a predetermined range.
- the third embodiment relates to a method of using a polyester shrink film having a thermal shrinkage rate measured using motion capture.
- any known method for using shrink films can be suitably applied.
- the polyester shrink film is cut to an appropriate length and width, and formed into a long cylindrical object.
- the long cylindrical object is fed to an automatic label attachment device (shrink labeler), and is cut to the required length, and then fitted onto the outside of a PET bottle or the like filled with the contents.
- shrink labeler automatic label attachment device
- the polyester shrink film fitted around the PET bottle or the like is subjected to a heat treatment by passing through a hot air tunnel or steam tunnel at a predetermined temperature.
- These tunnels provide radiant heat such as infrared rays, or heated steam at about 90° C. is blown onto the polyester shrink film from the surroundings, thereby uniformly heating the film and causing it to shrink thermally. Therefore, when the thermal shrinkage rate in the TD direction is 20% or more, it is possible to quickly obtain a labeled container by adhering it to the outer surface of a PET bottle or the like, as shown in Figures 17(a) to (d).
- polyester resins used in Example 1 and the like are as follows.
- PETG1 Dicarboxylic acid: 100 mol% terephthalic acid, diol: non-crystalline polyester consisting of 69 mol% ethylene glycol, 20 mol% 1,4-cyclohexanedimethanol, and 11 mol% diethylene glycol (glass transition point: 69°C)
- PETG2 Dicarboxylic acid: 100 mol% terephthalic acid, diol: non-crystalline polyester consisting of 63 mol% ethylene glycol, 24 mol% 1,4-cyclohexanedimethanol, and 13 mol% diethylene glycol (glass transition point: 69°C)
- PETG3 Dicarboxylic acid: 100 mol% terephthalic acid, diol: non-crystalline polyester consisting of 68 mol% ethylene glycol, 30 mol% neopentyl glycol, and 2 mol% diethylene glycol (glass transition point: 75°C)
- PETG4 Dicarboxylic acid: 100 mol% terephthalic acid, diol: non-crystalline polyester consisting of 70 mol% ethylene glycol, 28 mol% 1,4-cyclohexanedimethanol, and 2 mol% diethylene glycol (glass transition point: 69°C)
- Example 1 Preparation of a polyester shrink film In a stirring vessel, 100 parts by weight of a non-crystalline polyester resin (PETG1) was used. Next, after drying the raw material, it was extruded at an extrusion temperature of 260° C. using an extruder having an L/D of 24 and an extrusion screw diameter of 50 mm (manufactured by Tanabe Plastic Machinery Co., Ltd.) to obtain a raw sheet having a thickness of 200 ⁇ m.
- PETG1 non-crystalline polyester resin
- a 40 ⁇ m thick polyester shrink film was made from the original sheet at a preheating temperature of 75°C, a stretching temperature of 75°C, a stretching ratio (MD direction: 105%, TD direction: 500%), and a heat setting temperature of 60°C.
- Evaluation 3 Standard deviation ( ⁇ 1) of thermal shrinkage rate (A1) in the TD direction
- ⁇ The standard deviation of the heat shrinkage rate (A1) is within 5%.
- Good The standard deviation of the heat shrinkage rate (A1) is within 10%.
- ⁇ The standard deviation of the heat shrinkage rate (A1) is within 15%.
- ⁇ The standard deviation of the heat shrinkage rate (A1) is more than 20%.
- Evaluation 5 Haze The haze value of the obtained polyester shrink film was measured in accordance with JIS K 7105 and evaluated according to the following criteria. A: The haze is 3% or less. A: The haze is 5% or less. ⁇ : Haze is 7% or less. ⁇ : Haze value exceeds 7%.
- Thermal shrinkage rate in TD direction (A2) The obtained polyester shrink film was immersed in hot water at 80° C. for 1 second using a hot water bath to cause thermal shrinkage.
- the thermal shrinkage rate (A2) in the TD direction was calculated from the change in distance of the marker before and after the heat treatment obtained by the image-based motion capture 14 in accordance with formula (1), and was evaluated according to the following criteria.
- ⁇ The heat shrinkage rate (A2) is within the range of 20 to less than 50%.
- Good The heat shrinkage rate (A1) is from 15 to less than 20%, or from 50% to less than 70%.
- the heat shrinkage rate (A1) is from 10 to less than 15%, or from 70% to less than 80%.
- the heat shrinkage rate (A1) is less than 10% or exceeds 80%.
- Evaluation 7 Standard deviation ( ⁇ 2) of thermal shrinkage rate (A2) in the TD direction
- ⁇ The standard deviation of the heat shrinkage rate (A2) is within 4%.
- Good The standard deviation of the heat shrinkage rate (A2) is within 8%.
