WO2023162166A1 - 分岐搬送装置、コンベアテーブル搬送システムおよびコンベアテーブル搬送方法 - Google Patents
分岐搬送装置、コンベアテーブル搬送システムおよびコンベアテーブル搬送方法 Download PDFInfo
- Publication number
- WO2023162166A1 WO2023162166A1 PCT/JP2022/007998 JP2022007998W WO2023162166A1 WO 2023162166 A1 WO2023162166 A1 WO 2023162166A1 JP 2022007998 W JP2022007998 W JP 2022007998W WO 2023162166 A1 WO2023162166 A1 WO 2023162166A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- linear conveyor
- conveyor
- movable
- movable linear
- work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





















































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G54/00—Non-mechanical conveyors not otherwise provided for
- B65G54/02—Non-mechanical conveyors not otherwise provided for electrostatic, electric, or magnetic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
- B65G47/64—Switching conveyors
- B65G47/641—Switching conveyors by a linear displacement of the switching conveyor
- B65G47/642—Switching conveyors by a linear displacement of the switching conveyor in a horizontal plane
Definitions
- This invention relates to a technique for conveying a conveyor table by a linear conveyor, and in particular to a technique for branching the conveying destination of the conveyor table.
- a transfer system uses a linear conveyor to transfer a conveyor table that can be engaged with and disengaged from the linear conveyor.
- the conveyor table is transported by a plurality of linear conveyors arranged in the transport direction by transferring the conveyor table from the upstream linear conveyor to the downstream linear conveyor in the transport direction.
- the branching transfer as described in Patent Document 1 can be configured in the transfer system of the conveyor table.
- a plurality of downstream linear conveyors are arranged in parallel with respect to the upstream linear conveyor, and a branch conveying device is arranged between the upstream linear conveyor and the plurality of downstream linear conveyors.
- This branch conveying device has a movable linear conveyor, and the conveyor table is transferred from the upstream linear conveyor to the movable linear conveyor while the movable linear conveyor faces the upstream linear conveyor. Further, the movable linear conveyor moves to a position (destination) facing one of the plurality of downstream linear conveyors, which is a branch destination, and the conveyor table is transferred from the movable linear conveyor to the downstream linear conveyor.
- the moving destination of the movable linear conveyor that holds the conveyor table transferred from the upstream linear conveyor is not limited to the position facing the downstream linear conveyor. There may be. Thereby, in the work area, work can be performed on the work placed on the conveyor table held by the movable linear conveyor.
- a branching conveying device by appropriately switching the destination of the movable linear conveyor that holds the conveyor table transferred from the upstream linear conveyor serving as the branching source (the position facing the downstream linear conveyor or the work area). , can carry out bifurcated transport of the conveyor table.
- the movable linear conveyor with the conveyor table transferred from the branch source linear conveyor moves to the destination, and the operation at the destination (transfer of the conveyor table or work) is completed. Since then, an operation has been performed in which the movable linear conveyor is caused to execute other operations for branching and conveying. Therefore, there is room for improvement in terms of executing efficient branching and conveying of the conveyor table.
- the present invention has been made in view of the above problems, and aims to enable efficient branching and conveying of conveyor tables.
- a branch conveying apparatus includes a first movable linear conveyor and a second movable linear conveyor that are arranged in parallel with respect to a predetermined conveying direction, and a second movable linear conveyor that drives the first movable linear conveyor in a driving direction different from the conveying direction.
- a driving mechanism having a first driving unit and a second driving unit that drives the second movable linear conveyor in the driving direction, and each of the first movable linear conveyor and the second movable linear conveyor conveys the conveyor table in the conveying direction.
- the first movable linear conveyor and the second movable linear conveyor are arranged in parallel with respect to a predetermined transport direction and each transports a conveyor table in the transport direction.
- first and second movable linear conveyors are arranged in parallel in the conveying direction.
- a first driving section for driving the first movable linear conveyor in the driving direction and a second driving section for driving the second movable linear conveyor in the driving direction are provided. Therefore, the first driving section can drive the first movable linear conveyor in the driving direction independently of the second movable linear conveyor, and the second driving section can drive the second movable linear conveyor in the driving direction independently of the first movable linear conveyor.
- the first movable linear conveyor to which the conveyor table is transferred from the branch source linear conveyor moves to the destination, and in parallel with the period until the operation at the destination is completed, the second movable linear conveyor A linear conveyor can perform operations for other branch conveying. Efficient branching and conveying of the conveyor table is thus made possible.
- the first driving unit is attached to the first movable linear conveyor and moves in the driving direction to drive the first movable linear conveyor in the driving direction
- the second driving unit is attached to the second movable linear conveyor.
- the branch conveying device may be configured to drive the second movable linear conveyor in the driving direction by moving in the driving direction.
- the first movable linear conveyor can be driven in the driving direction independently from the second movable linear conveyor by the first driving section attached to the first movable linear conveyor, and the second movable linear conveyor attached to the second movable linear conveyor can be driven in the driving direction.
- the drive unit can drive the second movable linear conveyor in the driving direction independently of the first movable linear conveyor.
- the drive mechanism further includes a screw shaft arranged parallel to the driving direction, and the first drive unit includes a first nut screwed onto the screw shaft and a first motor driving the first nut.
- the first nut is rotated with respect to the screw shaft by the first motor to move in the driving direction; and so that the second nut is moved in the drive direction by rotating the second nut with respect to the screw shaft by the second motor.
- the first movable linear conveyor can be driven in the driving direction independently of the second movable linear conveyor by the first motor
- the second movable linear conveyor can be driven in the driving direction independently of the first movable linear conveyor by the second motor. can be driven to
- the drive mechanism further includes a stator composed of permanent magnets arranged parallel to the driving direction, and the first drive section has a first mover composed of a coil, and the first mover and The second driving section has a second mover composed of a coil, and is moved in the drive direction by the magnetic force generated between the second mover and the stator.
- the bifurcated transport device may be configured to move to .
- the first mover can drive the first movable linear conveyor independently of the second movable linear conveyor in the driving direction
- the second mover can drive the second movable linear conveyor independently of the first movable linear conveyor. It can be driven in the driving direction.
- various driving directions for driving the first and second movable linear conveyors can be assumed.
- the conveying direction and the driving direction may be orthogonal.
- the first movable linear conveyor is positioned on the first side in the driving direction with respect to the second movable linear conveyor
- the second movable linear conveyor is located on the first side of the first movable linear conveyor.
- the first movable linear conveyor is positioned on the second side opposite to the first side in the driving direction with respect to the movable linear conveyor, and the first driving section positions the first movable linear conveyor at the conveyance facing position facing the line linear conveyor in the conveyance direction.
- a conveyor table transfer system may be configured such that the second conveyor table is transferred between the linear conveyor and the line linear conveyor.
- the positions of the first movable linear conveyor and the second linear conveyor are independently controlled in the driving direction, while the first movable linear conveyor conveys the first conveyor table and the second movable linear conveyor conveys the second conveyor table.
- Two conveyor table transports can be implemented.
- the first work unit is provided in a first work area on the first side in the driving direction from the conveying facing position, and in the first work area, the first work supported by the first conveyor table is subjected to a first work unit. 1 operation is performed, the first drive unit moves the first movable linear conveyor holding the first conveyor table to the first work area, where the first drive unit moves the first movable linear conveyor While moving in the driving direction, the first movable linear conveyor moves the first conveyor table in the conveying direction, so that the first working unit, the first driving section, and the first movable linear conveyor cooperate to perform the first work.
- a conveyor table transport system may be configured to do so.
- the first movable linear conveyor holding the first conveyor table can be moved to the first work area independently of the second movable linear conveyor. Furthermore, in the first work area, the first drive unit and the first movable linear conveyor cooperate to function as an XY table, contributing to the execution of the first work.
- the second work unit is provided in a second work area on the second side in the driving direction from the conveying facing position, and in the second work area, the second work supported by the second conveyor table is subjected to a second work unit.
- the second drive moves the second movable linear conveyor holding the second conveyor table to the second work area, where the second drive moves the second movable linear conveyor While moving in the driving direction, the second movable linear conveyor moves the second conveyor table in the conveying direction, so that the second work unit, the second driving section, and the second movable linear conveyor cooperate to perform the second work.
- a conveyor table transport system may be configured to do so.
- the second movable linear conveyor holding the second conveyor table can be moved to the second work area independently of the first movable linear conveyor. Furthermore, in the second work area, the second drive unit and the second movable linear conveyor cooperate to function as an XY table, contributing to the execution of the second work.
- the conveyor table transfer system may be configured such that the period during which the first work is performed and the period during which the second work is performed at least partially overlap. With such a configuration, the first work and the second work are efficiently executed in parallel.
- a first working linear conveyor facing in the conveying direction to the first working facing position provided on the first side in the driving direction from the conveying facing position is further provided, and the first driving unit holds the first conveyor table.
- 1 movable linear conveyor is moved to the first work facing position, and the first conveyor table is transferred from the first movable linear conveyor positioned at the first work facing position to the first work linear conveyor and held by the first work linear conveyor.
- the conveyor table transfer system may be configured such that the first work is performed on a first workpiece supported on a first conveyor table that is placed on the conveyor.
- the first movable linear conveyor holding the first conveyor table is moved to the first work facing position independently of the second movable linear conveyor, and the first movable linear conveyor moves from the first movable linear conveyor to the first work linear conveyor.
- a conveyor table can be transferred.
- the second work linear conveyor is further provided in the conveying direction to face the second work facing position provided on the second side in the driving direction from the conveying facing position, and the second drive unit holds the second conveyor table.
- the second movable linear conveyor is moved to the second work facing position, and the second conveyor table is transferred from the second movable linear conveyor positioned at the second work facing position to the second work linear conveyor and held on the second work linear conveyor.
- the conveyor table transport system may be configured such that the second work is performed on a second workpiece supported by a second conveyor table that is positioned on the second conveyor table.
- the second movable linear conveyor holding the second conveyor table is moved to the second work facing position independently of the first movable linear conveyor, and the second movable linear conveyor moves from the second movable linear conveyor to the second work linear conveyor.
- a conveyor table can be transferred.
- the conveyor table transfer system may be configured such that the period during which the first work is performed and the period during which the second work is performed at least partially overlap. With such a configuration, the first work and the second work are efficiently executed in parallel.
