WO2023176480A1 - ポリオレフィン系樹脂フィルムロール - Google Patents
ポリオレフィン系樹脂フィルムロール Download PDFInfo
- Publication number
- WO2023176480A1 WO2023176480A1 PCT/JP2023/007837 JP2023007837W WO2023176480A1 WO 2023176480 A1 WO2023176480 A1 WO 2023176480A1 JP 2023007837 W JP2023007837 W JP 2023007837W WO 2023176480 A1 WO2023176480 A1 WO 2023176480A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- polyolefin resin
- film
- propylene
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethylene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/14—Copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
Definitions
- the present invention relates to a polyolefin resin film roll.
- the present invention also relates to a roll made of a laminate with a biaxially oriented film made of at least one polymer selected from the group consisting of a polyamide resin film, a polyester resin film, and a polypropylene resin film.
- the package is manufactured as a laminate, with a base film mainly made of a polyamide resin film, a polyester resin film, or a polypropylene resin film, and the polyolefin resin film used as a sealant. It is manufactured by heat-pressing (hereinafter referred to as heat sealing) at a temperature close to the melting point of the polyolefin resin film while the polyolefin resin film is in contact with the polyolefin resin film.
- heat sealing heat-pressing
- packaging bodies are used to package and transport a variety of foods such as fresh foods, prepared foods, and sweets.
- foods such as fresh foods, prepared foods, and sweets.
- Polypropylene resin films are inexpensive, and packaging materials using them have excellent heat-sealing properties, so they are widely used as heat-sealing films.
- a masterbatch As a method for efficiently adding different types of raw materials, a masterbatch is known in which a resin component consisting of a polypropylene resin and a low-density polyethylene resin is blended with fillers, wax, etc.
- a resin component consisting of a polypropylene resin and a low-density polyethylene resin
- fillers wax, etc.
- the use of linear low-density polyethylene as a masterbatch is insufficient because it tends to cause unevenness during molding, and it also causes segregation and mixing due to the difference in slipperiness between the wax masterbatch and other raw materials.
- There was a problem in that unevenness occurred Patent Document 4, Patent Document 5).
- the present invention provides an environmentally friendly polyolefin resin film roll that has small fluctuations in the biomass content in the product and a small number of defects, so packaging materials using this film have a low defect rate and have excellent heat sealing strength.
- the purpose is to provide.
- the present inventor has developed an environmentally friendly product by preventing raw material segregation and uneven kneading and stably supplying plant-derived linear low-density polyethylene.
- a) Contains petroleum-derived propylene homopolymer and/or propylene- ⁇ -olefin random copolymer and plant-derived linear low-density polyethylene, and contains petroleum-derived propylene for the entire polyolefin resin constituting the layer.
- the content of homopolymer and/or propylene- ⁇ olefin random copolymer is 80% by weight or more and 95% by weight or less, and the content of plant-derived linear low density polyethylene is 5% by weight or more and 20% by weight or less It is.
- the standard deviation of the degree of biomass in the longitudinal direction is 0.05% or more and 0.60% or less.
- the standard deviation is determined by the following (Equation 1).
- the MFR of the petroleum-derived propylene homopolymer and/or propylene- ⁇ olefin random copolymer at 230° C. and 2.16 kg is 2.0 g/10 min or more and 10.0 g/10 min or less, and the plant-derived linear chain
- the MFR of the low density polyethylene at 190°C and 2.16 kg is 0.8 g/10 min or more and 5.0 g/10 min or less, and the density is 912 kg/m 3 or more and 935 kg/m 3 or less, described in [1] Polyolefin resin film roll.
- a roll consisting of a laminate of a polyolefin resin film and a biaxially oriented film made of at least one polymer selected from the group consisting of a polyester resin film and a polypropylene resin film, the roll comprising the polyolefin resin film
- a) Contains petroleum-derived propylene homopolymer and/or propylene- ⁇ -olefin random copolymer and plant-derived linear low-density polyethylene, and contains petroleum-derived propylene for the entire polyolefin resin constituting the layer.
- the content of the homopolymer and/or random copolymer of propylene- ⁇ olefin is 80% by weight or more and 95% by weight or less, and the content of plant-derived linear low-density polyethylene is 5% by weight or more and 20% by weight It is as follows.
- b) The standard deviation of the degree of biomass in the longitudinal direction is 0.05% or more and 0.60% or less. The standard deviation is determined by the following (Equation 1).
- the polyolefin resin film roll of the present invention has small fluctuations in the degree of biomass in the product and a small number of defects, so the packaging material using it has a low defect rate and has excellent heat sealing strength, making it an environmentally friendly product. Suitable for providing polyolefin resin film rolls.
- At least one layer has a content of petroleum-derived propylene homopolymer and/or propylene- ⁇ -olefin random copolymer with respect to the entire olefin resin constituting the layer. is 80% by weight or more and 95% by weight or less, and the content of plant-derived linear low density polyethylene is 5% by weight or more and 20% by weight or less.
- the polyolefin resin composition in the layers other than the at least one layer mentioned above constituting the polyolefin resin film is mainly composed of propylene homopolymer and/or propylene- ⁇ olefin random copolymer from the viewpoint of heat seal strength. .
- plant-derived linear low-density polyethylene is included.
- propylene homopolymer or propylene- ⁇ -olefin random copolymer and plant-derived linear low-density polyethylene may be used, or two or more types may be used in combination.
- propylene- ⁇ -olefin random copolymer examples include copolymers of propylene and at least one ⁇ -olefin having 2 or 4 to 20 carbon atoms other than propylene.
- ⁇ -olefin monomers having 2 or 4 to 20 carbon atoms ethylene, 1-butene, 1-pentene, 4-methylpentene-1, hexene-1, octene-1, etc. can be used. It is preferable to use ethylene as the propylene- ⁇ -olefin random copolymer from the viewpoint of heat sealability.
- propylene-ethylene-butene random copolymer in which the main monomer is propylene and a certain amount of ethylene and butene are copolymerized.
- random copolymers are named and described in descending order of monomer composition ratio.
- the propylene- ⁇ -olefin random copolymer may be derived from petroleum or plants.
- at least one layer is derived from petroleum.
- the lower limit of the melt flow rate (MFR) of the propylene- ⁇ olefin random copolymer of the film is preferably 2.0 g/10 min, more preferably 3.0 g/10 min, and still more preferably 4.0 g/10 min. be. If it is less than the above, the uniformity of the film thickness may be impaired.
- the upper limit of the melt flow rate of the random copolymer is preferably 10.0 g/10 min, more preferably 9.0 g/10 min, and still more preferably 8.0 g/10 min. Exceeding the above may cause problems such as stickiness of the film and poor impact strength (impact strength) of the film.
- the propylene- ⁇ olefin random copolymer is, for example, a propylene-ethylene random copolymer (Prime Polypro F-724NPC manufactured by Prime Polymer Co., Ltd., MFR 7.0 g/10 min at 230°C, load 2.16 kg, melting point 142 °C), propylene-ethylene-butene random copolymer (Sumitomo Noblen FL8115A manufactured by Sumitomo Chemical Co., Ltd., MFR 7.0 g/10 min at 230 °C, load 2.16 kg, melting point 148 °C), propylene-ethylene-butene random copolymer (Prime Polypro F-794NV, manufactured by Prime Polymer Co., Ltd., MFR 5.7 g/10 min at 230°C, load 2.16 kg, melting point 134°C), propylene-ethylene-butene random copolymer (Sumitomo Noblen FL6745A, manufactured by Sumitomo Chemical Co., Ltd.
- the content of the propylene- ⁇ olefin random copolymer in the polyolefin resin composition constituting the film is preferably 25% by weight or more, more preferably 40% by weight or more, and still more preferably 60% by weight or more from the viewpoint of heat seal strength. Preferably, 75% by weight or more is particularly preferable. From the viewpoint of bending pinhole resistance, the content is preferably 97% by weight or less, more preferably 90% by weight or less, and even more preferably 85% by weight or less.
- propylene homopolymer In the present invention, heat resistance can be improved by containing a propylene homopolymer in the polyolefin resin composition.
- the propylene homopolymer used is preferably isotactic polypropylene, which has high crystallinity and can suppress deterioration of heat shrinkage rate.
- the propylene homopolymer may be derived from petroleum or from plants. Preferably, at least one layer is derived from petroleum.
- the lower limit of the melt flow rate (MFR) (measured at 230°C and a load of 2.16 kg) of the propylene homopolymer is preferably 2.0 g/10 min, more preferably 3.0 g/10 min, and even more preferably 4 .0g/10min. If it is less than the above, the uniformity of the film thickness may be impaired.
- the upper limit of the melt flow rate of the propylene homopolymer is preferably 10.0 g/10 min, more preferably 9.0 g/10 min, and still more preferably 8.0 g/10 min. The uniformity of film thickness may be impaired. Exceeding the above may cause problems such as stickiness of the film and poor impact strength (impact strength) of the film.
- propylene homopolymer is propylene homopolymer FLX80E4 manufactured by Sumitomo Chemical (MFR 7.5 g/10 min, melting point 164° C.).
- the content of the propylene homopolymer in the polyolefin resin composition is preferably 50% by weight or less, more preferably 30% by weight or less, even more preferably 10% by weight or less, from the viewpoint of heat seal strength and bag tear resistance. Particularly preferred is 0% by weight. Since slipperiness largely depends on the amount of additives such as anti-blocking agents and organic lubricants, adding linear low-density polyethylene to a film does not change much.
- Plant-derived linear low-density polyethylene At least one layer of the polyolefin resin composition constituting the film contains plant-derived linear low-density polyethylene from the viewpoint of reducing environmental impact.
- Plant-derived linear low-density polyethylene can be manufactured using ethanol made from sugar cane, corn, etc., using a manufacturing method such as a high-pressure method, a solution method, or a gas phase method. is possible. Examples include copolymers of plant-derived ethylene and at least one ⁇ -olefin having 3 or more carbon atoms.
- the ⁇ -olefins may be those derived from fossil fuels as long as they are generally called ⁇ -olefins, such as propylene, butene-1, hexene-1, octene-1, 4-methyl-1-pentene, etc. Preferably, it is an ⁇ -olefin having 3 to 12 carbon atoms.
- Examples of copolymers of ethylene and ⁇ -olefin include ethylene/hexene-1 copolymer, ethylene/butene-1 copolymer, ethylene/octene-1 copolymer, etc. From this point of view, ethylene-hexene copolymers are preferred.
- the lower limit of the content of plant-derived ethylene in the plant-derived linear low-density polyethylene is preferably 50%, more preferably 80%. When it is 50% or more, the carbon dioxide reduction effect is good.
- the upper limit is preferably 98%, more preferably 96%. When it exceeds 98%, the proportion of ⁇ -olefin to be copolymerized decreases, and the heat sealing strength decreases.
- the lower limit of MFR (measured at 190°C, 2.18 kg) of plant-derived linear low-density polyethylene is preferably 0.8 g/10 min, more preferably 1.5 g/10 min.
- the upper limit is preferably 5.0 g/10 min, more preferably 4.5 g/10 min.
- the lower limit of the density of the plant-derived linear low-density polyethylene is preferably 912 kg/m 3 , more preferably 915 kg/m 3 . Good blocking resistance can be obtained by setting the weight to 912 kg/m 3 or more. Moreover, the upper limit is 935 kg/m 3 , more preferably 930 kg/m 3 . When the weight is 930 kg/m 3 or less, good bag breakage resistance can be obtained. Specific examples include ethylene-hexene copolymer (vegetable-derived linear low-density polyethylene) SLH218 (MFR 2.3 g/10 min, density 916 kg/m 3 , melting point 126° C.) manufactured by Braskem.
