WO2024048416A1 - 炭素繊維束コンポジットの製造方法および炭素繊維コンポジットシートの製造方法 - Google Patents
炭素繊維束コンポジットの製造方法および炭素繊維コンポジットシートの製造方法 Download PDFInfo
- Publication number
- WO2024048416A1 WO2024048416A1 PCT/JP2023/030542 JP2023030542W WO2024048416A1 WO 2024048416 A1 WO2024048416 A1 WO 2024048416A1 JP 2023030542 W JP2023030542 W JP 2023030542W WO 2024048416 A1 WO2024048416 A1 WO 2024048416A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- carbon fiber
- less
- manufacturing
- bundling
- liquid
- Prior art date
Links
- 229920000049 Carbon (fiber) Polymers 0.000 title claims abstract description 557
- 239000004917 carbon fiber Substances 0.000 title claims abstract description 557
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 title claims abstract description 351
- 239000002131 composite material Substances 0.000 title claims abstract description 109
- 238000000034 method Methods 0.000 title claims abstract description 80
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 101
- 229920005989 resin Polymers 0.000 claims abstract description 90
- 239000011347 resin Substances 0.000 claims abstract description 90
- 229920000742 Cotton Polymers 0.000 claims abstract description 65
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 51
- 238000002156 mixing Methods 0.000 claims abstract description 28
- 239000007788 liquid Substances 0.000 claims description 308
- 238000004519 manufacturing process Methods 0.000 claims description 213
- 239000000835 fiber Substances 0.000 claims description 109
- 239000003822 epoxy resin Substances 0.000 claims description 75
- 229920000647 polyepoxide Polymers 0.000 claims description 75
- 229920001567 vinyl ester resin Polymers 0.000 claims description 37
- 239000002562 thickening agent Substances 0.000 claims description 35
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims description 33
- 238000003756 stirring Methods 0.000 claims description 31
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims description 30
- 229920006337 unsaturated polyester resin Polymers 0.000 claims description 29
- 239000005056 polyisocyanate Substances 0.000 claims description 28
- 229920001228 polyisocyanate Polymers 0.000 claims description 28
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 claims description 26
- 239000003085 diluting agent Substances 0.000 claims description 23
- 239000004593 Epoxy Substances 0.000 claims description 20
- 239000011342 resin composition Substances 0.000 claims description 18
- 150000001875 compounds Chemical class 0.000 claims description 17
- 239000003063 flame retardant Substances 0.000 claims description 17
- 239000011134 resol-type phenolic resin Substances 0.000 claims description 17
- 150000001412 amines Chemical class 0.000 claims description 15
- 239000000047 product Substances 0.000 claims description 15
- 239000007870 radical polymerization initiator Substances 0.000 claims description 11
- 230000008719 thickening Effects 0.000 claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 9
- 230000004931 aggregating effect Effects 0.000 claims description 8
- 239000003365 glass fiber Substances 0.000 claims description 8
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 claims description 7
- 229910001860 alkaline earth metal hydroxide Inorganic materials 0.000 claims description 7
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 claims description 7
- 239000005011 phenolic resin Substances 0.000 claims description 7
- LOYDTBZMMPQJNI-UHFFFAOYSA-N 3a-methyl-5,6-dihydro-4h-2-benzofuran-1,3-dione Chemical compound C1CCC=C2C(=O)OC(=O)C21C LOYDTBZMMPQJNI-UHFFFAOYSA-N 0.000 claims description 6
- 239000012948 isocyanate Substances 0.000 claims description 6
- 150000002513 isocyanates Chemical class 0.000 claims description 6
- VYKXQOYUCMREIS-UHFFFAOYSA-N methylhexahydrophthalic anhydride Chemical compound C1CCCC2C(=O)OC(=O)C21C VYKXQOYUCMREIS-UHFFFAOYSA-N 0.000 claims description 6
- 239000004641 Diallyl-phthalate Substances 0.000 claims description 5
- 229910000287 alkaline earth metal oxide Inorganic materials 0.000 claims description 5
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 claims description 5
- 239000007795 chemical reaction product Substances 0.000 claims description 5
- 150000007522 mineralic acids Chemical class 0.000 claims description 5
- 150000003141 primary amines Chemical class 0.000 claims description 5
- 150000003335 secondary amines Chemical class 0.000 claims description 5
- 238000000151 deposition Methods 0.000 claims description 4
- 150000007524 organic acids Chemical class 0.000 claims description 4
- 229920003987 resole Polymers 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 2
- 238000005096 rolling process Methods 0.000 claims description 2
- 230000008569 process Effects 0.000 description 29
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 17
- 230000001681 protective effect Effects 0.000 description 17
- -1 methacryloyl Chemical group 0.000 description 16
- 239000003677 Sheet moulding compound Substances 0.000 description 15
- 238000002474 experimental method Methods 0.000 description 15
- 239000002699 waste material Substances 0.000 description 15
- 239000000463 material Substances 0.000 description 12
- 238000000465 moulding Methods 0.000 description 12
- 239000000843 powder Substances 0.000 description 12
- 239000007858 starting material Substances 0.000 description 11
- 239000002253 acid Substances 0.000 description 10
- 150000002460 imidazoles Chemical class 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 229920005862 polyol Polymers 0.000 description 9
- 150000003077 polyols Chemical class 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 8
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 8
- 229930185605 Bisphenol Natural products 0.000 description 7
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 7
- 229920003023 plastic Polymers 0.000 description 7
- 239000004033 plastic Substances 0.000 description 7
- 150000003839 salts Chemical class 0.000 description 7
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 6
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- 150000007513 acids Chemical class 0.000 description 6
- 229910052698 phosphorus Inorganic materials 0.000 description 6
- 239000011574 phosphorus Substances 0.000 description 6
- 238000002144 chemical decomposition reaction Methods 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 239000012530 fluid Substances 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 238000004513 sizing Methods 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 4
- 230000009471 action Effects 0.000 description 4
- 125000000217 alkyl group Chemical group 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000012779 reinforcing material Substances 0.000 description 4
- 238000005979 thermal decomposition reaction Methods 0.000 description 4
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- YRKCREAYFQTBPV-UHFFFAOYSA-N acetylacetone Natural products CC(=O)CC(C)=O YRKCREAYFQTBPV-UHFFFAOYSA-N 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 3
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 3
- 239000000347 magnesium hydroxide Substances 0.000 description 3
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 150000001451 organic peroxides Chemical class 0.000 description 3
- 230000001590 oxidative effect Effects 0.000 description 3
- 229920002239 polyacrylonitrile Polymers 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000010526 radical polymerization reaction Methods 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- RUEBPOOTFCZRBC-UHFFFAOYSA-N (5-methyl-2-phenyl-1h-imidazol-4-yl)methanol Chemical compound OCC1=C(C)NC(C=2C=CC=CC=2)=N1 RUEBPOOTFCZRBC-UHFFFAOYSA-N 0.000 description 2
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- LXBGSDVWAMZHDD-UHFFFAOYSA-N 2-methyl-1h-imidazole Chemical compound CC1=NC=CN1 LXBGSDVWAMZHDD-UHFFFAOYSA-N 0.000 description 2
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- PAYRUJLWNCNPSJ-UHFFFAOYSA-N Aniline Chemical compound NC1=CC=CC=C1 PAYRUJLWNCNPSJ-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229920000388 Polyphosphate Polymers 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- UUQQGGWZVKUCBD-UHFFFAOYSA-N [4-(hydroxymethyl)-2-phenyl-1h-imidazol-5-yl]methanol Chemical compound N1C(CO)=C(CO)N=C1C1=CC=CC=C1 UUQQGGWZVKUCBD-UHFFFAOYSA-N 0.000 description 2
- WGQKYBSKWIADBV-UHFFFAOYSA-N benzylamine Chemical compound NCC1=CC=CC=C1 WGQKYBSKWIADBV-UHFFFAOYSA-N 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 2
- 239000000920 calcium hydroxide Substances 0.000 description 2
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 2
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 2
- 239000000292 calcium oxide Substances 0.000 description 2
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 2
- YCIMNLLNPGFGHC-UHFFFAOYSA-N catechol Chemical compound OC1=CC=CC=C1O YCIMNLLNPGFGHC-UHFFFAOYSA-N 0.000 description 2
- 150000007973 cyanuric acids Chemical class 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 2
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical group C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 229910052736 halogen Inorganic materials 0.000 description 2
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 2
- 150000004693 imidazolium salts Chemical class 0.000 description 2
- 125000002883 imidazolyl group Chemical group 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- BCDIWLCKOCHCIH-UHFFFAOYSA-N methylphosphinic acid Chemical compound CP(O)=O BCDIWLCKOCHCIH-UHFFFAOYSA-N 0.000 description 2
- 150000002762 monocarboxylic acid derivatives Chemical class 0.000 description 2
- 229920003986 novolac Polymers 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 150000002978 peroxides Chemical class 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- ACVYVLVWPXVTIT-UHFFFAOYSA-M phosphinate Chemical compound [O-][PH2]=O ACVYVLVWPXVTIT-UHFFFAOYSA-M 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000001205 polyphosphate Substances 0.000 description 2
- 235000011176 polyphosphates Nutrition 0.000 description 2
- WGYKZJWCGVVSQN-UHFFFAOYSA-N propylamine Chemical compound CCCN WGYKZJWCGVVSQN-UHFFFAOYSA-N 0.000 description 2
- 238000000197 pyrolysis Methods 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 125000001424 substituent group Chemical group 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- DTGKSKDOIYIVQL-WEDXCCLWSA-N (+)-borneol Chemical group C1C[C@@]2(C)[C@@H](O)C[C@@H]1C2(C)C DTGKSKDOIYIVQL-WEDXCCLWSA-N 0.000 description 1
- QEQBMZQFDDDTPN-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy benzenecarboperoxoate Chemical compound CC(C)(C)OOOC(=O)C1=CC=CC=C1 QEQBMZQFDDDTPN-UHFFFAOYSA-N 0.000 description 1
- KDGNCLDCOVTOCS-UHFFFAOYSA-N (2-methylpropan-2-yl)oxy propan-2-yl carbonate Chemical compound CC(C)OC(=O)OOC(C)(C)C KDGNCLDCOVTOCS-UHFFFAOYSA-N 0.000 description 1
- WHOZNOZYMBRCBL-OUKQBFOZSA-N (2E)-2-Tetradecenal Chemical compound CCCCCCCCCCC\C=C\C=O WHOZNOZYMBRCBL-OUKQBFOZSA-N 0.000 description 1
- JIRHAGAOHOYLNO-UHFFFAOYSA-N (3-cyclopentyloxy-4-methoxyphenyl)methanol Chemical compound COC1=CC=C(CO)C=C1OC1CCCC1 JIRHAGAOHOYLNO-UHFFFAOYSA-N 0.000 description 1
- ZMAMKNPVAMKIIC-UHFFFAOYSA-N (5-benzyl-2-phenyl-1h-imidazol-4-yl)methanol Chemical compound OCC=1N=C(C=2C=CC=CC=2)NC=1CC1=CC=CC=C1 ZMAMKNPVAMKIIC-UHFFFAOYSA-N 0.000 description 1
- HSLFISVKRDQEBY-UHFFFAOYSA-N 1,1-bis(tert-butylperoxy)cyclohexane Chemical compound CC(C)(C)OOC1(OOC(C)(C)C)CCCCC1 HSLFISVKRDQEBY-UHFFFAOYSA-N 0.000 description 1
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical group C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- YAOMHRRYSRRRKP-UHFFFAOYSA-N 1,2-dichloropropyl 2,3-dichloropropyl 3,3-dichloropropyl phosphate Chemical compound ClC(Cl)CCOP(=O)(OC(Cl)C(Cl)C)OCC(Cl)CCl YAOMHRRYSRRRKP-UHFFFAOYSA-N 0.000 description 1
- AZQWKYJCGOJGHM-UHFFFAOYSA-N 1,4-benzoquinone Chemical compound O=C1C=CC(=O)C=C1 AZQWKYJCGOJGHM-UHFFFAOYSA-N 0.000 description 1
- KQSMCAVKSJWMSI-UHFFFAOYSA-N 2,4-dimethyl-1-n,1-n,3-n,3-n-tetrakis(oxiran-2-ylmethyl)benzene-1,3-diamine Chemical compound CC1=C(N(CC2OC2)CC2OC2)C(C)=CC=C1N(CC1OC1)CC1CO1 KQSMCAVKSJWMSI-UHFFFAOYSA-N 0.000 description 1
- WAVTZYKJTMZICQ-UHFFFAOYSA-N 2-(2-methylbutan-2-ylperoxy)propan-2-yl hydrogen carbonate Chemical compound CCC(C)(C)OOC(C)(C)OC(O)=O WAVTZYKJTMZICQ-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- YEVQZPWSVWZAOB-UHFFFAOYSA-N 2-(bromomethyl)-1-iodo-4-(trifluoromethyl)benzene Chemical compound FC(F)(F)C1=CC=C(I)C(CBr)=C1 YEVQZPWSVWZAOB-UHFFFAOYSA-N 0.000 description 1
- LIAWCKFOFPPVGF-UHFFFAOYSA-N 2-ethyladamantane Chemical compound C1C(C2)CC3CC1C(CC)C2C3 LIAWCKFOFPPVGF-UHFFFAOYSA-N 0.000 description 1
- WFUGQJXVXHBTEM-UHFFFAOYSA-N 2-hydroperoxy-2-(2-hydroperoxybutan-2-ylperoxy)butane Chemical compound CCC(C)(OO)OOC(C)(CC)OO WFUGQJXVXHBTEM-UHFFFAOYSA-N 0.000 description 1
- ZCUJYXPAKHMBAZ-UHFFFAOYSA-N 2-phenyl-1h-imidazole Chemical compound C1=CNC(C=2C=CC=CC=2)=N1 ZCUJYXPAKHMBAZ-UHFFFAOYSA-N 0.000 description 1
- WDGCBNTXZHJTHJ-UHFFFAOYSA-N 2h-1,3-oxazol-2-id-4-one Chemical group O=C1CO[C-]=N1 WDGCBNTXZHJTHJ-UHFFFAOYSA-N 0.000 description 1
- FRIBMENBGGCKPD-UHFFFAOYSA-N 3-(2,3-dimethoxyphenyl)prop-2-enal Chemical compound COC1=CC=CC(C=CC=O)=C1OC FRIBMENBGGCKPD-UHFFFAOYSA-N 0.000 description 1
- BVYPJEBKDLFIDL-UHFFFAOYSA-N 3-(2-phenylimidazol-1-yl)propanenitrile Chemical compound N#CCCN1C=CN=C1C1=CC=CC=C1 BVYPJEBKDLFIDL-UHFFFAOYSA-N 0.000 description 1
- RNLHGQLZWXBQNY-UHFFFAOYSA-N 3-(aminomethyl)-3,5,5-trimethylcyclohexan-1-amine Chemical compound CC1(C)CC(N)CC(C)(CN)C1 RNLHGQLZWXBQNY-UHFFFAOYSA-N 0.000 description 1
- KDQTUCKOAOGTLT-UHFFFAOYSA-N 3-[3-(dimethylcarbamoylamino)-4-methylphenyl]-1,1-dimethylurea Chemical compound CN(C)C(=O)NC1=CC=C(C)C(NC(=O)N(C)C)=C1 KDQTUCKOAOGTLT-UHFFFAOYSA-N 0.000 description 1
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 1
- JLBJTVDPSNHSKJ-UHFFFAOYSA-N 4-Methylstyrene Chemical compound CC1=CC=C(C=C)C=C1 JLBJTVDPSNHSKJ-UHFFFAOYSA-N 0.000 description 1
- DZIHTWJGPDVSGE-UHFFFAOYSA-N 4-[(4-aminocyclohexyl)methyl]cyclohexan-1-amine Chemical compound C1CC(N)CCC1CC1CCC(N)CC1 DZIHTWJGPDVSGE-UHFFFAOYSA-N 0.000 description 1
- LWFBRHSTNWMMGN-UHFFFAOYSA-N 4-phenylpyrrolidin-1-ium-2-carboxylic acid;chloride Chemical compound Cl.C1NC(C(=O)O)CC1C1=CC=CC=C1 LWFBRHSTNWMMGN-UHFFFAOYSA-N 0.000 description 1
- TYOXIFXYEIILLY-UHFFFAOYSA-N 5-methyl-2-phenyl-1h-imidazole Chemical compound N1C(C)=CN=C1C1=CC=CC=C1 TYOXIFXYEIILLY-UHFFFAOYSA-N 0.000 description 1
- TYFJTEPDESMEHE-UHFFFAOYSA-N 6,8-dihydroxy-3-[2-(4-methoxyphenyl)ethyl]-3,4-dihydroisochromen-1-one Chemical compound C1=CC(OC)=CC=C1CCC1OC(=O)C2=C(O)C=C(O)C=C2C1 TYFJTEPDESMEHE-UHFFFAOYSA-N 0.000 description 1
- NUXJCJHMGXQKSX-UHFFFAOYSA-N 6-[1-(2-undecyl-1h-imidazol-5-yl)ethyl]-1,3,5-triazine-2,4-diamine Chemical compound N1C(CCCCCCCCCCC)=NC=C1C(C)C1=NC(N)=NC(N)=N1 NUXJCJHMGXQKSX-UHFFFAOYSA-N 0.000 description 1
- QKCRGKWVRITBFH-UHFFFAOYSA-N 6-[2-(2-ethyl-4-methylimidazol-1-yl)ethyl]-1,3,5-triazine-2,4-diamine Chemical compound CCC1=NC(C)=CN1CCC1=NC(N)=NC(N)=N1 QKCRGKWVRITBFH-UHFFFAOYSA-N 0.000 description 1
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 description 1
- 239000004114 Ammonium polyphosphate Substances 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- PUNIDMUCDALJAS-UHFFFAOYSA-N C(C1=CC=C(C=C1)N(C(=O)NC)C)C1=CC=C(C=C1)N(C(=O)NC)C Chemical compound C(C1=CC=C(C=C1)N(C(=O)NC)C)C1=CC=C(C=C1)N(C(=O)NC)C PUNIDMUCDALJAS-UHFFFAOYSA-N 0.000 description 1
- DGLXNOJGOHKWTN-UHFFFAOYSA-N CCCP(O)=O Chemical compound CCCP(O)=O DGLXNOJGOHKWTN-UHFFFAOYSA-N 0.000 description 1
- GAWIXWVDTYZWAW-UHFFFAOYSA-N C[CH]O Chemical group C[CH]O GAWIXWVDTYZWAW-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- KLDXJTOLSGUMSJ-JGWLITMVSA-N Isosorbide Chemical compound O[C@@H]1CO[C@@H]2[C@@H](O)CO[C@@H]21 KLDXJTOLSGUMSJ-JGWLITMVSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 229920006465 Styrenic thermoplastic elastomer Polymers 0.000 description 1
- YSMRWXYRXBRSND-UHFFFAOYSA-N TOTP Chemical compound CC1=CC=CC=C1OP(=O)(OC=1C(=CC=CC=1)C)OC1=CC=CC=C1C YSMRWXYRXBRSND-UHFFFAOYSA-N 0.000 description 1
- WOURXYYHORRGQO-UHFFFAOYSA-N Tri(3-chloropropyl) phosphate Chemical compound ClCCCOP(=O)(OCCCCl)OCCCCl WOURXYYHORRGQO-UHFFFAOYSA-N 0.000 description 1
- PQYJRMFWJJONBO-UHFFFAOYSA-N Tris(2,3-dibromopropyl) phosphate Chemical compound BrCC(Br)COP(=O)(OCC(Br)CBr)OCC(Br)CBr PQYJRMFWJJONBO-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 description 1
- VKWIPDOYQDHBSK-UHFFFAOYSA-N [11-chloro-8-(3-chloropropyl)undecyl] dihydrogen phosphate Chemical compound OP(O)(=O)OCCCCCCCC(CCCCl)CCCCl VKWIPDOYQDHBSK-UHFFFAOYSA-N 0.000 description 1
- QLBRROYTTDFLDX-UHFFFAOYSA-N [3-(aminomethyl)cyclohexyl]methanamine Chemical compound NCC1CCCC(CN)C1 QLBRROYTTDFLDX-UHFFFAOYSA-N 0.000 description 1
- MORJXSSLQYWCHC-UHFFFAOYSA-N [4-(hydroxymethyl)-2-(3-methylphenyl)-1h-imidazol-5-yl]methanol Chemical compound CC1=CC=CC(C=2NC(CO)=C(CO)N=2)=C1 MORJXSSLQYWCHC-UHFFFAOYSA-N 0.000 description 1
- AATODONPOVNXKH-UHFFFAOYSA-N [4-(hydroxymethyl)-2-(4-methylphenyl)-1h-imidazol-5-yl]methanol Chemical compound C1=CC(C)=CC=C1C1=NC(CO)=C(CO)N1 AATODONPOVNXKH-UHFFFAOYSA-N 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- VMTQRMVGJPFHDS-UHFFFAOYSA-N [5-methyl-2-(3-methylphenyl)-1h-imidazol-4-yl]methanol Chemical compound OCC1=C(C)NC(C=2C=C(C)C=CC=2)=N1 VMTQRMVGJPFHDS-UHFFFAOYSA-N 0.000 description 1
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 1
- 239000004844 aliphatic epoxy resin Substances 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 239000001099 ammonium carbonate Substances 0.000 description 1
- 235000012501 ammonium carbonate Nutrition 0.000 description 1
- 235000019826 ammonium polyphosphate Nutrition 0.000 description 1
- 229920001276 ammonium polyphosphate Polymers 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- SRSXLGNVWSONIS-UHFFFAOYSA-N benzenesulfonic acid Chemical compound OS(=O)(=O)C1=CC=CC=C1 SRSXLGNVWSONIS-UHFFFAOYSA-N 0.000 description 1
- 229940092714 benzenesulfonic acid Drugs 0.000 description 1
- 125000003236 benzoyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C(*)=O 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- RAYIMXZLSRHMTK-UHFFFAOYSA-N bis(2,3-dibromopropyl) 2,3-dichloropropyl phosphate Chemical compound ClCC(Cl)COP(=O)(OCC(Br)CBr)OCC(Br)CBr RAYIMXZLSRHMTK-UHFFFAOYSA-N 0.000 description 1
- 239000004841 bisphenol A epoxy resin Substances 0.000 description 1
- 239000004842 bisphenol F epoxy resin Substances 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- HQABUPZFAYXKJW-UHFFFAOYSA-N butan-1-amine Chemical compound CCCCN HQABUPZFAYXKJW-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 159000000007 calcium salts Chemical class 0.000 description 1
- CEDDGDWODCGBFQ-UHFFFAOYSA-N carbamimidoylazanium;hydron;phosphate Chemical compound NC(N)=N.OP(O)(O)=O CEDDGDWODCGBFQ-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000002734 clay mineral Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000011353 cycloaliphatic epoxy resin Substances 0.000 description 1
- PDXRQENMIVHKPI-UHFFFAOYSA-N cyclohexane-1,1-diol Chemical compound OC1(O)CCCCC1 PDXRQENMIVHKPI-UHFFFAOYSA-N 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- 239000012933 diacyl peroxide Substances 0.000 description 1
- HPNMFZURTQLUMO-UHFFFAOYSA-N diethylamine Chemical compound CCNCC HPNMFZURTQLUMO-UHFFFAOYSA-N 0.000 description 1
- KTLIMPGQZDZPSB-UHFFFAOYSA-N diethylphosphinic acid Chemical compound CCP(O)(=O)CC KTLIMPGQZDZPSB-UHFFFAOYSA-N 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- GOJNABIZVJCYFL-UHFFFAOYSA-N dimethylphosphinic acid Chemical compound CP(C)(O)=O GOJNABIZVJCYFL-UHFFFAOYSA-N 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- BEQVQKJCLJBTKZ-UHFFFAOYSA-N diphenylphosphinic acid Chemical compound C=1C=CC=CC=1P(=O)(O)C1=CC=CC=C1 BEQVQKJCLJBTKZ-UHFFFAOYSA-N 0.000 description 1
- 238000011978 dissolution method Methods 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical class OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- NXHKQBCTZHECQF-UHFFFAOYSA-N ethyl(methyl)phosphinic acid Chemical compound CCP(C)(O)=O NXHKQBCTZHECQF-UHFFFAOYSA-N 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- KTWOOEGAPBSYNW-UHFFFAOYSA-N ferrocene Chemical compound [Fe+2].C=1C=C[CH-]C=1.C=1C=C[CH-]C=1 KTWOOEGAPBSYNW-UHFFFAOYSA-N 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 150000002357 guanidines Chemical class 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 125000001072 heteroaryl group Chemical group 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 150000002432 hydroperoxides Chemical class 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 150000001261 hydroxy acids Chemical group 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 229960002479 isosorbide Drugs 0.000 description 1
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 1
- 159000000003 magnesium salts Chemical class 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- ZQKXQUJXLSSJCH-UHFFFAOYSA-N melamine cyanurate Chemical compound NC1=NC(N)=NC(N)=N1.O=C1NC(=O)NC(=O)N1 ZQKXQUJXLSSJCH-UHFFFAOYSA-N 0.000 description 1
- 150000007974 melamines Chemical class 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 125000006178 methyl benzyl group Chemical group 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- RMJCJLHZCBFPDN-UHFFFAOYSA-N methyl(phenyl)phosphinic acid Chemical compound CP(O)(=O)C1=CC=CC=C1 RMJCJLHZCBFPDN-UHFFFAOYSA-N 0.000 description 1
- SZTJCIYEOQYVED-UHFFFAOYSA-N methyl(propyl)phosphinic acid Chemical compound CCCP(C)(O)=O SZTJCIYEOQYVED-UHFFFAOYSA-N 0.000 description 1
- XLSZMDLNRCVEIJ-UHFFFAOYSA-N methylimidazole Natural products CC1=CNC=N1 XLSZMDLNRCVEIJ-UHFFFAOYSA-N 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 150000002832 nitroso derivatives Chemical class 0.000 description 1
- NWAHZAIDMVNENC-UHFFFAOYSA-N octahydro-1h-4,7-methanoinden-5-yl methacrylate Chemical compound C12CCCC2C2CC(OC(=O)C(=C)C)C1C2 NWAHZAIDMVNENC-UHFFFAOYSA-N 0.000 description 1
- YAFOVCNAQTZDQB-UHFFFAOYSA-N octyl diphenyl phosphate Chemical compound C=1C=CC=CC=1OP(=O)(OCCCCCCCC)OC1=CC=CC=C1 YAFOVCNAQTZDQB-UHFFFAOYSA-N 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- 125000000962 organic group Chemical group 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000005453 pelletization Methods 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 229940044654 phenolsulfonic acid Drugs 0.000 description 1
- QIWKUEJZZCOPFV-UHFFFAOYSA-N phenyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1=CC=CC=C1 QIWKUEJZZCOPFV-UHFFFAOYSA-N 0.000 description 1
- 125000006187 phenyl benzyl group Chemical group 0.000 description 1
- MLCHBQKMVKNBOV-UHFFFAOYSA-N phenylphosphinic acid Chemical compound OP(=O)C1=CC=CC=C1 MLCHBQKMVKNBOV-UHFFFAOYSA-N 0.000 description 1
- 235000021317 phosphate Nutrition 0.000 description 1
- ACVYVLVWPXVTIT-UHFFFAOYSA-N phosphinic acid Chemical compound O[PH2]=O ACVYVLVWPXVTIT-UHFFFAOYSA-N 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- XFZRQAZGUOTJCS-UHFFFAOYSA-N phosphoric acid;1,3,5-triazine-2,4,6-triamine Chemical compound OP(O)(O)=O.NC1=NC(N)=NC(N)=N1 XFZRQAZGUOTJCS-UHFFFAOYSA-N 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 150000003440 styrenes Chemical class 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 238000004808 supercritical fluid chromatography Methods 0.000 description 1
- 230000001502 supplementing effect Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 238000007725 thermal activation Methods 0.000 description 1
- 150000003573 thiols Chemical class 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 1
- 150000003918 triazines Chemical class 0.000 description 1
- STCOOQWBFONSKY-UHFFFAOYSA-N tributyl phosphate Chemical compound CCCCOP(=O)(OCCCC)OCCCC STCOOQWBFONSKY-UHFFFAOYSA-N 0.000 description 1
- DQWPFSLDHJDLRL-UHFFFAOYSA-N triethyl phosphate Chemical compound CCOP(=O)(OCC)OCC DQWPFSLDHJDLRL-UHFFFAOYSA-N 0.000 description 1
- WVLBCYQITXONBZ-UHFFFAOYSA-N trimethyl phosphate Chemical compound COP(=O)(OC)OC WVLBCYQITXONBZ-UHFFFAOYSA-N 0.000 description 1
- XZZNDPSIHUTMOC-UHFFFAOYSA-N triphenyl phosphate Chemical compound C=1C=CC=CC=1OP(OC=1C=CC=CC=1)(=O)OC1=CC=CC=C1 XZZNDPSIHUTMOC-UHFFFAOYSA-N 0.000 description 1
- YFTHZRPMJXBUME-UHFFFAOYSA-N tripropylamine Chemical compound CCCN(CCC)CCC YFTHZRPMJXBUME-UHFFFAOYSA-N 0.000 description 1
- WTLBZVNBAKMVDP-UHFFFAOYSA-N tris(2-butoxyethyl) phosphate Chemical compound CCCCOCCOP(=O)(OCCOCCCC)OCCOCCCC WTLBZVNBAKMVDP-UHFFFAOYSA-N 0.000 description 1
- HQUQLFOMPYWACS-UHFFFAOYSA-N tris(2-chloroethyl) phosphate Chemical compound ClCCOP(=O)(OCCCl)OCCCl HQUQLFOMPYWACS-UHFFFAOYSA-N 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 150000003672 ureas Chemical class 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 150000003751 zinc Chemical class 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/205—Compounding polymers with additives, e.g. colouring in the presence of a continuous liquid phase
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
Definitions
- the present invention mainly relates to a method for manufacturing a carbon-fiber bundle composite and a method for manufacturing a carbon fiber composite sheet.
