WO2024057532A1 - 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム - Google Patents
複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム Download PDFInfo
- Publication number
- WO2024057532A1 WO2024057532A1 PCT/JP2022/034766 JP2022034766W WO2024057532A1 WO 2024057532 A1 WO2024057532 A1 WO 2024057532A1 JP 2022034766 W JP2022034766 W JP 2022034766W WO 2024057532 A1 WO2024057532 A1 WO 2024057532A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tool
- execution
- correction
- control method
- load
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/123—Controlling or monitoring the welding process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K28/00—Welding or cutting not covered by groups B23K5/00 - B23K26/00
- B23K28/02—Combined welding or cutting procedures or apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/18—Compensation of tool-deflection due to temperature or force
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49206—Compensation temperature, thermal displacement, use measured temperature
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50245—Change tools, like laser head and drill having different driving needs
Definitions
- the present invention relates to a multi-tasking device, a method of controlling the multi-tasking device, and a program for executing the control method.
- a combined machining apparatus that can perform both cutting and friction stir welding is known (for example, Patent Document 1). It is known that there are two methods for controlling tools: position control suitable for cutting (for example, Patent Document 2) and thrust control suitable for friction stir welding (for example, Patent Document 3).
- Patent No. 6099291 Japanese Patent Application Publication No. 2010-172981 Japanese Patent Application Publication No. 2001-198683
- Patent Document 2 can change position control parameters depending on the type of tool, it does not disclose anything regarding thrust control.
- Patent Document 1 and Patent Document 3 do not disclose automatically detecting the type of tool and switching control parameters.
- the purpose of the technology disclosed in this application is to provide a multi-tasking device, a control method, and a program that can automatically switch between position control and thrust control depending on the type of tool.
- a control method is a control method for a multi-tasking device for performing cutting and friction stir welding, in which each of a plurality of tools that can be attached to the multi-tasking device performs a cutting process. This includes acquiring tool information indicating whether the tool is a tool for use in a friction stir welding process or a tool for friction stir welding.
- the control method includes acquiring an instruction representing an execution tool called by a machining program executed by the multitasking device, among the plurality of tools.
- the control method includes determining whether the execution tool is a cutting tool or a friction stir welding tool based on tool information and instructions.
- control method determines that the execution tool is a cutting tool
- the control method enables correction of the position of the execution tool based on the temperature detected from the temperature sensor provided in the multitasking device during cutting.
- the control method includes, when determining that the execution tool is a tool for friction stir welding, determining a load applied to the execution tool in friction stir welding, and validating correction of the position of the execution tool based on the load.
- determining the load applied to the execution tool is based on the load detected by the load sensor provided on the multitasking device or the friction stir welding tool. Including obtaining.
- the thrust correction code that instructs correction of the position of the execution tool based on the load preferably includes a code that defines the output value of the sensor, which corresponds to a load of 0, among the values of the load sensor.
- the correction of the position of the execution tool based on the load applied to the execution tool is correction of the position of the execution tool in the rotation axis direction.
- enabling the correction of the position of the execution tool based on the temperature may be based on the temperature detected from the temperature sensor.
- the method includes estimating the positional deviation from the position of the cutting edge of the execution tool when the temperature detected by the temperature sensor is a reference temperature, and correcting the position of the execution tool based on the positional deviation in the cutting process. .
- enabling correction of the position of the execution tool based on temperature defines machining by the execution tool of the machining program. This includes ignoring the thrust correction code even if the thrust correction code instructing correction of the position of the execution tool based on the load is included in the portion where the execution tool is corrected based on the load.
- enabling correction of the position of the execution tool based on the temperature is performed in a portion of the machining program that defines machining by the execution tool, based on the load. It includes notifying an error message if a thrust correction code instructing correction of the position of the execution tool is included.
- enabling correction of the position of the execution tool based on the load specifies machining by the execution tool of the machining program. If a thrust correction code that instructs correction of the position of the execution tool based on the load is included in the portion to be executed, executing the thrust correction code is included.
- enabling the correction of the position of the execution tool based on the load means that the thrust correction code is not used in the part of the machining program that defines machining by the execution tool. If not included, it includes not performing correction of the position of the working tool based on the load applied to the working tool or correction of the position of the working tool based on the temperature.
- control method further includes storing tool information input by the user in a storage means.
- Obtaining the tool information includes reading the tool information from the storage means.
- the correction of the position of the execution tool based on the load applied to the execution tool is performed so that the load does not substantially change. Includes feedback correction of the position of the execution tool.
- the program according to the eleventh aspect of the present disclosure includes instructions for causing the hardware processor to execute the processing of the control method according to any one of the first to tenth aspects when executed by the hardware processor of the multitasking device.
- a multi-tasking apparatus includes: means for executing the processing of the control method according to any one of the first to tenth aspects; a storage means configured to store tool information; a main shaft to which both a friction stir welding tool and a friction stir welding tool can be attached; a load sensor and a temperature sensor provided on at least one of the main shaft and the friction stir welding tool to detect a load; Equipped with
- the multi-tasking apparatus includes a tool magazine capable of storing both a cutting tool and a friction stir welding tool, and a main shaft between the tool magazine and the spindle. and a tool changer configured to change tools.
- the multitasking apparatus according to the twelfth or thirteenth aspect further includes an interface for inputting tool information by the user.
- the storage means is a memory.
- the means for executing the processing of the control method according to any one of the first to tenth aspects includes a program according to the eleventh aspect stored in a memory, and a hardware processor that executes the program.
- a twelfth aspect comprising a control method according to the first aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the first aspect, and means for executing the process of the control method according to the first aspect.
