WO2024142632A1 - 研磨方法、研磨装置、およびコンピュータ読み取り可能な記録媒体 - Google Patents
研磨方法、研磨装置、およびコンピュータ読み取り可能な記録媒体 Download PDFInfo
- Publication number
- WO2024142632A1 WO2024142632A1 PCT/JP2023/040890 JP2023040890W WO2024142632A1 WO 2024142632 A1 WO2024142632 A1 WO 2024142632A1 JP 2023040890 W JP2023040890 W JP 2023040890W WO 2024142632 A1 WO2024142632 A1 WO 2024142632A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polishing
- measurement
- data point
- measurement data
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/003—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving acoustic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/005—Control means for lapping machines or devices
- B24B37/013—Devices or means for detecting lapping completion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/02—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent
- B24B49/04—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent involving measurement of the workpiece at the place of grinding during grinding operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/10—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving electrical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/10—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving electrical means
- B24B49/105—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving electrical means using eddy currents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/12—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/14—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation taking regard of the temperature during grinding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
Definitions
- the present invention relates to a polishing method for polishing substrates such as wafers and panels, a polishing apparatus, and a computer-readable recording medium having recorded thereon a program for determining the physical quantities of the substrate during polishing.
- the manufacturing process of semiconductor devices includes various steps such as polishing insulating films such as SiO2 and polishing metal films such as copper and tungsten.
- the manufacturing process of back-illuminated CMOS sensors and through-silicon vias (TSVs) includes a step of polishing a silicon layer (silicon wafer) in addition to the step of polishing insulating films and metal films.
- Polishing of substrates such as wafers and panels is generally performed using a chemical mechanical polishing apparatus (CMP apparatus).
- CMP apparatus is configured to polish the surface of the substrate by supplying a slurry to a polishing pad attached to a polishing table while sliding the substrate against the polishing pad.
- the polishing of the substrate is terminated when the thickness of the film (insulating film, metal film, silicon layer, etc.) that constitutes the surface of the substrate reaches a predetermined target value. Therefore, the film thickness of the substrate is measured while the substrate is being polished.
- physical quantities such as the temperature, sound, and vibration of the substrate, which are indicative of the polishing condition, may be measured to monitor the polishing condition.
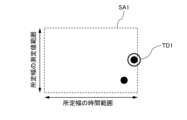
- a polishing apparatus in one aspect, includes a polishing table that supports a polishing tool having a polishing surface, a table motor that rotates the polishing table, a polishing head that presses the substrate against the polishing surface, a sensor that is installed in the polishing table and measures a physical quantity, and a processing system that determines whether or not each of a plurality of measurement data points that indicate the measurement values of the physical quantities and the measurement times at a plurality of measurement points measured during one rotation of the polishing table during polishing of the substrate is a valid data point, and determines a representative measurement value of the physical quantity based on the measurement values of the measurement data points that are determined to be valid data points for each rotation of the polishing table, the processing system being configured to count the number of measurement data points within a search area and determine that the measurement data point to be determined is the valid data point when the number of measurement data points within the search area is equal to or greater than a threshold value, and the search area is defined by a measurement value range of a predetermined width
- the valid data points are a plurality of valid data points and determining the representative measurement comprises calculating an average value of the plurality of valid data points.
- the program is configured to further cause the computer to execute the step of terminating polishing of the substrate when the representative measurement value reaches a target value.
- FIG. 1 is a schematic diagram illustrating an embodiment of a polishing apparatus.
- FIG. 4 is a schematic diagram showing an example of a plurality of measurement points in a measurement region.
- 1 is a graph showing an example of measurement data of physical quantities at a plurality of measurement points measured by a sensor.
- FIG. 13 is a diagram for explaining a method for determining a valid data point.
- FIG. 13 is a diagram for explaining a method for determining a valid data point.
- FIG. 13 illustrates valid data points determined by a processing system.