- CFRP Carbon Fiber Reinforced Plastic
- CFRP Carbon Fiber Reinforced Plastic
- Carbon fiber pellets are produced by mixing short carbon fibers with a solution or suspension of a sizing agent to form carbon fiber aggregates, pelletizing this with a disk pelletizer, and then drying it (Patent Document 1).
- Non-Patent Document 1 After dispersing short carbon fibers in water, by adding a small amount of chloroform and shaking vigorously, a needle-shaped self-assembled carbon fiber bundle can be obtained. It is known that polyetherimide can be supported on this needle-shaped self-assembled carbon fiber bundle by pre-preparation (Non-Patent Document 1).
- An object of the present invention is to provide a novel method for producing prepreg materials using short carbon fibers, which can use either virgin carbon fibers or recycled carbon fibers as raw materials.
- Another object of the present invention is to provide a prepreg material using short carbon fibers, which has a step of aggregating short carbon fibers using a bundling solution, but does not require a step of removing a solvent in the bundling solution.
- An object of the present invention is to provide a manufacturing method.
- carbon fiber cotton made of short carbon fibers and a bundling liquid containing an uncured thermosetting resin are mixed to form a carbon fiber bundle containing the bundling liquid.
- a method for producing a carbon fiber bundle composite comprising: obtaining a carbon fiber bundle composite, and including a curing agent in the bundling liquid to make the bundling liquid thermosetting.
- the method includes forming a carbon fiber bundle containing the bundling liquid by aggregating discontinuous carbon fibers with the bundling liquid, and the bundling liquid is an uncured carbon fiber bundle.
- a method for producing a carbon fiber bundle composite which is a resin composition containing a curable resin and a curing agent, is provided.
- carbon fiber cotton made of short carbon fibers and a bundling liquid containing an uncured thermosetting resin are mixed, and carbon fibers containing the bundling liquid are mixed. obtaining a fiber bundle; making the bundling liquid contain a curing agent so that the bundling liquid can be thermally cured; and after adding the curing agent to the bundling liquid, producing a plurality of carbon fiber bundles. and adhering carbon fiber composite sheets to each other.
- a carbon fiber bundle containing the bundling liquid is formed by aggregating discontinuous carbon fibers with a bundling liquid, and a plurality of the carbon fiber bundles are fixed to each other.
- the bundling liquid is a resin composition containing an uncured thermosetting resin and a curing agent.
- the plurality of carbon fiber bundles are brought into contact with each other by increasing the viscosity of the bundling liquid contained in each of the plurality of carbon fiber bundles.
- the discontinuous carbon fibers are aggregated by the bundling liquid, and the bundling liquid contains an uncured thermosetting resin, a curing agent, and a thickening agent.
- a method for producing a carbon fiber composite sheet which is a resin composition containing an agent.
- a plurality of carbon fiber bundles are deposited to form a carbon fiber bundle layer, the carbon fiber bundle layer is crushed, and the plurality of carbon fiber bundles are then thickening the bundling liquid contained in each of the plurality of carbon fiber bundles, wherein the discontinuous carbon fibers are aggregated by the bundling liquid in each of the plurality of carbon fiber bundles, and the bundling liquid is uncured.
- a method for producing a carbon fiber composite sheet which is a resin composition containing a thermosetting resin, a curing agent, and a thickener.
- a novel method for producing a prepreg material using short carbon fibers is provided, which can use either virgin carbon fibers or recycled carbon fibers as raw materials.
- short carbon fibers are used, which includes a step of aggregating the short carbon fibers using a bundling liquid, but does not require a step of removing a solvent in the bundling liquid.
- a method of manufacturing a prepreg material is provided.
- FIG. 1 is a schematic diagram for explaining the relationship between the bundle length of a carbon fiber bundle composite and the fiber length of carbon fibers forming the carbon fiber bundle composite.
- FIG. 2 is a photograph of a carbon fiber bundle composite having a seed-like appearance.
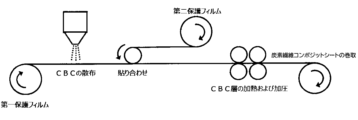
- FIG. 3 is a conceptual diagram showing a carbon fiber composite sheet manufacturing apparatus.
- FIG. 4 is a photograph showing a carbon fiber bundle composite placed in a zippered plastic bag and crushed.
- FIG. 5 is a photograph showing a carbon fiber composite sheet.
- a rotational viscometer for example, HAAKE MARS 40 manufactured by Thermo Fisher Scientific
- measurement mode constant stress
- stress value 300 Pa
- frequency This is a value measured under the following conditions: 1.59 Hz
- plate diameter 25 mm
- plate type parallel plate
- plate gap 0.5 mm.
- Carbon fibers are usually produced as continuous fibers with a length that can be wound onto a spool. Short carbon fibers are produced by cutting continuous carbon fibers. Short length carbon fibers can be referred to as cut carbon fibers or discontinuous carbon fibers.
- One embodiment of the present invention relates to a method for manufacturing a carbon fiber bundle composite (hereinafter sometimes abbreviated as "CBC").
- This manufacturing method includes mixing carbon fiber cotton made of short carbon fibers and a bundling liquid containing an uncured thermosetting resin to obtain a carbon fiber bundle containing the bundling liquid;
- the bundling liquid may contain a curing agent so that the bundling liquid can be thermally cured.
- manufacturing methods according to embodiments will be explained separately into a method using virgin carbon fibers as a starting material and a method using recycled carbon fibers as a starting material.
- Method using virgin carbon fiber as a starting material typically includes the following steps (i) to (iii). (i) Chop process (ii) Defibration process (iii) Bundling process The details of each process will be explained below.
- the bundle size (the number of carbon fiber filaments constituting the bundle) of the continuous carbon fiber bundle is, for example, 10K or more, and may be 12K or more, 15K or more, 24K or more, 36K or more, 48K or more, or 50K or more. There is no particular upper limit, but it is, for example, 100K or less.
- K is a symbol representing 1000, for example, 1K means 1000 and 10K means 10000.
- the bundle size of the continuous carbon fiber bundle is preferably 24K or more, more preferably 36K or more, and still more preferably 48K or more.
- the diameter of the carbon fiber filament is generally in the range of 5 ⁇ m to 15 ⁇ m if it is a PAN-based carbon fiber made from polyacrylonitrile fiber.
- the fiber length of the chopped carbon fiber bundle is set to the length required for the carbon fibers constituting the CBC to be manufactured. This is because there is no step of intentionally cutting the carbon fibers after the chopping step.
- the fiber length of the chopped carbon fiber bundle is not limited, but is, for example, 3 mm or more, may be 5 mm or more, or 10 mm or more, and is, for example, 60 mm or less, 50 mm or less, 40 mm or less, 30 mm or less, or It may be 20 mm or less.
- the longer the fiber length of the chopped carbon fiber bundle the better the mechanical properties of the CFRP product molded using the produced CBC tend to be.
- the shorter the fiber length of the chopped carbon fiber bundle the more suitable the produced CBC is for forming CFRP products having complex shapes. This is because CBC tends to flow more easily within the mold as the carbon fibers it contains are shorter.
- the bundle length of a CBC formed from a plurality of short carbon fibers having the same fiber length is usually longer than the fiber length of the short carbon fibers.
- the bundle length of the CBC may be more than twice the fiber length of the short carbon fibers, or even more than three times the fiber length of the short carbon fibers.
- the chopped carbon fiber bundles obtained in the chopping process are loosened to obtain carbon fiber cotton. It is preferable, but not essential, that the defibration be performed so that all of the carbon fibers contained in the chopped carbon fiber bundle become monofilament-like. That is, the carbon fiber cotton obtained in the defibration step may include ultrafine carbon fiber bundles consisting of as few filaments as, for example, less than 100 filaments.
- a general defibrating machine can be used in the defibrating process, but it is not limited to this.
- the chopped carbon fiber bundle alone can be put into an agitating mixer such as a Henschel mixer, and the fibers can be defibrated by stirring in a dry state.
- This method has the advantage that it is possible to proceed to the next bundling step without taking out the produced carbon fiber cotton from the stirring mixer.
- the chopped carbon fiber bundle can be immersed in an organic solvent capable of dissolving the sizing agent contained in the chopped carbon fiber bundle, such as acetone, and then irradiated with ultrasonic waves. After washing away the sizing agent, flocculent carbon fibers remain.
- an organic solvent capable of dissolving the sizing agent contained in the chopped carbon fiber bundle such as acetone
- (iii) Bundling process In the bundling process, the carbon fiber cotton obtained in the defibration process is mixed with a bundling liquid.
- the bundling liquid is a resin composition.
- the carbon fiber filaments or ultrafine carbon fiber bundles constituting the carbon fiber cotton are aggregated by capillary force based on the surface tension of the bundling liquid to form a carbon fiber bundle containing the bundling liquid.
- the viscosity of the bundling liquid when mixed with carbon fiber cotton in the bundling step is preferably 10 Pa ⁇ s or less, more preferably 5 Pa ⁇ s or less, and even more preferably 1 Pa ⁇ s or less. Although there is no particular lower limit to this viscosity, it may be, for example, 0.001 Pa ⁇ s or more.
- the bundling liquid may be heated before use.
- a bundling liquid with a viscosity of 10 Pa ⁇ s at 25°C may be used without heating when performing the bundling process in a room at 25°C;
- the curing agent contained in the bundling liquid should be added at 50°C.
- the following may be selected from those that do not exhibit hardening action. If the bundling liquid has a viscosity of 10 Pa ⁇ s at 40°C, if a curing agent to be included in the bundling liquid does not exhibit a curing effect at temperatures below 40°C, it can be heated to 40°C to form carbon fiber cotton. It will not harden during mixing.
- the viscosity of the bundled liquid is preferably 10 Pa.s or less at 50.degree. C., more preferably 10 Pa.s or less at 40.degree. C., and still more preferably 10 Pa.s or less at 30.degree.
- the viscosity of the bundling liquid can be adjusted by a reactive diluent, as described below.
- thermosetting resin An uncured thermosetting resin is blended into the bundling liquid.
- suitable examples include epoxy resins, vinyl ester resins, unsaturated polyester resins, and resol type phenolic resins.
- thermosetting resins that can be contained in the bundling liquid further include various (meth)acrylates (compounds having an acryloyl group or methacryloyl group) other than epoxy vinyl ester, and diallyl phthalate.
- the various (meth)acrylates include alkyl (meth)acrylates which may have a substituent on the alkyl group, and urethane acrylates.
- the bundling liquid may contain two or more types of thermosetting resins.
- Epoxy resin> There are no limitations on the types of epoxy resins that can be contained in the bundling liquid, including bisphenol-type epoxy resins, naphthalene-type epoxy resins, biphenyl-type epoxy resins, novolac-type epoxy resins, glycidylamine-type epoxy resins, epoxy resins having an oxazolidone ring structure, Various types of epoxy resins can be used, including cycloaliphatic epoxy resins and aliphatic epoxy resins. When using a combination of epoxy resins having different viscosities, the viscosity of the bundled liquid generally decreases as more epoxy resins with lower viscosity are contained.
- Epoxy resins that can be particularly preferably contained in the bundling liquid include bisphenol A epoxy resins (epoxy resins whose main component is diglycidyl ether of bisphenol A) and bisphenol F epoxy resins (epoxy resins whose main component is diglycidyl ether of bisphenol F). It is a bisphenol-type epoxy resin such as epoxy resin.
- bisphenol type epoxy resins there are varieties having a viscosity of 5 Pa ⁇ s or less at 25° C., and these can be preferably used.
- 50 wt% or more, 60 wt% or more, 65 wt% or more, 70 wt% or more, or 75 wt% or more of the entire epoxy resin contained in the bundling liquid may be bisphenol-type epoxy resin.
- Bisphenol type epoxy resins particularly bisphenol A type epoxy resins, have the advantage of relatively small shrinkage during curing and the advantage of relatively good heat resistance of the cured product. Therefore, the bundling liquid preferably contains at least one of bisphenol A type and bisphenol F type epoxy resin, and more preferably contains bisphenol A type epoxy resin.
- the type of vinyl ester resin that can be contained in the bundling liquid is not particularly limited, but typical examples include bisphenol type vinyl ester resins and novolac type vinyl ester resins.
- Bisphenol type vinyl ester resins are produced by esterifying a bisphenol type epoxy resin, such as a bisphenol A type epoxy resin, with an unsaturated monocarboxylic acid, typically acrylic acid or methacrylic acid.
- Novolak-type vinyl ester resins are produced by esterifying a novolak-type epoxy resin, such as a phenolic novolak-type epoxy resin, with an unsaturated monocarboxylic acid, typically acrylic acid or methacrylic acid.
- the type of unsaturated polyester resin that can be contained in the bundling liquid is not particularly limited.
- the unsaturated polyester resin is mainly composed of a polymer containing a structure in which a dicarboxylic acid containing fumaric acid, maleic acid and/or maleic anhydride is polycondensed with a diol.
- the viscosity of the bundling liquid can be adjusted by reactive diluents.
- the number of compounds contained in the bundling liquid as a reactive diluent may be one, or two or more.
- a known reactive diluent for epoxy resins can be used as appropriate.
- reactive diluents for epoxy resins that are highly effective in reducing viscosity include, but are not limited to, monoepoxide compounds having only one epoxy group in the molecule.
- Methylhexahydrophthalic anhydride and tetrahydromethylphthalic anhydride act as thickeners or hardening agents for epoxy resins, and at the same time, they also act as diluents, so they can be considered as a type of reactive diluent.
- a vinyl ester resin and an unsaturated polyester resin When at least one of a vinyl ester resin and an unsaturated polyester resin is blended into the bundling liquid, it is used as a reactive diluent, preferably having one or two ethylenically unsaturated groups in the molecule, and at 25°C.
- a compound having a low viscosity, preferably 1 Pa ⁇ s or less, can be blended together.
- styrenic compounds such as styrene, methylstyrene, halogenated styrene, divinylbenzene; methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, butyl (meth)acrylate, 2- Ethylhexyl (meth)acrylate, cyclohexyl (meth)acrylate, isobornyl (meth)acrylate, benzyl (meth)acrylate, methylbenzyl (meth)acrylate, phenoxyethyl (meth)acrylate, methylphenoxyethyl (meth)acrylate, Monofunctional (meth)acrylate, phenyl phenoxyethyl acrylate, phenylbenzyl (meth)acrylate, phenyl methacrylate, dicyclopentenyl (meth)acrylate, dicyclopentenyloxyethyl (me)acrylate,
- Hydroxy acid group (meth)acrylate such as hydroxyethyl (meth)acrylate, hydroxypropyl (meth)acrylate, hydroxybutyl (meth)acrylate; Ethylene glycol di(meth)acrylate, propylene glycol di(meth)acrylate, 1, Difunctional (meth)acrylates such as 4-butanediol di(meth)acrylate, 1,6-hexanediol di(meth)acrylate, bisphenol di(meth)acrylate, and 1,4-cyclohexanedimethanol di(meth)acrylate included.
- Hydroxy acid group (meth)acrylate such as hydroxyethyl (meth)acrylate, hydroxypropyl (meth)acrylate, hydroxybutyl (meth)acrylate
- Ethylene glycol di(meth)acrylate propylene glycol di(meth)acrylate
- 1, Difunctional (meth)acrylates such as 4-butanediol di(
- the viscosity of the bundling liquid may be increased to, for example, 50 Pa ⁇ s or more at 25° C. after the bundling step by adding a thickener to the bundling liquid.
- a thickener By thickening the bundling liquid in this manner, the morphology of the CBC formed in the bundling process is stabilized. For example, when a large amount of CBC is packed into a large container for transportation or storage, strong pressure due to its own weight is applied to the CBC near the bottom of the container. In this case, if the bundled liquid has a thickened viscosity, it is difficult for the CBC to collapse, for the CBC to stick together, and for the liquid component to ooze out from the CBC.
- the bundled liquid may be divided into two parts: a first liquid that does not contain a thickener and a second liquid that contains a thickener.
- the second liquid may be mixed into the resulting mixture, or the order may be changed and the second liquid and carbon fiber cotton may be mixed. Thereafter, the first liquid may be mixed into the resulting mixture.
- the first liquid and the second liquid are mixed during the bundling process to complete the bundled liquid.
- the type and amount of the thickener are determined so that the viscosity of the bundle-forming liquid will not increase during the bundle-forming process and will not hinder the formation of carbon fiber bundles.
- the viscosity of the bundling liquid is 10 Pa ⁇ s or less, the bundling process can be completed within one hour.
- the type and amount of the thickener to be added to the bundling liquid can be determined so that the viscosity does not exceed 10 Pa ⁇ s.
- the viscosity after thickening of the bundled liquid containing the thickener is 100 Pa ⁇ s or more, further 200 Pa ⁇ s or more, further 1000 Pa ⁇ s or more, further 2000 Pa ⁇ s or more, and even 5000 Pa ⁇ s at 25°C. -
- the value may be greater than or equal to s, or may be a value that exceeds the range that can be measured using a rotational viscometer.
- the viscosity of the bundle-forming liquid containing a thickener after thickening is, for example, 200 Pa ⁇ s or more and 100,000 Pa ⁇ s or less. may be within the range of A flexible carbon fiber composite sheet can be obtained by using a bundling liquid with an appropriately low viscosity after thickening.
- the carbon fiber bundle formed in the bundling process is held at a temperature higher than normal temperature (temperature within the range of 20°C ⁇ 15°C), that is, at a temperature exceeding 35°C,
- the thickening of the bundling liquid contained in the carbon fiber bundle may be promoted.
- the holding temperature and holding time are set within a range in which the bundling liquid does not harden due to the action of the hardening agent.
- the carbon fiber bundle formed in the stirring tank of the stirring mixer can be stirred in the stirring tank without taking it out from the stirring tank, and the bundling liquid contained in the carbon fiber bundle can be thickened. .
- the carbon fiber bundles formed in the stirring tank of the stirring mixer may be transferred to a disk pelletizer and rolled while the bundling liquid contained in the carbon fiber bundles is thickened.
- Suitable examples of polyisocyanates include diisocyanates having an aromatic ring in the molecular structure, such as bis(4-isocyanatophenyl)methane and toluene diisocyanate, and aliphatic diisocyanates such as isophorone diisocyanate and hexamethylene diisocyanate. It will be done.
- Polymeric MDI (crude MDI) is also included in suitable examples of polyisocyanates.
- Polyisocyanates of low viscosity preferably less than 1 Pa ⁇ s at 25° C.
- the polyisocyanate may be blended into the bundling liquid together with the polyol.
- polyols include ethylene glycol, polyethylene glycol, isosorbide, neopentyl glycol, cyclohexanediol, cyclohexanedimethanol, 1,4-butanediol, 1,5-pentanediol, 3-methyl-1,5-pentanediol and Contains 1,6-hexanediol.
- Polyols of low viscosity preferably less than 1 Pa ⁇ s at 25° C.
- carboxylic anhydrides include methylhexahydrophthalic anhydride and tetrahydromethylphthalic anhydride. As mentioned above, they also function as reactive diluents for some time after being added to the bundling liquid.
- Preferred examples of amines include isophorone diamine, bis(4-aminocyclohexyl)methane and 1,3-bis(aminomethyl)cyclohexane.
- Styrene and maleic anhydride may be blended together with a radical polymerization initiator as a thickener into the bundle-forming liquid containing the epoxy resin.
- a radical polymerization initiator as a thickener into the bundle-forming liquid containing the epoxy resin.
- the viscosity of the bundled liquid can be increased by copolymerizing styrene and maleic anhydride through the action of a radical polymerization initiator.
- Styrene before polymerization can also function as a reactive diluent.
- Preferred thickeners that may be used when formulating vinyl ester resins and/or unsaturated polyester resins in the bundling liquid include polyisocyanates, alkaline earth metal hydroxides such as magnesium hydroxide and calcium hydroxide. , and alkaline earth metal oxides such as magnesium oxide and calcium oxide.
- polyisocyanate are the same as those of the polyisocyanate that can be used as a thickener when an epoxy resin is blended into the bundling liquid.
- Polyisocyanates of low viscosity preferably less than 1 Pa ⁇ s at 25° C.
- the polyisocyanate may be blended into the bundling liquid together with the polyol.
- polyols are the same as those that can be blended with the polyisocyanate when the epoxy resin is blended into the bundling solution.
- Polyols of low viscosity preferably less than 1 Pa ⁇ s at 25° C.
- thickeners that can be preferably used when blending the resol type phenolic resin into the bundling liquid include alkaline earth metal hydroxides such as magnesium hydroxide and calcium hydroxide, and alkaline earth metal hydroxides such as magnesium oxide and calcium oxide. oxides of alkaline earth metals, as well as polyisocyanates.
- Polyisocyanate can be suitably used as a thickener even when the thermosetting resin blended into the bundling liquid does not fall under any of epoxy resins, vinyl ester resins, unsaturated polyester resins, and resol type phenolic resins. .
- polyisocyanate may be blended with the polyol into the bundling liquid.
- Preferred examples of the polyisocyanate and polyol are the same as those of the polyisocyanate and polyol that can be used when the epoxy resin is blended into the bundling liquid.
- the bundle-forming liquid is made thermocurable by containing a curing agent depending on the thermosetting resin to be blended.
- epoxy curing agent a curing agent for epoxy resin (hereinafter also referred to as an "epoxy curing agent”) is included in the bundling liquid.
- epoxy curing agents include dicyandiamides, phenols including novolaks, amines, carboxylic acid anhydrides, thiols, and imidazoles.
- the epoxy curing agent that can be particularly preferably used is a latent curing agent, that is, a curing agent that is a solid with low solubility in the epoxy resin at room temperature, but which melts or dissolves in the epoxy resin and exhibits a curing effect when heated to a predetermined temperature. be.
- Imidazoles, dicyandiamide and boron trifluoride-amine complexes are typical examples of latent curing agents.
- Imidazoles are compounds having an imidazole ring, and include substituted imidazoles in which the hydrogen atom of imidazole is substituted with a substituent, as well as imidazolium salts, imidazole complexes, and the like.
- substituted imidazoles preferred as latent curing agents include 2,4-diamino-6-[2'-methylimidazolyl-(1')]-ethyl-s-triazine, 2-phenyl-4-methylimidazole, 2 -Phenyl-4-methyl-5-hydroxymethylimidazole, 2-phenyl-4-benzyl-5-hydroxymethylimidazole, 2-phenyl-4,5-dihydroxymethylimidazole, 2-paratolyl-4-methyl-5-hydroxy of methylimidazole, 2-paratolyl-4,5-dihydroxymethylimidazole, 2-metatolyl-4-methyl-5-hydroxymethylimidazole, 2-metatolyl-4,5-dihydroxymethylimidazole and 1-cyanoethyl-2-phenylimidazole.
- substituted imidazoles having an aromatic ring, which may be a heteroaromatic ring, in the molecule.
- imidazolium salts such as 1-cyanoethyl-2-ethyl-4-methylimidazolium trimellitate, 1-cyanoethyl-2-undecylimidazolium trimellitate and 1-cyanoethyl-2-phenylimidazolium trimellitate.
- imidazole-based latent curing agent is a suitable example of an imidazole-based latent curing agent.
- Isocyanuric acid adducts of various substituted imidazoles including 2-phenylimidazole, 2-methylimidazole, 2-phenyl-4,5-dihydroxymethylimidazole and 2-phenyl-4-methyl-5-hydroxymethylimidazole, especially 2, 4-diamino-6-(2'-methylimidazolyl-(1'))-ethyl-s-triazine, 1-(4,6-diamino-s-triazin-2-yl)ethyl-2-undecylimidazole and Isocyanuric acid adducts of substituted imidazoles having a triazine ring such as 2,4-diamino-6-[2-(2-ethyl-4-methyl-1-imidazolyl)ethyl]-s-triazine are particularly preferred imidazole series. It is a latent curing agent.
- Amine adduct is also a suitable example of a latent curing agent.
- Amine adducts are produced by reacting imidazole and/or tertiary amines with epoxy resins and/or isocyanates to increase their molecular weight, and have relatively low solubility in epoxy resins.
- latent curing agent may be used alone, or two or more types may be used in combination.
- a urea derivative such as 4,4'-methylenebis(phenyldimethylurea) or 2,4-bis(3,3-dimethylureido)toluene may be used as a curing accelerator. is preferred.
- a radical polymerization initiator is included in the bundling liquid as a curing agent.
- One type of radical polymerization initiator may be used alone, or two or more types may be used in combination.
- Typical examples of radical polymerization initiators are organic peroxides such as ketone peroxides, hydroperoxides, diacyl peroxides, dialkyl peroxides, peroxyketals, alkyl peresters and percarbonates.
- organic peroxides include 1,1-di(t-butylperoxy)cyclohexane, t-butylperoxyisopropyl carbonate, t-amylperoxyisopropyl carbonate, methyl ethyl ketone peroxide, t-butylperoxybenzoate, and benzoyl. Includes peroxide, dicumyl peroxide, acetylacetone peroxide and cumene hydroperoxide.
- the radical polymerization initiator preferably has a 10-hour half-life temperature within the range of 70 to 120 °C, more preferably within the range of 80 to 110 °C, and preferably within the range of 90 to 100 °C. More preferred.
- the 10-hour half-life temperature is the temperature at which the half-life is 10 hours when a polymerization initiator dissolved in benzene is thermally decomposed at a constant temperature. A benzene solution containing L is used.
- organic peroxides having a 10-hour half-life temperature within the above-mentioned preferred range reference can be made to, for example, International Publication No. 2019/017254.
- the bundle-forming liquid contains a radical polymerization initiator
- Free radical polymerization inhibitors are well known to those skilled in the art and suitable examples include catechol, hydroquinone, benzoquinone and nitroso compounds.
- examples of components that can be included in the bundling solution as a curing agent include organic compounds such as benzenesulfonic acid, para-toluenesulfonic acid, xylene sulfonic acid, and phenolsulfonic acid. Acids; inorganic acids such as phosphoric acid, hydrochloric acid and sulfuric acid; amines such as triethylamine, tri-n-propylamine, diethylamine, n-propylamine, n-butylamine, aniline and benzylamine; and isocyanates and primary amines. and/or reaction products with secondary amines.
- organic compounds such as benzenesulfonic acid, para-toluenesulfonic acid, xylene sulfonic acid, and phenolsulfonic acid.
- Acids such as phosphoric acid, hydrochloric acid and sulfuric acid
- amines such as triethylamine, tri-n-propy
- the components that can be contained in the bundling liquid are not limited to those described above.
- ingredients that may be included in the bundling fluid also include low shrinkage agents, antioxidants, internal mold release agents, colorants, modifiers (e.g. rubbers, elastomers or thermoplastics), flame retardants, fillers. and antibacterial agents.
- low shrinkage agents include polyethylene, polystyrene, styrenic thermoplastic elastomers, crosslinked polystyrene, polyvinyl acetate-polystyrene block copolymers, polyvinyl acetate, polymethyl methacrylate, and saturated polyester resins.
- fillers include inorganic fillers which may be oxides, hydroxides, carbonates, sulfates, silicates, phosphates or clay minerals.
- Other examples of fillers include organic fillers that may be cured thermosetting resins such as phenolic resins and resorcinol resins.
- the flame retardant that can be included in the bundling liquid is as follows.
- Preferred flame retardants include phosphorus-containing flame retardants.
- Examples of phosphorus-containing flame retardants include trimethyl phosphate, triethyl phosphate, tributyl phosphate, trioctyl phosphate, tributoxyethyl phosphate, triphenyl phosphate, tricresyl phosphate, cresyl diphenyl phosphate, octyldiphenyl phosphate, and aromatic polyphosphates.
- non-halogen phosphate esters such as
- phosphorus-containing flame retardants include tris(chloroethyl) phosphate, tris(dichloropropyl) phosphate, tris(chloropropyl) phosphate, bis(2,3-dibromopropyl)2,3-dichloropropyl phosphate, tris(2 , 3-dibromopropyl) phosphate, bis(chloropropyl)octyl phosphate, halogenated alkyl polyphosphate, and halogenated alkyl polyphosphonate.
- phosphorus-containing flame retardants include phosphinate metal salts.
- the phosphinic acid metal salts mentioned here include not only metal salts of phosphinic acids that do not have an organic group, but also diphenylphosphinic acid, monophenylphosphinic acid, dialkylphosphinic acid, monoalkylphosphinic acid, and alkylphenylphosphinic acid.
- metal salts of organic phosphinic acids metal salts of diphosphinic acids such as methane (dimethylphosphinic acid) and benzene-1,4-di (methylphosphinic acid) are included.
- dialkylphosphinic acids examples include dimethylphosphinic acid, ethylmethylphosphinic acid, diethylphosphinic acid, methyl-n-propylphosphinic acid.
- monoalkylphosphinic acids examples include methylphosphinic acid, ethylphosphinic acid, n-propylphosphinic acid.
- alkylphenylphosphinic acid is methylphenylphosphinic acid.
- the phosphinate metal salt can be, but is not limited to, an aluminum salt, a zinc salt, a calcium salt, a magnesium salt, and the like.
- phosphorus-containing flame retardants include red phosphorus, ammonium polyphosphate, melamine phosphate, guanidine phosphate, and guanylurea phosphate.