- the above-described branch conveying device and a working linear conveyor facing in the conveying direction to a work facing position between a work loading position and a work discharging position provided with an interval in the driving direction are provided, and the first movable linear conveyor
- the conveyor is positioned on the work input position side in the driving direction with respect to the second movable linear conveyor
- the second movable linear conveyor is positioned on the work discharge position side in the driving direction with respect to the first movable linear conveyor
- the first movable linear conveyor is positioned on the work discharge position side in the driving direction.
- the conveyor table transport system may be configured such that positioning a workpiece removes a workpiece from one conveyor table. In such a configuration, the workpiece is loaded onto the first movable linear conveyor, and the workpiece is discharged onto the second movable linear conveyor.
- the first linear conveyor is used for loading workpieces
- the second linear conveyor is used for discharging workpieces. Therefore, it is possible to independently execute loading and unloading of workpieces.
- the above branching conveying device an upstream linear conveyor arranged upstream of the branching conveying device in the conveying direction, and a first downstream linear conveyor and a second downstream linear conveyor arranged in parallel downstream of the branching conveying device in the conveying direction a downstream linear conveyor, wherein the first downstream linear conveyor is located on a first side in the drive direction with respect to the second downstream linear conveyor, and the second downstream linear conveyor is located on the first side in the drive direction with respect to the first downstream linear conveyor.
- the first movable linear conveyor is located on the first side in the driving direction with respect to the second movable linear conveyor, the second movable linear conveyor is located in the driving direction with respect to the first movable linear conveyor;
- the first drive unit Positioned on the second side opposite to the first side, the first drive unit has an upstream facing position facing the upstream linear conveyor from the downstream side in the conveying direction and a position facing the first downstream linear conveyor from the upstream side in the conveying direction.
- the first movable linear conveyor is moved to and from the first downstream facing position, and the conveyor table is transferred from the upstream linear conveyor to the first movable linear conveyor positioned at the upstream facing position and positioned at the first downstream facing position.
- the conveyor table is transferred from the first movable linear conveyor to the first downstream linear conveyor, and the second drive unit is positioned between an upstream facing position and a second downstream facing position facing the second downstream linear conveyor from the upstream side in the conveying direction.
- the conveyor table is transferred from the upstream linear conveyor to the second movable linear conveyor located at the upstream facing position, and from the second movable linear conveyor located at the second downstream facing position.
- the conveyor table is transferred to the second downstream linear conveyor, and the distance between the first downstream facing position and the upstream facing position differs from the distance between the second downstream facing position and the upstream facing position in the driving direction.
- a conveyor table transfer system may be configured as follows.
- the first movable linear conveyor and the second movable linear conveyor can move independently of each other in the driving direction, the first downstream linear conveyor to which the conveyor table is conveyed by the first movable linear conveyor. and a second downstream linear conveyor to which the conveyor table is conveyed by the second movable linear conveyor. That is, it is possible to freely arrange the first and second downstream linear conveyors to which the conveyor table is to be transferred according to the installation environment of the conveyor table transfer system.
- a first branching conveying device and a second branching conveying device arranged with an interval in the conveying direction, and a plurality of branching conveying devices arranged in parallel in the conveying direction between the first branching conveying device and the second branching conveying device and a working linear conveyor, and the first branch conveying device and the second branch conveying device have the same configuration as the above branch conveying device, and the working linear conveyor facing the first movable linear conveyor of the first branch conveying device A conveyor table is transferred between the conveyor and the first movable linear conveyor.
- the opposing work linear conveyor is switched, the conveyor table is transferred between the work linear conveyor facing the second movable linear conveyor of the first branch conveying device and the second movable linear conveyor, and the first branch conveying device moves to the second movable linear conveyor.
- the working linear conveyor facing the second movable linear conveyor is switched, and the working linear conveyor facing the first movable linear conveyor of the second branch transfer device is switched.
- the conveyor table is transferred to and from the first movable linear conveyor, and the second branching conveying device faces the first movable linear conveyor by driving the first movable linear conveyor in the driving direction by the first driving unit.
- the working linear conveyor is switched, and the conveyor table is transferred between the working linear conveyor facing the second movable linear conveyor of the second branch conveying device and the second movable linear conveyor, and the second branch conveying device is operated by the second drive.
- the working linear conveyor facing the second movable linear conveyor is switched.
- the first and second movable linear conveyors of the branch conveying device independently move in the driving direction to convey the conveyor table on both sides of the plurality of working linear conveyors arranged in parallel in the conveying direction. be able to.
- a first movable linear conveyor and a second movable linear conveyor are arranged in parallel with respect to a predetermined conveying direction, and the first movable linear conveyor and the second movable linear conveyor are driven in a driving direction different from the conveying direction.
- first downstream linear conveyor is positioned on a first side in the drive direction with respect to the second downstream linear conveyor
- second downstream linear conveyor is positioned on the second side in the drive direction with respect to the first downstream linear conveyor
- the first movable linear conveyor is positioned on the first side in the driving direction with respect to the second movable linear conveyor
- the second movable linear conveyor is positioned on the first side in the driving direction with respect to the first movable linear conveyor.
- the transfer of the conveyor table from the upstream linear conveyor to the first movable linear conveyor and the transfer of the conveyor table from the second movable linear conveyor to the second downstream linear conveyor are executed in parallel, and the conveyor table is transferred upstream in the conveying direction.
- the conveyor table is transferred from the upstream linear conveyor to the second movable linear conveyor in a state in which the second movable linear conveyor is opposed to the linear conveyor and the first movable linear conveyor is opposed to the first downstream linear conveyor in the conveying direction. and the transfer of the conveyor table from the first movable linear conveyor to the first downstream linear conveyor may be executed in parallel.
- a first movable linear conveyor and a second movable linear conveyor are arranged in parallel with respect to a predetermined conveying direction, and the first movable linear conveyor and the second movable linear conveyor are driven in a driving direction different from the conveying direction.
- the first downstream linear conveyor is located on the first side in the driving direction with respect to the second downstream linear conveyor, and the second downstream linear conveyor
- the first movable linear conveyor is positioned on the first side in the driving direction with respect to the second movable linear conveyor
- the second movable linear conveyor is positioned on the first movable linear conveyor.
- the branch conveying device Located on the second side opposite to the first side in the driving direction with respect to the conveyor, the branch conveying device causes the first movable linear conveyor to face the upstream linear conveyor in the conveying direction, and the second downstream linear conveyor in the conveying direction.
- the conveyor table transfer method may be configured such that the transfer of the conveyor table to the two movable linear conveyors and the transfer of the conveyor table from the first movable linear conveyor to the first downstream linear conveyor are executed in parallel. good.
- the conveyor table is transferred from the upstream linear conveyor to the first movable linear conveyor, and the conveyor table is transferred from the second movable linear conveyor to the second downstream linear conveyor. loading is executed in parallel. Also, the transfer of the conveyor table from the upstream linear conveyor to the second movable linear conveyor and the transfer of the conveyor table from the first movable linear conveyor to the first downstream linear conveyor are executed in parallel. In this way, the operations performed by the first and second movable linear conveyors for branch transport are performed in parallel. Therefore, efficient branching and conveying of the conveyor table is possible.
- the perspective view which shows an example of the basic composition of a linear conveyor.
- the perspective view which exposes partially and shows the inside of the linear conveyor of FIG. 1A.
- BRIEF DESCRIPTION OF THE DRAWINGS The side view which shows typically the 1st example of an internal structure of the branching conveyance apparatus which concerns on this invention.
- the side view which shows typically the 2nd example of an internal structure of the branching conveyance apparatus which concerns on this invention.
- BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention.
- BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention.
- BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention. BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention. BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention. BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention. BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention. BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention.
- BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention. BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention. BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention. BRIEF DESCRIPTION OF THE DRAWINGS The figure which shows typically the 1st example of the conveyor table transfer system which concerns on this invention. The figure which shows typically the 2nd example of the conveyor table transfer system which concerns on this invention. The figure which shows typically the 2nd example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the 2nd example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 2nd example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the 2nd example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 2nd example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the 2nd example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 2nd example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the 3rd example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 3rd example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the 3rd example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 3rd example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the 4th example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 4th example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the 4th example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 4th example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the 4th example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 4th example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the operation example in the 4th example of a conveyor table conveyance system The figure which shows typically the operation example in the 4th example of a conveyor table conveyance system.
- the figure which shows typically the 5th example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 5th example of the conveyor table transfer system which concerns on this invention.
- the figure which shows typically the 6th example of the conveyor table transfer system which concerns on this invention The figure which shows typically the 6th example of the conveyor table transfer system which concerns
- FIG. 1A is a perspective view showing an example of the basic configuration of a linear conveyor
- FIG. 1B is a perspective view showing the interior of the linear conveyor of FIG. 1A partially exposed.
- 1A and 1B show XYZ orthogonal coordinate axes having an X direction parallel to the horizontal direction, a Y direction perpendicular to the X direction and parallel to the horizontal direction, and a Z direction parallel to the vertical direction.
- the diagonally upper right side in both figures along the X direction is indicated as the Xr side
- the diagonally lower left side in both drawings along the X direction is indicated as the Xl side. Similar notations are also used as appropriate in the following figures.
- This linear conveyor has the same basic configuration as the module of the linear conveyor device described, for example, in WO2018/055709A1.
- FIG. 1A and 1B show a linear conveyor M extending in the X direction, a base member 3 supporting the linear conveyor M from below, and a conveyor table 4 engaged with the linear conveyor M.
- the linear conveyor M is attached to the upper ends of three base members 3 arranged at regular intervals in the X direction, and drives the conveyor table 4 in the X direction by magnetic force.
- the linear conveyor M is composed of two module units 20 arranged in the X direction.
- the number of module units 20 constituting the linear conveyor M is not limited to two, and may be one or three or more.
- the structure for attaching two adjacent module units 20 to each other is not limited to the base member 3, and by fastening a metal plate or the like passed between the two module units 20 to each module unit 20 with screws, Two module units 20 may be attached to each other.
- the module unit 20 has a substrate 21 extending in the X direction.
- the substrate 21 is a flat plate having a rectangular shape in plan view from the Z direction.
- Two guide rails 22 parallel to the X direction are spaced apart in the Y direction on the upper surface of the substrate 21 .
- a plurality of linear motor stators 23 arranged in a row in the X direction with a predetermined arrangement pitch P23 and a plurality of magnetic sensors 24 arranged in a row in the X direction with a prescribed arrangement pitch P24 are attached. It is Here, the arrangement pitch P24 of the magnetic sensors 24 is longer than the arrangement pitch P23 of the linear motor stators 23 .
- a plurality of linear motor stators 23 are arranged between two guide rails 22, and a plurality of magnetic sensors 24 are arranged between the linear motor stator 23 and one guide rail 22. ing.
- the linear motor stator 23 is an electromagnet composed of a coil and a core inserted into the coil.
- the conveyor table 4 is provided with a mover composed of a permanent magnet and a back yoke that holds the permanent magnet.
- the linear motor stator 23 generates a magnetic flux according to the applied current to give a magnetic driving force to the mover of the conveyor table 4 to drive the conveyor table 4 in the X direction.
- a magnetic scale indicating the position in the X direction is attached to the conveyor table 4, and the magnetic sensor 24 detects the position of the conveyor table 4 in the X direction by reading the magnetic scale.
- the conveyor table 4 is driven in the X direction by feedback-controlling the current applied to the linear motor stator 23 based on the position of the conveyor table 4 detected by the magnetic sensor 24 .
- the module unit 20 also has a rectangular cover member 25 that covers the guide rails 22, the linear motor stator 23, and the magnetic sensor 24 from above.
- the cover member 25 has supporting legs 251 projecting downward at the center in the Y direction, and the supporting legs 251 are attached to the upper surface of the substrate 21 .
- a gap is formed between the cover member 25 and the substrate 21 at both ends in the Y direction. 22.
- the conveyor table 4 can enter the center side of the linear conveyor M from the end of the linear conveyor M in the X direction and engage with the guide rails 22 of the linear conveyor M.
- the conveyor table 4 engaged with the guide rail 22 is driven by the linear conveyor M in the X direction.
- the conveyor table 4 can be removed from the guide rail 22 of the linear conveyor M by coming out from the end of the linear conveyor M in the X direction.
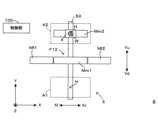
- FIG. 2A is a side view schematically showing a first example of the internal configuration of the branching and conveying device according to the present invention.
- the branch conveying device 5 includes two movable linear conveyors Mm1 and Mm2 arranged in parallel in the X direction.
- the movable linear conveyor Mm1 is arranged on the Yd side of the movable linear conveyor Mm2
- the movable linear conveyor Mm2 is arranged on the Yu side of the movable linear conveyor Mm.
- Each of the movable linear conveyors Mm1 and Mm2 is a linear conveyor having the basic configuration described above with reference to FIGS. 1A and 1B. Therefore, the conveyor table 4 can be engaged with or disengaged from the movable linear conveyors Mm1 and Mm2 from the ends of the movable linear conveyors Mm1 and Mm2 in the X direction. (slider) is driven in the X direction.
- the branching conveying device 5 also has a driving mechanism 50 that drives the two movable linear conveyors Mm1 and Mm2 in the Y direction.
- This drive mechanism 50 has a first drive section 51 that drives the movable linear conveyor Mm1 in the Y direction, and a second drive section 52 that drives the movable linear conveyor Mm2 in the Y direction.
- the first driving section 51 is arranged on the Yd side of the second driving section 52
- the second driving section 52 is arranged on the Yu side of the first driving section 51 . Since the first drive section 51 and the second drive section 52 have a common configuration, the configuration of the first drive section 51 will be mainly described, and the configuration of the second drive section 52 will be denoted by corresponding reference numerals. Description is omitted.
- the drive mechanism 50 is a ball-screw single-axis robot. That is, the drive mechanism 50 has a housing 501 extending in the Y direction and a screw shaft 551 extending in the housing 501 parallel to the Y direction. The screw shaft 551 is fixed with respect to the housing 501 .
- the first driving section 51 has a nut 553 that is screwed onto the screw shaft 551 and a hollow motor 554 that drives the nut 553 to rotate the nut 553 with respect to the screw shaft 551 .
- the hollow motor 554 is fitted onto the screw shaft 551.
- the screw shaft 551 passes through the hollow portion of the hollow motor 554 in the Y direction.
- a power line and a signal line for the hollow motor 554 are provided by a cableveyor (registered trademark) extending in the Y direction on the side of the housing 501 in the X direction.
- the first driving section 51 also has a slider 555 supported by the housing 501 so as to be slidable in the Y direction, and a hollow motor 554 is attached to the slider 555 . Further, the first driving section 51 has a support plate 556 attached to the upper surface of the slider 555, and the upper surface of the support plate 556 is attached to the movable linear conveyor Mm1.
- the first driving section 51 can drive the movable linear conveyor Mm1 in the Y direction.
- the second drive unit 52 can drive the movable linear conveyor Mm2 in the Y direction by rotating the nut 553 with the hollow motor 554 .
- the first driving section 51 can drive the movable linear conveyor Mm1 in the Y direction independently of the movable linear conveyor Mm2
- the second driving section 52 can drive the movable linear conveyor Mm2 independently of the movable linear conveyor Mm1. It can be driven in the Y direction.
- FIG. 2B is a side view schematically showing a second example of the internal configuration of the branching and conveying device according to the present invention.
- the difference between the first example in FIG. 2A and the second example in FIG. 2B is that the movable linear conveyors Mm1 and Mm2 are driven by ball screws in the first example, whereas the movable linear conveyors Mm1 and Mm2 are driven by linear motors in the second example. It is the point that drives Mm2.
- the description will focus on the configuration different from that of the first example, and the configuration that is common to the first example will be given the equivalent reference numerals and the description thereof will be omitted as appropriate.
- the driving mechanism 50 of the branch conveying device 5 has a stator 561 extending in the Y direction at the bottom of the housing 501 .
- the stator 561 has N and S poles of permanent magnets alternately arranged in the Y direction.
- the first driving section 51 has a mover 564 facing the stator 561 from above.
- the mover 564 has coils arranged to face the stator 561 .
- a signal line for the mover 564 (coil) is provided by a cableveyor (registered trademark) extending in the Y direction on the side of the housing 501 in the X direction.
- the first driving section 51 has a slider 565 supported by the housing 501 so as to be slidable in the Y direction, and the mover 564 is attached to the bottom surface of the rider 565 . Further, the first driving section 51 has a support plate 566 attached to the upper surface of the rider 565, and the upper surface of the support plate 566 is attached to the movable linear conveyor Mm1.
- the first drive unit 51 can drive the movable linear conveyor Mm1 in the Y direction by the mover 564.
- the second drive section 52 can drive the movable linear conveyor Mm1 in the Y direction by the mover 564 .
- the first driving section 51 can drive the movable linear conveyor Mm1 in the Y direction independently of the movable linear conveyor Mm2
- the second driving section 52 can drive the movable linear conveyor Mm2 independently of the movable linear conveyor Mm1. It can be driven in the Y direction.
- a movable linear conveyor Mm1 first movable linear conveyor
- a movable linear conveyor Mm2 second movable linear conveyor
- a first driving section 51 for driving the movable linear conveyor Mm1 in the Y direction (driving direction) and a second driving section 52 for driving the movable linear conveyor Mm2 in the Y direction are provided.
- the movable linear conveyor Mm1 can be driven in the Y direction independently from the movable linear conveyor Mm2 by the first driving unit 51, and the movable linear conveyor Mm2 can be driven in the Y direction independently from the movable linear conveyor Mm1 by the second driving unit 52.
- the movable linear conveyor Mm1 to which the conveyor table 4 is transferred from the branch source linear conveyor moves to the destination, and the movable linear conveyor Mm1 Mm2 can perform operations for other branch transports. In this way, the conveyor table 4 can be efficiently branched and conveyed.
- the first driving unit 51 is attached to the movable linear conveyor Mm1 and moves in the Y direction to drive the movable linear conveyor Mm1 in the Y direction
- the second driving unit 52 is attached to the movable linear conveyor Mm2
- the movable linear conveyor Mm2 By moving in the Y direction, the movable linear conveyor Mm2 is driven in the Y direction.
- the movable linear conveyor Mm1 can be driven in the Y direction independently from the movable linear conveyor Mm2 by the first driving unit 51 attached to the movable linear conveyor Mm1
- the second driving unit 52 attached to the movable linear conveyor Mm2 can drive the movable linear conveyor Mm1 in the Y direction.
- the drive mechanism 50 includes a screw shaft 551 arranged parallel to the Y direction.
- the first drive unit 51 has a nut 553 (first nut) that is screwed onto the screw shaft 551 and a hollow motor 554 (first motor) that drives the nut 553 . It moves in the Y direction by rotating the nut 553 with respect to. That is, by driving the ball screw nut 553 composed of the nut 553 (first nut) of the first drive unit 51 and the screw shaft 551 with the hollow motor 554 (first motor), the movable linear conveyor Mm1 moves in the Y direction.
- the second drive unit 52 has a nut 553 (second nut) that is screwed onto the screw shaft 551 and a hollow motor 554 (second motor) that drives the nut 553 .
- a hollow motor 554 second motor
- the nut 553 By rotating the nut 553 with respect to 551, it moves in the Y direction. That is, by driving the ball screw nut 553 composed of the nut 553 (second nut) of the second drive unit 52 and the screw shaft 551 with the hollow motor 554 (second motor), the movable linear conveyor Mm2 moves in the Y direction.
- the hollow motor 554 of the first drive unit 51 can drive the movable linear conveyor Mm1 in the Y direction independently of the movable linear conveyor Mm2, and the hollow motor 554 of the second drive unit 52 can drive the movable linear conveyor Mm2. It can be driven in the Y direction independently from the conveyor Mm1.
- the drive mechanism 50 includes a stator 561 made up of permanent magnets arranged parallel to the Y direction.
- the first driving section 51 also has a mover 564 (first mover) configured by a coil, and moves in the Y direction by a magnetic force generated between the mover 564 and the stator 561 .
- the movable linear conveyor Mm1 is driven in the Y direction by the linear motor composed of the mover 564 and the stator 561 of the first drive section 51 .
- the second driving section 52 has a mover 564 (second mover) configured by a coil, and moves in the Y direction by magnetic force generated between the mover 564 and the stator 561 .
- the movable linear conveyor Mm2 is driven in the Y direction by the linear motor composed of the movable element 564 and the stator 561 of the second driving section 52 .
- the movable linear conveyor Mm1 can be driven in the Y direction independently from the movable linear conveyor Mm2 by the mover 564 of the first drive unit 51, and the movable linear conveyor Mm2 can be driven by the mover 564 of the second drive unit 52. It can be driven in the Y direction independently from the conveyor Mm1.
- a conveyor table transport system S (hereinafter referred to as "transport system S" as appropriate) using the branch transport device 5 having the configuration of FIG. 2A or FIG. 2B will be described.
- transport system S the terms “movable linear conveyor” and “fixed linear conveyor” are used as appropriate.
- a “movable linear conveyor” is a linear conveyor that moves relative to the installation surface of the transport system S by being driven by the branch transport device 5 as described above.
- a “stationary linear conveyor” is a linear conveyor that does not move with respect to the surface on which the transport system S is installed.
- the fixed linear conveyor is also a linear conveyor having the basic configuration described above with reference to FIGS. 1A and 1B, like the movable linear conveyor.
- FIGS. 3A-3K are diagrams schematically showing a first example of a conveyor table transfer system according to the present invention.
- a first example conveyor table transport system S (hereinafter abbreviated as “transport system S” as appropriate) includes a plurality (three) of fixed linear conveyors Mf1 to Mf3 arranged in series at intervals in the X direction. .
- the transport system S also includes a control unit 100 that controls the entire system.
- This control unit 100 drives the conveyor table 4 by each linear conveyor such as the fixed linear conveyors Mf1 to Mf3 and the movable linear conveyors Mm1 and Mm2, and the movable linear conveyor by the first driving unit 51 and the second driving unit 52 of the branch conveyor 5. It controls the driving of the conveyors Mm1 and Mm2. Under the control of the controller 100, each operation in the transport system S described below is executed.
- a control unit 100 includes, for example, a processor such as a CPU (Central Processing Unit), an FPGA (Field Programmable Gate Array).
- the same control unit 100 is also provided in the transport systems S according to other examples (examples after the second example) to be described later after the first example.
- a facing position Fa12 facing the fixed linear conveyor Mf1 and the fixed linear conveyor Mf2 in the X direction (in other words, between the fixed linear conveyor Mf1 and the fixed linear conveyor Mf2) and a fixed linear conveyor Mf2 in the X direction.
- a facing position Fb23 facing the conveyor Mf2 and the fixed linear conveyor Mf3 (in other words, between the fixed linear conveyor Mf2 and the fixed linear conveyor Mf3) is provided.
- the facing position Fa12 is positioned on the Xl side of the facing position Fb23, and the facing position Fb23 is positioned on the Xr side of the facing position Fa12.
- the fixed linear conveyor Mf1 faces the facing position Fa12 from the Xl side
- the fixed linear conveyor Mf2 faces the facing position Fa12 from the Xr side.
- the fixed linear conveyor Mf2 faces the facing position Fb23 from the Xl side
- the fixed linear conveyor Mf3 faces the facing position Fb23 from the Xr side.
- a work area Aa is provided on the Yu side of the facing position Fa12 in the Y direction, and a work area Ab is provided on the Yu side of the facing position Fb23 in the Y direction.
- a work head H is provided in each of the work areas Aa and Ab.
- the work head H performs a predetermined work on the work W placed on the conveyor table 4 .
- the work head H is a dispenser that discharges a coating liquid such as an adhesive or solder paste, and applies the coating liquid to the workpiece W.
- various work such as welding, painting, and appearance inspection are assumed in addition to this example.
- a branch transport device 5a is arranged between two fixed linear conveyors Mf1 and Mf2 adjacent in the X direction.
- the branching conveying device 5a drives the movable linear conveyor Mm1 in the Y direction by the first driving unit 51, and drives the movable linear conveyor Mm2 in the Y direction by the second driving unit 52.
- the movable linear conveyors Mm1 and Mm2 can move independently of each other in the Y direction and can be positioned at the facing position Fa12 or the work area Aa.
- a branch transport device 5b is arranged between two fixed linear conveyors Mf2 and Mf3 adjacent in the X direction.
- the branching conveying device 5b drives the movable linear conveyor Mm1 in the Y direction by the first driving unit 51, and drives the movable linear conveyor Mm2 in the Y direction by the second driving unit 52.
- each of the movable linear conveyors Mm1 and Mm2 can move independently of each other in the Y direction, and can be positioned at the opposing position Fb23 or the work area Ab.
- the conveyor table 4 can be transported by the procedures shown in FIGS. 3A to 3K.
- a conveyor table 4 on which works W are placed is held by a fixed linear conveyor Mf1.
- the movable linear conveyor Mm2 positioned at the facing position Fa12 faces the fixed linear conveyor Mf1 from the Xr side.
- the movable linear conveyor Mm1 is retracted to the Yd side from the facing position Fa12.
- the conveyor table 4 is transferred from the fixed linear conveyor Mf1 to the movable linear conveyor Mm1 at the facing position Fa12.
- the movable linear conveyor Mm2 holding the conveyor table 4 moves from the opposing position Fa12 to the work area Aa.
- the work head H can work on the work W placed on the conveyor table 4 .
- the movable linear conveyor Mm2 of the branching conveying device 5a and the second driving unit 52 function as an XY table to adjust the position of the work W with respect to the working head H in the X direction and the Y direction. do.
- the movable linear conveyor Mm2 drives the conveyor table 4 in the X direction, so that the coating liquid can be applied in parallel with the X direction.
- the coating liquid can be applied in parallel with the Y direction.
- the movable linear conveyor Mm2 and the second drive unit 52 move the position of the conveyor table 4 in the X direction and the second drive unit 52 so that the inspection location of the work W faces the work head H. Adjust in the Y direction.
- the movable linear conveyor Mm1 moves to the facing position Fa12.
- the conveyor table 4 carried into the fixed linear conveyor Mf1 from the upstream process is held by the fixed linear conveyor Mf1.
- the movable linear conveyor Mm2 positioned at the facing position Fb23 faces the fixed linear conveyor Mf2 from the Xr side.
- the movable linear conveyor Mm1 is retracted from the opposing position Fb23 to the Yd side.
- the conveyor table 4 is transferred from the fixed linear conveyor Mf1 to the movable linear conveyor Mm2 at the facing position Fb23 via the movable linear conveyor Mm1 at the facing position Fa12 and the fixed linear conveyor Mf2. .
- the movable linear conveyor Mm2 holding the conveyor table 4 moves from the opposing position Fb23 to the work area Ab.
- the work head H can work on the work W placed on the conveyor table 4 .
- the movable linear conveyor Mm2 of the branching conveying device 5b and the second driving section 52 function as an XY table to adjust the position of the work W with respect to the working head H in the X direction and the Y direction. do.
- Each movable linear conveyor Mm1 5b can also constitute a transport line that transports the conveyor table 4 from the upstream process to the downstream process.
- the movable linear conveyor Mm1 of the branch transfer device 5a is positioned at the facing position Fa12
- the movable linear conveyor Mm1 of the branch transfer device 5b is positioned at the facing position Fb23, thereby cooperating with the fixed linear conveyors Mf1 to Mf3. to form a transport line extending in the X direction.
- the conveyor table 4 is transported in the X direction by the transport line.
- the branch conveying device 5a retracts the movable linear conveyor Mm1 from the facing position Fa12 to the Yd side, and moves the movable linear conveyor Mm2 away from the work area Aa. It is moved to the facing position Fa12. Then, as shown in FIG. 3I, in a state where the branching conveying device 5b positions the movable linear conveyor Mm1 at the facing position Fb23, the movable linear conveyor Mm1 at the facing position Fa12 passes through the fixed linear conveyor Mf2 and the movable linear conveyor Mm1. Then, the conveyor table 4 is transferred to the fixed linear conveyor Mf3, and further the conveyor table 4 is carried out to the downstream process.
- the branch conveying device 5b retracts the movable linear conveyor Mm1 from the facing position Fb23 to the Yd side, and moves the movable linear conveyor Mm2 away from the work area Ab. It is moved to the facing position Fb23. Then, as shown in FIG. 3K, the conveyor table 4 is transferred from the movable linear conveyor Mm1 at the facing position Fb23 to the fixed linear conveyor Mf3, and further the conveyor table 4 is carried out to the downstream process.
- the branch transport device 5 for independently driving the movable linear conveyor Mm1 and the movable linear conveyor Mm2 in the Y direction, and the fixed linear conveyors Mf1 and Mf2 , Mf3 (line linear conveyor).
- the movable linear conveyor Mm1 first movable linear conveyor
- the movable linear conveyor Mm2 second movable linear conveyor
- the linear conveyor Mm2 is positioned on the Yu side (second side) in the Y direction with respect to the movable linear conveyor Mm1.
- the movable linear conveyor Mm1 is positioned at a facing position Fa12 (conveyance facing position) facing the fixed linear conveyors Mf1 and Mf2 in the Y direction.
- a conveyor table 4 (first conveyor table) is transferred between the conveyor Mm1 and the fixed linear conveyors Mf1 and Mf2 (FIGS. 3C to 3E and 3G).
- the second drive unit 52 moves the conveyor table 4 (second conveyor table) between the movable linear conveyor Mm2 and the fixed linear conveyors Mf1 and Mf2 while the movable linear conveyor Mm2 is positioned at the facing position Fa12. (Figs. 3A, 3B, 3H, 3I).
- a similar operation is also performed in the branch conveying device 5b.
- the positions of the movable linear conveyor Mm1 and the movable linear conveyor Mm2 are independently controlled by the control unit 100 in the Y direction, while the conveyor table 4 is conveyed by the movable linear conveyor Mm1 and the conveyor table 4 is conveyed by the movable linear conveyor Mm2. transportation of the table 4 can be performed.
- FIGS. 4A to 4J are diagrams schematically showing a second example of the conveyor table transfer system according to the present invention.
- the transport system S of the second example includes a plurality (two) of fixed linear conveyors Mf1 and Mf2 that are arranged in series at intervals in the X direction.
- a facing position F12 (in other words, between the fixed linear conveyors Mf1 and Mf2) is provided that faces the fixed linear conveyors Mf1 and Mf2 in the X direction.
- the fixed linear conveyor Mf1 is positioned on the Xl side of the fixed linear conveyor Mf2
- the fixed linear conveyor Mf2 is positioned on the Xr side of the fixed linear conveyor Mf1
- the fixed linear conveyor Mf1 faces the facing position F12 from the Xl side
- the fixed linear conveyor Mf1 Mf2 faces the facing position F12 from the Xr side.
- a work area A1 is provided on the Yd side of the facing position F12 in the Y direction, and a work area A2 is provided on the Yu side of the facing position F12 in the Y direction.
- a work head H is provided in each of the work areas A1 and A2. The work head H performs a predetermined work on the work W placed on the conveyor table 4 .
- a branch transport device 5 is arranged between two fixed linear conveyors Mf1 and Mf2 adjacent in the X direction.
- the branching conveying device 5 drives the movable linear conveyor Mm1 in the Y direction by the first driving section 51 and drives the movable linear conveyor Mm2 in the Y direction by the second driving section 52 .
- the movable linear conveyors Mm1 and Mm2 can move independently of each other in the Y direction and can be positioned at the opposing position F12 or the work areas A1 and A2.
- the conveyor table 4 can be transported by the procedures shown in FIGS. 4A to 4J.
- a conveyor table 4 on which works W are placed is held by a fixed linear conveyor Mf1.
- the movable linear conveyor Mm2 located at the facing position F12 faces the fixed linear conveyor Mf1 from the Xr side.
- the movable linear conveyor Mm1 is retracted to the Yd side from the facing position F12.
- the conveyor table 4 is transferred from the fixed linear conveyor Mf1 to the movable linear conveyor Mm2 at the facing position F12.
- the movable linear conveyor Mm2 holding the conveyor table 4 moves from the opposing position F12 to the work area A2.
- the work head H can work on the work W placed on the conveyor table 4 .
- the movable linear conveyor Mm2 of the branching conveying device 5 and the second driving unit 52 function as an XY table to adjust the position of the work W with respect to the working head H in the X direction and the Y direction. do.
- the movable linear conveyor Mm1 moves to the facing position F12.
- the conveyor table 4 carried into the fixed linear conveyor Mf1 from the upstream process is held by the fixed linear conveyor Mf1.
- the conveyor table 4 is transferred from the fixed linear conveyor Mf1 to the movable linear conveyor Mm1 at the facing position F12.
- the movable linear conveyor Mm1 holding the conveyor table 4 moves from the facing position F12 to the work area A1.
- the work head H can work on the work W placed on the conveyor table 4 .
- the movable linear conveyor Mm1 of the branching conveying device 5 and the first driving section 51 function as an XY table to adjust the position of the work W with respect to the working head H in the X direction and the Y direction. do.
- the branch conveyer device 5 moves the movable linear conveyor Mm2 from the work area A2 to the facing position F12, as shown in FIG. 4G. Then, as shown in FIG. 4H, the conveyor table 4 is transferred from the movable linear conveyor Mm2 at the facing position F12 to the fixed linear conveyor Mf2, and further the conveyor table 4 is carried out to the downstream process.
- the branching transfer device 5 retracts the movable linear conveyor Mm2 from the facing position F12 to the Yu side, and moves the movable linear conveyor Mm1 away from the work area A1. It is moved to the facing position F12. Then, as shown in FIG. 4J, the conveyor table 4 is transferred from the movable linear conveyor Mm1 at the facing position F12 to the fixed linear conveyor Mf2, and further the conveyor table 4 is carried out to the downstream process.
- the work area A1 (first work area) is provided on the Yd side (first side) in the Y direction from the facing position F12 (transport facing position).
- a work head H (first work unit) is provided, and in a work area A1, work (first work) is performed on a work W (first work) supported by a movable linear conveyor Mm1 (first conveyor table). is performed (FIGS. 4F, 4G).
- the first drive unit 51 moves the movable linear conveyor Mm1 holding the conveyor table 4 to the work area A1, and in the work area A1, the first drive unit 51 moves the movable linear conveyor Mm1 in the Y direction, The movable linear conveyor Mm1 moves the conveyor table 4 in the X direction, so that the working head H, the first driving section 51 and the movable linear conveyor Mm1 cooperate to perform the work.
- the movable linear conveyor Mm1 holding the conveyor table 4 can be moved to the work area A1 independently of the movable linear conveyor Mm2.
- the first driving unit 51 and the movable linear conveyor Mm1 cooperate to function as an XY table, thereby contributing to the execution of work.
- a work head H (second work unit) is provided in a work area A2 (second work area) on the Yu side (second side) in the Y direction from the facing position F12 (conveyance facing position).
- A2 a work (second work) is performed on the work W (second work) supported by the movable linear conveyor Mm2 (second conveyor table) (FIGS. 4C to 4F).
- the second drive unit 52 moves the movable linear conveyor Mm2 holding the conveyor table 4 to the work area A2, and in the work area A2, the second drive unit 52 moves the movable linear conveyor Mm2 in the Y direction, The movable linear conveyor Mm2 moves the conveyor table 4 in the X direction, so that the working head H, the second drive section 52 and the movable linear conveyor Mm2 cooperate to perform the work.
- the movable linear conveyor Mm2 holding the conveyor table 4 can be moved to the work area A2 independently of the movable linear conveyor Mm1.
- the second drive unit 52 and the movable linear conveyor Mm2 cooperate to function as an XY table, contributing to the execution of the work.
- the period during which work (first work) is performed in work area A1 and the period during which work (second work) is performed in work area A2 at least partially overlap (FIG. 4F).
- the work in the work area A1 and the work in the work area A2 are efficiently executed in parallel.
- FIGS 5A to 5N are diagrams schematically showing a third example of the conveyor table transfer system according to the present invention.
- the conveying system S of the third example includes a plurality (two) of fixed linear conveyors Mf1 and Mf2 arranged in series at intervals in the X direction.
- a facing position F12 (in other words, between the fixed linear conveyors Mf1 and Mf2) is provided that faces the fixed linear conveyors Mf1 and Mf2 in the X direction.
- the fixed linear conveyor Mf1 is positioned on the Xl side of the fixed linear conveyor Mf2
- the fixed linear conveyor Mf2 is positioned on the Xr side of the fixed linear conveyor Mf1
- the fixed linear conveyor Mf1 faces the facing position F12 from the Xl side
- the fixed linear conveyor Mf1 Mf2 faces the facing position F12 from the Xr side.
- a branch transport device 5 is arranged between two fixed linear conveyors Mf1 and Mf2 adjacent in the X direction.
- the branching conveying device 5 drives the movable linear conveyor Mm1 in the Y direction by the first driving section 51 and drives the movable linear conveyor Mm2 in the Y direction by the second driving section 52 .
- the movable linear conveyors Mm1 and Mm2 can move independently of each other in the Y direction and can be positioned at the opposing position F12.
- a plurality (four) of fixed linear conveyors Mf11 to Mf14 are provided on the Yd side of the opposing position F12 in the Y direction.
- the two fixed linear conveyors Mf11 and Mf12 are arranged in series with an interval in the X direction, and particularly arranged on both sides of the branch conveyer 5 so as to sandwich the branch conveyer 5 .
- a facing position F112 is provided to face the fixed linear conveyor Mf11 and the fixed linear conveyor Mf12 in the X direction.
- the two fixed linear conveyors Mf13 and Mf14 are arranged in series with an interval in the X direction, and are particularly arranged on both sides of the branching conveying device 5 so as to sandwich the branching conveying device 5 .
- a facing position F134 facing the fixed linear conveyor Mf13 and the fixed linear conveyor Mf14 in the X direction is provided.
- the first driving unit 51 can position the movable linear conveyor Mm1 at the facing position F112 or the facing position F134 by driving the movable linear conveyor Mm1.
- a work head H faces each of the fixed linear conveyors Mf11 to Mf14 from above. perform a predetermined operation on the
- a plurality (four) of fixed linear conveyors Mf21 to Mf24 are provided on the Yu side of the opposing position F12 in the Y direction.
- the two fixed linear conveyors Mf21 and Mf22 are arranged in series with an interval in the X direction, and are particularly arranged on both sides of the branch conveying device 5 so as to sandwich the branch conveying device 5 .
- a facing position F212 is provided to face the fixed linear conveyor Mf21 and the fixed linear conveyor Mf22 in the X direction.
- the two fixed linear conveyors Mf23 and Mf24 are arranged in series with an interval in the X direction, and are particularly arranged on both sides of the branching conveying device 5 so as to sandwich the branching conveying device 5 .
- a facing position F234 facing the fixed linear conveyor Mf23 and the fixed linear conveyor Mf24 in the X direction is provided.
- the second driving unit 52 can position the movable linear conveyor Mm2 at the facing position F212 or the facing position F234 by driving the movable linear conveyor Mm2.
- a work head H faces each of the fixed linear conveyors Mf21 to Mf24 from above. perform a predetermined operation on the
- the conveyor table 4 can be transported by the procedures shown in FIGS. 5A to 5L.
- a conveyor table 4 on which works W are placed is held by a fixed linear conveyor Mf1.
- the movable linear conveyor Mm2 located at the facing position F12 faces the fixed linear conveyor Mf1 from the Xr side.
- the movable linear conveyor Mm1 is retracted to the Yd side from the facing position F12.
- the conveyor table 4 is transferred from the fixed linear conveyor Mf1 to the movable linear conveyor Mm2 at the facing position F12.
- the movable linear conveyor Mm2 holding the conveyor table 4 moves from the facing position F12 to the facing position F234.
- the movable linear conveyor Mm1 moves to the facing position F12.
- the conveyor table 4 is transferred from the movable linear conveyor Mm2 at the facing position F234 to the fixed linear conveyor Mf24.
- the work head H facing the fixed linear conveyor Mf24 can work on the work W placed on the conveyor table 4 .
- the conveyor table 4 conveyed from the upstream process to the fixed linear conveyor Mf1 is held by the fixed linear conveyor Mf1. Then, as shown in FIG. 5F, the conveyor table 4 is transferred from the fixed linear conveyor Mf1 to the movable linear conveyor Mm1 at the facing position F12.
- the movable linear conveyor Mm1 holding the conveyor table 4 moves from the facing position F12 to the facing position F134. Then, as shown in FIG. 5H, the conveyor table 4 is transferred from the movable linear conveyor Mm1 at the facing position F134 to the fixed linear conveyor Mf14. As a result, the work head H facing the fixed linear conveyor Mf14 can work on the work W placed on the conveyor table 4 .
- the conveyor table 4 is transferred from the fixed linear conveyor Mf24 to the movable linear conveyor Mm2 at the opposing position F234, as shown in FIG. 5I. Further, as shown in FIG. 5J, the branching conveyor device 5 moves the movable linear conveyor Mm2 from the facing position F234 to the facing position F12. Then, as shown in FIG. 5K, the conveyor table 4 is transferred from the movable linear conveyor Mm2 at the facing position F12 to the fixed linear conveyor Mf2, and further the conveyor table 4 is carried out to the downstream process.
- the conveyor table 4 is transferred from the fixed linear conveyor Mf14 to the movable linear conveyor Mm1 at the facing position F134, as shown in FIG. 5L. Furthermore, as shown in FIG. 5M, the branching conveying device 5 moves the movable linear conveyor Mm1 from the facing position F134 to the facing position F12. At this time, the movable linear conveyor Mm is retracted from the opposing position F12 to the Yu side. Then, as shown in FIG. 5N, the conveyor table 4 is transferred from the movable linear conveyor Mm1 at the facing position F12 to the fixed linear conveyor Mf2, and further the conveyor table 4 is carried out to the downstream process.
- the opposing position F112 provided on the Yd side (first side) in the Y direction (driving direction) from the opposing position F12 (transport opposing position), Fixed linear conveyors Mf11 to Mf14 (first work linear conveyors) facing F134 (first work facing position) in the Y direction are provided.
- the first drive unit 51 moves the movable linear conveyor Mm1 (first movable linear conveyor) holding the conveyor table 4 (first conveyor table) to the facing position F134, and moves the movable linear conveyor Mm1 positioned at the facing position F134.
- the conveyor table 4 is transferred to the fixed linear conveyor Mf14 (FIGS. 5G to 5H).
- a work (first work) is performed on the work W (first work) supported by the conveyor table 4 held by the fixed linear conveyor Mf14 (FIGS. 5H to 5K).
- the movable linear conveyor Mm1 holding the conveyor table 4 is moved to the opposing positions F112 and F134 independently of the movable linear conveyor Mm2, and the conveyor table 4 is moved from the movable linear conveyor Mm1 to the fixed linear conveyors Mf11 to Mf14. can be loaded.
- fixed linear conveyors Mf21 to Mf24 (second work linear conveyors) facing in the Y direction (conveyance direction) facing positions F212 and F234 (second work facing positions) provided on the Yu side in the Y direction from the facing position F12. is provided.
- the second drive unit 52 moves the movable linear conveyor Mm2 (second movable linear conveyor) holding the conveyor table 4 (second conveyor table) to the facing position F234, and moves the movable linear conveyor Mm2 positioned at the facing position F234.
- the conveyor table 4 is transferred to the stationary linear conveyor Mf24 (FIGS. 5C-5D).
- a work (second work) is performed on the work W (second work) supported by the conveyor table 4 held by the fixed linear conveyor Mf24 (FIGS. 5D to 5F).
- the movable linear conveyor Mm2 holding the conveyor table 4 is moved to the opposing positions F212 and F234 independently of the movable linear conveyor Mm1, and the conveyor table 4 is moved from the movable linear conveyor Mm2 to the fixed linear conveyors Mf21 to Mf24. can be loaded.
- the period during which the work (first work) is performed on the work W on the conveyor table 4 held by the fixed linear conveyor Mf14 and the work W on the conveyor table 4 held by the fixed linear conveyor Mf24 at least partially overlaps with the period in which the work (second work) is executed (FIG. 5H).
- the work on the fixed linear conveyor Mf14 and the work on the fixed linear conveyor Mf24 are efficiently executed in parallel.
- FIGs 6A to 6H are diagrams schematically showing a fourth example of the conveyor table transfer system according to the present invention.
- an input area Ai is provided for the Yd side end of the branching transport device 5, and an ejection area Ao is provided for the Yu side end of the branching transport device 5.
- the input area Ai is located on the Yd side of the discharge area Ao
- the discharge area Ao is located on the Yu side of the input area Ai.
- a worker or a robot places a work W on the conveyor table 4 that engages with the movable linear conveyor Mm1 located in the input area Ai (loading of the work W).
- the discharge area Ao the worker or robot removes the work W from the conveyor table 4 that engages with the movable linear conveyor Mm2 located in the discharge area Ao (discharge of the work W).
- a plurality of (eight) fixed linear conveyors Mfr1 to Mfr4 and Mfl1 to Mfl4 are arranged between the input area Ai and the discharge area Ao. That is, on the Xr side of the branching transfer device 5, four fixed linear conveyors Mfr1 to Mfr4 are arranged in the Y direction, and on the Xl side of the branching transfer device 5, four fixed linear conveyors Mfl1 to Mfl4 are arranged in the Y direction.
- the fixed linear conveyor Mfr1 and the fixed linear conveyor Mfl1 face each other with a gap therebetween, and a facing position F1 is provided at which the fixed linear conveyor Mfr1 faces from the Xl side and the fixed linear conveyor Mfl1 faces from the Xr side.
- the fixed linear conveyors Mfr2 to Mfr4 and the fixed linear conveyors Mfl2 to Mfl4 face each other with a space therebetween.
- Opposing positions F2 to F4 facing from the Xr side are respectively provided.
- a work head H faces each of the fixed linear conveyors Mfr1 to Mfr4 and Mfl1 to Mfl4 from above.
- a predetermined work is performed on the work W placed on the .
- the branching conveying device 5 drives the movable linear conveyor Mm1 in the Y direction with the first driving unit 51, and drives the movable linear conveyor Mm2 in the Y direction with the second driving unit 52.
- each of the movable linear conveyors Mm1 and Mm2 can move in the Y direction independently of each other.
- the movable linear conveyor Mm1 can be positioned in the input area Ai and the facing positions F1-F4, and the movable linear conveyor Mm2 can be positioned in the discharge area Ao and the facing positions F1-F4.
- the conveyor table 4 can be transported according to the procedures shown in FIGS. 6A to 6I.
- FIG. 6A the work W is placed on the conveyor table 4 that engages with the movable linear conveyor Mm1 located in the input area Ai.
- the movable linear conveyor Mm1 moves from the input area Ai to the facing position F1
- the conveyor table 4 is transferred from the movable linear conveyor Mm1 at the facing position F1 to the fixed linear conveyor Mfr1.
- the work head H facing the fixed linear conveyor Mfr1 can work on the work W placed on the conveyor table 4 .
- the conveyor table 4 moves from the fixed linear conveyor Mfr1 to the fixed linear conveyor Mfl1 via the movable linear conveyor Mm1 at the opposing position F1.
- the work head H facing the fixed linear conveyor Mfl1 can work on the work W placed on the conveyor table 4 .
- the workpieces W loaded into the loading area Ai can be conveyed to the fixed linear conveyors Mfr1 and Mfl1 in order, and the workpieces W can be processed by the fixed linear conveyors Mfr1 and Mfl1, respectively.
- FIG. 6E the workpiece W is placed on the conveyor table 4 held by the fixed linear conveyor Mfr4.
- the work head H facing the fixed linear conveyor Mfr4 can work on the work W placed on the conveyor table 4 .
- the movable linear conveyor Mm2 moves to the facing position F4 and faces the fixed linear conveyor Mfr4 from the Xl side.
- the conveyor table 4 is transferred from the fixed linear conveyor Mfr4 to the movable linear conveyor Mm2 at the facing position F4. Then, as shown in FIG.
- the movable linear conveyor Mm2 moves to the discharge area Ao, and the conveyor table 4 held by the movable linear conveyor Mm is conveyed to the discharge area Ao. Then, the work W is removed from the conveyor table 4 located in the discharge area Ao.
- the movable linear conveyor Mm1 can move the conveyor table 4 that supports the work W loaded in the loading area Ai to any one of the fixed linear conveyors Mfr1 to Mfr4 and Mfl1 to Mfl4. Further, the movable linear conveyor Mm1 can move the conveyor table 4 between the fixed linear conveyors Mfr1-Mfr4 and Mfl1-Mfl4, respectively. Also, the movable linear conveyor Mm2 can move the conveyor table 4 between the fixed linear conveyors Mfr1 to Mfr4 and Mfl1 to Mfl4. Further, the movable linear conveyor Mm2 can move the conveyor table 4 to the discharge area Ao from any of the fixed linear conveyors Mfr1-Mfr4 and Mfl1-Mfl4.
- the transport system S can move the conveyor table 4, for example, in the order shown in FIG. 7A or 7B.
- 7A and 7B are diagrams schematically showing an operation example of the fourth example of the conveyor table transfer system.
- the conveyor table 4 located in the input area Ai moves in the order of fixed linear conveyors Mfr1, Mfl1, Mfl2, Mfr2, Mfr3, Mfl3, Mfl4, Mfr4, and then reaches the discharge area Ao.
- the movement of the conveyor table 4 from the input area Ai is executed by the movable linear conveyor Mm1
- the movement of the conveyor table 4 to the discharge area Ao is executed by the movable linear conveyor Mm2.
- the movement of the conveyor table 4 between the fixed linear conveyors Mfr1, Mfl1, Mfl2, Mfr2, Mfr3, Mfl3, Mfl4, and Mfr4 may be executed by any of the movable linear conveyors Mm1 and Mm2.
- the conveyor table 4 located in the input area Ai moves in the order of fixed linear conveyors Mfr1, Mfl2, Mfr3Mfl4, and then reaches the discharge area Ao.
- the movement of the conveyor table 4 from the input area Ai is performed by the movable linear conveyor Mm1
- the movement of the conveyor table 4 to the discharge area Ao is performed by the movable linear conveyor Mm2.
- the movement of the conveyor table 4 among the fixed linear conveyors Mfr1, Mfl2 and Mfr3Mfl4 may be executed by either of the movable linear conveyors Mm1 and Mm2.
- an input area Ai (work input position) and a discharge area are spaced apart in the Y direction (driving direction).
- Fixed linear conveyors Mfr1 to Mfr4 and Mfl1 to Mfl4 (work linear conveyors) facing in the X direction (conveyance direction) are provided at opposing positions F1 to F4 (work opposing positions) between Ao (work discharge position). .
- the movable linear conveyor Mm1 is positioned on the input area Ai side in the Y direction with respect to the movable linear conveyor Mm2, and the movable linear conveyor Mm2 is positioned on the discharge area Ao side in the Y direction with respect to the movable linear conveyor Mm1. . Then, when the first driving unit 51 positions the movable linear conveyor Mm1 in the input area Ai, the work W is placed on the conveyor table 4 held by the movable linear conveyor Mm1 (FIG. 6A).
- the movable linear conveyor Mm1 moves from the fixed linear conveyor Mfr1 to the conveyor table. 4 is transferred (FIGS. 6B-6C).
- the second drive unit 52 positions the movable linear conveyor Mm2 at the facing position F4
- the conveyor table 4 on which the work W is placed is transferred from the fixed linear conveyor Mfr4 to the movable linear conveyor Mm2.
- the second drive unit 52 positions the movable linear conveyor Mm2 in the discharge area Ao, the work W is removed from the conveyor table 4 held by the movable linear conveyor Mm2.
- the workpiece W is loaded onto the movable linear conveyor Mm1, and the workpiece W is discharged onto the movable linear conveyor Mm2.
- the movable linear conveyor Mm1 is used for loading the workpiece W
- the movable linear conveyor Mm2 is used for discharging the workpiece W. Therefore, it is possible to independently execute loading and unloading of the workpiece W.
- FIGS. 8A and 8B are diagrams schematically showing a fifth example of the conveyor table transfer system according to the present invention.
- a fixed linear conveyor Mfl is arranged on the Xl side of the branching transfer device 5, and two fixed linear conveyors Mfr1 and Mfr2 are arranged in parallel on the Xr side of the branching transfer device 5.
- a facing position F10 facing the fixed linear conveyor Mfl from the Xr side, a facing position F11 facing the fixed linear conveyor Mfr1 from the Xl side, and a facing position F11 facing the fixed linear conveyor Mfr2 from the Xl side A facing position F12 is provided.
- the fixed linear conveyor Mfr1 is provided on the Yd side of the fixed linear conveyor Mfl
- the fixed linear conveyor Mfr2 is provided on the Yu side of the fixed linear conveyor Mfl
- the facing position F11 is provided on the Yd side of the facing position F10
- the facing position F12 is provided on the Yu side of the facing position F10.
- the interval ⁇ Y1 between the facing positions F10 and F11 and the interval ⁇ Y2 between the facing positions F10 and F12 are different from each other.
- the starting points of the intervals ⁇ Y1 and ⁇ Y2 are the widths in the Y direction of the movable linear conveyors Mm1 and Mm2 located at the facing positions F10, F11 and F12 (in other words, both ends in the Y direction). is shown in the center of the .
- the branching conveying device 5 drives the movable linear conveyor Mm1 in the Y direction with the first driving unit 51, and drives the movable linear conveyor Mm2 in the Y direction with the second driving unit 52.
- each of the movable linear conveyors Mm1 and Mm2 can move in the Y direction independently of each other.
- the movable linear conveyor Mm1 can move in the Y direction within a range including at least the opposing position F11 and the opposing position F10
- the movable linear conveyor Mm2 can move in the Y direction within a range including at least the opposing position F12 and the opposing position F10. can do.
- the movable linear conveyor Mm2 is positioned at the facing position F10 and faces the fixed linear conveyor Mfl from the Xr side, while the movable linear conveyor Mm1 is positioned at the facing position F11 and faces the fixed linear conveyor Mfr1 from the Xl side. opposite.
- the transfer of the conveyor table 4 from the fixed linear conveyor Mfl to the movable linear conveyor Mm2 at the facing position F10 and the transfer of the conveyor table 4 from the movable linear conveyor Mm1 at the facing position F11 to the fixed linear conveyor Mfr1 are performed. run in parallel.
- the movable linear conveyor Mm1 is positioned at the facing position F10 and faces the fixed linear conveyor Mfl from the Xr side, while the movable linear conveyor Mm2 is positioned at the facing position F12 and faces the fixed linear conveyor Mfr2 from the Xl side.
- the transfer of the conveyor table 4 from the fixed linear conveyor Mfl to the movable linear conveyor Mm1 at the facing position F10 and the transfer of the conveyor table 4 from the movable linear conveyor Mm2 at the facing position F12 to the fixed linear conveyor Mfr2 are performed. run in parallel.
- the period during which the former transfer is executed and the period during which the latter transfer is executed overlap at least partially. indicates that the period during which the transfer is executed means the period from the start of movement of the conveyor table 4 located at the transfer source (specifically, the linear conveyor of the transfer source) to the transfer destination (specifically, the linear conveyor of the transfer source). It shows the period until the conveyor table 4 located on the transfer destination linear conveyor stops.
- the fixed linear conveyor Mfl upstream linear conveyor
- a fixed linear conveyor Mfr1 first downstream linear conveyor
- a fixed linear conveyor Mfr2 second downstream linear conveyor
- the fixed linear conveyor Mfr1 is positioned on the Yd side (first side) in the Y direction (driving direction) with respect to the fixed linear conveyor Mfr2, and the fixed linear conveyor Mfr2 is positioned on the Yu side (first side) in the Y direction with respect to the fixed linear conveyor Mfr1.
- the movable linear conveyor Mm1 is positioned on the Yd side in the Y direction with respect to the movable linear conveyor Mm2, and the movable linear conveyor Mm2 is positioned on the Yu side in the Y direction with respect to the movable linear conveyor Mm1.
- the first drive unit 51 has a facing position F10 (upstream facing position) facing the fixed linear conveyor Mfl from the Xr side in the X direction, and a facing position F10 facing the fixed linear conveyor Mfr1 from the Xl side in the X direction.
- the movable linear conveyor Mm1 is moved between F11 (first downstream facing position).
- the conveyor table 4 is transferred from the fixed linear conveyor Mfl to the movable linear conveyor Mm1 positioned at the facing position F10 (FIG. 8B), and the conveyor table 4 is transferred from the movable linear conveyor Mm1 positioned at the facing position F11 to the fixed linear conveyor Mfr1. It is transferred (Fig. 8A).
- the second drive unit 52 also moves the movable linear conveyor Mm2 between the facing position F10 and the facing position F12 (second downstream facing position) facing the fixed linear conveyor Mfr2 from the Xl side in the X direction. Further, the conveyor table 4 is transferred from the fixed linear conveyor Mfl to the movable linear conveyor Mm2 positioned at the facing position F10 (FIG. 8A), and the conveyor table 4 is transferred from the movable linear conveyor Mm2 positioned at the facing position F12 to the fixed linear conveyor Mfr2. is transferred (FIG. 8B).
- the interval ⁇ Y1 between the facing positions F11 and F10 differs from the interval ⁇ Y2 between the facing positions F12 and F10.
- the advantage that the movable linear conveyor Mm1 and the movable linear conveyor Mm2 can move independently of each other in the Y direction is utilized, and the fixed linear conveyor Mfr1, to which the conveyor table 4 is conveyed by the movable linear conveyor Mm1, and the movable linear conveyor Mfr1 are conveyed.
- a fixed linear conveyor Mfr2 to which the conveyor table 4 is transferred by the linear conveyor Mm2 is arranged. That is, according to the installation environment of the transport system S, the fixed linear conveyors Mfr1 and Mfr2 to which the conveyor table 4 is to be transported can be freely arranged.
- FIGS. 9A and 9B are diagrams schematically showing a sixth example of the conveyor table transfer system according to the present invention.
- This sixth example differs from the fifth example shown in FIGS. 8A and 8B in that the space ⁇ Y1 between the facing positions F11 and F10 and the space ⁇ Y2 between the facing positions F12 and F10 are different. equal points.
- the movable linear conveyor Mm1 first movable linear conveyor
- the movable linear conveyor Mm2 second 2 movable linear conveyors
- a branch conveying device 5 for driving the movable linear conveyors Mm1 and Mm2 in the Y direction (driving direction).
- a fixed linear conveyor Mfl upstream linear conveyor
- Mfr1 first downstream linear conveyor
- fixed linear conveyor Mfr2 second downstream linear conveyor
- the fixed linear conveyor Mfr1 is positioned on the Yd side (first side) in the Y direction with respect to the fixed linear conveyor Mfr2, and the fixed linear conveyor Mfr2 is positioned on the Yu side (second side) in the Y direction with respect to the fixed linear conveyor Mfr1.
- Located in The movable linear conveyor Mm1 is positioned on the Yd side in the Y direction with respect to the movable linear conveyor Mm2, and the movable linear conveyor Mm2 is positioned on the Yu side in the Y direction with respect to the movable linear conveyor Mm1.
- the branch conveying device 5 faces the fixed linear conveyor Mfl in the X direction with the movable linear conveyor Mm1, and faces the fixed linear conveyor Mfr2 in the X direction with the movable linear conveyor Mm2.
- Transfer of the conveyor table 4 from Mfl to the movable linear conveyor Mm1 and transfer of the conveyor table 4 from the movable linear conveyor Mm2 to the fixed linear conveyor Mfr2 are executed in parallel (FIG. 9B).
- the movable linear conveyor Mm2 faces the fixed linear conveyor Mfl in the X direction
- the movable linear conveyor Mm1 faces the fixed linear conveyor Mfr1 in the X direction.
- the transfer of the table 4 and the transfer of the conveyor table 4 from the movable linear conveyor Mm1 to the fixed linear conveyor Mfr1 are executed in parallel (FIG. 9A).
- FIG. 10 is a diagram schematically showing a seventh example of the conveyor table transfer system according to the present invention.
- the transport system S of the seventh example two branch transport devices 5a and 5b are arranged with an interval in the X direction.
- the branching transfer device 5a is arranged on the Xl side of the branching transfer device 5b
- the branching transfer device 5b is arranged on the Xr side of the branching transfer device 5a.
- a plurality of (four) fixed linear conveyors Mf1 to Mf4 are arranged in parallel between the branching conveying device 5a and the branching conveying device 5b in the X direction.
- the conveyor table 4 can be transferred between the movable linear conveyor Mm1 and the fixed linear conveyor Mf1 in a state in which the branch conveying device 5a causes the movable linear conveyor Mm1 to face the fixed linear conveyor Mf1. Also, the transfer of the conveyor table 4 between the other fixed linear conveyors Mf2 and Mf3 and the movable linear conveyor Mm1 is similarly executed.
- the conveyor table 4 can be transferred between the movable linear conveyor Mm2 and the fixed linear conveyor Mf4 in a state in which the branch conveying device 5a causes the movable linear conveyor Mm2 to face the fixed linear conveyor Mf4. Also, the transfer of the conveyor table 4 between the other fixed linear conveyors Mf2 and Mf3 and the movable linear conveyor Mm2 is similarly executed.
- the conveyor table 4 can be transferred between the movable linear conveyor Mm1 and the fixed linear conveyor Mf1 in a state in which the branch conveying device 5b causes the movable linear conveyor Mm1 to face the fixed linear conveyor Mf1. Also, the transfer of the conveyor table 4 between the other fixed linear conveyors Mf2 and Mf3 and the movable linear conveyor Mm1 is similarly executed.
- the conveyor table 4 can be transferred between the movable linear conveyor Mm2 and the fixed linear conveyor Mf4 in a state in which the branch conveying device 5b faces the movable linear conveyor Mm2 to the fixed linear conveyor Mf4. Also, the transfer of the conveyor table 4 between the other fixed linear conveyors Mf2 and Mf3 and the movable linear conveyor Mm2 is similarly executed.
- the transport system S includes a fixed linear conveyor Mf0 and a fixed linear conveyor Mf5 arranged on the Xl side of the branching transport device 5a in the X direction.
- the fixed linear conveyor Mf0 and the fixed linear conveyor Mf1 are arranged in series in the X direction with a gap, and the fixed linear conveyor Mf5 and the fixed linear conveyor Mf4 are arranged in series in the X direction with a gap.
- the transport system S includes a circulation transport device 6 arranged on the Xl side of these fixed linear conveyors Mf0 and Mf5 in the X direction.
- the circulatory transfer device 6 includes a movable linear conveyor Mm, and drives the movable linear conveyor Mm in the Y direction.
- the conveyor table 4 is transferred between the movable linear conveyor Mm of the circulation transfer device 6 and the fixed linear conveyor Mf5 with the movable linear conveyor Mm of the circulation transfer device 6 facing the fixed linear conveyor Mf5 in the X direction. .
- the conveyor table 4 is transferred between the movable linear conveyor Mm of the circulatory transfer device 6 and the fixed linear conveyor Mf0 in a state where the movable linear conveyor Mm of the circulatory transfer device 6 faces the fixed linear conveyor Mf0. be done.
- the conveyor table 4 can be transported, for example, in the order indicated by the arrows in FIG. That is, the movable linear conveyor Mm1 of the branch conveying device 5a transfers the conveyor table 4 received from the fixed linear conveyor Mf0 to the fixed linear conveyor Mf1.
- the movable linear conveyor Mm1 of the branch transfer device 5b transfers the conveyor table 4 received from the fixed linear conveyor Mf1 to the fixed linear conveyor Mf2.
- the movable linear conveyor Mm1 or the movable linear conveyor Mm2 of the branch conveying device 5a transfers the conveyor table 4 received from the fixed linear conveyor Mf2 to the fixed linear conveyor Mf3.
- the movable linear conveyor Mm2 of the branch transfer device 5b transfers the conveyor table 4 received from the fixed linear conveyor Mf3 to the fixed linear conveyor Mf4.
- the movable linear conveyor Mm2 of the branch transfer device 5a transfers the conveyor table 4 received from the fixed linear conveyor Mf4 to the fixed linear conveyor Mf5.
- the movable linear conveyor Mm of the circulatory transfer device 6 transfers the conveyor table 4 received from the fixed linear conveyor Mf5 to the fixed linear conveyor Mf0. In this way, the conveyor table 4 is circulated.
- branch transport device 5a first branch transport device
- branch transport device 5b second and a plurality of fixed linear conveyors Mf1 to Mf4 arranged in parallel in the X direction between the branching conveying device 5a and the branching conveying device 5b.
- Branching and conveying devices 5a and 5b have the same configuration as branching and conveying device 5 shown in FIG. 2A or 2B.
- the conveyor table 4 is transferred between the movable linear conveyor Mm1 and the fixed linear conveyors Mf1 to Mf3 facing the movable linear conveyor Mm1 of the branching conveying device 5a.
- the fixed linear conveyors Mf1 to Mf3 facing the movable linear conveyor Mm1 are switched.
- the conveyor table 4 is transferred between the movable linear conveyor Mm2 and the fixed linear conveyors Mf2 to mF4 facing the movable linear conveyor Mm2 of the branching conveyor 5a.
- the branch conveying device 5b can transfer the conveyor table 4 to and from the fixed linear conveyors Mf1 to Mf4 by the movable linear conveyors Mm1 and Mm2.
- the movable linear conveyors Mm1 and Mm2 of the branch transfer devices 5a and 5b independently move in the Y direction on both sides of the plurality of fixed linear conveyors Mf1 to Mf4 arranged in parallel in the X direction,
- the table 4 can be transported.
- the transport system S corresponds to an example of the "conveyor table transport system” of the present invention
- the branching transport device 5 corresponds to an example of the "branching transport device” of the present invention
- the drive mechanism 50 corresponds to an example of the “driving mechanism” of the present invention
- the first driving section 51 corresponds to an example of the "first driving section” of the present invention
- the second driving section 52 corresponds to the "second driving section” of the present invention.
- the movable linear conveyor Mm1 corresponds to an example of the "first movable linear conveyor” of the present invention
- the movable linear conveyor Mm2 corresponds to an example of the "second movable linear conveyor” of the present invention
- the X direction corresponds to an example of the "conveying direction” of the present invention
- the Y direction corresponds to an example of the "driving direction” of the present invention.
- the conveying direction of the conveyor table 4 and the driving directions of the movable linear conveyors Mm1 and Mm2 do not have to be orthogonal, and they may be inclined to each other.
- S... Conveying system (conveyor table conveying system) 5 branch conveying device 50 drive mechanism 51 first drive section 52 second drive section Mm1 movable linear conveyor (first movable linear conveyor) Mm2 ... movable linear conveyor (second movable linear conveyor) X...X direction (conveyance direction) Y...Y direction (driving direction)
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Branching, Merging, And Special Transfer Between Conveyors (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE112022005565.0T DE112022005565T5 (de) | 2022-02-25 | 2022-02-25 | Abzweigungstransportvorrichtung, Fördertischtransportsystem und Fördertischtransportverfahren |
| CN202280091485.2A CN118679114A (zh) | 2022-02-25 | 2022-02-25 | 分支输送装置、输送台输送系统以及输送台输送方法 |
| PCT/JP2022/007998 WO2023162166A1 (ja) | 2022-02-25 | 2022-02-25 | 分岐搬送装置、コンベアテーブル搬送システムおよびコンベアテーブル搬送方法 |
| JP2024502396A JP7614445B2 (ja) | 2022-02-25 | 2022-02-25 | コンベアテーブル搬送システムおよびコンベアテーブル搬送方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/007998 WO2023162166A1 (ja) | 2022-02-25 | 2022-02-25 | 分岐搬送装置、コンベアテーブル搬送システムおよびコンベアテーブル搬送方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023162166A1 true WO2023162166A1 (ja) | 2023-08-31 |
Family
ID=87765146
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/007998 Ceased WO2023162166A1 (ja) | 2022-02-25 | 2022-02-25 | 分岐搬送装置、コンベアテーブル搬送システムおよびコンベアテーブル搬送方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7614445B2 (https=) |
| CN (1) | CN118679114A (https=) |
| DE (1) | DE112022005565T5 (https=) |
| WO (1) | WO2023162166A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117260079A (zh) * | 2023-10-08 | 2023-12-22 | 深圳市兴天下科技有限公司 | 一种可视对讲设备的精密件焊接安装装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6016427U (ja) * | 1983-07-11 | 1985-02-04 | 大和輸送機器株式会社 | ベ−スコンベヤ |
| JPH04358622A (ja) * | 1991-06-03 | 1992-12-11 | Matsushita Electric Ind Co Ltd | 搬送装置 |
| JPH0524652A (ja) * | 1991-07-23 | 1993-02-02 | Matsushita Electric Works Ltd | 搬送装置 |
| JPH06156700A (ja) * | 1992-11-25 | 1994-06-03 | Matsushita Electric Ind Co Ltd | セル方式コンベヤ装置 |
| JPH09130083A (ja) * | 1995-11-06 | 1997-05-16 | Matsushita Electric Ind Co Ltd | 部品実装装置 |
| JP2005531921A (ja) * | 2002-06-07 | 2005-10-20 | シーメンス アクチエンゲゼルシヤフト | 基板に構成素子を装着するための装着システム及び方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9611107B2 (en) | 2014-12-08 | 2017-04-04 | Rockwell Automation Technologies, Inc. | Linear drive transport system and method |
| JP6626982B2 (ja) | 2016-09-21 | 2019-12-25 | ヤマハ発動機株式会社 | リニアコンベア装置 |
-
2022
- 2022-02-25 DE DE112022005565.0T patent/DE112022005565T5/de active Granted
- 2022-02-25 WO PCT/JP2022/007998 patent/WO2023162166A1/ja not_active Ceased
- 2022-02-25 CN CN202280091485.2A patent/CN118679114A/zh active Pending
- 2022-02-25 JP JP2024502396A patent/JP7614445B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6016427U (ja) * | 1983-07-11 | 1985-02-04 | 大和輸送機器株式会社 | ベ−スコンベヤ |
| JPH04358622A (ja) * | 1991-06-03 | 1992-12-11 | Matsushita Electric Ind Co Ltd | 搬送装置 |
| JPH0524652A (ja) * | 1991-07-23 | 1993-02-02 | Matsushita Electric Works Ltd | 搬送装置 |
| JPH06156700A (ja) * | 1992-11-25 | 1994-06-03 | Matsushita Electric Ind Co Ltd | セル方式コンベヤ装置 |
| JPH09130083A (ja) * | 1995-11-06 | 1997-05-16 | Matsushita Electric Ind Co Ltd | 部品実装装置 |
| JP2005531921A (ja) * | 2002-06-07 | 2005-10-20 | シーメンス アクチエンゲゼルシヤフト | 基板に構成素子を装着するための装着システム及び方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117260079A (zh) * | 2023-10-08 | 2023-12-22 | 深圳市兴天下科技有限公司 | 一种可视对讲设备的精密件焊接安装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112022005565T5 (de) | 2024-09-05 |
| JPWO2023162166A1 (https=) | 2023-08-31 |
| JP7614445B2 (ja) | 2025-01-15 |
| CN118679114A (zh) | 2024-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20120247925A1 (en) | Pallet-based position adjustment system and method | |
| JP5755794B2 (ja) | 4つのロボットアームの可変ハンドを備えた搬送ロボット | |
| US20250385589A1 (en) | Stator modules and robotic systems | |
| CN103717350A (zh) | 机床作业线 | |
| US7757834B2 (en) | Workpiece presentment to a processing device | |
| KR101162348B1 (ko) | 반송 시스템 | |
| JP2021038068A (ja) | 加工システム、および物品の製造方法 | |
| WO2023162166A1 (ja) | 分岐搬送装置、コンベアテーブル搬送システムおよびコンベアテーブル搬送方法 | |
| JP2002520180A (ja) | 工作物を自動的に加工するための装置 | |
| JP4354845B2 (ja) | 電子部品搭載装置 | |
| JP4871335B2 (ja) | 露光装置 | |
| JP2904967B2 (ja) | 搬送装置 | |
| JP4345476B2 (ja) | 露光装置 | |
| JP5064000B2 (ja) | オートパレタイザ | |
| CN216425971U (zh) | 运输组件及运输装置 | |
| JP4869177B2 (ja) | 連続処理装置 | |
| JPH03138214A (ja) | 部品供給装置 | |
| JP6051197B2 (ja) | マルチプルアームを備えた搬送ロボット | |
| JPS58143926A (ja) | 組立て装置 | |
| SE520556C2 (sv) | Förfarande och anordning för tillverkning av optiska fiberenheter | |
| JP7696988B1 (ja) | 搬送装置 | |
| JPH0312057Y2 (https=) | ||
| JPH0613801Y2 (ja) | 部品組立装置 | |
| CN223603964U (zh) | 上料机器人 | |
| KR101438977B1 (ko) | 다중 독립 이동 시스템 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22928693 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024502396 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112022005565 Country of ref document: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280091485.2 Country of ref document: CN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22928693 Country of ref document: EP Kind code of ref document: A1 |