- ⁇ The standard deviation of the heat shrinkage rate (A2) is within 12%.
- ⁇ The standard deviation of the heat shrinkage rate (A2) is more than 16%.
- Evaluation 9 Standard deviation ( ⁇ '2) of thermal shrinkage rate (A'2) in the TD direction
- ⁇ The standard deviation of the heat shrinkage rate (A'2) is within 2.5%.
- A The standard deviation of the heat shrinkage rate (A'2) is within 5%.
- ⁇ The standard deviation of the heat shrinkage rate (A′2) is within 7.5%.
- the standard deviation of the heat shrinkage rate (A′2) is more than 10%.
- the heat shrinkage rate is 3 mm/sec or more and less than 4 mm/sec.
- the heat shrinkage rate is 2 mm/sec or more and less than 3 mm/sec.
- the heat shrinkage rate is less than 2 mm/sec.
- Evaluation 11 Minimum Intermediate Heat Shrinkage Speed
- the obtained polyester shrink film was floated on hot water at 80° C. for 10 seconds in a hot water bath to cause heat shrinkage.
- the measurement is performed with the distance PL0 of the predetermined section before thermal shrinkage set to 10 mm and the measurement period t3-t2 set to 0.1 seconds.
- the minimum intermediate heat shrinkage speed is 0 mm/sec or more.
- Example 2 Preparation of polyester shrink film
- Example 2 As shown in Table 1, 100 parts by weight of amorphous polyester resin (PETG2) was used in the stirring vessel, and a raw sheet having a thickness of 200 ⁇ m was obtained in the same manner as in Example 1.
- a polyester-based shrink film having a thickness of 40 ⁇ m was produced from the original sheet at a preheating temperature of 75°C, a stretching temperature of 75°C, a stretching ratio (MD direction: 105%, TD direction: 500%), and a heat setting temperature of 60°C.
- PETG2 amorphous polyester resin
- Example 2 Evaluation of polyester shrink film
- the thickness variation (evaluation 1), the thermal shrinkage rate in the TD direction by image-based motion capture (evaluation 2 and evaluation 4), the standard deviation of the thermal shrinkage rate in the TD direction by image-based motion capture (evaluation 3), etc. were measured and evaluated in the same manner as in Example 1. The results are shown in Tables 2 and 3.
- Comparative Example 1 Preparation of polyester shrink film
- PTG3 amorphous polyester resin
- PETG4 50 parts by weight of amorphous polyester resin
- a raw sheet having a thickness of 200 ⁇ m was obtained in the same manner as in Example 1.
- a polyester-based shrink film having a thickness of 40 ⁇ m was produced from the raw sheet at a preheating temperature of 90°C, a stretching temperature of 90°C, a stretching ratio (MD direction: 105%, TD direction: 500%), and a heat setting temperature of 60°C.
- polyester shrink film was evaluated for the thickness variation (Evaluation 1), the thermal shrinkage rate in the TD direction by image-based motion capture (Evaluation 2 and Evaluation 4), the standard deviation of the thermal shrinkage rate in the TD direction by image-based motion capture (Evaluation 3), etc. in the same manner as in Example 1. The results are shown in Tables 2 and 3.
- Comparative Example 2 Preparation of polyester shrink film
- a raw sheet having a thickness of 200 ⁇ m was obtained in the same manner as in Example 1, except that 100 parts by weight of amorphous polyester resin (PETG4) was used in the stirring vessel.
- PETG4 amorphous polyester resin
- a polyester-based shrink film having a thickness of 40 ⁇ m was produced from the raw sheet at a preheating temperature of 90°C, a stretching temperature of 90°C, a stretching ratio (MD direction: 105%, TD direction: 500%), and a heat setting temperature of 60°C.
- polyester shrink film was evaluated for the thickness variation (Evaluation 1), the thermal shrinkage rate in the TD direction by image-based motion capture (Evaluation 2 and Evaluation 4), the standard deviation of the thermal shrinkage rate in the TD direction by image-based motion capture (Evaluation 3), etc., in the same manner as in Example 1. The results are shown in Tables 2 and 3.
- Example 3 Preparation of polyester shrink film
- Example 2 as shown in Table 1, 100 parts by weight of amorphous polyester resin (PETG3) was used in the stirring vessel, and a raw sheet having a thickness of 200 ⁇ m was obtained in the same manner as in Example 1.
- a polyester-based shrink film having a thickness of 40 ⁇ m was produced from the raw sheet at an extrusion temperature of 260°C, a preheating temperature of 90°C, a stretching temperature of 90°C, a stretching ratio (MD direction: 105%, TD direction: 500%), and a heat setting temperature of 60°C.