- a phosphorus-free flame retardant may be mixed in the bundling liquid.
- Phosphorus-free flame retardants include melamine compounds such as melamine cyanurate, triazine compounds, guanidine compounds, nitrogen-based flame retardants such as ammonium carbonate, hydrated metals such as aluminum hydroxide and magnesium hydroxide, and metal complexes such as ferrocene and acetylacetone. Examples include organic metal salt flame retardants such as:
- the final product CBC can be made halogen-free by selecting all materials that do not contain halogen to be added to the bundling liquid.
- an optional component that can be included in the bundling liquid is an uncured thermosetting material that is solid at the temperature when the bundling liquid is mixed with the carbon fiber cotton and that does not dissolve in the bundling liquid. It is a resin powder.
- unhardened epoxy resin powder can be used as the unhardened thermosetting resin powder.
- an uncured phenol resin powder can be used as the uncured thermosetting resin powder.
- a powder stirring mixer known as a Henschel mixer can be preferably used.
- the stirring mixer may be of a type equipped with only an agitator blade (stirring blade), or may be one with a chopper attached.
- the temperature of the stirring tank can be adjusted by flowing a heat medium inside the jacket.
- a stirring mixer not only a stirring mixer but also a tumbler mixer without a stirring mechanism can be used.
- the bundling liquid or the liquid component to be contained in the bundling liquid can be supplied into a mixing tank of a mixer by spraying.
- the bundling liquid and carbon fiber cotton are mixed in the stirring tank of the stirring mixer.
- the bundling liquid, the carbon fiber cotton and/or the stirring tank preferably all, may be heated to a temperature T A.
- either the bundling liquid or the carbon fiber cotton may be heated to a temperature TA in a stirring tank.
- the curing agent may be added to the bundling liquid before the bundling liquid is mixed with the carbon fiber cotton, or at the same time as the bundling liquid and the carbon fiber cotton are mixed. All of the curing agent may be contained in the bundling liquid at the same timing, or one part of the curing agent and the other part may be contained in the bundling liquid at different timings. When using two or more types of curing agents, the timing at which they are added to the bundling liquid can also be changed depending on the type.
- a curing agent that is liquid or soluble in the bundling liquid at the temperature when the bundling liquid is mixed with the carbon fiber cotton is contained in the bundling liquid before mixing the bundling liquid and the carbon fiber cotton. It is preferable.
- a curing agent that is solid and does not dissolve in the bundling liquid at the temperature when the bundling liquid is mixed with the carbon fiber cotton may be added to the bundling liquid before mixing the bundling liquid and the carbon fiber cotton. Alternatively, it may be included in the bundling liquid at the same time as the bundling liquid and carbon fiber cotton are mixed.
- Such a curing agent is a powder or a fine powder, and its maximum particle size is, for example, 150 ⁇ m or less, preferably 100 ⁇ m or less, more preferably 50 ⁇ m or less, and still more preferably 20 ⁇ m or less.
- the carbon fiber cotton and the curing agent are first mixed, and then components other than the curing agent are added to the resulting mixture. Just add the bundling liquid.
- components other than the curing agent are added to the bundling liquid.
- components that are liquid or soluble in the bundling liquid at the temperature at which the bundling liquid is mixed with the carbon fibers are bundled before mixing the bundling liquid with the carbon fiber cotton. It is preferable to include it in the liquid. However, it is also permissible to include such components in the bundling liquid during the bundling process, if necessary. Components that are solid and do not dissolve in the bundling liquid at the temperature when the bundling liquid is mixed with the carbon fiber cotton may be contained in the bundling liquid before mixing the bundling liquid and the carbon fiber cotton.
- Such a component is usually a powder or a fine powder, and its maximum particle size is, for example, 150 ⁇ m or less, preferably 100 ⁇ m or less, more preferably 50 ⁇ m or less, and still more preferably 20 ⁇ m or less.
- the ratio of the weight of carbon fiber cotton to the total weight of the bundled liquid and carbon fiber cotton mixed with each other is 20% or more and less than 30%, 30% or more and less than 40%, 40% or more and less than 50%, and 50% or more and 60%. %, 60% or more and less than 70%, or 70% or more and 80% or less. This ratio is approximately equal to the fiber weight content in the final product, CBC. Actually, since the carbon fiber cotton made of virgin carbon fibers contains a sizing agent, the value obtained by multiplying the above ratio by the weight ratio of carbon fibers in the carbon fiber cotton becomes the fiber weight content of CBC.
- a suitable example of recycled carbon fiber is carbon fiber recovered from waste SMC such as scraps of SMC (sheet molding compound) or waste CFRP derived from SMC (CFRP made by hardening SMC). Almost all the carbon fibers contained in SMC have the same fiber length, which is usually in the range of 3 mm to 60 mm. SMC may contain small amounts of carbon fibers that are longer than the intended fiber length, resulting from miscutting of carbon fiber bundles during the manufacturing process. The proportion of such carbon fibers in all the carbon fibers contained in the SMC is usually less than 1% by weight.
- waste SMC or waste CFRP derived from SMC are broadly classified into thermal decomposition methods and chemical decomposition methods.
- thermal decomposition method waste SMC or waste CFRP derived from SMC is preferably carbonized at a temperature of 600°C or higher, and further heated to, for example, 550°C or higher, preferably 600°C or higher in an oxidizing atmosphere.
- a carbon fiber cotton remains consisting of recycled carbon fibers having almost all the same fiber length. Although this recycled carbon fiber has been thermally degraded and has lower strength than virgin carbon fiber, it has sufficient strength to be used as a reinforcing material for FRP.
- a typical example of a heating means used in the pyrolysis method is an electric furnace, but means such as microwave heating and induction heating can also be used.
- waste CFRP may be treated in superheated steam.
- Examples of chemical decomposition methods include normal pressure dissolution method, supercritical fluid method (method of decomposing matrix resin using subcritical fluid or supercritical fluid), semiconductor thermal activation method, and electrolytic oxidation method.
- the matrix resin needs to be sufficiently removed so that flocculent recycled carbon fibers are obtained.
- Resin residue (residual carbon) that cannot be removed by chemical decomposition may be removed by heat treatment in an oxidizing atmosphere.
- the carbon fibers became floc-like by mechanically breaking the bonds between carbon fibers caused by the resin residue. It is also possible to obtain recycled carbon fiber.
- This operation can be carried out using, for example, a stirring mixer having rotating blades such as a Henschel mixer.
- Another method for recovering carbon fibers from waste SMC includes washing out uncured matrix resin using a solvent that may be a subcritical fluid or a supercritical fluid. According to this method, it is possible to obtain recycled carbon fibers that have the same strength as virgin carbon fibers and are not thermally degraded.
- Waste CFRP derived from SMC or recycled carbon fibers recovered from waste SMC are short fibers that usually have a fiber length in the range of 3 mm to 60 mm, and do not require further cutting and sizing when used for manufacturing CBC.
- the agent has also been removed.
- recycled carbon fibers are used as a starting material, unlike when virgin carbon fibers are used as a starting material, (i) chopping process and (ii) defibration process are unnecessary, and the above-mentioned (iii) Only the bundling process needs to be performed.
- carbon fibers recovered from waste UD prepreg or waste CFRP derived from UD prepreg (CFRP obtained by curing UD prepreg) by the above-mentioned thermal decomposition method or chemical decomposition method can also be used.
- Recycled carbon fibers obtained from waste UD prepreg or waste CFRP derived from UD prepreg are cut into appropriate lengths before being used in the production of CBC.
- the length of the recycled carbon fiber after cutting is, for example, 3 mm or more, may be 5 mm or more, or 10 mm or more, and is, for example, 60 mm or less, 50 mm or less, 40 mm or less, 30 mm or less, or 20 mm or less. Good too.
- Fibers other than carbon fibers may be mixed into the cotton-like recycled carbon fibers.
- recycled carbon fiber cotton recovered from CFRP that uses carbon fiber cloth including stitches made of glass fibers as a reinforcing material, contamination with glass fibers may be observed.
- recycled carbon fibers When recycled carbon fibers are used as a starting material, fibers other than carbon fibers mixed in the carbon fiber cotton may be removed before use, but this is not essential. That is, in the manufacturing method according to the embodiment, recycled carbon fiber cotton mixed with fibers other than carbon fibers may be used as a starting material for CBC.
- Carbon fiber bundle composite Another embodiment of the present invention is based on the above-mentioned 1.
- This is a CBC manufactured by the manufacturing method described in section.
- This CBC consists of a plurality of short carbon fibers and a bundling liquid, and the plurality of short carbon fibers are held in a bundled state by the bundling liquid. Due to the manufacturing method, the positions of the tips of the plurality of short carbon fibers are irregular at each end of the CBC.
- the bundling liquid is a resin composition and contains an uncured thermosetting resin and a curing agent.
- the number of short carbon fibers forming a bundle (the number of filaments), that is, the number of short carbon fibers included in one CBC may be, for example, from 1,000 to 10,000. At least 99% by weight, preferably all, of the short carbon fibers bundled in one CBC may have a fiber length of 60 mm or less, 50 mm or less, 40 mm or less, 30 mm or less, or 20 mm or less. The shorter the fiber length of all the short carbon fibers contained is 60 mm or less, 50 mm or less, 40 mm or less, 30 mm or less, or 20 mm or less, the more suitable the CBC becomes for molding a CFRP product having a complex shape. This is because CBC tends to flow more easily within the mold as the carbon fibers it contains are shorter.
- the CBC does not contain carbon fibers with a fiber length of less than 3 mm, or if it does, the amount thereof is less than 5 wt% of the total carbon fibers constituting the CBC. In another preferred example, the CBC does not contain carbon fibers with a fiber length of less than 5 mm, or even if it does, the amount thereof is less than 5 wt% of the total carbon fibers constituting the CBC. In yet another preferred example, the CBC does not contain carbon fibers with a fiber length of less than 10 mm, or if it does, the amount thereof is less than 5 wt% of the total carbon fibers constituting the CBC.
- the shape of the CBC can be seed-shaped (spindle-shaped), needle-shaped, or wire-shaped.
- FIG. 2 shows a photograph of the appearance of a seed-shaped (spindle-shaped) CBC.
- the CBC by making the CBC contain only short carbon fibers having the same fiber length, it is possible to suppress variations in quality between production lots.
- the difference between the maximum and minimum fiber lengths between the short carbon fibers forming the bundle is preferably within 5 mm, more preferably within 4 mm, and even more preferably within 3 mm.
- the filament diameter of the short carbon fibers forming the bundle is not particularly limited, and may be within the filament diameter range that PAN-based carbon fibers normally have, that is, within the range of 5 ⁇ m to 15 ⁇ m.
- the bundling liquid contained in the CBC is the same bundling liquid used to form the CBC. Therefore, the types and preferred examples of uncured thermosetting resins that may be contained in CBC are the same as those in the bundling liquid (for example, preferred examples of uncured thermosetting resins that may be contained in CBC are: Examples of suitable uncured thermosetting resins that can be included in the bundling liquid include epoxy resins, vinyl ester resins, unsaturated polyester resins, and resol type phenolic resins). The same applies to the types and preferred examples of components other than the uncured thermosetting resin contained in the CBC, and are the same as those in the bundling liquid used to form the CBC. However, not all of the components contained in the bundling liquid are necessarily contained in the CBC in the same state as when the CBC is formed. In particular, the compounds involved in the thickening reaction usually change into other compounds over time after the CBC is formed.
- the fiber weight content in CBC is, for example, 20 wt% or more and less than 30 wt%, 30 wt% or more and less than 40 wt%, 40 wt% or more and less than 50 wt%, 50 wt% or more and less than 60 wt%, 60 wt% or more and less than 70 wt%, or 70 wt% or more and less than 80 wt%. % or less.
- the fiber content is preferably 30 wt% or more, more preferably 40 wt% or more, and still more preferably 50 wt% or more.
- the fiber content is preferably less than 70 wt%, more preferably less than 60 wt%.
- All of the carbon fibers contained in the CBC may be virgin carbon fibers, some may be virgin carbon fibers and the remainder may be recycled carbon fibers, or all of them may be recycled carbon fibers. . All of the carbon fibers contained in the CBC may be carbon fibers that have not been thermally degraded, or some may be carbon fibers that have not been thermally degraded and the remainder may be thermally degraded carbon fibers, or, All may be heat-degraded carbon fibers.
- a typical example of carbon fiber that has not been thermally degraded is virgin carbon fiber.
- a typical example of thermally degraded carbon fibers is carbon fibers recovered from waste CFRP, which are thermally degraded during the process of thermally decomposing and removing matrix resin.
- the CBC may contain fibers other than carbon fibers.
- the resin composition is composed of a plurality of short carbon fibers that form a bundle together with the glass fiber, and a resin composition containing an uncured thermosetting resin and a curing agent. CBC is obtained.
- the CBC contains fibers other than carbon fibers, the content thereof is preferably less than 10 wt%, more preferably less than 5 wt%, still more preferably less than 1 wt%, based on the total amount of carbon fibers contained in the CBC.
- the fiber weight content in a CBC mixed with fibers other than carbon fibers means the ratio of the total weight of carbon fibers contained in the CBC to the weight of the CBC.
- CBC can be used, for example, as an intermediate material when manufacturing CFRP products by press molding. CBC also provides the following 3. It can be used to manufacture the carbon fiber composite sheet described in .
- Carbon Fiber Composite Sheet A carbon fiber composite sheet, which is a sheet-shaped thermosetting molding material, can be manufactured using CBC, for example, by sequentially performing the following first to third steps.
- First step providing the first protective film and the second protective film.
- Second step Sprinkle CBC on top of the first protective film to deposit a CBC layer.
- Third step After covering the CBC layer with a second protective film, the CBC contained in the CBC layer is fixed to each other.
- the material for the first protective film and the second protective film can be appropriately selected from polyolefins such as polyethylene and polypropylene, polyvinylidene chloride, vinyl chloride resin, polyamide, and the like.
- Either or both of the first protective film and the second protective film may be a multilayer film.
- At least one of the first protective film and the second protective film may be a release paper commonly used in the production of carbon fiber prepreg.
- the CBC layer may be crushed using, for example, a press device.
- the press device can be, for example, a double belt press or a roll press.
- the CBC layer may be heated before or during crushing to reduce the viscosity of the bundled liquid containing the CBC. In that case, the temperature and heating time are adjusted so that the bundled liquid does not gel and lose fluidity.
- the viscosity of the bundled liquid increases due to cooling, the CBCs adhere to each other in the crushed CBC layer to form a sheet.
- a thickener is blended into the bundled liquid containing CBC, and in addition to the first and second steps, the thickener is added to the CBC layer before the effect of the thickener is fully manifested.
- the CBC layer is crushed using, for example, a press device. After that, when the bundling liquid is sufficiently thickened, the CBCs adhere to each other in the crushed CBC layer to form a sheet.
- the CBC layer may be maintained at a temperature higher than room temperature. The holding temperature and holding time are set within a range in which the bundling liquid does not harden due to the action of the hardening agent.
- FIG. 3 shows a conceptual diagram of a manufacturing apparatus that can be used to manufacture a carbon fiber composite sheet according to the above procedure.
- This manufacturing equipment has a section for depositing a CBC layer by scattering CBC on a first protective film unwound from a roll, a section for covering the CBC layer with a second protective film unwound from a roll, and a section for pressurizing the CBC layer.
- a section for heating the CBC layer may be provided upstream of a section for pressurizing the CBC layer.
- the section that presses the CBC layer may also serve as the section that heats the CBC layer.
- the orientation of CBC in the CBC layer may be random or biased in one direction.
- the lower the running speed of the first protective film the more random the CBC orientation becomes.
- the running speed of the first protective film is increased, the CBC tends to be oriented along the running direction.
- the fiber weight content of the carbon fiber composite sheet can be adjusted by supplementing the components of the bundling liquid during production of the carbon fiber composite sheet.
- the surface of the first protective film may be coated with a paste containing some or all of the components of the bundling liquid before depositing the CBC layer.
- the surface of the second protective film may be coated with the same paste before being applied to the CBC layer.
- the carbon fiber composite sheet manufactured by the above-described procedure is a sheet consisting of a plurality of CBCs bonded to each other. Therefore, the following can be said.
- At least 99% by weight, preferably all, of the carbon fibers contained in the carbon fiber composite sheet may have a fiber length of 60 mm or less, 50 mm or less, 40 mm or less, 30 mm or less, or 20 mm or less.
- the carbon fiber composite sheet does not contain carbon fibers with a fiber length of less than 3 mm, or if it does, the amount thereof is less than 5 wt% of the total carbon fibers contained in the carbon fiber composite sheet.
- the carbon fiber composite sheet does not contain carbon fibers with a fiber length of less than 5 mm, or even if it does, the amount thereof is less than 5 wt% of the total carbon fibers contained in the carbon fiber composite sheet.
- the carbon fiber composite sheet does not contain carbon fibers with a fiber length of less than 10 mm, or even if it does, the amount thereof is less than 5 wt% of the total carbon fibers contained in the carbon fiber composite sheet.
- the carbon fiber composite sheet contains a resin composition derived from the bundling liquid contained in the CBC.
- the components that the resin composition may contain and suitable examples thereof are the same as those of the bundling liquid contained in CBC.
- the fiber weight content in the carbon fiber composite sheet is, for example, 20 wt% or more and less than 30 wt%, 30 wt% or more and less than 40 wt%, 40 wt% or more and less than 50 wt%, 50 wt% or more and less than 60 wt%, 60 wt% or more and less than 70 wt%, or 70 wt%. % or more and 80wt% or less.
- the fiber weight content is preferably 30 wt% or more, more preferably 40 wt% or more, and still more preferably 50 wt% or more.
- the lower the fiber weight content the easier the carbon fiber composite sheet will flow within the mold, making it more suitable for molding CFRP products having complex shapes.
- the fiber weight content is preferably less than 70 wt%, more preferably less than 60 wt%.
- the fiber weight content in a carbon fiber composite sheet containing fibers other than carbon fibers means the ratio of the total weight of carbon fibers contained in the carbon fiber composite sheet to the weight of the carbon fiber composite sheet. .
- the basis weight of the carbon fiber composite sheet can be appropriately designed depending on the application.
- the basis weight is, for example, 300 g/m 2 or more and less than 500 g/m 2 , 500 g/m 2 or more and less than 1000 g/m 2 , 1000 g/m 2 or more and less than 2000 g/m 2 , 2000 g/m 2 or more and less than 4000 g/m 2 , It may be 4000 g/m 2 or more and less than 6000 g/m 2 , 6000 g/m 2 or more and less than 8000 g/m 2 , or 8000 g/m 2 or more and less than 10000 g/m 2 .
- the thickness of the carbon fiber composite sheet can be designed to be, for example, 0.5 mm or more and less than 1.5 mm, 1.5 mm or more and less than 3 mm, or 3 mm or more and 5 mm or less, but is not limited to this.
- Carbon fiber composite sheet is a prepreg material used for molding CFRP.
- a press molding method can be preferably used as a molding method, but the method is not limited, and a molding method other than the press molding method such as an autoclave molding method may also be used. can.
- Embodiments of the present invention include, but are not limited to, the following.
- Embodiment 1 Mixing carbon fiber cotton made of short carbon fibers and a bundling liquid containing an uncured thermosetting resin to obtain a carbon fiber bundle containing the bundling liquid; A method for manufacturing a carbon fiber bundle composite, comprising: making the bundling liquid contain a curing agent so that the bundling liquid can be thermally cured.
- the uncured thermosetting resin contains one or more selected from the group consisting of epoxy resin, vinyl ester resin, unsaturated polyester resin, and resol type phenolic resin. .
- the viscosity of the bundling liquid when mixed with the carbon fiber cotton is 10 Pa ⁇ s or less, preferably 5 Pa ⁇ s or less, more preferably 1 Pa ⁇ s or less, and 0.001 Pa ⁇ s.
- Embodiment 4 The manufacturing method according to any one of Embodiments 1 to 3, wherein the bundling liquid has a viscosity of 10 Pa ⁇ s or less at 50°C, preferably 40°C, more preferably 30°C.
- Embodiment 5 The manufacturing method according to any one of Embodiments 1 to 4, wherein a reactive diluent is blended in the bundling liquid.
- Embodiment 6 The manufacturing method according to any one of Embodiments 1 to 4, wherein an uncured epoxy resin and a monoepoxide compound are blended in the bundling liquid.
- the bundling liquid contains an uncured epoxy resin and at least one of methylhexahydrophthalic anhydride and tetrahydromethylphthalic anhydride. Manufacturing method related to.
- the bundling liquid contains at least one of an uncured vinyl ester resin and an uncured unsaturated polyester resin, and has one or two ethylenically unsaturated groups in the molecule and has a pressure of 1 Pa at 25°C.
- Embodiment 11 The manufacturing method according to any one of Embodiments 1 to 8, wherein at least one of an uncured vinyl ester resin and an uncured unsaturated polyester resin and a polyisocyanate are blended in the bundling liquid.
- the bundling liquid contains an uncured resol type phenolic resin, and one or more components selected from alkaline earth metal hydroxides, alkaline earth metal oxides, and polyisocyanates.
- Embodiment 13 Any one of Embodiments 9 to 12, comprising increasing the viscosity of the bundling liquid after obtaining the carbon fiber bundle and making the bundling liquid contain the curing agent.
- Manufacturing method related to. [Embodiment 14] A stirring mixer is used for the mixing, and the carbon fiber bundle formed in the stirring tank of the stirring mixer is thickened while stirring the bundled liquid in the stirring tank.
- the manufacturing method according to any one of Embodiments 9 to 13, comprising: [Embodiment 15] The manufacturing method according to any one of Embodiments 9 to 13, comprising increasing the viscosity of the bundling liquid while rolling the carbon fiber bundle in a disk pelletizer.
- Embodiment 16 The manufacturing method according to any one of Embodiments 1 to 15, wherein an uncured epoxy resin is blended in the bundling liquid, and the curing agent contains an epoxy curing agent.
- the epoxy curing agent includes a latent curing agent.
- the bundling liquid contains at least one of an uncured vinyl ester resin and an uncured unsaturated polyester resin, and the curing agent contains a radical polymerization initiator. Manufacturing method related to crab.
- Embodiment 19 An uncured resol type phenolic resin is blended in the bundling liquid, and the curing agent is a combination of an organic acid, an inorganic acid, an amine, and at least one of a primary amine and a secondary amine with an isocyanate.
- Embodiment 20 The manufacturing method according to any one of Embodiments 1 to 19, further comprising incorporating a flame retardant into the bundling liquid.
- Embodiment 21 The manufacturing method according to any one of Embodiments 1 to 20, comprising preparing at least a portion of the carbon fiber cotton by defibrating chopped carbon fiber bundles.
- Embodiment 22 The manufacturing method according to any one of Embodiments 1 to 20, wherein the short carbon fibers include thermally degraded carbon fibers.
- Embodiment 23 The manufacturing method according to any one of Embodiments 1 to 20 and 22, wherein the carbon fiber cotton contains fibers other than carbon fibers, and the fibers other than carbon fibers may be glass fibers. .
- Embodiment 24 The manufacturing method according to any one of Embodiments 1 to 23, wherein all or 99% by weight or more of the short carbon fibers have a fiber length of 60 mm or less, 50 mm or less, 40 mm or less, 30 mm or less, or 20 mm or less.
- Embodiment 25 The manufacturing method according to any one of Embodiments 1 to 24, wherein the carbon fiber bundle has a bundle length of 3 mm or more, 5 mm or more, or 10 mm or more.
- Embodiments 1 to 24 wherein the carbon fiber bundle does not contain carbon fibers with a fiber length of less than 3 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber bundle. A manufacturing method according to any of the above.
- Embodiment 27 Embodiments 1 to 24, wherein the carbon fiber bundle does not contain carbon fibers with a fiber length of less than 5 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber bundle. A manufacturing method according to any of the above.
- the fiber weight content of the carbon fiber bundle is 20 wt% or more and less than 30 wt%, 30 wt% or more and less than 40 wt%, 40 wt% or more and less than 50 wt%, 50 wt% or more and less than 60 wt%, 60 wt% or more and less than 70 wt%, Or the manufacturing method according to any one of Embodiments 1 to 28, wherein the content is 70 wt% or more and 80 wt% or less.
- Embodiment 30 Forming a carbon fiber bundle containing the bundling liquid by aggregating discontinuous carbon fibers with a bundling liquid, the bundling liquid containing an uncured thermosetting resin and a curing agent.
- a method for producing a carbon fiber bundle composite which is a resin composition containing.
- the uncured thermosetting resin is selected from the group consisting of epoxy resin, vinyl ester resin, unsaturated polyester resin, resol type phenol resin, (meth)acrylate other than epoxy vinyl ester, and diallyl phthalate.
- Embodiment 32 The manufacturing method according to Embodiment 30 or 31, wherein the bundling liquid further contains a reactive diluent.
- Embodiment 33 The manufacturing method according to any one of Embodiments 30 to 32, wherein the bundled liquid further contains a thickener.
- Embodiment 34 A manufacturing method according to Embodiment 33, further comprising increasing the viscosity of the bundling liquid after forming the carbon fiber bundle.
- the discontinuous carbon fiber includes recycled carbon fiber.
- Embodiment 36 The manufacturing method according to Embodiment 35, wherein the recycled carbon fiber includes thermally degraded carbon fiber.
- Embodiment 37 The production according to any of Embodiments 30 to 36, wherein all or 99% by weight or more of the discontinuous carbon fibers have a fiber length of 60 mm or less, 50 mm or less, 40 mm or less, 30 mm or less, or 20 mm or less. Method.
- Embodiment 38 The manufacturing method according to any one of Embodiments 30 to 37, wherein the carbon fiber bundle has a bundle length of 3 mm or more, 5 mm or more, or 10 mm or more.
- Embodiments 30 to 37 wherein the carbon fiber bundle does not contain carbon fibers with a fiber length of less than 3 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber bundle.
- Embodiments 30 to 37 wherein the carbon fiber bundle does not contain carbon fibers with a fiber length of less than 10 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber bundle.
- the fiber weight content of the carbon fiber bundle is 20 wt% or more and less than 30 wt%, 30 wt% or more and less than 40 wt%, 40 wt% or more and less than 50 wt%, 50 wt% or more and less than 60 wt%, 60 wt% or more and less than 70 wt%, Or the manufacturing method according to any one of Embodiments 30 to 41, wherein the content is 70 wt% or more and 80 wt% or less.
- Embodiment 43 The manufacturing method according to Embodiment 42, wherein the fiber weight content is 30 wt% or more and less than 70 wt%, preferably 40 wt% or more and less than 60 wt%.
- Embodiment 44 A carbon fiber bundle composite manufactured by the manufacturing method according to any one of Embodiments 1 to 43.
- Embodiment 45 Mixing carbon fiber cotton made of short carbon fibers and a bundling liquid containing an uncured thermosetting resin to obtain a carbon fiber bundle containing the bundling liquid; making the bundling liquid contain a curing agent to make the bundling liquid thermosetting; and fixing the plurality of carbon fiber bundles to each other after the bundling liquid contains the curing agent;
- a method for manufacturing a carbon fiber composite sheet comprising: [Embodiment 46] The manufacturing method according to Embodiment 45, wherein the uncured thermosetting resin contains one or more selected from the group consisting of epoxy resin, vinyl ester resin, unsaturated polyester resin, and resol type phenolic resin. .
- the viscosity of the bundling liquid when mixed with the carbon fiber cotton is 10 Pa ⁇ s or less, preferably 5 Pa ⁇ s or less, more preferably 1 Pa ⁇ s or less, and 0.001 Pa ⁇ s.
- the manufacturing method according to Embodiment 45 or 46 which may be the above.
- Embodiment 49 The manufacturing method according to any one of Embodiments 45 to 48, wherein a reactive diluent is blended in the bundling liquid.
- Embodiment 50 The manufacturing method according to any one of Embodiments 45 to 48, wherein an uncured epoxy resin and a monoepoxide compound are blended in the bundling liquid.
- the bundling liquid contains an uncured epoxy resin and at least one of methylhexahydrophthalic anhydride and tetrahydromethylphthalic anhydride. Manufacturing method related to.
- the bundling liquid contains at least one of an uncured vinyl ester resin and an uncured unsaturated polyester resin, and has one or two ethylenically unsaturated groups in the molecule and has a pressure of 1 Pa at 25°C.
- Embodiments 45 to 48, 50 and 51 The manufacturing method according to any one of Embodiments 45 to 48, 50 and 51, in which a compound having a viscosity of s or less is blended.
- a thickener is blended into the bundled liquid.
- the bundling liquid contains an uncured epoxy resin and one or more selected from the group consisting of polyisocyanate, carboxylic acid anhydride, and amine. Manufacturing method related to crab.
- the bundling liquid contains an uncured resol type phenolic resin, an alkaline earth metal hydroxide, an alkaline earth metal oxide, and one or more selected from the group consisting of polyisocyanate.
- Embodiment 57 Any one of Embodiments 53 to 56, comprising adding the curing agent to the bundling liquid and then increasing the viscosity of the bundling liquid while bringing the plurality of carbon fiber bundles into contact with each other. Manufacturing method related to.
- Embodiment 58 The manufacturing method according to any one of Embodiments 45 to 57, wherein an uncured epoxy resin is blended in the bundling liquid, and the curing agent contains an epoxy curing agent.
- the epoxy curing agent includes a latent curing agent.
- Embodiment 60 Any one of Embodiments 45 to 59, wherein the bundling liquid contains at least one of an uncured vinyl ester resin and an uncured unsaturated polyester resin, and the curing agent contains a radical polymerization initiator. Manufacturing method related to crab.