- the content of plant-derived linear low-density polyethylene in the polyolefin resin composition constituting the film is preferably 3% by weight or more, more preferably 12% by weight or more, and even more preferably 12% by weight or more, from the viewpoint of reducing environmental load. Particularly preferred is 15% by weight or more.
- the content is preferably 50% by weight or less, more preferably 40% by weight or less, even more preferably 30% by weight or less, and particularly preferably 25% by weight or less.
- the polyolefin resin composition constituting the film of the present invention may contain an anti-blocking agent.
- Blocking resistance can be improved by adding it to at least one of the outermost layers of the film.
- the anti-blocking agent to be added is not particularly limited, but includes inorganic particles such as spherical silica, amorphous silica, zeolite, talc, mica, alumina, hydrotalcite, and aluminum borate, polymethyl methacrylate, and ultra-high molecular weight.
- Organic particles such as polyethylene can be added.
- the amount of anti-blocking agent contained in the polyolefin resin composition constituting the film is preferably 3000 ppm or less, more preferably 2500 ppm or less, based on the polyolefin resin of the layer to which it is added. When the content is 3000 ppm or less, transparency is good.
- the polyolefin resin composition constituting the film may also contain an organic lubricant.
- the lubricity and anti-blocking effect of the laminated film are improved, making the film easier to handle. The reason for this is thought to be that the organic lubricant bleeds out and is present on the film surface, resulting in a lubricant effect and release effect.
- the organic lubricant preferably has a melting point above room temperature.
- organic lubricants include fatty acid amides and fatty acid esters. Specific examples thereof include oleic acid amide, erucic acid amide, behenic acid amide, ethylene bis oleic acid amide, hexamethylene bis oleic acid amide, and ethylene bis oleic acid amide.
- the amount of organic lubricant in the polyolefin resin composition is preferably 1500 ppm or less, more preferably 1000 ppm or less, based on the polyolefin resin.
- concentration is less likely to occur even when stored in a place exposed to high temperatures, such as in a warehouse in the summer.
- the polyolefin resin composition constituting the film may contain a heat stabilizer. It is possible to suppress defects such as gel, which occurs when the resin deteriorates due to heat and oxidation during melt extrusion.
- a heat stabilizer for example, a hindered phenolic antioxidant (Irganox 1010) manufactured by BASF, a phosphite treatment stabilizer (Irgafos 168) manufactured by BASF, and a phenol phosphorus antioxidant (Sumilyzer GP) manufactured by Sumitomo Chemical Co., Ltd. Can be mentioned.
- the heat stabilizer may be used alone or in combination of two or more.
- the lower limit of the concentration of the heat stabilizer in the polyolefin resin composition is preferably 1,600 ppm or more, more preferably 1,800 ppm or more, and even more preferably 2,000 ppm or more in total for this layer. If it is less than the above, defects such as gel are likely to occur. Further, the upper limit is preferably 5000 ppm in total for this layer, more preferably 4000 ppm, still more preferably 3500 ppm. If the amount exceeds the above, the end surface of the film roll may turn red and spoil its appearance.
- the polyolefin resin composition constituting the film may contain an appropriate amount of an antistatic agent, an antifogging agent, a neutralizing agent, a nucleating agent, a coloring agent, and others in any layer as necessary within a range that does not impair the purpose of the present invention.
- neutralizing agents include calcium stearate.
- the resin By adding pellets recycled from semi-finished products generated during the manufacturing process and manufactured product films, the resin can be reused without sacrificing heat-sealing strength.
- the polyolefin resin film contains a petroleum-derived propylene homopolymer and/or a propylene- ⁇ -olefin random copolymer with respect to the entire polyolefin resin constituting the layer.
- the content of linear low density polyethylene derived from plants is 5% to 20% by weight.
- the polyolefin resin film may be a single layer polyolefin resin film or may include a plurality of layers, for example, two layers, three layers, or four or more layers. It may be.
- the heat seal layer and a laminate layer may include a heat seal layer and a laminate layer; in the case of three layers, it may include a heat seal layer, a core layer, and a laminate layer in this order; and in the case of four layers, it may include a heat seal layer, a core layer, and a laminate layer.
- the heat seal layer and the laminate layer are layers located on the surface side of the film, and the core layer is located between them.
- the laminate layer is a layer suitable for laminating a base film such as a biaxially oriented polyamide film, and is actually preferably laminated with the base film via an adhesive resin.
- the laminate layer can also be printed.
- the heat-sealing layer is a layer suitable for producing a package by overlapping and heat-sealing the two laminates so that the polyolefin resin film of the obtained laminate is on the inside.
- the surface of the laminate layer of the polyolefin resin film is activated by corona treatment or the like.
- a polyolefin resin film having a heat seal layer, a core layer, and a laminate layer in this order will be described in detail below, but is not limited to the following.
- the content of petroleum-derived propylene homopolymer and/or random copolymer of propylene and ⁇ -olefin having 2 or 4 to 20 carbon atoms is limited to the entire polyolefin resin constituting at least one layer.
- the content of linear low density polyethylene derived from plants is 80% by weight or more and 95% by weight or less, and the content is 5% by weight or more and 20% by weight or less.
- the polyolefin resin film has a higher content of the plant-derived linear low-density polyethylene in the polyolefin resin composition forming the core layer than the content of the plant-derived linear low-density polyethylene in the polyolefin resin composition forming the heat-sealing layer.
- the content of the plant-derived linear low-density polyethylene in the polyolefin-based resin composition forming the laminate layer is higher than the content of the plant-based linear low-density polyethylene in the polyolefin-based resin composition forming the core layer. It is preferable that the content of low-density polyethylene is high. By doing so, the ratio of the polyolefin resin in the resin close to the heat-sealing surface increases, so that high heat-sealing strength can be obtained.
- the polyolefin resin composition constituting the heat-sealing layer is composed of a propylene homopolymer and/or a propylene- ⁇ -olefin random copolymer from the viewpoint of heat-sealing strength.
- a propylene homopolymer and/or propylene- ⁇ -olefin random copolymer may be used, or two or more types may be used in combination.
- the propylene- ⁇ -olefin random copolymer of the heat-sealing layer is a copolymer of propylene and at least one ⁇ -olefin having 2 or 4 to 20 carbon atoms other than propylene.
- One example is merging.
- ⁇ -olefin monomers having 2 or 4 to 20 carbon atoms ethylene, 1-butene, 1-pentene, 4-methylpentene-1, hexene-1, octene-1, etc. can be used. It is preferable to use ethylene as the propylene- ⁇ -olefin random copolymer from the viewpoint of heat sealability.
- propylene-ethylene-butene random copolymer in which the main monomer is propylene and a certain amount of ethylene and butene are copolymerized.
- random copolymers are named and described in descending order of monomer composition ratio.
- the propylene- ⁇ -olefin random copolymer may be derived from petroleum or plants.
- the lower limit of the melt flow rate (MFR) of the propylene- ⁇ olefin random copolymer is preferably 2.0 g/10 min, more preferably 3.0 g/10 min, and still more preferably 4.0 g/10 min. If it is less than the above, the uniformity of the film thickness may be impaired.
- the upper limit of the melt flow rate of the random copolymer is preferably 10.0 g/10 min, more preferably 9.0 g/10 min, and still more preferably 8.0 g/10 min. Exceeding the above may cause problems such as stickiness of the film and poor impact strength (impact strength) of the film.
- the propylene- ⁇ olefin random copolymer is, for example, a propylene-ethylene random copolymer (Prime Polypro F-724NPC manufactured by Prime Polymer Co., Ltd., MFR 7.0 g/10 min at 230°C, load 2.16 kg, melting point 142 °C), propylene-ethylene-butene random copolymer (Sumitomo Noblen FL8115A manufactured by Sumitomo Chemical Co., Ltd., MFR 7.0 g/10 min at 230 °C, load 2.16 kg, melting point 148 °C), propylene-ethylene-butene random copolymer (Prime Polypro F-794NV, manufactured by Prime Polymer Co., Ltd., MFR 5.7 g/10 min at 230°C, load 2.16 kg, melting point 134°C), propylene-ethylene-butene random copolymer (Sumitomo Noblen FL6745A, manufactured by Sumitomo Chemical Co., Ltd.
- propylene homopolymer By containing a propylene homopolymer in the polyolefin resin composition constituting the heat-sealing layer, slipperiness can be improved.
- the propylene homopolymer used is not particularly limited, but isotactic polypropylene is preferred from the viewpoint of blocking resistance.
- the propylene homopolymer may be derived from petroleum or from plants.
- the lower limit of the melt flow rate (MFR) (measured at 230°C and a load of 2.16 kg) of the propylene homopolymer is preferably 2.0 g/10 min, more preferably 3.0 g/10 min, and even more preferably 4 .0g/10min. If it is less than the above, the uniformity of the film thickness may be impaired.
- the upper limit of the melt flow rate of the propylene homopolymer is preferably 10.0 g/10 min, more preferably 9.0 g/10 min, and still more preferably 8.0 g/10 min. The uniformity of film thickness may be impaired. Exceeding the above may cause problems such as stickiness of the film and poor impact strength (impact strength) of the film.
- propylene homopolymer is propylene homopolymer FLX80E4 manufactured by Sumitomo Chemical (MFR 7.5 g/10 min, melting point 164° C.).
- the content of the propylene homopolymer in the polyolefin resin composition constituting the sealing layer is preferably 10% by weight or less, more preferably 5% by weight or less, even more preferably 3% by weight or less, and 0% by weight in terms of heat sealing strength. is particularly preferred.
- a polyethylene resin such as linear low-density polyethylene is contained in the heat-sealing layer, the heat-sealing strength may decrease due to poor compatibility with each other.
- the polyolefin resin composition constituting the heat-sealing layer may contain an anti-blocking agent.
- an anti-blocking agent may be used, but it is better to combine two or more types of inorganic particles with different particle sizes and shapes to form complex protrusions even on the unevenness of the film surface and obtain a more advanced anti-blocking effect. be able to.
- the anti-blocking agent to be added is not particularly limited, but includes inorganic particles such as spherical silica, amorphous silica, zeolite, talc, mica, alumina, hydrotalcite, and aluminum borate, polymethyl methacrylate, and ultra-high molecular weight. Organic particles such as polyethylene can be added.
- the anti-blocking agent contained in the polyolefin resin composition constituting the heat-sealing layer is preferably 3000 ppm or less, more preferably 2500 ppm or less, based on the polyolefin resin of the layer to which it is added. By setting the amount to 3000 ppm or less, it is possible to reduce shedding of the anti-blocking agent. Moreover, it is preferable that it is 500 ppm or more, and it is more preferable that it is 1000 ppm or more. Good anti-blocking properties can be obtained by setting the content to 500 ppm or more.
- the polyolefin resin composition constituting the heat seal layer may contain an organic lubricant.
- the lubricity and anti-blocking effect of the laminated film are improved, making the film easier to handle. The reason for this is thought to be that the organic lubricant bleeds out and is present on the film surface, resulting in a lubricant effect and release effect.
- the organic lubricant preferably has a melting point above room temperature.
- organic lubricants include fatty acid amides and fatty acid esters. Specific examples thereof include oleic acid amide, erucic acid amide, behenic acid amide, ethylene bis oleic acid amide, hexamethylene bis oleic acid amide, and ethylene bis oleic acid amide.
- the amount of organic lubricant in the polyolefin resin composition is preferably 1500 ppm or less, more preferably 1000 ppm or less, based on the polyolefin resin.
- concentration is less likely to occur even when stored in a place exposed to high temperatures, such as in a warehouse in the summer.