- the execution tool when it is determined that the execution tool is a cutting tool, correction of the position of the execution tool based on temperature, that is, position control is enabled, and when the execution tool is determined to be a tool for friction stir welding. If determined, correction of the position of the execution tool based on the load, that is, thrust control is enabled. Therefore, it is possible to automatically switch between position control and thrust control depending on the type of tool.
- a twelfth aspect comprising a control method according to the second aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the second aspect, and means for executing the process of the control method according to the second aspect.
- the load applied to the execution tool is detected by a load sensor provided in the combined processing device or the friction stir welding tool, so that the load applied to the execution tool can be detected with high accuracy.
- the thrust correction code that instructs the correction of the position of the execution tool based on the load includes a code that specifies the output value of the sensor corresponding to a load of 0 among the load sensor values, the load cell assembly, temperature If a signal is output from the load sensor due to the influence of elevation, etc., the value of that signal can be ignored.
- a twelfth aspect comprising a control method according to the third aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the third aspect, and means for executing the process of the control method according to the third aspect.
- a twelfth aspect comprising a control method according to the fourth aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the fourth aspect, and means for executing the process of the control method according to the fourth aspect.
- a twelfth aspect comprising a control method according to the fifth aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the fifth aspect, and means for executing the process of the control method according to the fifth aspect.
- a twelfth aspect comprising a control method according to the sixth aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the sixth aspect, and means for executing the process of the control method according to the sixth aspect.
- a twelfth aspect comprising a control method according to the seventh aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the seventh aspect, and means for executing the process of the control method according to the seventh aspect.
- a twelfth aspect comprising a control method according to the eighth aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the eighth aspect, and means for executing the process of the control method according to the eighth aspect.
- a twelfth aspect comprising a control method according to the ninth aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the ninth aspect, and means for executing the process of the control method according to the ninth aspect.
- a user registers whether a new tool is a cutting tool or a friction stir welding tool in a storage means, and the new tool is processed based on the information registered in the storage means.
- Multi-tasking equipment can automatically determine whether a tool is for cutting or for friction stir welding.
- a twelfth aspect comprising a control method according to the tenth aspect, a program according to the eleventh aspect that causes a hardware processor to execute the process of the control method according to the tenth aspect, and means for executing the process of the control method according to the tenth aspect.
- the thrust can be controlled so as to be constant, so that the processing quality of friction stir welding can be improved.
- cutting tools and friction stir welding tools can be stored without distinguishing between the types of tools, so the tool storage pockets of the tool magazine can be effectively utilized. Furthermore, since the tool for cutting and the tool for friction stir welding can be mechanically replaced, it is possible to increase the number of manufacturing processes that can be automated.
- the user can input tool information from the multi-tasking device, making it easy to register the tool information.
- the program since it is possible to check from the tool information whether the tool is for cutting or friction stir welding, there is no need to check what kind of tools are installed in the tool magazine of the multitasking equipment, and the program can be It is easy to create and modify.
- control according to the first to tenth aspects can be realized with a general-purpose architecture, so that the manufacturing cost of the multitasking apparatus can be reduced.
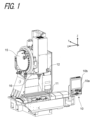
- FIG. 1 is a diagram illustrating the external configuration of a composite processing apparatus according to an embodiment.
- FIG. 2 is a diagram showing the configuration of an electronic circuit of the multitasking apparatus according to the embodiment.
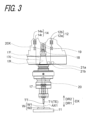
- FIG. 3 is a cross-sectional view showing an outline of the processing head of the multi-tasking apparatus shown in FIG.
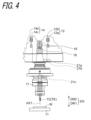
- FIG. 4 is a cross-sectional view showing an outline of the processing head of the multi-tasking apparatus shown in FIG.
- FIG. 5 is an enlarged perspective view showing the tool magazine and the tool changer.
- FIG. 6 is a flowchart showing the control method of the multitasking apparatus, that is, the operation of the control program.
- FIG. 7A is an example of tool data of a cutting tool.
- FIG. 7B is an example of tool data for a tool for friction stir welding.
- FIG. 8 is a flowchart showing details of the operation in step S2.
- FIG. 9 is a flowchart showing details of the operation in step S3.
- FIG. 10 is a flowchart showing details of the operation in step S4.
- FIG. 11 is a flowchart showing details of the operation in step S5.
- FIG. 12A is an example of a machining program for cutting.
- FIG. 12B is an example of a processing program for friction stir welding.
- FIG. 13A is another example of a machining program for cutting.
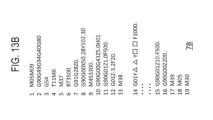
- FIG. 13B is another example of a processing program for friction stir welding.
- FIG. 1 is a perspective view showing the external configuration of a composite processing apparatus 1 for performing cutting and friction stir welding according to an embodiment.
- FIG. 2 is a diagram showing the configuration of an electronic circuit of the multitasking apparatus 1 according to the embodiment.
- the multi-tasking apparatus 1 includes a control panel 10, a processing table 11 that holds a workpiece W (see FIGS.
- the multitasking apparatus 1 may further include a cover that covers the above-mentioned components other than the control panel 10.
- the control panel 10 includes a numerical control device 2 that controls the operation of the multitasking device 1, and keys and buttons for the user to input machining conditions, etc. in the machining control executed by the numerical control device 2. , an input interface 10a such as a dial or a touch panel, and a display device 10b that displays machining conditions, detection results from various sensors, etc. to the user.
- the numerical control device 2 has a hardware processor 3, a memory 4, a bus 5, and an input/output interface 6.
- the memory 4 includes machining programs 7 such as welding programs and cutting programs, a control program 8 for controlling tools, and a tool indicating whether the tool is a cutting tool or a friction stir welding tool. Tool data 9 storing information is stored.