- An uncured resol type phenolic resin is blended in the bundling liquid, and the curing agent is a combination of an organic acid, an inorganic acid, an amine, and at least one of a primary amine and a secondary amine with an isocyanate.
- the manufacturing method according to any one of Embodiments 45 to 60 comprising one or more selected from the group consisting of reaction products.
- Embodiment 62 The manufacturing method according to any one of Embodiments 45 to 61, further comprising incorporating a flame retardant into the bundling liquid.
- Embodiment 63 The manufacturing method according to any one of Embodiments 45 to 62, comprising preparing at least a portion of the carbon fiber cotton by defibrating chopped carbon fiber bundles.
- Embodiment 64 The manufacturing method according to any one of Embodiments 45 to 62, wherein the short carbon fibers include thermally degraded carbon fibers.
- Embodiment 65 The manufacturing method according to any one of Embodiments 45 to 62 and 64, wherein fibers other than carbon fibers are mixed in the carbon fiber cotton, and the fibers other than carbon fibers may be glass fibers.
- Embodiment 66 The manufacturing method according to any one of Embodiments 45 to 65, wherein all or 99% by weight or more of the short carbon fibers have a fiber length of 60 mm or less, 50 mm or less, 40 mm or less, 30 mm or less, or 20 mm or less. .
- Embodiment 67 The manufacturing method according to any one of Embodiments 45 to 66, wherein the carbon fiber bundle has a bundle length of 3 mm or more, 5 mm or more, or 10 mm or more.
- Embodiment 68 Embodiment 45, wherein the carbon fiber composite sheet does not contain carbon fibers with a fiber length of less than 3 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber composite sheet.
- Embodiment 45 wherein the carbon fiber composite sheet does not contain carbon fibers with a fiber length of less than 5 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber composite sheet.
- Embodiment 70 Embodiment 45, wherein the carbon fiber composite sheet does not contain carbon fibers with a fiber length of less than 10 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber composite sheet.
- the manufacturing method according to any one of ⁇ 66 The manufacturing method according to any one of ⁇ 66.
- the fiber weight content of the carbon fiber composite sheet is 20 wt% or more and less than 30 wt%, 30 wt% or more and less than 40 wt%, 40 wt% or more and less than 50 wt%, 50 wt% or more and less than 60 wt%, 60 wt% or more and less than 70 wt%. , or 70 wt% or more and 80 wt% or less, the manufacturing method according to any one of embodiments 45 to 70.
- Embodiment 72 Forming a carbon fiber bundle containing the bundling liquid by aggregating discontinuous carbon fibers with a bundling liquid, and fixing a plurality of the carbon fiber bundles to each other, A method for producing a carbon fiber composite sheet, wherein the bundling liquid is a resin composition containing an uncured thermosetting resin and a curing agent.
- the method includes fixing the plurality of carbon fiber bundles to each other by increasing the viscosity of a bundling liquid contained in each of the plurality of carbon fiber bundles while bringing the plurality of carbon fiber bundles into contact with each other, In each of the plurality of carbon fiber bundles, discontinuous carbon fibers are aggregated by the bundling liquid, and the bundling liquid is a resin composition containing an uncured thermosetting resin, a curing agent, and a thickener.
- a method for manufacturing a carbon fiber composite sheet is a resin composition containing an uncured thermosetting resin, a curing agent, and a thickener.
- Embodiment 74 Depositing a plurality of carbon fiber bundles to form a carbon fiber bundle layer, crushing the carbon fiber bundle layer, and then forming bundles contained in each of the plurality of carbon fiber bundles.
- the discontinuous carbon fibers are aggregated by the bundling liquid, and the bundling liquid includes an uncured thermosetting resin, a hardened thermosetting resin, and a curing liquid.
- a method for producing a carbon fiber composite sheet which is a resin composition containing a thickener and a thickener.
- the uncured thermosetting resin is selected from the group consisting of epoxy resin, vinyl ester resin, unsaturated polyester resin, resol type phenol resin, (meth)acrylate other than epoxy vinyl ester, and diallyl phthalate.
- the bundling liquid further contains a reactive diluent.
- the discontinuous carbon fiber includes recycled carbon fiber.
- Embodiment 78 The manufacturing method according to Embodiment 77, wherein the recycled carbon fiber includes thermally degraded carbon fiber.
- Embodiment 79 All or 99% by weight or more of the carbon fibers contained in the carbon fiber composite sheet have a fiber length of 60 mm or less, 50 mm or less, 40 mm or less, 30 mm or less, or 20 mm or less. Any manufacturing method.
- Embodiment 80 The manufacturing method according to any one of Embodiments 72 to 79, wherein each of the plurality of carbon fiber bundles has a bundle length of 3 mm or more, 5 mm or more, or 10 mm or more.
- Embodiment 72 wherein the carbon fiber composite sheet does not contain carbon fibers with a fiber length of less than 3 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber composite sheet.
- Embodiment 82 Embodiment 72, wherein the carbon fiber composite sheet does not contain carbon fibers with a fiber length of less than 5 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber composite sheet.
- the manufacturing method according to any one of ⁇ 80 The manufacturing method according to any one of ⁇ 80.
- Embodiment 83 Embodiment 72, wherein the carbon fiber composite sheet does not contain carbon fibers with a fiber length of less than 10 mm, or even if it does, the content thereof is less than 5 wt% of the total carbon fibers in the carbon fiber composite sheet.
- the fiber weight content of the carbon fiber composite sheet is 20 wt% or more and less than 30 wt%, 30 wt% or more and less than 40 wt%, 40 wt% or more and less than 50 wt%, 50 wt% or more and less than 60 wt%, 60 wt% or more and less than 70 wt%.
- Embodiment 85 The manufacturing method according to Embodiment 84, wherein the fiber weight content is 30 wt% or more and less than 70 wt%, preferably 40 wt% or more and less than 60 wt%.
- Embodiment 86 A carbon fiber composite sheet manufactured by the manufacturing method according to any one of Embodiments 45 to 85.
- Embodiment 87 A method for manufacturing a CFRP product, which includes curing the carbon fiber bundle composite according to Embodiment 44 or the carbon fiber composite sheet according to Embodiment 86 by heating and pressurizing it in a mold.
- Carbon fiber Cotton-like carbon fiber obtained by drying water-sized chopped carbon fiber with a fiber length of 6 mm at 120° C. for 1 hour, and then loosening it by hand.
- Epoxy resin 1 jER (registered trademark) 807 from Mitsubishi Chemical Corporation, which is a bisphenol F-type epoxy resin.
- Epoxy resin 2 TETRAD-X (registered trademark) from Mitsubishi Gas Chemical Co., Ltd., which contains N,N,N',N'-tetraglycidyl-m-xylene diamine as a component.
- Epoxy curing agent 1 Curesol 2MZA-PW from Shikoku Kasei Kogyo Co., Ltd., which contains 2,4-diamino-6-[2'-methylimidazole-(1')]-ethyl-s-triazine as a component.
- Epoxy curing agent 2 Amicure (registered trademark) PN-23J from Ajinomoto Fine-Techno Co., Ltd., which is an amine adduct-based latent curing agent for epoxy resins.
- Thickener HN-2200 from Resonac Co., Ltd., which contains 3or4-methyl-1,2,3,6-tetrahydrophthalic anhydride.
- a bundled liquid was prepared by mixing an epoxy resin, an epoxy curing agent, and a thickener at the weight ratio shown in Table 1.
- the viscosity of the bundled liquid was measured using a B-type rotational viscometer (Brookfield LVDV-1, spindle S63, 10 rpm) and found to be 4 Pa ⁇ s at 22°C. After this bundled liquid was left at 22°C for 6 days, its viscosity was measured again using a B-type rotational viscometer (Brookfield digital viscometer HBDVE, spindle S07, 10 rpm), and the viscosity was 470 Pa ⁇ s at 22°C. Ta.
- B-type rotational viscometer Brookfield digital viscometer HBDVE, spindle S07, 10 rpm
- Example 2 The carbon fibers and the bundling liquid were placed in a container and shaken in the same manner as in Experiment 1 except that the amount of the bundling liquid was increased to 20.0 g.
- the contents of the container were observed after shaking, no carbon fibers that did not participate in the formation of bundles were observed, and all the bundles were seed-shaped (spindle-shaped), and the bundle length was within the range of 15 to 25 mm in almost all of them.
- the maximum diameter was within the range of 5 to 10 mm.
- Example 3 The carbon fibers and the bundling liquid were placed in a container and shaken in the same manner as in Experiment 1, except that the amount of carbon fibers was reduced to 20 g and the amount of the bundling liquid was increased to 20.0 g.
- the contents of the container were observed after shaking, no carbon fibers that did not participate in the formation of bundles were observed, and all the bundles were seed-shaped (spindle-shaped), and the bundle length was within the range of 20 to 30 mm in almost all of them.
- the maximum diameter was within the range of 10 to 20 mm.
- Example 4 A CFRP plate measuring 100 mm x 60 mm in length and width was molded from 15 g of the carbon fiber bundle composite obtained in Experiment 2 using a press mold consisting of a core and a cavity with a flat bottom of 100 mm x 60 mm. The pressing time was 1 hour and 30 minutes, the temperature was 150° C. and the pressure was 8 MPa for the first 30 minutes, and the temperature was 180° C. and the pressure was 8 MPa for the next 1 hour.
- the obtained CFRP board had a smooth surface, a thickness of 2.5 mm, and a density of 0.92 g/cm 3 .
- Example 5 15 g of the carbon fiber bundle composite, which had just been produced in the same manner as in Experiment 2, was placed in a zippered plastic bag measuring 100 mm x 70 mm in length and width. The plastic bag was placed on a flat table, and the bottom of the beaker was manually pressed to crush the carbon fiber composite inside the plastic bag, as shown in FIG. Immediately after being crushed, the carbon fiber bundles were not strongly adhered to each other, and the contents of the plastic bag could not be handled as an independent sheet. However, after being crushed and left at 22° C. for 6 days, the contents of the plastic bag changed into a self-supporting sheet. As shown in FIG. 5, this sheet did not break even when folded. As an additional note, when the seed-shaped carbon fiber bundle composite was left at 22° C. for 6 days, it became too hard to be crushed by the above method, and could not be bound together.
- Example 6 The carbon fiber composite sheet obtained in Experiment 5 was cut into 90 mm x 50 mm to form a CFRP plate with 100 mm x 60 mm.
- the press mold and molding conditions used were the same as in Experiment 4.
- the area of the carbon fiber composite sheet placed in the press mold was 75% of the area of the bottom surface of the cavity of the press mold, which indicates that the carbon fiber composite sheet flowed during molding.
- the obtained CFRP board had a smooth surface, a thickness of 1.2 mm, and a density of 1.58 g/cm 3 .
- the carbon fiber bundle composite and carbon fiber composite sheet obtained by the manufacturing method according to each embodiment can be used in automobiles, motorcycles, bicycles, ships, railway vehicles, manned aircraft, unmanned aircraft, and other transportation equipment, as well as sporting goods and leisure equipment. It can be preferably used to manufacture various CFRP parts used for supplies, home appliances, agricultural machinery, building materials, etc.
Abstract
短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることと、を含む炭素繊維束コンポジットの製造方法。短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることと、前記バンドル化液に前記硬化剤を含有させた後の複数の前記炭素繊維束を互いに固着させることと、を含む炭素繊維コンポジットシートの製造方法。
Description
本発明は、主として、炭素繊維束コンポジット(Carbon-fiber Bundle Composite)の製造方法および炭素繊維コンポジットシートの製造方法に関する。
炭素繊維を補強材に用いた繊維強化プラスチックであるCFRP(Carbon Fiber Reinforced Plastic)は、自動車、船舶、鉄道車両、有人航空機、無人航空機その他の輸送機器の部品に適した、軽量かつ力学特性に優れた材料であり、近年その重要度はますます高くなっている。
炭素繊維ペレットを熱可塑性樹脂に添加する方法で炭素繊維強化熱可塑性プラスチックを製造することが提案されている。炭素繊維ペレットは、短尺炭素繊維をサイジング剤の溶液または懸濁液と混合することによって炭素繊維凝集体を形成し、これをディスクペレタイザーでペレット化した後、乾燥させることにより製造される(特許文献1)。
短尺炭素繊維を水に分散させた後、更に少量のクロロホルムを加えて勢いよく振ることによって、ニードル状の自己組織化炭素繊維束が得られること、また、予めこのクロロホルムにポリエーテルイミドを溶解させておくことにより、このニードル状の自己組織化炭素繊維束にポリエーテルイミドを担持させ得ることが知られている(非特許文献1)。
J.R. Baxter, G.R. Palmese, N.J. Alvarez, Applied Materials Today 20 (2020) 100786
本発明の目的は、原料としてバージン炭素繊維とリサイクル炭素繊維のどちらでも使用することができる、短尺炭素繊維を用いたプリプレグ材料の新規な製造方法を提供することである。
本発明の目的は、また、バンドル化液を用いて短尺炭素繊維を凝集させる工程を有しながら、そのバンドル化液中の溶媒を除去する工程を要さない、短尺炭素繊維を用いたプリプレグ材料の製造方法を提供することである。
本明細書中には、本発明の各実施形態により解決され得る課題が明示的または黙示的に示されている場合がある。
本発明の目的は、また、バンドル化液を用いて短尺炭素繊維を凝集させる工程を有しながら、そのバンドル化液中の溶媒を除去する工程を要さない、短尺炭素繊維を用いたプリプレグ材料の製造方法を提供することである。
本明細書中には、本発明の各実施形態により解決され得る課題が明示的または黙示的に示されている場合がある。
本発明の一態様によれば、短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることと、を含む炭素繊維束コンポジットの製造方法が提供される。
本発明の他の一態様によれば、バンドル化液によって不連続炭素繊維を凝集させることによって前記バンドル化液を含有する炭素繊維束を形成することを含み、前記バンドル化液は未硬化の熱硬化性樹脂および硬化剤を含有する樹脂組成物である、炭素繊維束コンポジットの製造方法が提供される。
本発明の更に他の一態様によれば、短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることと、前記バンドル化液に前記硬化剤を含有させた後に複数の前記炭素繊維束を互いに固着させることと、を含む炭素繊維コンポジットシートの製造方法が提供される。
本発明の更に他の一態様によれば、バンドル化液によって不連続炭素繊維を凝集させることによって前記バンドル化液を含有する炭素繊維束を形成することと、複数の前記炭素繊維束を互いに固着させることとを含み、前記バンドル化液は未硬化の熱硬化性樹脂と硬化剤とを含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法が提供される。
本発明の更に他の一態様によれば、複数の炭素繊維束を互いに接触させつつ前記複数の炭素繊維束にそれぞれ含有されるバンドル化液を増粘させることで前記複数の炭素繊維束を互いに固着させることを含み、前記複数の炭素繊維束の各々においては不連続炭素繊維が前記バンドル化液によって凝集せしめられており、前記バンドル化液は未硬化の熱硬化性樹脂、硬化剤および増粘剤を含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法が提供される。
本発明の更に他の一態様によれば、複数の炭素繊維束を堆積させて炭素繊維束層を形成することと、前記炭素繊維束層を圧し潰すことと、その後に前記複数の炭素繊維束にそれぞれ含有されるバンドル化液を増粘させることとを含み、前記複数の炭素繊維束の各々においては不連続炭素繊維が前記バンドル化液によって凝集せしめられており、前記バンドル化液は未硬化の熱硬化性樹脂、硬化剤および増粘剤を含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法が提供される。
本発明の一実施形態によれば、原料としてバージン炭素繊維とリサイクル炭素繊維のどちらでも使用することができる、短尺炭素繊維を用いたプリプレグ材料の新規な製造方法が提供される。
本発明の一実施形態によれば、バンドル化液を用いて短尺炭素繊維を凝集させる工程を有しながら、そのバンドル化液中の溶媒を除去する工程を要さない、短尺炭素繊維を用いたプリプレグ材料の製造方法が提供される。
本発明の一実施形態によれば、バンドル化液を用いて短尺炭素繊維を凝集させる工程を有しながら、そのバンドル化液中の溶媒を除去する工程を要さない、短尺炭素繊維を用いたプリプレグ材料の製造方法が提供される。
本明細書において粘度値に言及するときは、特に断らない限り、回転粘度計(例えば、サーモフィッシャーサイエンティフィック製HAAKE MARS 40)を用いて、測定モード:応力一定、応力値:300Pa、周波数:1.59Hz、プレート径:25mm、プレートタイプ:パラレルプレート、プレートギャップ:0.5mmという条件で測定した値をいう。
炭素繊維は、通常、スプールに巻き取ることが可能な長さを有する連続繊維として製造される。短尺炭素繊維は、連続炭素繊維が切断されることにより生じる。短尺炭素繊維は、切断された炭素繊維または不連続炭素繊維と言い換えることができる。
以下に本発明の実施形態を詳細に説明する。
1.炭素繊維束コンポジットの製造方法
本発明の一態様は炭素繊維束コンポジット(以下では「CBC」と略称することがある)の製造方法に関する。この製造方法は、短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることとを含む。
以下では、バージン炭素繊維を出発原料に用いる方法と、リサイクル炭素繊維を出発原料に用いる方法とに分けて、実施形態に係る製造方法を説明する。
本発明の一態様は炭素繊維束コンポジット(以下では「CBC」と略称することがある)の製造方法に関する。この製造方法は、短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることとを含む。
以下では、バージン炭素繊維を出発原料に用いる方法と、リサイクル炭素繊維を出発原料に用いる方法とに分けて、実施形態に係る製造方法を説明する。
1.1.バージン炭素繊維を出発原料に用いる方法
バージン炭素繊維を出発原料に用いる方法は、典型的には、次の(i)~(iii)の工程を含む。
(i)チョップ工程
(ii)解繊工程
(iii)バンドル化工程
各工程の詳細を以下に説明する。
バージン炭素繊維を出発原料に用いる方法は、典型的には、次の(i)~(iii)の工程を含む。
(i)チョップ工程
(ii)解繊工程
(iii)バンドル化工程
各工程の詳細を以下に説明する。
(i)チョップ工程
チョップ工程では、バージン炭素繊維からなる連続炭素繊維束を、例えばロータリーカッターを用いて、繊維方向に所定の間隔で切断することによりチョップド炭素繊維束とする。
チョップ工程では、バージン炭素繊維からなる連続炭素繊維束を、例えばロータリーカッターを用いて、繊維方向に所定の間隔で切断することによりチョップド炭素繊維束とする。