- the polyolefin resin composition constituting the heat seal layer may contain a heat stabilizer. It is possible to suppress defects such as gel, which occurs when the resin deteriorates due to heat and oxidation during melt extrusion.
- heat stabilizers and antioxidants can be used. Specifically, for example, a hindered phenolic antioxidant (Irganox 1010) manufactured by BASF, a phosphite treatment stabilizer (Irgafos 168) manufactured by BASF, and a phenol phosphorus antioxidant (Sumilyzer GP) manufactured by Sumitomo Chemical Co., Ltd. Can be mentioned.
- the heat stabilizer may be used alone or in combination of two or more.
- the lower limit of the concentration of the heat stabilizer in the polyolefin resin composition is preferably 1,600 ppm or more, more preferably 1,800 ppm or more, and even more preferably 2,000 ppm or more in total for this layer. If it is less than the above, defects such as gel are likely to occur. Further, the upper limit is preferably 5000 ppm in total for this layer, more preferably 4000 ppm, still more preferably 3500 ppm. If the amount exceeds the above, the end surface of the film roll may turn red and spoil its appearance.
- the polyolefin resin composition constituting the heat-sealing layer of the present invention may contain an appropriate amount of antistatic agent, antifogging agent, neutralizing agent, nucleating agent, etc. It may contain additives, colorants, other additives, inorganic fillers, and the like.
- the neutralizing agent include calcium stearate.
- the polyolefin resin composition constituting the core layer is mainly composed of a propylene homopolymer and/or a propylene- ⁇ -olefin random copolymer from the viewpoint of heat-sealing strength.
- plant-derived linear low-density polyethylene is included.
- propylene homopolymer or propylene- ⁇ -olefin random copolymer and plant-derived linear low-density polyethylene may be used, or two or more types may be used in combination.
- the propylene- ⁇ -olefin random copolymer of the core layer is a copolymer of propylene and at least one ⁇ -olefin having 2 or 4 to 20 carbon atoms other than propylene.
- ⁇ -olefin monomers having 2 or 4 to 20 carbon atoms ethylene, 1-butene, 1-pentene, 4-methylpentene-1, hexene-1, octene-1, etc. can be used. It is preferable to use ethylene as the propylene- ⁇ -olefin random copolymer from the viewpoint of heat sealability.
- propylene-ethylene-butene random copolymer in which the main monomer is propylene and a certain amount of ethylene and butene are copolymerized.
- random copolymers are named and described in descending order of monomer composition ratio.
- the propylene- ⁇ -olefin random copolymer may be derived from petroleum or plants.
- the lower limit of the melt flow rate (MFR) of the propylene- ⁇ olefin random copolymer in the core layer is preferably 2.0 g/10 min, more preferably 3.0 g/10 min, and still more preferably 4.0 g/10 min. It is. If it is less than the above, the uniformity of the film thickness may be impaired.
- the upper limit of the melt flow rate of the random copolymer is preferably 10.0 g/10 min, more preferably 9.0 g/10 min, and still more preferably 8.0 g/10 min. Exceeding the above may cause problems such as stickiness of the film and poor impact strength (impact strength) of the film.
- the propylene- ⁇ olefin random copolymer is, for example, a propylene-ethylene random copolymer (Prime Polypro F-724NPC manufactured by Prime Polymer Co., Ltd., MFR 7.0 g/10 min at 230°C, load 2.16 kg, melting point 142 °C), propylene-ethylene-butene random copolymer (Sumitomo Noblen FL8115A manufactured by Sumitomo Chemical Co., Ltd., MFR 7.0 g/10 min at 230 °C, load 2.16 kg, melting point 148 °C), propylene-ethylene-butene random copolymer (Prime Polypro F-794NV, manufactured by Prime Polymer Co., Ltd., MFR 5.7 g/10 min at 230°C, load 2.16 kg, melting point 134°C), propylene-ethylene-butene random copolymer (Sumitomo Noblen FL6745A, manufactured by Sumitomo Chemical Co., Ltd.
- the content of the propylene- ⁇ olefin random copolymer in the polyolefin resin composition constituting the core layer is preferably 25% by weight or more, more preferably 40% by weight or more, and 60% by weight or more from the viewpoint of heat seal strength. It is more preferable, and particularly preferably 75% by weight or more. From the viewpoint of bending pinhole resistance, the content is preferably 97% by weight or less, more preferably 90% by weight or less, and even more preferably 85% by weight or less.
- the propylene homopolymer Heat resistance can be improved by containing a propylene homopolymer in the polyolefin resin composition constituting the laminate layer.
- the propylene homopolymer used is preferably isotactic polypropylene, which has high crystallinity and can suppress deterioration of heat shrinkage rate.
- the propylene homopolymer may be derived from petroleum or from plants.
- the lower limit of the melt flow rate (MFR) (measured at 230°C and a load of 2.16 kg) of the propylene homopolymer is preferably 2.0 g/10 min, more preferably 3.0 g/10 min, and even more preferably 4 .0g/10min. If it is less than the above, the uniformity of the film thickness may be impaired.
- the upper limit of the melt flow rate of the propylene homopolymer is preferably 10.0 g/10 min, more preferably 9.0 g/10 min, and still more preferably 8.0 g/10 min. The uniformity of film thickness may be impaired. Exceeding the above may cause problems such as stickiness of the film and poor impact strength (impact strength) of the film.
- propylene homopolymer is propylene homopolymer FLX80E4 manufactured by Sumitomo Chemical (MFR 7.5 g/10 min, melting point 164° C.).
- the content of the propylene homopolymer in the polyolefin resin composition constituting the core layer is preferably 50% by weight or less, more preferably 30% by weight or less, and 10% by weight or less from the viewpoint of heat seal strength and bag breakage resistance. is even more preferred, and 0% by weight is particularly preferred. Since slipperiness largely depends on the amount of additives such as anti-blocking agents and organic lubricants, it does not change much even if linear low-density polyethylene is added to the core layer.
- Plant-derived linear low-density polyethylene The polyolefin resin composition constituting the core layer preferably contains plant-derived linear low-density polyethylene from the viewpoint of reducing environmental impact.
- Plant-derived linear low-density polyethylene can be manufactured using ethanol made from sugar cane, corn, etc., using a manufacturing method such as a high-pressure method, a solution method, or a gas phase method. is possible. Examples include copolymers of plant-derived ethylene and at least one ⁇ -olefin having 3 or more carbon atoms.
- the ⁇ -olefins may be those derived from fossil fuels as long as they are generally called ⁇ -olefins, such as propylene, butene-1, hexene-1, octene-1, 4-methyl-1-pentene, etc. Preferably, it is an ⁇ -olefin having 3 to 12 carbon atoms.
- Examples of copolymers of ethylene and ⁇ -olefin include ethylene/hexene-1 copolymer, ethylene/butene-1 copolymer, ethylene/octene-1 copolymer, etc. From this point of view, ethylene-hexene copolymers are preferred.
- the lower limit of the content of plant-derived ethylene in the plant-derived linear low-density polyethylene is preferably 50%, more preferably 80%. When it is 50% or more, the carbon dioxide reduction effect is good.
- the upper limit is preferably 98%, more preferably 96%. When it exceeds 98%, the proportion of ⁇ -olefin to be copolymerized decreases, and the heat sealing strength decreases.
- the lower limit of MFR (measured at 190°C, 2.18 kg) of plant-derived linear low-density polyethylene is preferably 0.8 g/10 min, more preferably 1.5 g/10 min.
- the upper limit is preferably 5.0 g/10 min, more preferably 4.5 g/10 min.
- the lower limit of the density of the plant-derived linear low-density polyethylene is preferably 912 kg/m 3 , more preferably 915 kg/m 3 . Good blocking resistance can be obtained by setting the weight to 910 kg/m 3 or more. Moreover, the upper limit is 935 kg/m 3 , more preferably 930 kg/m 3 . When the weight is 930 kg/m 3 or less, good bag breakage resistance can be obtained. Specific examples include ethylene-hexene copolymer (vegetable-derived linear low-density polyethylene) SLH218 (MFR 2.3 g/10 min, density 916 kg/m 3 , melting point 126° C.) manufactured by Braskem.
- the content of plant-derived linear low-density polyethylene in the polyolefin resin composition constituting the core layer is preferably 3% by weight or more, more preferably 8% by weight or more, and even more preferably 12% by weight or more from the viewpoint of reducing environmental load. Preferably, 15% by weight or more is particularly preferable. In terms of heat resistance, the content is preferably 50% by weight or less, more preferably 40% by weight or less, even more preferably 30% by weight or less, and particularly preferably 25% by weight or less.
- the polyolefin resin composition constituting the core layer may contain an anti-blocking agent.
- the anti-blocking agent to be added is not particularly limited, but includes inorganic particles such as spherical silica, amorphous silica, zeolite, talc, mica, alumina, hydrotalcite, and aluminum borate, polymethyl methacrylate, and ultra-high molecular weight. Organic particles such as polyethylene can be added.
- the anti-blocking agent contained in the polyolefin resin composition constituting the core layer is preferably at most 3000 ppm, more preferably at most 2500 ppm, even more preferably at most 1000 ppm, and even more preferably at most 500 ppm. The following are particularly preferred. When the content is 3000 ppm or less, transparency is good.
- the polyolefin resin composition constituting the core layer may contain an organic lubricant.
- the lubricity and anti-blocking effect of the laminated film are improved, making the film easier to handle. The reason for this is thought to be that the organic lubricant bleeds out and is present on the film surface, resulting in a lubricant effect and release effect.
- the organic lubricant preferably has a melting point above room temperature.
- organic lubricants include fatty acid amides and fatty acid esters. Specific examples thereof include oleic acid amide, erucic acid amide, behenic acid amide, ethylene bis oleic acid amide, hexamethylene bis oleic acid amide, and ethylene bis oleic acid amide.
- the amount of organic lubricant in the polyolefin resin composition is preferably 1500 ppm or less, more preferably 1000 ppm or less, based on the polyolefin resin.
- concentration is less likely to occur even when stored in a place exposed to high temperatures, such as in a warehouse in the summer.
- the polyolefin resin composition constituting the core layer may contain a heat stabilizer. It is possible to suppress defects such as gel, which occurs when the resin deteriorates due to heat and oxidation during melt extrusion.
- a heat stabilizer for example, a hindered phenolic antioxidant (Irganox 1010) manufactured by BASF, a phosphite treatment stabilizer (Irgafos 168) manufactured by BASF, and a phenol phosphorus antioxidant (Sumilyzer GP) manufactured by Sumitomo Chemical Co., Ltd. Can be mentioned.
- the heat stabilizer may be used alone or in combination of two or more.
- the lower limit of the concentration of the heat stabilizer in the polyolefin resin composition is preferably 1,600 ppm or more, more preferably 1,800 ppm or more, and even more preferably 2,000 ppm or more in total for this layer. If it is less than the above, defects such as gel are likely to occur. Further, the upper limit is preferably 5000 ppm in total for this layer, more preferably 4000 ppm, still more preferably 3500 ppm. If the amount exceeds the above, the end surface of the film roll may turn red and spoil its appearance.
- the polyolefin resin composition constituting the core layer may contain an appropriate amount of an antistatic agent, an antifogging agent, a neutralizing agent, a nucleating agent, a coloring agent, Other additives, inorganic fillers, etc. can be included.
- neutralizing agents include calcium stearate.
- the resin By adding pellets made from recycled semi-finished products or manufactured product films generated during the manufacturing process to the core layer, the resin can be reused without sacrificing heat-sealing strength, reducing environmental impact.
- the polyolefin resin composition constituting the laminate layer is mainly composed of propylene homopolymer or propylene- ⁇ -olefin random copolymer from the viewpoint of heat sealing strength.
- plant-derived linear low-density polyethylene is included.
- propylene homopolymer or propylene- ⁇ -olefin random copolymer and plant-derived linear low-density polyethylene may be used, or two or more types may be used in combination.
- the propylene- ⁇ -olefin random copolymer constituting the laminate layer is a combination of propylene and at least one ⁇ -olefin having 2 or 4 to 20 carbon atoms other than propylene.
- Polymers may be mentioned.
- ⁇ -olefin monomers having 2 or 4 to 20 carbon atoms ethylene, 1-butene, 1-pentene, 4-methylpentene-1, hexene-1, octene-1, etc. can be used. It is preferable to use ethylene as the propylene- ⁇ -olefin random copolymer from the viewpoint of heat sealability.
- propylene-ethylene-butene random copolymer in which the main monomer is propylene and a certain amount of ethylene and butene are copolymerized.
- random copolymers are named and described in descending order of monomer composition ratio.
- the propylene- ⁇ -olefin random copolymer may be derived from petroleum or plants.
- the lower limit of the melt flow rate (MFR) of the propylene- ⁇ olefin random copolymer constituting the laminate layer is preferably 2.0 g/10 min, more preferably 3.0 g/10 min, and still more preferably 4.0 g. /10min. If it is less than the above, the uniformity of the film thickness may be impaired.
- the upper limit of the melt flow rate of the random copolymer is preferably 10.0 g/10 min, more preferably 9.0 g/10 min, and still more preferably 8.0 g/10 min. Exceeding the above may cause problems such as stickiness of the film and poor impact strength (impact strength) of the film.
- the propylene- ⁇ olefin random copolymer is, for example, a propylene-ethylene random copolymer (Prime Polypro F-724NPC manufactured by Prime Polymer Co., Ltd., MFR 7.0 g/10 min at 230°C, load 2.16 kg, melting point 142 °C), propylene-ethylene-butene random copolymer (Sumitomo Noblen FL8115A manufactured by Sumitomo Chemical Co., Ltd., MFR 7.0 g/10 min at 230 °C, load 2.16 kg, melting point 148 °C), propylene-ethylene-butene random copolymer (Prime Polypro F-794NV, manufactured by Prime Polymer Co., Ltd., MFR 5.7 g/10 min at 230°C, load 2.16 kg, melting point 134°C), propylene-ethylene-butene random copolymer (Sumitomo Noblen FL6745A, manufactured by Sumitomo Chemical Co., Ltd.
- the content of the propylene- ⁇ olefin random copolymer in the polyolefin resin composition constituting the laminate layer is preferably 25% by weight or more, more preferably 40% by weight or more, and 60% by weight or more from the viewpoint of heat seal strength. It is more preferable, and particularly preferably 75% by weight or more.
- the propylene homopolymer Heat resistance can be improved by containing a propylene homopolymer in the polyolefin resin composition constituting the laminate layer.
- the propylene homopolymer used is preferably isotactic polypropylene, which has high crystallinity and can suppress deterioration of heat shrinkage rate.
- the propylene homopolymer may be derived from petroleum or from plants.
- the lower limit of the melt flow rate (MFR) (measured at 230°C and a load of 2.16 kg) of the propylene homopolymer is preferably 2.0 g/10 min, more preferably 3.0 g/10 min, and even more preferably 4 .0g/10min. If it is less than the above, the uniformity of the film thickness may be impaired.
- the upper limit of the melt flow rate of the propylene homopolymer is preferably 10.0 g/10 min, more preferably 9.0 g/10 min, and still more preferably 8.0 g/10 min. The uniformity of film thickness may be impaired. Exceeding the above may cause problems such as stickiness of the film and poor impact strength (impact strength) of the film.
- the content of the propylene homopolymer in the polyolefin resin composition constituting the laminate layer is not particularly limited, but from the viewpoint of heat seal strength and bending pinhole resistance, it is preferably 50% by weight or less, and more preferably 30% by weight or less. It is preferably 10% by weight or less, even more preferably 10% by weight or less, and particularly preferably 0% by weight.
- Plant-derived linear low-density polyethylene It is preferable to contain plant-derived linear low-density polyethylene in the polyolefin resin composition constituting the laminate layer, since the effect of reducing environmental load can be improved. By containing plant-derived linear low-density polyethylene in the surface layer of the film, the environmental load reduction effect is dramatically improved compared to when the core layer only contains plant-derived linear low-density polyethylene.
- the polyolefin resin composition constituting the laminate layer contains plant-derived linear low-density polyethylene from the viewpoint of reducing environmental impact.
- Plant-derived linear low-density polyethylene can be manufactured using ethanol made from sugar cane, corn, etc., using a manufacturing method such as a high-pressure method, a solution method, or a gas phase method. is possible.
- Examples include copolymers of plant-derived ethylene and at least one ⁇ -olefin having 3 or more carbon atoms.
- the ⁇ -olefins may be those derived from fossil fuels as long as they are generally called ⁇ -olefins, such as propylene, butene-1, hexene-1, octene-1, 4-methyl-1-pentene, etc.
- it is an ⁇ -olefin having 3 to 12 carbon atoms.
- copolymers of ethylene and ⁇ -olefin examples include ethylene/hexene-1 copolymer, ethylene/butene-1 copolymer, ethylene/octene-1 copolymer, etc. From this point of view, ethylene-hexene copolymers are preferred.
- the lower limit of the content of plant-derived ethylene in the plant-derived linear low-density polyethylene is preferably 50%, more preferably 80%. When it is 50% or more, the carbon dioxide reduction effect is good.
- the upper limit is preferably 98%, more preferably 96%. When it exceeds 98%, the proportion of ⁇ -olefin to be copolymerized decreases, and the heat sealing strength decreases.
- the lower limit of MFR (measured at 190°C, 2.18 kg) of plant-derived linear low-density polyethylene is preferably 0.8 g/10 min, more preferably 1.5 g/10 min.
- the upper limit is preferably 5.0 g/10 min, more preferably 4.5 g/10 min.
- the lower limit of the density of the plant-derived linear low-density polyethylene is preferably 912 kg/m 3 , more preferably 915 kg/m 3 . Good blocking resistance can be obtained by setting the weight to 910 kg/m 3 or more. Moreover, the upper limit is 935 kg/m 3 , more preferably 930 kg/m 3 . When the weight is 930 kg/m 3 or less, good bag breakage resistance can be obtained. Specific examples include ethylene-hexene copolymer (vegetable-derived linear low-density polyethylene) SLH218 (MFR 2.3 g/10 min, density 916 kg/m 3 , melting point 126° C.) manufactured by Braskem.
- the content of plant-derived linear low-density polyethylene in the polyolefin resin composition constituting the laminate layer is preferably 0% by weight or more, more preferably 3% by weight or more, and even more preferably 15% by weight or more from the viewpoint of reducing environmental load. Preferably, 20% by weight or more is particularly preferable. From the viewpoint of heat resistance, the content is preferably 50% by weight or less, more preferably 40% by weight or less, and even more preferably 30% by weight or less.
- the slipperiness of the heat-seal layer does not change much even if linear low-density polyethylene is added to the laminate layer, since it largely depends on the amount of additives such as anti-blocking agents and organic lubricants.
- the polyolefin resin composition constituting the laminate layer may contain an anti-blocking agent.
- Anti-blocking agents to be added are not particularly limited, but include inorganic particles such as spherical silica, amorphous silica, zeolite, talc, mica, alumina, hydrotalcite, and aluminum borate, polymethyl methacrylate, and ultra-high molecular weight.
- Organic particles such as polyethylene can be added.
- the anti-blocking agent contained in the polyolefin resin composition constituting the laminate layer is preferably 3000 ppm or less, more preferably 2500 ppm or less, even more preferably 1000 ppm or less, and even more preferably 500 ppm or less, based on the polyolefin resin of the layer to which it is added. The following are particularly preferred.
- the polyolefin resin composition constituting the laminate layer may contain an organic lubricant.
- the lubricity and anti-blocking effect of the laminated film are improved, making the film easier to handle. The reason for this is thought to be that the organic lubricant bleeds out and is present on the film surface, resulting in a lubricant effect and release effect.
- the organic lubricant preferably has a melting point above room temperature.
- organic lubricants include fatty acid amides and fatty acid esters. Specific examples thereof include oleic acid amide, erucic acid amide, behenic acid amide, ethylene bis oleic acid amide, hexamethylene bis oleic acid amide, and ethylene bis oleic acid amide.
- the amount of organic lubricant in the polyolefin resin composition is preferably 1500 ppm or less, more preferably 1000 ppm or less, based on the polyolefin resin. By setting the concentration to 1,500 ppm or less, blocking is less likely to occur even when stored in a place exposed to high temperatures, such as in a warehouse in the summer.
- the polyolefin resin composition constituting the laminate layer may contain a heat stabilizer. It is possible to suppress defects such as gel, which occurs when the resin deteriorates due to heat and oxidation during melt extrusion.
- a heat stabilizer for example, a hindered phenolic antioxidant (Irganox 1010) manufactured by BASF, a phosphite treatment stabilizer (Irgafos 168) manufactured by BASF, and a phenol phosphorus antioxidant (Sumilyzer GP) manufactured by Sumitomo Chemical Co., Ltd. Can be mentioned.
- the heat stabilizer may be used alone or in combination of two or more.
- the lower limit of the concentration of the heat stabilizer in the polyolefin resin composition is preferably 1,600 ppm or more, more preferably 1,800 ppm or more, more preferably 2,000 ppm or more, and even more preferably 2,500 ppm in total for this layer. That's all. If it is less than the above, defects such as gelation are likely to occur. Further, the upper limit is preferably 5000 ppm in total for this layer, more preferably 4000 ppm, still more preferably 3500 ppm. If the amount exceeds the above, the end face of the film roll may turn red and spoil its appearance.
- the polyolefin resin composition constituting the laminate layer may contain an appropriate amount of an antistatic agent, an antifogging agent, a neutralizing agent, a nucleating agent, a coloring agent, Other additives, inorganic fillers, etc. can be included.
- neutralizing agents include calcium stearate.
- the lower limit of the thickness of the polyolefin resin film is preferably 15 ⁇ m, more preferably 20 ⁇ m, and still more preferably 25 ⁇ m. When it is 15 ⁇ or more, heat sealing strength is easily obtained.
- the upper limit of the film thickness is preferably 80 ⁇ m, more preferably 70 ⁇ m, still more preferably 65 ⁇ m, even more preferably 60 ⁇ m. If it is 80 ⁇ m or less, the film will not have too much stiffness and will be easy to process, and it will be easy to manufacture a suitable package.
- the lower limit of the thickness ratio of the heat seal layer of the polyolefin resin film is preferably 23% or more, more preferably 25% or more. Heat sealing strength can be increased by setting it to 23% or more. Further, the upper limit of the thickness ratio is preferably 40% or less, more preferably 35% or less, and still more preferably 30% or less. If the heat seal layer is 40% or more, the thickness ratio of the core layer containing plant-derived material and the laminate layer becomes relatively small, and the environmental load reduction effect decreases.
- the absolute value of the difference in content of the plant-derived linear low-density polyethylene in the polyolefin resin composition constituting the heat seal layer and the core layer is not particularly limited, but is 1% by weight or more, 18% by weight. % or less.
- the absolute value of the difference in concentration of linear low density polyethylene between the heat seal layer and the core layer is more preferably 15% by weight or less, still more preferably 10% by weight or less, particularly preferably 8% by weight or less.