- the polishing head shaft 18 is connected to a polishing head lifting mechanism (including a ball screw mechanism, etc.) not shown.
- This polishing head lifting mechanism is configured to move the polishing head shaft 18 up and down relative to the polishing head arm 16.
- the up and down movement of the polishing head shaft 18 allows the polishing head 5 to move up and down relative to the polishing head arm 16 and the polishing table 3.
- the polishing apparatus further includes a sensor 30 that is installed in the polishing table 3 and measures a physical quantity.
- the physical quantity to be measured is any one of film thickness, temperature, sound, and vibration
- the sensor 30 is any one of a film thickness sensor, a temperature sensor, a sound sensor, and a vibration sensor.
- film thickness sensors include optical sensors and eddy current sensors.
- the sensor 30 rotates together with the polishing table 3 as indicated by the symbol A, and measures the physical quantity of the substrate W in a predetermined measurement area including on the substrate W held by the polishing head 5.
- the polishing apparatus further includes a trigger sensor 35 that detects the rotation of the polishing table 3.
- the trigger sensor 35 includes a dog 35a attached to the outer periphery of the polishing table 3, and a proximity sensor 35b arranged in close proximity to the dog 35a.
- the trigger sensor 35 detects a trigger signal indicating that the polishing table 3 has rotated once based on the positional relationship between the dog 35a and the proximity sensor 35b. More specifically, the proximity sensor 35b detects the trigger signal when the dog 35a is closest to the proximity sensor 35b due to the rotation of the polishing table 3.
- the proximity sensor 35b is connected to the processing system 40, and sends the detected trigger signal to the processing system 40.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Power Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Acoustics & Sound (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23911415.0A EP4644043A1 (en) | 2022-12-26 | 2023-11-14 | Polishing method, polishing device, and computer-readable recording medium |
| CN202380088869.3A CN120500399A (zh) | 2022-12-26 | 2023-11-14 | 研磨方法、研磨装置及计算机可读取记录介质 |
| KR1020257022495A KR20250132481A (ko) | 2022-12-26 | 2023-11-14 | 연마 방법, 연마 장치 및 컴퓨터 판독 가능한 기록 매체 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-208734 | 2022-12-26 | ||
| JP2022208734A JP2024092647A (ja) | 2022-12-26 | 2022-12-26 | 研磨方法、研磨装置、およびコンピュータ読み取り可能な記録媒体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024142632A1 true WO2024142632A1 (ja) | 2024-07-04 |
Family
ID=91717295
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/040890 Ceased WO2024142632A1 (ja) | 2022-12-26 | 2023-11-14 | 研磨方法、研磨装置、およびコンピュータ読み取り可能な記録媒体 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4644043A1 (enExample) |
| JP (1) | JP2024092647A (enExample) |
| KR (1) | KR20250132481A (enExample) |
| CN (1) | CN120500399A (enExample) |
| TW (1) | TW202440270A (enExample) |
| WO (1) | WO2024142632A1 (enExample) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010253627A (ja) | 2009-04-27 | 2010-11-11 | Ebara Corp | 研磨方法及び研磨装置及び基板の監視方法 |
| JP2021028099A (ja) * | 2019-08-09 | 2021-02-25 | 株式会社荏原製作所 | 終点検知装置、終点検知方法 |
| JP2021194748A (ja) * | 2020-06-17 | 2021-12-27 | 株式会社荏原製作所 | 研磨装置及びプログラム |
| JP2022170684A (ja) * | 2021-04-28 | 2022-11-10 | 株式会社荏原製作所 | 研磨装置および研磨方法 |
-
2022
- 2022-12-26 JP JP2022208734A patent/JP2024092647A/ja active Pending
-
2023
- 2023-11-14 CN CN202380088869.3A patent/CN120500399A/zh active Pending
- 2023-11-14 WO PCT/JP2023/040890 patent/WO2024142632A1/ja not_active Ceased
- 2023-11-14 EP EP23911415.0A patent/EP4644043A1/en active Pending
- 2023-11-14 KR KR1020257022495A patent/KR20250132481A/ko active Pending
- 2023-12-21 TW TW112149903A patent/TW202440270A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010253627A (ja) | 2009-04-27 | 2010-11-11 | Ebara Corp | 研磨方法及び研磨装置及び基板の監視方法 |
| JP2021028099A (ja) * | 2019-08-09 | 2021-02-25 | 株式会社荏原製作所 | 終点検知装置、終点検知方法 |
| JP2021194748A (ja) * | 2020-06-17 | 2021-12-27 | 株式会社荏原製作所 | 研磨装置及びプログラム |
| JP2022170684A (ja) * | 2021-04-28 | 2022-11-10 | 株式会社荏原製作所 | 研磨装置および研磨方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4644043A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202440270A (zh) | 2024-10-16 |
| KR20250132481A (ko) | 2025-09-04 |
| EP4644043A1 (en) | 2025-11-05 |
| JP2024092647A (ja) | 2024-07-08 |
| CN120500399A (zh) | 2025-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5196353A (en) | Method for controlling a semiconductor (CMP) process by measuring a surface temperature and developing a thermal image of the wafer | |
| KR100218309B1 (ko) | 씨엠피장치의 반도체웨이퍼 레벨링 감지장치 및 방법 | |
| JP2004531077A (ja) | 研磨パッドをコンディショニングする構造および方法 | |
| JP2005518654A (ja) | ウェハ特性の制御方法及びその制御システム | |
| JP6758247B2 (ja) | 洗浄装置および基板処理装置、洗浄装置のメンテナンス方法、並びにプログラム | |
| KR20130099843A (ko) | 연마 종점 검출 장치의 원격 감시 시스템 | |
| JP6509766B2 (ja) | 半導体製造装置および半導体装置の製造方法 | |
| WO2024142632A1 (ja) | 研磨方法、研磨装置、およびコンピュータ読み取り可能な記録媒体 | |
| JP2020013918A (ja) | 基板の周縁部を研磨するための研磨装置および研磨方法 | |
| US11279001B2 (en) | Method and apparatus for monitoring chemical mechanical polishing process | |
| JP3324235B2 (ja) | 加工物の研磨方法及びその研磨装置並びにそれを用いた半導体基板 | |
| JP5126657B2 (ja) | 研磨装置 | |
| JP2023159949A (ja) | 研磨終点検出のためのパラメータ調整方法および研磨終点検出システム | |
| TWI806898B (zh) | 用於晶圓上準確的感測器位置判定的振動校正 | |
| JP2000117626A (ja) | ウェーハ研磨装置及び研磨量検出方法 | |
| TW202335788A (zh) | 研磨終點檢測方法、研磨終點檢測系統、研磨裝置、及電腦可讀取之記錄媒體 | |
| JP3853106B2 (ja) | ポリッシング装置及び方法 | |
| US11897077B2 (en) | Semiconductor manufacturing apparatus | |
| US6254454B1 (en) | Reference thickness endpoint techniques for polishing operations | |
| JP7504713B2 (ja) | 半導体製造装置及び半導体製造方法 | |
| JP2006263876A (ja) | 研磨装置、研磨方法および半導体装置の製造方法 | |
| US20240424635A1 (en) | Polishing method, polishing apparatus, and non-transitory computer-readable recording medium | |
| TWI877799B (zh) | 壓電墊監測裝置及半導體製程工具的操作方法 | |
| TW202436028A (zh) | 研磨裝置、資訊處理裝置及程式 | |
| JPH11265860A (ja) | 部分研磨装置及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23911415 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380088869.3 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 1020257022495 Country of ref document: KR Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A15-NAP-PA0105 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023911415 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380088869.3 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023911415 Country of ref document: EP |