WO2024029311A1 - 複合材料、ヒートスプレッダ及び半導体パッケージ - Google Patents
複合材料、ヒートスプレッダ及び半導体パッケージ Download PDFInfo
- Publication number
- WO2024029311A1 WO2024029311A1 PCT/JP2023/025926 JP2023025926W WO2024029311A1 WO 2024029311 A1 WO2024029311 A1 WO 2024029311A1 JP 2023025926 W JP2023025926 W JP 2023025926W WO 2024029311 A1 WO2024029311 A1 WO 2024029311A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- composite material
- thickness direction
- layer
- less
- molybdenum
- Prior art date
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 124
- 239000004065 semiconductor Substances 0.000 title claims description 31
- -1 heat spreader Substances 0.000 title description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims abstract description 80
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 31
- 229910052802 copper Inorganic materials 0.000 claims abstract description 31
- 239000010949 copper Substances 0.000 claims abstract description 31
- 239000007769 metal material Substances 0.000 claims abstract description 20
- 239000000945 filler Substances 0.000 claims abstract description 15
- 229910052750 molybdenum Inorganic materials 0.000 claims description 77
- 239000011733 molybdenum Substances 0.000 claims description 77
- 230000002452 interceptive effect Effects 0.000 claims description 10
- 229910010293 ceramic material Inorganic materials 0.000 claims description 5
- 230000020169 heat generation Effects 0.000 claims description 2
- 239000000463 material Substances 0.000 description 21
- 238000005096 rolling process Methods 0.000 description 17
- 238000000034 method Methods 0.000 description 16
- 238000010586 diagram Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 5
- 238000005553 drilling Methods 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000017525 heat dissipation Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000005219 brazing Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 229910000833 kovar Inorganic materials 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/20—Modifications to facilitate cooling, ventilating, or heating
Definitions
- the present disclosure relates to composite materials, heat spreaders, and semiconductor packages.
- This application claims priority based on Japanese Patent Application No. 2022-124936, which is a Japanese patent application filed on August 4, 2022. All contents described in the Japanese patent application are incorporated herein by reference.
- Patent Document 1 International Publication No. 2022/030197 (Patent Document 1) describes a plate-shaped composite material.
- the composite material described in Patent Document 1 has a first surface and a second surface opposite to the first surface.
- the first surface and the second surface constitute end faces in the thickness direction (hereinafter referred to as "thickness direction") of the composite material described in Patent Document 1.
- the composite material described in Patent Document 1 has a plurality of first layers and a plurality of second layers.
- the first layer and the second layer are alternately stacked along the thickness direction so that the first layer is located on the first surface and the second surface.
- the first layer is a layer of metal material containing copper as a main component.
- the second layer includes a molybdenum plate and a copper filler.
- a plurality of openings are formed in the molybdenum plate. The opening passes through the molybdenum plate along the thickness direction.
- the openings are circular in plan view and arranged in a square lattice shape in plan view.
- a copper filler is placed inside the opening.
- the composite material of the present disclosure is plate-shaped and has a first surface and a second surface opposite to the first surface.
- the composite material includes a plurality of first layers and at least one second layer.
- the first surface and the second surface constitute end faces in the thickness direction of the composite material.
- the first layer and the second layer are alternately stacked along the thickness direction so that the first layer is located on the first surface and the second surface.
- the first layer is a layer of metal material containing copper as a main component.
- the second layer has a molybdenum plate and a copper filler. A plurality of openings are formed in the molybdenum plate passing through the molybdenum plate along the thickness direction. A copper filler is placed inside the opening.
- the openings are arranged in a lattice arrangement.
- the opening has a first width in the row direction of the lattice arrangement and a second width in the column direction of the lattice arrangement orthogonal to the row direction.
- the first width is greater than 350 ⁇ m.
- the value obtained by dividing the second width by the first width is 1 or more and 2 or less.
- the molybdenum plate has a continuous portion along the first direction without interfering with the opening, and a portion interfering with the opening along the second direction different from the first direction. It has a continuous part without any difference.
- the angle between the first direction and the second direction is 47° or more and 90° or less.
- FIG. 1 is a perspective view of a composite material 10.
- FIG. 2 is a sectional view taken along line II-II in FIG.
- FIG. 3 is a sectional view taken along line III-III in FIG.
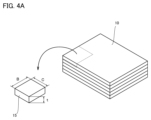
- FIG. 4A is a first explanatory diagram of a procedure for preparing a sample for measuring thermal conductivity in the thickness direction of the composite material 10.
- FIG. 4B is a second explanatory diagram of the procedure for preparing a sample for measuring thermal conductivity in the thickness direction of the composite material 10.
- FIG. 4C is a third explanatory diagram of the procedure for preparing a sample for measuring thermal conductivity in the thickness direction of the composite material 10.
- FIG. 5 is a manufacturing process diagram of the composite material 10.
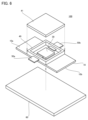
- FIG. 6 is an exploded perspective view of the semiconductor package 100.
- the present disclosure has been made in view of the problems of the prior art as described above. More specifically, the present disclosure provides a composite member that can reduce the anisotropy of the coefficient of linear expansion in a plane perpendicular to the thickness direction.
- the composite material according to the embodiment is plate-shaped and has a first surface and a second surface that is the opposite surface to the first surface.
- the composite material includes a plurality of first layers and at least one second layer.
- the first surface and the second surface constitute end faces in the thickness direction of the composite material.
- the first layer and the second layer are alternately stacked along the thickness direction so that the first layer is located on the first surface and the second surface.
- the first layer is a layer of metal material containing copper as a main component.
- the second layer has molybdenum plates and copper filler. A plurality of openings are formed in the molybdenum plate passing through the molybdenum plate along the thickness direction. A copper filler is placed inside the opening.
- the openings are arranged in a lattice arrangement.
- the opening has a first width in the row direction of the lattice arrangement and a second width in the column direction of the lattice arrangement orthogonal to the row direction.
- the first width is greater than 350 ⁇ m.
- the value obtained by dividing the second width by the first width is 1 or more and 2 or less.
- the molybdenum plate has a continuous portion along the first direction without interfering with the opening, and a portion interfering with the opening along the second direction different from the first direction. It has a continuous part without any difference.
- the angle between the first direction and the second direction is 47° or more and 90° or less.
- the angle between the first direction and the second direction may be less than 90°.
- the number of openings per 1 mm 2 may be less than 3 in a cross-sectional view perpendicular to the thickness direction.
- the number of openings per 1 mm 2 may be less than 2 in a cross-sectional view perpendicular to the thickness direction.
- the molybdenum plate may have an aperture ratio of 20 percent or more in a cross-sectional view orthogonal to the thickness direction.
- the volume ratio of molybdenum in the composite material may be 25% or less.
- the volume ratio of molybdenum in the composite material may be 15% or more. According to the composite material (7) above, the coefficient of linear expansion can be reduced.
- the volume ratio of molybdenum in the composite material may be less than 15%. According to the composite material (8) above, thermal conductivity can be increased.
- the total number of first layers and number of second layers may be five.
- the thickness of the composite material may be 1.5 mm or less.
- the thickness of the second layer may be 0.3 mm or less.
- the coefficient of linear expansion in the row direction when the temperature changes from room temperature to 800°C is the linear expansion coefficient in the column direction when the temperature changes from room temperature to 800°C.
- the value divided by the coefficient may be 1.5 or less.
- the pitch between adjacent openings in the column direction may be larger than the pitch between adjacent openings in the row direction.
- the heat spreader according to the embodiment includes the composite materials of (1) to (11) above.
- the first surface forms a contact surface with the heat generation source.
- a semiconductor package includes the composite material of (1) to (11) above and a semiconductor element.
- a semiconductor element is disposed on the first surface.
- the semiconductor package of (13) above may further include a case member made of a ceramic material.
- the case member may be placed on the first surface so as to surround the semiconductor element.
- the composite material according to the embodiment is referred to as a composite material 10.
- the semiconductor package according to the embodiment is referred to as a semiconductor package 100.
- FIG. 1 is a perspective view of the composite material 10. As shown in FIG. 1, the composite material 10 has a plate shape. The thickness direction of the composite material 10 is referred to as the "thickness direction.” Composite material 10 has a first surface 10a and a second surface 10b. The first surface 10a and the second surface 10b constitute end surfaces of the composite material 10 in the thickness direction. The second surface 10b is the opposite surface to the first surface 10a.
- FIG. 2 is a sectional view taken along II-II in FIG. 1.
- the composite material 10 has a plurality of first layers 11 and at least one second layer 12.
- the first layer 11 and the second layer 12 are laminated along the thickness direction so that the first layer 11 is located on the first surface 10a and the second surface 10b.
- Thickness T1 is preferably 1.5 mm or less.
- Thickness T2 is preferably 0.3 mm or less, more preferably 0.15 mm or less.
- the total number of first layers 11 and second layers 12 is 3 or more.
- the number of first layers 11 and the number of second layers 12 are preferably five.
- the first layer 11 is a layer of a metal material whose main component is copper.
- Metal material containing copper as a main component means a metal material having a copper content of 50% by mass or more.
- the first layer 11 is preferably a layer of a metal material having a copper content of 70% by mass or more.
- the first layer 11 is, for example, a layer of pure copper. Pure copper is a metal material consisting of copper and unavoidable impurities that make up the remainder.
- the second layer 12 includes a molybdenum plate 13 and a copper filler 14.
- the molybdenum plate 13 is a plate of a metal material whose main component is molybdenum. "Metal material containing molybdenum as a main component" means a metal material having a molybdenum content of 50% by mass or more.
- the molybdenum plate 13 is preferably a plate of a metal material having a molybdenum content of 70% by mass or more.
- the molybdenum plate 13 is, for example, a pure molybdenum plate. Pure molybdenum is a metal material consisting of molybdenum and the remaining unavoidable impurities.
- the copper filler 14 is made of the same material as the first layer 11, for example.
- FIG. 3 is a cross-sectional view taken along III-III in FIG. 2.
- the molybdenum plate 13 has a plurality of openings 13a formed therein.
- the opening 13a passes through the molybdenum plate 13 along the thickness direction.
- the openings 13a are arranged in a lattice arrangement. More specifically, in a cross-sectional view perpendicular to the thickness direction, the openings 13a are arranged in a houndstooth pattern.
- the openings 13a may be arranged in a square lattice shape or a rectangular lattice shape.
- the row direction and column direction of the lattice arrangement of the openings 13a are referred to as the "row direction” and the “column direction", respectively.
- the column direction is, for example, along the rolling direction of the composite material 10.
- the column direction is orthogonal to the row direction.
- the pitch between adjacent openings 13a in the row direction is defined as a first pitch.
- the pitch between adjacent openings 13a in the column direction is defined as a second pitch.
- the second pitch is larger than the first pitch.
- the first pitch and the second pitch are measured in a cross section passing through the center of the molybdenum plate 13 in the thickness direction and perpendicular to the thickness direction.
- a cross section passing through the center of the molybdenum plate 13 in the thickness direction and perpendicular to the thickness direction is exposed as follows.
- the distance between the first surface 10a and the center of the molybdenum plate 13 in the thickness direction is measured.
- the composite material 10 is polished from the first surface 10a side using a plane polisher or an automatic rotary polisher.
- the amount of polishing at this time is set to be equal to the distance between the first surface 10a and the center of the molybdenum plate 13 in the thickness direction, which was measured as described above. As a result, a cross section passing through the center of the molybdenum plate 13 in the thickness direction and perpendicular to the thickness direction is exposed.
- the first pitch is obtained by measuring the distance between the centers of adjacent openings 13a in the row direction for all openings 13a and dividing the sum of the measured values by the number of openings 13a.
- the second pitch is determined by measuring the distance between the centers of adjacent openings 13a in the column direction for all openings 13a, and dividing the sum of the measured values by the number of openings 13a. It is obtained by A digital microscope is used to measure the first pitch and the second pitch.
- the opening 13a has a first width W1, which is the width in the row direction, and a second width W2, which is the width in the column direction.
- the first width W1 and the second width W2 are measured in a cross section passing through the center of the molybdenum plate 13 in the thickness direction and perpendicular to the thickness direction.
- the first width W1 is obtained by measuring the width of all the openings 13a in the row direction and dividing the sum of the measured values by the number of openings 13a.
- the second width W2 is obtained by measuring the width of all the openings 13a in the column direction and dividing the measured value by the number of openings 13a.
- the first width W1 is greater than 350 ⁇ m.
- the value obtained by dividing the second width W2 by the first width W1 is greater than or equal to 1 and less than or equal to 2.
- a digital microscope is used to measure the first width W1 and the second width W2.
- the opening 13a In a cross-sectional view perpendicular to the thickness direction, the opening 13a has an elliptical shape, for example.
- the long axis of the ellipse is, for example, along the column direction.
- the opening 13a In a cross-sectional view perpendicular to the thickness direction, the opening 13a may be circular. However, the cross-sectional shape of the opening 13a is not limited to these.
- the number of openings 13a per 1 mm 2 is, for example, less than three.
- the number of openings 13a per 1 mm 2 is preferably less than two.
- the number of openings 13a per 1 mm 2 is the number of openings 13a in a cross section that passes through the center of the molybdenum plate 13 in the thickness direction and is perpendicular to the thickness direction, expressed as the area of the cross section (unit: mm 2 ). It is obtained by dividing.
- the aperture ratio of the molybdenum plate 13 is, for example, 20 percent or more.
- the aperture ratio of the molybdenum plate 13 may be 30% or more or 35% or more.
- the aperture ratio of the molybdenum plate 13 is, for example, 70% or less.
- the aperture ratio of the molybdenum plate 13 may be 60% or less.
- the aperture ratio of the molybdenum plate 13 is determined by measuring the total opening area of the apertures 13a in a cross section passing through the center of the molybdenum plate 13 in the thickness direction and orthogonal to the thickness direction, and calculating the total of the measured values. It is obtained by dividing by the area of the cross section.
- the opening area of the opening 13a in a cross section passing through the center of the molybdenum plate 13 in the thickness direction and perpendicular to the thickness direction is measured using a digital microscope.
- the molybdenum plate 13 has a continuous portion along the first direction without interfering with the opening 13a and a continuous portion along the second direction without interfering with the opening 13a. It has a continuous part.
- the first direction is the direction of straight line L1 in FIG. 3, and the second direction is the direction of straight line L2 in FIG.
- the first direction and the second direction may be different from the column direction and the row direction.
- the angle between the first direction and the second direction is defined as angle ⁇ .
- the angle ⁇ is the intersection angle of the straight line L1 and the straight line L2 that is less than or equal to 90°.
- the angle ⁇ is 47° or more and 90° or less.
- the angle ⁇ is preferably 47° or more and less than 90°.
- the angle ⁇ is measured in a cross section passing through the center of the molybdenum plate 13 in the thickness direction and perpendicular to the thickness direction.
- the one with the smallest angle ⁇ is selected from the three or more directions. shall be.
- the thermal conductivity of the composite material 10 in the thickness direction is preferably 270 W/m ⁇ K or more at room temperature.
- the thermal conductivity of the composite material 10 in the thickness direction is preferably 300 W/m ⁇ K or more at room temperature.
- Room temperature means 27°C.
- the thermal conductivity in the thickness direction of the composite material 10 is measured by using a laser flash method.
- the thermal diffusivity of the composite material 10 is measured using LFA447 MicroFlash (manufactured by NETZSCH), and the thermal diffusivity of the composite material 10 is measured based on the thermal diffusivity and the volume ratio and specific heat of each constituent material of the composite material 10.
- the thermal conductivity in the thickness direction of 10 is calculated.
- the specific heat of each constituent material is determined based on "Metal Data Book 4th Edition" edited by the Japan Institute of Metals (2004, Maruzen Publishing).
- the thermal conductivity of a pure copper sample having the same shape is measured under the same conditions, and the measurement results are corrected using the results as a reference.
- FIG. 4A is a first explanatory diagram of the procedure for preparing a sample for measuring thermal conductivity in the thickness direction of the composite material 10. As shown in FIG. 4A, a thin piece 15 is cut out from the composite material 10 to be measured. The thickness, length and width of the thin piece 15 are t (mm), B (mm) and C (mm), respectively.
- X be the number obtained by dividing 2 by t and rounding up the decimal places.
- the value obtained by dividing 10 by B and rounding up the decimal point is set as Y1.
- Y2 be the number obtained by dividing 10 by C and rounding up the decimal places.
- a number of thin pieces 15 equal to the product of X, Y1, and Y2 are cut out from the composite material 10 to be measured.
- FIG. 4B is a second explanatory diagram of the procedure for preparing a sample for measuring thermal conductivity in the thickness direction of the composite material 10.
- a block 16 is produced from X thin pieces 15.
- the thickness, length and width of the block 16 are approximately 2 (mm), B (mm) and C (mm), respectively.
- X pieces of thin pieces 15 are stacked.
- amorphous powder made of pure silver and having an average particle size of 4 ⁇ m is placed between adjacent thin pieces 15 .
- the amount of amorphous powder placed between adjacent flakes 15 is 0.2 g ⁇ 30 percent per 100 mm 2 .
- a rectangular mold (not shown) in which an opening with internal dimensions of B (mm) x C (mm) is formed is prepared, and the molds are stacked in the opening.
- a thin piece 15 is arranged.
- the above mold is made of graphite.
- the stacked flakes 15 are heat treated under a load P.
- the load P is 4.9N or more and 9.8N or less.
- the heat treatment is performed in an inert gas atmosphere.
- the heat treatment is performed at a holding temperature of 900° C. and a holding time of 10 minutes.
- the heat treatment softens and deforms the amorphous powder, and the adjacent thin pieces 15 are bonded together, thereby producing the block 16.
- FIG. 4C is a third explanatory diagram of the procedure for creating a sample for measuring thermal conductivity in the thickness direction of the composite material 10.
- a measurement sample 17 having a height of about 10 mm, a width of about 10 mm, and a thickness of about 2 mm is produced.
- the adhesive member used is one that can withstand temperatures up to about 800° C., such as silver solder foil or ceramic adhesive.
- the blocks 16 arranged vertically in Y1 blocks and horizontally in Y2 blocks may be fixed by wrapping stainless steel wire or the like around the outer periphery thereof.
- Linear expansion coefficient (first linear expansion coefficient) of the composite material 10 in the row direction when the temperature changes from room temperature to 800°C and linear expansion coefficient of the composite material 10 in the column direction when the temperature changes from room temperature to 800°C is preferably 14 ppm/K or less. It is more preferable that the first linear expansion coefficient and the second linear expansion coefficient are 10 ppm/K or less. The value obtained by dividing the first linear expansion coefficient by the second linear expansion coefficient is 1.5 or less.
- the first coefficient of linear expansion and the second coefficient of linear expansion are calculated by measuring the displacement of the composite material 10 in the row direction and column direction in the temperature range from room temperature to 800°C using TD5000SA (manufactured by Bruker AXS). Ru.
- TD5000SA manufactured by Bruker AXS
- Ru the planar shape of the composite material 10 is a rectangular shape of 3 mm x 15 mm. Measured values are averaged over three samples.
- the volume ratio of molybdenum in the composite material 10 is, for example, 25% or less. From the viewpoint of increasing the thermal conductivity in the thickness direction of the composite material 10, the volume ratio of molybdenum in the composite material 10 is preferably 15% or more. On the other hand, from the viewpoint of reducing the coefficient of linear expansion of the composite material 10, the volume ratio of molybdenum in the composite material 10 is preferably less than 15%.
- FIG. 5 is a manufacturing process diagram of the composite material 10.
- the method for manufacturing the composite material 10 includes a preparation step S1, a hole punching step S2, and a rolling step S3.
- a first plate material and a second plate material are prepared.
- the first plate material is a plate material made of a metal material whose main component is copper.
- the second plate material is a plate material made of a metal material containing molybdenum as a main component.
- drilling is performed on the second plate material.
- a plurality of openings are formed in the second plate material in the thickness direction.
- the second plate material becomes the molybdenum plate 13.
- the drilling process on the second plate material is performed, for example, by etching or laser irradiation.
- the laminate 20 is prepared.
- the laminate 20 is prepared by alternately arranging the first plates and the molybdenum plates 13 along the thickness direction of the laminate 20.
- the laminate 20 is subjected to heat treatment.
- the laminate 20 is heated to a predetermined temperature in a hydrogen atmosphere. This predetermined temperature is below the melting point of the first plate material and is a temperature at which the first plate material is sufficiently softened. This predetermined temperature is, for example, 900°C.
- the laminate 20 is passed through a rolling roller.
- the first plate material and the molybdenum plate 13 are joined to each other while being rolled.
- the first plate material fills the opening 13a of the molybdenum plate 13 and becomes the copper filler 14.
- the remainder of the first plate material that is not filled in the opening 13a becomes the first layer 11.
- the method for manufacturing the composite material 10 may further include a rolling step S4.
- the rolling process S4 is performed after the rolling process S3.
- the thickness T1 is adjusted by cold rolling the composite material 10.
- FIG. 6 is an exploded perspective view of the semiconductor package 100.
- the semiconductor package 100 includes a composite material 10, a semiconductor element 30, a case member 40, a lid 41, and terminals 50a and 50b.
- the composite material 10 functions as a heat spreader in the semiconductor package 100.
- Semiconductor element 30 is arranged on first surface 10a.
- a heat transfer member may be interposed between the semiconductor element 30 and the first surface 10a.
- the semiconductor element 30 becomes a heat source during operation.
- Case member 40 is made of, for example, a ceramic material.
- the ceramic material is, for example, alumina (Al 2 O 3 ).
- Case member 40 is arranged on first surface 10a so as to surround semiconductor element 30.
- the lower end (end on the first surface 10a side) of the case member 40 and the first surface 10a are joined by, for example, brazing.
- the lid 41 is made of, for example, a ceramic material or a metal material. The lid 41 closes off the upper end side of the case member 40.
- the terminal 50a and the terminal 50b are inserted into the case member 40. As a result, one end of the terminal 50a and the terminal 50b is located within the space defined by the first surface 10a, the case member 40, and the lid 41, and the other end of the terminal 50a and the terminal 50b is located outside the space. are doing.
- the terminal 50a and the terminal 50a are made of, for example, a metal material.
- the metal material is, for example, Kovar.
- one end side of the terminal 50a and the terminal 50b is electrically connected to the semiconductor element 30.
- the semiconductor package 100 is electrically connected to a device or circuit other than the semiconductor package 100 at the other end of the terminals 50a and 50b.
- a heat dissipation member 60 is attached to the second surface 10b.
- the heat dissipation member 60 is, for example, a metal plate in which a flow path through which a refrigerant flows is formed.
- the heat radiating member 60 is not limited to this.
- the heat radiation member 60 may be, for example, a cooling fin.
- a heat transfer member may be interposed between the heat radiation member 60 and the second surface 10b.
- the case member 40 is joined onto the composite material 10 by brazing or the like. Therefore, in order to reduce thermal stress caused by the difference between the coefficient of linear expansion of the composite material 10 and the coefficient of linear expansion of the case member 40, the coefficient of linear expansion of the composite material 10 and the coefficient of linear expansion of the case member 40 are preferably close to each other. preferable.
- the coefficient of linear expansion of the composite material 10 has anisotropy, even if the coefficient of linear expansion of the composite material 10 in a certain direction (for example, the column direction) is close to the coefficient of linear expansion of the case member 40, in another direction ( For example, the difference between the coefficient of linear expansion of the composite material 10 and the coefficient of linear expansion of the case member 40 in the row direction becomes large.
- the coefficient of linear expansion of molybdenum is smaller than that of copper, the coefficient of linear expansion of the composite material 10 becomes smaller in the direction in which the portion of the molybdenum plate 13 that is continuous without interfering with the opening 13a extends. Cheap. Therefore, as the angle ⁇ increases, the anisotropy of the linear expansion coefficient of the composite material 10 decreases. On the other hand, as the angle ⁇ becomes smaller, the distance between adjacent openings 13a becomes larger, and the molybdenum plate 13 becomes more likely to break between adjacent openings 13a during rolling.
- the semiconductor element that is the heat source Since the heat generated at 30 passes through the copper filler 14 more easily when passing through the second layer 12, the thermal resistance of the second layer 12 is reduced.
- the distance between adjacent openings 13a becomes short, the molybdenum plate 13 tends to break between adjacent openings 13a during rolling.
- the first width W1 is larger than 350 ⁇ m, and the second width W2 is divided by the first width W1. Even if the value is 1 or more and 2 or less, it is possible to reduce the anisotropy of the linear expansion coefficient of the composite material 10 while suppressing breakage of the molybdenum plate 13 between adjacent openings 13a. Do you get it.
- Samples 1 to 7 were prepared as composite material samples. As shown in Table 1, in samples 1 to 7, the angle ⁇ , the first width W1, the second width W2, the first pitch, the second pitch, the number of openings 13a per 1 mm 2 , and the molybdenum plate The aperture ratio of 13 was changed. In samples 1 to 7, the first layer 11 is a pure copper layer, and the molybdenum plate 13 is a pure molybdenum plate. In samples 1 to 7, the number of first layers 11 was three, and the number of second layers 12 was two.
- the thickness of the first plate material and the thickness of the molybdenum plate 13 before rolling were adjusted, and the rolling reduction rate during rolling was adjusted.
- the volume ratio of T1 and molybdenum was adjusted.
- the reduction rate during rolling was adjusted appropriately to prevent internal breakage of the material. Note that the thickness of the first plate shown in Table 2 is the thickness of the first plate on the outermost surface of the laminate 20.
- Condition A is that the angle ⁇ is 47° or more and 90° or less.
- Condition B is that the first width W1 is 350 ⁇ m or more.
- Condition C is that the value obtained by dividing the second width W2 by the first width W1 is greater than or equal to 1 and less than or equal to 2. In samples 1 to 4, all of conditions A to C were satisfied. On the other hand, in samples 5 to 7, at least one of conditions A to C was not satisfied.
- the first linear expansion coefficient, second linear expansion coefficient, and thermal conductivity in the thickness direction were measured. As shown in Table 3, in samples 1 to 4, the value obtained by dividing the first linear expansion coefficient by the second linear expansion coefficient was 1.5 or less. On the other hand, in samples 5 to 7, the value obtained by dividing the first linear expansion coefficient by the second linear expansion coefficient was larger than 1.5.
- the linear expansion coefficient of the composite material 10 can be reduced by making the volume ratio of molybdenum less than 15%, and the thermal conductivity of the composite material 10 can be reduced by making the volume ratio of molybdenum 15% or more. Experiments have shown that it can be made smaller.
Abstract
複合材料は、第1表面及び第1表面の反対面である第2表面を有する板状である。複合材料は、複数の第1層と、少なくとも1つの第2層とを備えている。第1表面及び第2表面は、複合材料の厚さ方向における端面をなしている。第1層及び第2層は、厚さ方向に沿って、第1層が第1表面及び第2表面に位置するように交互に積層されている。第1層は、銅を主成分とする金属材料の層である。第2層は、モリブデン板と銅フィラーとを有する。モリブデン板には、厚さ方向に沿ってモリブデン板を貫通している複数の開口部が形成されている。銅フィラーは、開口部の内部に配置されている。厚さ方向に直交する断面視において、開口部は、格子配列をなすように並んでいる。
Description
本開示は、複合材料、ヒートスプレッダ及び半導体パッケージに関する。本出願は、2022年8月4日に出願した日本特許出願である特願2022-124936号に基づく優先権を主張する。当該日本特許出願に記載された全ての記載内容は、参照によって本明細書に援用される。
例えば国際公開第2022/030197号(特許文献1)には、板状の複合材料が記載されている。特許文献1に記載の複合材料は、第1表面と、第1表面の反対面である第2表面とを有している。第1表面及び第2表面は、特許文献1に記載の複合材料の厚さ方向(以下「厚さ方向」とする)における端面をなしている。
特許文献1に記載の複合材料は、複数の第1層と、複数の第2層とを有している。第1層及び第2層は、厚さ方向に沿って、第1層が第1表面及び第2表面に位置するように、交互に積層されている。第1層は、銅を主成分とする金属材料の層である。第2層は、モリブデン板と、銅フィラーとを有している。モリブデン板には、複数の開口部が形成されている。開口部は、モリブデン板を厚さ方向に沿って貫通している。開口部は、平面視において円形であり、平面視において正方格子状に配列されている。銅フィラーは、開口部の内部に配置されている。
本開示の複合材料は、第1表面及び第1表面の反対面である第2表面を有する板状である。複合材料は、複数の第1層と少なくとも1つの第2層とを備える。第1表面及び第2表面は、複合材料の厚さ方向における端面をなしている。第1層及び第2層は、厚さ方向に沿って、第1層が第1表面及び第2表面に位置するように交互に積層されている。第1層は、銅を主成分とする金属材料の層である。第2層は、モリブデン板と、銅フィラーとを有する。モリブデン板には、厚さ方向に沿ってモリブデン板を貫通している複数の開口部が形成されている。銅フィラーは、開口部の内部に配置されている。厚さ方向に直交する断面視において、開口部は、格子配列をなすように並んでいる。厚さ方向に直交する断面視において、開口部は、格子配列の行方向において第1幅を有するとともに、行方向に直交している格子配列の列方向において第2幅を有する。第1幅は、350μmよりも大きい。第2幅を第1幅で除した値は、1以上2以下である。厚さ方向に直交する断面視において、モリブデン板は、第1方向に沿って開口部と干渉することなく連続している部分と、第1方向とは異なる第2方向に沿って開口部と干渉することなく連続している部分とを有する。第1方向と第2方向とのなす角度は、47°以上90°以下である。
[本開示が解決しようとする課題]
特許文献1に記載の複合材料では、開口部の開口径が小さいため、第2層の厚さ方向における熱伝導率に改善の余地がある。特許文献1に記載の複合材料において第2層の厚さ方向における熱伝導率を改善するために開口部の開口径を大きくすると、隣り合う2つの開口部の間の距離が小さくなり、隣り合う2つの開口部の間でモリブデン板に破損が生じることがある。このような破損を避けるために、開口部を例えば千鳥格子状に配置することが考えられる。しかしながら、開口部を千鳥格子状に配置すると、厚さ方向に直交する面内における線膨張係数の異方性が大きくなってしまうことがある。
特許文献1に記載の複合材料では、開口部の開口径が小さいため、第2層の厚さ方向における熱伝導率に改善の余地がある。特許文献1に記載の複合材料において第2層の厚さ方向における熱伝導率を改善するために開口部の開口径を大きくすると、隣り合う2つの開口部の間の距離が小さくなり、隣り合う2つの開口部の間でモリブデン板に破損が生じることがある。このような破損を避けるために、開口部を例えば千鳥格子状に配置することが考えられる。しかしながら、開口部を千鳥格子状に配置すると、厚さ方向に直交する面内における線膨張係数の異方性が大きくなってしまうことがある。
本開示は、上記のような従来技術の問題点に鑑みてなされたものである。より具体的には、本開示は、厚さ方向に直交する面内における線膨張係数の異方性を小さくすることが可能な複合部材を提供するものである。
[本開示の効果]
本開示の複合材料によると、厚さ方向に直交する面内における線膨張係数の異方性を小さくすることが可能である。
本開示の複合材料によると、厚さ方向に直交する面内における線膨張係数の異方性を小さくすることが可能である。
[本開示の実施形態の説明]
まず、本開示の実施形態を列記して説明する。
まず、本開示の実施形態を列記して説明する。
(1)実施形態に係る複合材料は、第1表面及び第1表面の反対面である第2表面を有する板状である。複合材料は、複数の第1層と、少なくとも1つの第2層とを備える。第1表面及び第2表面は、複合材料の厚さ方向における端面をなしている。第1層及び第2層は、厚さ方向に沿って、第1層が第1表面及び第2表面に位置するように交互に積層されている。第1層は、銅を主成分とする金属材料の層である。第2層は、モリブデン板と銅フィラーとを有する。モリブデン板には、厚さ方向に沿ってモリブデン板を貫通している複数の開口部が形成されている。銅フィラーは、開口部の内部に配置されている。厚さ方向に直交する断面視において、開口部は、格子配列をなすように並んでいる。厚さ方向に直交する断面視において、開口部は、格子配列の行方向において第1幅を有するとともに、行方向に直交している格子配列の列方向において第2幅を有する。第1幅は、350μmよりも大きい。第2幅を第1幅で除した値は、1以上2以下である。厚さ方向に直交する断面視において、モリブデン板は、第1方向に沿って開口部と干渉することなく連続している部分と、第1方向とは異なる第2方向に沿って開口部と干渉することなく連続している部分とを有する。第1方向と第2方向とのなす角度は、47°以上90°以下である。
上記(1)の複合材料によると、厚さ方向に直交する面内における線膨張係数の異方性を小さくすることが可能である。
(2)上記(1)の複合材料では、第1方向と第2方向とのなす角度が90°未満であってもよい。
(3)上記(1)又は(2)の複合材料では、厚さ方向に直交する断面視において、1mm2あたりの開口部の数が3個未満であってもよい。
(4)上記(1)又は(2)の複合材料では、厚さ方向に直交する断面視において、1mm2あたりの開口部の数が2個未満であってもよい。
(5)上記(1)から(4)の複合材料では、厚さ方向に直交する断面視において、モリブデン板の開口率が20パーセント以上であってもよい。
(6)上記(1)から(5)の複合材料では、複合材料中におけるモリブデンの体積比が25パーセント以下であってもよい。
(7)上記(1)から(5)の複合材料では、複合材料中におけるモリブデンの体積比が15パーセント以上であってもよい。上記(7)の複合材料によると、線膨張係数を小さくすることができる。
(8)上記(1)から(5)の複合材料では、複合材料中におけるモリブデンの体積比が15パーセント未満であってもよい。上記(8)の複合材料によると、熱伝導率を大きくすることができる。
(9)上記(1)から(8)の複合材料では、第1層の数及び第2層の数の合計は、5であってもよい。複合材料の厚さは、1.5mm以下であってもよい。第2層の厚さは、0.3mm以下であってもよい。
(10)上記(1)から(9)の複合材料では、室温から800℃まで温度が変化した際の行方向における線膨張係数を室温から800℃まで温度が変化した際の列方向における線膨張係数で除した値が、1.5以下であってもよい。
(11)上記(1)から(10)の複合材料では、列方向において隣り合う開口部の間のピッチが、行方向において隣り合う開口部の間のピッチよりも大きくてもよい。
(12)実施形態に係るヒートスプレッダは、上記(1)から(11)の複合材料を備える。第1表面は、発熱源との接触面をなしている。
(13)実施形態に係る半導体パッケージは、上記(1)から(11)の複合材料と、半導体素子とを備える。半導体素子は、第1表面上に配置されている。
(14)上記(13)の半導体パッケージは、セラミックス材料製のケース部材をさらに備えていてもよい。ケース部材は、半導体素子を取り囲むように第1表面上に配置されていてもよい。
[本開示の実施形態の詳細]
次に、本開示の実施形態の詳細を、図面を参照しながら説明する。以下の図面では、同一又は相当する部分に同一の参照符号を付し、重複する説明は繰り返さないものとする。実施形態に係る複合材料を、複合材料10とする。実施形態に係る半導体パッケージを、半導体パッケージ100とする。
次に、本開示の実施形態の詳細を、図面を参照しながら説明する。以下の図面では、同一又は相当する部分に同一の参照符号を付し、重複する説明は繰り返さないものとする。実施形態に係る複合材料を、複合材料10とする。実施形態に係る半導体パッケージを、半導体パッケージ100とする。
(複合材料10の構成)
以下に、複合材料10の構成を説明する。
以下に、複合材料10の構成を説明する。
図1は、複合材料10の斜視図である。図1に示されるように、複合材料10は、板状である。複合材料10の厚さ方向を、「厚さ方向」とする。複合材料10は、第1表面10aと、第2表面10bとを有している。第1表面10a及び第2表面10bは、厚さ方向における複合材料10の端面をなしている。第2表面10bは、第1表面10aの反対面である。
図2は、図1中のII-IIにおける断面図である。図2に示されるように、複合材料10は、複数の第1層11と、少なくとも1つの第2層12とを有している。第1層11及び第2層12は、第1層11が第1表面10a及び第2表面10bに位置するように、厚さ方向に沿って積層されている。複合材料10の厚さを厚さT1とし、第2層12の厚さをT2とする。厚さT1は、好ましくは、1.5mm以下である。厚さT2は、好ましくは0.3mm以下であり、さらに好ましくは0.15mm以下である。第1層11の数及び第2層12の数の合計は、3以上である。第1層11の数及び第2層12の数は、5であることが好ましい。
第1層11は、銅を主成分とする金属材料の層である。「銅を主成分とする金属材料」とは、銅の含有量が50質量パーセント以上の金属材料を意味する。第1層11は、銅の含有量が70質量パーセント以上の金属材料の層であることが好ましい。第1層11は、例えば、純銅の層である。純銅は、銅と残部を構成している不可避不純物とからなる金属材料である。
第2層12は、モリブデン板13と、銅フィラー14とを有している。モリブデン板13は、モリブデンを主成分とする金属材料の板である。「モリブデンを主成分とする金属材料」は、モリブデンの含有量が50質量パーセント以上の金属材料を意味する。モリブデン板13は、モリブデンの含有量が70質量パーセント以上の金属材料の板であることが好ましい。モリブデン板13は、例えば、純モリブデンの板である。純モリブデンは、モリブデンと残部を構成している不可避不純物からなる金属材料である。銅フィラー14は、例えば、第1層11と同一材料からなる。
図3は、図2中のIII-IIIにおける断面図である。図2及び図3に示されるように、モリブデン板13には、複数の開口部13aが形成されている。開口部13aは、モリブデン板13を厚さ方向に沿って貫通している。厚さ方向に直交する断面視において、開口部13aは、格子配列をなすように並んでいる。より具体的には、厚さ方向に直交する断面視において、開口部13aは、千鳥格子状に並んでいる。厚さ方向に直交する断面視において、開口部13aは、正方格子状又は長方格子状に並んでいてもよい。
開口部13aの格子配列の行方向及び列方向を、それぞれ「行方向」及び「列方向」とする。列方向は、例えば、複合材料10の圧延方向に沿っている。列方向は、例えば、行方向に直交している。行方向において隣り合う開口部13aの間のピッチを、第1ピッチとする。列方向において隣り合う開口部13aの間のピッチを、第2ピッチとする。第2ピッチは、第1ピッチよりも大きいことが好ましい。
第1ピッチ及び第2ピッチは、モリブデン板13の厚さ方向における中央を通り、かつ厚さ方向に直交する断面において測定される。モリブデン板13の厚さ方向における中央を通り、かつ厚さ方向に直交する断面は、以下のようにして露出される。
第1に、複合材料10を側面からデジタルマイクロスコープを用いて観察することにより、第1表面10aとモリブデン板13の厚さ方向における中央との間の距離が測定される。第2に、平面研磨機又は自動回転研磨機を用いて、第1表面10a側から複合材料10の研磨が行われる。この際の研磨量は、上記のようにして測定された第1表面10aとモリブデン板13の厚さ方向における中央との間の距離と等しくなるように設定される。以上により、モリブデン板13の厚さ方向における中央を通り、かつ厚さ方向に直交する断面が露出される。
第1ピッチは、全ての開口部13aについて行方向において隣り合う開口部13aの中心同士の間の距離を測定するとともに測定された値の合計を開口部13aの数で除することにより得られる。同様に、第2ピッチは、全ての開口部13aについて列方向において隣り合う開口部13aの中心同士の間の距離を測定するとともに、測定された値の合計を開口部13aの数で除することにより得られる。第1ピッチ及び第2ピッチの測定には、デジタルマイクロスコープが用いられる。
厚さ方向に直交する断面視において、開口部13aは、行方向における幅である第1幅W1と、列方向における幅である第2幅W2とを有している。第1幅W1及び第2幅W2は、モリブデン板13の厚さ方向における中央を通り、かつ厚さ方向に直交する断面において測定される。第1幅W1は、全ての開口部13aについて行方向における幅を測定するとともに、測定された値の合計を開口部13aの数で除することにより得られる。同様に、第2幅W2は、全ての開口部13aについて列方向における幅を測定するとともに、測定された値を開口部13aの数で除することにより得られる。第1幅W1は、350μmよりも大きい。第2幅W2を第1幅W1で除した値は、1以上2以下である。第1幅W1及び第2幅W2の測定には、デジタルマイクロスコープが用いられる。
厚さ方向に直交する断面視において、開口部13aは、例えば楕円形である。厚さ方向に直交する断面視において開口部13aが楕円形である場合、楕円形の長軸は、例えば列方向に沿っている。厚さ方向に直交する断面視において、開口部13aは、円形であってもよい。但し、開口部13aの断面形状は、これらに限られるものではない。
1mm2あたりの開口部13aの数は、例えば、3個未満である。1mm2あたりの開口部13aの数は、2個未満であることが好ましい。1mm2あたりの開口部13aの数は、モリブデン板13の厚さ方向における中央を通り、かつ厚さ方向に直交する断面にある開口部13aの数を当該断面の面積(単位:mm2)で除することにより得られる。
モリブデン板13の開口率は、例えば、20パーセント以上である。モリブデン板13の開口率は、30パーセント以上又は35パーセント以上であってもよい。モリブデン板13の開口率は、例えば70パーセント以下である。モリブデン板13の開口率は60パーセント以下であってもよい。モリブデン板13の開口率は、モリブデン板13の厚さ方向における中央を通り、かつ厚さ方向に直交する断面において開口部13aの開口面積の合計を測定するとともに、測定された値の合計を当該断面の面積で除することにより得られる。モリブデン板13の厚さ方向における中央を通り、かつ厚さ方向に直交する断面における開口部13aの開口面積は、デジタルマイクロスコープを用いて測定される。
厚さ方向に直交する断面視において、モリブデン板13は、第1方向に沿って開口部13aに干渉することなく連続している部分と、第2方向に沿って開口部13aに干渉することなく連続している部分とを有している。第1方向は図3中の直線L1の方向であり、第2方向は図3中の直線L2の方向である。第1方向及び第2方向は、列方向及び行方向と異なる方向であってもよい。第1方向と第2方向とがなす角度を、角度θとする。角度θは、直線L1及び直線L2の交差角のうちの90°以下となる方の角度である。角度θは、47°以上90°以下である。角度θは、47°以上90°未満であることが好ましい。角度θは、モリブデン板13の厚さ方向における中央を通り、かつ厚さ方向に直交する断面において測定される。
なお、開口部13aに干渉することなく連続しているモリブデン板13の部分の方向が3つ以上存在する場合、それら3つ以上の方向のうちから角度θが最小となるものが選択されるものとする。
複合材料10の厚さ方向における熱伝導率は、室温において、270W/m・K以上であることが好ましい。複合材料10の厚さ方向における熱伝導率は、室温において、300W/m・K以上であることが好ましい。「室温」とは、27℃を意味する。
複合材料10の厚さ方向における熱伝導率は、レーザフラッシュ法を用いることにより測定される。レーザフラッシュ法においては、LFA447MicroFlash(NETZSCH社製)を用いて複合材料10の熱拡散係数が測定されるとともに、当該熱拡散係数並びに複合材料10の各構成材料の体積比及び比熱に基づいて複合材料10の厚さ方向における熱伝導率が算出される。上記の熱伝導率の算出に際しては、各構成材料の比熱が日本金属学会編「金属データブック第4版」(2004年、丸善出版)に基づいて決定される。また、複合材料10の熱伝導率の測定に先立って、同一形状の純銅試料の熱伝導率を同一条件下で測定し、その結果をリファレンスとして用いて測定結果の補正を行う。
図4Aは、複合材料10の厚さ方向における熱伝導率の測定試料の作成手順の第1説明図である。図4Aに示されているように、測定対象となる複合材料10から薄片15が切り出される。薄片15の厚さ、長さ及び幅は、それぞれ、t(mm)、B(mm)及びC(mm)である。
2をtで除した値の小数点以下を切り上げた数を、Xとする。10をBで除した値の小数点以下を切り上げた数を、Y1する。10をCで除した値の小数点以下を切り上げた数を、Y2とする。測定対象となる複合材料10からは、X、Y1及びY2の積に等しい数の薄片15が切り出される。
図4Bは、複合材料10の厚さ方向における熱伝導率の測定試料の作成手順の第2説明図である。図4Bに示されるように、X枚の薄片15からブロック16が作製される。ブロック16の厚さ、長さ及び幅は、それぞれ約2(mm)、B(mm)及びC(mm)である。ブロック16の作製においては、第1に、X枚の薄片15が積み重ねられる。この際には、隣接している薄片15の間に、平均粒径が4μmの純銀により形成されている不定形粉末が配置される。隣接している薄片15の間に配置される不定形粉末の量は、100mm2あたり0.2g±30パーセントである。
ブロック16の作製においては、第2に、内寸がB(mm)×C(mm)の開口が形成されている矩形状の型(図示せず)が準備され、当該開口内に積み重ねられた薄片15が配置される。上記の型は、黒鉛製である。ブロック16の作製においては、第3に、積み重ねられた薄片15は、荷重Pが加えられた状態で熱処理される。荷重Pは、4.9N以上9.8N以下である。熱処理は、不活性ガス雰囲気で行われる。熱処理は、900℃の保持温度、10分の保持時間で行われる。熱処理により、不定形粉末が軟化変形して隣接する薄片15が接着されることにより、ブロック16が作製される。
図4Cは、複合材料10の厚さ方向における熱伝導率の測定試料の作成手順の第3説明図である。図4Cに示されるように、ブロック16を、縦にY1個、横にY2個並べることにより、高さ約10mm、幅約10mm、厚さ約2mmの測定試料17が作製される。ブロック16を縦にY1個、横にY2個並べる際、隣り合うブロック16は、接着部材により互いに接着される。接着部材には、銀ろう箔、セラミックス接着剤等の800℃程度までの温度に耐えることができるものが用いられる。縦にY1個、横にY2個並べられたブロック16は、その外周にステンレスワイヤ等を巻くことにより固定されてもよい。
室温から800℃まで温度が変化した際の行方向における複合材料10の線膨張係数(第1線膨張係数)及び室温から800℃まで温度が変化した際の列方向における複合材料10の線膨張係数(第2線膨張係数)は、14ppm/K以下であることが好ましい。第1線膨張係数及び第2線膨張係数は、10ppm/K以下であることがさらに好ましい。第1線膨張係数を第2線膨張係数で除した値は、1.5以下である。
第1線膨張係数及び第2線膨張係数は、TD5000SA(ブルカーAXS社製)を用いて室温から800℃までの温度範囲における複合材料10の行方向及び列方向の変位を測定することにより算出される。第1線膨張係数及び第2線膨張係数を算出する際、複合材料10の平面形状は、3mm×15mmの矩形形状とされる。測定値は、3つの試料についての平均値とされる。
複合材料10中におけるモリブデンの体積比は、例えば、25パーセント以下である。複合材料10の厚さ方向における熱伝導率を高める観点から、複合材料10中におけるモリブデンの体積比は、15パーセント以上であることが好ましい。他方で、複合材料10の線膨張係数を小さくする観点から、複合材料10中におけるモリブデンの体積比は、15パーセント未満であることが好ましい。
(複合材料10の製造方法)
以下に、複合材料10の製造方法を説明する。
以下に、複合材料10の製造方法を説明する。
図5は、複合材料10の製造工程図である。図5に示されているように、複合材料10の製造方法は、準備工程S1と、穴開け工程S2と、圧延工程S3とを有している。準備工程S1においては、第1板材及び第2板材が準備される。第1板材は、銅を主成分とする金属材料製の板材である。第2板材は、モリブデンを主成分とする金属材料製の板材である。
穴開け工程S2においては、第2板材に対する穴開け加工が行われる。穴開け加工により、第2板材には、第2板材を厚さ方向に貫通する開口部が複数形成される。その結果、第2板材は、モリブデン板13となる。第2板材に対する穴開け加工は、例えば、エッチング又はレーザ照射により行われる。
圧延工程S3においては、第1に、積層体20が準備される。積層体20は、第1板材及びモリブデン板13を積層体20の厚さ方向に沿って交互に配置することにより準備される。圧延工程S3においては、第2に、積層体20に対する熱処理が行われる。この熱処理では、積層体20が、水素雰囲気中において所定の温度に加熱される。この所定の温度は、第1板材の融点未満かつ第1板材が十分に軟化する温度とされる。この所定の温度は、例えば、900℃である。
圧延工程S3においては、第3に、積層体20が圧延ローラに通される。これにより、第1板材及びモリブデン板13が圧延されながら相互に接合される。この際、第1板材が流動する結果、第1板材がモリブデン板13の開口部13aに充填されて銅フィラー14となる。開口部13aに充填されなかった第1板材の残部は、第1層11となる。以上により、図2に示される構造の複合材料10が製造される。別の観点から言えば、複合材料10では、第1層11及び第2層12が、熱間圧延接合法を用いて接合されている。
なお、複合材料10の製造方法は、圧延工程S4をさらに有していてもよい。圧延工程S4は、圧延工程S3の後に行われる。圧延工程S4においては、複合材料10に対して冷間圧延が行われることにより、厚さT1が調整される。
(半導体パッケージ100の構成)
以下に、半導体パッケージ100の構成を説明する。
以下に、半導体パッケージ100の構成を説明する。
図6は、半導体パッケージ100の分解斜視図である。半導体パッケージ100は、図6に示されているように、複合材料10と、半導体素子30と、ケース部材40と、蓋41と、端子50a及び端子50bとを有している。
複合材料10は、半導体パッケージ100において、ヒートスプレッダとして機能している。半導体素子30は、第1表面10a上に配置されている。半導体素子30と第1表面10aとの間には、伝熱部材が介在されていてもよい。半導体素子30は、動作時に、発熱源となる。
ケース部材40は、例えばセラミックス材料製である。セラミックス材料は、例えば、アルミナ(Al2O3)である。ケース部材40は、半導体素子30を取り囲むように第1表面10a上に配置されている。ケース部材40の下端(第1表面10a側の端)と第1表面10aとの間は、例えば、ろう付けにより接合されている。蓋41は、例えば、セラミックス材料製又は金属材料製である。蓋41は、ケース部材40の上端側を閉塞している。
端子50a及び端子50bは、ケース部材40に挿入されている。その結果、端子50a及び端子50bの一方端は第1表面10a、ケース部材40及び蓋41により画される空間内に位置しており、端子50a及び端子50bの他方端は当該空間の外部に位置している。端子50a及び端子50aは、例えば、金属材料製である。金属材料は、例えば、コバールである。
図示されていないが、端子50a及び端子50bの一方端側は、半導体素子30に電気的に接続されている。半導体パッケージ100は、端子50a及び端子50bの他方端側において、半導体パッケージ100とは別の装置又は回路と電気的に接続される。
第2表面10bには、放熱部材60が取り付けられる。放熱部材60は、例えば、内部に冷媒が流れる流路が形成されている金属板である。但し、放熱部材60は、これに限られるものではない。放熱部材60は、例えば、冷却フィンであってもよい。放熱部材60と第2表面10bとの間には、伝熱部材が介在されていてもよい。
(複合材料10の効果)
以下に、複合材料10の効果を説明する。
以下に、複合材料10の効果を説明する。
上記のとおり、複合材料10上には、ケース部材40がろう付け等により接合される。そのため、複合材料10の線膨張係数とケース部材40の線膨張係数との違いに起因した熱応力を低減するため、複合材料10の線膨張係数とケース部材40の線膨張係数とが近いことが好ましい。
また、複合材料10の線膨張係数に異方性がある場合、ある方向(例えば、列方向)における複合材料10の線膨張係数がケース部材40の線膨張係数に近くても、他の方向(例えば、行方向)における複合材料10の線膨張係数とケース部材40の線膨張係数との差が大きくなってしまう。
モリブデンの線膨張係数は銅の線膨張係数よりも小さいため、開口部13aに干渉することなく連続しているモリブデン板13の部分が延びている方向では、複合材料10の線膨張係数が小さくなりやすい。したがって、角度θが大きくなるほど複合材料10の線膨張係数の異方性が小さくなる。他方で、角度θが小さくなるほど、隣り合う開口部13aの間の距離が大きくなり、圧延時に隣り合う開口部13aの間においてモリブデン板13が破断しやすくなる。
また、第1幅W1を大きく(具体的には、350μm超)とするとともに第2幅W2を第1幅W1で除した値が1以上2以下である場合には、発熱源である半導体素子30において発生した熱が第2層12を通過する際に銅フィラー14を通りやすくなるため、第2層12の熱抵抗が低下する。しかしながら、この場合、隣り合う開口部13aの間の距離が短くなるため、圧延時に隣り合う開口部13aの間においてモリブデン板13が破断しやすくなる。
本発明者らが鋭意検討したところによると、角度θが47°以上90°以下である場合には、第1幅W1が350μmよりも大きく、かつ第2幅W2を第1幅W1で除した値が1以上2以下であっても、隣り合う開口部13aの間におけるモリブデン板13の破断を抑制しつつ、複合材料10の線膨張係数の異方性を低減することが可能であることが分かった。
(実施例)
複合材料のサンプルとして、サンプル1からサンプル7が準備された。表1に示されているように、サンプル1からサンプル7では、角度θ、第1幅W1、第2幅W2、第1ピッチ、第2ピッチ、1mm2あたりの開口部13aの数及びモリブデン板13の開口率が変化された。サンプル1からサンプル7では、第1層11は純銅の層であり、モリブデン板13は純モリブデンの板である。サンプル1からサンプル7では、第1層11の数は3とされ、第2層12の数は2とされた。
複合材料のサンプルとして、サンプル1からサンプル7が準備された。表1に示されているように、サンプル1からサンプル7では、角度θ、第1幅W1、第2幅W2、第1ピッチ、第2ピッチ、1mm2あたりの開口部13aの数及びモリブデン板13の開口率が変化された。サンプル1からサンプル7では、第1層11は純銅の層であり、モリブデン板13は純モリブデンの板である。サンプル1からサンプル7では、第1層11の数は3とされ、第2層12の数は2とされた。
表2に示されているように、サンプル1からサンプル7では、第1板材の厚さ及び圧延前のモリブデン板13の厚さを調整するとともに圧延時の圧下率を調整することにより、厚さT1及びモリブデンの体積比が調整された。圧延時の圧下率は、材料の内部破断が起こらないように適宜調整された。なお、表2に示されている第1板材の厚さは、積層体20の最表面にある第1板材の厚さである。


角度θが47°以上90°以下であることを、条件Aとする。第1幅W1が350μm以上であることを、条件Bとする。第2幅W2を第1幅W1で除した値が1以上2以下であることを、条件Cとする。サンプル1からサンプル4では、条件Aから条件Cのいずれもが充足されていた。他方で、サンプル5からサンプル7では、条件Aから条件Cのうちの少なくともいずれかが充足されていなかった。
サンプル1からサンプル7に対して、第1線膨張係数、第2線膨張係数及び厚さ方向における熱伝導率が測定された。表3に示されるように、サンプル1からサンプル4では、第1線膨張係数を第2線膨張係数で除した値が1.5以下になっていた。他方で、サンプル5からサンプル7では、第1線膨張係数を第2線膨張係数で除した値が1.5よりも大きくなっていた。

この比較から、条件Aから条件Cのいずれもが満たされることにより複合材料10の線膨張係数の異方性を小さくできることが、実験的に明らかになった。なお、サンプル1からサンプル4では第1線膨張係数及び第2線膨張係数の双方が14ppm以下になっていたが、サンプル5からサンプル7では第1線膨張係数が14ppmよりも大きくなっていた。
サンプル1及びサンプル2ではモリブデンの体積比が15パーセント未満である一方、サンプル3及びサンプル4ではモリブデンの体積比が15パーセント以上であった。サンプル1及びサンプル2では、第1線膨張係数及び第2線膨張係数の双方が10ppm以下になっていた。サンプル3及びサンプル4では、第1線膨張係数が10ppmよりも大きくなっていた。サンプル1及びサンプル2では、厚さ方向における熱伝導率が、270W/m・K以上になっているものの、300W/m・Kよりも小さかった。サンプル3及びサンプル4では、厚さ方向における熱伝導率が、300W/m・K以上になっていた。
この比較から、モリブデンの体積比を15パーセント未満とすることにより複合材料10の線膨張係数を小さくすることができ、モリブデンの体積比を15パーセント以上とすることにより複合材料10の熱伝導率を小さくできることが、実験的に明らかになった。
今回開示された実施形態は全ての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は上記の実施形態ではなく請求の範囲によって示され、請求の範囲と均等の意味及び範囲内での全ての変更が含まれることが意図される。
10a 第1表面、10b 第2表面、11 第1層、12 第2層、13 モリブデン板、13a 開口部、14 銅フィラー、15 薄片、16 ブロック、17 測定試料、20 積層体、30 半導体素子、40 ケース部材、41 蓋、50a,50b 端子、60 放熱部材、10 複合材料、100 半導体パッケージ、S1 準備工程、S2 穴開け工程、S3,S4 圧延工程、T1,T2 厚さ、L1,L2 直線、P 荷重、W1 第1幅、W2 第2幅。
Claims (14)
- 第1表面及び前記第1表面の反対面である第2表面を有する板状の複合材料であって、
前記複合材料は、複数の第1層と、少なくとも1つの第2層とを備え、
前記第1表面及び前記第2表面は、前記複合材料の厚さ方向における端面をなしており、
前記第1層及び前記第2層は、前記厚さ方向に沿って、前記第1層が前記第1表面及び前記第2表面に位置するように交互に積層されており、
前記第1層は、銅を主成分とする金属材料の層であり、
前記第2層は、モリブデン板と、銅フィラーとを有し、
前記モリブデン板には、前記厚さ方向に沿って前記モリブデン板を貫通している複数の開口部が形成されており、
前記銅フィラーは、前記開口部の内部に配置されており、
前記厚さ方向に直交する断面視において、前記開口部は、格子配列をなすように並んでおり、
前記厚さ方向に直交する断面視において、前記開口部は、前記格子配列の行方向において第1幅を有するとともに、前記行方向に直交している前記格子配列の列方向において第2幅を有し、
前記第1幅は、350μmよりも大きく、
前記第2幅を前記第1幅で除した値は、1以上2以下であり、
前記厚さ方向に直交する断面視において、前記モリブデン板は、第1方向に沿って前記開口部と干渉することなく連続している部分と、前記第1方向とは異なる第2方向に沿って前記開口部と干渉することなく連続している部分とを有し、
前記第1方向と前記第2方向とのなす角度は、47°以上90°以下である、複合材料。 - 前記第1方向と前記第2方向とのなす角度は、90°未満である、請求項1に記載の複合材料。
- 前記厚さ方向に直交する断面視において、1mm2あたりの前記開口部の数が3個未満である、請求項1又は請求項2に記載の複合材料。
- 前記厚さ方向に直交する断面視において、1mm2あたりの前記開口部の数が2個未満である、請求項1又は請求項2に記載の複合材料。
- 前記厚さ方向に直交する断面視において、前記モリブデン板の開口率が20パーセント以上である、請求項1から請求項4のいずれか1項に記載の複合材料。
- 前記複合材料中におけるモリブデンの体積比は、25パーセント以下である、請求項1から請求項5のいずれか1項に記載の複合材料。
- 前記複合材料中におけるモリブデンの体積比は、15パーセント以上である、請求項1から請求項5のいずれか1項に記載の複合材料。
- 前記複合材料中におけるモリブデンの体積比は、15パーセント未満である、請求項1から請求項5のいずれか1項に記載の複合材料。
- 前記第1層の数及び前記第2層の数の合計は、5であり、
前記複合材料の厚さは、1.5mm以下であり、
前記第2層の厚さは、0.3mm以下である、請求項1から請求項8のいずれか1項に記載の複合材料。 - 室温から800℃まで温度が変化した際の前記行方向における線膨張係数を室温から800℃まで温度が変化した際の前記列方向における線膨張係数で除した値は、1.5以下である、請求項1から請求項9のいずれか1項に記載の複合材料。
- 前記列方向において隣り合う前記開口部の間のピッチは、前記行方向において隣り合う前記開口部の間のピッチよりも大きい、請求項1から請求項10のいずれか1項に記載の複合材料。
- 請求項1から請求項11のいずれか1項に記載の前記複合材料を備え、
前記第1表面は、発熱源との接触面をなしている、ヒートスプレッダ。 - 請求項1から請求項11のいずれか1項に記載の前記複合材料と、
半導体素子とを備え、
前記半導体素子は、前記第1表面上に配置されている、半導体パッケージ。 - セラミックス材料製のケース部材をさらに備え、
前記ケース部材は、前記半導体素子を取り囲むように前記第1表面上に配置されている、請求項13に記載の半導体パッケージ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-124936 | 2022-08-04 | ||
| JP2022124936 | 2022-08-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024029311A1 true WO2024029311A1 (ja) | 2024-02-08 |
Family
ID=89849270
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/025926 WO2024029311A1 (ja) | 2022-08-04 | 2023-07-13 | 複合材料、ヒートスプレッダ及び半導体パッケージ |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024029311A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0313331A (ja) * | 1989-06-10 | 1991-01-22 | Sumitomo Special Metals Co Ltd | 熱膨張係数及び熱伝導率可変複合材料 |
| JP2010245496A (ja) * | 2009-03-17 | 2010-10-28 | Welcon:Kk | 熱伝導複合材及びその製造方法 |
| WO2018020695A1 (ja) * | 2016-07-28 | 2018-02-01 | 株式会社半導体熱研究所 | 放熱基板、半導体パッケージ、及び半導体モジュール、並びに放熱基板の製造方法 |
-
2023
- 2023-07-13 WO PCT/JP2023/025926 patent/WO2024029311A1/ja unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0313331A (ja) * | 1989-06-10 | 1991-01-22 | Sumitomo Special Metals Co Ltd | 熱膨張係数及び熱伝導率可変複合材料 |
| JP2010245496A (ja) * | 2009-03-17 | 2010-10-28 | Welcon:Kk | 熱伝導複合材及びその製造方法 |
| WO2018020695A1 (ja) * | 2016-07-28 | 2018-02-01 | 株式会社半導体熱研究所 | 放熱基板、半導体パッケージ、及び半導体モジュール、並びに放熱基板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6032362A (en) | Method for producing a heat spreader and semiconductor device with a heat spreader | |
| EP2056344B1 (en) | Electronic component storing package and electronic device | |
| CN110383468B (zh) | 带散热片的功率模块用基板 | |
| JP2008519437A (ja) | 改良された熱伝導性を有する耐熱金属基板 | |
| US6045927A (en) | Composite material for electronic part and method of producing same | |
| US6994917B2 (en) | Composite material and method for manufacturing the same | |
| JP2004249589A (ja) | 銅−モリブデン複合材料およびそれを用いたヒートシンク | |
| JPH06268115A (ja) | 半導体装置用放熱基板の製造方法 | |
| WO2024029311A1 (ja) | 複合材料、ヒートスプレッダ及び半導体パッケージ | |
| WO2021040030A1 (ja) | 放熱板、半導体パッケージ及び半導体モジュール | |
| WO2022138711A1 (ja) | 複合材料、半導体パッケージ及び複合材料の製造方法 | |
| JP7440944B2 (ja) | 複合材料および放熱部品 | |
| EP3758056A1 (en) | Heat sink | |
| WO2022172856A1 (ja) | 複合材料、ヒートスプレッダ及び半導体パッケージ | |
| WO2022172855A1 (ja) | 複合材料、ヒートスプレッダ及び半導体パッケージ | |
| WO2022030197A1 (ja) | 複合材料、ヒートスプレッダ及び半導体パッケージ | |
| JPH03227621A (ja) | 熱伝導複合材料 | |
| JP2022178275A (ja) | 放熱板および半導体パッケージ | |
| JPH08186203A (ja) | 半導体装置用ヒートスプレッダーおよびそれを使用した半導体装置ならびに該ヒートスプレッダーの製造法 | |
| JP2022118689A (ja) | 放熱板および半導体パッケージ | |
| JP2602161B2 (ja) | 高放熱性集積回路パッケージ | |
| JP2022177993A (ja) | 放熱板および半導体パッケージ | |
| WO2022050337A1 (ja) | ベイパーチャンバー、及び、これを搭載する半導体パッケージ | |
| JP3331532B2 (ja) | プラスチックパッケージ用リードフレームおよびその製造法ならびに該リードフレームを用いたプラスチックパッケージ | |
| JPH08186344A (ja) | プリント基板およびその製造法ならびに該基板を使用したプリント回路アセンブリ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23849870 Country of ref document: EP Kind code of ref document: A1 |