- the absolute value of the difference in content of the plant-derived linear low-density polyethylene in the polyolefin resin compositions constituting the core layer and the laminate layer is 1% by weight or more and 18% by weight or less. is preferred.
- the absolute value of the difference in concentration of linear low density polyethylene between the core layer and the laminate layer is more preferably 15% by weight or less, even more preferably 10% by weight or less, particularly preferably 8% by weight or less.
- a polyolefin resin laminate film having a heat seal layer, a core layer, and a laminate layer in this order is produced by melt-extruding the polyolefin resin compositions constituting each layer using separate extruders, and then applying the molten resin from a die to the heat seal layer/core. It can be obtained by coextruding three layers (layer/laminate layer), cooling the molten resin sheet with a cooling roll, and forming an unstretched sheet.
- the core layer has a content of petroleum-derived propylene homopolymer and/or propylene- ⁇ olefin random copolymer of 80% relative to the entire polyolefin resin constituting the layer.
- the content of plant-derived linear low-density polyethylene is 5% by weight or more and 20% by weight or less
- pellets containing petroleum-derived polypropylene resin After mixing pellets of a masterbatch consisting of a mixture of a petroleum-derived polypropylene resin and a plant-derived linear low-density polyethylene resin, the mixture is transferred to an extruder for forming a core layer. The reason will be explained later.
- Polypropylene resin means a propylene homopolymer and/or a propylene- ⁇ -olefin random copolymer.
- a random combination of petroleum-derived propylene homopolymer and/or propylene and ⁇ -olefin having 2 or 4 to 20 carbon atoms is added to the entire polyolefin resin constituting the laminate layer, heat-sealing layer, or single layer.
- the same procedure is carried out in the case of a film in which the content of the copolymer is 80% by weight or more and 95% by weight or less, and the content of plant-derived linear low-density polyethylene is 5% by weight or more and 20% by weight or less.
- a schematic diagram of the transportation and mixing of raw materials is shown in Figure 1.
- pellets containing polypropylene resin, pellets of masterbatch consisting of a mixture of polypropylene resin and linear low-density polyethylene derived from plants, recycled pellets, masterbatch pellets containing additives, etc. are sent to a raw material hopper.
- (1) to (4) are individually transferred to the mixing hopper (5).
- Transfer methods include the slide gate method (1 to 3) in which the gate opens for a certain period of time according to the weight of the compound, and the screw feeder method (4) in which the gate rotates at a constant speed.
- the upper limit of the weight per batch is preferably 800 kg or less. , more preferably 500 kg or less, still more preferably 300 kg or less. When the weight is less than 800 kg, fluctuations in the degree of biomass within a batch can be reduced.
- the lower limit is preferably 5 kg or more, more preferably 20 kg or more, still more preferably 100 kg or more. Productivity will be good if it is 5 kg or more.
- each discharge When transferring from the mixing hopper (5), it is preferable to divide the weight of each discharge into smaller portions because the segregation of the blend is smaller. By dividing into smaller containers. Segregation when feeding into the extrusion hopper can be reduced.
- the weight of each discharge is preferably 100 kg or less, more preferably 50 kg or less, and still more preferably 25 kg or less. By setting the weight to 100 kg or less, segregation in the melt extrusion process can be reduced.
- the upper limit of the measurement variation of the core layer raw material when manufacturing the film is preferably 3% or less, more preferably 2% or less. If it is 3% or less, the fluctuations in physical properties such as biomass degree will be small and the number of defects will be small.
- the upper limit of the measurement variation of the raw material for the laminate layer when producing the film is preferably 3% or less, more preferably 2% or less. If it is 3% or less, the fluctuations in physical properties such as biomass degree will be small and the number of defects will be small.
- the mixing hopper (5) and the waiting hopper (9) have a mortar-shaped lower part, and the mixed pellets slide down the sloping inner wall and are transferred to the extruder.
- the angle of the inclined inner wall of each hopper is also preferably 40 degrees or more, more preferably 50 degrees or more with respect to the horizontal direction. If this angle is less than 40 degrees, the flow of the pellets becomes poor and the anti-segregation effect is weakened, which is not preferable.
- a stirring device was installed inside the hopper, but from the viewpoint of production stability and prevention of dust generation, etc.
- a segregation prevention device such as an inner cone (FIG. 2) in the hopper.
- Segregation of mixed pellets occurs because some of the mixed raw material pellets slide down the sloping inner wall at the bottom of the hopper at greatly different speeds, such as conventional linear low-density polyethylene made of plant-derived material.
- raw material pellets with poor slippage are blended, there is a gap between the raw material pellets that descend along the inner wall and the surface layer of the accumulated raw material pellets that descend near the center of the bottom inside the hopper. This is because variations occur in the blending ratio of petroleum-derived propylene homopolymer and/or raw material pellets consisting of a random copolymer of propylene and ⁇ -olefin having 2 or 4 to 20 carbon atoms.
- the resin pressure inside the extruder tends to fluctuate. If the resin pressure fluctuates, it is not preferable because the fluctuation causes gel and the like staying in the molten resin path to be discharged, increasing the number of defects on the film. In addition, fluctuations in resin pressure may cause surging during discharge, which is undesirable.
- Examples of segregation prevention methods include the following 1) to 4). 1) A method in which raw materials are fed into an extruder before segregation occurs, that is, a method in which raw materials are mixed little by little and fed into the extruder each time. 2) A method in which there is no difference in the speed at which the raw materials slide down the inner wall of the hopper, that is, a method in which the shape of the hopper is made nearly cylindrical. 3) A method in which a mixing device, for example, a screw is inserted vertically and rotated, in order to ensure that even if the raw materials are segregated, they are not segregated when they are discharged from the hopper.
- Method 4 A method in which an inner cone is provided so that all the raw materials fall along the wall, allowing the raw materials to fall through the hopper without segregation.
- methods 1) and 2) have problems with productivity because the amount of mixed raw materials is small.
- Method 3) has the problem that the raw materials are likely to be scraped and dust is likely to be generated because the raw materials are continuously mixed. Therefore, method 4) is the most useful industrially.
- a masterbatch consisting of petroleum-derived polypropylene resin and a mixture of petroleum-derived polypropylene resin and plant-derived linear low-density polyethylene resin is fed into a raw material hopper in the form of pellets, weighed, and then transferred to a mixing hopper (5). After being stirred and mixed in a hopper, the mixture is supplied to an extruder via a standby hopper (9).
- the upper limit of the angle of repose of the raw material resin pellets is preferably 28 degrees, more preferably 26 degrees. If the above value is exceeded, the pellets may remain in the raw material hopper, and physical property values within the product may easily fluctuate.
- the lower limit of the angle of repose of the raw material resin pellets is preferably 20 degrees, more preferably 22 degrees.
- the angle of repose is the maximum angle of inclination at which granular material can be deposited on a slope without slipping, and the smaller this value is, the more easily the particles will slide. Furthermore, when powders and granules having different angles of repose are mixed, segregation is likely to occur due to the difference in ease of sliding down.
- Pellets made only of plant-derived linear low-density polyethylene resin tend to have high friction between resins and friction with metal, so a masterbatch made of a mixture of polypropylene resin and plant-derived linear low-density polyethylene resin is used. By doing so, pellets with a small angle of repose can be obtained. By doing this, it is possible to suppress the segregation of plant-derived linear low-density polyethylene resin in the hopper, and not only can a film roll with a uniform biomass content be produced, but also the number of defects can be reduced by suppressing fluctuations in resin pressure. be able to.
- the polypropylene resin is derived from petroleum.
- the upper limit of the angle of repose of masterbatch pellets made of a mixture of polypropylene resin and plant-derived linear low density polyethylene resin is preferably 28 degrees, more preferably 26 degrees. If the above value is exceeded, the pellets may remain in the raw material hopper, and the physical property values or biomass content within the product may easily fluctuate.
- the lower limit of the angle of repose of masterbatch pellets made of a mixture of polypropylene resin and plant-derived linear low density polyethylene resin is preferably 20 degrees, more preferably 22 degrees. If it is less than the above, the resin pellets may easily crumble and segregation may occur, and the physical property values within the product may be liable to fluctuate.
- the polypropylene resin is derived from petroleum.
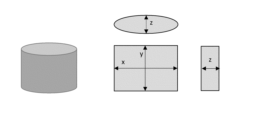
- the shape of the masterbatch pellets may be either cylindrical or ellipsoidal depending on the granulation method.
- the size of the pellet is shown in FIG. 3 if it is cylindrical, and in FIG. 4 if it is ellipsoidal.
- the upper limit of the length of the long axis x is preferably 6.0 mm or less, where the long axis x, the short axis y, and the thickness z. , more preferably 5.0 mm or less, still more preferably 4.0 mm or less.
- the lower limit of the length of the major axis x is preferably 2.5 mm or more, more preferably 2.8 mm or more, and still more preferably 3.0 mm or more.
- the upper limit of the length of the minor axis y is preferably 4.5 mm or less, more preferably 4.0 mm or less, and even more preferably 3.5 mm or less.
- the lower limit of the length of the short axis y is preferably 1.5 mm or more, more preferably 1.8 mm or more, and still more preferably 2.0 mm or more.
- the upper limit of the length of the thickness z is preferably 4.5 mm or less, more preferably 4.0 mm or less, and still more preferably 3.5 mm or less.
- the lower limit of the thickness z is preferably 1.5 mm or more, more preferably 1.8 mm or more, and still more preferably 2.0 mm or more. By being 4.5 mm or less and 1.5 mm or more, segregation is less likely to occur during discharge from the hopper.
- the upper limit of the angle of repose of the masterbatch pellets is preferably 28 degrees, more preferably 26 degrees, and even more preferably 25 degrees.
- the lower limit of the angle of repose of the masterbatch pellets is preferably 20 degrees or more, more preferably 22 degrees.
- the lower limit of the density of the masterbatch pellets is preferably 880 kg/cm 3 , more preferably 890 kg.
- the lower limit of the density of the masterbatch pellets is preferably 913 kg/cm 3 , more preferably 910 kg/cm 3 . If it is larger than 910 kg/cm 3 , segregation may easily occur during film production.
- the density of polypropylene resin is about 890 kg/cm 3 , and the closer it is to this value, the less segregation occurs.
- the upper limit of MFR of masterbatch pellets at 230° C. and a load of 2.16 kg is preferably 8.0 g/10 min, more preferably 7.0 g/10 min.
- the lower limit of MFR is preferably 1.0 g/10 min, more preferably 3.0 g/10 min. If it exceeds 8.0 g/10 min or falls below 1.0 g/10 min, resin pressure fluctuations may occur due to the viscosity difference with other polypropylene resins, and surging may occur or the number of defects may increase.
- the upper limit of the pellet color L of the masterbatch is preferably 90, more preferably 80, and even more preferably 70.
- the lower limit of pellet color L is preferably 50, more preferably 55, and still more preferably 60. 90 is sufficient. If it is 50 or more, the appearance of the film will be good.
- the upper limit of the pellet color a of the masterbatch is preferably 2.0, more preferably 1.0, and even more preferably 0.0.
- the lower limit of pellet color a is preferably -2.0, more preferably -1.5, and still more preferably -1.0. A value of 2.0 or less is sufficient. If it is 2.0 or less, it will not be too red, and if it is -2.0 or more, it will not be too blue, giving the film a good appearance.
- the upper limit of the pellet color b of the masterbatch is preferably 2.0, more preferably 0.0.
- the lower limit of pellet color b is preferably -2.0, more preferably -1.5, and even more preferably -1.0. If it is 2.0 or less, it will not be too yellow, and if it is -2.0 or more, it will not be too green, giving the film a good appearance.
- the lower limit of the content of the plant-derived linear low-density polyethylene that constitutes the masterbatch relative to the total amount of the polypropylene resin and the plant-derived linear low-density polyethylene is preferably 40% by weight, more preferably 55% by weight. %. If it is less than the above, linear low-density polyethylene cannot be efficiently added to the film, which may result in high costs.
- the upper limit of the content of plant-derived linear low-density polyethylene is preferably 85% by weight, more preferably 75% by weight. If it is less than the above, the angle of repose of the masterbatch is unlikely to become small.
- a heat stabilizer can be added when producing the masterbatch. By adding a heat stabilizer, defects such as deterioration products generated during film formation can be suppressed.
- a heat stabilizer that can be used, commercially available heat stabilizers and antioxidants can be used. Specifically, for example, a hindered phenolic antioxidant (Irganox 1010) manufactured by BASF, a phosphite treatment stabilizer (Irgafos 168) manufactured by BASF, and a phenol phosphorus antioxidant (Sumilyzer GP) manufactured by Sumitomo Chemical Co., Ltd. Can be mentioned.
- the heat stabilizer may be used alone or in combination of two or more.
- the lower limit of the concentration of the heat stabilizer contained in the masterbatch is preferably 2000 ppm, more preferably 2500 ppm, and even more preferably 3000 ppm. If it is less than the above, defects may easily occur.
- the upper limit of the concentration of the heat stabilizer contained in the masterbatch is preferably 5000 ppm, more preferably 4000 ppm. If it exceeds the above, the end face of the produced film roll may turn red, which may impair the appearance of the product.
- a method for mixing the plant-derived linear low-density polyethylene and the propylene homopolymer and/or propylene- ⁇ olefin copolymer resin includes a method of mixing using a mixing device.
- the mixing device include a Henschel mixer, a super mixer, a tumbler mixer, a screw blender, and a ribbon blender.
- antioxidant which will be described later, to the masterbatch.
- Commercially available raw materials may originally have antioxidants added, but by adding antioxidants, fish eyes and the like can be significantly reduced. This is thought to be because the extrusion temperature of the polypropylene resin is higher than the melting point of linear low density polyethylene, so that deterioration of the plant-derived polyethylene resin progresses more easily.
- the antioxidant may be either a primary antioxidant that prevents oxidation by capturing generated radicals, or a secondary antioxidant that decomposes generated peroxide and prevents oxidation.
- examples of the inhibitor include phenolic antioxidants and amine antioxidants, and examples of secondary antioxidants include phosphorus-based antioxidants and sulfur-based antioxidants.
- phenolic heat stabilizer examples include Irganox 1010 (manufactured by Ciba Specialty Chemicals, chemical formula: pentaerythritol tetrakis [3-(3,5-di-tert-butyl-4-hydroxyphenyl) propionate).
- Irganox 1076 manufactured by BASF Japan Co., Ltd., registered trademark, chemical formula name: octadecyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate
- Cyanox 1790 Cyanox 1790, Cyanamid Co., Ltd.
- Irganox 1098 manufactured by BASF Japan, registered trademark , Chemical formula name: N,N'-(hexane-1,6-diyl)bis[3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionamide]
- Sumilizer GA-80 SurizerGA- 80, manufactured by Sumitomo Chemical Co., Ltd., registered trademark, chemical formula name: 3,9-bis[2- ⁇ 3-(
- Examples of the phosphorus-based heat stabilizer include Irgafos 168 (manufactured by BASF Japan, registered trademark, chemical formula name: tris(2,4-di-tert-butylphenyl) phosphite), Irgafos 12 (Irgafos 12, manufactured by BASF Japan).
- the amount of the antioxidant in the present invention is not limited, but is 500 ppm or more and 5000 ppm or less based on the total amount of propylene homopolymer and/or propylene- ⁇ olefin copolymer resin and plant-derived linear low-density polyethylene.
- a range of is preferred. It is more preferably 1000 ppm or more and 4000 ppm or less, and even more preferably 1500 ppm or more and 3000 ppm or less. If it is less than 500 ppm, the effect of using the antioxidant described below in combination is reduced, which is not preferable.
- the method for preparing the masterbatch is not particularly limited, and known methods may be used. Examples include a method of heating and melt-kneading using a kneader, a Banbury mixer, a roll, etc., a method of heating and melt-kneading using a single-screw or twin-screw extruder, and the like.
- the melt-kneading during masterbatch production is preferably 170°C or higher and 280°C or lower, more preferably 190°C or higher and 260°C or lower.
- the temperature By controlling the temperature to be 170° C. or more and 260° C. or less, the thermal history applied to the resin during masterbatch production can be minimized, and the number of defects such as fish eyes can be suppressed.
- the method of pelletizing the kneaded resin is not particularly limited, and the strand cut method, water-cooled hot cut method, underwater cut method, etc. can be used, but the strand cut method not only has high productivity but also reduces fluctuations in physical properties. Less is preferable.
- an inflation method or a T-die method can be used, but the T-die method is preferable in order to improve transparency.
- the inflation method uses air as the cooling medium, whereas the T-die method uses cooling rolls, so it is an advantageous manufacturing method for increasing the cooling rate. By increasing the cooling rate, crystallization of the unstretched sheet can be suppressed, and transparency becomes advantageous. For these reasons, the T-die method is preferable.
- the width of the T-die is preferably 500 mm or more and 2000 mm or less.
- the lower limit of the melt-kneading temperature is preferably 170°C, more preferably 190°C, and still more preferably 210°C. By setting the temperature to 170°C or higher, it is possible to sufficiently melt and reduce the load on the extruder.
- the upper limit of the melting and kneading temperature is preferably 300°C, more preferably 280°C, and still more preferably 260°C. By setting it to 300°C or less, thermal deterioration of the resin can be reduced and a film with less foreign matter can be produced. can be manufactured.
- the pressure fluctuation in the core layer during production of the film is preferably 0.5 MPa or less, more preferably 0.3 MPa or less.
- the pressure fluctuation of the laminate layer during production of the film is preferably 0.5 MPa or less, more preferably 0.3 MPa or less.
- the pressure is 0.5 MPa or less, surging is unlikely to occur, fluctuations in biomass degree in the flow direction are small, and the number of defects is small.
- the raw materials for the polyolefin resin compositions for the heat seal layer, core layer, and laminate layer are mixed, melt mixed and extruded using separate extruders, and the laminated molten resin of the seal layer, core layer, and laminate layer is melted from a T-die.
- the film is cast onto a cooling roll to obtain a non-oriented laminated film.
- the lower limit of the temperature of the cooling roll is preferably 15°C, more preferably 20°C. If it is less than the above, dew condensation may occur on the cooling roll, resulting in insufficient adhesion.
- the upper limit of the cooling roll is preferably 60°C, more preferably 50°C. If it exceeds the above, transparency may deteriorate.
- both ends of the laminated molten resin film on the cooling roll with an air nozzle, etc., press the entire width of the laminated molten resin film onto the cooling roll with an air knife, etc., and at the same time, place the laminated molten resin film in a vacuum chamber. It is preferable to prevent air from being entrained between the molten resin sheet and the cooling roll by applying It is preferable that both ends of the air nozzle be installed in series in the film traveling direction, and that the die be surrounded by a sheet to prevent wind from hitting the molten resin sheet. Further, it is preferable to align the direction of the suction port of the vacuum chamber with the traveling direction of the extruded sheet.
- the ears on both ends of the cooled and solidified non-oriented laminated resin film are cut with a slit blade and guided to another line.
- the film running speed is preferably 30 m/min or more and 50 m/min or less. It is preferable to subject the surface of the laminate layer of the film to corona treatment (power density: 10 W ⁇ min/m 2 or more, 30 W ⁇ min/m 2 or less).
- the edges of the obtained laminated resin film are trimmed, tension is applied, and the film is rolled up while being pressed with a contact roll. After this, it is preferable to perform aging at a temperature of 25° C. or more and 50° C. or less for a period of 12 hours or more and 36 hours or less.
- both ends of the roll are cut again using a slitting machine to form a film roll.
- the width of the film is preferably 400 mm or more and 1800 m or less, and the length is preferably 1000 m or more and 6000 m or less.
- the lower limit of the average biomass degree of the polyolefin resin film constituting the present invention is preferably 5%, more preferably 8%, and even more preferably 10%. If it is less than 5%, the effect of reducing environmental load will be small.
- the upper limit of the biomass degree is preferably 20%, more preferably 17%, and still more preferably 14%. If it exceeds 20%, the seal strength may decrease.
- the upper limit of the standard deviation of the degree of biomass in the longitudinal direction of the polyolefin resin film roll of the present invention is preferably 0.60%, more preferably 0.50%, and even more preferably 0.40. When it exceeds 0.50%, products with a low degree of biomass are likely to occur in the manufactured packaging. A standard deviation of 0.05% is sufficient.
- the standard deviation of the measured values of the biomass degree at all measurement points was calculated using the following (Formula 1).
- the lower limit of the variation rate of biomass degree in the longitudinal direction of the polyolefin resin film roll of the present invention is preferably 2%, more preferably 4%, and even more preferably 6%. 2% is sufficient.
- the upper limit of the rate of variation in biomass degree is preferably 20%, more preferably 15%, and still more preferably 10%. If it exceeds 20%, products with a low degree of biomass are likely to occur in the manufactured packaging.
- the lower limit of the haze of the polyolefin resin film constituting the present invention is preferably 1.0%, more preferably 2.0%, still more preferably 2.5%, particularly preferably 3.0%. It is. When it is 1.0% or more, the unevenness of the film surface is not extremely small, so blocking of the inner surface of the package is less likely to occur.
- the upper limit of haze is preferably 20.0%, more preferably 15.0%, still more preferably 10.0%, and even more preferably 8.0%. When it is 20.0% or less, visibility of the package can be easily obtained.
- Linear low-density polyethylene has high crystallinity and tends to increase haze, but if it is added within the above-mentioned preferred range, increase in haze can be suppressed.
- the upper limit of the static friction coefficient of the polyolefin resin film constituting the present invention is preferably 0.70, more preferably 0.50, and even more preferably 0.40. If it is 0.70 or less, the missing surfaces will easily slide against each other when filling the package with food or opening the package, resulting in a good opening.
- the lower limit of the static friction coefficient of a single unit is preferably 0.10, more preferably 0.15, still more preferably 0.20, even more preferably 0.25, particularly preferably 0.30. be. If it is 0.10 or more, the film roll will be less likely to collapse when being transported.
- the lower limit of Young's modulus (longitudinal direction) of the polyolefin resin film constituting the present invention is preferably 200 MPa, more preferably 300 MPa, still more preferably 400 MPa, even more preferably 500 MPa. If it is less than 200 MPa, it may be too weak and difficult to process.
- the upper limit of Young's modulus (longitudinal direction) is preferably 1000 MPa, more preferably 800 MPa, even more preferably 750 MPa. Films exceeding 1000 MPa are brittle and may have poor bag tear resistance.
- the lower limit of Young's modulus (width direction) of the polyolefin resin film constituting the present invention is preferably 200 MPa, more preferably 300 MPa, still more preferably 400 MPa, even more preferably 500 MPa, and particularly preferably It is 600MPa. If it is less than 200 MPa, it may be too weak and difficult to process.
- the upper limit of Young's modulus (width direction) is preferably 1000 MPa, more preferably 800 MPa, and still more preferably 750 MPa. Films exceeding 1000 MPa are brittle and may have poor bag tear resistance. When a small amount of linear low density polyethylene is added to a polyolefin resin film, Young's modulus increases.
- the lower limit of the impact strength of the polyolefin resin film constituting the present invention is preferably 0.20J, more preferably 0.25J, and even more preferably 0.30J. By setting it to 0.20 J or more, the drop-breakage resistance of the package can be improved. An impact strength of 1.0 J is sufficient. Impact strength is highly dependent on the thickness and molecular orientation of the film. Furthermore, impact strength and drop-break resistance do not necessarily correlate.
- the lower limit of the acceleration blocking strength of the polyolefin resin film constituting the present invention is preferably 20 mN/70 mm, more preferably 30 mN/70 mm, even more preferably 36 mN/70 mm. When it is 20 mN/70 mm or more, the film tends to have a stiff feel.
- the upper limit of the acceleration blocking strength is preferably 100 mN/70 mm, more preferably 80 mN/70 mm, even more preferably 70 mN/70 mm, particularly preferably 60 mN/70 mm. When it is 100 mN/70 mm or less, blocking is unlikely to occur on the inner surface of the package. If linear low density polyethylene is added to the core layer and laminate layer, deterioration in acceleration blocking strength can be suppressed.
- the lower limit of the puncture strength of the single polyolefin resin film constituting the present invention is preferably 1.0N, more preferably 1.2N, still more preferably 1.5N, particularly preferably 1.7N. .
- the laminate has good puncture pinhole resistance.
- a puncture strength of 5.0N is extremely good, and a puncture strength of 3.0N is sufficient. Since the puncture strength largely depends on the orientation of the film, it does not change much just by changing the resin.
- the lower limit of the heat sealing start temperature of the polyolefin resin film constituting the present invention is preferably 110°C, more preferably 120°C. When the temperature is 110° C. or higher, it has a high stiffness and is easy to handle.
- the upper limit of the heat sealing start temperature is 150°C, more preferably 140°C, and even more preferably 130°C. When the temperature is 150° C. or lower, packages can be manufactured at high speed, which is economically advantageous.
- the heat-sealing start temperature is greatly influenced by the melting point of the heat-sealing layer. Therefore, if linear low-density polyethylene is used for the core layer and laminate layer, changes in heat sealing temperature can be suppressed.
- the lower limit of the planar orientation coefficient of the polyolefin resin film constituting the present invention is preferably 0.000, more preferably 0.001. It is difficult to produce a film with less than the above.
- the upper limit of the plane orientation of the film is 0.010, more preferably 0.008, and still more preferably 0.006 or less. If it is more than the above, the film may be stretched non-uniformly and the thickness uniformity may deteriorate.
- the lower limit of the wet tension of the surface of the polyolefin resin film constituting the present invention to be laminated with at least one film selected from the group consisting of polyamide resin film, polyester resin film, and polypropylene resin film is preferably 30 mN/m. and more preferably 35 mN/m. When it is 30 mN/m or more, the laminate strength is unlikely to decrease.
- the upper limit of wetting tension is preferably 55 mN/m, more preferably 50 mN/m. When the polyolefin resin film is wound into a roll as it is 55 mN/m or less, blocking between the films is unlikely to occur.
- the upper limit of the number of defects in the range of 4000 m in the longitudinal direction and 1000 mm in the width direction of the polyolefin resin film constituting the present invention is preferably 200, more preferably 150, and even more preferably 100. When the number is 200 or less, the appearance of the film is good and the incidence of defective products is reduced.
- a film laminate using a polyolefin resin film constituting the present invention uses the polyolefin resin film as a sealant and at least one selected from the group consisting of a polyamide resin film, a polyester resin film, and a polypropylene resin film. It is a laminate with one type of biaxially oriented film. Further, as known techniques, these base films may be coated or vapor-deposited for the purpose of imparting adhesiveness or barrier properties, or aluminum foil may be further laminated.
- biaxially oriented PET polyethylene terephthalate film/aluminum foil/sealant
- biaxially oriented PET polyethylene terephthalate film/biaxially oriented nylon film/sealant
- biaxially oriented nylon film/sealant biaxially oriented
- biaxially oriented Examples include polypropylene film/sealant, biaxially oriented (polyethylene terephthalate) PET film/biaxially oriented nylon film/aluminum foil/sealant, and the like.
- the method for creating the laminate is to unwind the respective films from the polyolefin resin film roll of the present invention and the biaxially oriented film roll, and use a known method such as a dry lamination method or an extrusion lamination method to create a laminate using an adhesive layer.
- a known method such as a dry lamination method or an extrusion lamination method to create a laminate using an adhesive layer.
- lamination but any lamination method may be used.
- the laminate is preferably stored and transported in the form of a laminate roll.
- the upper limit of the standard deviation of the degree of biomass of the polyolefin resin film of the laminate roll is preferably 0.60%, more preferably 0.50%, and even more preferably 0.40. When it exceeds 0.50%, products with a low degree of biomass are likely to occur in the manufactured packaging. A standard deviation of 0.05% is sufficient.
- the lower limit of the variation rate of biomass degree in the longitudinal direction of the polyolefin resin film of the laminate roll is preferably 2%, more preferably 4%, and even more preferably 6%. 2% is sufficient.
- the upper limit of the rate of variation in biomass degree is preferably 20%, more preferably 15%, and even more preferably 10%. If it exceeds 20%, products with a low degree of biomass are likely to occur in the manufactured packaging.
- the characteristics of the laminate will be described.
- the lower limit of the heat seal strength of the laminate of the present invention is preferably 20 N/15 mm, more preferably 22 N/15 mm. If it is 20N/15mm or more, bag breakage resistance is likely to be obtained. Heat sealing strength of 60N/15mm is very good, and 35N/15mm is sufficient.
- the lower limit of the puncture strength of the laminate of the present invention is preferably 7N, more preferably 8N, and even more preferably 9N. If it is 7N or more, pinholes are less likely to occur when the protrusion comes into contact with the package.
- the upper limit of the puncture strength is preferably 45N, more preferably 30N, and even more preferably 15N. If it is 45 N or less, the laminate will not have too strong stiffness and will be easy to handle. Since the puncture strength largely depends on the orientation of the film, it does not change much just by changing the resin.
- the polyolefin resin film or the laminate arranged to surround the contents, such as foodstuffs, for the purpose of protecting the contents from natural dust, gas, etc. is called a packaging body.
- the packaging body is manufactured by cutting out the polyolefin resin film or the laminate, and bonding the inner surfaces to each other using a heated heat seal bar or ultrasonic waves to form a bag. For example, two rectangular sheets are bonded with a heat seal layer. Widely used are four-sided sealed bags, which are stacked so that the sides are inward and heat-sealed on all four sides, and packaging bags with backing.
- the contents may be foodstuffs, but they may also be other products such as daily necessities, and the shape of the package may be other than rectangular, such as a standing pouch or a pillow package.
- MFR Melt flow rate
- biomass degree was calculated from the C14 (carbon atom with mass number 14) concentration in the film.
- the sampling points were to remove the film at a distance of 2 m from the edge of the surface layer of the film roll, and from the film at a distance of 2 m from the film at intervals of 500 m in the longitudinal direction from the surface layer to the winding core, and in the width direction at the center of the film roll. This was done at a position 100 mm inside from the left end and 100 mm inside from the right end.
- the average value of biomass degree at all measurement points was calculated.
- the sampling points were a film roll with a width of 1000 mm and a winding length of 4000 m.
- Rate of variation in degree of biomass in the longitudinal direction was calculated using the measured values of degree of biomass at all measurement points.
- the fluctuation rate of the measured values of biomass degree at 27 locations was calculated using the following formula (2).
- Variation rate (B max - B min )/B ave [%]... (Formula 2) Average value of biomass degree per 4000m [%] B max Maximum biomass degree per 4000m [%] B min Minimum biomass degree per 4000m [%]
- Haze Haze was measured based on JIS K7136.
- Heat-sealing start temperature The heat-sealing start temperature of the polyolefin resin film was measured in accordance with JIS Z 1713 (2009). At this time, the film was cut into rectangular test pieces (for heat sealing) measuring 50 mm x 250 mm (width direction x length direction of the film). The sealing layer portions of the two test pieces were overlapped, and using a thermal gradient tester (heat sealing tester) manufactured by Toyo Seiki Seisakusho Co., Ltd., the heat sealing pressure was 0.2 MPa and the heat sealing time was 1.0 sec. did. Then, heat sealing was performed under the condition that the temperature was increased at a gradient of 5°C. After heat sealing, a test piece was cut out to a width of 15 mm.
- the heat-sealed test piece was opened 180°, the unsealed portion was held between a chuck, and the sealed portion was peeled off. Then, the temperature at which the heat seal strength reached 4.9N was determined.
- the obtained dry blend was put into a hopper equipped with an inner cone on a granulation extruder, and using a 45 mm ⁇ twin screw extruder (screw diameter 43 mm ⁇ L/D; 19.5), the rotation speed of the screw and the feeder were adjusted.
- the extrusion was carried out under conditions in which the rotation speeds were adjusted to 200 rpm and 15 rpm, respectively, and the temperature of the kneading section was adjusted to 250°C.
- the filter mesh configuration was 50 mesh/100 mesh/50 mesh.
- the pellets were granulated by a strand cutting method, and the pellet mesh was sized with an upper limit of ⁇ 6.0 mm and a lower limit of ⁇ 2.5 mm to obtain a masterbatch. Table 1 shows the physical properties of the obtained masterbatch.
- Masterbatch: MB7 A masterbatch was obtained under the same conditions as MB1, except that the raw material ratio of MB7 was as shown in Table 1, the screw rotation speed and feeder rotation speed were 400 rpm and 30 rpm, respectively, and the upper limit of the pellet mesh was ⁇ 9.0 mm. Ta. Table 1 shows the physical properties of the obtained masterbatch.
- Example 1 (Raw materials used in heat seal layer)
- PP-1 Sumitomo Chemical propylene-ethylene-butene random copolymer FL6745A (MFR6.0g/10min, melting point 130°C)
- Silica Amorphous silica KMP130-4 manufactured by Shin-Etsu Chemical (average particle size 4 ⁇ m)
- Organic lubricant Nippon Fine Chemical behenic acid amide BNT-22H
- Heat stabilizer Irganox 1010, a hindered phenolic antioxidant manufactured by BASF Japan, Irgafos 168, a phosphorus processing stabilizer manufactured by BASF Japan
- PP-2 Sumitomo Chemical propylene-ethylene-butene random copolymer FL8115A (MFR7.0g/10min, melting point 148°C)
- LL-1 Braskem ethylene-hexene copolymer (vegetable-derived linear low-density polyethylene)
- SLH218 MFR 2.3 g/min, density 916 kg/m 3 , melting point 126°C)
- Organic lubricant Nippon Fine Chemical behenic acid amide BNT-22H
- Heat stabilizer Irganox 1010, a hindered phenolic antioxidant made by BASF Japan, Irgafos 168, a processing stabilizer made by BASF Japan
- PP-2 Sumitomo Chemical propylene-ethylene-butene random copolymer FL8115A (MFR7.0g/10min, melting point 148°C)
- LL-1 Braskem ethylene-hexene copolymer (vegetable-derived linear low-density polyethylene)
- SLH218 (MFR 2.3 g/10 min, density 916 kg/m 3 , melting point 126°C)
- Heat stabilizer Irganox 1010, a hindered phenolic antioxidant made by BASF Japan, Irgafos 168, a processing stabilizer made by BASF Japan
- Polyolefin resin film Regarding the polyolefin resin film of Example 1, raw materials were adjusted based on the resin compositions and proportions of each layer shown in Table 2 below. For adjustment, each raw material was quantitatively transported using a screw feeder and each raw material was weighed. In one lightweight batch, the laminate layer weighed 14 kg, the core layer weighed 40 kg, and the heat seal layer weighed 14 kg. In addition, assuming that the preparations in each layer listed in Table 1 are 100% by weight, the seal layer contains 360 ppm of behenic acid amide as an organic lubricant and 2000 ppm of silica with an average particle size of 4 ⁇ m as an inorganic anti-blocking agent in a master batch. Added. Behenic acid amide was added as an organic lubricant to the core layer in a master batch at a concentration of 270 ppm.
- thermo extrusion A three-stage single-screw extruder with a screw diameter of 90 mm was used for the mixed raw material used for the intermediate layer, and a three-stage single-screw extruder with a diameter of 65 mm and a diameter of 45 mm was used for the mixed raw materials for the heat seal layer and the laminate layer, respectively.
- Heat-sealing layer/intermediate layer/laminate layer are introduced in this order, and the preland is made into two stages with a width of 1400 mm.
- the shape of the stepped part is curved to ensure a uniform flow of the molten resin.
- the sample was introduced into a T-slot type die designed to have a temperature of 230° C. at the outlet of the die.
- the thickness ratios of the heat seal layer/core layer/laminate layer were 25%/55%/20%, respectively.
- the molten resin sheet coming out of the die was cooled with a cooling roll at 35° C. to obtain an unstretched polyolefin resin film having a thickness of 30 ⁇ m.
- a cooling roll both ends of the film on the cooling roll are fixed with an air nozzle, the entire width of the molten resin sheet is pressed onto the cooling roll with an air knife, and at the same time a vacuum chamber is applied to create a space between the molten resin sheet and the cooling roll. Prevents air from getting into the The air nozzles were installed in series at both ends in the film advancing direction. The area around the dice was surrounded by a sheet to prevent wind from hitting the molten resin sheet.
- Corona treatment Corona treatment (power density: 20 W ⁇ min/m 2 ) was performed on the surface of the laminate layer of the film.
- the film forming speed was 40 m/min.
- the selvedge portions of the formed film were trimmed.
- both ends were cut again using a slitting machine, and a roll having a width of 1000 mm was wound up by 4004 m to obtain a film roll.
- a film at a distance of 2 m from the edge of the surface layer of the film roll was removed, and from the film at a distance of 2 m, the central part in the width direction was taken as a sample for measuring the physical properties of a single unit.
- Example 2 to Example 8 In Example 1, the raw materials used for the core layer and the laminate layer were changed to the ratios shown in Table 2, and a 30 ⁇ m polyolefin resin film was obtained in the same manner. A laminate was obtained in the same manner as in Example 1.
- Sumilizer GP used as a heat stabilizer in Examples 2, 4, and 6 is a phenol phosphorus antioxidant manufactured by Sumitomo Chemical. Table 3 shows the evaluation results.
- Example 1 Comparative example 1, comparative example 2, comparative example 5, comparative example 6, comparative example 7, comparative example 8, comparative example 9)
- the raw materials used for the heat seal layer, core layer, and laminate layer were changed to the ratios shown in Table 4, and a 30 ⁇ m polyolefin resin film was obtained in the same manner.
- a laminate was obtained in the same manner as in Example 1.
- Table 5 shows the evaluation results.
- Example 3 comparative example 4
- the raw materials used for the core layer and the laminate layer were changed to the ratios shown in Table 4, and in Comparative Example 3, the layer ratio of the heat seal layer was 20%, the layer ratio of the core layer was 60%, and Comparative Example 4
- a 30 ⁇ m polyolefin resin film was obtained in the same manner except that the heat seal layer ratio was 3%, the core layer ratio was 94%, and the laminate layer ratio was 3%.
- a laminate was obtained in the same manner as in Example 1. Table 5 shows the evaluation results.
- the core layer and laminate layer had a high content of plant-derived linear low-density polyethylene, so the heat seal strength was poor.
- the present invention provides an environmentally friendly polyolefin resin film roll that has small fluctuations in the biomass content in the product and a small number of defects, resulting in a low defect rate for packaging materials using this product and excellent heat-sealing strength. This can greatly contribute to industry.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Laminated Bodies (AREA)
- Wrappers (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024507727A JPWO2023176480A1 (https=) | 2022-03-16 | 2023-03-02 | |
| CN202380026847.4A CN118871510A (zh) | 2022-03-16 | 2023-03-02 | 聚烯烃系树脂薄膜卷 |
| KR1020247033952A KR20240154092A (ko) | 2022-03-16 | 2023-03-02 | 폴리올레핀계 수지 필름 롤 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022041880 | 2022-03-16 | ||
| JP2022-041880 | 2022-03-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023176480A1 true WO2023176480A1 (ja) | 2023-09-21 |
Family
ID=88023645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/007837 Ceased WO2023176480A1 (ja) | 2022-03-16 | 2023-03-02 | ポリオレフィン系樹脂フィルムロール |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2023176480A1 (https=) |
| KR (1) | KR20240154092A (https=) |
| CN (1) | CN118871510A (https=) |
| TW (1) | TW202344595A (https=) |
| WO (1) | WO2023176480A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024214407A1 (ja) * | 2023-04-13 | 2024-10-17 | 東洋紡株式会社 | 積層シーラントフィルム |
| WO2024236876A1 (ja) * | 2023-05-15 | 2024-11-21 | 東洋紡株式会社 | 積層シーラントフィルム |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005103904A (ja) * | 2003-09-30 | 2005-04-21 | Dainippon Ink & Chem Inc | 共押出多層フィルム及びラミネートフィルム |
| JP2007253349A (ja) * | 2006-03-20 | 2007-10-04 | Gunze Ltd | 二軸延伸ポリプロピレン系フィルムおよび包装袋 |
| JP2019059814A (ja) * | 2017-09-25 | 2019-04-18 | 住化積水フィルム株式会社 | 樹脂フィルム |
| WO2019230416A1 (ja) * | 2018-05-31 | 2019-12-05 | Dic株式会社 | 積層フィルム及び食品包装袋 |
| WO2019230417A1 (ja) * | 2018-05-31 | 2019-12-05 | Dic株式会社 | 積層フィルム及び食品包装袋 |
| JP2021066107A (ja) * | 2019-10-24 | 2021-04-30 | 大日本印刷株式会社 | 樹脂フィルム、積層体および袋 |
| WO2022107575A1 (ja) * | 2020-11-19 | 2022-05-27 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム、及びそれを用いた積層体 |
| WO2022107576A1 (ja) * | 2020-11-19 | 2022-05-27 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム、及びそれを用いた積層体 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3375262B2 (ja) | 1996-03-11 | 2003-02-10 | 大日精化工業株式会社 | ポリプロピレン系複合材料着色用マスターバッチ |
| JP2003335869A (ja) | 2002-05-17 | 2003-11-28 | Toyo Ink Mfg Co Ltd | ポリプロピレン系樹脂用マスターバッチとその利用 |
| JP7193307B2 (ja) | 2018-11-07 | 2022-12-20 | フタムラ化学株式会社 | 無延伸ポリプロピレン系樹脂フィルム |
| JP7155484B2 (ja) | 2019-08-22 | 2022-10-19 | 福助工業株式会社 | 樹脂組成物及び樹脂成形体 |
-
2023
- 2023-03-02 KR KR1020247033952A patent/KR20240154092A/ko active Pending
- 2023-03-02 WO PCT/JP2023/007837 patent/WO2023176480A1/ja not_active Ceased
- 2023-03-02 CN CN202380026847.4A patent/CN118871510A/zh active Pending
- 2023-03-02 JP JP2024507727A patent/JPWO2023176480A1/ja active Pending
- 2023-03-10 TW TW112108816A patent/TW202344595A/zh unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005103904A (ja) * | 2003-09-30 | 2005-04-21 | Dainippon Ink & Chem Inc | 共押出多層フィルム及びラミネートフィルム |
| JP2007253349A (ja) * | 2006-03-20 | 2007-10-04 | Gunze Ltd | 二軸延伸ポリプロピレン系フィルムおよび包装袋 |
| JP2019059814A (ja) * | 2017-09-25 | 2019-04-18 | 住化積水フィルム株式会社 | 樹脂フィルム |
| WO2019230416A1 (ja) * | 2018-05-31 | 2019-12-05 | Dic株式会社 | 積層フィルム及び食品包装袋 |
| WO2019230417A1 (ja) * | 2018-05-31 | 2019-12-05 | Dic株式会社 | 積層フィルム及び食品包装袋 |
| JP2021066107A (ja) * | 2019-10-24 | 2021-04-30 | 大日本印刷株式会社 | 樹脂フィルム、積層体および袋 |
| WO2022107575A1 (ja) * | 2020-11-19 | 2022-05-27 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム、及びそれを用いた積層体 |
| WO2022107576A1 (ja) * | 2020-11-19 | 2022-05-27 | 東洋紡株式会社 | ポリオレフィン系樹脂フィルム、及びそれを用いた積層体 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024214407A1 (ja) * | 2023-04-13 | 2024-10-17 | 東洋紡株式会社 | 積層シーラントフィルム |
| WO2024236876A1 (ja) * | 2023-05-15 | 2024-11-21 | 東洋紡株式会社 | 積層シーラントフィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023176480A1 (https=) | 2023-09-21 |
| TW202344595A (zh) | 2023-11-16 |
| CN118871510A (zh) | 2024-10-29 |
| KR20240154092A (ko) | 2024-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105026281B (zh) | 保鲜膜 | |
| JP6467825B2 (ja) | シーラントフィルム | |
| JP7852508B2 (ja) | ポリオレフィン系樹脂フィルム、及びそれを用いた積層体 | |
| WO2023176480A1 (ja) | ポリオレフィン系樹脂フィルムロール | |
| US20230415465A1 (en) | Polyolefin resin film and multilayer body using same | |
| KR102526027B1 (ko) | 폴리에틸렌계 필름 | |
| TWI439369B (zh) | Packaging Materials | |
| TWI869405B (zh) | 聚烯烴系樹脂膜、使用有聚烯烴系樹脂膜之積層體以及包裝體 | |
| CN111315805B (zh) | 聚乙烯系树脂膜 | |
| WO2024157762A1 (ja) | 無延伸ポリオレフィン系樹脂フィルム、積層体、及び包装体 | |
| US11866572B2 (en) | Polyolefin-based resin film and laminate including the same | |
| WO2023176481A1 (ja) | マスターバッチペレット | |
| WO2023176482A1 (ja) | ポリオレフィン系樹脂フィルムの製造方法 | |
| JP2008030425A (ja) | ポリプロピレン系樹脂積層フィルム、およびその製造方法 | |
| JP2025068258A (ja) | 多層二軸延伸フィルムおよびその製造方法 | |
| JP2017087467A (ja) | ストレッチ包装用フィルム | |
| JP6582217B1 (ja) | 積層シート、積層シートの製造方法及び成形体 | |
| JP4825031B2 (ja) | 積層フイルム | |
| JP7167486B2 (ja) | ポリプロピレン系積層フィルム | |
| TW202513316A (zh) | 聚乙烯系樹脂膜、積層體、以及包裝體 | |
| JP2008284700A (ja) | ヒートシール性積層フィルム | |
| WO2025041553A1 (ja) | ポリエチレン系樹脂フィルム、積層体、及び包装体 | |
| JP2024095580A (ja) | 多層二軸延伸フィルムおよびその製造方法 | |
| CN111344337A (zh) | 聚乙烯系树脂膜的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23770438 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024507727 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401005778 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380026847.4 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 20247033952 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247033952 Country of ref document: KR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23770438 Country of ref document: EP Kind code of ref document: A1 |