- polyester shrink film was evaluated for the thickness variation (Evaluation 1), the thermal shrinkage rate in the TD direction by image-based motion capture (Evaluation 2 and Evaluation 4), the standard deviation of the thermal shrinkage rate in the TD direction by image-based motion capture (Evaluation 3), etc., in the same manner as in Example 1. The results are shown in Tables 2 and 3.
- the polyester shrink film of the present invention can be applied to various PET bottles, etc., significantly expanding its versatility, and it can be said that its industrial applicability is extremely high.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Wood Science & Technology (AREA)
- Physics & Mathematics (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257026220A KR20250133927A (ko) | 2023-03-29 | 2024-03-28 | 폴리에스테르계 쉬링크 필름 |
| DE112024000543.8T DE112024000543T5 (de) | 2023-03-29 | 2024-03-28 | Schrumpffolie auf polyesterbasis |
| CN202480008253.5A CN120548247A (zh) | 2023-03-29 | 2024-03-28 | 聚酯系收缩膜 |
| JP2024548463A JPWO2024204502A1 (https=) | 2023-03-29 | 2024-03-28 | |
| MX2025010105A MX2025010105A (es) | 2023-03-29 | 2025-08-26 | Pelicula retractil a base de poliester |
| US19/333,346 US20260015520A1 (en) | 2023-03-29 | 2025-09-19 | Polyester-based shrink film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-053383 | 2023-03-29 | ||
| JP2023053383 | 2023-03-29 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US19/333,346 Continuation US20260015520A1 (en) | 2023-03-29 | 2025-09-19 | Polyester-based shrink film |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024204502A1 true WO2024204502A1 (ja) | 2024-10-03 |
Family
ID=92906788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/012579 Ceased WO2024204502A1 (ja) | 2023-03-29 | 2024-03-28 | ポリエステル系シュリンクフィルム |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20260015520A1 (https=) |
| JP (1) | JPWO2024204502A1 (https=) |
| KR (1) | KR20250133927A (https=) |
| CN (1) | CN120548247A (https=) |
| DE (1) | DE112024000543T5 (https=) |
| MX (1) | MX2025010105A (https=) |
| TW (1) | TWI912727B (https=) |
| WO (1) | WO2024204502A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025197669A1 (ja) * | 2024-03-22 | 2025-09-25 | タキロンシーアイ株式会社 | ポリエステル系熱収縮フィルム及びポリエステル系熱収縮フィルムの製造方法 |
| WO2025197668A1 (ja) * | 2024-03-22 | 2025-09-25 | タキロンシーアイ株式会社 | ポリエステル系熱収縮フィルム、及びポリエステル系樹脂フィルムの製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010100002A (ja) * | 2008-10-27 | 2010-05-06 | Teijin Dupont Films Japan Ltd | 熱収縮性ポリエステル系フィルム |
| JP2011075372A (ja) * | 2009-09-30 | 2011-04-14 | Ube Industries Ltd | フィルムの熱収縮挙動の測定方法 |
| JP2022087090A (ja) * | 2020-11-30 | 2022-06-09 | タキロンシーアイ株式会社 | ラベル付き容器及びラベル付き容器の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0827259A (ja) | 1994-07-14 | 1996-01-30 | Mitsubishi Rayon Co Ltd | 熱収縮性ポリエステルフィルム |
| JP3635717B2 (ja) | 1995-06-01 | 2005-04-06 | 東洋紡績株式会社 | 熱収縮性ポリエステルフィルムおよびその製造方法 |
| JP4752360B2 (ja) | 2005-07-07 | 2011-08-17 | 東洋紡績株式会社 | 熱収縮性ポリエステル系フィルム及びラベルとその製造方法 |
| JP5184817B2 (ja) | 2006-05-26 | 2013-04-17 | 株式会社フジシールインターナショナル | シュリンクラベル |
| DE112020007527T5 (de) * | 2020-11-30 | 2023-06-07 | Bonset America Corporation | Wärmeschrumpfbare polyesterfolie |
-
2024
- 2024-03-28 JP JP2024548463A patent/JPWO2024204502A1/ja active Pending
- 2024-03-28 WO PCT/JP2024/012579 patent/WO2024204502A1/ja not_active Ceased
- 2024-03-28 CN CN202480008253.5A patent/CN120548247A/zh active Pending
- 2024-03-28 KR KR1020257026220A patent/KR20250133927A/ko active Pending
- 2024-03-28 TW TW113111628A patent/TWI912727B/zh active
- 2024-03-28 DE DE112024000543.8T patent/DE112024000543T5/de active Pending