- the memory 4 may also be referred to as storage means. That is, the storage means is configured to store tool information.
- the hardware processor 3 executes various programs. In the embodiments that follow, the hardware processor 3 may be simply referred to as processor 3.
- FIGS. 3 and 4 are cross-sectional views schematically showing the processing head 12 of the composite processing device 1 shown in FIG. 1.
- the processing head 12 includes a hollow main shaft frame 12a forming a housing, and a main shaft 12b included in the main shaft frame 12a.
- the main shaft frame 12a of the processing head 12 is attached to an XYZ drive mechanism 13 shown in FIG. 2, and is movable in the three axial directions of XYZ.
- one end of the main shaft 12b is connected to a rotational drive device 14 such as a motor, and configured to rotate around a rotational axis AX1.
- the rotation drive device 14 includes a stator 14s fixed to the main shaft frame 12a and a rotor 14r fixed to the main shaft 12b.
- the XYZ drive mechanism 13 and the rotation drive device 14 are connected to the numerical control device 2 via the input/output interface 6.
- FIG. 3 shows a friction stir welding tool T1 according to an embodiment.
- Friction stir welding is a process in which the probe TT at the tip of the tool T1 is inserted between the two workpieces W1 and W2 while rotating, and the respective metal materials are softened and stirred by frictional heat, thereby joining the two workpieces W1 and W2. It means joining.
- FIG. 4 shows a cutting tool T2 according to the embodiment. As shown in FIGS. 3 and 4, tools T1 and T2 are held in a tool holder 17. As shown in FIGS.
- the tool holder 17 has a pull stud 18 at its upper end, and has a substantially truncated conical holder flange 17F connected to the pull stud 18.
- the holder flange 17F has a groove 17G cut out in the radial direction with respect to the rotation axis AX1 of the main shaft 12b.
- the main shaft 12b has a collet chuck 19 that can fit into the pull stud 18 and a key part 12K that can fit into the groove 17G.
- the collet chuck 19 is movable in the rotation axis direction DX along the rotation axis AX1 of the main shaft 12b.
- the collet chuck 19 is configured to open in the radial direction with respect to the rotation axis AX1 when shifted in the first direction DR1 from the pull stud 18 toward the tools T1 and T2 in the rotation axis direction DX, and the pull stud 18 is detachable. Become.
- the collet chuck 19 is configured to close in the radial direction with respect to the rotation axis AX1 when shifted in the second direction DR2 from the tools T1 and T2 toward the pull stud 18 in the rotation axis direction DX, and is fitted with the pull stud 18. Ru.
- both the cutting tool T2 and the friction stir welding tool T1 can be attached to the main shaft 14b.
- the tool attached to the spindle 14b will be referred to as an execution tool TE.
- the friction stir welding tool T1 has a load sensor 20 such as a load cell. Power is supplied to the load sensor 20 by an electromagnetic induction coupler (not shown), and the load sensor 20 can transmit the detected load value to the numerical control device 2 by wireless communication. That is, the input/output interface 6 includes a wireless communication interface.
- the load sensor 20 is provided in the tool T1 for friction stir welding, but it may be provided in the main shaft 12b.
- FIG. 3 shows a sensor 20X as an example of such a load sensor.
- the servo motor may be used as the load sensor 20 by utilizing the load applied to the servo motor of the XYZ moving mechanism 13 that moves the processing head 12.
- the main shaft frame 12a and the main shaft 12b have temperature sensors 21a and 21b such as thermocouples.
- the temperature sensor 21a is supplied with power by wire, and the temperature sensor 21b is supplied with power by an electromagnetic induction coupler (not shown).
- the temperature sensors 21a and 21b can transmit values representing detected temperatures to the numerical control device 2 via wireless communication.
- the temperature sensor 21a may transmit a value representing the detected temperature to the numerical control device 2 by wire instead of wirelessly.
- the cutting tool T2 has a temperature sensor 21c. Like the load sensor 20, the temperature sensor 21c is supplied with power by an electromagnetic induction coupler (not shown), and can transmit a value representing the detected temperature to the numerical control device 2 by wireless communication. Note that any one of the temperature sensors 21a to 21c may be omitted.
- the tool magazine 15 can store both a tool holder 17 that holds a friction stir welding tool T1 and a tool holder 17 that holds a cutting tool T2.
- FIG. 5 is an enlarged perspective view showing the tool magazine 15 and the tool changer 17.
- the tool magazine 15 includes a plurality of holding parts 15a that hold a plurality of tool holders 17, and a holding part moving device 15b that moves the plurality of holding parts 15a along a peripheral orbit.
- the tool magazine 15 may include a holder takeout device 15c that moves the tool holders 17 stored in the tool magazine 15 to a standby position PH where the tool changer 16 can access them.
- the tool exchange device 16 is configured to exchange tools between the tool magazine 15 and the main spindle 12b.
- the tool exchange device 16 includes a tool exchange arm 16a, an arm rotation device 16b that rotates the tool exchange arm 16a, and an arm movement device 16c that linearly moves the tool exchange arm 16a.
- the arm rotation device 16b rotates the tool exchange arm 16a around the additional rotation axis AX2. Further, the arm moving device 16c moves the tool exchange arm 16a in a direction parallel to the additional rotation axis AX2.
- the tool changing device 16 has gripping parts 16d and 16e having a configuration similar to a magic hand that can grip the tool holder 17 before and after changing.
- FIG. 6 is a flowchart of the control method of the multitasking apparatus 1, that is, the operation of the control program 8.
- the control program 8 includes instructions for causing the hardware processor 3 to execute the processing of the control method described in FIGS. 8 to 11 accompanying FIGS. 6 and 6 when executed by the hardware processor 3 of the multitasking device 1.
