WO2024176551A1 - パレット自走搬送装置 - Google Patents
パレット自走搬送装置 Download PDFInfo
- Publication number
- WO2024176551A1 WO2024176551A1 PCT/JP2023/042181 JP2023042181W WO2024176551A1 WO 2024176551 A1 WO2024176551 A1 WO 2024176551A1 JP 2023042181 W JP2023042181 W JP 2023042181W WO 2024176551 A1 WO2024176551 A1 WO 2024176551A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- self
- pallet
- propelled
- point
- transport device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G35/00—Mechanical conveyors not otherwise provided for
Definitions
- the present invention relates to a pallet self-propelled transport device, and in particular to one that is designed to facilitate control and simplify the configuration required for control.
- Patent Documents 1, 2, 3, 4, 5, 6, etc. disclose the configuration of a pallet self-propelled transport device that transports objects by moving a self-propelled pallet.
- Patent Document 1 discloses an invention in which a self-propelled work transport pallet is self-propelled along a pair of work transport pallet rails to transport a work placed on a work placement portion.
- Patent Document 2 discloses an invention in which a self-propelled work transport pallet is self-propelled along a track to transport a work placed on a work placement section.
- Patent Document 3 discloses an invention in which a transport vehicle is self-propelled along an inner rail and an outer rail to transport a workpiece placed on a pallet installed on the transport vehicle.
- Patent Document 4 discloses an invention in which a pallet is moved via roller conveyors provided on the left and right sides.
- Patent Document 5 discloses an invention in which motor roller units are appropriately connected to form any desired conveying path for conveying pallets.
- Patent Document 6 discloses an invention in which rail units for a pallet loader are connected to form an arbitrary track for transporting pallets.
- the above conventional configuration has the following problems.
- the present invention was made based on these points, and its purpose is to provide a self-propelled pallet transport device that can facilitate control and simplify the configuration required for control.
- a self-propelled pallet transport device comprises a transport path installed along a predetermined route and a self-propelled pallet that self-propels along the transport path, and transports the object by placing the object on the self-propelled pallet and allowing it to self-propel along the transport path, wherein a plurality of points are set at predetermined positions on the transport path, control means are installed at the plurality of points, a control means is also installed on the self-propelled pallet, and the self-propelled pallet self-propels while communicating with its own control means and the control means of each point.
- the pallet self-propelled transport device is a pallet self-propelled transport device as described in claim 1, characterized in that a stop dog is provided at each of the points, and the self-propelled pallet stops at each point by detecting the stop dog provided at that point, and communicates with the control means provided at that point.
- the self-propelled pallet transport device is the self-propelled pallet transport device according to claim 2, wherein a home position is set as the point, a host computer is installed at the home position, route information is stored in the host computer, the route information is made up of a plurality of types of driving course information, each of the driving course information is information that sets whether or not work is being performed at the plurality of points, and the host computer transmits the predetermined driving course information to the self-propelled pallet stopped at the home position via a control means.
- the pallet self-propelled transport device is a pallet self-propelled transport device as described in claim 2, characterized in that a station is set as the point, a robot is installed in the station, and the control means of the station determines whether a self-propelled pallet stopped at the station is the subject of work at the station, and if it is determined that the pallet is the subject of work, causes the robot to carry out work.
- the pallet self-propelled transport device is a pallet self-propelled transport device as described in claim 2, characterized in that a branch junction is provided on the transport path, a switching unit is provided at the branch junction, and a branch point is provided as the point, and the control means of the branch point obtains information on the next point to which the self-propelled pallet stopped at the station will head, and switches the switching unit accordingly.
- the pallet self-propelled transport device is a pallet self-propelled transport device as described in claim 2, characterized in that a junction is provided on the transport path, a switching unit is provided at the branch junction, a junction point is provided as the point, and the control means of the junction point obtains information about the next point to which a self-propelled pallet stopped at a station will head, and switches the switching unit accordingly.
- the pallet self-propelled transport device is a pallet self-propelled transport device as described in claim 2, characterized in that an ascent section is provided on the transport path, an ascent point is provided as the point, and the control means of the ascent point communicates with the control means of the self-propelled pallet stopped at the ascent point.
- the pallet self-propelled transport device is a pallet self-propelled transport device as described in claim 2, characterized in that a descending section is provided on the transport path, a descending point is provided as the point, and the control means of the ascent point communicates with the control means of the self-propelled pallet stopped at the descending point.
- the control means comprises a controller and an optical communication head.
- the device comprises a transport path installed along a predetermined route and a self-propelled pallet that self-propels along the transport path, and transports the transported object by placing the transported object on the self-propelled pallet and causing it to self-propel along the transport path.
- a plurality of points are set at predetermined positions on the transport path
- control means are installed at the plurality of points
- a control means is also installed on the self-propelled pallet
- the self-propelled pallet self-propels while communicating with its own control means and the control means of each point, thereby facilitating control and simplifying the configuration required for control.
- a stop dog is installed at each of the points, and the self-propelled pallet stops at each point by detecting the stop dog installed at that point, and communicates with the control means installed at that point, thereby making it possible to facilitate control and simplify the configuration required for control.
- a home position is set as the point
- a host computer is installed at the home position
- route information is stored in the host computer
- the route information is composed of multiple types of driving course information
- each of the driving course information is information that sets whether or not work is being performed at the multiple points
- the host computer transmits predetermined driving course information to the self-propelled pallet stopped at the home position via a control means, thereby facilitating control and simplifying the configuration required for control.
- a station is set as the point, a robot is installed at the station, and the control means of the station determines whether a self-propelled pallet stopped at the station is the subject of work at that station, and if it is determined that the pallet is the subject of work, causes the robot to carry out work, thereby making it possible to facilitate control and simplify the configuration required for control.
- a branch junction is provided on the transport path, a switching unit is provided at the branch junction, and a branch point is provided as the point, and the control means of the branch point obtains information on the next point to which the self-propelled pallet stopped at the station will head, and switches the switching unit accordingly, thereby facilitating control and simplifying the configuration required for control.
- a junction is provided on the transport path, a switching unit is provided at the branching junction, and a junction point is provided as the point, and the control means of the junction point obtains information on the next point to which the self-propelled pallet stopped at the station will head, and switches the switching unit accordingly, thereby facilitating control and simplifying the configuration required for control.
- the control means is composed of a controller and an optical communication head, thereby making it possible to facilitate control and simplify the configuration required for control.
- FIG. 1 is a diagram showing a first embodiment of the present invention, and is a control system diagram showing the overall configuration of a pallet self-propelled transport device.
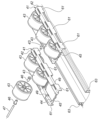
- FIG. 1 is a diagram showing a first embodiment of the present invention, and is a perspective view showing a part of a conveying path of a pallet self-propelled conveying device.
- FIG. 1 is a diagram showing a first embodiment of the present invention, and is a perspective view showing a part of a transport path (a home position as an example) of a pallet self-propelled transport device and a self-propelled pallet.
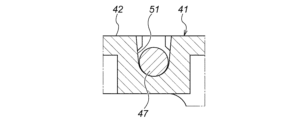
- FIG. 4 is a cross-sectional view taken along line IV-IV in FIG. 3, showing the first embodiment of the present invention.
- FIG. 1 is a diagram showing the first embodiment of the present invention, and is an exploded perspective view of a part of a left roller conveyor provided on a conveying path of a pallet self-propelled conveying device.
- FIG. 1 is a diagram showing a first embodiment of the present invention, and is a plan view of a portion of a left roller conveyor provided on a transport path of a pallet self-propelled transport device.
- FIG. 7 is a cross-sectional view taken along line VII-VII of FIG. 6, showing the first embodiment of the present invention.
- FIG. 8 is a cross-sectional view taken along line VIII-VIII of FIG. 6, showing the first embodiment of the present invention.
- FIG. 1 is a diagram showing a first embodiment of the present invention, and is a perspective view of a self-propelled pallet viewed obliquely from above.
- FIG. 1 is a perspective view showing a self-propelled pallet according to a first embodiment of the present invention, as viewed obliquely from below.
- FIG. 2 is a diagram illustrating the first embodiment of the present invention, and is a table illustrating an example of route information transmitted from a host PC to a self-propelled pallet.
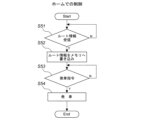
- FIG. 1 is a diagram showing a first embodiment of the present invention, and is a flow chart showing information processing at the home (HOME) of a transport path of a pallet self-propelled transport device.
- FIG. 1 is a diagram showing a first embodiment of the present invention, and is a flow chart showing information processing at the home (HOME) of a transport path of a pallet self-propelled transport device.
- FIG. 1 is a diagram showing a first embodiment of the present invention, and is a flow chart showing information processing in host stations (ST1 to STn) on the transport path of a pallet self-propelled transport device.
- FIG. 1 shows a first embodiment of the present invention, and is a flow chart showing information processing at branch junctions (1 to n) of the transport path of a pallet self-propelled transport device.
- FIG. 1 shows a first embodiment of the present invention, and is a flowchart showing information processing at the junctions (junction 1 to junction n) of the transport paths of a pallet self-propelled transport device.
- FIG. 1 is a diagram showing a first embodiment of the present invention, and is a flow chart showing information processing on the side of a self-propelled pallet at the home (HOME) of a transport path of a pallet self-propelled transport device.
- FIG. 1 shows a first embodiment of the present invention, and is a flow chart showing information processing in host stations (ST1 to STn) on the transport path of a pallet self-propelled transport device.
- FIG. 1 shows a first embodiment of the present invention, and is a flow chart showing information processing at branch junctions (1 to n) of the transport path of a pallet self-propelled transport device.
- FIG. 1 shows a first embodiment of the present invention, and is a flowchart showing information processing at the junctions (junction 1 to junction n) of the transport paths of a pallet self-propelled transport device.
- FIG. 11 is a perspective view showing a part of a conveying path of a pallet self-propelled conveying device according to a second embodiment of the present invention.
- FIG. 13 is a perspective view showing a part of a transport path (a home position as an example) of a pallet self-propelled transport device and a self-propelled pallet according to a second embodiment of the present invention.
- FIG. 23 is a cross-sectional view taken along line XXIII-XXIII of FIG. 22, showing the second embodiment of the present invention.
- FIG. 11 is a perspective view showing a self-propelled pallet according to a second embodiment of the present invention, as viewed obliquely from above.
- FIG. 11 is a perspective view showing a self-propelled pallet according to a second embodiment of the present invention, as viewed obliquely from below.
- FIG. 26 is a cross-sectional view taken along the line XXVI-XXVI of FIG. 23, showing the second embodiment of the present invention.
- FIG. 11 is an exploded perspective view of a portion of a left roller conveyor provided on a conveying path of a pallet self-propelled conveying device according to a second embodiment of the present invention.
- Fig. 1 is a control system diagram showing the overall configuration of a self-propelled pallet transport device according to this embodiment.
- a transport path 1 is provided along a predetermined route. Parts of the transport path 1 are shown in Figs. 2 and 3.
- the transport path 1 is composed of a frame 3 and a left roller conveyor 5 and a right roller conveyor 7 installed on both the left and right sides of the cross section of the frame 3.
- a self-propelled pallet 9 is installed on the transport path 1, and this self-propelled pallet 9 is caused to travel in an appropriate direction along the transport path 1 to transport an object to be transported (not shown) placed thereon.