連続炭素繊維束の束サイズ(束を構成する炭素繊維フィラメントの数)は、例えば10K以上であり、12K以上、15K以上、24K以上、36K以上、48K以上または50K以上であってもよい。上限は特にないが、例えば100K以下である。
ここで「K」は1000を表す記号で、例えば、1Kは1000を意味し、10Kは10000を意味する。
ここで「K」は1000を表す記号で、例えば、1Kは1000を意味し、10Kは10000を意味する。
連続炭素繊維束の束サイズが大きい程、1片のチョップド炭素繊維束に含まれる炭素繊維フィラメントの本数が多いので、CBCの生産効率が高くなる。加えて、連続炭素繊維束の生産コストも、束サイズの増加と共に低下する。従って、連続炭素繊維束の束サイズは、好ましくは24K以上、より好ましくは36K以上、更に好ましくは48K以上である。
炭素繊維フィラメントの直径は、ポリアクリロニトリル繊維を原料とするPAN系炭素繊維であれば5μm~15μmの範囲内であることが一般的である。
チョップド炭素繊維束の繊維長は、製造すべきCBCを構成する炭素繊維に要求される長さに設定される。チョップ工程の後、炭素繊維を意図的に切断する工程は無いからである。
チョップド炭素繊維束の繊維長は、限定するものではないが、例えば3mm以上であり、5mm以上または10mm以上であってもよく、また、例えば60mm以下であり、50mm以下、40mm以下、30mm以下または20mm以下であってもよい。
チョップド炭素繊維束の繊維長が長い程、製造したCBCを用いて成形されるCFRP製品の機械特性が良好となる傾向がある。一方、チョップド炭素繊維束の繊維長が短い程、製造されるCBCは複雑な形状を有するCFRP製品の成形により適したものとなる。CBCは、含有する炭素繊維が短い程、成形型内で流動し易い傾向があるからである。
チョップド炭素繊維束の繊維長が長い程、製造したCBCを用いて成形されるCFRP製品の機械特性が良好となる傾向がある。一方、チョップド炭素繊維束の繊維長が短い程、製造されるCBCは複雑な形状を有するCFRP製品の成形により適したものとなる。CBCは、含有する炭素繊維が短い程、成形型内で流動し易い傾向があるからである。
同じ繊維長を有する複数の短尺炭素繊維から形成されるCBCのバンドル長は、図1に示すように、短尺炭素繊維の繊維長よりも長くなるのが普通である。一例において、CBCのバンドル長は、短尺炭素繊維の繊維長の2倍を超えてもよく、更には3倍を超えてもよい。
(ii)解繊工程
解繊工程では、チョップ工程で得たチョップド炭素繊維束をほぐして炭素繊維綿を得る。
解繊は、チョップド炭素繊維束に含まれる炭素繊維の全てがモノフィラメント状となるように行うことが好ましいが、必須ではない。すなわち、解繊工程で得られる炭素繊維綿は、例えば100本未満という少ない本数のフィラメントからなる、極細の炭素繊維束を含んでもよい。
解繊工程では、チョップ工程で得たチョップド炭素繊維束をほぐして炭素繊維綿を得る。
解繊は、チョップド炭素繊維束に含まれる炭素繊維の全てがモノフィラメント状となるように行うことが好ましいが、必須ではない。すなわち、解繊工程で得られる炭素繊維綿は、例えば100本未満という少ない本数のフィラメントからなる、極細の炭素繊維束を含んでもよい。
解繊工程では一般的な解繊機を用いることができるが、限定するものではない。
一例では、ヘンシェルミキサーのような撹拌混合機にチョップド炭素繊維束のみを投入し、ドライ状態で撹拌することで解繊することができる。この方法は、生成する炭素繊維綿を撹拌混合機から取り出すことなく、次のバンドル化工程に進むことができる利点がある。
一例では、アセトンのような、チョップド炭素繊維束が含有するサイジング剤を溶解させ得る有機溶剤にチョップド炭素繊維束を浸漬し、超音波照射する方法でも解繊することができる。サイジング剤を洗い流した後には、綿状になった炭素繊維が残る。
(iii)バンドル化工程
バンドル化工程では、解繊工程で得た炭素繊維綿をバンドル化液と混合する。バンドル化液は、樹脂組成物である。
炭素繊維綿を構成する炭素繊維フィラメントまたは極細の炭素繊維束は、バンドル化液の表面張力に基づく毛細管力によって凝集し、バンドル化液を含有する炭素繊維束を形成する。
バンドル化工程では、解繊工程で得た炭素繊維綿をバンドル化液と混合する。バンドル化液は、樹脂組成物である。
炭素繊維綿を構成する炭素繊維フィラメントまたは極細の炭素繊維束は、バンドル化液の表面張力に基づく毛細管力によって凝集し、バンドル化液を含有する炭素繊維束を形成する。
<バンドル化液の粘度>
バンドル化液の粘度が低い程、炭素繊維綿との混合が容易となり、炭素繊維束の形成に要する時間が短くなる。かかる観点から、バンドル化工程において炭素繊維綿と混合するときのバンドル化液の粘度は、好ましくは10Pa・s以下、より好ましくは5Pa・s以下であり、更に好ましくは1Pa・s以下である。この粘度に特段の下限はないが、例えば0.001Pa・s以上であってもよい。
バンドル化液の粘度が低い程、炭素繊維綿との混合が容易となり、炭素繊維束の形成に要する時間が短くなる。かかる観点から、バンドル化工程において炭素繊維綿と混合するときのバンドル化液の粘度は、好ましくは10Pa・s以下、より好ましくは5Pa・s以下であり、更に好ましくは1Pa・s以下である。この粘度に特段の下限はないが、例えば0.001Pa・s以上であってもよい。
バンドル化工程において、バンドル化液は加熱して使用され得る。例えば、25℃における粘度が10Pa・sであるバンドル化液は、温度25℃の部屋でバンドル化工程を行うときには、加熱することなしに使用してもよいが、温度15℃の部屋でバンドル化工程を行うときには、粘度が10Pa・s以下となるまで加熱して使用することが好ましい。
50℃において粘度が10Pa・sであるバンドル化液が、50℃に加熱して炭素繊維綿と混合している途中で硬化しないようにするには、バンドル化液に含有させる硬化剤として50℃以下で硬化作用を示さないものを選択すればよい。
40℃において粘度が10Pa・sであるバンドル化液であれば、バンドル化液に含有させる硬化剤として40℃以下で硬化作用を示さないものを選択すれば、40℃に加熱して炭素繊維綿と混合している途中で硬化することはない。
このように、バンドル化液の粘度が10Pa・sとなる温度が低い程、かかる温度で炭素繊維綿と混合しているときにバンドル化液を硬化させない硬化剤を選択するときの選択肢が広い。
従って、バンドル化液の粘度は、好ましくは50℃において10Pa・s以下であり、より好ましくは40℃において10Pa・s以下であり、更に好ましくは30℃において10Pa・s以下である。
40℃において粘度が10Pa・sであるバンドル化液であれば、バンドル化液に含有させる硬化剤として40℃以下で硬化作用を示さないものを選択すれば、40℃に加熱して炭素繊維綿と混合している途中で硬化することはない。
このように、バンドル化液の粘度が10Pa・sとなる温度が低い程、かかる温度で炭素繊維綿と混合しているときにバンドル化液を硬化させない硬化剤を選択するときの選択肢が広い。
従って、バンドル化液の粘度は、好ましくは50℃において10Pa・s以下であり、より好ましくは40℃において10Pa・s以下であり、更に好ましくは30℃において10Pa・s以下である。
バンドル化液の粘度は、後述の通り、反応性希釈剤によって調整され得る。
<熱硬化性樹脂>
バンドル化液には未硬化の熱硬化性樹脂が配合される。熱硬化性樹脂の種類に限定はないが、好適例としてはエポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂が挙げられる。
バンドル化液に含有させ得る熱硬化性樹脂の例には、更に、エポキシビニルエステル以外の各種(メタ)アクリレート(アクリロイル基またはメタアクリロイル基を有する化合物)と、ジアリルフタレートが含まれる。各種(メタ)アクリレートの中には、アルキル基上に置換基を有してもよいアルキル(メタ)アクリレートや、ウレタンアクリレートが含まれる。
バンドル化液は2種以上の熱硬化性樹脂を含有してもよい。
バンドル化液には未硬化の熱硬化性樹脂が配合される。熱硬化性樹脂の種類に限定はないが、好適例としてはエポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂が挙げられる。
バンドル化液に含有させ得る熱硬化性樹脂の例には、更に、エポキシビニルエステル以外の各種(メタ)アクリレート(アクリロイル基またはメタアクリロイル基を有する化合物)と、ジアリルフタレートが含まれる。各種(メタ)アクリレートの中には、アルキル基上に置換基を有してもよいアルキル(メタ)アクリレートや、ウレタンアクリレートが含まれる。
バンドル化液は2種以上の熱硬化性樹脂を含有してもよい。
<エポキシ樹脂>
バンドル化液に含有させ得るエポキシ樹脂の種類に限定はなく、ビスフェノール型エポキシ樹脂、ナフタレン型エポキシ樹脂、ビフェニル型エポキシ樹脂、ノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、オキサゾリドン環構造を有するエポキシ樹脂、脂環式エポキシ樹脂、脂肪族エポキシ樹脂を含む、様々な種類のエポキシ樹脂を使用することができる。
粘度が互いに異なるエポキシ樹脂を組み合わせて用いる場合、より粘度の低いものをより多く含有させる程、バンドル化液の粘度は低くなるのが普通である。
バンドル化液に含有させ得るエポキシ樹脂の種類に限定はなく、ビスフェノール型エポキシ樹脂、ナフタレン型エポキシ樹脂、ビフェニル型エポキシ樹脂、ノボラック型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、オキサゾリドン環構造を有するエポキシ樹脂、脂環式エポキシ樹脂、脂肪族エポキシ樹脂を含む、様々な種類のエポキシ樹脂を使用することができる。
粘度が互いに異なるエポキシ樹脂を組み合わせて用いる場合、より粘度の低いものをより多く含有させる程、バンドル化液の粘度は低くなるのが普通である。
バンドル化液に特に好ましく含有させ得るエポキシ樹脂は、ビスフェノールA型エポキシ樹脂(ビスフェノールAのジグリシジルエーテルを主成分とするエポキシ樹脂)およびビスフェノールF型エポキシ樹脂(ビスフェノールFのジグリシジルエーテルを主成分とするエポキシ樹脂)のようなビスフェノール型エポキシ樹脂である。
市販のビスフェノール型エポキシ樹脂の中には、25℃において5Pa・s以下の粘度を有する品種があり、好ましく用いることができる。
市販のビスフェノール型エポキシ樹脂の中には、25℃において5Pa・s以下の粘度を有する品種があり、好ましく用いることができる。
一例では、バンドル化液に含有されるエポキシ樹脂全体の50wt%以上、60wt%以上、65wt%以上、70wt%以上、または75wt%以上がビスフェノール型エポキシ樹脂であってもよい。
ビスフェノール型エポキシ樹脂、とりわけビスフェノールA型エポキシ樹脂には、硬化時の収縮が比較的小さいという利点や、硬化物の耐熱性が比較的良いという利点がある。従って、バンドル化液は、ビスフェノールA型およびビスフェノールF型エポキシ樹脂の少なくとも一方を含有することが好ましく、ビスフェノールA型エポキシ樹脂を含有することがより好ましい。
ビスフェノール型エポキシ樹脂、とりわけビスフェノールA型エポキシ樹脂には、硬化時の収縮が比較的小さいという利点や、硬化物の耐熱性が比較的良いという利点がある。従って、バンドル化液は、ビスフェノールA型およびビスフェノールF型エポキシ樹脂の少なくとも一方を含有することが好ましく、ビスフェノールA型エポキシ樹脂を含有することがより好ましい。
<ビニルエステル樹脂>
バンドル化液に含有され得るビニルエステル樹脂の種類は特に限定されないが、典型例としては、ビスフェノール型ビニルエステル樹脂とノボラック型ビニルエステル樹脂が挙げられる。
ビスフェノール型ビニルエステル樹脂は、ビスフェノールA型エポキシ樹脂のようなビスフェノール型エポキシ樹脂を、典型的にはアクリル酸またはメタクリル酸である不飽和モノカルボン酸でエステル化することにより製造される。
ノボラック型ビニルエステル樹脂は、フェノールノボラック型エポキシ樹脂のようなノボラック型エポキシ樹脂を、典型的にはアクリル酸またはメタクリル酸である不飽和モノカルボン酸でエステル化することにより製造される。
バンドル化液に含有され得るビニルエステル樹脂の種類は特に限定されないが、典型例としては、ビスフェノール型ビニルエステル樹脂とノボラック型ビニルエステル樹脂が挙げられる。
ビスフェノール型ビニルエステル樹脂は、ビスフェノールA型エポキシ樹脂のようなビスフェノール型エポキシ樹脂を、典型的にはアクリル酸またはメタクリル酸である不飽和モノカルボン酸でエステル化することにより製造される。
ノボラック型ビニルエステル樹脂は、フェノールノボラック型エポキシ樹脂のようなノボラック型エポキシ樹脂を、典型的にはアクリル酸またはメタクリル酸である不飽和モノカルボン酸でエステル化することにより製造される。
<不飽和ポリエステル樹脂>
バンドル化液に含有され得る不飽和ポリエステル樹脂の種類は特に限定されない。不飽和ポリエステル樹脂は、フマル酸、マレイン酸および/または無水マレイン酸を含むジカルボン酸と、ジオールとが重縮合した構造を含むポリマーを主成分とする。
バンドル化液に含有され得る不飽和ポリエステル樹脂の種類は特に限定されない。不飽和ポリエステル樹脂は、フマル酸、マレイン酸および/または無水マレイン酸を含むジカルボン酸と、ジオールとが重縮合した構造を含むポリマーを主成分とする。
<反応性希釈剤>
前述の通り、バンドル化液の粘度は、反応性希釈剤によって調整され得る。反応性希釈剤としてバンドル化液に含有される化合物は、1種のみであってもよいし、2種以上であってもよい。
前述の通り、バンドル化液の粘度は、反応性希釈剤によって調整され得る。反応性希釈剤としてバンドル化液に含有される化合物は、1種のみであってもよいし、2種以上であってもよい。
バンドル化液にエポキシ樹脂が配合されるときには、エポキシ樹脂用の公知の反応性希釈剤を適宜使用することができる。粘度低減効果の高いエポキシ樹脂用の反応性希釈剤の例は、分子中にエポキシ基を1つだけ有するモノエポキシド化合物を含むが、これに限定されない。
メチルヘキサヒドロ無水フタル酸およびテトラヒドロメチル無水フタル酸は、エポキシ樹脂の増粘剤または硬化剤として働くと同時に、希釈剤としても働くので、反応性希釈剤の一種とみなすことができる。
バンドル化液にビニルエステル樹脂および不飽和ポリエステル樹脂の少なくとも一方が配合されるときには、反応性希釈剤として、好適には分子中に1つまたは2つのエチレン性不飽和基を有し、25℃において好ましくは1Pa・s以下という低粘度の化合物を共に配合することができる。
かかる化合物の例には、スチレン、メチルスチレン、ハロゲン化スチレン、ジビニルベンゼン等のスチレン系化合物;メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、2-エチルへキシル(メタ)アクリレート、シクロへキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ベンジル(メタ)アクリレート、メチルベンジル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、メチルフェノキシエチル(メタ)アクリレート、モルホリン(メタ)アクリレート、フェニルフェノキシエチルアクリレート、フェニルベンジル(メタ)アクリレート、フェニルメタクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンテニルオキシエチル(メタ)アクリレート、ジシクロペンタニルメタクリレート等の単官能(メタ)アクリレート;ヒドロキシエチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート等の含水酸基(メタ)アクリレート;エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4-ブタンジオールジ(メタ)アクリレート、1,6-ヘキサンジオールジ(メタ)アクリレート、ビスフェノールジ(メタ)アクリレート、1,4-シクロヘキサンジメタノールジ(メタ)アクリレート等の二官能(メタ)アクリレートが含まれる。
かかる化合物の例には、スチレン、メチルスチレン、ハロゲン化スチレン、ジビニルベンゼン等のスチレン系化合物;メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、2-エチルへキシル(メタ)アクリレート、シクロへキシル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ベンジル(メタ)アクリレート、メチルベンジル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、メチルフェノキシエチル(メタ)アクリレート、モルホリン(メタ)アクリレート、フェニルフェノキシエチルアクリレート、フェニルベンジル(メタ)アクリレート、フェニルメタクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンテニルオキシエチル(メタ)アクリレート、ジシクロペンタニルメタクリレート等の単官能(メタ)アクリレート;ヒドロキシエチル(メタ)アクリレート、ヒドロキシプロピル(メタ)アクリレート、ヒドロキシブチル(メタ)アクリレート等の含水酸基(メタ)アクリレート;エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4-ブタンジオールジ(メタ)アクリレート、1,6-ヘキサンジオールジ(メタ)アクリレート、ビスフェノールジ(メタ)アクリレート、1,4-シクロヘキサンジメタノールジ(メタ)アクリレート等の二官能(メタ)アクリレートが含まれる。
<増粘剤>
好適例では、バンドル化液に増粘剤を配合することによって、バンドル化工程の後にバンドル化液の粘度を25℃において例えば50Pa・s以上となるように増加させてもよい。バンドル化液をこのように増粘させることによって、バンドル化工程で形成されたCBCの形態が安定化する。
例えば、運搬や保管のために多量のCBCを大容量の容器に詰め込んだとき、容器の底近くでは自重による強い圧力がCBCに加わる。この場合において、バンドル化液が増粘していれば、CBCの潰れや、CBCどうしの固着、液体成分のCBCからの滲出が起こり難い。
好適例では、バンドル化液に増粘剤を配合することによって、バンドル化工程の後にバンドル化液の粘度を25℃において例えば50Pa・s以上となるように増加させてもよい。バンドル化液をこのように増粘させることによって、バンドル化工程で形成されたCBCの形態が安定化する。
例えば、運搬や保管のために多量のCBCを大容量の容器に詰め込んだとき、容器の底近くでは自重による強い圧力がCBCに加わる。この場合において、バンドル化液が増粘していれば、CBCの潰れや、CBCどうしの固着、液体成分のCBCからの滲出が起こり難い。
増粘剤を用いるときは、バンドル化液を炭素繊維綿と混合する直前に、増粘剤をバンドル化液に配合することが好ましい。
一態様では、バンドル化液を、増粘剤が含有されない第一液と増粘剤が含有される第二液の2つに分けてもよい。この態様では、第一液と炭素繊維綿とを混合した後、それにより得られる混合物に第二液を混合してもよいし、順序を入れ替えて、第二液と炭素繊維綿とを混合した後、それにより得られる混合物に第一液を混合してもよい。この態様では、バンドル化工程の中で第一液と第二液が混合されてバンドル化液が完成される。
一態様では、バンドル化液を、増粘剤が含有されない第一液と増粘剤が含有される第二液の2つに分けてもよい。この態様では、第一液と炭素繊維綿とを混合した後、それにより得られる混合物に第二液を混合してもよいし、順序を入れ替えて、第二液と炭素繊維綿とを混合した後、それにより得られる混合物に第一液を混合してもよい。この態様では、バンドル化工程の中で第一液と第二液が混合されてバンドル化液が完成される。
増粘剤の種類および配合量は、バンドル化工程の途中でバンドル化液の粘度が上昇して炭素繊維束の形成に支障が生じることがないよう決定される。
バンドル化液の粘度が10Pa・s以下であるとき、バンドル化工程は1時間以内で完了させ得ることから、好適例では、炭素繊維綿と混合されるときの温度で1時間保持したときに粘度が10Pa・sを超えないように、バンドル化液に配合する増粘剤の種類および量を決定することができる。
バンドル化液の粘度が10Pa・s以下であるとき、バンドル化工程は1時間以内で完了させ得ることから、好適例では、炭素繊維綿と混合されるときの温度で1時間保持したときに粘度が10Pa・sを超えないように、バンドル化液に配合する増粘剤の種類および量を決定することができる。
増粘剤を配合したバンドル化液の増粘後の粘度は、25℃において、100Pa・s以上、更には200Pa・s以上、更には1000Pa・s以上、更には2000Pa・s以上、更には5000Pa・s以上であってもよく、回転粘度計を用いて測定可能な範囲を超えた値であってもよい。
バンドル化工程で形成されるCBCを後述する炭素繊維コンポジットシートの製造に用いる場合には、増粘剤を配合したバンドル化液の増粘後の粘度は、例えば、200Pa・s以上100000Pa・s以下の範囲内であり得る。増粘後の粘度が適度に低いバンドル化液を用いると、柔軟な炭素繊維コンポジットシートが得られる。
一例では、バンドル化工程の後に、バンドル化工程で形成された炭素繊維束を常温(20℃±15℃の範囲内の温度)よりも高い温度、すなわち35℃を超える温度に保持することで、炭素繊維束が含有するバンドル化液の増粘を促進させてもよい。保持温度および保持時間は、硬化剤の作用によるバンドル化液の硬化が生じない範囲内に設定する。
一例では、撹拌混合機の撹拌槽内で形成された炭素繊維束を、撹拌槽から取り出すことなく、撹拌槽内で撹拌しながら、炭素繊維束が含有するバンドル化液を増粘させることができる。
他の一例では、撹拌混合機の撹拌槽内で形成された炭素繊維束をディスクペレタイザーに移し、転がしながら、炭素繊維束が含有するバンドル化液を増粘させてもよい。
一例では、撹拌混合機の撹拌槽内で形成された炭素繊維束を、撹拌槽から取り出すことなく、撹拌槽内で撹拌しながら、炭素繊維束が含有するバンドル化液を増粘させることができる。
他の一例では、撹拌混合機の撹拌槽内で形成された炭素繊維束をディスクペレタイザーに移し、転がしながら、炭素繊維束が含有するバンドル化液を増粘させてもよい。
バンドル化液にエポキシ樹脂を配合するときに使用し得る増粘剤の例には、ポリイソシアネート、カルボン酸無水物およびアミンが含まれる。
ポリイソシアネートの好適例には、ビス(4-イソシアナトフェニル)メタンやトルエンジイソシアネートのような、分子構造中に芳香族環を有するジイソシアネートと、イソホロンジイソシアネートやヘキサメチレンジイソシアネートのような脂肪族ジイソシアネートが含まれる。ポリメリックMDI(クルードMDI)もポリイソシアネートの好適例に含まれる。
低粘度(好ましくは25℃において1Pa・s以下)のポリイソシアネートは、バンドル化液に添加されてから暫くの間は、反応希釈剤としても機能し得る。
ポリイソシアネートの好適例には、ビス(4-イソシアナトフェニル)メタンやトルエンジイソシアネートのような、分子構造中に芳香族環を有するジイソシアネートと、イソホロンジイソシアネートやヘキサメチレンジイソシアネートのような脂肪族ジイソシアネートが含まれる。ポリメリックMDI(クルードMDI)もポリイソシアネートの好適例に含まれる。
低粘度(好ましくは25℃において1Pa・s以下)のポリイソシアネートは、バンドル化液に添加されてから暫くの間は、反応希釈剤としても機能し得る。
ポリイソシアネートは、ポリオールと共にバンドル化液に配合してもよい。ポリオールの例には、エチレングリコール、ポリエチレングリコール、イソソルビド、ネオペンチルグリコール、シクロヘキサンジオール、シクロヘキサンジメタノール、1,4-ブタンジオール、1,5-ペンタンジオール、3-メチル-1,5-ペンタンジオールおよび1,6-ヘキサンジオールが含まれる。
低粘度(好ましくは25℃において1Pa・s以下)のポリオールは、バンドル化液に添加されてから暫くの間は、反応希釈剤としても機能し得る。
低粘度(好ましくは25℃において1Pa・s以下)のポリオールは、バンドル化液に添加されてから暫くの間は、反応希釈剤としても機能し得る。
カルボン酸無水物の好適例には、メチルヘキサヒドロ無水フタル酸およびテトラヒドロメチル無水フタル酸が含まれる。前述の通り、これらはバンドル化液に添加されてから暫くの間は反応性希釈剤としても機能する。
アミンの好適例には、イソホロンジアミン、ビス(4-アミノシクロヘキシル)メタンおよび1,3-ビス(アミノメチル)シクロヘキサンが含まれる。
エポキシ樹脂が配合されたバンドル化液には、増粘剤としてスチレンと無水マレイン酸をラジカル重合開始剤と共に配合してもよい。その場合、ラジカル重合開始剤の作用によりスチレンと無水マレイン酸を共重合させることによってバンドル化液を増粘させることができる。重合する前のスチレンは、反応性希釈剤としても機能し得る。
バンドル化液にビニルエステル樹脂および/または不飽和ポリエステル樹脂を配合するときに使用し得る好ましい増粘剤には、ポリイソシアネート、水酸化マグネシウムおよび水酸化カルシウムのようなアルカリ土類金属の水酸化物、並びに、酸化マグネシウムおよび酸化カルシウムのようなアルカリ土類金属の酸化物が含まれる。
ポリイソシアネートの好適例は、バンドル化液にエポキシ樹脂が配合されるときに増粘剤として使用し得るポリイソシアネートの好適例と同じである。
低粘度(好ましくは25℃において1Pa・s以下)のポリイソシアネートは、バンドル化液に添加されてから暫くの間は、反応希釈剤としても機能し得る。
低粘度(好ましくは25℃において1Pa・s以下)のポリイソシアネートは、バンドル化液に添加されてから暫くの間は、反応希釈剤としても機能し得る。
ポリイソシアネートは、ポリオールと共にバンドル化液に配合してもよい。ポリオールの例は、バンドル化液にエポキシ樹脂が配合されるときにポリイソシアネートと共に配合し得るポリオールの例と同じである。
低粘度(好ましくは25℃において1Pa・s以下)のポリオールは、バンドル化液に添加されてから暫くの間は、反応希釈剤としても機能し得る。
低粘度(好ましくは25℃において1Pa・s以下)のポリオールは、バンドル化液に添加されてから暫くの間は、反応希釈剤としても機能し得る。
バンドル化液にレゾール型フェノール樹脂を配合するときに好ましく用い得る増粘剤の例には、水酸化マグネシウムおよび水酸化カルシウムのようなアルカリ土類金属の水酸化物、酸化マグネシウムおよび酸化カルシウムのようなアルカリ土類金属の酸化物、並びに、ポリイソシアネートが含まれる。
バンドル化液に配合される熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂のいずれにも該当しない場合においても、ポリイソシアネートは増粘剤として好適に用い得る。熱硬化性樹脂が水酸基含有成分を含まないときは、ポリイソシアネートをポリオールと共にバンドル化液に配合すればよい。ポリイソシアネートとポリオールの好適例は、バンドル化液にエポキシ樹脂が配合されるときに使用し得るポリイソシアネートとポリオールの好適例と同じである。
<硬化剤>
バンドル化液は、配合される熱硬化性樹脂に応じた硬化剤を含有させることにより、熱硬化可能とされる。
バンドル化液は、配合される熱硬化性樹脂に応じた硬化剤を含有させることにより、熱硬化可能とされる。
バンドル化液にエポキシ樹脂を配合するときは、エポキシ樹脂用の硬化剤(以下では「エポキシ硬化剤」とも呼ぶ)をバンドル化液に含有させる。
エポキシ硬化剤の典型例にはジシアンジアミド類、ノボラックを含むフェノール類、アミン類、カルボン酸無水物類、チオール類およびイミダゾール類が含まれる。
特に好ましく用い得るエポキシ硬化剤は潜在性硬化剤、すなわち、常温ではエポキシ樹脂に対する溶解性が低い固体だが、所定の温度まで熱されると融解またはエポキシ樹脂に溶解して硬化作用を発現させる硬化剤である。
イミダゾール類、ジシアンジアミドおよび三フッ化ホウ素-アミン錯体は、潜在性硬化剤の典型例である。
イミダゾール類とはイミダゾール環を有する化合物であり、イミダゾールの水素原子が置換基で置換された置換イミダゾールの他、イミダゾリウム塩、イミダゾール錯体などもイミダゾール類に含まれる。
潜在性硬化剤として好ましい置換イミダゾールの例には、2,4-ジアミノ-6-[2’-メチルイミダゾリル-(1’)]-エチル-s-トリアジン、2-フェニル-4-メチルイミダゾール、2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾール、2-フェニル-4-ベンジル-5-ヒドロキシメチルイミダゾール、2-フェニル-4,5-ジヒドロキシメチルイミダゾール、2-パラトルイル-4-メチル-5-ヒドロキシメチルイミダゾール、2-パラトルイル-4,5-ジヒドロキシメチルイミダゾール、2-メタトルイル-4-メチル-5-ヒドロキシメチルイミダゾール、2-メタトルイル-4,5-ジヒドロキシメチルイミダゾールおよび1-シアノエチル-2-フェニルイミダゾールのような、分子中にヘテロ芳香族環であってもよい芳香族環を有する置換イミダゾールが含まれる。
1-シアノエチル-2-エチル-4-メチルイミダゾリウムトリメリテイト、1-シアノエチル-2-ウンデシルイミダゾリウムトリメリテイトおよび1-シアノエチル-2-フェニルイミダゾリウムトリメリテイトのようなイミダゾリウム塩も、イミダゾール系潜在性硬化剤の好適例である。
2-フェニルイミダゾール、2-メチルイミダゾール、2-フェニル-4,5-ジヒドロキシメチルイミダゾールおよび2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾールを含む各種置換イミダゾールのイソシアヌル酸付加物、とりわけ、2,4-ジアミノ-6-(2’-メチルイミダゾリル-(1’))-エチル-s-トリアジン、1-(4,6-ジアミノ-s-トリアジン-2-イル)エチル-2-ウンデシルイミダゾールおよび2,4-ジアミノ-6-[2-(2-エチル-4-メチル-1-イミダゾリル)エチル]-s-トリアジンのようなトリアジン環を有する置換イミダゾールのイソシアヌル酸付加物は、特に好ましいイミダゾール系潜在性硬化剤である。
アミンアダクトも、潜在性硬化剤の好適例のひとつである。アミンアダクトは、イミダゾールおよび/または3級アミンをエポキシ樹脂および/またはイソシアネートと反応させて高分子量化したもので、エポキシ樹脂への溶解性が比較的低い。
潜在性硬化剤は1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
エポキシ硬化剤としてジシアンジアミドを使用するときには、4,4’-メチレンビス(フェニルジメチルウレア)や2,4-ビス(3,3-ジメチルウレイド)トルエンのような尿素誘導体を、硬化促進剤として併用することが好ましい。
バンドル化液にビニルエステル樹脂および/または不飽和ポリエステル樹脂を配合するときは、ラジカル重合開始剤を硬化剤としてバンドル化液に含有させる。ラジカル重合開始剤は1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
ラジカル重合開始剤の典型例は、ケトンパーオキサイド、ハイドロパーオキサイド、ジアシルパーオキサイド、ジアルキルパーオキサイド、パーオキシケタール、アルキルパーエステルおよびパーカーボネートのような有機過酸化物である。
ラジカル重合開始剤の典型例は、ケトンパーオキサイド、ハイドロパーオキサイド、ジアシルパーオキサイド、ジアルキルパーオキサイド、パーオキシケタール、アルキルパーエステルおよびパーカーボネートのような有機過酸化物である。
有機過酸化物の好適例には1,1-ジ(t-ブチルペルオキシ)シクロヘキサン、t-ブチルパーオキシイソプロピルカーボネート、t-アミルパーオキシイソプロピルカーボネート、メチルエチルケトンパーオキサイド、t-ブチルパーオキシベンゾエート、ベンゾイルパーオキサイド、ジクミルパーオキサイド、アセチルアセトンパーオキサイドおよびクメンハイドロパーオキサイドが含まれる。
ラジカル重合開始剤は、10時間半減期温度を70~120℃の範囲内に有することが好ましく、80~110℃の範囲内に有することがより好ましく、90~100℃の範囲内に有することが更に好ましい。10時間半減期温度とは、ベンゼンに溶解した重合開始剤を一定温度で熱分解させたときの半減期が10時間となる温度であり、測定には、重合開始剤を濃度0.2モル/Lで含有するベンゼン溶液が用いられる。
10時間半減期温度が上記好ましい範囲内にある有機過酸化物については、例えば国際公開第2019/017254号を参照することができる。
10時間半減期温度が上記好ましい範囲内にある有機過酸化物については、例えば国際公開第2019/017254号を参照することができる。
バンドル化液にラジカル重合開始剤を含有させるときは、併せてラジカル重合禁止剤をバンドル化液に含有させることが好ましい。ラジカル重合禁止剤は当業者にはよく知られており、好適例にはカテコール、ハイドロキノン、ベンゾキノンおよびニトロソ化合物が含まれる。
バンドル化液にレゾール型フェノール樹脂を配合するときに、硬化剤としてバンドル化液に含有させ得る成分の例には、ベンゼンスルホン酸、パラトルエンスルホン酸、キシレンスルホン酸およびフェノールスルホン酸のような有機酸;リン酸、塩酸および硫酸のような無機酸;トリエチルアミン、トリ-n-プロピルアミン、ジエチルアミン、n-プロピルアミン、n-ブチルアミン、アニリンおよびベンジルアミンのようなアミン;並びに、イソシアネートと1級アミンおよび/または2級アミンとの反応生成物が含まれる。
<任意成分>
バンドル化液に含有させ得る成分は、以上に述べたものに限定されない。
バンドル化液に含有させ得る成分の例には、更に、低収縮剤、酸化防止剤、内部離型剤、着色剤、改質剤(例えば、ゴム、エラストマーまたは熱可塑性樹脂)、難燃剤、充填剤および抗菌剤が含まれる。
バンドル化液に含有させ得る成分は、以上に述べたものに限定されない。
バンドル化液に含有させ得る成分の例には、更に、低収縮剤、酸化防止剤、内部離型剤、着色剤、改質剤(例えば、ゴム、エラストマーまたは熱可塑性樹脂)、難燃剤、充填剤および抗菌剤が含まれる。
低収縮剤の例には、ポリエチレン、ポリスチレン、スチレン系熱可塑性エラストマー、架橋ポリスチレン、ポリ酢酸ビニル-ポリスチレンブロックコポリマー、ポリ酢酸ビニル、ポリメタクリル酸メチル、および飽和ポリエステル樹脂が含まれる。
充填剤の例には、酸化物、水酸化物、炭酸塩、硫酸塩、ケイ酸塩、リン酸塩または粘土鉱物であってもよい無機充填剤が含まれる。充填剤の他の例には、フェノール樹脂やレゾルシノール樹脂のような熱硬化性樹脂の硬化物であってもよい有機充填剤が含まれる。
充填剤の例には、酸化物、水酸化物、炭酸塩、硫酸塩、ケイ酸塩、リン酸塩または粘土鉱物であってもよい無機充填剤が含まれる。充填剤の他の例には、フェノール樹脂やレゾルシノール樹脂のような熱硬化性樹脂の硬化物であってもよい有機充填剤が含まれる。
バンドル化液に含有させ得る難燃剤について説明すると、次の通りである。
好ましい難燃剤としては、リン含有難燃剤が挙げられる。
リン含有難燃剤の例には、トリメチルホスフェート、トリエチルホスフェート、トリブチルホスフェート、トリオクチルホスフェート、トリブトキシエチルホスフェート、トリフェニルホスフェート、トリクレジルホスフェート、クレジルジフェニルホスフェート、オクチルジフェニルホスフェート、芳香族ポリホスフェートのような非ハロゲンリン酸エステルが挙げられる。
好ましい難燃剤としては、リン含有難燃剤が挙げられる。
リン含有難燃剤の例には、トリメチルホスフェート、トリエチルホスフェート、トリブチルホスフェート、トリオクチルホスフェート、トリブトキシエチルホスフェート、トリフェニルホスフェート、トリクレジルホスフェート、クレジルジフェニルホスフェート、オクチルジフェニルホスフェート、芳香族ポリホスフェートのような非ハロゲンリン酸エステルが挙げられる。
リン含有難燃剤の他の例として、トリス(クロロエチル)ホスフェート、トリス(ジクロロプロピル)ホスフェート、トリス(クロロプロピル)ホスフェート、ビス(2,3-ジブロモプロピル)2,3-ジクロロプロピルホスフェート、トリス(2,3-ジブロモプロピル)ホスフェート、ビス(クロロプロピル)オクチルホスフェート、ハロゲン化アルキルポリホスフェート、ハロゲン化アルキルポリホスフォネートのようなハロゲン化リン酸エステルが挙げられる。
リン含有難燃剤の更に他の例としてホスフィン酸金属塩が挙げられる。ここでいうホスフィン酸金属塩には、有機基を有さないホスフィン酸の金属塩だけでなく、ジフェニルホスフィン酸、モノフェニルホスフィン酸、ジアルキルホスフィン酸、モノアルキルホスフィン酸、アルキルフェニルホスフィン酸のような有機ホスフィン酸の金属塩が含まれる他、メタン(ジメチルホスフィン酸)、ベンゼン-1,4-ジ(メチルホスフィン酸)のようなジホスフィン酸の金属塩が含まれる。
ジアルキルホスフィン酸の例として、ジメチルホスフィン酸、エチルメチルホスフィン酸、ジエチルホスフィン酸、メチル-n-プロピルホスフィン酸が挙げられる。
モノアルキルホスフィン酸の例として、メチルホスフィン酸、エチルホスフィン酸、n-プロピルホスフィン酸が挙げられる。
アルキルフェニルホスフィン酸の例として、メチルフェニルホスフィン酸が挙げられる。
ホスフィン酸金属塩は、アルミニウム塩、亜鉛塩、カルシウム塩、マグネシウム塩などであり得るが、これらに限定されるものではない。
モノアルキルホスフィン酸の例として、メチルホスフィン酸、エチルホスフィン酸、n-プロピルホスフィン酸が挙げられる。
アルキルフェニルホスフィン酸の例として、メチルフェニルホスフィン酸が挙げられる。
ホスフィン酸金属塩は、アルミニウム塩、亜鉛塩、カルシウム塩、マグネシウム塩などであり得るが、これらに限定されるものではない。
リン含有難燃剤の更に他の例として、赤リン、ポリリン酸アンモン、リン酸メラミン、リン酸グアニジン、リン酸グアニル尿素などが挙げられる。
バンドル化液には、リン含有難燃剤に加えて、リンを含有しない難燃剤を混合させ得る。
リンを含有しない難燃剤として、メラミンシアヌレートなどのメラミン化合物、トリアジン化合物、グアニジン化合物、炭酸アンモンといった窒素系難燃剤、水酸化アルミニウム、水酸化マグネシウムのような水和金属、フェロセンやアセチルアセトン金属錯体のような有機金属塩系難燃剤が例示される。
リンを含有しない難燃剤として、メラミンシアヌレートなどのメラミン化合物、トリアジン化合物、グアニジン化合物、炭酸アンモンといった窒素系難燃剤、水酸化アルミニウム、水酸化マグネシウムのような水和金属、フェロセンやアセチルアセトン金属錯体のような有機金属塩系難燃剤が例示される。
好適例では、バンドル化液に配合される全ての材料に、ハロゲンを含有しないものを選択することで、最終産物であるCBCをハロゲンフリーとすることができる。
バンドル化液に含有させ得る任意成分の更に他の例は、バンドル化液を炭素繊維綿と混合するときの温度において、固体であり、かつ、バンドル化液に溶解しない、未硬化の熱硬化性樹脂粉末である。
例えば、バンドル化液中に液状のエポキシ樹脂が含有されるときは、かかる未硬化の熱硬化性樹脂粉末として、未硬化のエポキシ樹脂粉末を使用し得る。
例えば、バンドル化液中に液状のフェノール樹脂が含有されるときは、かかる未硬化の熱硬化性樹脂粉末として、未硬化のフェノール樹脂粉末を使用し得る。
例えば、バンドル化液中に液状のエポキシ樹脂が含有されるときは、かかる未硬化の熱硬化性樹脂粉末として、未硬化のエポキシ樹脂粉末を使用し得る。
例えば、バンドル化液中に液状のフェノール樹脂が含有されるときは、かかる未硬化の熱硬化性樹脂粉末として、未硬化のフェノール樹脂粉末を使用し得る。
<炭素繊維綿とバンドル化液の混合>
炭素繊維綿とバンドル化液を混合する方法に限定はないが、短時間で効率的に混合するためには撹拌することが好ましい。
炭素繊維綿とバンドル化液を混合する方法に限定はないが、短時間で効率的に混合するためには撹拌することが好ましい。
撹拌には、ヘンシェルミキサーとして知られる粉体用の撹拌混合機を好ましく使用することができる。撹拌混合機はアジテーターブレード(撹拌翼)のみを備えるタイプであってもよいし、チョッパーが付属したものであってもよい。ジャケット付きの撹拌混合機では、ジャケット内部に熱媒体を流すことにより撹拌槽の温度調節が可能である。
炭素繊維綿とバンドル化液の混合には、撹拌混合機だけでなく、撹拌機構を有さないタンブラー混合機を用いることもできる。
一例において、バンドル化液またはバンドル化液に含有させるべき液状成分は、噴霧により混合機の混合槽内に供給することができる。
炭素繊維綿とバンドル化液の混合には、撹拌混合機だけでなく、撹拌機構を有さないタンブラー混合機を用いることもできる。
一例において、バンドル化液またはバンドル化液に含有させるべき液状成分は、噴霧により混合機の混合槽内に供給することができる。
バンドル化液の粘度が前述の好ましい範囲内となる温度TAが、バンドル化工程を行う部屋の温度TBよりも高いときは、撹拌混合機の撹拌槽内でバンドル化液と炭素繊維綿を混合する前に、バンドル化液、炭素繊維綿および撹拌槽の少なくともいずれか、好ましくは全部を、温度TAまで加熱してもよい。この場合、バンドル化液と炭素繊維綿のいずれか一方は、撹拌槽内で温度TAまで加熱してもよい。
バンドル化液に硬化剤を含有させるタイミングは、バンドル化液を炭素繊維綿と混合する前であってもよいし、バンドル化液と炭素繊維綿との混合と同時であってもよい。
硬化剤の全てを同じタイミングでバンドル化液に含有させてもよいし、硬化剤の一部と他の一部を異なるタイミングでバンドル化液に含有させてもよい。
2種以上の硬化剤を用いる場合に、種類によってバンドル化液に含有させるタイミングを変えることもできる。
硬化剤の全てを同じタイミングでバンドル化液に含有させてもよいし、硬化剤の一部と他の一部を異なるタイミングでバンドル化液に含有させてもよい。
2種以上の硬化剤を用いる場合に、種類によってバンドル化液に含有させるタイミングを変えることもできる。
バンドル化液を炭素繊維綿と混合するときの温度において、液状であるか、または、バンドル化液に溶解する硬化剤は、バンドル化液と炭素繊維綿との混合前にバンドル化液に含有させることが好ましい。
バンドル化液を炭素繊維綿と混合するときの温度において、固体であり、かつ、バンドル化液に溶解しない硬化剤は、バンドル化液と炭素繊維綿の混合前にバンドル化液に含有させてもよいし、バンドル化液と炭素繊維綿の混合と同時にバンドル化液に含有させてもよい。かかる硬化剤は粉体または微粉体であり、その最大粒径は例えば150μm以下、好ましくは100μm以下、より好ましくは50μm以下、更に好ましくは20μm以下である。
バンドル化液と炭素繊維綿の混合と同時にバンドル化液に硬化剤を含有させるには、炭素繊維綿と硬化剤をまず混合し、次いで、得られた混合物に硬化剤以外の成分が配合されたバンドル化液を加えればよい。
バンドル化液を炭素繊維綿と混合するときの温度において、固体であり、かつ、バンドル化液に溶解しない硬化剤は、バンドル化液と炭素繊維綿の混合前にバンドル化液に含有させてもよいし、バンドル化液と炭素繊維綿の混合と同時にバンドル化液に含有させてもよい。かかる硬化剤は粉体または微粉体であり、その最大粒径は例えば150μm以下、好ましくは100μm以下、より好ましくは50μm以下、更に好ましくは20μm以下である。
バンドル化液と炭素繊維綿の混合と同時にバンドル化液に硬化剤を含有させるには、炭素繊維綿と硬化剤をまず混合し、次いで、得られた混合物に硬化剤以外の成分が配合されたバンドル化液を加えればよい。
硬化剤以外の成分をバンドル化液に含有させるタイミングにも、特に制限はない。
硬化剤と同様に、バンドル化液を炭素繊維と混合するときの温度において、液状であるか、または、バンドル化液に溶解する成分は、バンドル化液と炭素繊維綿との混合前にバンドル化液に含有させることが好ましい。しかし、かかる成分をバンドル化工程中にバンドル化液に含有させることも、必要に応じて許容される。
バンドル化液を炭素繊維綿と混合するときの温度において、固体であり、かつ、バンドル化液に溶解しない成分は、バンドル化液と炭素繊維綿の混合前にバンドル化液に含有させてもよいし、バンドル化液と炭素繊維綿の混合と同時にバンドル化液に含有させてもよい。かかる成分は通常は粉体または微粉体であり、その最大粒径は例えば150μm以下、好ましくは100μm以下、より好ましくは50μm以下、更に好ましくは20μm以下である。
硬化剤と同様に、バンドル化液を炭素繊維と混合するときの温度において、液状であるか、または、バンドル化液に溶解する成分は、バンドル化液と炭素繊維綿との混合前にバンドル化液に含有させることが好ましい。しかし、かかる成分をバンドル化工程中にバンドル化液に含有させることも、必要に応じて許容される。
バンドル化液を炭素繊維綿と混合するときの温度において、固体であり、かつ、バンドル化液に溶解しない成分は、バンドル化液と炭素繊維綿の混合前にバンドル化液に含有させてもよいし、バンドル化液と炭素繊維綿の混合と同時にバンドル化液に含有させてもよい。かかる成分は通常は粉体または微粉体であり、その最大粒径は例えば150μm以下、好ましくは100μm以下、より好ましくは50μm以下、更に好ましくは20μm以下である。
互いに混合されるバンドル化液および炭素繊維綿の重量の合計に対する炭素繊維綿の重量の比率は、20%以上30%未満、30%以上40%未満、40%以上50%未満、50%以上60%未満、60%以上70%未満、または70%以上80%以下であり得る。この比率は、最終産物であるCBCにおける繊維重量含有率と略等しい。実際には、バージン炭素繊維からなる炭素繊維綿にはサイジング剤が含まれるので、炭素繊維綿における炭素繊維の重量比を上記比率に乗じた値がCBCの繊維重量含有率となる。
同じ炭素繊維綿とバンドル化液を原料に用いたとき、上記の比率が小さくなる程、形成されるCBCは太くなり、かつ、そのバンドル長は長くなる傾向がある。使用する炭素繊維綿が同じであるときは、バンドル化液の粘度が高い程、形成されるCBCのバンドル長は長くなる傾向がある。本発明者等が行った実験で観察されたところによれば、炭素繊維綿と混合するときの温度において、固体であり、かつ、バンドル化液に溶解しない成分からなる粉体および/または微粉体をバンドル化液に含有させたとき、この2つの傾向は弱まるようである
1.2.リサイクル炭素繊維を出発原料に用いる方法
前記1.1.に記したCBCの製造方法において、出発原料のバージン炭素繊維の全部または一部を、リサイクル炭素繊維に置き換えることができる。
前記1.1.に記したCBCの製造方法において、出発原料のバージン炭素繊維の全部または一部を、リサイクル炭素繊維に置き換えることができる。
リサイクル炭素繊維の好適例は、SMC(シートモールディングコンパウンド)の端材のような廃SMCまたはSMC由来の廃CFRP(SMCを硬化させてなるCFRP)から回収される炭素繊維である。SMCに含まれる炭素繊維は殆ど全てが同じ繊維長を有しており、それは通常3mm~60mmの範囲内にある。SMCには、製造工程における炭素繊維束のミスカットにより生じる、意図された繊維長よりも長い炭素繊維が少量含まれることがある。SMCに含まれる全ての炭素繊維中に占める、かかる炭素繊維の割合は、通常、1重量%に満たない。
廃SMCまたはSMC由来の廃CFRPから炭素繊維を回収する方法は、熱分解法と化学分解法に大別される。
熱分解法の好適例では、廃SMCまたはSMC由来の廃CFRPを好ましくは600℃以上の温度で乾留し、更に、酸化性雰囲気下で例えば550℃以上、好ましくは600℃以上に加熱する。かかる2段階処理によって、マトリックス樹脂を完全に熱分解させると、殆ど全てが同一の繊維長を有するリサイクル炭素繊維からなる炭素繊維綿が残る。このリサイクル炭素繊維は熱劣化しており、バージン炭素繊維と比べると強度が低いが、FRP用の補強材として使用するには十分な強度を有する。
熱分解法で使用される加熱手段の典型例は電気炉であるが、マイクロ波加熱や誘導加熱といった手段も使用できる。熱分解法の一例では、廃CFRPが過熱水蒸気中で処理され得る。
熱分解法の好適例では、廃SMCまたはSMC由来の廃CFRPを好ましくは600℃以上の温度で乾留し、更に、酸化性雰囲気下で例えば550℃以上、好ましくは600℃以上に加熱する。かかる2段階処理によって、マトリックス樹脂を完全に熱分解させると、殆ど全てが同一の繊維長を有するリサイクル炭素繊維からなる炭素繊維綿が残る。このリサイクル炭素繊維は熱劣化しており、バージン炭素繊維と比べると強度が低いが、FRP用の補強材として使用するには十分な強度を有する。
熱分解法で使用される加熱手段の典型例は電気炉であるが、マイクロ波加熱や誘導加熱といった手段も使用できる。熱分解法の一例では、廃CFRPが過熱水蒸気中で処理され得る。
化学分解法の例としては、常圧溶解法、超臨界流体法(亜臨界流体または超臨界流体を用いてマトリックス樹脂を分解させる方法)、半導体熱活性法、および、電解酸化法が挙げられる。綿状のリサイクル炭素繊維が得られるように、マトリックス樹脂は十分に除去される必要がある。化学分解法で除去し切れない樹脂残渣(残留炭素)は、酸化性雰囲気下で熱処理することにより除去してもよい。
1段階の熱分解あるいは化学分解で除去し切れなかった樹脂残渣を酸化性雰囲気下で熱分解させる代わりに、樹脂残渣による炭素繊維間の結合を機械的に破壊することによって、綿状となったリサイクル炭素繊維を得ることもできる。この操作は、例えばヘンシェルミキサーのような回転羽根を有する撹拌混合機を用いて行うことができる。
廃SMCから炭素繊維を回収する他の方法として、亜臨界流体または超臨界流体であってもよい溶剤を用いて未硬化のマトリックス樹脂を洗い出す方法が挙げられる。この方法によれば、バージン炭素繊維と同等の強度を有する、熱劣化していないリサイクル炭素繊維を得ることができる。
SMC由来の廃CFRPまたは廃SMCから回収されるリサイクル炭素繊維は、通常3mm~60mmの範囲内の繊維長を有する短繊維であり、CBCの製造に用いるにあたり更なる切断を要さない他、サイジング剤も除去されている。このようなリサイクル炭素繊維のみを出発原料として用いたときは、バージン炭素繊維を出発原料に用いるときと異なり、(i)チョップ工程と(ii)解繊工程が不要であり、前述の(iii)バンドル化工程のみを行えばよい。
リサイクル炭素繊維として、廃UDプリプレグまたはUDプリプレグ由来の廃CFRP(UDプリプレグを硬化させてなるCFRP)から、前述の熱分解法または化学分解法により回収される炭素繊維も使用可能である。
廃UDプリプレグまたはUDプリプレグ由来の廃CFRPから得られるリサイクル炭素繊維は、CBCの製造に用いる前に適切な長さに切断される。切断後のリサイクル炭素繊維の長さは、例えば3mm以上であり、5mm以上または10mm以上であってもよく、また、例えば60mm以下であり、50mm以下、40mm以下、30mm以下または20mm以下であってもよい。
リサイクル炭素繊維の繊維長が長い程、製造したCBCを用いて成形されるCFRP製品の機械特性が良好となる傾向がある。一方、リサイクル炭素繊維の繊維長が短い程、製造されるCBCは複雑な形状を有するCFRP製品の成形により適したものとなる。CBCは、含有する炭素繊維が短い程、成形型内で流動し易い傾向があるからである。
廃UDプリプレグまたはUDプリプレグ由来の廃CFRPから得られるリサイクル炭素繊維は、CBCの製造に用いる前に適切な長さに切断される。切断後のリサイクル炭素繊維の長さは、例えば3mm以上であり、5mm以上または10mm以上であってもよく、また、例えば60mm以下であり、50mm以下、40mm以下、30mm以下または20mm以下であってもよい。
リサイクル炭素繊維の繊維長が長い程、製造したCBCを用いて成形されるCFRP製品の機械特性が良好となる傾向がある。一方、リサイクル炭素繊維の繊維長が短い程、製造されるCBCは複雑な形状を有するCFRP製品の成形により適したものとなる。CBCは、含有する炭素繊維が短い程、成形型内で流動し易い傾向があるからである。
綿状のリサイクル炭素繊維に炭素繊維以外の繊維が混入している場合もある。例えば、ガラス繊維からなるステッチを含む炭素繊維クロスを補強材に用いたCFRPから回収されたリサイクル炭素繊維綿では、ガラス繊維の混入が認められ得る。
リサイクル炭素繊維を出発原料として使用する場合、炭素繊維綿に混入した炭素繊維以外の繊維を除去してから使用してもよいが、必須ではない。つまり、実施形態に係る製造方法では、CBCの出発原料として炭素繊維以外の繊維が混入したリサイクル炭素繊維綿を使用してもよい。
2.炭素繊維束コンポジット
本発明の他の一実施形態は、前記1.項で説明した製造方法によって製造されるCBCである。このCBCは、複数の短尺炭素繊維とバンドル化液とからなり、該バンドル化液によって該複数の短尺炭素繊維は束をなした状態に保持されている。その製造方法に由来して、CBCの各末端では前記複数の短尺炭素繊維の先端の位置が不揃いである。バンドル化液は樹脂組成物であり、未硬化の熱硬化性樹脂と硬化剤を含有する。
本発明の他の一実施形態は、前記1.項で説明した製造方法によって製造されるCBCである。このCBCは、複数の短尺炭素繊維とバンドル化液とからなり、該バンドル化液によって該複数の短尺炭素繊維は束をなした状態に保持されている。その製造方法に由来して、CBCの各末端では前記複数の短尺炭素繊維の先端の位置が不揃いである。バンドル化液は樹脂組成物であり、未硬化の熱硬化性樹脂と硬化剤を含有する。
束をなす短尺炭素繊維の本数(フィラメント数)、すなわち1個のCBCに含まれる短尺炭素繊維の本数は、例えば1000から10000であり得る。1個のCBC中で束をなす短尺炭素繊維の99重量%以上、好ましくは全てが、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有し得る。
含有する全ての短尺炭素繊維の繊維長が60mm以下、50mm以下、40mm以下、30mm以下、20mm以下と短くなる程、CBCは複雑な形状を有するCFRP製品の成形により適したものとなる。CBCは、含有する炭素繊維が短い程、成形型内で流動し易い傾向があるからである。
含有する全ての短尺炭素繊維の繊維長が60mm以下、50mm以下、40mm以下、30mm以下、20mm以下と短くなる程、CBCは複雑な形状を有するCFRP製品の成形により適したものとなる。CBCは、含有する炭素繊維が短い程、成形型内で流動し易い傾向があるからである。
繊維長が短過ぎる炭素繊維は補強材としての効果が低いことから、1個のCBC中で束をなす短尺炭素繊維の重量にして大部分は、好ましくは3mm以上、より好ましくは5mm以上、更に好ましくは10mm以上の繊維長を有する。
好ましい例において、CBCは繊維長3mm未満の炭素繊維を含まないか、含むとしてもその量がCBCを構成する全炭素繊維の5wt%未満である。
好ましい他の例において、CBCは繊維長5mm未満の炭素繊維を含まないか、含むとしてもその量がCBCを構成する全炭素繊維の5wt%未満である。
好ましい更に他の例において、CBCは繊維長10mm未満の炭素繊維を含まないか、含むとしてもその量がCBCを構成する全炭素繊維の5wt%未満である。
好ましい例において、CBCは繊維長3mm未満の炭素繊維を含まないか、含むとしてもその量がCBCを構成する全炭素繊維の5wt%未満である。
好ましい他の例において、CBCは繊維長5mm未満の炭素繊維を含まないか、含むとしてもその量がCBCを構成する全炭素繊維の5wt%未満である。
好ましい更に他の例において、CBCは繊維長10mm未満の炭素繊維を含まないか、含むとしてもその量がCBCを構成する全炭素繊維の5wt%未満である。
束をなす短尺炭素繊維の重量にして大部分がL(mm)以上の繊維長を有するCBCは、バンドル長がL(mm)を超えるのが普通である。
CBCの形状は、種子状(紡錘形)、ニードル状またはワイヤ状であり得る。図2に、種子状(紡錘形)のCBCの外観写真を示す。
一実施形態においては、CBCが同等の繊維長を有する短尺炭素繊維のみを含むようにすることで、製造ロット間での品質のバラツキを抑えることができる。この場合、束をなす短尺炭素繊維間における繊維長の最大値と最小値の差は、好ましくは5mm以内、より好ましくは4mm以内、更に好ましくは3mm以内である。
束をなす短尺炭素繊維のフィラメント直径に特に制限はなく、例えば、PAN系炭素繊維が通常有するフィラメント直径の範囲内、すなわち5μm~15μmの範囲内であり得る。
CBCが含有するバンドル化液は、当該CBCの形成に使用されたバンドル化液そのものである。従って、CBCが含有し得る未硬化の熱硬化性樹脂の種類やその好適例は、バンドル化液におけるそれと同じである(例えば、CBCが含有し得る未硬化の熱硬化性樹脂の好適例は、バンドル化液に含有させ得る未硬化の熱硬化性樹脂の好適例と同じく、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂を含む)。
CBCに含まれる未硬化の熱硬化性樹脂以外の成分の種類および好適例についても同様で、当該CBCの形成に用いられるバンドル化液におけるそれと同じである。ただし、バンドル化液が含有する成分の全てが、CBCの形成時と同じ状態でCBCに含有されるとは限らない。特に増粘反応に関与する化合物は、CBCが形成された後、時間の経過に伴い別の化合物に変化するのが普通である。
CBCに含まれる未硬化の熱硬化性樹脂以外の成分の種類および好適例についても同様で、当該CBCの形成に用いられるバンドル化液におけるそれと同じである。ただし、バンドル化液が含有する成分の全てが、CBCの形成時と同じ状態でCBCに含有されるとは限らない。特に増粘反応に関与する化合物は、CBCが形成された後、時間の経過に伴い別の化合物に変化するのが普通である。
CBCにおける繊維重量含有率は、例えば、20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下であり得る。
CBCを用いて成形されるCFRP製品の機械特性を向上させる観点から、上記繊維含有率は好ましくは30wt%以上、より好ましくは40wt%以上、更に好ましくは50wt%以上である。
一方、上記繊維含有率が低い程、CBCは成形型内で流動し易くなるので、複雑な形状を有するCFRP製品の成形により適したものとなる。かかる観点からは、上記繊維含有率は70wt%未満であることが好ましく、60wt%未満であることがより好ましい。
CBCを用いて成形されるCFRP製品の機械特性を向上させる観点から、上記繊維含有率は好ましくは30wt%以上、より好ましくは40wt%以上、更に好ましくは50wt%以上である。
一方、上記繊維含有率が低い程、CBCは成形型内で流動し易くなるので、複雑な形状を有するCFRP製品の成形により適したものとなる。かかる観点からは、上記繊維含有率は70wt%未満であることが好ましく、60wt%未満であることがより好ましい。
CBCに含まれる炭素繊維は、全てがバージン炭素繊維であってもよいし、一部がバージン炭素繊維で残部がリサイクル炭素繊維であってもよく、あるいは、全てがリサイクル炭素繊維であってもよい。
CBCに含まれる炭素繊維は、全てが熱劣化していない炭素繊維であってもよいし、一部が熱劣化していない炭素繊維で残部が熱劣化した炭素繊維であってもよく、あるいは、全てが熱劣化した炭素繊維であってもよい。
熱劣化していない炭素繊維の典型例は、バージン炭素繊維である。
熱劣化した炭素繊維の典型例は、廃CFRPから回収された炭素繊維であり、マトリックス樹脂を熱分解させて除去する過程で熱劣化したものである。
CBCに含まれる炭素繊維は、全てが熱劣化していない炭素繊維であってもよいし、一部が熱劣化していない炭素繊維で残部が熱劣化した炭素繊維であってもよく、あるいは、全てが熱劣化した炭素繊維であってもよい。
熱劣化していない炭素繊維の典型例は、バージン炭素繊維である。
熱劣化した炭素繊維の典型例は、廃CFRPから回収された炭素繊維であり、マトリックス樹脂を熱分解させて除去する過程で熱劣化したものである。
CBCには、炭素繊維以外の繊維が混入していてもよい。例えば、ガラス繊維が混入したリサイクル炭素繊維を出発原料に用いたとき、ガラス繊維と共に束をなす複数の短尺炭素繊維と、未硬化の熱硬化性樹脂および硬化剤を含有する樹脂組成物とからなるCBCが得られる。
CBCが炭素繊維以外の繊維を含む場合、その含有量は、CBCが含有する炭素繊維の全量に対して好ましくは10wt%未満、より好ましくは5wt%未満、更に好ましくは1wt%未満である。
CBCが炭素繊維以外の繊維を含む場合、その含有量は、CBCが含有する炭素繊維の全量に対して好ましくは10wt%未満、より好ましくは5wt%未満、更に好ましくは1wt%未満である。
本明細書において、炭素繊維以外の繊維が混入したCBCにおける繊維重量含有率は、CBCの重量に対する、該CBCに含まれる炭素繊維の総重量の割合を意味する。
CBCは、例えば、プレス成形によりCFRP製品を製造するときの中間材料として使用することができる。
CBCは、また、下記3.で説明する炭素繊維コンポジットシートの製造に用いることができる。
CBCは、また、下記3.で説明する炭素繊維コンポジットシートの製造に用いることができる。
3.炭素繊維コンポジットシート
CBCを用いて、例えば、次の第一ステップ~第三ステップを順次実行することにより、シート状の熱硬化性成形材料である炭素繊維コンポジットシートを製造することができる。
第一ステップ:第一保護フィルムと第二保護フィルムを提供する。
第二ステップ:第一保護フィルムの上にCBCをばら撒いてCBC層を堆積させる。
第三ステップ:CBC層の上に第二保護フィルムを被せた後、CBC層に含まれるCBCを互いに固着させる。
CBCを用いて、例えば、次の第一ステップ~第三ステップを順次実行することにより、シート状の熱硬化性成形材料である炭素繊維コンポジットシートを製造することができる。
第一ステップ:第一保護フィルムと第二保護フィルムを提供する。
第二ステップ:第一保護フィルムの上にCBCをばら撒いてCBC層を堆積させる。
第三ステップ:CBC層の上に第二保護フィルムを被せた後、CBC層に含まれるCBCを互いに固着させる。
第一保護フィルムと第二保護フィルムの材料は、ポリエチレンやポリプロピレンのようなポリオレフィン、ポリ塩化ビニリデン、塩化ビニル樹脂、ポリアミド等から適宜選択することができる。第一保護フィルムと第二保護フィルムは、いずれか一方または両方が多層フィルムであってもよい。
第一保護フィルムおよび第二保護フィルムの少なくとも一方は、炭素繊維プリプレグの製造で一般的に用いられている剥離紙であってもよい。
第一保護フィルムおよび第二保護フィルムの少なくとも一方は、炭素繊維プリプレグの製造で一般的に用いられている剥離紙であってもよい。
第三ステップでは、例えばプレス装置を用いてCBC層を圧し潰してもよい。プレス装置は、例えば、ダブルベルトプレスやロールプレスであり得る。CBCが硬いときは、圧し潰す前または圧し潰すときにCBC層を加熱して、CBCが含有するバンドル化液の粘度を低減させてもよい。その場合、バンドル化液がゲル化して流動性を失わないように、温度および加熱時間を調節する。冷却によりバンドル化液の粘度が増加すると、圧し潰されたCBC層中でCBCどうしが互いに固着してシートが形成される。
好適例に係る製造方法では、CBCが含有するバンドル化液に増粘剤を配合するとともに、増粘剤の効果が十分に現れる前に第一ステップと第二ステップに加え、CBC層の上に第二保護フィルムを被せたうえで例えばプレス装置を用いてCBC層を圧し潰すところまで完了させる。その後でバンドル化液を十分増粘させると、圧し潰されたCBC層中でCBCどうしが固着してシートが形成される。バンドル化液を増粘させるとき、CBC層は常温よりも高い温度に保持してもよい。保持温度および保持時間は、硬化剤の作用によるバンドル化液の硬化が生じない範囲内に設定する。
図3に、上記手順で炭素繊維コンポジットシートを製造するために用い得る製造装置の概念図を示す。
この製造装置は、ロールから巻き出される第一保護フィルム上にCBCを散布してCBC層を堆積させるセクション、ロールから巻き出される第二保護フィルムをCBC層に被せるセクション、CBC層を加圧するセクション、炭素繊維コンポジットシートを巻き取るセクションを有している。一例では、CBC層を加圧するセクションの上流側に、CBC層を加熱するセクションを設けてもよい。他の一例では、CBC層を加圧するセクションがCBC層を加熱するセクションを兼用してもよい。
この製造装置は、ロールから巻き出される第一保護フィルム上にCBCを散布してCBC層を堆積させるセクション、ロールから巻き出される第二保護フィルムをCBC層に被せるセクション、CBC層を加圧するセクション、炭素繊維コンポジットシートを巻き取るセクションを有している。一例では、CBC層を加圧するセクションの上流側に、CBC層を加熱するセクションを設けてもよい。他の一例では、CBC層を加圧するセクションがCBC層を加熱するセクションを兼用してもよい。
CBC層におけるCBCの配向はランダムであってもよいし、一方向に偏っていてもよい。例えば、第一保護フィルムの走行速度が低い程、CBCの配向はランダムに近づく。第一保護フィルムの走行速度を高くすると、CBCはその走行方向に沿って配向する傾向がある。
一例では、炭素繊維コンポジットシートの製造時にバンドル化液の成分を補うことで、炭素繊維コンポジットシートの繊維重量含有率を調整することができる。そのためには、CBC層を堆積させる前に第一保護フィルムの表面を、バンドル化液の一部または全部の成分を含むペーストでコーティングすればよい。それに代えて、あるいは、それに加えて、CBC層に被せる前に第二保護フィルムの表面を、同じペーストでコーティングしてもよい。
前述の手順によって製造される炭素繊維コンポジットシートは、簡単にいえば、互いに固着した複数のCBCからなるシートである。従って、次のことがいえる。
炭素繊維コンポジットシートが含有する炭素繊維の99重量%以上、好ましくは全てが、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有し得る。
好ましい例において、炭素繊維コンポジットシートは繊維長3mm未満の炭素繊維を含まないか、含むとしてもその量が炭素繊維コンポジットシートに含有される全炭素繊維の5wt%未満である。
好ましい他の例において、炭素繊維コンポジットシートは繊維長5mm未満の炭素繊維を含まないか、含むとしてもその量が炭素繊維コンポジットシートに含有される全炭素繊維の5wt%未満である。
好ましい更に他の例において、炭素繊維コンポジットシートは繊維長10mm未満の炭素繊維を含まないか、含むとしてもその量が炭素繊維コンポジットシートに含有される全炭素繊維の5wt%未満である。
好ましい例において、炭素繊維コンポジットシートは繊維長3mm未満の炭素繊維を含まないか、含むとしてもその量が炭素繊維コンポジットシートに含有される全炭素繊維の5wt%未満である。
好ましい他の例において、炭素繊維コンポジットシートは繊維長5mm未満の炭素繊維を含まないか、含むとしてもその量が炭素繊維コンポジットシートに含有される全炭素繊維の5wt%未満である。
好ましい更に他の例において、炭素繊維コンポジットシートは繊維長10mm未満の炭素繊維を含まないか、含むとしてもその量が炭素繊維コンポジットシートに含有される全炭素繊維の5wt%未満である。
炭素繊維コンポジットシートには、CBCに含まれるバンドル化液に由来する樹脂組成物が含有される。該樹脂組成物が含有し得る成分とその好適例は、CBCに含まれるバンドル化液のそれと同じである。
炭素繊維コンポジットシートにおける繊維重量含有率は、例えば、20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下であり得る。
炭素繊維コンポジットシートにおける繊維重量含有率は、例えば、20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下であり得る。
炭素繊維コンポジットシートを用いて成形されるCFRP製品の機械特性を向上させる観点から、上記繊維重量含有率は好ましくは30wt%以上、より好ましくは40wt%以上、更に好ましくは50wt%以上である。
一方、上記繊維重量含有率が低い程、炭素繊維コンポジートシートは成形型内で流動し易くなるので、複雑な形状を有するCFRP製品の成形により適したものとなる。かかる観点からは、上記繊維重量含有率は70wt%未満であることが好ましく、60wt%未満であることがより好ましい。
一方、上記繊維重量含有率が低い程、炭素繊維コンポジートシートは成形型内で流動し易くなるので、複雑な形状を有するCFRP製品の成形により適したものとなる。かかる観点からは、上記繊維重量含有率は70wt%未満であることが好ましく、60wt%未満であることがより好ましい。
本明細書において、炭素繊維以外の繊維が混入した炭素繊維コンポジットシートにおける繊維重量含有率は、炭素繊維コンポジットシートの重量に対する、該炭素繊維コンポジットシートに含まれる炭素繊維の総重量の割合を意味する。
炭素繊維コンポジットシートの目付は、用途に応じて適宜設計することができる。該目付は、例えば、300g/m2以上500g/m2未満、500g/m2以上1000g/m2未満、1000g/m2以上2000g/m2未満、2000g/m2以上4000g/m2未満、4000g/m2以上6000g/m2未満、6000g/m2以上8000g/m2未満、または、8000g/m2以上10000g/m2未満であり得る。
炭素繊維コンポジットシートの厚さは、例えば0.5mm以上1.5mm未満、1.5mm以上3mm未満または3mm以上5mm以下に設計し得るが、限定されるものではない。
炭素繊維コンポジットシートは、CFRPの成形に用いられるプリプレグ材料である。
炭素繊維コンポジットシートを用いてCFRP製品を製造するとき、成形方法としてプレス成形法を好ましく用い得るが、限定するものではなく、例えばオートクレーブ成形法のようなプレス成形法以外の成形方法を用いることもできる。
炭素繊維コンポジットシートを用いてCFRP製品を製造するとき、成形方法としてプレス成形法を好ましく用い得るが、限定するものではなく、例えばオートクレーブ成形法のようなプレス成形法以外の成形方法を用いることもできる。
4.実施形態のまとめ
本発明の実施形態は以下を含むが、これらに限定されるものではない。
本発明の実施形態は以下を含むが、これらに限定されるものではない。
[実施形態1]短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることと、を含む炭素繊維束コンポジットの製造方法。
[実施形態2]前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂からなる群より選ばれる1種以上を含む、実施形態1に係る製造方法。
[実施形態3]前記炭素繊維綿と混合するときの前記バンドル化液の粘度が10Pa・s以下、好ましくは5Pa・s以下、より好ましくは1Pa・s以下であり、かつ、0.001Pa・s以上であってもよい、実施形態1または2に係る製造方法。
[実施形態4]前記バンドル化液は50℃において、好ましくは40℃において、より好ましくは30℃において、10Pa・s以下の粘度を有する、実施形態1~3のいずれかに係る製造方法。
[実施形態5]前記バンドル化液に反応性希釈剤が配合された、実施形態1~4のいずれかに係る製造方法。
[実施形態6]前記バンドル化液に、未硬化のエポキシ樹脂とモノエポキシド化合物とが配合された、実施形態1~4のいずれかに係る製造方法。
[実施形態7]前記バンドル化液に、未硬化のエポキシ樹脂と、メチルヘキサヒドロ無水フタル酸およびテトラヒドロメチル無水フタル酸の少なくともいずれかと、が配合された、実施形態1~4および6のいずれかに係る製造方法。
[実施形態8]前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、分子中に1つまたは2つのエチレン性不飽和基を有し25℃において1Pa・s以下の粘度を有する化合物と、が配合された、実施形態1~4、6および7のいずれかに係る製造方法。
[実施形態9]前記バンドル化液に増粘剤が配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態10]前記バンドル化液に、未硬化のエポキシ樹脂と、ポリイソシアネート、カルボン酸無水物およびアミンからなる群より選ばれる1種以上が配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態11]前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、ポリイソシアネートとが配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態12]前記バンドル化液に、未硬化のレゾール型フェノール樹脂と、アルカリ土類金属の水酸化物、アルカリ土類金属の酸化物、および、ポリイソシアネートから選ばれる1種以上の成分と、が配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態13]前記炭素繊維束を得た後、かつ、前記バンドル化液に前記硬化剤を含有させた後に、前記バンドル化液を増粘させることを含む、実施形態9~12のいずれかに係る製造方法。
[実施形態14]前記混合に撹拌混合機が用いられ、前記撹拌混合機の撹拌槽内で形成された前記炭素繊維束を、前記撹拌槽内で撹拌しながら前記バンドル化液を増粘させることを含む、実施形態9~13のいずれかに係る製造方法。
[実施形態15]前記炭素繊維束をディスクペレタイザー内で転がしながら前記バンドル化液を増粘させることを含む、実施形態9~13のいずれかに係る製造方法。
[実施形態16]前記バンドル化液に未硬化のエポキシ樹脂が配合され、前記硬化剤がエポキシ硬化剤を含む、実施形態1~15のいずれかに係る製造方法。
[実施形態17]前記エポキシ硬化剤が潜在性硬化剤を含む、実施形態16に係る製造方法。
[実施形態18]前記バンドル化液に未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかが配合され、前記硬化剤がラジカル重合開始剤を含む、実施形態1~17のいずれかに係る製造方法。
[実施形態19]前記バンドル化液に未硬化のレゾール型フェノール樹脂が配合され、前記硬化剤が、有機酸、無機酸、アミン、並びに、1級アミンおよび2級アミンの少なくともいずれかとイソシアネートとの反応生成物からなる群より選ばれる1種以上を含む、実施形態1~18のいずれかに係る製造方法。
[実施形態20]前記バンドル化液に難燃剤を含有させることを更に含む、実施形態1~19のいずれかに係る製造方法。
[実施形態21]前記炭素繊維綿の少なくとも一部を、チョップド炭素繊維束の解繊によって準備することを含む、実施形態1~20のいずれかに係る製造方法。
[実施形態22]前記短尺炭素繊維が熱劣化した炭素繊維を含む、実施形態1~20のいずれかに係る製造方法。
[実施形態23]前記炭素繊維綿が炭素繊維以外の繊維が混入しており、前記炭素繊維以外の繊維はガラス繊維であってもよい、実施形態1~20および22のいずれかに係る製造方法。
[実施形態24]前記短尺炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、実施形態1~23のいずれかに係る製造方法。
[実施形態25]前記炭素繊維束が3mm以上、5mm以上または10mm以上のバンドル長を有する、実施形態1~24のいずれかに係る製造方法。
[実施形態26]前記炭素繊維束が繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態1~24のいずれかに係る製造方法。
[実施形態27]前記炭素繊維束が繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態1~24のいずれかに係る製造方法。
[実施形態28]前記炭素繊維束が繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態1~24のいずれかに係る製造方法。
[実施形態29]前記炭素繊維束の繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、実施形態1~28のいずれかに係る製造方法。
[実施形態2]前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂からなる群より選ばれる1種以上を含む、実施形態1に係る製造方法。
[実施形態3]前記炭素繊維綿と混合するときの前記バンドル化液の粘度が10Pa・s以下、好ましくは5Pa・s以下、より好ましくは1Pa・s以下であり、かつ、0.001Pa・s以上であってもよい、実施形態1または2に係る製造方法。
[実施形態4]前記バンドル化液は50℃において、好ましくは40℃において、より好ましくは30℃において、10Pa・s以下の粘度を有する、実施形態1~3のいずれかに係る製造方法。
[実施形態5]前記バンドル化液に反応性希釈剤が配合された、実施形態1~4のいずれかに係る製造方法。
[実施形態6]前記バンドル化液に、未硬化のエポキシ樹脂とモノエポキシド化合物とが配合された、実施形態1~4のいずれかに係る製造方法。
[実施形態7]前記バンドル化液に、未硬化のエポキシ樹脂と、メチルヘキサヒドロ無水フタル酸およびテトラヒドロメチル無水フタル酸の少なくともいずれかと、が配合された、実施形態1~4および6のいずれかに係る製造方法。
[実施形態8]前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、分子中に1つまたは2つのエチレン性不飽和基を有し25℃において1Pa・s以下の粘度を有する化合物と、が配合された、実施形態1~4、6および7のいずれかに係る製造方法。
[実施形態9]前記バンドル化液に増粘剤が配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態10]前記バンドル化液に、未硬化のエポキシ樹脂と、ポリイソシアネート、カルボン酸無水物およびアミンからなる群より選ばれる1種以上が配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態11]前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、ポリイソシアネートとが配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態12]前記バンドル化液に、未硬化のレゾール型フェノール樹脂と、アルカリ土類金属の水酸化物、アルカリ土類金属の酸化物、および、ポリイソシアネートから選ばれる1種以上の成分と、が配合された、実施形態1~8のいずれかに係る製造方法。
[実施形態13]前記炭素繊維束を得た後、かつ、前記バンドル化液に前記硬化剤を含有させた後に、前記バンドル化液を増粘させることを含む、実施形態9~12のいずれかに係る製造方法。
[実施形態14]前記混合に撹拌混合機が用いられ、前記撹拌混合機の撹拌槽内で形成された前記炭素繊維束を、前記撹拌槽内で撹拌しながら前記バンドル化液を増粘させることを含む、実施形態9~13のいずれかに係る製造方法。
[実施形態15]前記炭素繊維束をディスクペレタイザー内で転がしながら前記バンドル化液を増粘させることを含む、実施形態9~13のいずれかに係る製造方法。
[実施形態16]前記バンドル化液に未硬化のエポキシ樹脂が配合され、前記硬化剤がエポキシ硬化剤を含む、実施形態1~15のいずれかに係る製造方法。
[実施形態17]前記エポキシ硬化剤が潜在性硬化剤を含む、実施形態16に係る製造方法。
[実施形態18]前記バンドル化液に未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかが配合され、前記硬化剤がラジカル重合開始剤を含む、実施形態1~17のいずれかに係る製造方法。
[実施形態19]前記バンドル化液に未硬化のレゾール型フェノール樹脂が配合され、前記硬化剤が、有機酸、無機酸、アミン、並びに、1級アミンおよび2級アミンの少なくともいずれかとイソシアネートとの反応生成物からなる群より選ばれる1種以上を含む、実施形態1~18のいずれかに係る製造方法。
[実施形態20]前記バンドル化液に難燃剤を含有させることを更に含む、実施形態1~19のいずれかに係る製造方法。
[実施形態21]前記炭素繊維綿の少なくとも一部を、チョップド炭素繊維束の解繊によって準備することを含む、実施形態1~20のいずれかに係る製造方法。
[実施形態22]前記短尺炭素繊維が熱劣化した炭素繊維を含む、実施形態1~20のいずれかに係る製造方法。
[実施形態23]前記炭素繊維綿が炭素繊維以外の繊維が混入しており、前記炭素繊維以外の繊維はガラス繊維であってもよい、実施形態1~20および22のいずれかに係る製造方法。
[実施形態24]前記短尺炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、実施形態1~23のいずれかに係る製造方法。
[実施形態25]前記炭素繊維束が3mm以上、5mm以上または10mm以上のバンドル長を有する、実施形態1~24のいずれかに係る製造方法。
[実施形態26]前記炭素繊維束が繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態1~24のいずれかに係る製造方法。
[実施形態27]前記炭素繊維束が繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態1~24のいずれかに係る製造方法。
[実施形態28]前記炭素繊維束が繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態1~24のいずれかに係る製造方法。
[実施形態29]前記炭素繊維束の繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、実施形態1~28のいずれかに係る製造方法。
[実施形態30]バンドル化液によって不連続炭素繊維を凝集させることによって前記バンドル化液を含有する炭素繊維束を形成することを含み、前記バンドル化液は未硬化の熱硬化性樹脂および硬化剤を含有する樹脂組成物である、炭素繊維束コンポジットの製造方法。
[実施形態31]前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂、レゾール型フェノール樹脂、エポキシビニルエステル以外の(メタ)アクリレート、および、ジアリルフタレートからなる群より選ばれる1種以上を含む、実施形態30に係る製造方法。
[実施形態32]前記バンドル化液が更に反応性希釈剤を含有する、実施形態30または31に係る製造方法。
[実施形態33]前記バンドル化液が更に増粘剤を含有する、実施形態30~32のいずれかに係る製造方法。
[実施形態34]前記炭素繊維束を形成した後に前記バンドル化液を増粘させることを更に含む、実施形態33に係る製造方法。
[実施形態35]前記不連続炭素繊維がリサイクル炭素繊維を含む、実施形態30~34のいずれかに係る製造方法。
[実施形態36]前記リサイクル炭素繊維が熱劣化した炭素繊維を含む、実施形態35に係る製造方法。
[実施形態37]前記不連続炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、実施形態30~36のいずれかに係る製造方法。
[実施形態38]前記炭素繊維束が3mm以上、5mm以上または10mm以上のバンドル長を有する、実施形態30~37のいずれかに係る製造方法。
[実施形態39]前記炭素繊維束が繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態30~37のいずれかに係る製造方法。
[実施形態40]前記炭素繊維束が繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態30~37のいずれかに係る製造方法。
[実施形態41]前記炭素繊維束が繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態30~37のいずれかに係る製造方法。
[実施形態42]前記炭素繊維束の繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、実施形態30~41のいずれかに係る製造方法。
[実施形態43]前記繊維重量含有率が30wt%以上70wt%未満であり、好ましくは40wt%以上60wt%未満である、実施形態42に係る製造方法。
[実施形態44]実施形態1~43のいずれかに係る製造方法により製造される炭素繊維束コンポジット。
[実施形態31]前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂、レゾール型フェノール樹脂、エポキシビニルエステル以外の(メタ)アクリレート、および、ジアリルフタレートからなる群より選ばれる1種以上を含む、実施形態30に係る製造方法。
[実施形態32]前記バンドル化液が更に反応性希釈剤を含有する、実施形態30または31に係る製造方法。
[実施形態33]前記バンドル化液が更に増粘剤を含有する、実施形態30~32のいずれかに係る製造方法。
[実施形態34]前記炭素繊維束を形成した後に前記バンドル化液を増粘させることを更に含む、実施形態33に係る製造方法。
[実施形態35]前記不連続炭素繊維がリサイクル炭素繊維を含む、実施形態30~34のいずれかに係る製造方法。
[実施形態36]前記リサイクル炭素繊維が熱劣化した炭素繊維を含む、実施形態35に係る製造方法。
[実施形態37]前記不連続炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、実施形態30~36のいずれかに係る製造方法。
[実施形態38]前記炭素繊維束が3mm以上、5mm以上または10mm以上のバンドル長を有する、実施形態30~37のいずれかに係る製造方法。
[実施形態39]前記炭素繊維束が繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態30~37のいずれかに係る製造方法。
[実施形態40]前記炭素繊維束が繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態30~37のいずれかに係る製造方法。
[実施形態41]前記炭素繊維束が繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、実施形態30~37のいずれかに係る製造方法。
[実施形態42]前記炭素繊維束の繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、実施形態30~41のいずれかに係る製造方法。
[実施形態43]前記繊維重量含有率が30wt%以上70wt%未満であり、好ましくは40wt%以上60wt%未満である、実施形態42に係る製造方法。
[実施形態44]実施形態1~43のいずれかに係る製造方法により製造される炭素繊維束コンポジット。
[実施形態45]短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることと、前記バンドル化液に前記硬化剤を含有させた後に複数の前記炭素繊維束を互いに固着させることと、を含む炭素繊維コンポジットシートの製造方法。
[実施形態46]前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂からなる群より選ばれる1種以上を含む、実施形態45に係る製造方法。
[実施形態47]前記炭素繊維綿と混合するときの前記バンドル化液の粘度が10Pa・s以下、好ましくは5Pa・s以下、より好ましくは1Pa・s以下であり、かつ、0.001Pa・s以上であってもよい、実施形態45または46に係る製造方法。
[実施形態48]前記バンドル化液は50℃において、好ましくは40℃において、より好ましくは30℃において、10Pa・s以下の粘度を有する、実施形態45~47のいずれかに係る製造方法。
[実施形態49]前記バンドル化液に反応性希釈剤が配合された、実施形態45~48のいずれかに係る製造方法。
[実施形態50]前記バンドル化液に、未硬化のエポキシ樹脂とモノエポキシド化合物とが配合された、実施形態45~48のいずれかに係る製造方法。
[実施形態51]前記バンドル化液に、未硬化のエポキシ樹脂と、メチルヘキサヒドロ無水フタル酸およびテトラヒドロメチル無水フタル酸の少なくともいずれかと、が配合された、実施形態45~48および50のいずれかに係る製造方法。
[実施形態52]前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、分子中に1つまたは2つのエチレン性不飽和基を有し25℃において1Pa・s以下の粘度を有する化合物と、が配合された、実施形態45~48、50および51のいずれかに係る製造方法。
[実施形態53]前記バンドル化液に増粘剤が配合された、実施形態45~52のいずれかに係る製造方法。
[実施形態54]前記バンドル化液に、未硬化のエポキシ樹脂と、ポリイソシアネート、カルボン酸無水物およびアミンからなる群より選ばれる1種以上と、が配合された、実施形態45~52のいずれかに係る製造方法。
[実施形態55]前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、ポリイソシアネートとが配合された、実施形態45~52のいずれかに係る製造方法。
[実施形態56]前記バンドル化液に、未硬化のレゾール型フェノール樹脂と、アルカリ土類金属の水酸化物、アルカリ土類金属の酸化物、および、ポリイソシアネートからなる群より選ばれる1種以上が配合された、実施形態45~52のいずれかに係る製造方法。
[実施形態57]前記バンドル化液に前記硬化剤を含有させた後、前記複数の炭素繊維束を互いに接触させつつ前記バンドル化液を増粘させることを含む、実施形態53~56のいずれかに係る製造方法。
[実施形態58]前記バンドル化液に未硬化のエポキシ樹脂が配合され、前記硬化剤がエポキシ硬化剤を含む、実施形態45~57のいずれかに係る製造方法。
[実施形態59]前記エポキシ硬化剤が潜在性硬化剤を含む、実施形態57に係る製造方法。
[実施形態60]前記バンドル化液に未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかが配合され、前記硬化剤がラジカル重合開始剤を含む、実施形態45~59のいずれかに係る製造方法。
[実施形態61]前記バンドル化液に未硬化のレゾール型フェノール樹脂が配合され、前記硬化剤が、有機酸、無機酸、アミン、並びに、1級アミンおよび2級アミンの少なくともいずれかとイソシアネートとの反応生成物からなる群より選ばれる1種以上を含む、実施形態45~60のいずれかに係る製造方法。
[実施形態62]前記バンドル化液に難燃剤を含有させることを更に含む、実施形態45~61のいずれかに係る製造方法。
[実施形態63]前記炭素繊維綿の少なくとも一部を、チョップド炭素繊維束の解繊によって準備することを含む、実施形態45~62のいずれかに係る製造方法。
[実施形態64]前記短尺炭素繊維が熱劣化した炭素繊維を含む、実施形態45~62のいずれかに係る製造方法。
[実施形態65]前記炭素繊維綿に炭素繊維以外の繊維が混入しており、前記炭素繊維以外の繊維はガラス繊維であってもよい、実施形態45~62および64のいずれかに係る製造方法。
[実施形態66]前記短尺炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、実施形態45~65のいずれかに係る製造方法。
[実施形態67]前記炭素繊維束が3mm以上、5mm以上または10mm以上のバンドル長を有する、実施形態45~66のいずれかに係る製造方法。
[実施形態68]前記炭素繊維コンポジットシートが繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態45~66のいずれかに係る製造方法。
[実施形態69]前記炭素繊維コンポジットシートが繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態45~66のいずれかに係る製造方法。
[実施形態70]前記炭素繊維コンポジットシートが繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態45~66のいずれかに係る製造方法。
[実施形態71]前記炭素繊維コンポジットシートの繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、実施形態45~70のいずれかに係る製造方法。
[実施形態46]前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂からなる群より選ばれる1種以上を含む、実施形態45に係る製造方法。
[実施形態47]前記炭素繊維綿と混合するときの前記バンドル化液の粘度が10Pa・s以下、好ましくは5Pa・s以下、より好ましくは1Pa・s以下であり、かつ、0.001Pa・s以上であってもよい、実施形態45または46に係る製造方法。
[実施形態48]前記バンドル化液は50℃において、好ましくは40℃において、より好ましくは30℃において、10Pa・s以下の粘度を有する、実施形態45~47のいずれかに係る製造方法。
[実施形態49]前記バンドル化液に反応性希釈剤が配合された、実施形態45~48のいずれかに係る製造方法。
[実施形態50]前記バンドル化液に、未硬化のエポキシ樹脂とモノエポキシド化合物とが配合された、実施形態45~48のいずれかに係る製造方法。
[実施形態51]前記バンドル化液に、未硬化のエポキシ樹脂と、メチルヘキサヒドロ無水フタル酸およびテトラヒドロメチル無水フタル酸の少なくともいずれかと、が配合された、実施形態45~48および50のいずれかに係る製造方法。
[実施形態52]前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、分子中に1つまたは2つのエチレン性不飽和基を有し25℃において1Pa・s以下の粘度を有する化合物と、が配合された、実施形態45~48、50および51のいずれかに係る製造方法。
[実施形態53]前記バンドル化液に増粘剤が配合された、実施形態45~52のいずれかに係る製造方法。
[実施形態54]前記バンドル化液に、未硬化のエポキシ樹脂と、ポリイソシアネート、カルボン酸無水物およびアミンからなる群より選ばれる1種以上と、が配合された、実施形態45~52のいずれかに係る製造方法。
[実施形態55]前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、ポリイソシアネートとが配合された、実施形態45~52のいずれかに係る製造方法。
[実施形態56]前記バンドル化液に、未硬化のレゾール型フェノール樹脂と、アルカリ土類金属の水酸化物、アルカリ土類金属の酸化物、および、ポリイソシアネートからなる群より選ばれる1種以上が配合された、実施形態45~52のいずれかに係る製造方法。
[実施形態57]前記バンドル化液に前記硬化剤を含有させた後、前記複数の炭素繊維束を互いに接触させつつ前記バンドル化液を増粘させることを含む、実施形態53~56のいずれかに係る製造方法。
[実施形態58]前記バンドル化液に未硬化のエポキシ樹脂が配合され、前記硬化剤がエポキシ硬化剤を含む、実施形態45~57のいずれかに係る製造方法。
[実施形態59]前記エポキシ硬化剤が潜在性硬化剤を含む、実施形態57に係る製造方法。
[実施形態60]前記バンドル化液に未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかが配合され、前記硬化剤がラジカル重合開始剤を含む、実施形態45~59のいずれかに係る製造方法。
[実施形態61]前記バンドル化液に未硬化のレゾール型フェノール樹脂が配合され、前記硬化剤が、有機酸、無機酸、アミン、並びに、1級アミンおよび2級アミンの少なくともいずれかとイソシアネートとの反応生成物からなる群より選ばれる1種以上を含む、実施形態45~60のいずれかに係る製造方法。
[実施形態62]前記バンドル化液に難燃剤を含有させることを更に含む、実施形態45~61のいずれかに係る製造方法。
[実施形態63]前記炭素繊維綿の少なくとも一部を、チョップド炭素繊維束の解繊によって準備することを含む、実施形態45~62のいずれかに係る製造方法。
[実施形態64]前記短尺炭素繊維が熱劣化した炭素繊維を含む、実施形態45~62のいずれかに係る製造方法。
[実施形態65]前記炭素繊維綿に炭素繊維以外の繊維が混入しており、前記炭素繊維以外の繊維はガラス繊維であってもよい、実施形態45~62および64のいずれかに係る製造方法。
[実施形態66]前記短尺炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、実施形態45~65のいずれかに係る製造方法。
[実施形態67]前記炭素繊維束が3mm以上、5mm以上または10mm以上のバンドル長を有する、実施形態45~66のいずれかに係る製造方法。
[実施形態68]前記炭素繊維コンポジットシートが繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態45~66のいずれかに係る製造方法。
[実施形態69]前記炭素繊維コンポジットシートが繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態45~66のいずれかに係る製造方法。
[実施形態70]前記炭素繊維コンポジットシートが繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態45~66のいずれかに係る製造方法。
[実施形態71]前記炭素繊維コンポジットシートの繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、実施形態45~70のいずれかに係る製造方法。
[実施形態72]バンドル化液によって不連続炭素繊維を凝集させることによって前記バンドル化液を含有する炭素繊維束を形成することと、複数の前記炭素繊維束を互いに固着させることとを含み、前記バンドル化液は未硬化の熱硬化性樹脂と硬化剤とを含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法。
[実施形態73]複数の炭素繊維束を互いに接触させつつ前記複数の炭素繊維束にそれぞれ含有されるバンドル化液を増粘させることで前記複数の炭素繊維束を互いに固着させることを含み、前記複数の炭素繊維束の各々においては不連続炭素繊維が前記バンドル化液によって凝集せしめられており、前記バンドル化液は未硬化の熱硬化性樹脂、硬化剤および増粘剤を含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法。
[実施形態74]複数の炭素繊維束を堆積させて炭素繊維束層を形成することと、前記炭素繊維束層を圧し潰すことと、その後に前記複数の炭素繊維束にそれぞれ含有されるバンドル化液を増粘させることとを含み、前記複数の炭素繊維束の各々においては不連続炭素繊維が前記バンドル化液によって凝集せしめられており、前記バンドル化液は未硬化の熱硬化性樹脂、硬化剤および増粘剤を含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法。
[実施形態75]前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂、レゾール型フェノール樹脂、エポキシビニルエステル以外の(メタ)アクリレート、および、ジアリルフタレートからなる群より選ばれる1種以上を含む、実施形態72~74のいずれかに係る製造方法。
[実施形態76]前記バンドル化液が更に反応性希釈剤を含有する、実施形態72~75のいずれかに係る製造方法。
[実施形態77]前記不連続炭素繊維がリサイクル炭素繊維を含む、実施形態72~76のいずれかに係る製造方法。
[実施形態78]前記リサイクル炭素繊維が熱劣化した炭素繊維を含む、実施形態77に係る製造方法。
[実施形態79]前記炭素繊維コンポジットシートが含有する炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、実施形態72~78のいずれかに係る製造方法。
[実施形態80]前記複数の炭素繊維束がそれぞれ3mm以上、5mm以上または10mm以上のバンドル長を有する、実施形態72~79のいずれかに係る製造方法。
[実施形態81]前記炭素繊維コンポジットシートが繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態72~80のいずれかに係る製造方法。
[実施形態82]前記炭素繊維コンポジットシートが繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態72~80のいずれかに係る製造方法。
[実施形態83]前記炭素繊維コンポジットシートが繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態72~80のいずれかに係る製造方法。
[実施形態84]前記炭素繊維コンポジットシートの繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、実施形態72~83のいずれかに係る製造方法。
[実施形態85]前記繊維重量含有率が30wt%以上70wt%未満であり、好ましくは40wt%以上60wt%未満である、実施形態84に係る製造方法。
[実施形態86]実施形態45~85のいずれかに係る製造方法により製造される炭素繊維コンポジットシート。
[実施形態87]実施形態44に係る炭素繊維束コンポジットまたは実施形態86に係る炭素繊維コンポジットシートを、成形型内で加熱および加圧して硬化させることを含む、CFRP製品の製造方法。
[実施形態73]複数の炭素繊維束を互いに接触させつつ前記複数の炭素繊維束にそれぞれ含有されるバンドル化液を増粘させることで前記複数の炭素繊維束を互いに固着させることを含み、前記複数の炭素繊維束の各々においては不連続炭素繊維が前記バンドル化液によって凝集せしめられており、前記バンドル化液は未硬化の熱硬化性樹脂、硬化剤および増粘剤を含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法。
[実施形態74]複数の炭素繊維束を堆積させて炭素繊維束層を形成することと、前記炭素繊維束層を圧し潰すことと、その後に前記複数の炭素繊維束にそれぞれ含有されるバンドル化液を増粘させることとを含み、前記複数の炭素繊維束の各々においては不連続炭素繊維が前記バンドル化液によって凝集せしめられており、前記バンドル化液は未硬化の熱硬化性樹脂、硬化剤および増粘剤を含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法。
[実施形態75]前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂、レゾール型フェノール樹脂、エポキシビニルエステル以外の(メタ)アクリレート、および、ジアリルフタレートからなる群より選ばれる1種以上を含む、実施形態72~74のいずれかに係る製造方法。
[実施形態76]前記バンドル化液が更に反応性希釈剤を含有する、実施形態72~75のいずれかに係る製造方法。
[実施形態77]前記不連続炭素繊維がリサイクル炭素繊維を含む、実施形態72~76のいずれかに係る製造方法。
[実施形態78]前記リサイクル炭素繊維が熱劣化した炭素繊維を含む、実施形態77に係る製造方法。
[実施形態79]前記炭素繊維コンポジットシートが含有する炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、実施形態72~78のいずれかに係る製造方法。
[実施形態80]前記複数の炭素繊維束がそれぞれ3mm以上、5mm以上または10mm以上のバンドル長を有する、実施形態72~79のいずれかに係る製造方法。
[実施形態81]前記炭素繊維コンポジットシートが繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態72~80のいずれかに係る製造方法。
[実施形態82]前記炭素繊維コンポジットシートが繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態72~80のいずれかに係る製造方法。
[実施形態83]前記炭素繊維コンポジットシートが繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、実施形態72~80のいずれかに係る製造方法。
[実施形態84]前記炭素繊維コンポジットシートの繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、実施形態72~83のいずれかに係る製造方法。
[実施形態85]前記繊維重量含有率が30wt%以上70wt%未満であり、好ましくは40wt%以上60wt%未満である、実施形態84に係る製造方法。
[実施形態86]実施形態45~85のいずれかに係る製造方法により製造される炭素繊維コンポジットシート。
[実施形態87]実施形態44に係る炭素繊維束コンポジットまたは実施形態86に係る炭素繊維コンポジットシートを、成形型内で加熱および加圧して硬化させることを含む、CFRP製品の製造方法。
5.実験結果
本発明者等が行った実験の結果を以下に記す。
本発明者等が行った実験の結果を以下に記す。
各実験で使用した材料は次の通りである。
炭素繊維:水でサイジングされた繊維長6mmのチョップド炭素繊維を、120℃で1時間乾燥させた後、手でほぐすことにより得た綿状の炭素繊維。