- the means for executing the processing of the control method described in FIGS. 8 to 11 accompanying FIGS. 6 and 6 includes a control program 8 stored in a memory 4 and a hardware processor 3 that executes the control program 8. . Referring to FIG.
- step S1 in the control method, the processor 3 that executes the control program 8 determines whether each of the plurality of tools that can be attached to the multitasking device 1 is a cutting tool T2 and a friction stir stirrer.
- Tool information (tool data 9) indicating whether the joining tool T1 is used is acquired.
- Obtaining the tool information includes reading the tool information from the memory 4 (storage means).
- FIG. 7A is an example of the tool data 9 of the cutting tool T2.
- FIG. 7B is an example of tool data 9 of the tool T1 for friction stir welding.
- the tool data 9 of the cutting tool T2 may include other correction parameters.
- TNo. corresponds to the T code.
- the T code indicates which holding part 15a of the plurality of holding parts 15a of the tool magazine 15 holds the tool holder 17 in accordance with the T code. Therefore, different T codes are assigned to different holding units 15a.
- the T code corresponds to a combination of tool name, nominal diameter, and suffix. Any alphabet can be assigned to the suffix. Therefore, different T codes can be assigned to multiple same tools by changing the suffix.
- the tool data 9 includes, in addition to the T code, tool name, nominal diameter, and suffix, tool length, tool diameter, probe diameter, and shoulder diameter (of the tool T1, the It may also include correction parameters that take into account tool wear, such as length correction amount, diameter correction amount, etc., as well as attribute information of other tools such as the contacting portion (with a diameter larger than the probe TT).
- the tool data 9 does not need to include information other than the T code, tool name, nominal diameter, and suffix. Whether the tool corresponding to each T code is a friction stir welding tool T1 or a cutting tool T2 is determined in the case where the tool name is FSW tool as one of the tool commands. 7A and 7B, when comparing tools for cutting and tools for friction stir welding, tools for friction stir welding have items unique to tools for friction stir welding, such as probe diameter and shoulder diameter. Therefore, if the machining program 7 includes an item specific to a tool, the processor 3 that executes the control program 8 determines that the item is unique to a friction stir welding tool and is an instruction representing the tool, regardless of the tool name. You may.
- step S3 in the control method the processor 3 that executes the control program 8 determines whether the execution tool TE is one of the friction stir welding tool T1 and the cutting tool T2 based on the tool information and the command. Determine which one it is. More specifically, when the tool name of the execution tool TE is the FSW tool, the processor 3 that executes the control program 8 determines that the execution tool TE is the stir welding tool T1. When the tool name of the execution tool TE is a name other than FSW tool, the processor 3 that executes the control program 8 determines that the execution tool TE is the cutting tool T2.
- this control method when the processor 3 that executes the control program 8 determines that the execution tool TE is the friction stir welding tool T1 in step S3, the processor 3 executes the execution tool TE detected from the load sensor 20 (20X) in step S4. Enables correction (thrust force control) of the position of the execution tool TE based on the load applied to the tool TE.
- this thrust force control means that the load applied to the execution tool TE detected by the load sensor 20 (20X) is adjusted to the insertion depth of the tool T1 (which can be obtained from the XYZ drive mechanism 13).
- the processor 3 that executes the control program 8 controls the insertion position of the tool T1 (position command sent to the XYZ drive mechanism 13) so that it approaches the target load corresponding to .
- the correction of the position of the execution tool TE based on the load applied to the execution tool TE includes feedback correction of the position of the execution tool TE such that the load remains substantially unchanged. Note that the correction of the position of the execution tool TE based on the load is the correction of the position of the execution tool TE in the rotation axis direction DX.
- step S3 when the processor 3 that executes the control program 8 determines that the execution tool TE is a cutting tool T2 in step S3, the processor 3 determines that the temperature detected by the temperature sensors 21a to 21c during cutting is determined in step S5. Enables correction of the position of the execution tool TE based on temperature (position control).
- position control means that, for example, as shown in International Publication No. 2021/044491, the temperatures detected by the temperature sensors 21a to 21c are based on the temperatures detected by the temperature sensors 21a to 21c, and the temperatures detected by the temperature sensors 21a to 21c are the reference temperatures.
- the positional deviation (thermal displacement) of the execution tool TE from the position of the cutting edge in a certain case is estimated, and the position of the execution tool TE is corrected based on the positional deviation (thermal displacement) in the cutting process.
- the positional deviation is estimated by multiplying the temperature deviation from the reference temperature by a predetermined coefficient for each of the temperature sensors 21a to 21c and calculating the sum.
- the blade edge deviation corresponding to the temperature deviation from the reference temperature of each temperature sensor 21a to 21c may be stored in a table or the like, and the positional deviation may be estimated by referring to the table.
- the correction of the position of the execution tool TE based on the temperature is the correction of the position of the execution tool TE in the rotation axis direction DX.
- FIG. 8 is a flowchart showing details of the operation of step S2.
- FIG. 9 is a flowchart showing details of the operation in step S3.
- FIG. 10 is a flowchart showing details of the operation in step S4.
- FIG. 11 is a flowchart showing details of the operation in step S5.
- FIG. 12A is an example of a machining program 7 for cutting.
- FIG. 12B is an example of a processing program 7 for friction stir welding.
- the program format of the machining program 7 in FIGS. 12A and 12B is called an interactive format.
- the machining program 7 written in an interactive format will be referred to as a machining program 7A.
- the machining program 7A is written in program code for numerically controlling the multi-tasking device 1.
- the machining program 7A defines at least the following contents.
- Basic coordinate unit How to set the workpiece coordinate system and machine coordinate system
- Processing unit Each part of the final machined shape
- the machining method, machining shape common unit, basic coordinate unit, and machining unit each have a unit number.