-
2025
- 2025-08-26 MX MX2025010105A patent/MX2025010105A/es unknown
- 2025-09-19 US US19/333,346 patent/US20260015520A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010100002A (ja) * | 2008-10-27 | 2010-05-06 | Teijin Dupont Films Japan Ltd | 熱収縮性ポリエステル系フィルム |
| JP2011075372A (ja) * | 2009-09-30 | 2011-04-14 | Ube Industries Ltd | フィルムの熱収縮挙動の測定方法 |
| JP2022087090A (ja) * | 2020-11-30 | 2022-06-09 | タキロンシーアイ株式会社 | ラベル付き容器及びラベル付き容器の製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025197669A1 (ja) * | 2024-03-22 | 2025-09-25 | タキロンシーアイ株式会社 | ポリエステル系熱収縮フィルム及びポリエステル系熱収縮フィルムの製造方法 |
| WO2025197668A1 (ja) * | 2024-03-22 | 2025-09-25 | タキロンシーアイ株式会社 | ポリエステル系熱収縮フィルム、及びポリエステル系樹脂フィルムの製造方法 |
| JP7793256B1 (ja) * | 2024-03-22 | 2026-01-05 | タキロンシーアイ株式会社 | ポリエステル系熱収縮フィルム、及びポリエステル系樹脂フィルムの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202440748A (zh) | 2024-10-16 |
| JPWO2024204502A1 (https=) | 2024-10-03 |
| US20260015520A1 (en) | 2026-01-15 |
| CN120548247A (zh) | 2025-08-26 |
| DE112024000543T5 (de) | 2025-11-27 |
| MX2025010105A (es) | 2025-10-01 |
| KR20250133927A (ko) | 2025-09-09 |
| TWI912727B (zh) | 2026-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20260015520A1 (en) | Polyester-based shrink film | |
| JP7618111B1 (ja) | ポリエステル系シュリンクフィルムの熱収縮率の測定方法 | |
| KR101429595B1 (ko) | 연신 열가소성 수지 필름의 제조 방법, 장치 및 광학 필름용 베이스 필름 | |
| CN115943032B (zh) | 聚酯膜的制造方法、聚酯膜、层叠膜 | |
| JP5872595B2 (ja) | ポリエステル系熱収縮性フィルムロール | |
| JP2024001116A (ja) | ポリエステル系シュリンクフィルム | |
| JP2026031805A (ja) | ポリエステル系熱収縮フィルム、及びポリエステル系樹脂フィルムの製造方法 | |
| CN101193737A (zh) | 双轴拉伸聚酯膜的制造方法 | |
| JP7324962B1 (ja) | ポリエステル系シュリンクフィルム | |
| JP6999863B1 (ja) | ポリエステル系シュリンクフィルム | |
| ES2594577T3 (es) | Lámina de contracción de varios estratos de poliéster con propiedades de procesamiento mejoradas | |
| JP6992211B1 (ja) | ポリエステル系シュリンクフィルム | |
| JP7832746B2 (ja) | 熱収縮フィルム、熱収縮フィルムの製造方法、及び、熱収縮フィルムの熱収縮率の決定方法 | |
| JP6909936B1 (ja) | ポリエステル系シュリンクフィルム及びポリエステル系シュリンクフィルム成形品 | |
| JP2022087090A (ja) | ラベル付き容器及びラベル付き容器の製造方法 | |
| JP2022074157A (ja) | ラベル付き容器及びラベル付き容器の製造方法 | |
| JP6999856B1 (ja) | ポリエステル系シュリンクフィルム及びポリエステル系シュリンクフィルムの製造方法 | |
| JPH01127317A (ja) | 熱収縮性ポリエステル系フィルム | |
| JP2021172813A (ja) | ポリエステル系シュリンクフィルムの製造方法及びポリエステル系シュリンクフィルムの使用方法 | |
| JP7596594B1 (ja) | ポリエステル系シュリンクフィルムの被着体に対する使用方法 | |
| JP7723784B2 (ja) | ポリエステル系熱収縮フィルム、及び、ポリエステル系熱収縮フィルムの保管方法 | |
| Harms | The Effect of 3D Printing Parameters on the Mechanical Properties of Material Extrusion-Printed Carbon Fiber Reinforced Nylon | |
| KR20090019764A (ko) | 보호 필름용 기재 필름 및, 보호 필름 적층 편광판 | |
| WO2025197669A1 (ja) | ポリエステル系熱収縮フィルム及びポリエステル系熱収縮フィルムの製造方法 | |
| JP2006027207A (ja) | 熱収縮包装用多層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024548463 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24780603 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202480008253.5 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 1020257026220 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020257026220 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2025/010105 Country of ref document: MX |
|
| WWP | Wipo information: published in national office |
Ref document number: 202480008253.5 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112024000543 Country of ref document: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: MX/A/2025/010105 Country of ref document: MX |
|
| WWP | Wipo information: published in national office |
Ref document number: 112024000543 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24780603 Country of ref document: EP Kind code of ref document: A1 |