エポキシ樹脂1:ビスフェノールF型エポキシ樹脂である三菱ケミカル株式会社のjER(登録商標)807。
エポキシ樹脂2:N,N,N’,N’-テトラグリシジル-m-キシレンジアミンを成分とする三菱瓦斯化学株式会社のTETRAD-X(登録商標)。
エポキシ硬化剤1:2,4-ジアミノ-6-[2’-メチルイミダゾール-(1’)]-エチル-s-トリアジンを成分とする四国化成工業株式会社のキュアゾール2MZA-PW。
エポキシ硬化剤2:アミンアダクト系のエポキシ樹脂用潜在性硬化剤である味の素ファインテクノ株式会社のアミキュア(登録商標)PN-23J。
増粘剤:3or4-メチル-1,2,3,6-テトラヒドロ無水フタル酸を成分とする株式会社レゾナックのHN-2200。
炭素繊維:水でサイジングされた繊維長6mmのチョップド炭素繊維を、120℃で1時間乾燥させた後、手でほぐすことにより得た綿状の炭素繊維。
エポキシ樹脂1:ビスフェノールF型エポキシ樹脂である三菱ケミカル株式会社のjER(登録商標)807。
エポキシ樹脂2:N,N,N’,N’-テトラグリシジル-m-キシレンジアミンを成分とする三菱瓦斯化学株式会社のTETRAD-X(登録商標)。
エポキシ硬化剤1:2,4-ジアミノ-6-[2’-メチルイミダゾール-(1’)]-エチル-s-トリアジンを成分とする四国化成工業株式会社のキュアゾール2MZA-PW。
エポキシ硬化剤2:アミンアダクト系のエポキシ樹脂用潜在性硬化剤である味の素ファインテクノ株式会社のアミキュア(登録商標)PN-23J。
増粘剤:3or4-メチル-1,2,3,6-テトラヒドロ無水フタル酸を成分とする株式会社レゾナックのHN-2200。
[バンドル化液の調製]
エポキシ樹脂、エポキシ硬化剤および増粘剤を表1に示す重量比で混合することにより、バンドル化液を調製した。
エポキシ樹脂、エポキシ硬化剤および増粘剤を表1に示す重量比で混合することにより、バンドル化液を調製した。

調製して直ぐにバンドル化液の粘度をB型回転粘度計(ブルックフィールド製LVDV-1、スピンドルS63、10rpm)で測定したところ、22℃において4Pa・sであった。このバンドル化液を22℃で6日間放置した後、再びその粘度をB型回転粘度計(ブルックフィールド製デジタル粘度計HBDVE、スピンドルS07、10rpm)で測定したところ、22℃において470Pa・sであった。
[実験1]
炭素繊維30gとバンドル化液16.2gを、容量500mLのプラスチック容器(アズワン株式会社のPPヘンペイボトル500mL)に入れ、人の手で約5分間シェークした。バンドル化液と混合されることにより、炭素繊維は束を形成した。シェーク後に容器の内容物を観察すると、束の形成に関与しない炭素繊維は認められず、また、全ての束が種子状(紡錘形)で、その殆ど全てにおいてバンドル長が10~20mmの範囲内、最大径が3~5mmの範囲内であった。最大径は、束の太さが最大である箇所における束の直径であり、長手方向(繊維方向)の中央における束の直径といってもよい(以下においても同じとする)。
炭素繊維30gとバンドル化液16.2gを、容量500mLのプラスチック容器(アズワン株式会社のPPヘンペイボトル500mL)に入れ、人の手で約5分間シェークした。バンドル化液と混合されることにより、炭素繊維は束を形成した。シェーク後に容器の内容物を観察すると、束の形成に関与しない炭素繊維は認められず、また、全ての束が種子状(紡錘形)で、その殆ど全てにおいてバンドル長が10~20mmの範囲内、最大径が3~5mmの範囲内であった。最大径は、束の太さが最大である箇所における束の直径であり、長手方向(繊維方向)の中央における束の直径といってもよい(以下においても同じとする)。
[実験2]
バンドル化液の量を20.0gに増やしたこと以外は実験1と同様にして、炭素繊維とバンドル化液を容器に入れてシェークした。シェーク後に容器の内容物を観察すると、束の形成に関与しない炭素繊維は認められず、また、全ての束が種子状(紡錘形)で、その殆ど全てにおいてバンドル長が15~25mmの範囲内、最大径が5~10mmの範囲内であった。
バンドル化液の量を20.0gに増やしたこと以外は実験1と同様にして、炭素繊維とバンドル化液を容器に入れてシェークした。シェーク後に容器の内容物を観察すると、束の形成に関与しない炭素繊維は認められず、また、全ての束が種子状(紡錘形)で、その殆ど全てにおいてバンドル長が15~25mmの範囲内、最大径が5~10mmの範囲内であった。
[実験3]
炭素繊維の量を20gに減らすと共にバンドル化液の量を20.0gに増やしたこと以外は実験1と同様にして、炭素繊維とバンドル化液を容器に入れてシェークした。シェーク後に容器の内容物を観察すると、束の形成に関与しない炭素繊維は認められず、また、全ての束が種子状(紡錘形)で、その殆ど全てにおいてバンドル長が20~30mmの範囲内、最大径が10~20mmの範囲内であった。
炭素繊維の量を20gに減らすと共にバンドル化液の量を20.0gに増やしたこと以外は実験1と同様にして、炭素繊維とバンドル化液を容器に入れてシェークした。シェーク後に容器の内容物を観察すると、束の形成に関与しない炭素繊維は認められず、また、全ての束が種子状(紡錘形)で、その殆ど全てにおいてバンドル長が20~30mmの範囲内、最大径が10~20mmの範囲内であった。
[実験4]
100mm×60mmの平坦な底面を有するキャビティと、コアとからなるプレス金型を用いて、実験2で得た炭素繊維束コンポジット15gから、縦横が100mm×60mmのCFRP板を成形した。プレス時間は1時間30分とし、最初の30分間は温度150℃、圧力8MPaとし、その後の1時間は温度180℃、圧力8MPaとした。
得られたCFRP板は平滑な表面を有しており、厚さが2.5mm、密度は0.92g/cm3であった。
100mm×60mmの平坦な底面を有するキャビティと、コアとからなるプレス金型を用いて、実験2で得た炭素繊維束コンポジット15gから、縦横が100mm×60mmのCFRP板を成形した。プレス時間は1時間30分とし、最初の30分間は温度150℃、圧力8MPaとし、その後の1時間は温度180℃、圧力8MPaとした。
得られたCFRP板は平滑な表面を有しており、厚さが2.5mm、密度は0.92g/cm3であった。
[実験5]
実験2と同じ手順で作製したばかりの炭素繊維束コンポジット15gを、縦横が100mm×70mmのチャック付きポリ袋に入れた。そのポリ袋を平らな台の上に置き、手作業でビーカーの底を押し付けて、図4に示すようにポリ袋の中の炭素繊維コンポジットを圧し潰した。
圧し潰された直後の炭素繊維束どうしは互いに強く固着しておらず、ポリ袋の内容物を自立したシートとして取り扱うことはできなかった。
しかし、圧し潰しの後、22℃で6日間放置することにより、ポリ袋の内容物は自立したシートに変化した。このシートは、図5に示すように、折り曲げても壊れることはなかった。
付記すると、種子状の炭素繊維束コンポジットを22℃で6日間放置すると、上記方法では圧し潰せない硬さとなり、互いに結着させることができなかった。
実験2と同じ手順で作製したばかりの炭素繊維束コンポジット15gを、縦横が100mm×70mmのチャック付きポリ袋に入れた。そのポリ袋を平らな台の上に置き、手作業でビーカーの底を押し付けて、図4に示すようにポリ袋の中の炭素繊維コンポジットを圧し潰した。
圧し潰された直後の炭素繊維束どうしは互いに強く固着しておらず、ポリ袋の内容物を自立したシートとして取り扱うことはできなかった。
しかし、圧し潰しの後、22℃で6日間放置することにより、ポリ袋の内容物は自立したシートに変化した。このシートは、図5に示すように、折り曲げても壊れることはなかった。
付記すると、種子状の炭素繊維束コンポジットを22℃で6日間放置すると、上記方法では圧し潰せない硬さとなり、互いに結着させることができなかった。
[実験6]
実験5で得た炭素繊維コンポジットシートを縦横90mm×50mmにカットしたものを用いて、縦横100mm×60mmのCFRP板を成形した。使用したプレス金型と成形条件は、実験4と同じとした。プレス金型内に置いた炭素繊維コンポジットシートの面積は、プレス金型のキャビティ底面の面積の75%であったことから、成形時に炭素繊維コンポジットシートが流動したことが分かる。
得られたCFRP板は平滑な表面を有しており、厚さが1.2mm、密度は1.58g/cm3であった。
実験5で得た炭素繊維コンポジットシートを縦横90mm×50mmにカットしたものを用いて、縦横100mm×60mmのCFRP板を成形した。使用したプレス金型と成形条件は、実験4と同じとした。プレス金型内に置いた炭素繊維コンポジットシートの面積は、プレス金型のキャビティ底面の面積の75%であったことから、成形時に炭素繊維コンポジットシートが流動したことが分かる。
得られたCFRP板は平滑な表面を有しており、厚さが1.2mm、密度は1.58g/cm3であった。
以上、本発明を具体的な実施形態に即して説明したが、各実施形態は例として提示されたものであり、本発明の範囲を限定するものではない。本明細書に記載された各実施形態は、発明の効果が奏される範囲内で、様々に変形することができ、かつ、実施可能な範囲内で、他の実施形態により説明された特徴と組み合わせることができる。
本出願は、2022年8月31日付で出願された日本特許出願2022-137548に基づいており、その全体が引用により援用される。
本出願は、2022年8月31日付で出願された日本特許出願2022-137548に基づいており、その全体が引用により援用される。
各実施形態に係る製造方法により得られる炭素繊維束コンポジットおよび炭素繊維コンポジットシートは、自動車、自動二輪車、自転車、船舶、鉄道車両、有人航空機、無人航空機その他の輸送用機器の他、スポーツ用品、レジャー用品、家電製品、農機具、建材などに用いられる各種のCFRP部品を製造するために好ましく使用することができる。
Claims (87)
- 短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることと、を含む炭素繊維束コンポジットの製造方法。
- 前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂からなる群より選ばれる1種以上を含む、請求項1に記載の製造方法。
- 前記炭素繊維綿と混合するときの前記バンドル化液の粘度が10Pa・s以下、好ましくは5Pa・s以下、より好ましくは1Pa・s以下であり、かつ、0.001Pa・s以上であってもよい、請求項1または2に記載の製造方法。
- 前記バンドル化液は50℃において、好ましくは40℃において、より好ましくは30℃において、10Pa・s以下の粘度を有する、請求項1~3のいずれかに記載の製造方法。
- 前記バンドル化液に反応性希釈剤が配合された、請求項1~4のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のエポキシ樹脂とモノエポキシド化合物とが配合された、請求項1~4のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のエポキシ樹脂と、メチルヘキサヒドロ無水フタル酸およびテトラヒドロメチル無水フタル酸の少なくともいずれかと、が配合された、請求項1~4および6のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、分子中に1つまたは2つのエチレン性不飽和基を有し25℃において1Pa・s以下の粘度を有する化合物と、が配合された、請求項1~4、6および7のいずれかに記載の製造方法。
- 前記バンドル化液に増粘剤が配合された、請求項1~8のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のエポキシ樹脂と、ポリイソシアネート、カルボン酸無水物およびアミンからなる群より選ばれる1種以上が配合された、請求項1~8のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、ポリイソシアネートとが配合された、請求項1~8のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のレゾール型フェノール樹脂と、アルカリ土類金属の水酸化物、アルカリ土類金属の酸化物、および、ポリイソシアネートから選ばれる1種以上の成分と、が配合された、請求項1~8のいずれかに記載の製造方法。
- 前記炭素繊維束を得た後、かつ、前記バンドル化液に前記硬化剤を含有させた後に、前記バンドル化液を増粘させることを含む、請求項9~12のいずれかに記載の製造方法。
- 前記混合に撹拌混合機が用いられ、前記撹拌混合機の撹拌槽内で形成された前記炭素繊維束を、前記撹拌槽内で撹拌しながら前記バンドル化液を増粘させることを含む、請求項9~13のいずれかに記載の製造方法。
- 前記炭素繊維束をディスクペレタイザー内で転がしながら前記バンドル化液を増粘させることを含む、請求項9~13のいずれかに記載の製造方法。
- 前記バンドル化液に未硬化のエポキシ樹脂が配合され、前記硬化剤がエポキシ硬化剤を含む、請求項1~15のいずれかに記載の製造方法。
- 前記エポキシ硬化剤が潜在性硬化剤を含む、請求項16に記載の製造方法。
- 前記バンドル化液に未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかが配合され、前記硬化剤がラジカル重合開始剤を含む、請求項1~17のいずれかに記載の製造方法。
- 前記バンドル化液に未硬化のレゾール型フェノール樹脂が配合され、前記硬化剤が、有機酸、無機酸、アミン、並びに、1級アミンおよび2級アミンの少なくともいずれかとイソシアネートとの反応生成物からなる群より選ばれる1種以上を含む、請求項1~18のいずれかに記載の製造方法。
- 前記バンドル化液に難燃剤を含有させることを更に含む、請求項1~19のいずれかに記載の製造方法。
- 前記炭素繊維綿の少なくとも一部を、チョップド炭素繊維束の解繊によって準備することを含む、請求項1~20のいずれかに記載の製造方法。
- 前記短尺炭素繊維が熱劣化した炭素繊維を含む、請求項1~20のいずれかに記載の製造方法。
- 前記炭素繊維綿が炭素繊維以外の繊維が混入しており、前記炭素繊維以外の繊維はガラス繊維であってもよい、請求項1~20および22のいずれかに記載の製造方法。
- 前記短尺炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、請求項1~23のいずれかに記載の製造方法。
- 前記炭素繊維束が3mm以上、5mm以上または10mm以上のバンドル長を有する、請求項1~24のいずれかに記載の製造方法。
- 前記炭素繊維束が繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、請求項1~24のいずれかに記載の製造方法。
- 前記炭素繊維束が繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、請求項1~24のいずれかに記載の製造方法。
- 前記炭素繊維束が繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、請求項1~24のいずれかに記載の製造方法。
- 前記炭素繊維束の繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、請求項1~28のいずれかに記載の製造方法。
- バンドル化液によって不連続炭素繊維を凝集させることによって前記バンドル化液を含有する炭素繊維束を形成することを含み、前記バンドル化液は未硬化の熱硬化性樹脂および硬化剤を含有する樹脂組成物である、炭素繊維束コンポジットの製造方法。
- 前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂、レゾール型フェノール樹脂、エポキシビニルエステル以外の(メタ)アクリレート、および、ジアリルフタレートからなる群より選ばれる1種以上を含む、請求項30に記載の製造方法。
- 前記バンドル化液が更に反応性希釈剤を含有する、請求項30または31に記載の製造方法。
- 前記バンドル化液が更に増粘剤を含有する、請求項30~32のいずれかに記載の製造方法。
- 前記炭素繊維束を形成した後に前記バンドル化液を増粘させることを更に含む、請求項33に記載の製造方法。
- 前記不連続炭素繊維がリサイクル炭素繊維を含む、請求項30~34のいずれかに記載の製造方法。
- 前記リサイクル炭素繊維が熱劣化した炭素繊維を含む、請求項35に記載の製造方法。
- 前記不連続炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、請求項30~36のいずれかに記載の製造方法。
- 前記炭素繊維束が3mm以上、5mm以上または10mm以上のバンドル長を有する、請求項30~37のいずれかに記載の製造方法。
- 前記炭素繊維束が繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、請求項30~37のいずれかに記載の製造方法。
- 前記炭素繊維束が繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、請求項30~37のいずれかに記載の製造方法。
- 前記炭素繊維束が繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維束中の全炭素繊維の5wt%未満である、請求項30~37のいずれかに記載の製造方法。
- 前記炭素繊維束の繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、請求項30~41のいずれかに記載の製造方法。
- 前記繊維重量含有率が30wt%以上70wt%未満であり、好ましくは40wt%以上60wt%未満である、請求項42に記載の製造方法。
- 請求項1~43のいずれかに記載の製造方法により製造される炭素繊維束コンポジット。
- 短尺炭素繊維からなる炭素繊維綿と、未硬化の熱硬化性樹脂が配合されたバンドル化液とを混合して、前記バンドル化液を含有する炭素繊維束を得ることと、前記バンドル化液に硬化剤を含有させて前記バンドル化液を熱硬化可能とすることと、前記バンドル化液に前記硬化剤を含有させた後に複数の前記炭素繊維束を互いに固着させることと、を含む炭素繊維コンポジットシートの製造方法。
- 前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂およびレゾール型フェノール樹脂からなる群より選ばれる1種以上を含む、請求項45に記載の製造方法。
- 前記炭素繊維綿と混合するときの前記バンドル化液の粘度が10Pa・s以下、好ましくは5Pa・s以下、より好ましくは1Pa・s以下であり、かつ、0.001Pa・s以上であってもよい、請求項45または46に記載の製造方法。
- 前記バンドル化液は50℃において、好ましくは40℃において、より好ましくは30℃において、10Pa・s以下の粘度を有する、請求項45~47のいずれかに記載の製造方法。
- 前記バンドル化液に反応性希釈剤が配合された、請求項45~48のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のエポキシ樹脂とモノエポキシド化合物とが配合された、請求項45~48のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のエポキシ樹脂と、メチルヘキサヒドロ無水フタル酸およびテトラヒドロメチル無水フタル酸の少なくともいずれかと、が配合された、請求項45~48および50のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、分子中に1つまたは2つのエチレン性不飽和基を有し25℃において1Pa・s以下の粘度を有する化合物と、が配合された、請求項45~48、50および51のいずれかに記載の製造方法。
- 前記バンドル化液に増粘剤が配合された、請求項45~52のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のエポキシ樹脂と、ポリイソシアネート、カルボン酸無水物およびアミンからなる群より選ばれる1種以上と、が配合された、請求項45~52のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかと、ポリイソシアネートとが配合された、請求項45~52のいずれかに記載の製造方法。
- 前記バンドル化液に、未硬化のレゾール型フェノール樹脂と、アルカリ土類金属の水酸化物、アルカリ土類金属の酸化物、および、ポリイソシアネートからなる群より選ばれる1種以上が配合された、請求項45~52のいずれかに記載の製造方法。
- 前記バンドル化液に前記硬化剤を含有させた後、前記複数の炭素繊維束を互いに接触させつつ前記バンドル化液を増粘させることを含む、請求項53~56のいずれかに記載の製造方法。
- 前記バンドル化液に未硬化のエポキシ樹脂が配合され、前記硬化剤がエポキシ硬化剤を含む、請求項45~57のいずれかに記載の製造方法。
- 前記エポキシ硬化剤が潜在性硬化剤を含む、請求項57に記載の製造方法。
- 前記バンドル化液に未硬化のビニルエステル樹脂および未硬化の不飽和ポリエステル樹脂の少なくともいずれかが配合され、前記硬化剤がラジカル重合開始剤を含む、請求項45~59のいずれかに記載の製造方法。
- 前記バンドル化液に未硬化のレゾール型フェノール樹脂が配合され、前記硬化剤が、有機酸、無機酸、アミン、並びに、1級アミンおよび2級アミンの少なくともいずれかとイソシアネートとの反応生成物からなる群より選ばれる1種以上を含む、請求項45~60のいずれかに記載の製造方法。
- 前記バンドル化液に難燃剤を含有させることを更に含む、請求項45~61のいずれかに記載の製造方法。
- 前記炭素繊維綿の少なくとも一部を、チョップド炭素繊維束の解繊によって準備することを含む、請求項45~62のいずれかに記載の製造方法。
- 前記短尺炭素繊維が熱劣化した炭素繊維を含む、請求項45~62のいずれかに記載の製造方法。
- 前記炭素繊維綿に炭素繊維以外の繊維が混入しており、前記炭素繊維以外の繊維はガラス繊維であってもよい、請求項45~62および64のいずれかに記載の製造方法。
- 前記短尺炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、請求項45~65のいずれかに記載の製造方法。
- 前記炭素繊維束が3mm以上、5mm以上または10mm以上のバンドル長を有する、請求項45~66のいずれかに記載の製造方法。
- 前記炭素繊維コンポジットシートが繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、請求項45~66のいずれかに記載の製造方法。
- 前記炭素繊維コンポジットシートが繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、請求項45~66のいずれかに記載の製造方法。
- 前記炭素繊維コンポジットシートが繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、請求項45~66のいずれかに記載の製造方法。
- 前記炭素繊維コンポジットシートの繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、請求項45~70のいずれかに記載の製造方法。
- バンドル化液によって不連続炭素繊維を凝集させることによって前記バンドル化液を含有する炭素繊維束を形成することと、複数の前記炭素繊維束を互いに固着させることとを含み、前記バンドル化液は未硬化の熱硬化性樹脂と硬化剤とを含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法。
- 複数の炭素繊維束を互いに接触させつつ前記複数の炭素繊維束にそれぞれ含有されるバンドル化液を増粘させることで前記複数の炭素繊維束を互いに固着させることを含み、前記複数の炭素繊維束の各々においては不連続炭素繊維が前記バンドル化液によって凝集せしめられており、前記バンドル化液は未硬化の熱硬化性樹脂、硬化剤および増粘剤を含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法。
- 複数の炭素繊維束を堆積させて炭素繊維束層を形成することと、前記炭素繊維束層を圧し潰すことと、その後に前記複数の炭素繊維束にそれぞれ含有されるバンドル化液を増粘させることとを含み、前記複数の炭素繊維束の各々においては不連続炭素繊維が前記バンドル化液によって凝集せしめられており、前記バンドル化液は未硬化の熱硬化性樹脂、硬化剤および増粘剤を含有する樹脂組成物である、炭素繊維コンポジットシートの製造方法。
- 前記未硬化の熱硬化性樹脂が、エポキシ樹脂、ビニルエステル樹脂、不飽和ポリエステル樹脂、レゾール型フェノール樹脂、エポキシビニルエステル以外の(メタ)アクリレート、および、ジアリルフタレートからなる群より選ばれる1種以上を含む、請求項72~74のいずれかに記載の製造方法。
- 前記バンドル化液が更に反応性希釈剤を含有する、請求項72~75のいずれかに記載の製造方法。
- 前記不連続炭素繊維がリサイクル炭素繊維を含む、請求項72~76のいずれかに記載の製造方法。
- 前記リサイクル炭素繊維が熱劣化した炭素繊維を含む、請求項77に記載の製造方法。
- 前記炭素繊維コンポジットシートが含有する炭素繊維の全てまたは99重量%以上が、60mm以下、50mm以下、40mm以下、30mm以下または20mm以下の繊維長を有する、請求項72~78のいずれかに記載の製造方法。
- 前記複数の炭素繊維束がそれぞれ3mm以上、5mm以上または10mm以上のバンドル長を有する、請求項72~79のいずれかに記載の製造方法。
- 前記炭素繊維コンポジットシートが繊維長3mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、請求項72~80のいずれかに記載の製造方法。
- 前記炭素繊維コンポジットシートが繊維長5mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、請求項72~80のいずれかに記載の製造方法。
- 前記炭素繊維コンポジットシートが繊維長10mm未満の炭素繊維を含まないか、含むとしてもその含有量が前記炭素繊維コンポジットシート中の全炭素繊維の5wt%未満である、請求項72~80のいずれかに記載の製造方法。
- 前記炭素繊維コンポジットシートの繊維重量含有率が20wt%以上30wt%未満、30wt%以上40wt%未満、40wt%以上50wt%未満、50wt%以上60wt%未満、60wt%以上70wt%未満、または70wt%以上80wt%以下である、請求項72~83のいずれかに記載の製造方法。
- 前記繊維重量含有率が30wt%以上70wt%未満であり、好ましくは40wt%以上60wt%未満である、請求項84に記載の製造方法。
- 請求項45~85のいずれかに記載の製造方法により製造される炭素繊維コンポジットシート。
- 請求項44に記載の炭素繊維束コンポジットまたは請求項86に記載の炭素繊維コンポジットシートを、成形型内で加熱および加圧して硬化させることを含む、CFRP製品の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022137548 | 2022-08-31 | ||
| JP2022-137548 | 2022-08-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024048416A1 true WO2024048416A1 (ja) | 2024-03-07 |
Family
ID=90099748
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/030542 WO2024048416A1 (ja) | 2022-08-31 | 2023-08-24 | 炭素繊維束コンポジットの製造方法および炭素繊維コンポジットシートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024048416A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6166615A (ja) * | 1984-09-10 | 1986-04-05 | Asahi Chem Ind Co Ltd | 集束化炭素短繊維チツプ |
| JPH03137263A (ja) * | 1989-10-23 | 1991-06-11 | Nitto Boseki Co Ltd | 短繊維集束体の処理方法及び装置 |
| JPH03275139A (ja) * | 1989-05-29 | 1991-12-05 | Kawasaki Steel Corp | 球状繊維塊活性炭およびその製造方法 |
| WO2022265100A1 (ja) * | 2021-06-18 | 2022-12-22 | 三菱ケミカル株式会社 | 繊維集合体の製造方法及びプリプレグシートの製造方法 |
| WO2022265099A1 (ja) * | 2021-06-18 | 2022-12-22 | 三菱ケミカル株式会社 | 自己組織化炭素繊維束及びその製造方法と、プリプレグ及びその製造方法 |
| WO2023167102A1 (ja) * | 2022-03-04 | 2023-09-07 | 三菱ケミカル株式会社 | 炭素繊維束コンポジットの製造方法および炭素繊維束コンポジット |
-
2023
- 2023-08-24 WO PCT/JP2023/030542 patent/WO2024048416A1/ja unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6166615A (ja) * | 1984-09-10 | 1986-04-05 | Asahi Chem Ind Co Ltd | 集束化炭素短繊維チツプ |
| JPH03275139A (ja) * | 1989-05-29 | 1991-12-05 | Kawasaki Steel Corp | 球状繊維塊活性炭およびその製造方法 |
| JPH03137263A (ja) * | 1989-10-23 | 1991-06-11 | Nitto Boseki Co Ltd | 短繊維集束体の処理方法及び装置 |
| WO2022265100A1 (ja) * | 2021-06-18 | 2022-12-22 | 三菱ケミカル株式会社 | 繊維集合体の製造方法及びプリプレグシートの製造方法 |
| WO2022265099A1 (ja) * | 2021-06-18 | 2022-12-22 | 三菱ケミカル株式会社 | 自己組織化炭素繊維束及びその製造方法と、プリプレグ及びその製造方法 |
| WO2023167102A1 (ja) * | 2022-03-04 | 2023-09-07 | 三菱ケミカル株式会社 | 炭素繊維束コンポジットの製造方法および炭素繊維束コンポジット |
Non-Patent Citations (1)
| Title |
|---|
| BAXTER JOY R., PALMESE GIUSEPPE R., ALVAREZ NICOLAS J.: "Waste to high performance materials: Self-assembly of short carbon fiber polymer composites", APPLIED MATERIALS, ELSEVIER, NL, vol. 20, 1 September 2020 (2020-09-01), NL , pages 100786, XP093087645, ISSN: 2352-9407, DOI: 10.1016/j.apmt.2020.100786 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI701286B (zh) | 環氧樹脂組成物、預浸體、碳纖維強化複合材料及此等之製造方法 | |
| KR102245594B1 (ko) | 열경화성 수지 조성물, 프리프레그 및 이것들을 사용하는 섬유 강화 복합 재료의 제조 방법 | |
| JP2017122214A (ja) | 貯蔵安定な複合材を製造するためのエポキシ樹脂組成物 | |
| JP6256649B1 (ja) | 熱硬化性樹脂組成物、シートモールディングコンパウンド及びその製造方法、並びに繊維強化複合材料 | |
| JP5789161B2 (ja) | 強化繊維用サイジング剤及びその用途 | |
| JP2015175065A (ja) | 繊維集束剤 | |
| WO2017208605A1 (ja) | プリプレグシート、及び繊維強化複合材料の製造方法 | |
| US20240101775A1 (en) | Self-Assembled Carbon Fiber Bundle, Method for Producing Same, Prepreg and Method Producing Same | |
| CN111788258A (zh) | 片状模塑料及碳纤维复合材料成型品 | |
| WO2024048416A1 (ja) | 炭素繊維束コンポジットの製造方法および炭素繊維コンポジットシートの製造方法 | |
| WO2023167102A1 (ja) | 炭素繊維束コンポジットの製造方法および炭素繊維束コンポジット | |
| WO2004060981A1 (ja) | 繊維強化された熱可塑性プラスチックの製造方法及び繊維強化された熱可塑性プラスチック | |
| JP6409972B2 (ja) | 成形材料、シートモールディングコンパウンド及び繊維強化複合材料 | |
| JP6791354B2 (ja) | マトリクス樹脂、中間材及び成形品 | |
| JP6673481B2 (ja) | 繊維強化成形材料、及び成形体 | |
| US20210230356A1 (en) | Sheet molding compound and molded article | |
| CN113544198A (zh) | 环氧组合物 | |
| JP2022150360A (ja) | プリプレグの製造方法 | |
| CN112500599B (zh) | 回收纤维材料及方法 | |
| JP2022077815A (ja) | 炭素繊維プリプレグ | |
| JP2024065853A (ja) | 硬化性組成物、繊維強化複合材及び繊維強化複合材の製造方法 | |
| CN116348519A (zh) | 预浸料、成型品和环氧树脂组合物 | |
| JP2021147496A (ja) | エポキシ樹脂組成物、並びにこれを用いたプリプレグ及び繊維強化プラスチック | |
| JPH09105080A (ja) | 表面処理した炭素繊維及び炭素繊維強化樹脂組成物 | |
| JPH04351624A (ja) | 型内被覆成形用熱硬化性樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23860179 Country of ref document: EP Kind code of ref document: A1 |