- a machining unit includes a unit number UNo., information that specifies the machining content (unit name), a tool sequence TS that sets tools T1 and T2 and cutting conditions for the tools T1 and T2, and information within the machining unit. and a shape sequence SS that defines the machining shape to be machined.
- the tool sequence TS refers to a series of machining stages necessary to form a machined shape (for example, one bar, one screw hole) of a portion defined by the processing unit.
- Shape sequence SS is a segment (segment) defined by the start point, end point, and connection relationship (straight line, arc, etc.) of the cutting edge of the tool in workpiece coordinates to determine the machining shape. segment).
- FIGS. 12A and 12B show an example in which the machining unit has one tool sequence TS and one shape sequence SS.
- a machining unit may also have multiple tool sequences.
- a machining unit may have multiple shape sequences.
- When a machining unit has multiple tool sequences and multiple shape sequences when executing the machining unit, first, the next tool sequence appears on the program for each tool sequence in the order in which the tool sequences are arranged. All the shape sequences up to and including are executed to move the tool so as to produce the shape indicated.
- Each tool sequence is distinguished by a sequence number SNo.
- Each shape sequence is distinguished by a number written in the FIG item.
- each shape sequence SS corresponding to the tool sequence TS has a code ('thrust control') indicating whether thrust control is to be performed or not. , contains a code specifying thrust ('thrust').
- 'thrust control' When thrust control is performed, the value of 'thrust control' is 'Yes', and when thrust control is not performed, the value of 'Thrust control' is 'No'.
- the 'thrust control' code and the 'thrust' code including the value 'do' are collectively referred to as a thrust force correction code that instructs correction of the position of the execution tool TE based on the load. If the value of the 'thrust control' code of the shape sequence SS is 'no', it is determined that the shape sequence SS does not include a thrust correction code.
- step S2 if the program format is an interactive format in step S21 of FIG. obtains the tool name of the tool sequence TS as an instruction representing the execution tool TE.
- the processor 3 that executes the machining program 7 acquires the tool name, nominal diameter, and suffix of the tool sequence TS, and refers to the tool data 9 to A process may also be performed in which a T code corresponding to the combination of the tool name, nominal diameter, and suffix is acquired, and the tool holder 17 held in the holding portion 15a corresponding to the acquired T code is attached to the spindle 12b.
- step S3 if the program format is an interactive format in step S31 of FIG. If it is a FSW tool, it is determined that the executed tool TE is a friction stir welding tool T1 until the next tool sequence TS is executed (step S34).
- the program code in the interactive format includes code relating to thrust control in each shape sequence SS, as described above.
- step S4 if the program format is an interactive format in step S41 of FIG. 10, the processor 3 that executes the control program 8 in the control method in step S42 adds a thrust correction code to the shape sequence SS. Determine whether it is included.
- step S42 If the shape sequence SS includes a thrust correction code (Yes in step S42), the processor 3 that executes the control program 8 in the control method executes thrust control until the next shape sequence SS is executed (step S42). S43). On the other hand, if the thrust correction code is not included in the shape sequence SS (No in step S42), the processor 3 that executes the control program 8 in the control method in step S44 specifies machining by the execution tool TE of the machining program 7A. In the portion (shape sequence SS), neither thrust control nor position control is executed.
- step S3 if the program format is an interactive format in step S31 of FIG. 9, in step S33, the processor 3 that executes the control program 8 in the control method executes It is determined that the execution tool TE is a cutting tool T2 (step S35). At this time, enabling the correction (position control) of the position of the execution tool TE based on the temperature described above means that the temperature detected from the temperature sensors 21a to 21c is based on the temperature detected from the temperature sensors 21a to 21c. Estimates the positional deviation (thermal displacement) from the position of the cutting edge of the execution tool TE when is the reference temperature, and corrects the position of the execution tool TE (position control) based on the positional deviation (thermal displacement) during cutting. Including carrying out. Specifically, in step S5, if the program format is an interactive format in step S51 of FIG. If it is not a tool, position control is executed until the next tool sequence TS is executed.
- the machining program 7 is not limited to the examples shown in FIGS. 12A and 12B, and may be applied to EIA (Electronic Industries Association)/ISO (International Organization for Standardization). on) may be the processing program 7 based on the format.
- the program format of the machining program 7 in FIGS. 13A and 13B is called a machining program 7B.
- FIG. 13A shows a machining program 7B using the cutting tool T2
- FIG. 13B shows a machining program 7B using the friction stir welding tool T1. Referring to the code on line number 4 in FIGS.
- the machining program 7B based on the EIA/ISO format uses the T code written immediately before the M6 code to create the tool T1 for friction stir welding and the tool T1 for cutting. It is possible to determine which one is the tool T2.
- step S2 if the program format is the EIA/ISO format in step S21 of FIG. Obtained as a command representing the execution tool TE.
- step S3 if the program format is EIA/ISO format in step S31 of FIG. Get the tool name corresponding to.
- the T code read from the machining program 7B is T10, and when the tool data 9 is referred to, the tool name of the execution tool TE whose T code is T10 is face mill, so the execution tool TE is is determined to be the cutting tool T2. That is, in step S33 in FIG. 9, the processor 3 that executes the control program 8 in the control method determines that the executed tool TE is the cutting tool T2 when the tool name of the tool sequence TS is not an FSW tool. (Step S35). In the example of FIG.
- the T code read from the machining program 7B is T11
- the tool name of the execution tool TE whose T code is T11 is the FSW tool
- the execution tool TE is is determined to be the cutting tool T2. That is, in step S33 in FIG. 9, the hardware processor 3 that executes the control program 8 in the control method determines whether the tool name of the tool sequence TS is an FSW tool, and if it is an FSW tool, the next Until the tool sequence TS is executed, it is determined that the executed tool TE is the friction stir welding tool T1 (step S34).