- the frame 3 is roughly container-shaped and is provided at both the left and right ends with a left roller conveyor installation section 11 and a right roller conveyor installation section 13.
- a power supply protrusion 15 protrudes from the bottom in the center of the frame 3.
- the frame 3 is an extrusion molded product, and the left roller conveyor installation section 11, the right roller conveyor installation section 13, and the power supply protrusion 15 are molded as a single unit.
- T-slots 17 and 19 are formed on the bottom of the frame 3 on both the left and right sides of the power supply projection 15. The frame 3 is fixed to a desired location using these T-slots 17 and 19 and bolts and T-nuts (not shown).
- the frame 3 is set to a predetermined length, and the conveying path 1 of a predetermined route is formed by connecting frames 3 of the predetermined length. 3, resin covers 6, 6 are attached to both ends of the frame 3, and when a plurality of frames 3 are connected, the resin covers 6 are interposed between the frames 3, 3. Furthermore, the power supply projections 15 are not present at the cover 6 portion.
- the conveying path 1 has a straight section 1a, which is formed by connecting the frames 3 as described above.
- the conveying path 1 also has a corner section (corner right), branching junctions (BR1-BRn), and merging junctions (JO1-JOn).
- the conveying path 1 also has an upward section (UP) and a downward section (DOWN).
- UP upward section
- DOWN downward section
- a corner unit 21 is used as shown in FIG. 2.
- the corner unit 21 is provided with a plurality of balls 21a, and the self-propelled pallet 9 self-propels on these balls 21a.
- a switching unit 23 is used as shown in FIG. 2.
- the upward section (UP) and downward section (DOWN) are provided with elevators (not shown).
- the left roller conveyor 5 already mentioned is installed in the left roller conveyor installation section 11 of the frame 3, and the right roller conveyor 7 is installed in the right roller conveyor installation section 13.
- the configuration of the left roller conveyor 5 will be described.
- a cartridge 41 which is composed of a resin cartridge frame 42 and a number of rollers 43 that are detachably and rotatably attached to the cartridge frame 42. That is, as shown in Figures 5 and 6, the cartridge frame 42 has a number of roller penetrations 44 (three in the case shown in Figures 5 and 6) formed in a state partitioned by ribs 45.
- the number of roller penetrations can be, for example, one, two, three, or seven.
- the rib 45 As shown in Figure 6, there is one rib 45 at one end of the cartridge frame 42, while two ribs 45, 45 are connected in the middle. This is so that by cutting the cartridge frame 42 in the middle between the two ribs 45, 45, a single rib 45 remains on each side.
- the resin cartridge frame 42 is molded in a long length, and then cut to the desired length. At that time, a single rib 45 remains on both cut ends.
- the roller 43 is rotatably held by the shaft 47 via left and right bearings 46. Both ends of the shaft 47 are held by shaft holders 49 of the cartridge frame 42.
- the shaft holder 49 is provided with a lower shaft support portion 51 that supports the shaft 47 from below on the cartridge frame 42. As shown in FIG. 8, a part of the lower support portion 51 is extended in a tongue-like shape.
- an upper shaft support portion 53 that supports the shaft 47 from above is provided at the back of the lower shaft support portion 51.
- the upper support portion 53 is provided in a state of protruding from both sides so that its diameter is smaller than the outer diameter of the shaft 47.
- the end of the shaft 47 is held in a state of being sandwiched between the lower shaft support portion 51 and the upper shaft support portion 53 from above and below.
- the cartridge frame 42 is elastically deformed and slightly bent so that the upper side is convex, and the space between the shaft holders 49, 49 on both sides is slightly expanded, and the roller 43 rotatably held on the shaft 47 is dropped therein.
- both ends of the shaft 47 are held in a state where they are sandwiched from above and below by the lower shaft support parts 51 and upper shaft support parts 53 of the shaft holders 49, 49 on both sides.
- engagement parts 61, 61 are provided intermittently on both the left and right sides of the cartridge frame 42.
- the left roller conveyor installation part 11 is provided with engagement parts 63, 63 with which the engagement parts 61, 61 engage.
- the left roller conveyor installation part 11 is also provided with a hollow part 65 that rotatably houses the rollers 43.
- the cartridge 41 which is provided with a plurality of rollers 43 that can rotate, is installed so as to cover the left roller conveyor installation part 11 from above.
- the engagement parts 61, 61 engage with the engagement parts 63, 63, and the cartridge 41 is installed on the left roller conveyor installation part 11.
- the left roller conveyor 5 is constructed by installing the required number of cartridges 41 on the left roller conveyor installation part 11.
- the right-side roller conveyor 7 has a similar configuration. Also, the switching unit 23 already described has a configuration in which the left-side roller conveyor 5 and the right-side roller conveyor 7 are mounted on a predetermined short frame 3, and is configured to be rotatable.
- power supply conductors 71, 71 are installed on both the left and right outer surfaces of the power supply protrusion 15.
- a rail 73 that increases the driving force of the self-propelled pallet 9 is attached on top of the power supply protrusion 15.
- a resin plate material 74 is fitted into the left side surface of the rail 73 in FIG. 4. This is to increase the frictional force between the rail 73 and the drive roller and driven roller, which will be described later.
- FIG. 9 there is a pallet body 81, which is generally rectangular and has an inverted U-shaped cross section.
- a drive motor 83 is installed at one of the four corners on the front side of the pallet body 81.
- the rotation shaft (not shown) of the drive motor 83 passes through the pallet body 81 and, as shown in Figure 10, protrudes and is positioned on the back side of the pallet body 81, where a drive roller 85 is fixed.
- driven rollers 87, 89, and 91 are attached in addition to the drive roller 85.
- the driven roller 87 is rotatably attached to a bolt 93 via a bushing 94.
- the tip of the bolt 93 protrudes and is positioned on the front side of the pallet body 81, and a nut 97 is screwed onto the tip via a washer 95.
- the driven roller 91 is rotatably attached to a bolt 99 via a bushing 100.
- the tip of the bolt 99 protrudes and is positioned on the front side of the pallet body 81, and a nut 101 is screwed onto it, thereby rotatably fixing the driven roller 91 to the bolt 99.
- An arc groove 103 is formed in the pallet body 81, and the fastening portion of the bolt 99 and nut 101 is configured to be movable along this arc groove 103.
- a bracket 107 is provided on the back side of the pallet body 81, and the other end of the arm 105 is fixed to the bracket 107 by a bolt 109, a nut 111, and a bush 112.
- a coil spring 121 is fixed to the tip of the bolt 99.
- a bolt 123 is arranged to protrude from the back side of the pallet body 81 toward the front side, and nuts 125 and 127 are screwed onto the bolt 123.
- the other end of the coil spring 121 is connected to the bolt 123 between the nuts 125 and 127.
- the driven roller 91 is biased toward the driven roller 87 by the spring force of the coil spring 121.
- the driven roller 89 which is rotatably attached to a bolt 131 via a bush 132.
- the tip of the bolt 131 protrudes and is positioned on the front side of the pallet body 81, and a nut 133 is screwed onto it, thereby rotatably fixing the driven roller 89 to the bolt 131.
- An arc groove 135 is formed in the pallet body 81, and the fastening portion of the bolt 131 and the nut 133 is configured to be movable along this arc groove 135.
- a bracket 139 is provided on the back side of the pallet body 81, and the other end of the arm 137 is fixed to the bracket 139 by a bolt 141 and a nut and bush (not shown).
- a coil spring 143 is fixed to the tip of the bolt 131.
- a bolt 145 is arranged to protrude from the back side of the pallet body 81 toward the front side, and nuts 147 and 149 are screwed onto the bolt 145.
- the other end of the coil spring 143 is connected to the bolt 145 between the nuts 147 and 149.
- the driven roller 89 is biased toward the drive roller 85 by the spring force of the coil spring 143.
- the rail 73 is sandwiched and pressed against the drive roller 85 and driven rollers 87, 89, and 91 from both the left and right sides, and in this state the drive roller 85 is driven by the drive motor 83 to cause the self-propelled pallet 9 to move along the rail 73.
- the pallet body 81 has electrodes 161, 163, 165, 167, two on each side, sandwiching the power supply protrusion 15.
- the pallet body 81 has long holes 169, 171, 173, 175 that penetrate from the front to the back.
- Blocks 177, 179, 181, 183 are movably attached to the long holes 169, 171, 173, 175.
- the electrodes 161, 163, 165, 167 are rotatably attached to the blocks 177, 179, 181, 183 by bolts 185, 187, 189, 191 via bushings (not shown).
- a coil spring 193 is tensioned between the blocks 177 and 181, and a coil spring 195 is tensioned between the blocks 179 and 183.
- the electrodes 161, 163, 165, and 167 are pressed against the power supply conductors 71 and 71. Power is supplied to the self-propelled pallet 9 side via the power supply conductors 71 and 71 and the electrodes 161, 163, 165, and 167.
- Stands 201, 203, 205, and 207 are installed at the four corners on the front side of the pallet body 81. As shown in FIG. 4, a transported object placement section 211 is attached to the tops of the stands 201, 203, 205, and 207, and a transported object (not shown) is placed on this transported object placement section 211. A circuit board 213 is installed inside the transported object placement section 211. Various electric and electronic components, sensors, etc. are mounted on the circuit board 213.
- a stop dog 221 is provided on the bottom of the frame 3 at a predetermined position, while a stop dog detection sensor 223 is provided on the pallet body 81 side of the self-propelled pallet 9.
- the stop dog detection sensor 223 detects the stop dog 221, thereby stopping the self-propelled pallet 9.
- a high-speed dog (START) 225a and a high-speed dog (END) 225b are provided on the bottom of the frame 3 at a predetermined position, while a high-speed dog detection sensor 227 is provided on the pallet body 81 side of the self-propelled pallet 9.
- the high-speed dog detection sensor 227 detects the high-speed dog (START) 225a and switches from low speed to high speed.
- the high speed dog (END) 225b is detected by the high speed dog detection sensor 227 in the state switched to the high speed, the speed is switched from the high speed to the low speed.
- magnetic sensors are used as the stop dog detection sensor 223 and the high speed dog detection sensor 227 . It is also possible to consider a method in which high-speed dogs are continuously placed within a predetermined area, the speed is high while the high-speed dogs are detected, and the speed is switched to low when the high-speed dogs are no longer detected.
- the self-propelled pallet 9 is equipped with an optical communication unit 229, which is composed of a controller 231 and a communication head 233.
- a home position (HOME) is provided on the conveying path 1, and a stop dog 221 is provided at this home position (HOME).
- a host PC 241 and an optical communication unit 243 are also provided at the home position (HOME).
- the optical communication unit 243 is configured to include a controller 245 and a communication head 247.
- Fig. 3 illustrates the optical communication unit 243 at the home position (HOME).
- the optical communication unit 243 is substantially the same as the optical communication unit 229 installed on the self-propelled pallet 9 side.
- stations (ST1 to STn) are set at appropriate positions on the transport path 1, where a stop dog 221 is installed, as well as any robot (MC1 to MCn) and an optical communication unit 243.
- the robots (MC1 to MCn) are equipped with control devices such as PLCs.
- the stop dog 221 is detected by a stop dog detection sensor 223, which causes the self-propelled pallet 9 to stop.
- necessary communication and information processing are carried out between the PLC of the robots (MC1 to MCn), the controller 245 of the optical communication unit 243, and the controller 231 of the optical communication unit 229 of the self-propelled pallet 9.
- the robots (MC1 to MCn) perform predetermined tasks as necessary.
- branch points (1-n) are set at appropriate positions on the conveying path 1 to correspond to the branch junctions (BR1-BRn) already described. Stop dogs 221 are installed at these branch points (1-n), and a controller (CNTL) and an optical communication unit 243 are also installed.
- the stop dog 221 is detected by the stop dog detection sensor 223, which causes the self-propelled pallet 9 to stop. In this state, necessary communication and information processing are performed between the controller (CNTL), the controller 245 of the optical communication unit 243, and the controller 231 of the optical communication unit 229 of the self-propelled pallet 9.
- the switching unit 23 of the branch junction (BR1-BRn) performs a switching operation as necessary.
- junction points (JO1 to JOn) are set at appropriate positions on the transport path 1 to correspond to the junction junctions (JO1 to JOn) already described, and a stop dog 221 is installed there, as well as a controller (CNTL) and an optical communication unit device 243.
- the stop dog 221 is detected by the stop dog detection sensor 223, which causes the self-propelled pallet 9 to stop.
- necessary communication and information processing are performed between the controller (CNTL), the controller 245 of the optical communication unit 243, and the controller 231 of the optical communication unit 229 of the self-propelled pallet 9.
- the switching unit 23 of the junction junction (JO1 to JOn) performs a switching operation as necessary.
- lifting points (up 1 to up n) are set to correspond to the lifting sections (UP) already described, and a stop dog 221 is installed there, as well as a controller (CNTL) and an optical communication unit device 243.
- the stop dog 221 is detected by the stop dog detection sensor 223, which causes the self-propelled pallet 9 to stop.
- necessary communication and information processing are carried out between the controller (CNTL), the controller 245 of the optical communication unit 243, and the controller 231 of the optical communication unit 229 of the self-propelled pallet 9.
- the elevator performs a predetermined lifting/lowering operation.
- An optical communication unit device 243 is also installed in the upward section (UP).
- descent points (Down 1 to Down n) are set to correspond to the descent section (DOWN) already described, and a stop dog 221 is installed there, as well as a controller (CNTL) and an optical communication unit device 243.
- the stop dog 221 is detected by the stop dog detection sensor 223, which causes the self-propelled pallet 9 to stop.
- necessary communication and information processing are carried out between the controller (CNTL), the controller 245 of the optical communication unit 243, and the controller 231 of the optical communication unit 229 of the self-propelled pallet 9.
- An optical communication unit device 243 is also installed in the descending section (DOWN).
- the memory of the host PC 241 stores route information as shown in Figure 11.
- the vertical axis indicates route numbers, and the horizontal axis indicates whether or not work is being performed at each station (ST1 to STn).
- the controller 245 of the optical communication unit 243 in the above stations (ST1 to STn) selects route information for a predetermined route number from the route information shown in Figure 11 and transmits it to the self-propelled pallet 9 that has arrived at the home position (HOME).
- the self-propelled pallet 9 propels itself based on the route information for the received route number.
- the vertical axis of "ST2" displays either "ST2", "pass”, or "-”.
- ST2 means that a specific operation is performed at the station (ST2)
- "pass” means that the station (ST2) is passed but no operation is performed
- "-" means that the station (ST2) is not passed at all.
- node information is output from the optical transmission unit 243 to each self-propelled pallet 9.
- the node information is information for identifying each station (ST1 to STn).
- the self-propelled pallet 9 compares the pre-entered operating course information with the node information, determines whether or not work is being performed at that station (ST1 to STn), and outputs a through/stop signal.
- step S1 it is determined whether or not route information has been received from the host PC 241 (step S1).
- the above route information means all of the route information shown in Fig. 11. If it is determined that the route information has been received, the process proceeds to step S2, where the received route information is written into memory.
- step S11 it is determined whether or not a route number has been received from an external device (e.g., host PC 241, barcode/QR code (registered trademark) reader, etc.) (step S11). If a route number has been received, the process proceeds to step S12. In step S12, the route number is confirmed. Next, the process proceeds to step S13, where it is determined whether or not the self-propelled pallet 9 has arrived. If it is determined that the pallet has arrived, the process proceeds to step S14, where route information for the specified route number is registered in the self-propelled pallet 9.
- an external device e.g., host PC 241, barcode/QR code (registered trademark) reader, etc.
- FIG. 14 shows information processing in the controller 245 of the optical communication unit 243 of the stations (ST1 to STn).
- step S21 it is determined whether the self-propelled pallet 9 has arrived. If it is determined that it has arrived, the process proceeds to step S22.
- step S22 node information is transmitted to the self-propelled pallet 9.
- step S23 it is determined whether a through/stop signal has been received. If a through signal has been received, the process proceeds to step S24, where a departure command is output to the self-propelled pallet 9. On the other hand, if it is determined in step S23 that it has stopped, the process proceeds to step S25.
- step S25 the station work is performed by the robots (MC1 to MCn).
- step S26 it is determined whether the station work has been completed. If it is determined that it has been completed, the process proceeds to step S24. In addition, when the information processing in steps S25 and S26 is performed, necessary information processing is performed between the PLCs of the robots (MC1 to MCn).
- FIG. 15 shows information processing in the controller 245 of the optical communication unit 243 at the branch points (min 1 to min n).
- step S31 it is determined whether the self-propelled pallet 9 has arrived. If it is determined that the self-propelled pallet 9 has arrived, the process proceeds to step S32. In step S32, node information is transmitted to the self-propelled pallet 9.
- step S33 it is determined whether the next node information has been received. If it is determined that the next node information has been received, the process proceeds to step S34. In step S34, the orientation of the switching unit 23 is changed. Next, the process proceeds to step S35, where a departure command is output to the self-propelled pallet 9.
- step S34 communication with the controller (CNTL) and necessary information processing are performed.
- FIG. 16 shows information processing in the controller 245 of the optical communication unit 243 at the junction points (Jun1 to Junn).
- step S41 it is determined whether or not a self-propelled pallet 9 has arrived. If it is determined that a self-propelled pallet 9 has arrived, the process moves to step S42.
- step S42 an ID is requested from the self-propelled pallet 9.
- step S43 it is determined whether or not an ID has been received from the self-propelled pallet 9. If it is determined that an ID has been received, the process moves to step S44.
- step S44 it is determined whether or not another self-propelled pallet 9 is present in the junction (JO1 to JOn). If it is determined that no other self-propelled pallet 9 is present, the process moves to step S45. In step S45, a departure command is output to the self-propelled pallet 9. In addition, when the process of step S44 is performed, communication with the controller (CNTL) and necessary information processing are performed.
- step S51 it is determined whether or not route information has been received. If it is determined that the route information has been received, the process proceeds to step S52. In step S52, the route information is written to memory. Next, the process proceeds to step S53, where it is determined whether or not a departure command has been received. If it is determined that a departure command has been received, the process proceeds to step S54, where departure is executed.
- step S61 it is determined whether node information has been received from the station (ST1 to STn). If it is determined that node information has been received, the process proceeds to step S62. In step S62, a process is performed to compare the node information with the route information. Next, the process proceeds to step S63, where a through/stop is transmitted to the station side. Next, the process proceeds to step S64, where it is determined whether a departure command has been received. If it is determined that a departure command has been received, the process proceeds to step S65, where departure is executed.
- step S71 it is determined whether or not node information has been received from the branch point (min 1 to min n). If it is determined that node information has been received, the process proceeds to step S72. In step S72, the next node information is transmitted. Next, the process proceeds to step S73, where it is determined whether or not a departure command has been received. If it is determined that a departure command has been received, the process proceeds to step S74, where departure is executed.
- step S81 it is determined whether or not there is a request for a pallet ID from the merging point (junction 1 to junction n). If it is determined that there is a request for a pallet ID, the process proceeds to step S82. In step S82, the pallet ID is transmitted. Next, the process proceeds to step S83 where it is determined whether or not a departure command has been received. If it is determined that a departure command has been received, the process proceeds to step S84 where departure is executed.
- predetermined communication and information processing is carried out between the controller 245 of the optical communication unit 243 and the controller 231 of the optical communication unit 229 of the self-propelled pallet 9.
- the stop dog detection sensor 223 detects the stop dog 221 and stops it.
- the stop dog detection sensor 223 detects the stop dog 221 and stops it.
- the structure of the pallet self-propelled transport device can be simplified and assembly work can be facilitated. That is, the transport path 1 can be constructed simply by connecting the frames 3 and installing the left roller conveyor 5 and the right roller conveyor 7 on them, and then the self-propelled pallet 9 can be installed there and made to move by itself. Furthermore, since the frame 1 is integrally provided with a power supply protrusion 15 on which a rail 73 is installed, a configuration for self-propelled pallet 9 to self-propel along a predetermined route can be easily provided.
- the self-propelled pallet 9 is provided with one driving wheel 85 and three driven wheels 87, 89, 91 as a configuration for self-propelling, and these driving wheel 85 and three driven wheels 87, 89, 91 clamp and press the rail 73 with two on each side, thereby providing reliable and stable self-propelling.
- power supply to the self-propelled pallet 9 is achieved by pressing two electrodes 185, 187, 189, 191 on each side to the power supply conductors 71, 71 installed on the left and right sides of the power supply protrusion 15, thereby ensuring stable power supply.
- the left roller conveyor 5 and the right roller conveyor 7 can be easily disassembled and assembled, because a cartridge 41 of a predetermined length to which a desired number of rollers 43 are attached can be selected and installed on the frame 3, and when disassembling, the procedure is reversed.
- T-slots 17, 19 are formed in the bottom of the frame 3, so that the left roller conveyor 5 and the right roller conveyor 7 can be attached at any desired location by utilizing these T-slots 17, 19.
- the desired left roller conveyor 5 and right roller conveyor 7 can be configured simply by installing a cartridge 41 selected from the plurality of types on the frame 3 that has been laid out in advance.
- a host PC 241 is installed, an optical communication unit 229 is mounted on the self-propelled pallet 9, and an optical communication unit 243 is mounted on each of the home position (HOME), stations (ST1 to STn), branch points (1 to n), junction points (1 to n), ascent points (1 to n), and descent points (1 to n).
- route information is sent from the host PC 241 to the self-propelled pallet 9 side. Then, by communicating between the self-propelled pallet 9 and the optical communication unit 243 at each of the stations (ST1 to STn), branch points (1 to n), junction points (1 to n), ascent points (1 to n), and descent points (1 to n), a predetermined operation can be performed automatically. This simplifies the configuration required for control.
- a T-shaped rail 301 is used in the second embodiment, as shown in FIGS. 21 to 23.
- the T-shaped rail 301 is composed of a vertical portion 303 and a horizontal portion 305 at the upper end. As shown in FIG. 23, the horizontal portion 305 protrudes to the left and right to form roller contact portions 307, 307. Resin plate materials 308, 308 are embedded in the roller contact portions 307, 307.
- the T-shaped rail 301 is an extrusion molded product.
- one drive roller and three driven rollers are used to run along the I-shaped rail 73 (shown in FIG. 4), but in this second embodiment, as shown in FIG. 26, one drive roller 311 and two driven rollers 313, 315 are used to drive along the horizontal portion 305 of the T-shaped rail 301.
- the drive roller 311 is driven to rotate by the drive motor 83, as in the first embodiment.
- the driven roller 313 is fixed to a bush 314, and a bolt 317 is inserted into the hollow portion of the bush 314 and into a through hole (not shown) formed in the pallet body 81.
- a nut 321 is screwed onto the tip of the bolt 317 via a washer 319.
- the driven roller 313 is rotatably attached to a predetermined position on the pallet body 81.
- the arm 331 is fixed to the bush 333, and the bolt 335 is inserted into the hollow portion of the bush 333 and into a through hole (not shown) of the pallet body 81.
- a nut 339 is screwed onto the tip of the bolt 335 via a washer 337. This allows the arm 331 to be attached so as to be rotatable around the bolt 335.
- a bolt 341 is inserted into a through hole at the tip of the arm 331, and the driven roller 315 is rotatably attached to this bolt 341 via a bush 342.
- a nut 343 is screwed onto the bolt 341.
- the tip of the bolt 341 is disposed on the front side through an arc groove 345 formed in the pallet main body 81, and one end of a coil spring 347 is connected to the tip. The other end of the coil spring 347 is connected to a bolt 348 attached to the pallet main body 81.
- the driven roller 315 is attached rotatably around the bolt 341.
- the driven roller 315 is urged by the coil spring 347 toward the roller rolling contact portion 307 of the horizontal portion 303 of the rail 301.
- the drive roller 311 and the driven roller 313 are urged toward the roller rolling contact portion 307 on the opposite side of the horizontal portion 303 of the rail 301.
- the driven roller 315 is disposed opposite to and in the middle position between the drive roller 311 and the driven roller 313 as shown in FIG.
- the power supply structure is different from the first embodiment.
- recesses 381, 381 are provided on the left and right sides of the horizontal portion 305 of the T-shaped rail 301 on the underside.
- Power supply conductors 383, 383 are installed in these recesses 381, 381.
- a pair of electrode units 351, 351 are installed on the rear side of the pallet body 81 at the front end, and another pair of electrode units 351, 351 are installed at the rear end.
- the pair of electrode units 351, 351 and the other pair of electrode units 351, 351 are arranged at a greater distance in the travel direction compared to the first embodiment.
- the electrode unit 351 is configured as follows. First, the arm 353 is installed so that it can rotate around the bolt 355. That is, the arm 353 is fixed to the bush 357, and the bolt 355 is inserted into the hollow portion of the bush 357 and into a through hole (not shown) formed in the pallet body 81, and a nut 359 is screwed onto the tip of the bolt 355 as shown in FIG. 24.
- a pin 361 is inserted into a through hole (not shown) at the tip of the arm 353, and a bush 363 is inserted into the pin 361.
- a roller 365 is fixed to the bush 363.
- An electrode holder 369 is installed on the bush 363 via a coil spring 367, and an electrode 371 is held at the tip of the electrode holder 369.
- a coil spring 370 is installed on the outer periphery of the bolt 355, between the arm 353 and the pallet main body 81. One end of the coil spring 370 abuts against a bolt 372, and the other end abuts against a bolt 374.
- a cable 373 is drawn out from the electrode holder 361.
- the four electrode units 351 have the same configuration, and the same parts are denoted by the same reference numerals in the drawings, and the description thereof will be omitted.
- the electrodes 371, 371 of the pair of electrode units 351, 351 are inserted and placed in the recesses 341, 341 as shown in FIG. 23, and are pressed against the power supply conductors 343, 343.
- the electrodes 371, 371 of another pair of electrode units 351, 351 are inserted and placed in the recesses 341, 341 as shown in FIG. 23, and are pressed against the power supply conductors 343, 343.
- the rollers 365, 365, 365, 365 of the pair of electrode units 351, 351 and the other pair of electrode units 351, 351 are pressed against both the left and right sides of the vertical portion 303 of the T-shaped rail 301.
- Resin plates 376, 376 are embedded in both the left and right sides of the vertical portion 303.
- the above-mentioned pair of electrode units 351, 351 and another pair of electrode units 351, 351 are arranged at a greater distance along the traveling direction than in the first embodiment, so that the electrodes 363, 363 of any pair of electrode units 351, 351 are reliably abutted against the power supply conductors 343, 343, thereby enabling stable power supply. Furthermore, since the electrodes 363 of each electrode unit 351 are configured to be pressed against the power supply conductor 343 from below, the voltage is also stable, which also enables stable power supply.
- rollers 43, 43, 43 are attached to the cartridge frame 42, but in the second embodiment, two rollers 43, 43 are attached.
- a bush 371 is interposed between the roller 43 and the bearing 46.
- a plastic corner unit 411 is used, which is composed of a rail 413 with a T-shaped cross section and plastic tracks 415, 415 installed on both the left and right sides of the rail 413.
- the rail 413 is installed a specified amount higher than the horizontal part 305 of the rail 301.
- the tracks 415, 415 are also installed a specified amount higher than the bottom surface of the frame 3.
- a pair of balls 421, 421 are rotatably installed in the front and rear along the traveling direction, and another pair of balls 423, 423 are rotatably installed in the left and right direction perpendicular to the traveling direction.
- a pair of balls 421, 421 of the self-propelled pallet 9 rolls along the upper surface of the rail 413, and another pair of balls 423, 423 rolls along the upper surface of the running paths 415, 415.
- a magnetic sensor 431 is installed near the drive roller 311. Meanwhile, a magnetic body (not shown) is installed at a predetermined position on the drive roller 311 side. The magnetic sensor 431 detects the magnetic body, thereby detecting whether the drive roller 311 is rotating normally. If the magnetic sensor 431 does not detect the magnetic body for a predetermined time or if the detection continues, it is determined that an abnormality has occurred and the drive roller 311 is stopped and then restarted.
- the present embodiment it is possible to obtain the same effects as those of the first embodiment, and further, it is possible to obtain the following effects.
- the device is driven by three rollers, namely the drive roller 311 and the driven rollers 313 and 315, the configuration can be simplified compared to the case where four rollers are used.
- a more stable power supply can be achieved because the pair of electrode units 351, 351 and the other pair of electrode units 351, 351 are arranged at a greater distance in the running direction than in the first embodiment, the electrodes 363, 363 of any pair of electrode units 351, 351 are reliably abutted against the power supply conductors 343, 343, and the electrodes 363 of each electrode unit 351 are configured to be pressed against the power supply conductors 343 from below. Furthermore, the electrodes 363 of each electrode unit 351 are configured to be pressed against the power supply conductor 343 from below, thereby preventing an operator from accidentally touching a current-carrying portion. Furthermore, since the two rollers 43, 43 are attached to the cartridge frame 42, the construction can be simplified. Furthermore, the magnetic sensor 431 can detect an abnormality such as the drive roller 311 slipping.
- the present invention is not limited to the first and second embodiments.
- the arbitrary number is not limited to one, two, three, or seven, but may be any number as the word implies. Additionally, the configurations shown in the drawings are merely examples.
- the present invention relates to a self-propelled pallet transport device, and in particular to a device designed to transport objects from any location to any other location by running a self-propelled pallet along a roller conveyor installed along any track.
- this device is suitable for transporting parts in various factories, transporting packages at delivery sites, etc.
- REFERENCE SIGNS LIST 1 conveying path 3 frame 5 left roller conveyor 7 right roller conveyor 15 power supply projection 41 cartridge 43 roller 71 power supply conductor 73 rail 85 driving roller (driving wheel) 87 Driven roller (driven wheel) 89 Driven roller (driven wheel) 91 Driven roller (driven wheel) 185 Electrode 187 Electrode 189 Electrode 191 Electrode
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Conveyors (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025502116A JPWO2024176551A1 (https=) | 2023-02-21 | 2023-11-24 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-025077 | 2023-02-21 | ||
| JP2023025077 | 2023-02-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024176551A1 true WO2024176551A1 (ja) | 2024-08-29 |
Family
ID=92500714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/042181 Ceased WO2024176551A1 (ja) | 2023-02-21 | 2023-11-24 | パレット自走搬送装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2024176551A1 (https=) |
| WO (1) | WO2024176551A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63123106A (ja) * | 1986-11-12 | 1988-05-26 | Daifuku Co Ltd | 移動車の分岐走行制御設備 |
| JPH0836417A (ja) * | 1994-07-22 | 1996-02-06 | Okamura Corp | 走行搬送システムにおける走行制御装置 |
| JPH1195836A (ja) * | 1997-09-17 | 1999-04-09 | Nissan Motor Co Ltd | 無人搬送車の経路指示装置 |
| JPH11245804A (ja) * | 1998-03-05 | 1999-09-14 | Shinko Electric Co Ltd | 搬送システム |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SG11202112577UA (en) * | 2019-05-14 | 2021-12-30 | Murata Machinery Ltd | Transport system and transport control method |
-
2023
- 2023-11-24 JP JP2025502116A patent/JPWO2024176551A1/ja active Pending
- 2023-11-24 WO PCT/JP2023/042181 patent/WO2024176551A1/ja not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63123106A (ja) * | 1986-11-12 | 1988-05-26 | Daifuku Co Ltd | 移動車の分岐走行制御設備 |
| JPH0836417A (ja) * | 1994-07-22 | 1996-02-06 | Okamura Corp | 走行搬送システムにおける走行制御装置 |
| JPH1195836A (ja) * | 1997-09-17 | 1999-04-09 | Nissan Motor Co Ltd | 無人搬送車の経路指示装置 |
| JPH11245804A (ja) * | 1998-03-05 | 1999-09-14 | Shinko Electric Co Ltd | 搬送システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024176551A1 (https=) | 2024-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12030722B2 (en) | Traverser, base unit, and moving unit | |
| CN102341323B (zh) | 储存用设备,尤其是用于该设备的仓库货架和装卸机械 | |
| KR102460494B1 (ko) | 자율주행이 가능한 무인 운반차 | |
| JPWO2011065146A1 (ja) | 天井搬送車 | |
| JP2012121681A (ja) | 物品搬送装置及びこれを備えた物品搬送用の移動体 | |
| WO2024176551A1 (ja) | パレット自走搬送装置 | |
| WO2024176550A1 (ja) | パレット自走搬送装置 | |
| CN214988231U (zh) | 一种应用于agv物料传送装置 | |
| CN118833543A (zh) | 行驶限制装置 | |
| JPH06156628A (ja) | スタッカクレーン | |
| CN113086534A (zh) | 一种智能柔性摩擦滚轮输送设备 | |
| CN210972754U (zh) | 一种rgv小车 | |
| JPWO2024176551A5 (https=) | ||
| JPH11246007A (ja) | 搬送車 | |
| EP4714890A1 (en) | Stacker crane | |
| JPWO2024176550A5 (https=) | ||
| CN210260043U (zh) | Pcb板输送系统 | |
| CN111993568B (zh) | 安装设备及具有其的生产线 | |
| CN119302047A (zh) | 运输台车与可旋转且高度可调的元件供料器用更换装置 | |
| KR100805861B1 (ko) | 모노레일을 이용한 무인 화물 운반장치 | |
| CN115849243B (zh) | 升降机构及输送装置 | |
| CN224076379U (zh) | 一种rgv穿梭车用自动变更轨道 | |
| CN213168347U (zh) | 一种智能搬运agv | |
| JP2549036Y2 (ja) | 部品供給装置 | |
| JP7173073B2 (ja) | 昇降装置及び搬送システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23924195 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025502116 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025502116 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23924195 Country of ref document: EP Kind code of ref document: A1 |