- the machining program 7B using the friction stir welding tool T1 is programmed with the M6 code to switch to the friction stir welding tool T1, and then the M37 code (line number 5 in FIG. 13B) that resets the thrust control. code).
- the M37 code is called, the value of the load cell of the M37 code at that time is set as zero thrust.
- the M37 code defines the output value of the sensor corresponding to a load of 0 among the values of the load sensor 20 (20X).
- the machining program 7B using the friction stir welding tool T1 then includes a BT3500 code (the code at line number 6 in FIG. 13B) that specifies the thrust force.
- the machining program 7B using the friction stir welding tool T1 includes an M38 code (the code at line number 13 in FIG. 13B) for executing thrust control after the code for specifying coordinates.
- the machining program 7B using the friction stir welding tool T1 includes an M39 code (code at line number 17 in FIG. 13B) for canceling thrust control after the code for moving the friction stir welding tool T2.
- the M37 code, the BT3500 code, and the M38 code are collectively referred to as a thrust correction code that instructs correction of the position of the execution tool TE based on the load.
- the multi-tasking device 1 may display an invalid M37 code (or , BT3500 code, M38 code, M39 code), but it was ignored.'' is displayed, the thrust correction code is ignored, and position control is executed. Further, when the tool name corresponding to the T code is an FSW tool, if the program code in EIA/ISO format includes a thrust force correction code, thrust force control is executed according to that code. If the tool name corresponding to the T code is an FSW tool and the program code in EIA/ISO format does not include a thrust correction code, the multitasking device 1 performs neither position control nor thrust control.
- the fact that the machining program 7B shown in FIG. 13A does not include any code related to correcting the position of the execution tool TE based on the temperatures detected from the temperature sensors 21a to 21c means that the processor 3 that executes the control program 8 This does not mean that no control is exercised.
- Enabling correction (position control) of the position of the execution tool TE based on the temperature when the execution tool TE is the cutting tool T2 is based on the temperature detected from the temperature sensors 21a to 21c.
- the positional deviation (thermal displacement) of the execution tool TE from the position of the cutting edge is estimated, and the execution tool is used in cutting based on the positional deviation (thermal displacement).
- step S5 if the program format is EIA/ISO format in step S51 of FIG. 11 and the code of the machining process called by the machining program 7 does not include a thrust correction code (No in step S53).
- step S52 the processor 3 that executes the control program 8 in the control method executes position control in the portion of the machining program 7B that defines machining by the execution tool TE. That is, in this control method, the processor 3 that executes the control program 8 executes position control until the tool is replaced by another tool using the M6 code or until the machining program 7B ends using the M30 code.
- the program format is EIA/ISO format in step S51 of FIG.
- the processor 3 that executes the control program 8 in the control method in step S54 executes , even if a thrust correction code instructing correction of the position of the execution tool TE based on the load is included, the thrust correction code is ignored.
- enabling the temperature-based correction (position control) of the position of the execution tool TE means that the part of the machining program 7B that specifies machining by the execution tool TE instructs the correction of the position of the execution tool TE based on the load.
- step S55 the processor 3 that executes the control program 8 in the control method causes the display device 10b to display an error message.
- enabling the temperature-based correction (position control) of the position of the execution tool TE means that the part of the machining program 7B that specifies machining by the execution tool TE instructs the correction of the position of the execution tool TE based on the load. This includes notifying an error message if a thrust correction code is included.
- Step S4 validating the correction (thrust force control) of the position of the execution tool TE based on the load applied to the execution tool TE in step S4 means that when the program format is the EIA/ISO format in step S41, the machining program 7B If a thrust force correction code is included in the part that defines machining by the execution tool TE (Step S45: Yes), the thrust force correction code is executed (Step S43). Specifically, in the control method, the processor 3 that executes the control program 8 executes thrust control based on the thrust correction code from when the M38 code is called until when the M39 code or the M30 code is called.
- the program format is EIA/ISO format in step S41 of FIG. If the thrust correction code is not included in the code for the machining process (the part that defines machining by the execution tool TE of the machining program 7B) (No in step S45), the control program 8 is executed in the control method in step S44.
- the processor 3 does not execute thrust control or position control in the portion of the machining program 7B that defines machining by the execution tool TE.
- enabling the correction (thrust force control) of the position of the execution tool TE based on the load is effective if the thrust correction code is not included in the part of the machining program 7B that specifies machining by the execution tool TE.
- the processor 3 that executes the control program 8 in the control method moves the execution tool TE based only on the code for moving the execution tool TE (the code at line number 14 in FIGS. 13A and 13B).
- the control program 8 also has a function of editing tool information registered in the tool data 9. Specifically, in the control method, the processor 3 that executes the control program 8 displays indicators such as texts and icons corresponding to the items shown in the first line of FIGS. 7A and 7B, and the second line of FIGS. 7A and 7B. A process of displaying an input form such as a text box or a list box corresponding to the content shown in the row on the display device 10b is executed. In the control method, the processor 3 that executes the control program 8 causes the memory 4 to store information input by the user via the input interface 10a in the input form. That is, in the control method, the processor 3 that executes the control program 8 causes the storage means to execute a process of storing tool information input by the user.
- the input interface 10a and the display device 10b are interfaces for the user to input the tool information.
- the temperature set in the multi-tasking apparatus 1 or the cutting tool T2 during cutting is This includes enabling correction of the position of the execution tool TE based on the temperature detected from the sensors 21a to 21c.
- the multitasking apparatus 1 and the control method thereof according to the present embodiment are installed in the multitasking apparatus 1 or the friction stir welding tool T1 in friction stir welding.
- the multitasking device 1 is a vertical machining center, but the multitasking device 1 can also perform cutting and friction stir welding in a multitasking device including a horizontal machining center, a lathe, and an additive manufacturing device. If both are possible, the contents of this embodiment are applicable.
- a part or all of the functions of the logic of the control program 8 of the numerical control device 2 described above may be realized by a dedicated processor or integrated circuit.
- the above-mentioned control program 8 can be executed not only in the memory 4 built into the numerical control device 2, but also in disks such as floppy disks, optical disks, CD-ROMs, and magnetic disks, SD cards, USB memories, and external hard disks. It may be recorded on a storage medium that is removable from the computer and readable by the numerical control device 2.
- member can have multiple meanings, such as a single part or multiple parts.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Optics & Photonics (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Numerical Control (AREA)
- Automatic Control Of Machine Tools (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/034766 WO2024057532A1 (ja) | 2022-09-16 | 2022-09-16 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| CN202280098152.2A CN119546412A (zh) | 2022-09-16 | 2022-09-16 | 复合加工装置、复合加工装置的控制方法和用于执行控制方法的程序 |
| EP22958851.2A EP4501531A4 (en) | 2022-09-16 | 2022-09-16 | COMPOSITE MACHINING DEVICE, CONTROL METHOD FOR COMPOSITE MACHINING DEVICE, AND PROGRAM FOR EXECUTING CONTROL METHOD |
| JP2023521603A JP7305903B1 (ja) | 2022-09-16 | 2022-09-16 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| PCT/JP2023/009006 WO2024057584A1 (ja) | 2022-09-16 | 2023-03-09 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| EP23864950.3A EP4501532A4 (en) | 2022-09-16 | 2023-03-09 | COMBINED MACHINING APPARATUS, CONTROL METHOD FOR COMBINED MACHINING APPARATUS, AND PROGRAM FOR EXECUTING CONTROL METHOD |
| CN202380052669.2A CN119522148A (zh) | 2022-09-16 | 2023-03-09 | 复合加工装置、复合加工装置的控制方法和用于执行控制方法的程序 |
| JP2023545376A JP7362975B1 (ja) | 2022-09-16 | 2023-03-09 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| US19/023,347 US20250153266A1 (en) | 2022-09-16 | 2025-01-16 | Combined machining apparatus, method to perform cutting and friction stir welding, and computer readable storage medium |
| US19/045,554 US20250178121A1 (en) | 2022-09-16 | 2025-02-05 | Combined machining apparatus, method for controlling the combined machining apparatus, and program for performing the method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/034766 WO2024057532A1 (ja) | 2022-09-16 | 2022-09-16 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US19/023,347 Continuation US20250153266A1 (en) | 2022-09-16 | 2025-01-16 | Combined machining apparatus, method to perform cutting and friction stir welding, and computer readable storage medium |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024057532A1 true WO2024057532A1 (ja) | 2024-03-21 |
Family
ID=87072395
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/034766 Ceased WO2024057532A1 (ja) | 2022-09-16 | 2022-09-16 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
| PCT/JP2023/009006 Ceased WO2024057584A1 (ja) | 2022-09-16 | 2023-03-09 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/009006 Ceased WO2024057584A1 (ja) | 2022-09-16 | 2023-03-09 | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250153266A1 (https=) |
| EP (1) | EP4501531A4 (https=) |
| JP (1) | JP7305903B1 (https=) |
| CN (1) | CN119546412A (https=) |
| WO (2) | WO2024057532A1 (https=) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4501532A4 (en) * | 2022-09-16 | 2025-09-03 | Yamazaki Mazak Corp | COMBINED MACHINING APPARATUS, CONTROL METHOD FOR COMBINED MACHINING APPARATUS, AND PROGRAM FOR EXECUTING CONTROL METHOD |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020050508A1 (en) | 2000-10-27 | 2002-05-02 | Fumio Yoshinaga | Compound machining device and friction stir bonding method |
| JP2005508256A (ja) * | 2001-11-02 | 2005-03-31 | ザ・ボーイング・カンパニー | 圧縮残留応力パターンを有する溶接継手を形成するための方法及び装置 |
| US20080083817A1 (en) | 2006-10-05 | 2008-04-10 | The Boeing Company | Process Control System for Friction Stir Welding |
| EP2101233A2 (en) | 2008-03-11 | 2009-09-16 | Fanuc Ltd | Numerical controller having function to switch between pressure control and position control |
| JP2012139741A (ja) * | 2010-12-28 | 2012-07-26 | Okuma Corp | 工作機械の熱変位補正装置及び方法 |
| WO2016067874A1 (ja) * | 2014-10-29 | 2016-05-06 | ヤマザキマザック株式会社 | 熱変位補正量設定変更装置を備える工作機械 |
| WO2017115401A1 (ja) * | 2015-12-28 | 2017-07-06 | ヤマザキマザック株式会社 | 摩擦攪拌接合用工具及び工作機械 |
| JP2019063867A (ja) * | 2017-08-30 | 2019-04-25 | メガスター・テクノロジーズ・エルエルシー | 摩擦攪拌接合のための備え付けツールハンドラ |
| WO2021044491A1 (ja) | 2019-09-02 | 2021-03-11 | ヤマザキマザック株式会社 | 制御装置、工作機械、算出方法及びプログラム |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6302315B1 (en) * | 2000-05-01 | 2001-10-16 | General Tool Company | Friction stir welding machine and method |
| JP2003136255A (ja) * | 2001-11-05 | 2003-05-14 | Yaskawa Electric Corp | 摩擦撹拌接合方法およびその装置 |
| JP2004136331A (ja) * | 2002-10-18 | 2004-05-13 | Hitachi Ltd | 摩擦攪拌接合装置及び接合方法 |
| CN109551246A (zh) * | 2019-02-02 | 2019-04-02 | 杨晔 | 一种多功能搅拌摩擦焊机 |
-
2022
- 2022-09-16 EP EP22958851.2A patent/EP4501531A4/en active Pending
- 2022-09-16 CN CN202280098152.2A patent/CN119546412A/zh active Pending
- 2022-09-16 WO PCT/JP2022/034766 patent/WO2024057532A1/ja not_active Ceased
- 2022-09-16 JP JP2023521603A patent/JP7305903B1/ja active Active
-
2023
- 2023-03-09 WO PCT/JP2023/009006 patent/WO2024057584A1/ja not_active Ceased
-
2025
- 2025-01-16 US US19/023,347 patent/US20250153266A1/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020050508A1 (en) | 2000-10-27 | 2002-05-02 | Fumio Yoshinaga | Compound machining device and friction stir bonding method |
| JP2005508256A (ja) * | 2001-11-02 | 2005-03-31 | ザ・ボーイング・カンパニー | 圧縮残留応力パターンを有する溶接継手を形成するための方法及び装置 |
| US20080083817A1 (en) | 2006-10-05 | 2008-04-10 | The Boeing Company | Process Control System for Friction Stir Welding |
| EP2101233A2 (en) | 2008-03-11 | 2009-09-16 | Fanuc Ltd | Numerical controller having function to switch between pressure control and position control |
| JP2012139741A (ja) * | 2010-12-28 | 2012-07-26 | Okuma Corp | 工作機械の熱変位補正装置及び方法 |
| WO2016067874A1 (ja) * | 2014-10-29 | 2016-05-06 | ヤマザキマザック株式会社 | 熱変位補正量設定変更装置を備える工作機械 |
| WO2017115401A1 (ja) * | 2015-12-28 | 2017-07-06 | ヤマザキマザック株式会社 | 摩擦攪拌接合用工具及び工作機械 |
| JP2019063867A (ja) * | 2017-08-30 | 2019-04-25 | メガスター・テクノロジーズ・エルエルシー | 摩擦攪拌接合のための備え付けツールハンドラ |
| WO2021044491A1 (ja) | 2019-09-02 | 2021-03-11 | ヤマザキマザック株式会社 | 制御装置、工作機械、算出方法及びプログラム |
Non-Patent Citations (2)
| Title |
|---|
| ANONYMOUS: "Controller manual V420-V500 MillPlus", CONTROLLER MANUAL, HEIDENHAIN NUMERIC B.V., NL, vol. 410, 1 April 2001 (2001-04-01), NL, pages 1 - 532, XP009566231 |
| HORIZONTAL RESEARCH ACTIVITIES INVOLVING SME’S CO-OPERATIVE RESEARCH (CRAFT): "LOSTIR Development of a Low Cost Processing Unit for Friction Stir Welding", LOSTIR SME CONSORTIUM MEMBERS 2007, 1 January 2007 (2007-01-01), pages 1 - 14, XP093370532 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN119546412A (zh) | 2025-02-28 |
| EP4501531A4 (en) | 2025-08-06 |
| JP7305903B1 (ja) | 2023-07-10 |
| JPWO2024057532A1 (https=) | 2024-03-21 |
| US20250153266A1 (en) | 2025-05-15 |
| EP4501531A1 (en) | 2025-02-05 |
| WO2024057584A1 (ja) | 2024-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5905158B2 (ja) | 数値制御装置 | |
| CN202780640U (zh) | 机床的工具更换装置 | |
| JP6254153B2 (ja) | オフセット番号設定装置 | |
| JP7414507B2 (ja) | 制御装置、計測システム、計測方法 | |
| US20250153266A1 (en) | Combined machining apparatus, method to perform cutting and friction stir welding, and computer readable storage medium | |
| WO2010095164A1 (ja) | 数値制御装置、数値制御装置の制御方法、及びシステムプログラム | |
| JP6076503B2 (ja) | 工作機械の制御装置 | |
| JP6638979B2 (ja) | 加工工程管理機能付き数値制御装置および加工工程管理プログラム | |
| CN108693831B (zh) | 模拟装置、程序生成装置、控制装置及计算机的显示方法 | |
| JP7362975B1 (ja) | 複合加工装置、複合加工装置の制御方法、及び、制御方法を実行させるためのプログラム | |
| JP5971842B2 (ja) | ロボット制御装置 | |
| CN115698877B (zh) | 控制装置以及控制方法 | |
| TW201400998A (zh) | 數值控制裝置 | |
| JP2010179388A (ja) | ロボット教示システム | |
| WO2022269816A1 (ja) | 数値制御装置、画面作成システム、及び数値制御装置が読み取り可能な命令を記憶する記憶媒体 | |
| CN113467380A (zh) | 数值控制装置 | |
| WO2024090371A1 (ja) | Ncプログラム作成 | |
| JP2016162265A (ja) | 補正値入力装置 | |
| US20250238011A1 (en) | Tool status display device, numerical controller for machine tool, machine tool, and tool preparation method | |
| JP7088742B2 (ja) | 加工システム、加工機、加工機の制御方法及びプログラム | |
| WO2025062627A1 (ja) | 工作機械 | |
| JP3823938B2 (ja) | プログラム作成装置 | |
| JP2024007645A (ja) | コマンド表示装置 | |
| JP2024134563A (ja) | 工作機械 | |
| JP2002036031A (ja) | 放電加工用nc装置及び放電加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2023521603 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22958851 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022958851 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022958851 Country of ref document: EP Effective date: 20241030 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280098152.2 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202280098152.2 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |