WO2023106345A1 - 蓄電デバイス用包装フィルム及び蓄電デバイス - Google Patents
蓄電デバイス用包装フィルム及び蓄電デバイス Download PDFInfo
- Publication number
- WO2023106345A1 WO2023106345A1 PCT/JP2022/045168 JP2022045168W WO2023106345A1 WO 2023106345 A1 WO2023106345 A1 WO 2023106345A1 JP 2022045168 W JP2022045168 W JP 2022045168W WO 2023106345 A1 WO2023106345 A1 WO 2023106345A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- storage device
- electricity storage
- film
- packaging film
- electrical storage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/74—Terminals, e.g. extensions of current collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/121—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/126—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/126—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers
- H01M50/129—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers with two or more layers of only organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/14—Primary casings; Jackets or wrappings for protecting against damage caused by external factors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/14—Primary casings; Jackets or wrappings for protecting against damage caused by external factors
- H01M50/143—Fireproof; Explosion-proof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/178—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for pouch or flexible bag cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/184—Sealing members characterised by their shape or structure
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present disclosure relates to an electrical storage device packaging film and an electrical storage device.
- the exterior material is an indispensable member for sealing the power storage device elements such as electrodes and electrolytes.
- metal exterior materials have been frequently used as packaging films for electrical storage devices.
- a recess is generally formed by cold forming, and an electric storage device element such as an electrode or an electrolytic solution is placed in the space formed by the recess.
- an electricity storage device in which the electricity storage device element is accommodated inside the electricity storage device packaging film is obtained.
- an electricity storage device In the manufacturing process of an electricity storage device, generally, after an electricity storage device element is housed in an electricity storage device packaging film, the film is temporarily sealed, and an initial charging/discharging step, an aging step, and the like are performed. In these processes, it is known that gas such as CO 2 is generated from the electricity storage device element, and the gas is retained inside the temporarily sealed package (consisting of the electricity storage device packaging film). Furthermore, in order to provide a space for the storage of gas and to release the gas to the outside by removing the space in which the gas is retained, the size of the storage device that will be the final product is larger than the size required (for example, the storage device element At present, an electricity storage device is manufactured using an electricity storage device packaging film that is at least twice the size required for sealing.
- the inventors of the present disclosure created a problem of providing new value by imparting CO 2 permeability to the packaging film for electric storage devices.
- a primary object of the first aspect of the present disclosure is to provide an electrical storage device packaging film having a predetermined CO 2 permeability.
- a metal terminal protrudes from the heat-sealed portion of the electrical storage device packaging film, and the electrical storage device element sealed with the electrical storage device packaging film has a metal terminal electrically connected to the electrode of the electrical storage device element. is electrically connected to the outside. That is, among the heat-sealed portions of the electrical storage device packaging film, the portions where the metal terminals are present are heat-sealed in a state in which the metal terminals are sandwiched between the heat-sealable resin layers. Since the metal terminals and the heat-fusible resin layer are made of different materials, the adhesion between the metal terminals and the heat-fusible resin layer tends to deteriorate.
- the packaging film can be made thinner and lighter.
- the inventors of the present disclosure have created the problem of providing new value by combining the advantage of adhesion to metal and the advantage of not providing a metal layer in the packaging film for electrical storage devices.
- a main object of the second aspect of the present disclosure is to provide an electrical storage device packaging film that has adhesiveness to metal and does not have a metal layer formed of metal.
- a third aspect of the present disclosure aims to provide an electricity storage device manufacturing method capable of suitably manufacturing an electricity storage device, and an electricity storage device manufactured by this manufacturing method.
- the size of the storage device that will be the final product is larger than the size required (for example, the storage device element
- an electricity storage device is manufactured using an electricity storage device packaging film that is at least twice the size required for sealing. Therefore, the manufacturing process of the electricity storage device is complicated.
- a fourth aspect of the present disclosure aims to provide an electricity storage device manufacturing method that can easily manufacture an electricity storage device, and an electricity storage device manufactured by this manufacturing method.
- the power storage device has a function with high added value in addition to the function that the power storage device normally has.
- a fifth embodiment of the present disclosure aims to provide an electricity storage device having a high value-added function.
- a first aspect of the present disclosure provides inventions in the following aspects.
- An electricity storage device packaging film comprising at least a heat-fusible resin layer,
- a packaging film for an electrical storage device having a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in a temperature of 30° C. environment.
- An electricity storage device packaging film comprising at least a heat-fusible resin layer, The electrical storage device packaging film has adhesiveness to metal, The electrical storage device packaging film is an electrical storage device packaging film that does not have a metal layer formed of metal.
- a method for manufacturing an electricity storage device is a method for manufacturing an electricity storage device, wherein the electricity storage device includes an electricity storage device element and an inner package that accommodates the electricity storage device element.
- the inner packaging body is composed of a transparent electricity storage device packaging film, and an inner packaging step of wrapping the electricity storage device element with the electricity storage device packaging film, and after the inner packaging step and an inner sealing step of sealing the electrical storage device packaging film such that the electrical storage device element is sealed by the electrical storage device packaging film.
- a method for manufacturing an electricity storage device according to a second aspect of the third aspect of the present disclosure is the method for manufacturing an electricity storage device according to the first aspect, wherein the electricity storage device packaging film further has gas permeability, The method further includes a degassing step, which is performed after the inner sealing step and releases gas generated from the electricity storage device element through the electricity storage device packaging film.
- a method for manufacturing an electricity storage device according to a third aspect of the third aspect of the present disclosure is the method for manufacturing an electricity storage device according to the second aspect, wherein in the inner packaging step, the inner packaging included in the finished electricity storage device The electricity storage device element is wrapped with the electricity storage device packaging film having substantially the same size as the body.
- An electricity storage device accommodates an electricity storage device element, an inner package that accommodates the electricity storage device element, and the inner package that accommodates the electricity storage device element. and an outer packaging body, wherein the inner packaging body is composed of a transparent electrical storage device packaging film.
- a power storage device is the power storage device according to the fourth aspect, comprising: a metal terminal electrically connected to the power storage device element; a tab film arranged between the terminals, wherein the outer package is joined to the inner package, and the inner package and the metal terminal are joined via the tab film, At least a portion of the outer edge of the inner wrapper is exposed from the outer wrapper.
- a power storage device is the power storage device according to the fourth aspect, comprising: a metal terminal electrically connected to the power storage device element; a tab film disposed between the package and the metal terminal, wherein the inner package and the outer package are joined to the metal terminal via the tab film, and the inner package is entirely covered by the outer wrapping.
- An electricity storage device is the electricity storage device according to the fourth aspect, further comprising a metal terminal electrically connected to the electricity storage device element, the inner package and The metal terminal is joined, and at least a portion of the outer edge of the inner package is exposed from the outer package.
- An electricity storage device is the electricity storage device according to the fourth aspect, further comprising a metal terminal electrically connected to the electricity storage device element, the inner package and The outer package and the metal terminals are joined together, and the inner package is entirely covered with the outer package.
- An electricity storage device is an electricity storage device according to any one of the third to eighth aspects, wherein the electricity storage device packaging film further has gas permeability. have.
- a method for manufacturing an electricity storage device is a method for manufacturing an electricity storage device, wherein the electricity storage device includes an electricity storage device element and an inner package that accommodates the electricity storage device element.
- the inner packaging body is composed of an electricity storage device packaging film having gas permeability, and an inner packaging step of wrapping the electricity storage device element with the electricity storage device packaging film; an inner sealing step of sealing the electrical storage device packaging film so that the electrical storage device element is sealed by the electrical storage device packaging film; and a degassing step of releasing the generated gas through the electrical storage device packaging film.
- a method for manufacturing an electricity storage device according to a second aspect of the fourth aspect of the present disclosure is the method for manufacturing an electricity storage device according to the first aspect, wherein in the inner packaging step, the inner packaging included in the finished electricity storage device The electricity storage device element is wrapped with the electricity storage device packaging film having substantially the same size as the body.
- An electricity storage device accommodates an electricity storage device element, an inner package that accommodates the electricity storage device element, and the inner package that accommodates the electricity storage device element. and an outer packaging body, wherein the inner packaging body is composed of a gas-permeable electrical storage device packaging film.
- a power storage device is the power storage device according to the third aspect, comprising: a metal terminal electrically connected to the power storage device element; a tab film arranged between the terminals, wherein the outer package is joined to the inner package, and the inner package and the metal terminal are joined via the tab film, At least a portion of the outer edge of the inner wrapper is exposed from the outer wrapper.
- a power storage device is the power storage device according to the third aspect, comprising: a metal terminal electrically connected to the power storage device element; a tab film disposed between the package and the metal terminal, wherein the inner package and the outer package are joined to the metal terminal via the tab film, and the inner package is entirely covered by the outer wrapping.
- An electricity storage device is the electricity storage device according to the third aspect, further comprising a metal terminal electrically connected to the electricity storage device element, the inner package and The metal terminal is joined, and at least a portion of the outer edge of the inner package is exposed from the outer package.
- An electricity storage device is an electricity storage device according to any one of the third to sixth aspects, wherein the electricity storage device packaging film further has transparency. .
- An electricity storage device accommodates an electricity storage device element, an inner package that accommodates the electricity storage device element, and the inner package that accommodates the electricity storage device element. and a functional object arranged between the inner and outer packagings, wherein the functional object has shock absorption.
- An electricity storage device accommodates an electricity storage device element, an inner package that accommodates the electricity storage device element, and the inner package that accommodates the electricity storage device element. and a functional object disposed between the inner and outer packagings, wherein the functional object has flame retardancy.
- An electricity storage device accommodates an electricity storage device element, an inner package that accommodates the electricity storage device element, and the inner package that accommodates the electricity storage device element. and a functional object disposed between the inner and outer packagings, wherein the functional object has cooling properties.
- An electricity storage device accommodates an electricity storage device element, an inner package that accommodates the electricity storage device element, and the inner package that accommodates the electricity storage device element. and a functional object disposed between the inner and outer packagings, wherein the functional object has fire extinguishing properties.
- An electricity storage device accommodates an electricity storage device element, an inner package that accommodates the electricity storage device element, and the inner package that accommodates the electricity storage device element.
- at least one of the inner wrapper and the outer wrapper has at least one of shock absorption, flame retardancy, cooling, and fire extinguishing properties.
- An electricity storage device is an electricity storage device according to any one of the first to fifth aspects, wherein the inner package is transparent and gas permeable have at least one
- An electricity storage device is an electricity storage device according to any one of the first to sixth aspects, wherein a metal terminal electrically connected to the electricity storage device element and a tab film disposed between the inner package and the metal terminal, wherein the outer package is joined to the inner package, and the inner package and the metal terminal are: At least a part of the outer edge of the inner package is exposed from the outer package, which is joined through the tab film.
- An electricity storage device is an electricity storage device according to any one of the first to sixth aspects, wherein a metal terminal electrically connected to the electricity storage device element and a tab film disposed between the inner and outer packaging bodies and the metal terminals, wherein the inner and outer packaging bodies and the metal terminals are connected to each other with the tab films
- the inner package is entirely covered with the outer package.
- An electricity storage device is an electricity storage device according to any one of the first to sixth aspects, wherein a metal terminal electrically connected to the electricity storage device element wherein the inner package and the metal terminal are joined together, and at least a portion of the outer edge of the inner package is exposed from the outer package.
- An electricity storage device is an electricity storage device according to any one of the first to sixth aspects, wherein a metal terminal electrically connected to the electricity storage device element wherein the inner package and the outer package are joined to the metal terminals, and the inner package is entirely covered with the outer package.
- the electrical storage device packaging film of the first aspect of the present disclosure can be suitably used as a packaging film for directly packaging an electrical storage device element.
- the electricity storage device packaging film of the first aspect of the present disclosure is suitable for forming the inner package.
- the electricity storage device packaging film of the first aspect of the present disclosure is used as an inner packaging body, and before housing in the outer packaging body, the electricity storage device element is sealed in the inner packaging body, and the initial charging/discharging step, aging By carrying out the steps, gas (particularly CO 2 ) generated from the electricity storage device element can be suitably released to the outside during these steps.
- the size is larger than the size required for the final product of the power storage device (for example, at least twice the size required for sealing the power storage device element). It becomes unnecessary to use the packaging film for electrical storage devices.
- an electrical storage device packaging film that has adhesiveness to metal and does not have a metal layer formed of metal. Since the electrical storage device packaging film of the second aspect of the present disclosure has adhesiveness to metal, it can be adhered to, for example, a metal terminal. Specifically, the electrical storage device element can be sealed with the metal terminal sandwiched between the heat-sealable resin layers. Moreover, since it does not have a metal layer formed of a metal, it is possible to reduce the weight and thickness of the electrical storage device packaging film.
- the package containing the power storage device has a double structure of the inner package and the outer package, and the power storage device packaging film of the present disclosure is used as the inner package. It also becomes possible to use it suitably. According to the present disclosure, it is also possible to provide an electricity storage device using the electricity storage device packaging film.
- the power storage device can be suitably manufactured.
- the power storage device manufacturing method and the power storage device related to the fourth aspect of the present disclosure can be easily manufactured.
- the power storage device According to the power storage device according to the fifth aspect of the present disclosure, it has a high value-added function.
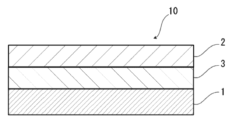
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a packaging film for an electricity storage device of the present disclosure
- BRIEF DESCRIPTION OF THE DRAWINGS FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a packaging film for an electricity storage device of the present disclosure
- BRIEF DESCRIPTION OF THE DRAWINGS FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a packaging film for an electricity storage device of the present disclosure
- BRIEF DESCRIPTION OF THE DRAWINGS FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a packaging film for an electricity storage device of the present disclosure
- BRIEF DESCRIPTION OF THE DRAWINGS FIG.
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of a packaging film for an electricity storage device of the present disclosure
- FIG. 4 is a schematic diagram for explaining a method of housing an electricity storage device element in a package formed by the electricity storage device packaging film of the present disclosure.
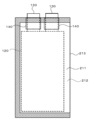
- 1 is a schematic diagram showing an example of a cross-sectional structure of an electricity storage device of the present disclosure
- FIG. 1 is a schematic diagram showing an example of a cross-sectional structure of an electricity storage device of the present disclosure
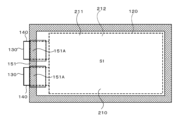
- FIG. FIG. 2 is a plan view of the power storage devices of the first and second embodiments A1, B1 and C1, and the third, fourth and fifth embodiments;
- FIG. 9 is a cross-sectional view along line D2-D2 of Embodiments A1 and B1 of the first and second aspects, the third aspect, and the fourth aspect of FIG. 8; 9 is a flow chart showing an example of a method of manufacturing an electricity storage device for Embodiments A1 and B1 of the first and second aspects, the third aspect, and the fourth aspect of FIG. 8.
- FIG. FIG. 11 is a diagram relating to the inner wrapping process of FIG. 10, and the same applies to the first and second aspects of the embodiment C1, the third, fourth and fifth aspects.
- FIG. 11 is a diagram relating to the first inner sealing step of FIG. 10 , and the same applies to the embodiment C1 of the first aspect and the second aspect, the third aspect, the fourth aspect and the fifth aspect.
- FIG. 11 is a diagram relating to the second inner sealing step of FIG. 10 , and the same applies to the embodiment C1 of the first aspect and the second aspect, the third aspect, the fourth aspect and the fifth aspect.
- 4 is a flow chart showing an example of a method for manufacturing an electricity storage device according to the first and second embodiments A2 and B2, the third embodiment, and the fourth embodiment;
- FIG. 15 is a diagram relating to the inner packaging process of FIG. 14, and the same applies to the first and second aspects of the embodiment C2, the third, fourth and fifth aspects.
- FIG. 15 is a diagram relating to the first inner sealing step of FIG. 14, and the same applies to Embodiment C2 of the first aspect and the second aspect, the third aspect, the fourth aspect and the fifth aspect.
- FIG. 15 is a diagram relating to the second inner sealing step of FIG. 14, and the same applies to the first and second aspects of the embodiment C2, the third aspect, the fourth aspect and the fifth aspect.
- FIG. 15 is a diagram relating to the inner sealing step of FIG. 14, and the same applies to Embodiment C2 of the first aspect and the second aspect, the third aspect, the fourth aspect and the fifth aspect.
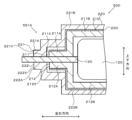
- FIG. 10 is a cross-sectional view of the terminal seal portion of the power storage device of the first and second embodiments A2 and B2, the third and fourth embodiments;
- FIG. 10 is a cross-sectional view of the terminal seal portion of the electrical storage device of the first and second embodiments A3 and B3, the third and fourth embodiments;
- FIG. 10 is a cross-sectional view of the terminal seal portion of the electrical storage device of the first and second embodiments A3 and B3, the third and fourth embodiments;
- FIG. 9 is a cross-sectional view along the line D2-D2 of the embodiment C1 of the first and second aspects of FIG. 8 and the fifth aspect;
- FIG. 9 is a flow chart showing an example of a method for manufacturing an electricity storage device for Embodiment C1 of the first and second aspects of FIG. 8 and the fifth aspect.
- FIG. 10 is a flow chart showing an example of a method for manufacturing an electricity storage device according to the first and second aspects of the embodiment C2 and the fifth aspect.
- FIG. 10 is a cross-sectional view of the terminal seal portion of the power storage device according to the embodiment C2 of the first and second aspects and the fifth aspect;
- FIG. 10 is a cross-sectional view of the terminal seal portion of the power storage device according to Embodiment C3 of the first and second aspects and the fifth aspect;
- FIG. 10 is a cross-sectional view of the terminal seal portion of the power storage device according to Embodiment C3 of the first and second aspects and the fifth aspect;
- the electrical storage device packaging film of the first aspect of the present disclosure is an electrical storage device packaging film that includes at least a heat-sealable resin layer, and has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m in an environment at a temperature of 30° C. 2/24 hr/atm or more.
- a power storage device packaging film is a power storage device packaging film that includes at least a heat-fusible resin layer, has adhesiveness to metal, and is made of metal. It is characterized by having no layer.
- the packaging film for power storage devices of the present disclosure will be described in detail below.
- the numerical range indicated by "-" means “more than” and “less than”.
- the notation of 2 to 15 mm means 2 mm or more and 15 mm or less.
- upper or lower limits described in a certain numerical range may be replaced with upper or lower limits of other numerical ranges described step by step.
- the upper limit and upper limit, the upper limit and lower limit, or the lower limit and lower limit, which are separately described may be combined to form a numerical range.
- upper or lower limits described in a certain numerical range may be replaced with values shown in Examples.
- the shielding layer means a layer that shields light transmission. element) becomes difficult to see.
- the metal layer means a layer formed of metal, and examples thereof include metal foil and metal plate. A few millimeters can be mentioned.
- the electrical storage device packaging film 10 of the present disclosure includes at least a heat-sealable resin layer 1, as shown in FIGS. 1 to 4, for example.
- the heat-sealable resin layers 1 of the electricity storage device packaging film 10 face each other, and the peripheral edges are heat-sealed.
- the electricity storage device element is accommodated in the space formed by .
- the electrical storage device packaging film 10 may be composed only of the heat-fusible resin layer 1, as shown in FIG.
- the electrical storage device packaging film 10 is composed only of the heat-fusible resin layer 1, it is preferable that at least one surface of the heat-fusible resin layer 1 has adhesiveness to metal.
- the electrical storage device packaging film 10 of the present disclosure is preferably composed of a laminate including at least the resin layer 2 and the heat-fusible resin layer 1, as shown in FIGS.
- the resin layer 2 is on the outside
- the heat-fusible resin layer 1 is on the inside (innermost layer).
- the electrical storage device packaging film 10 is composed of a laminate including the resin layer 2 and the heat-fusible resin layer 1, at least the outer surface of the resin layer 2 and the inner surface of the heat-fusible resin layer 1 On the one hand, it is preferable to impart adhesion to metals.
- the electrical storage device packaging film 10 of the present disclosure is composed of a laminate including at least a resin layer 2, a base material 3, and the heat-fusible resin layer 1. is preferred.
- the resin layer 2 is on the outside
- the heat-fusible resin layer 1 is on the inside (innermost layer)
- the base material 3 is the resin layer 2 and the heat-fusible resin layer 1. located between Even when the electrical storage device packaging film 10 is composed of a laminate including the resin layer 2, the substrate 3, and the heat-fusible resin layer 1, the outer surface of the resin layer 2 and the heat-fusible resin layer 1 It is preferred to impart adhesion to metal on at least one of the inner surfaces of the.
- Adhesive layers 4 and 5 can be provided, respectively.
- the electrical storage device packaging film 10 of the first aspect of the present disclosure has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in an environment at a temperature of 30° C., preferably about 200 cc ⁇ 100 ⁇ m/m 2 . /24 hr/atm or more, more preferably about 300 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more, more preferably about 500 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more.
- the CO 2 permeation amount of the electrical storage device packaging film 10 of the first aspect of the present disclosure is, for example, about 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, preferably about 1000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less. atm or less, more preferably about 800 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less .
- At least one layer included in the electrical storage device packaging film 10 may be a shielding layer S having a shielding property.
- FIG. 4 shows a configuration in which the adhesive layer 4 that bonds between the resin layer 2 and the base material 3 is used as the shielding layer S.
- any layer included in the electrical storage device packaging film 10 can be used as the shielding layer S.
- a surface coating layer or the like may be further provided on the outside of the resin layer 2 (on the side opposite to the heat-fusible resin layer 1 side), if necessary.
- the thickness of the laminate constituting the electrical storage device packaging film 10 is not particularly limited, but from the viewpoint of cost reduction, energy density improvement, etc., it is, for example, 190 ⁇ m or less, preferably about 180 ⁇ m or less, and about 170 ⁇ m or less.
- the thickness of the laminate constituting the electrical storage device packaging film 10 is preferably about 35 ⁇ m or more, about 45 ⁇ m or more, about 60 ⁇ m or more can be mentioned.
- the preferred range of the laminate constituting the electrical storage device packaging film 10 is, for example, about 35 to 190 ⁇ m, about 35 to 180 ⁇ m, about 35 to 170 ⁇ m, about 45 to 190 ⁇ m, about 45 to 180 ⁇ m, and about 45 to 170 ⁇ m. , about 60 to 190 ⁇ m, about 60 to 180 ⁇ m, and about 60 to 170 ⁇ m, and particularly preferably about 45 to 170 ⁇ m.
- the resin layer 2, the adhesive layer 4, the base material 3, the adhesive layer 5, and the heat-sealable resin with respect to the thickness (total thickness) of the laminate constituting the electrical storage device packaging film 10
- the ratio of the total thickness of layer 1 is preferably 90% or more, more preferably 95% or more, and even more preferably 98% or more.
- the electrical storage device packaging film 10 of the present disclosure includes the resin layer 2, the adhesive layer 4, the base material 3, the adhesive layer 5, and the heat-fusible resin layer 1, the electrical storage device packaging film
- the ratio of the total thickness of these layers to the thickness (total thickness) of the laminate constituting 10 is preferably 90% or more, more preferably 95% or more, and still more preferably 98% or more.
- the electrical storage device packaging film 10 of the present disclosure is a laminate including the resin layer 2, the adhesive layer 4, and the heat-fusible resin layer 1, the laminate constituting the electrical storage device packaging film 10
- the ratio of the total thickness of these layers to the thickness (total thickness) of the layer can be, for example, 80% or more, preferably 90% or more, more preferably 95% or more, and still more preferably 98% or more.
- the laminate constituting the electrical storage device packaging film 10 of the present disclosure has a total light transmittance measured in accordance with JIS K7361-1: 1997, for example, 20% or less, 15% or less, 10% or less. , 8% or less.
- the laminate constituting the electrical storage device packaging film 10 of the present disclosure has a total light transmittance measured in accordance with JIS K7361-1:1997, for example, 80% or more, 85% or more, 90% or more. % or more.
- the lower the total light transmittance the higher the shielding properties of the electrical storage device packaging film 10 can be exhibited.
- the higher the total light transmittance the higher the translucency of the electrical storage device packaging film 10 can be exhibited.
- the lower limit of the total light transmittance is 0% and the upper limit is 100%.
- the total light transmittance of the electrical storage device packaging film conforms to the measurement method specified in JIS K7361-1: 1997, and is measured using a commercially available spectrophotometer (for example, a UV-visible-near-infrared spectrophotometer V- 670), the transmittance in the visible light region (400 to 700 nm) is measured, and the average value is taken as the total light transmittance.
- the measurement conditions are a halogen lamp as a light source, a UV/Vis bandwidth of 5.0 nm, a scanning speed of 1000 nm/min, a response of medium, and a data capturing interval of 1.0 nm.
- the power storage device packaging film 10 can be black.
- the power storage device packaging film 10 is black, the power storage device packaging film 10 has a high shielding property and a high anti-counterfeiting effect.
- the electrical storage device packaging film 10 of the second aspect of the present disclosure has a CO 2 permeation amount in an environment at a temperature of 30° C. of preferably 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more, more preferably about 200 cc ⁇ 100 ⁇ m. /m 2 /24 hr/atm or more, more preferably about 300 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more, more preferably about 500 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more.
- the CO 2 permeation amount of the electrical storage device packaging film 10 of the second aspect of the present disclosure is, for example, about 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, preferably about 1000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less. atm or less, more preferably about 800 cc ⁇ 100 ⁇ m/m 2 / 24 hr/atm or less.
- each layer forming the packaging film for the electrical storage device [heat-fusible resin layer 1]
- the heat-fusible resin layer 1 corresponds to the innermost layer, and when the electricity storage device is assembled, the heat-fusible resin layers are heat-sealed to seal the electricity storage device element. It is a layer (sealant layer) that exhibits its function.
- the electrical storage device packaging film 10 of the first aspect of the present disclosure may or may not have adhesiveness to metal, but preferably has adhesiveness to metal.
- the electrical storage device packaging film 10 of the first aspect is composed only of the heat-fusible resin layer 1, at least one surface of the heat-fusible resin layer 1 may have adhesiveness to metal.
- the electrical storage device packaging film 10 of the first aspect is composed of a laminate including the resin layer 2 and the heat-fusible resin layer 1, the outer surface of the resin layer 2 and the heat-fusible resin layer 1
- at least one of the inner surfaces is made adhesive to metal.
- the electrical storage device packaging film 10 of the first aspect is composed of a laminate including the resin layer 2, the base material 3, and the heat-fusible resin layer 1, the outer surface of the resin layer 2 and the At least one of the inner surfaces of the heat-fusible resin layer 1 may be imparted with adhesion to metal.
- the thermal adhesive resin layer 1 of the electrical storage device packaging film 10 is transparent, and the thermal adhesive resin layer 1 is transparent.
- the shielding layer S may be composed of the heat-fusible resin layer 1 mixed with the above-described coloring agent or the like.
- the electrical storage device packaging film 10 of the second aspect of the present disclosure is composed only of the heat-fusible resin layer 1, at least one surface of the heat-fusible resin layer 1 adheres to metal. have sex.
- the electrical storage device packaging film 10 of the second aspect is composed of a laminate including the resin layer 2 and the heat-fusible resin layer 1, the outer surface of the resin layer 2 and the heat-fusible resin layer 1 Adhesion to metal may be imparted to at least one of the inner surfaces.
- the electrical storage device packaging film 10 of the second aspect is composed of a laminate including the resin layer 2, the base material 3, and the heat-fusible resin layer 1, the outer surface of the resin layer 2 and the At least one of the inner surfaces of the heat-fusible resin layer 1 may be imparted with adhesion to metal.
- the heat-fusible resin layer 1 is transparent, and is laminated with the shielding layer S composed of a layer different from the heat-fusible resin layer 1.
- the shielding layer S may be formed by blending the above-described colorant or the like with the heat-fusible resin layer 1 .
- the resin constituting the heat-fusible resin layer 1 of the first embodiment is heat-fusible and the CO 2 permeation amount of the electrical storage device packaging film 10 is 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/ Although it is not particularly limited as long as it is atm or more, resins containing polyolefin skeletons such as polyolefins and acid-modified polyolefins are preferable. Polyolefins are preferred in that, in addition to having heat-sealing properties, the CO 2 permeation amount is very high.
- the resin constituting the heat-fusible resin layer 1 of the second aspect is not particularly limited as long as it is heat-fusible, but a resin containing a polyolefin skeleton such as polyolefin or acid-modified polyolefin is preferable. .
- the inclusion of a polyolefin skeleton in the resin constituting the heat-fusible resin layer 1 can be analyzed by, for example, infrared spectroscopy, gas chromatography-mass spectrometry, or the like.
- a peak derived from maleic anhydride is detected.
- maleic anhydride-modified polyolefin is measured by infrared spectroscopy, peaks derived from maleic anhydride are detected near wavenumbers of 1760 cm ⁇ 1 and 1780 cm ⁇ 1 .
- the heat-fusible resin layer 1 is a layer composed of maleic anhydride-modified polyolefin
- a peak derived from maleic anhydride is detected when measured by infrared spectroscopy.
- the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
- polyolefins include polyethylenes such as low-density polyethylene, medium-density polyethylene, high-density polyethylene, and linear low-density polyethylene; ethylene- ⁇ -olefin copolymers; block copolymers of ethylene), random copolymers of polypropylene (for example, random copolymers of propylene and ethylene); propylene- ⁇ -olefin copolymers; ethylene-butene-propylene terpolymers; Among these, polypropylene is preferred.
- the polyolefin resin is a copolymer, it may be a block copolymer or a random copolymer. These polyolefin-based resins may be used alone or in combination of two or more.
- the polyolefin may be a cyclic polyolefin.
- a cyclic polyolefin is a copolymer of an olefin and a cyclic monomer.
- the olefin which is a constituent monomer of the cyclic polyolefin, include ethylene, propylene, 4-methyl-1-pentene, styrene, butadiene, and isoprene. be done.
- Examples of cyclic monomers constituting cyclic polyolefins include cyclic alkenes such as norbornene; cyclic dienes such as cyclopentadiene, dicyclopentadiene, cyclohexadiene and norbornadiene. Among these, cyclic alkenes are preferred, and norbornene is more preferred.
- the polyolefin may be an acid-modified polyolefin.
- Acid-modified polyolefin is a polymer modified by block polymerization or graft polymerization of polyolefin with an acid component.
- the acid-modified polyolefin the above polyolefin, a copolymer obtained by copolymerizing the above polyolefin with a polar molecule such as acrylic acid or methacrylic acid, or a polymer such as crosslinked polyolefin can be used.
- acid components used for acid modification include carboxylic acids such as maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride and itaconic anhydride, and anhydrides thereof.
- the acid-modified polyolefin may be an acid-modified cyclic polyolefin.
- Acid-modified cyclic polyolefin is a polymer obtained by copolymerizing a part of the monomers constituting the cyclic polyolefin in place of the acid component, or by block-polymerizing or graft-polymerizing the acid component to the cyclic polyolefin. be.
- the acid-modified cyclic polyolefin is the same as described above.
- the acid component used for acid modification is the same as the acid component used for modification of polyolefin.
- Preferable acid-modified polyolefins include polyolefins modified with carboxylic acid or its anhydride, polypropylene modified with carboxylic acid or its anhydride, maleic anhydride-modified polyolefin, and maleic anhydride-modified polypropylene.
- the heat-fusible resin layer 1 may be formed of one type of resin alone, or may be formed of a blend polymer in which two or more types of resin are combined. Furthermore, the heat-fusible resin layer 1 may be formed of only one layer, or may be formed of two or more layers made of the same or different resins.
- the inner surface of the heat-fusible resin layer 1 has adhesiveness to metal.
- the inner surface of the heat-fusible resin layer 1 is coated with an acid-modified polyolefin (acid-modified polypropylene, acid-modified polyethylene, etc.).
- the heat-fusible resin layer 1 Not suitable as a resin for composing the inner surface.
- the heat-fusible resin layer 1 may contain a lubricant or the like as necessary.
- a lubricant is not particularly limited, and known lubricants can be used. Lubricants may be used singly or in combination of two or more.
- the lubricant is not particularly limited, but preferably includes an amide-based lubricant.
- Specific examples of the lubricant include those exemplified for the resin layer 2 .
- Lubricants may be used singly or in combination of two or more. By combining two or more types of lubricants, when the electrical storage device packaging film 10 is cold-molded with a mold, the lubricant is less likely to adhere to the mold due to the interaction between the lubricants. can suitably enhance the continuous productivity of. This also applies to the case where a lubricant is used for the resin layer 2, which will be described later.
- the amount is not particularly limited, but from the viewpoint of improving the moldability of the electrical storage device packaging film, it is preferably about 10 to 50 mg/m 2 . , and more preferably about 15 to 40 mg/m 2 .
- the lubricant present on the surface of the heat-fusible resin layer 1 may be obtained by exuding the lubricant contained in the resin constituting the heat-fusible resin layer 1, or The surface may be coated with a lubricant.
- the thickness of the heat-fusible resin layer 1 is not particularly limited as long as the heat-fusible resin layers are heat-sealed to each other to exhibit the function of sealing the electricity storage device element.
- the resin layer 2 is a layer provided for the purpose of, for example, exhibiting a function as a base material of the electrical storage device packaging film.
- the resin layer 2 is located on the outer layer side of the electrical storage device packaging film.
- the material for forming the resin layer 2 of the first aspect should have at least insulating properties, and the CO 2 permeation amount of the electrical storage device packaging film 10 should be 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more. is not particularly limited.
- the resin layer 2 of the first aspect can be formed using a resin, and the resin may contain additives described later.
- the shielding layer S is provided in the electrical storage device packaging film 10 of the first aspect, it is preferable that the resin layer 2 is transparent and is used by being laminated with the shielding layer S composed of a layer different from the resin layer 2.
- the shielding layer S may be formed by blending the resin layer 2 with a coloring agent or the like, which will be described later.
- the material forming the resin layer 2 of the second aspect is not particularly limited as long as it has at least insulation.
- the resin layer 2 of the second aspect can be formed using a resin, and the resin may contain additives described later.
- the resin layer 2 of the second embodiment is transparent, and it is preferable to use it by laminating it with a shielding layer S composed of a layer different from the resin layer 2.
- a layer S may be constructed.
- the resin layer 2 may be, for example, a resin film formed of resin, or may be formed by applying resin.
- the resin film may be an unstretched film or a stretched film.
- stretched films include uniaxially stretched films and biaxially stretched films, with biaxially stretched films being preferred.
- stretching methods for forming a biaxially stretched film include successive biaxial stretching, inflation, and simultaneous biaxial stretching.
- Methods for applying the resin include a roll coating method, a gravure coating method, an extrusion coating method, and the like.
- resins forming the resin layer 2 include, for example, resins such as polyester, polyamide, polyolefin, epoxy resin, acrylic resin, fluororesin, polyurethane, silicon resin, phenolic resin, and modified products of these resins. mentioned. Further, the resin forming the resin layer 2 may be a copolymer of these resins or a modified copolymer thereof. Furthermore, it may be a mixture of these resins.
- the resin forming the resin layer 2 preferably includes polyester, polyamide, and polyolefin.
- polyester examples include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, and copolymerized polyester.
- copolyester examples include copolyester having ethylene terephthalate as a main repeating unit.
- copolymer polyester polymerized with ethylene isophthalate with ethylene terephthalate as the main repeating unit hereinafter abbreviated after polyethylene (terephthalate / isophthalate)
- polyethylene (terephthalate / adipate) polyethylene (terephthalate / sodium sulfoisophthalate)
- polyethylene (terephthalate/sodium isophthalate) polyethylene (terephthalate/phenyl-dicarboxylate), polyethylene (terephthalate/decanedicarboxylate), and the like.
- These polyesters may be used singly or in combination of two or more.
- polyamide specifically, aliphatic polyamide such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, copolymer of nylon 6 and nylon 66; terephthalic acid and / or isophthalic acid Hexamethylenediamine-isophthalic acid-terephthalic acid copolymer polyamide such as nylon 6I, nylon 6T, nylon 6IT, nylon 6I6T (I represents isophthalic acid, T represents terephthalic acid) containing structural units derived from, polyamide MXD6 (polymetallic Polyamides containing aromatics such as silylene adipamide); alicyclic polyamides such as polyamide PACM6 (polybis(4-aminocyclohexyl)methane adipamide); Copolymerized polyamides, polyesteramide copolymers and polyetheresteramide copolymers which are copolymers of copolymerized polyamides with polyesters or polyalkylene ether glycols; and polyamides such
- polyolefin a resin containing a polyolefin skeleton such as polyolefin and acid-modified polyolefin is preferable.
- Polyolefin is preferable from the viewpoint of imparting heat-sealing properties to the outer surface of the resin layer 2 .
- Specific examples of the polyolefin include the same polyolefins as those exemplified for the heat-fusible resin layer 1 described above.
- the resin layer 2 preferably includes at least one of a polyester film, a polyamide film, a polyolefin film, and an acid-modified polyolefin film. It preferably contains at least one of films, more preferably contains at least one of oriented polyethylene terephthalate film, oriented polybutylene terephthalate film, oriented nylon film, oriented polypropylene film, and oriented acid-modified polypropylene film.
- the resin layer 2 when at least part of the outer surface of the electrical storage device packaging film 10 is adhered to metal or the like, the resin layer 2 is the outermost layer, and the outer surface of the resin layer 2 has adhesiveness to metal.
- the outer surface of the resin layer 2 is preferably made of acid-modified polyolefin (acid-modified polypropylene, acid-modified polyethylene, etc.).
- the above-described polyolefin that has not been acid-modified does not have adhesiveness to metal. It is not suitable as a resin that constitutes the outer surface of the resin layer 2 .
- the electric storage device packaging film 10 is used as an inner packaging body, and the outer surface of the electric storage device packaging film 10 is made of a metal. (eg, metal foil, metal can, etc.).
- the resin layer 2 may be a single layer, or may be composed of two or more layers.
- the resin layer 2 may be a laminate obtained by laminating resin films with an adhesive or an adhesion promoter, or may be formed by coextrusion of the resin to form two layers.
- a laminate of resin films as described above may be used.
- a laminate of two or more resin films formed by co-extrusion of resin may be used as the resin layer 2 without being stretched, or may be formed as the resin layer 2 by being uniaxially or biaxially stretched.
- a laminate of two or more resin films include a laminate of a polyester film and a nylon film, a laminate of two or more nylon films, and a laminate of two or more polyester films.
- Examples include laminates, and preferred are laminates of stretched nylon films and stretched polyester films, laminates of two or more layers of stretched nylon films, and laminates of two or more layers of stretched polyester films.
- the resin layer 2 is a laminate of two resin films, a laminate of a polyester resin film and a polyester resin film, a laminate of a polyamide resin film and a polyamide resin film, or a laminate of a polyester resin film and a polyamide resin film.
- a laminate of polyethylene terephthalate film and polyethylene terephthalate film, a laminate of nylon film and nylon film, or a laminate of polyethylene terephthalate film and nylon film is more preferred.
- the polyester resin is resistant to discoloration when, for example, an electrolytic solution adheres to the surface. Therefore, when the resin layer 2 is a laminate of two or more resin films, the polyester resin film is the outermost layer of the resin layer 2. is preferably located in
- a laminate of two or more resin films include a laminate of polyolefin and polyester, and a laminate of polyolefin and polyolefin.
- Body laminates of polyolefins and polyamides are preferred.
- a laminate of polyolefin and polyester a laminate of polypropylene film and polyethylene terephthalate film, a laminate of polypropylene film and polyethylene naphthalate film, a laminate of polypropylene film and polybutylene terephthalate film, and an acid-modified polypropylene film.
- a laminate of polyolefin and polyolefin a laminate of polypropylene and polypropylene, a laminate of acid-modified polypropylene and acid-modified polypropylene, and a laminate of acid-modified polypropylene and polypropylene are preferable.
- a laminate of polyolefin and polyamide a laminate of polypropylene and nylon and a laminate of acid-modified polypropylene and nylon are preferred.
- the two or more layers of resin films may be laminated via an adhesive or an adhesion promoter.
- Preferred adhesives and adhesion promoters are the same as the adhesives and adhesion promoters exemplified for adhesive layers 4 and 5, respectively, which will be described later.
- the method for laminating two or more layers of resin films is not particularly limited, and known methods can be employed. Examples thereof include dry lamination, sandwich lamination, extrusion lamination, thermal lamination, and the like. A lamination method is mentioned. When laminating by dry lamination, it is preferable to use a polyurethane adhesive as the adhesive.
- the thickness of the adhesive is, for example, about 2 to 5 ⁇ m.
- an anchor coat layer may be formed on the resin film and laminated.
- the anchor coat layer may be the same as the adhesives exemplified for the adhesive layers 4 and 5 described later. At this time, the thickness of the anchor coat layer is, for example, about 0.01 to 1.0 ⁇ m.
- Anchor coat layers can be used as adhesive layers 4,5.
- additives such as lubricants, flame retardants, antiblocking agents, antioxidants, light stabilizers, tackifiers, and antistatic agents are present on at least one of the surface and the interior of the resin layer 2. good too. Only one type of additive may be used, or two or more types may be mixed and used.
- a lubricant exists on the surface of the resin layer 2 from the viewpoint of improving the formability of the electrical storage device packaging film.
- the lubricant is not particularly limited, but preferably includes an amide-based lubricant.
- Specific examples of amide lubricants include saturated fatty acid amides, unsaturated fatty acid amides, substituted amides, methylolamides, saturated fatty acid bisamides, unsaturated fatty acid bisamides, fatty acid ester amides, and aromatic bisamides.
- saturated fatty acid amides include lauric acid amide, palmitic acid amide, stearic acid amide, behenic acid amide, and hydroxystearic acid amide.
- unsaturated fatty acid amides include oleic acid amide and erucic acid amide.
- substituted amides include N-oleyl palmitic acid amide, N-stearyl stearic acid amide, N-stearyl oleic acid amide, N-oleyl stearic acid amide, N-stearyl erucic acid amide and the like.
- methylolamide include methylol stearamide.
- saturated fatty acid bisamides include methylenebisstearic acid amide, ethylenebiscapric acid amide, ethylenebislauric acid amide, ethylenebisstearic acid amide, ethylenebishydroxystearic acid amide, ethylenebisbehenic acid amide, hexamethylenebisstearin. acid amide, hexamethylenebisbehenamide, hexamethylenehydroxystearic acid amide, N,N'-distearyladipic acid amide, N,N'-distearylsebacic acid amide and the like.
- unsaturated fatty acid bisamides include ethylenebisoleic acid amide, ethylenebiserucic acid amide, hexamethylenebisoleic acid amide, N,N'-dioleyladipic acid amide, and N,N'-dioleylsebacic acid amide. etc.
- fatty acid ester amides include stearamide ethyl stearate.
- aromatic bisamide include m-xylylenebisstearic acid amide, m-xylylenebishydroxystearic acid amide, N,N'-distearyl isophthalic acid amide and the like.
- Lubricants may be used singly or in combination of two or more.
- the amount is not particularly limited, but is preferably about 3 mg/m 2 or more, more preferably about 4 to 15 mg/m 2 , and even more preferably about 4 to 15 mg/m 2 . About 5 to 14 mg/m 2 can be mentioned.
- the lubricant present on the surface of the resin layer 2 may be the lubricant contained in the resin constituting the resin layer 2 exuded, or may be the lubricant applied to the surface of the resin layer 2. There may be.
- the thickness of the resin layer 2 is not particularly limited, but is, for example, approximately 3 to 50 ⁇ m, preferably approximately 10 to 35 ⁇ m.
- the thickness of each resin film constituting each layer is preferably about 2 to 25 ⁇ m.
- the base material 3 is a layer that functions as a support.
- the electrical storage device packaging film 10 includes the resin layer 2, the substrate 3, and the heat-fusible resin layer 1, the resin layer 2 is on the outside, and the heat-fusible resin layer 1 is on the inside (innermost layer).
- a substrate 3 is positioned between the resin layer 2 and the heat-fusible resin layer 1 .
- the shielding layer S can be formed by adding a coloring agent or the like to the base material 3 .
- the material forming the base material 3 of the present disclosure is not particularly limited.
- materials that form the base material 3 include polyolefin resins, polyamide resins, polyester resins, epoxy resins, acrylic resins, fluororesins, silicon resins, phenolic resins, polyetherimides, polyimides, polycarbonates, and mixtures thereof. and copolymers, and among these, polyolefin resins are particularly preferred.
- the material forming the base material 3 is preferably a resin containing a polyolefin skeleton such as polyolefin or acid-modified polyolefin. Whether the resin constituting the base material 3 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, or the like.
- polyesters include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, copolymer polyester mainly composed of repeating units of ethylene terephthalate, and butylene terephthalate mainly composed of repeating units. and copolymerized polyester.
- copolymer polyester having ethylene terephthalate as the main repeating unit specifically, a copolymer polyester polymerized with ethylene isophthalate having ethylene terephthalate as the main repeating unit (hereinafter referred to as polyethylene (terephthalate/isophthalate) ), polyethylene (terephthalate/isophthalate), polyethylene (terephthalate/adipate), polyethylene (terephthalate/sodium sulfoisophthalate), polyethylene (terephthalate/sodium isophthalate), polyethylene (terephthalate/phenyl-dicarboxylate) , polyethylene (terephthalate/decanedicarboxylate), and the like.
- polyethylene (terephthalate/isophthalate) polyethylene (terephthalate/isophthalate)
- polyethylene (terephthalate/isophthalate) polyethylene (terephthalate/isophthalate)
- polyethylene (terephthalate/adipate) polyethylene (terephthal
- copolymer polyester having butylene terephthalate as the main repeating unit specifically, a copolymer polyester polymerized with butylene isophthalate having butylene terephthalate as the main repeating unit (hereinafter referred to as polybutylene (terephthalate/isophthalate) ), polybutylene (terephthalate/adipate), polybutylene (terephthalate/sebacate), polybutylene (terephthalate/decanedicarboxylate), polybutylene naphthalate, and the like.
- polybutylene (terephthalate/isophthalate) polybutylene (terephthalate/adipate)
- polybutylene (terephthalate/sebacate) polybutylene (terephthalate/sebacate)
- polybutylene (terephthalate/decanedicarboxylate) polybutylene naphthalate
- polyolefins include polyethylenes such as low density polyethylene, medium density polyethylene, high density polyethylene, and linear low density polyethylene; homopolypropylene, block copolymers of polypropylene (for example, block copolymers of propylene and ethylene); crystalline or amorphous polypropylene such as random copolymers (eg, random copolymers of propylene and ethylene); terpolymers of ethylene-butene-propylene; Among these polyolefins, polyethylene and polypropylene are preferred, and polypropylene is more preferred.
- the base material 3 preferably contains homopolypropylene, more preferably is formed of homopolypropylene, and is further preferably an unstretched homopolypropylene film, because of its excellent electrolyte resistance.
- polyamides include aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, and copolymers of nylon 6 and nylon 66; derived from terephthalic acid and/or isophthalic acid Hexamethylenediamine-isophthalic acid-terephthalic acid copolymer polyamide such as nylon 6I, nylon 6T, nylon 6IT, nylon 6I6T (I represents isophthalic acid, T represents terephthalic acid), polymetaxylylene adipamide Polyamides containing aromatics such as (MXD6); Alicyclic polyamides such as polyaminomethylcyclohexyladipamide (PACM6); Polyamides obtained by copolymerizing lactam components and isocyanate components such as 4,4'-diphenylmethane-diisocyanate.
- aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, and copolymers of nylon 6 and nylon 66
- polyester amide copolymers and polyether ester amide copolymers which are copolymers of copolyamide and polyester or polyalkylene ether glycol; and copolymers thereof.
- These polyamides may be used singly or in combination of two or more.
- the base material 3 of the present disclosure may be formed of a nonwoven fabric made of the above resin.
- the base material 3 is a non-woven fabric, it is preferable that the base material 3 is made of the aforementioned polyolefin resin, polyamide resin, or the like.
- the base material 3 of the present disclosure may be a single layer or multiple layers.
- the surface of the base material 3 is subjected, if necessary, to a known means for easy adhesion such as corona discharge treatment, ozone treatment, plasma treatment, and the like. good too.
- the thickness of the base material 3 is preferably 80 ⁇ m or less, more preferably 60 ⁇ m or less, even more preferably about 50 ⁇ m or less, and even more preferably about 40 ⁇ m or less. Also, the thickness of the base material 3 is preferably about 5 ⁇ m or more, more preferably about 8 ⁇ m or more, and even more preferably about 10 ⁇ m or more. Preferred ranges for the thickness of the base material 3 are about 5 to 80 ⁇ m, about 5 to 60 ⁇ m, about 5 to 50 ⁇ m, about 5 to 40 ⁇ m, about 8 to 80 ⁇ m, about 8 to 60 ⁇ m, about 8 to 50 ⁇ m, and 8 to 40 ⁇ m. about 10 to 80 ⁇ m, about 10 to 60 ⁇ m, about 10 to 50 ⁇ m, and about 10 to 40 ⁇ m.
- the adhesive layers 4 and 5 are provided between the resin layer 2 and the base material 3 or between the heat-fusible resin layer 1 and between the heat-fusible resin layer 1 and the base material, respectively. 3 or the resin layer 2, it is a layer provided between these as needed for the purpose of improving the adhesiveness between them.
- the adhesive layer 4 bonds the resin layer 2 and the substrate 3 or the heat-fusible resin layer 1 .
- the adhesive layer 5 bonds the heat-fusible resin layer 1 and the resin layer 2 or the substrate 3 together.
- the anchor coat layers described above can also be used as the adhesive layers 4 and 5 .
- the adhesive layers 4 and 5 can be blended with a coloring agent or the like to form the shielding layer S.
- a coloring agent is blended into the adhesive that forms the adhesive layer 4 and the shielding layer is formed by one-time coating, there is no need to separately provide a shielding layer at locations other than the adhesive layer 4 .
- the number of steps can be reduced, the production efficiency can be improved, and the risk of contamination by foreign matter can be reduced, compared to the case where a colored layer is separately provided as a shielding layer.
- a coloring agent to the adhesive layer 4 also from the viewpoint of long-term use.
- the adhesive layers 4 and 5 are formed from an adhesive or an adhesion promoter that can adhere to the resin layer 2 or the heat-fusible resin layer 1 .
- the adhesive used to form the adhesive layers 4 and 5 is not limited, but may be any of a chemical reaction type, a solvent volatilization type, a hot melt type, a hot pressure type, and the like. Further, it may be a two-liquid curing adhesive (two-liquid adhesive), a one-liquid curing adhesive (one-liquid adhesive), or a resin that does not involve a curing reaction. Also, the adhesive layers 4 and 5 may be single layers or multiple layers.
- the adhesive component contained in the adhesive include polyesters such as polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, and copolymerized polyester; polyether; polyurethane; epoxy resin; Phenolic resins; polyamides such as nylon 6, nylon 66, nylon 12, and copolymerized polyamides; polyolefin resins such as polyolefins, cyclic polyolefins, acid-modified polyolefins, and acid-modified cyclic polyolefins; polyvinyl acetate; cellulose; (meth)acrylic resins; polyimide; polycarbonate; amino resin such as urea resin and melamine resin; rubber such as chloroprene rubber, nitrile rubber and styrene-butadiene rubber; These adhesive components may be used singly or in combination of two or more.
- polyurethane adhesives are preferred.
- an appropriate curing agent can be used in combination with these adhesive component resins to increase the adhesive strength.
- the curing agent is selected from among polyisocyanates, polyfunctional epoxy resins, oxazoline group-containing polymers, polyamine resins, acid anhydrides, etc., depending on the functional groups of the adhesive component.
- polyurethane adhesives examples include polyurethane adhesives containing a first agent containing a polyol compound and a second agent containing an isocyanate compound.
- a two-component curing type polyurethane adhesive is used in which a polyol such as polyester polyol, polyether polyol, or acrylic polyol is used as the first agent and an aromatic or aliphatic polyisocyanate is used as the second agent.
- polyurethane adhesives include polyurethane adhesives containing an isocyanate compound and a polyurethane compound obtained by reacting a polyol compound and an isocyanate compound in advance.
- polyurethane adhesives examples include polyurethane adhesives containing a polyurethane compound obtained by reacting a polyol compound and an isocyanate compound in advance and a polyol compound.
- polyurethane adhesives examples include polyurethane adhesives obtained by reacting a polyurethane compound obtained by reacting a polyol compound and an isocyanate compound in advance with moisture in the air and curing the compound.
- the polyol compound it is preferable to use a polyester polyol having a hydroxyl group in a side chain in addition to the terminal hydroxyl group of the repeating unit.
- the second agent examples include aliphatic, alicyclic, aromatic, and araliphatic isocyanate compounds.
- isocyanate compounds include hexamethylene diisocyanate (HDI), xylylene diisocyanate (XDI), isophorone diisocyanate (IPDI), hydrogenated XDI (H6XDI), hydrogenated MDI (H12MDI), tolylene diisocyanate (TDI), and diphenylmethane diisocyanate. (MDI), naphthalene diisocyanate (NDI), and the like.
- polyfunctional isocyanate modified products of one or more of these diisocyanates are also included.
- a polymer for example, a trimer
- Such multimers include adducts, biurets, nurates and the like. Since the adhesive layers 4 and 5 are formed of a polyurethane adhesive, the electrical storage device packaging film is endowed with excellent electrolytic solution resistance, and peeling of the resin layer 2 is suppressed even if the electrolytic solution adheres to the side surface. be.
- the adhesion promoter used to form the adhesive layers 4 and 5 is not limited.
- known adhesion promoters such as isocyanate-based, polyethyleneimine-based, polyester-based, polyurethane-based, and polybutadiene-based adhesives can be used.
- the laminate containing the isocyanate component was excellent in lamination strength, and the decrease in lamination strength after immersion in the electrolytic solution was small.
- triphenylmethane-4,4′,4′′-triisocyanate which is a triisocyanate monomer
- polymethylene polyphenyl polyisocyanate which is a polymeric MDI (NCO content is about 30%, viscosity is 200 to 700 mPa s).
- NCO content is about 30%, viscosity is 200 to 700 mPa s.
- tris(p-isocyanatephenyl) thiophosphate which is also a triisocyanate monomer
- a two-liquid curing type adhesion promoter based on polyethyleneimine and using polycarbodiimide as a cross-linking agent show good results. there were.
- the adhesive layers 4 and 5 using an adhesion promoter can be formed by coating and drying by a well-known coating method such as a bar coating method, a roll coating method, or a gravure coating method.
- a well-known coating method such as a bar coating method, a roll coating method, or a gravure coating method.
- an isocyanate adhesion promoter it is 20 to 100 mg/m 2 , preferably 40 to 60 mg/m 2
- a polymeric MDI adhesion promoter it is 40 to 150 mg/m 2 , preferably 60 to It is 100 mg/m 2
- a two-liquid curing type adhesion promoter with polyethyleneimine as the main agent and polycarbodiimide as a cross-linking agent it is 5 to 50 mg/m 2 , preferably 10 to 30 mg/m 2 .
- the triisocyanate monomer is a monomer having three isocyanate groups in one molecule
- the polymeric MDI is a mixture of MDI and an MDI
- the adhesive layers 4 and 5 may contain other components as long as they do not impede adhesion, and may contain colorants, thermoplastic elastomers, tackifiers, fillers, and the like. Since the adhesive layers 4 and 5 contain a coloring agent, the electrical storage device packaging film can be colored.
- the adhesive layers 4 and 5 can be used as the shield layer S if the adhesive layers 4 and 5 are colored to such an extent that the electrical storage device packaging film can be provided with shielding properties.
- Known substances such as pigments and dyes can be used as the colorant. In addition, only one type of colorant may be used, or two or more types may be mixed and used.
- the type of pigment is not particularly limited as long as it does not impair the adhesiveness of the adhesive layers 4 and 5.
- organic pigments include azo-based, phthalocyanine-based, quinacridone-based, anthraquinone-based, dioxazine-based, indigothioindigo-based, perinone-perylene-based, isoindolenine-based, and benzimidazolone-based pigments.
- pigments include carbon black-based, titanium oxide-based, cadmium-based, lead-based, chromium oxide-based, iron-based, and copper-based pigments. be done.
- a black coloring agent is preferable in order to make the appearance of a packaging film for an electric storage device black, and among black coloring agents, carbon black is preferable.
- the electricity storage device packaging film 10 has a high shielding property and a high anti-counterfeiting effect.
- the average particle size of the pigment is not particularly limited, and is, for example, about 0.05 to 5 ⁇ m, preferably about 0.08 to 2 ⁇ m. Further, the average particle size of carbon black is within the range of 0.161 to 0.221 ⁇ m. The average particle size of the pigment is the median size measured with a laser diffraction/scattering particle size distribution analyzer.
- the content of the pigment in the adhesive layers 4 and 5 is not particularly limited as long as the electrical storage device packaging film is colored.
- the thickness of the adhesive layers 4 and 5 is not particularly limited as long as the resin layer 2 and the heat-fusible resin layer 1 can be adhered, but is, for example, about 1 ⁇ m or more, or about 2 ⁇ m or more. Also, the thickness of the adhesive layers 4 and 5 is, for example, about 10 ⁇ m or less, about 5 ⁇ m or less. Further, preferable ranges of the thickness of the adhesive layers 4 and 5 are about 1 to 10 ⁇ m, about 1 to 5 ⁇ m, about 2 to 10 ⁇ m, and about 2 to 5 ⁇ m.
- the colored layer C is a layer provided between the resin layer 2 and the heat-fusible resin layer 1 and outside the resin layer 2 as necessary.
- a colored layer C may be provided between the resin layer 2 and the adhesive layers 4 and 5 .
- the electrical storage device packaging film can be colored.
- the colored layer C can be used as the shielding layer S if the colored layer C is colored to such an extent that the electrical storage device packaging film can be provided with a shielding property. It is preferable to use the colored layer C as the shielding layer S in the electrical storage device packaging film 10 .
- the colored layer C between the resin layer 2 and the heat-fusible resin layer 1 may be called an inner colored layer, and the colored layer C outside the resin layer 2 may be called an outer colored layer.
- the colored layer C is preferably provided on at least one surface of the resin layer 2 (that is, the resin layer 2 and the colored layer C are in contact with each other).
- the colored layer C can be formed, for example, by applying ink containing a coloring agent to the surface of the resin layer 2 .
- a coloring agent such as pigments and dyes can be used as the colorant.
- only one type of colorant may be used, or two or more types may be mixed and used.
- the thickness of the colored layer C is not particularly limited as long as the electrical storage device packaging film 10 is colored, but is, for example, about 1 ⁇ m or more and about 2 ⁇ m or more. Moreover, the thickness of the colored layer C is, for example, about 10 ⁇ m or less, or about 5 ⁇ m or less. Further, the preferable range of the thickness of the colored layer C is about 1 to 10 ⁇ m, about 1 to 5 ⁇ m, about 2 to 10 ⁇ m, and about 2 to 5 ⁇ m.
- the packaging film for an electricity storage device of the present disclosure is provided on the resin layer 2 (heat of the resin layer 2), if necessary.
- a surface coating layer (not shown) may be provided on the side opposite to the fusible resin layer 1 side.
- the surface coating layer is a layer positioned on the outermost layer side of the electrical storage device packaging film when the electrical storage device is assembled using the electrical storage device packaging film.
- the surface coating layer may constitute the shielding layer S by blending the above-described coloring agent or the like.
- the surface coating layer examples include resins such as polyvinylidene chloride, polyester, polyamide, epoxy resin, acrylic resin, fluororesin, polyurethane, silicon resin, phenolic resin, and modified products of these resins. Copolymers of these resins or modified copolymers may also be used. Furthermore, it may be a mixture of these resins.
- the resin is preferably a curable resin. That is, the surface coating layer is preferably composed of a cured product of a resin composition containing a curable resin.
- the resin forming the surface coating layer is a curable resin
- the resin may be either a one-component curable type or a two-component curable type, preferably the two-component curable type.
- the two-liquid curing resin include two-liquid curing polyurethane, two-liquid curing polyester, and two-liquid curing epoxy resin. Among these, two-liquid curable polyurethane is preferred.
- two-liquid curable polyurethanes include polyurethanes containing a first agent containing a polyol compound and a second agent containing an isocyanate compound.
- Preferred examples include a two-component curing type polyurethane in which a polyol such as polyester polyol, polyether polyol, or acrylic polyol is used as the first agent and an aromatic or aliphatic polyisocyanate is used as the second agent.
- polyurethane include polyurethane containing a polyurethane compound obtained by reacting a polyol compound and an isocyanate compound in advance and an isocyanate compound.
- polyurethane examples include polyurethane containing a polyurethane compound obtained by reacting a polyol compound and an isocyanate compound in advance and a polyol compound.
- polyurethanes examples include polyurethanes obtained by reacting a polyurethane compound obtained by reacting a polyol compound and an isocyanate compound in advance with moisture in the air and the like to cure the compound.
- the polyol compound it is preferable to use a polyester polyol having a hydroxyl group in a side chain in addition to the terminal hydroxyl group of the repeating unit.
- the second agent examples include aliphatic, alicyclic, aromatic, and araliphatic isocyanate compounds.
- isocyanate compounds include hexamethylene diisocyanate (HDI), xylylene diisocyanate (XDI), isophorone diisocyanate (IPDI), hydrogenated XDI (H6XDI), hydrogenated MDI (H12MDI), tolylene diisocyanate (TDI), and diphenylmethane diisocyanate. (MDI), naphthalene diisocyanate (NDI), and the like.
- polyfunctional isocyanate-modified products of one or more of these diisocyanates are also included.
- a polymer for example, a trimer
- Such multimers include adducts, biurets, nurates and the like.
- the aliphatic isocyanate compound refers to an isocyanate having an aliphatic group and no aromatic ring
- the alicyclic isocyanate compound refers to an isocyanate having an alicyclic hydrocarbon group
- the aromatic isocyanate compound refers to an isocyanate having an aromatic ring. Since the surface coating layer is made of polyurethane, the electrical storage device packaging film is endowed with excellent electrolytic solution resistance.
- the surface coating layer may optionally contain the aforementioned lubricant, antiblocking agent, Additives such as matting agents, flame retardants, antioxidants, tackifiers, and antistatic agents may also be included.
- Additives such as matting agents, flame retardants, antioxidants, tackifiers, and antistatic agents may also be included.
- the additive include fine particles having an average particle size of about 0.5 nm to 5 ⁇ m. The average particle size of the additive is the median size measured with a laser diffraction/scattering particle size distribution analyzer.
- Additives may be either inorganic or organic.
- shape of the additive is not particularly limited, and examples thereof include spherical, fibrous, plate-like, amorphous, and scaly shapes.
- additives include talc, silica, graphite, kaolin, montmorillonite, mica, hydrotalcite, silica gel, zeolite, aluminum hydroxide, magnesium hydroxide, zinc oxide, magnesium oxide, aluminum oxide, neodymium oxide, and antimony oxide.
- Additives may be used singly or in combination of two or more.
- silica, barium sulfate, and titanium oxide are preferred from the viewpoint of dispersion stability and cost.
- the additive may be subjected to various surface treatments such as insulation treatment and high-dispersion treatment.
- the method for forming the surface coating layer is not particularly limited, and examples thereof include a method of applying a resin for forming the surface coating layer.
- a resin mixed with the additives may be applied.
- the thickness of the surface coating layer is not particularly limited as long as it exhibits the above functions as a surface coating layer.
- the method for producing the electrical storage device packaging film is not particularly limited as long as the electrical storage device packaging film of the present disclosure can be obtained.
- the electrical storage device packaging film of the first aspect of the present disclosure includes the resin layer 2 and the heat-fusible resin layer 1
- at least the resin layer and the heat-fusible resin layer are laminated in order from the outside.
- a step of obtaining a laminate is provided, and the laminate has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in a temperature of 30° C. environment.
- the electrical storage device packaging film of the second aspect of the present disclosure includes the resin layer 2 and the heat-fusible resin layer 1, at least the resin layer and the heat-fusible resin layer are laminated in order from the outside. obtaining a laminated laminate, which has adhesion to metal and does not have a metal layer formed of metal.
- the production method for the case where the electrical storage device packaging film of the present disclosure is composed of a laminate comprising a resin layer 2, an adhesive layer 4, a base material 3, an adhesive layer 5, and a heat-fusible resin layer 1 in this order
- An example is as follows. First, materials for forming each layer are prepared. Next, the resin layer 2 and the base material 3 are laminated with the adhesive layer 4 interposed therebetween, and the base material 3 and the heat-fusible resin layer 1 are laminated with the adhesive layer 5 interposed therebetween. Specifically, by laminating the resin layer 2 and the base material 3 by a dry lamination method or the like using an adhesive that forms the adhesive layer 4, the resin layer 2, the adhesive layer 4, and the base material 3 are laminated.
- the electrical storage device packaging film 10 is produced. can be done.
- the resin layer 2, the base material 3, and the heat-fusible resin layer 1 are laminated without the adhesive layers 4 and 5 interposed therebetween, the resin constituting the resin layer 2 is placed on one side of the base material 3.
- the electrical storage device packaging film 10 can be manufactured by a method such as melt extrusion, or a method of melt extruding a resin forming the heat-fusible resin layer 1 on the other side of the base material 3 .
- the colored layer may be formed on the surface of the resin layer 2 and then laminated with the substrate 3 and the heat-fusible resin layer 1 .
- a surface coating layer it can be formed, for example, by coating the surface of the resin layer 2 with the above resin composition for forming the surface coating layer and curing the composition.
- the electrical storage device packaging film 10 may be subjected to heat treatment.
- the electricity storage device packaging film of the present disclosure is used for a packaging body for hermetically housing electricity storage device elements such as a positive electrode, a negative electrode, and an electrolyte. That is, an electricity storage device can be obtained by housing an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte in a package formed by the electricity storage device packaging film of the present disclosure.
- an electricity storage device element having at least a positive electrode, a negative electrode, and an electrolyte is wrapped in the electricity storage device packaging film of the present disclosure in a state in which the metal terminals connected to the positive electrode and the negative electrode protrude outward.
- covering the periphery of the electricity storage device element so as to form a flange portion (area where the heat-fusible resin layers contact each other), and heat-sealing the heat-fusible resin layers of the flange portion to seal. provides an electricity storage device using the electricity storage device packaging film.
- the heat-fusible resin portion of the electricity storage device packaging film of the present disclosure is on the inside (surface in contact with the electricity storage device element ) to form a package.
- the heat-sealable resin layers of two electrical storage device packaging films may be placed facing each other, and the peripheral edges of the stacked electrical storage device packaging films may be heat-sealed to form a package.
- one electrical storage device packaging film may be folded back and overlapped, and the peripheral edges may be heat-sealed to form a packaging body. In the case of folding and stacking, as shown in the example shown in FIG.
- the sides other than the folded sides may be heat-sealed to form a package body by three-sided sealing, or the packages may be folded back so as to form a flange portion. It may be sealed on all sides.
- a recess for housing the electrical storage device element may be formed by deep drawing or stretch forming.
- one of the electrical storage device packaging films may be provided with a recessed portion and the other electrical storage device packaging film may not be provided with a recessed portion, or the other electrical storage device packaging film may also be provided with a recessed portion. may be provided.
- the electrical storage device packaging film 10 of the present disclosure is an electrical storage device 30 in which an electrical storage device element 32 is accommodated in a container having a double structure of an inner packaging body 10 a and an outer packaging body 20 . It can be suitably used as the inner package 10a. That is, an electricity storage device element 32 including at least a positive electrode, a negative electrode, and an electrolyte is housed in an inner packaging body 10a formed by the electricity storage device packaging film 10 of the present disclosure, and the inner packaging body 10a is accommodated in the outer packaging body 20. By housing inside, the electricity storage device 30 in which the electricity storage device elements are housed in a container having a double structure of the inner packaging body 10a and the outer packaging body 20 is obtained.
- each corner is drawn at a right angle, but the angle of each corner and ridgeline is not limited, and each corner and ridgeline may be rounded.
- the metal terminals 31 connected to the positive and negative electrodes of the electricity storage device element 32 are projected outward, and the electricity storage device packaging film 10 is wrapped around the electricity storage device element 32 .
- the formed flange portion of the inner packaging body 10a (the area where the heat-sealable resin layers 1 are in contact with each other, the peripheral edge portion 30a of the inner packaging body 10a) is covered so as to be formed, and the flange portion is heat-sealed.
- the electrical storage device element 32 can be directly packaged by adhering to the metal terminal 31. , can be suitably used.
- the packaging film 10 can be suitably used. Since the metal terminal 31 and the heat-fusible resin layer of the packaging film are made of different materials, generally the adhesion between the metal terminal 31 and the heat-fusible resin layer tends to deteriorate. For this reason, an adhesive film is generally placed between the metal terminal and the heat-sealable resin layer of the packaging film. Since it has adhesiveness, it is possible to seal the electrical storage device element 32 while adhering it to the metal terminal 31 without using such an adhesive film.
- the outer packaging body 20 is not particularly limited, and a packaging film, a metal can, or the like, which is composed of a film-like laminate in which a substrate layer/metal layer/thermal adhesive resin layer are sequentially laminated, can be used. can.
- the electrical storage device packaging film of the present disclosure can be suitably used for electrical storage devices such as batteries (including capacitors, capacitors, etc.). Moreover, the electrical storage device packaging film of the present disclosure may be used for either a primary battery or a secondary battery, but is preferably used for a secondary battery.
- the type of secondary battery to which the electrical storage device packaging film of the present disclosure is applied is not particularly limited. Cadmium storage batteries, nickel/iron storage batteries, nickel/zinc storage batteries, silver oxide/zinc storage batteries, metal-air batteries, polyvalent cation batteries, capacitors, capacitors, and the like. Among these secondary batteries, lithium ion batteries and lithium ion polymer batteries can be mentioned as suitable targets for application of the electrical storage device packaging film of the present disclosure.
- the electrical storage device packaging film of the first aspect of the present disclosure (at least, the electrical storage device packaging film comprising a heat-fusible resin layer, wherein the CO 2 permeation amount in an environment at a temperature of 30 ° C. is 100 cc ⁇ 100 ⁇ m / m 2 /24 hr/atm or more) and the electrical storage device packaging film of the second aspect of the present disclosure (at least an electrical storage device packaging film comprising a heat-fusible resin layer,
- the electrical storage device packaging film has adhesiveness to metal, and the electrical storage device packaging film does not have a metal layer formed of metal.
- Embodiment A (Embodiments A1 to A5 and modifications thereof) or the method for manufacturing the same
- the electricity storage device according to Embodiment B (Embodiments B1 to B5 and modifications thereof) or the method for manufacturing the same
- the power storage devices according to Embodiments C (Embodiments C1 to C5 and modifications thereof) or their manufacturing methods.
- the size of the storage device that will be the final product is larger than the size required (for example, the storage device element
- an electricity storage device is manufactured using an electricity storage device packaging film that is at least twice the size required for sealing. Therefore, the manufacturing process of the electricity storage device is complicated.
- An object of the invention according to Embodiment A is to provide an electricity storage device manufacturing method that can easily manufacture an electricity storage device, and an electricity storage device manufactured by this manufacturing method.
- a method for manufacturing an electricity storage device is a method for manufacturing an electricity storage device, wherein the electricity storage device includes an electricity storage device element and an inner package housing the electricity storage device element.
- the inner packaging body is composed of an electricity storage device packaging film having gas permeability, and an inner packaging step of wrapping the electricity storage device element with the electricity storage device packaging film; an inner sealing step of sealing the electrical storage device packaging film so that the electrical storage device element is sealed by the electrical storage device packaging film; and a degassing step of releasing the generated gas through the electrical storage device packaging film.
- a method for manufacturing an electricity storage device according to a second aspect of the invention according to Embodiment A is the method for manufacturing an electricity storage device according to the first aspect, wherein in the inner packaging step, the inner packaging included in the finished electricity storage device The electricity storage device element is wrapped with the electricity storage device packaging film having substantially the same size as the body.
- An electricity storage device contains an electricity storage device element, an inner packaging body that accommodates the electricity storage device element, and the inner packaging body that accommodates the electricity storage device element. and an outer packaging body, wherein the inner packaging body is composed of a gas-permeable electrical storage device packaging film.
- a power storage device is the power storage device according to the third aspect, comprising: a metal terminal electrically connected to the power storage device element; a tab film arranged between the terminals, wherein the outer package is joined to the inner package, and the inner package and the metal terminal are joined via the tab film, At least a portion of the outer edge of the inner wrapper is exposed from the outer wrapper.
- a power storage device is the power storage device according to the third aspect, comprising: a metal terminal electrically connected to the power storage device element; a tab film disposed between the package and the metal terminal, wherein the inner package and the outer package are joined to the metal terminal via the tab film, and the inner package is entirely covered by the outer wrapping.
- a power storage device is the power storage device according to the third aspect, further comprising a metal terminal electrically connected to the power storage device element, the inner package and The metal terminal is joined, and at least a portion of the outer edge of the inner package is exposed from the outer package.
- a power storage device is the power storage device according to any one of the third to sixth aspects, wherein the power storage device packaging film further has transparency. .
- FIG. 8 shows a plan view of an electricity storage device 100 according to Embodiment A1.
- 9 is a cross-sectional view taken along line D2-D2 in FIG. 8.
- FIG. 8 portions that are originally not visible from the outside are partially indicated by dotted lines for reference.
- the up-down direction in FIG. 8 is referred to as the "front-rear direction”
- the left-right direction is referred to as the "left-right direction”
- the up-down direction in FIG. 9 is referred to as the "up-down direction”.
- the orientation during use of the power storage device 100 is not limited to this.
- the relative positional relationship between the inner wrapping body 210 and the outer wrapping body 220 is simplified for simplification of the drawing.
- the electricity storage device 100 includes a container 110 , an electricity storage device element 120 , a pair of metal terminals 130 and a pair of tab films 140 .
- the container 110 has an internal space S ⁇ b>1 and a peripheral seal portion 150 .
- Electric storage device element 120 is housed in internal space S ⁇ b>1 of housing body 110 .
- One end of metal terminal 130 is joined to power storage device element 120 , and the other end protrudes outward from peripheral edge seal portion 150 of container 110 .
- a portion between one end and the other end of the metal terminal 130 is fused to the peripheral seal portion 150 via the tab film 140 .
- the container 110 includes a container 110A.
- Container 110A includes inner wrapper 210 and outer wrapper 220 .
- the inner package 210 accommodates the electricity storage device element 120 .
- the outer package 220 accommodates the inner package 210 in which the electricity storage device element 120 is accommodated.
- An internal space S1 is formed inside the inner package 210 .
- the inner packaging body 210 includes electrical storage device packaging films 211 and 212 .
- the outer wrapper 220 includes exterior films 221,222. In the outer peripheral portion of the container 110A in plan view, the inner packaging body 210 and the outer packaging body 220 are heat-sealed and fused together, thereby forming a peripheral edge seal portion 150 .
- An internal space S1 of the container 110A which is isolated from the external space, is formed in the inner package 210 by the peripheral edge seal portion 150. As shown in FIG.
- the peripheral seal portion 150 defines the peripheral edge of the interior space S1 of the container 110A.
- the mode of heat sealing referred to herein includes modes such as thermal fusion from a heat source and ultrasonic fusion.
- the peripheral seal portion 150 means a portion where the inner wrapping body 210 and the outer wrapping body 220 are fused and integrated.
- the peripheral seal portion 150 includes a top seal portion 151 , a pair of side seal portions 152 and 153 and a bottom seal portion 154 .
- Top seal portion 151 includes a portion (hereinafter referred to as “terminal seal portion 151A”) that seals across metal terminal 130 and tab film 140, and extends in the front-rear direction.
- a pair of side seal portions 152 and 153 extend in the left-right direction.
- the side seal portion 152 and the side seal portion 153 face each other with an internal space S1 interposed therebetween.
- the bottom seal portion 154 faces the top seal portion 151 via the internal space S1.
- the bottom seal portion 154 extends in the front-rear direction.
- the terminal seal portion 151A of the top seal portion 151 includes, from top to bottom, an exterior film 221, an electrical storage device packaging film 211, one tab film 140, a metal terminal 130, and the other tab film. 140, a power storage device packaging film 212, and an exterior film 222 are laminated and integrated. Therefore, the top seal portion 151 can be easily formed.
- an electricity storage device packaging film 211 one tab film 140, the other tab film 140, an electricity storage device packaging film 212, and an exterior film 222 are laminated and integrated.
- the outer portion of the terminal seal portion 151A of the top seal portion 151 is composed of, from top to bottom, the electrical storage device packaging film 211, the tab film 140 on one side, the metal The terminal 130, the other tab film 140, and the electrical storage device packaging film 212 are laminated and integrated.
- FIG. 8 illustrates the area of the peripheral edge seal portion 150 from above, and does not show the step as a boundary.
- the electrical storage device packaging films 211 and 212 that constitute the inner package 210 have gas permeability from the viewpoint of easily manufacturing the electrical storage device 100 .
- Preferred examples of the electrical storage device packaging films 211 and 212 constituting the inner package 210 will be described below. In the following description, when the electrical storage device packaging films 211 and 212 are not particularly distinguished, the electrical storage device packaging films 211 and 212 may be collectively referred to as the electrical storage device packaging film 10 .
- the shape of the inner package 210 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the inner package 210 of Embodiment A1 has a shape as shown in FIG. It is manufactured by heat-sealing the electrical storage device packaging film 211 overlaid from above along the outer peripheral portion in a plan view.
- the electrical storage device packaging film 212 includes an angular ring-shaped flange portion 212A corresponding to an outer peripheral portion in a plan view, and a molded portion 212B that is continuous with the inner edge of the flange portion 212A and bulges downward therefrom.
- the electrical storage device packaging film 211 includes an angular ring-shaped flange portion 211A corresponding to the outer peripheral portion in a plan view, and a flange portion 211B that continues to the inner edge of the flange portion 211A and bulges upward therefrom.
- the electrical storage device packaging films 211 and 212 are overlapped so that the molded portions 211B and 212B bulge in opposite directions.
- the flange portion 211A of the electrical storage device packaging film 211 and the flange portion 212A of the electrical storage device packaging film 212 are heat-sealed so as to form a part of the peripheral edge seal portion 150 .
- One of the electrical storage device packaging films 211 and 212 may be in the form of a sheet.
- the exterior films 221 and 222 that make up the outer package 220 are made of, for example, resin moldings or films.
- the resin molded product referred to here can be manufactured by methods such as injection molding, pressure molding, vacuum molding, and blow molding, and may be subjected to in-mold molding to impart design and functionality.
- the type of resin can be polyolefin, polyester, nylon, ABS, and the like.
- the film referred to here is, for example, a resin film that can be produced by a method such as an inflation method or a T-die method, or a laminate of such a resin film on a metal foil or metal plate.
- the film referred to here may or may not be stretched, and may be a single-layer film or a multilayer film.
- the multilayer film referred to here may be produced by a coating method, may be produced by adhering a plurality of films with an adhesive or the like, or may be produced by a multilayer extrusion method.
- a laminate film can be a laminate obtained by laminating a substrate layer, a barrier layer, and a heat-fusible resin layer.
- the base material layer functions as a base material for the exterior films 221 and 222, typically forms the outer layer side of the outer package 220, and is an insulating resin layer.
- the barrier layer has a function of improving the strength of the exterior films 221 and 222 and at least preventing moisture from entering the power storage device 100, and is typically a metal layer made of an aluminum alloy foil or the like.
- the heat-sealable resin layer is typically made of a heat-sealable resin such as polyolefin, and forms the innermost layer of the outer package 220 .
- the shape of the outer wrapping body 220 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- a container 110A of the present embodiment A1 has a shape as shown in FIG. are heat-sealed along the outer peripheral portion in plan view.
- the exterior film 222 includes an angular ring-shaped flange portion 222A corresponding to an outer peripheral portion in a plan view, and a molded portion 222B that continues to the inner edge of the flange portion 222A and bulges downward therefrom.
- the exterior film 221 includes an angular ring-shaped flange portion 221A corresponding to the outer peripheral portion in a plan view, and a flange portion 221B that continues to the inner edge of the flange portion 221A and bulges upward therefrom.
- the exterior films 221 and 222 are superimposed so that the molded portions 221B and 222B bulge in opposite directions.
- the flange portion 221A of the exterior film 221 and the flange portion 222A of the exterior film 222 are heat-sealed so as to be integrated, forming part of the peripheral edge seal portion 150 .
- One of the exterior films 221 and 222 may be sheet-like.
- part of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 in the terminal seal portion 151A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 222A of the exterior film 222 is joined to the flange portion 212A of the electrical storage device packaging film 212.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the power storage device element 120 includes at least a positive electrode, a negative electrode, and an electrolyte, and is, for example, a lithium ion battery (secondary battery) or a power storage member such as a capacitor.
- the metal terminal 130 is a metal terminal used for power input/output of the electricity storage device element 120 .
- the metal terminal 130 is arranged, for example, in the top seal portion 151 of the container 110A, one of which constitutes a positive terminal and the other constitutes a negative terminal.
- One end in the left-right direction of each metal terminal 130 is electrically connected to the electrode (positive electrode or negative electrode) of the electricity storage device element 120 in the internal space S1 of the container 110A, and the other end is the peripheral seal portion. It protrudes outward from 150.
- the configuration of the power storage device 100 described above is particularly preferable for use in an electric vehicle such as an electric vehicle or a hybrid vehicle in which a large number of power storage devices 100 are connected in series and used at high voltage.
- the mounting positions of the two metal terminals 130 constituting the positive and negative terminals are not particularly limited.
- the metal material forming the metal terminal 130 is, for example, aluminum, nickel, copper, or the like.
- the metal terminal 130 connected to the positive electrode is typically made of aluminum or the like
- the metal terminal 130 connected to the negative electrode is typically made of copper, It is composed of nickel or the like.
- the tab film 140 is a so-called adhesive film, and is configured to adhere to both the electrical storage device packaging films 211 and 212 and the metal terminal 130 .
- the tab film 140 is previously fused and fixed to the metal terminal 130 to be integrated, and the power storage device packaging films 211 and 212 are fused to the metal terminal 130 to which the tab film 140 is fixed. be worn.
- FIG. 10 is a flowchart showing an example of a method for manufacturing the electricity storage device 100. As shown in FIG. The method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the molded electricity storage device packaging films 211 and 212.
- the electricity storage device 100 of Embodiment A1 since the electricity storage device packaging films 211 and 212 have gas permeability, a pre-chamber for temporarily storing gas generated from the electricity storage device element 120 in an initial filling step or the like described later is provided. No need to form. Therefore, in the inner wrapping step, the power storage device element is wrapped around the power storage device packaging films 211 and 212 having substantially the same size as the power storage device wrapping films 211 and 212 provided in the inner wrapping body 210 of the power storage device 100 as a finished product. 120 is wrapped. Therefore, the manufacturing process of the electricity storage device 100 can be simplified.
- the material used for the electrical storage device 100 can be reduced.
- the term "substantially the same size" includes the case where the electrical storage device packaging films 211 and 212 included in the inner packaging body 210 of the finished electrical storage device 100 are larger than the electrical storage device packaging films 211 and 212 to such an extent that an auxiliary chamber cannot be formed.
- a metal terminal 130 is connected in advance to the electricity storage device element 120 , and a tab film 140 is joined to the metal terminal 130 .
- the first inner sealing step of step S12 is performed after the inner packaging step.
- the portions corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 of the peripheral edges of the electrical storage device packaging films 211 and 212 are sealed. be done.
- an opening 213 is formed in a portion of the periphery of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed.
- a vacuum drying step of step S13 is performed.
- the electrolytic solution injection process in step S14 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 12).
- the second inner sealing step of step S15 is performed after the electrolytic solution injection step.
- the opening 213 is closed by sealing the portions of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portions 153 are to be formed. be done.
- the electricity storage device 100 since the electricity storage device packaging films 211 and 212 are transparent, the electricity storage device packaging film 211 and the electricity storage device packaging film are separated after the first inner sealing step or the second inner sealing step is completed. 212 are properly sealed. Therefore, the electricity storage device 100 can be manufactured favorably.
- the state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are not properly sealed includes, for example, the first state, the second state, or the third state.
- the first state is a state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are sealed with foreign matter caught therein.
- a second condition is a condition in which part of the part to be sealed is not sealed.
- the third state is a state in which portions that should not be sealed are sealed.
- step S18 is performed in parallel with the initial charging/discharging process and the aging process.
- the electrical storage device packaging films 211 and 212 have gas permeability, carbon dioxide and the like generated from the electrical storage device element 120 during the initial charging/discharging step and the aging step are The gas is discharged to the outside through the electrical storage device packaging films 211 and 212 .
- the main charging process of step S19 is performed.
- step S20 The outer wrapping process of step S20 is performed after the main charging process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S21 The outer sealing process of step S21 is performed after the outer wrapping process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- Electricity storage device 100 of Embodiment A2 differs from Embodiment A1 in that electricity storage device packaging films 211 and 212 do not have transparency, and other configurations are the same as those of Embodiment A1.
- the power storage device 100 of Embodiment A2 will be described below, focusing on the parts that differ from Embodiment A2.
- FIG. 11 is a flow chart showing an example of a method for manufacturing the electricity storage device 100 of Embodiment A2.
- the method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the molded electricity storage device packaging films 211 and 212.
- the auxiliary chamber 214 is formed to temporarily store the gas generated from the electricity storage device element 120 in the initial filling step or the like. Therefore, in the inner packaging step, the electricity storage device element 120 is wrapped by the electricity storage device packaging films 211 and 212 that are larger than the electricity storage device packaging films 211 and 212 included in the inner package 210 of the finished electricity storage device 100 .
- Storage chambers 215 for storing more gas generated from the electricity storage device elements 120 are formed in the sub chambers 214 of the electricity storage device packaging films 211 and 212 .
- the first inner sealing step of step S32 is performed after the inner packaging step.
- portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 are secondary. It is sealed to extend to chamber 214 .
- an opening 213 is formed in a portion 216 of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed and a portion 216 facing the auxiliary chamber 214 . It is formed.
- a vacuum drying step of step S33 is performed.
- the electrolytic solution injection process in step S34 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 16).
- the second inner sealing step of step S35 is performed after the electrolytic solution injection step. As shown in FIG. 17 , in the second inner sealing step, of the peripheral edges of the electrical storage device packaging films 211 and 212 , the portion where the side seal portion 153 is scheduled to be formed faces the portion 216 via the auxiliary chamber 214 . is sealed, the opening 213 is closed. After the second inner sealing step, an initial charging/discharging step of step S36 and an aging step of step S37 are performed in order.
- the degassing process in step S38 is performed after the aging process.
- gases such as carbon dioxide generated from the electricity storage device element 120 are temporarily stored in the auxiliary chambers 214 of the electricity storage device packaging films 211 and 212 .
- step S39 The pre-chamber removal process of step S39 is performed after the degassing process.
- the electricity storage device packaging films 211 and 212 are cut along the dashed line XA shown in FIG. removes the subchamber 214 .
- step S40 is performed after the pre-chamber removing process.
- the inner sealing step as shown in FIG. 18, portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the side seal portions 153 are sealed.
- the main charging process of step S41 is performed.
- step S42 The outer wrapping process of step S42 is performed after the main charging process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S43 The outer sealing process of step S43 is performed after the outer packaging process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- Embodiment A3 The power storage device 300 of Embodiment A3 differs from Embodiment A1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment A1.
- the power storage device 300 of Embodiment A3 will be described below, focusing on the parts that differ from Embodiment A1.
- FIG. 19 is a cross-sectional view of a terminal seal portion 351A included in the electricity storage device 300 of Embodiment A3.
- a portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 at the terminal seal portion 351A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to one tab film 140.
- a flange portion 222A of the exterior film 222 is joined to the other tab film 140 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- a power storage device 400 of Embodiment A4 differs from Embodiment A1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment A1.
- the power storage device 400 of Embodiment A4 will be described below, focusing on the parts that differ from Embodiment A1.
- FIG. 20 is a cross-sectional view of a terminal seal portion 451A included in the electricity storage device 400 of Embodiment A4. Electricity storage device 400 does not have tab film 140 .
- the exterior film 221, the electricity storage device packaging film 211, the metal terminal 130, the electricity storage device packaging film 212, and the exterior film 222 are laminated in this order from the top, and these are integrated. It is
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 . Note that the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- 222 A of flange parts of the exterior film 222 are joined to 212 A of flange parts of the packaging film 212 for electrical storage devices.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the electricity storage device 400 since the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small. Moreover, the manufacturing method of the electrical storage device 400 can be simplified.
- Embodiment A5 An electricity storage device 500 of Embodiment A5 differs from Embodiment A4 in that the configuration of a terminal seal portion 451A is different, and other configurations are the same as those of Embodiment A4.
- the power storage device 500 of Embodiment A5 will be described below, focusing on the parts that differ from Embodiment A4.
- FIG. 21 is a cross-sectional view of a terminal seal portion 551A included in the electricity storage device 500 of Embodiment A5.
- a portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to the metal terminal 130 at the terminal seal portion 551A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the metal terminal 130 .
- a flange portion 221A of the exterior film 221 is joined to the metal terminal 130.
- a flange portion 222A of the exterior film 222 is joined to the metal terminal 130 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- the power storage device 500 since the inner wrapping body 210 is covered with the outer wrapping body 220, entry of water or the like into the internal space S1 of the inner wrapping body 210 from the outside is suppressed.
- the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small.
- the manufacturing method of the electrical storage device 500 can be simplified.
- each of the above-described embodiments is an example of a form that can be taken by the power storage device and the method for manufacturing the power storage device according to the present disclosure, and is not intended to limit the form.
- the power storage device and the method for manufacturing the power storage device according to the present disclosure may take forms different from those illustrated in each embodiment.
- One example is a form in which part of the configuration of each embodiment is replaced, changed, or omitted, or a form in which a new configuration is added to each embodiment.
- one outer package 220 may be configured to accommodate a plurality of inner packages 210 in which the electricity storage device elements 120 are accommodated.
- the sizes of the plurality of inner wrappers 210 may be different or the same. According to this modification, the voltage can be easily adjusted because a plurality of power storage device elements 120 can be connected in series or in parallel.
- the electricity storage device packaging films 211 and 212 may not have transparency.
- the electrical storage device packaging films 211 and 212 may at least have gas permeability.
- the inner packaging body 210 may be configured by folding one power storage device packaging film 211 and heat-sealing the periphery.
- the outer wrapper 220 may be constructed by folding a sheet of exterior film 221 and heat-sealing the periphery.
- ⁇ Embodiment B> In the production process of an electricity storage device, generally, after an electricity storage device element is housed in an electricity storage device packaging film, the periphery of the electricity storage device packaging film is sealed to temporarily seal the film. After that, an initial charge/discharge process, an aging process, and the like are performed. Since the electrical storage device packaging film included in the secondary battery includes a metal layer, it has a shielding property. Therefore, when the electricity storage device element is sealed by the electricity storage device packaging film, it is impossible to check whether the periphery of the electricity storage device packaging film is properly sealed. For this reason, an electricity storage device cannot be suitably manufactured.
- An object of the invention according to Embodiment B is to provide an electricity storage device manufacturing method that can suitably manufacture an electricity storage device, and an electricity storage device manufactured by this manufacturing method.
- a method for manufacturing an electricity storage device is a method for manufacturing an electricity storage device, wherein the electricity storage device includes an electricity storage device element and an inner package housing the electricity storage device element.
- the inner packaging body is composed of a transparent electricity storage device packaging film, and an inner packaging step of wrapping the electricity storage device element with the electricity storage device packaging film, and after the inner packaging step and an inner sealing step of sealing the electrical storage device packaging film such that the electrical storage device element is sealed by the electrical storage device packaging film.
- a method for producing an electricity storage device according to a second aspect of the invention according to Embodiment B is the method for producing an electricity storage device according to the first aspect, wherein the packaging film for an electricity storage device further has gas permeability, The method further includes a degassing step, which is performed after the inner sealing step and releases gas generated from the electricity storage device element through the electricity storage device packaging film.
- a method for manufacturing an electricity storage device according to a third aspect of the invention according to Embodiment B is the method for manufacturing an electricity storage device according to the second aspect, wherein in the inner packaging step, the inner packaging included in the finished electricity storage device The electricity storage device element is wrapped with the electricity storage device packaging film having substantially the same size as the body.
- An electricity storage device contains an electricity storage device element, an inner packaging body containing the electricity storage device element, and the inner packaging body containing the electricity storage device element. and an outer packaging body, wherein the inner packaging body is composed of a transparent electrical storage device packaging film.
- a power storage device is the power storage device according to the fourth aspect, comprising a metal terminal electrically connected to the power storage device element, the inner packaging body, and the metal terminal. and a tab film disposed between the outer package and the inner package, the inner package and the metal terminal are joined via the tab film, and the At least a portion of the outer edge of the inner wrapper is exposed from the outer wrapper.
- a power storage device is the power storage device according to the fourth aspect, comprising: a metal terminal electrically connected to the power storage device element; a tab film disposed between the package and the metal terminal, wherein the inner package and the outer package are joined to the metal terminal via the tab film, and the inner package is entirely covered by the outer wrapping.
- a power storage device is the power storage device according to the fourth aspect, further comprising a metal terminal electrically connected to the power storage device element, the inner package and The metal terminal is joined, and at least a portion of the outer edge of the inner package is exposed from the outer package.
- An electricity storage device is the electricity storage device according to the fourth aspect, further comprising a metal terminal electrically connected to the electricity storage device element, the inner package and The outer package and the metal terminals are joined together, and the inner package is entirely covered with the outer package.
- An electricity storage device is the electricity storage device according to any one of the third to eighth aspects, wherein the packaging film for an electricity storage device further has gas permeability. have.
- FIG. 8 shows a plan view of an electricity storage device 100 according to Embodiment B1.
- 9 is a cross-sectional view taken along line D2-D2 in FIG. 8.
- FIG. 8 portions that are originally not visible from the outside are partially indicated by dotted lines for reference.
- the up-down direction in FIG. 8 is referred to as the "front-rear direction”
- the left-right direction is referred to as the "left-right direction”
- the up-down direction in FIG. 9 is referred to as the "up-down direction”.
- the orientation during use of the power storage device 100 is not limited to this.
- the relative positional relationship between the inner wrapping body 210 and the outer wrapping body 220 is simplified for simplification of the drawing.
- the electricity storage device 100 includes a container 110 , an electricity storage device element 120 , a pair of metal terminals 130 and a pair of tab films 140 .
- the container 110 has an internal space S ⁇ b>1 and a peripheral seal portion 150 .
- Electric storage device element 120 is housed in internal space S ⁇ b>1 of housing body 110 .
- One end of metal terminal 130 is joined to power storage device element 120 , and the other end protrudes outward from peripheral edge seal portion 150 of container 110 .
- a portion between one end and the other end of the metal terminal 130 is fused to the peripheral seal portion 150 via the tab film 140 .
- the container 110 includes a container 110A.
- Container 110A includes inner wrapper 210 and outer wrapper 220 .
- the inner package 210 accommodates the electricity storage device element 120 .
- the outer package 220 accommodates the inner package 210 in which the electricity storage device element 120 is accommodated.
- An internal space S1 is formed inside the inner package 210 .
- the inner packaging body 210 includes electrical storage device packaging films 211 and 212 .
- the outer wrapper 220 includes exterior films 221,222. In the outer peripheral portion of the container 110A in plan view, the inner packaging body 210 and the outer packaging body 220 are heat-sealed and fused together, thereby forming a peripheral edge seal portion 150 .
- An internal space S1 of the container 110A which is isolated from the external space, is formed in the inner package 210 by the peripheral edge seal portion 150. As shown in FIG.
- the peripheral seal portion 150 defines the peripheral edge of the interior space S1 of the container 110A.
- the mode of heat sealing referred to herein includes modes such as thermal fusion from a heat source and ultrasonic fusion.
- the peripheral seal portion 150 means a portion where the inner wrapping body 210 and the outer wrapping body 220 are fused and integrated.
- the peripheral seal portion 150 includes a top seal portion 151 , a pair of side seal portions 152 and 153 and a bottom seal portion 154 .
- Top seal portion 151 includes a portion (hereinafter referred to as “terminal seal portion 151A”) that seals across metal terminal 130 and tab film 140, and extends in the front-rear direction.
- a pair of side seal portions 152 and 153 extend in the left-right direction.
- the side seal portion 152 and the side seal portion 153 face each other with an internal space S1 interposed therebetween.
- the bottom seal portion 154 faces the top seal portion 151 via the internal space S1.
- the bottom seal portion 154 extends in the front-rear direction.
- the terminal seal portion 151A of the top seal portion 151 includes, from top to bottom, an exterior film 221, an electrical storage device packaging film 211, one tab film 140, a metal terminal 130, and the other tab film. 140, a power storage device packaging film 212, and an exterior film 222 are laminated and integrated. Therefore, the top seal portion 151 can be easily formed.
- an electricity storage device packaging film 211 one tab film 140, the other tab film 140, an electricity storage device packaging film 212, and an exterior film 222 are laminated and integrated.
- the outer portion of the terminal seal portion 151A of the top seal portion 151 is composed of, from top to bottom, the electrical storage device packaging film 211, the tab film 140 on one side, the metal The terminal 130, the other tab film 140, and the electrical storage device packaging film 212 are laminated and integrated.
- FIG. 8 illustrates the area of the peripheral edge seal portion 150 from above, and does not show the step as a boundary.
- the electrical storage device packaging films 211 and 212 that constitute the inner package 210 have transparency as a whole from the viewpoint of suitably manufacturing the electrical storage device 100 .
- Preferred examples of the electrical storage device packaging films 211 and 212 constituting the inner package 210 will be described below.
- the electrical storage device packaging films 211 and 212 may be collectively referred to as the electrical storage device packaging film 10 .
- the shape of the inner package 210 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the inner package 210 of Embodiment B1 has a shape as shown in FIG. It is manufactured by heat-sealing the electrical storage device packaging film 211 overlaid from above along the outer peripheral portion in a plan view.
- the electrical storage device packaging film 212 includes an angular ring-shaped flange portion 212A corresponding to an outer peripheral portion in a plan view, and a molded portion 212B that is continuous with the inner edge of the flange portion 212A and bulges downward therefrom.
- the electrical storage device packaging film 211 includes an angular ring-shaped flange portion 211A corresponding to the outer peripheral portion in a plan view, and a flange portion 211B that continues to the inner edge of the flange portion 211A and bulges upward therefrom.
- the electrical storage device packaging films 211 and 212 are overlapped so that the molded portions 211B and 212B bulge in opposite directions.
- the flange portion 211A of the electrical storage device packaging film 211 and the flange portion 212A of the electrical storage device packaging film 212 are heat-sealed so as to form a part of the peripheral edge seal portion 150 .
- One of the electrical storage device packaging films 211 and 212 may be in the form of a sheet.
- the exterior films 221 and 222 that make up the outer package 220 are made of, for example, resin moldings or films.
- the resin molded product referred to here can be manufactured by methods such as injection molding, pressure molding, vacuum molding, and blow molding, and may be subjected to in-mold molding to impart design and functionality.
- the type of resin can be polyolefin, polyester, nylon, ABS, and the like.
- the film referred to here is, for example, a resin film that can be produced by a method such as an inflation method or a T-die method, or a laminate of such a resin film on a metal foil or metal plate.
- the film referred to here may or may not be stretched, and may be a single-layer film or a multilayer film.
- the multilayer film referred to here may be produced by a coating method, may be produced by adhering a plurality of films with an adhesive or the like, or may be produced by a multilayer extrusion method.
- a laminate film can be a laminate obtained by laminating a substrate layer, a barrier layer, and a heat-fusible resin layer.
- the base material layer functions as a base material for the exterior films 221 and 222, typically forms the outer layer side of the outer package 220, and is an insulating resin layer.
- the barrier layer has a function of improving the strength of the exterior films 221 and 222 and at least preventing moisture from entering the power storage device 100, and is typically a metal layer made of an aluminum alloy foil or the like.
- the heat-sealable resin layer is typically made of a heat-sealable resin such as polyolefin, and forms the innermost layer of the outer package 220 .
- the shape of the outer wrapping body 220 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- a container 110A of the present embodiment B1 has a shape as shown in FIG. are heat-sealed along the outer peripheral portion in plan view.
- the exterior film 222 includes an angular ring-shaped flange portion 222A corresponding to an outer peripheral portion in a plan view, and a molded portion 222B that continues to the inner edge of the flange portion 222A and bulges downward therefrom.
- the exterior film 221 includes an angular ring-shaped flange portion 221A corresponding to the outer peripheral portion in a plan view, and a flange portion 221B that continues to the inner edge of the flange portion 221A and bulges upward therefrom.
- the exterior films 221 and 222 are superimposed so that the molded portions 221B and 222B bulge in opposite directions.
- the flange portion 221A of the exterior film 221 and the flange portion 222A of the exterior film 222 are heat-sealed so as to be integrated, forming part of the peripheral edge seal portion 150 .
- One of the exterior films 221 and 222 may be sheet-like.
- part of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 in the terminal seal portion 151A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 222A of the exterior film 222 is joined to the flange portion 212A of the electrical storage device packaging film 212.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the power storage device element 120 includes at least a positive electrode, a negative electrode, and an electrolyte, and is, for example, a lithium ion battery (secondary battery) or a power storage member such as a capacitor.
- the metal terminal 130 is a metal terminal used for power input/output of the electricity storage device element 120 .
- the metal terminal 130 is arranged, for example, in the top seal portion 151 of the container 110A, one of which constitutes a positive terminal and the other constitutes a negative terminal.
- One end in the left-right direction of each metal terminal 130 is electrically connected to the electrode (positive electrode or negative electrode) of the electricity storage device element 120 in the internal space S1 of the container 110A, and the other end is the peripheral seal portion. It protrudes outward from 150.
- the configuration of the power storage device 100 described above is particularly preferable for use in an electric vehicle such as an electric vehicle or a hybrid vehicle in which a large number of power storage devices 100 are connected in series and used at high voltage.
- the mounting positions of the two metal terminals 130 constituting the positive and negative terminals are not particularly limited.
- the metal material forming the metal terminal 130 is, for example, aluminum, nickel, copper, or the like.
- the metal terminal 130 connected to the positive electrode is typically made of aluminum or the like
- the metal terminal 130 connected to the negative electrode is typically made of copper, It is composed of nickel or the like.
- the tab film 140 is a so-called adhesive film, and is configured to adhere to both the electrical storage device packaging films 211 and 212 and the metal terminal 130 .
- the tab film 140 is previously fused and fixed to the metal terminal 130 to be integrated, and the power storage device packaging films 211 and 212 are fused to the metal terminal 130 to which the tab film 140 is fixed. be worn.
- FIG. 10 is a flowchart showing an example of a method for manufacturing the electricity storage device 100. As shown in FIG. The method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the molded electricity storage device packaging films 211 and 212.
- the electricity storage device 100 of Embodiment B1 since the electricity storage device packaging films 211 and 212 have gas permeability, a pre-chamber for temporarily storing gas generated from the electricity storage device element 120 in an initial filling step or the like described later is provided. No need to form. Therefore, in the inner wrapping step, the power storage device element is wrapped around the power storage device packaging films 211 and 212 having substantially the same size as the power storage device wrapping films 211 and 212 provided in the inner wrapping body 210 of the power storage device 100 as a finished product. 120 is wrapped. Therefore, the manufacturing process of the electricity storage device 100 can be simplified.
- the material used for the electrical storage device 100 can be reduced.
- the term "substantially the same size" includes the case where the electrical storage device packaging films 211 and 212 included in the inner packaging body 210 of the finished electrical storage device 100 are larger than the electrical storage device packaging films 211 and 212 to such an extent that an auxiliary chamber cannot be formed.
- a metal terminal 130 is connected in advance to the electricity storage device element 120 , and a tab film 140 is joined to the metal terminal 130 .
- the first inner sealing step of step S12 is performed after the inner packaging step.
- the portions corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 of the peripheral edges of the electrical storage device packaging films 211 and 212 are sealed. be done.
- an opening 213 is formed in a portion of the periphery of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed.
- a vacuum drying step of step S13 is performed.
- the electrolytic solution injection process in step S14 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 12).
- the second inner sealing step of step S15 is performed after the electrolytic solution injection step. As shown in FIG. 10, in the second inner sealing step, the opening 213 is closed by sealing the portions of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portions 153 are to be formed. be done. After the second inner sealing step, the initial charging/discharging step of step S16 and the aging step of step S17 are performed in order.
- step S18 is performed in parallel with the initial charging/discharging process and the aging process.
- the electrical storage device packaging films 211 and 212 have gas permeability, carbon dioxide or the like generated from the electrical storage device element 120 is released during the initial charge/discharge step and the aging step. The gas is discharged to the outside through the electrical storage device packaging films 211 and 212 .
- the main charging process of step S19 is performed.
- step S20 The outer wrapping process of step S20 is performed after the main charging process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S21 The outer sealing process of step S21 is performed after the outer wrapping process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- the state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are not properly sealed includes, for example, the first state, the second state, or the third state.
- the first state is a state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are sealed with foreign matter caught therein.
- a second condition is a condition in which part of the part to be sealed is not sealed.
- the third state is a state in which portions that should not be sealed are sealed.
- Embodiment B2 In the electricity storage device 100 of Embodiment B2, the degassing step of step S18 described above is performed in that the electricity storage device packaging films 211 and 212 do not have gas permeability, or in comparison with Embodiment B1. Unlike Embodiment B1 in that it does not have a certain degree of gas permeability, other configurations are the same as those of Embodiment B1.
- the power storage device 100 of Embodiment B2 will be described below, focusing on the parts that differ from Embodiment B2.
- FIG. 11 is a flow chart showing an example of a method for manufacturing the electricity storage device 100 of Embodiment B2.
- the method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the formed electricity storage device packaging films 211 and 212.
- the auxiliary chamber 214 temporarily stores the gas generated from the electricity storage device element 120 in the initial filling step or the like. is preferably formed. Therefore, in the inner packaging step, the electricity storage device element 120 is wrapped by the electricity storage device packaging films 211 and 212 that are larger than the electricity storage device packaging films 211 and 212 included in the inner package 210 of the finished electricity storage device 100 .
- Storage chambers 215 for storing more gas generated from the electricity storage device elements 120 are formed in the sub chambers 214 of the electricity storage device packaging films 211 and 212 .
- the first inner sealing step of step S32 is performed after the inner packaging step.
- portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 are secondary. It is sealed to extend to chamber 214 .
- an opening 213 is formed in a portion 216 of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed and a portion 216 facing the auxiliary chamber 214 . It is formed.
- a vacuum drying step of step S33 is performed.
- the electrolytic solution injection process in step S34 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 16).
- the second inner sealing step of step S35 is performed after the electrolytic solution injection step. As shown in FIG. 17 , in the second inner sealing step, of the peripheral edges of the electrical storage device packaging films 211 and 212 , the portion where the side seal portion 153 is scheduled to be formed faces the portion 216 via the auxiliary chamber 214 . is sealed, the opening 213 is closed. After the second inner sealing step, an initial charging/discharging step of step S36 and an aging step of step S37 are performed in order.
- the degassing process in step S38 is performed after the aging process.
- gases such as carbon dioxide generated from the electricity storage device element 120 are temporarily stored in the auxiliary chambers 214 of the electricity storage device packaging films 211 and 212 .
- step S39 The pre-chamber removal process of step S39 is performed after the degassing process.
- the electricity storage device packaging films 211 and 212 are cut along the dashed line XA shown in FIG. removes the subchamber 214 .
- step S40 is performed after the pre-chamber removing process.
- the inner sealing step as shown in FIG. 18, portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the side seal portions 153 are sealed.
- the main charging process of step S41 is performed.
- step S42 The outer wrapping process of step S42 is performed after the main charging process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S43 The outer sealing process of step S43 is performed after the outer packaging process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- Embodiment B3 An electricity storage device 300 of Embodiment B3 differs from Embodiment B1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment B1.
- the power storage device 300 of Embodiment B3 will be described below, focusing on the parts that differ from Embodiment B1.
- FIG. 19 is a cross-sectional view of a terminal seal portion 351A included in the electricity storage device 300 of Embodiment B3.
- a portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 at the terminal seal portion 351A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to one tab film 140.
- a flange portion 222A of the exterior film 222 is joined to the other tab film 140 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- Embodiment B4 An electricity storage device 400 of Embodiment B4 differs from Embodiment B1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment B1.
- the power storage device 400 of Embodiment B4 will be described below, focusing on the parts that differ from Embodiment B1.
- FIG. 20 is a cross-sectional view of a terminal seal portion 451A included in the electricity storage device 400 of Embodiment B4. Electricity storage device 400 does not have tab film 140 .
- the exterior film 221, the electricity storage device packaging film 211, the metal terminal 130, the electricity storage device packaging film 212, and the exterior film 222 are laminated in this order from the top, and these are integrated. It is
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 . Note that the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- 222 A of flange parts of the exterior film 222 are joined to 212 A of flange parts of the packaging film 212 for electrical storage devices.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the electricity storage device 400 since the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small. Moreover, the manufacturing method of the electrical storage device 400 can be simplified.
- Embodiment B5 A power storage device 500 of Embodiment B5 differs from Embodiment B4 in that the configuration of a terminal seal portion 451A is different, and other configurations are the same as those of Embodiment B4.
- the power storage device 500 of Embodiment B5 will be described below, focusing on the parts that differ from Embodiment B4.
- FIG. 21 is a cross-sectional view of a terminal seal portion 551A included in the electricity storage device 500 of Embodiment B5.
- a portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to the metal terminal 130 at the terminal seal portion 551A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the metal terminal 130 .
- a flange portion 221A of the exterior film 221 is joined to the metal terminal 130.
- a flange portion 222A of the exterior film 222 is joined to the metal terminal 130 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- the power storage device 500 since the inner wrapping body 210 is covered with the outer wrapping body 220, entry of water or the like into the internal space S1 of the inner wrapping body 210 from the outside is suppressed.
- the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small.
- the manufacturing method of the electrical storage device 500 can be simplified.
- Embodiments B are an example of a form that can be taken by the electricity storage device and the method for manufacturing the electricity storage device according to the present disclosure, and is not intended to limit the form.
- the power storage device and the method for manufacturing the power storage device according to the present disclosure may take forms different from those illustrated in each embodiment.
- One example is a form in which part of the configuration of each embodiment is replaced, changed, or omitted, or a form in which a new configuration is added to each embodiment.
- one outer package 220 may be configured to accommodate a plurality of inner packages 210 in which the electricity storage device elements 120 are accommodated.
- the sizes of the plurality of inner wrappers 210 may be different or the same. According to this modification, the voltage can be easily adjusted because a plurality of power storage device elements 120 can be connected in series or in parallel.
- the electricity storage device packaging films 211 and 212 may not have gas permeability.
- the electrical storage device packaging films 211 and 212 may at least have transparency.
- the inner packaging body 210 may be configured by folding one power storage device packaging film 211 and heat-sealing the periphery.
- the outer wrapper 220 may be constructed by folding a sheet of exterior film 221 and heat-sealing the periphery.
- the power storage device has a function with high added value in addition to the function that the power storage device normally has.
- the object of the invention according to Embodiment C is to provide an electricity storage device having a high value-added function.
- An electricity storage device contains an electricity storage device element, an inner packaging body for accommodating the electricity storage device element, and the inner packaging body in which the electricity storage device element is accommodated. and a functional object arranged between the inner and outer packagings, wherein the functional object has shock absorption.
- An electricity storage device contains an electricity storage device element, an inner packaging body containing the electricity storage device element, and the inner packaging body containing the electricity storage device element. and a functional object disposed between the inner and outer packagings, wherein the functional object has flame retardancy.
- An electricity storage device contains an electricity storage device element, an inner packaging body containing the electricity storage device element, and the inner packaging body containing the electricity storage device element. and a functional object disposed between the inner and outer packagings, wherein the functional object has cooling properties.
- An electricity storage device contains an electricity storage device element, an inner packaging body that accommodates the electricity storage device element, and the inner packaging body that accommodates the electricity storage device element. and a functional object disposed between the inner and outer packagings, wherein the functional object has fire extinguishing properties.
- An electricity storage device contains an electricity storage device element, an inner packaging body that accommodates the electricity storage device element, and an inner packaging body that accommodates the electricity storage device element.
- at least one of the inner wrapper and the outer wrapper has at least one of shock absorption, flame retardancy, cooling, and fire extinguishing properties.
- a power storage device is the power storage device according to any one of the first to fifth aspects, wherein the inner package is transparent and gas permeable have at least one
- a power storage device is the power storage device according to any one of the first to sixth aspects, wherein the metal terminal electrically connected to the power storage device element and a tab film disposed between the inner package and the metal terminal, wherein the outer package is joined to the inner package, and the inner package and the metal terminal are: At least a part of the outer edge of the inner package is exposed from the outer package, which is joined through the tab film.
- An electricity storage device is the electricity storage device according to any one of the first to sixth aspects, wherein the metal terminal electrically connected to the electricity storage device element and a tab film disposed between the inner and outer packaging bodies and the metal terminals, wherein the inner and outer packaging bodies and the metal terminals are connected to each other with the tab films
- the inner package is entirely covered with the outer package.
- a power storage device is the power storage device according to any one of the first to sixth aspects, wherein the metal terminal electrically connected to the power storage device element wherein the inner package and the metal terminal are joined together, and at least a portion of the outer edge of the inner package is exposed from the outer package.
- a power storage device is the power storage device according to any one of the first to sixth aspects, wherein the metal terminal electrically connected to the power storage device element wherein the inner package and the outer package are joined to the metal terminals, and the inner package is entirely covered with the outer package.
- FIG. 8 shows a plan view of an electricity storage device 100 according to Embodiment C1.
- FIG. 22 is a cross-sectional view along line D2-D2 in FIG.
- FIG. 8 portions that are originally not visible from the outside are partially indicated by dotted lines for reference.
- the vertical direction in FIG. 8 is referred to as the "front-rear direction”
- the horizontal direction is referred to as the "left-right direction”
- the vertical direction in FIG. 22 is referred to as the "vertical direction”.
- the orientation during use of the power storage device 100 is not limited to this.
- the relative positional relationship between the inner wrapping body 210 and the outer wrapping body 220 is simplified for simplification of the drawing.
- the electricity storage device 100 includes a container 110 , an electricity storage device element 120 , a pair of metal terminals 130 and a pair of tab films 140 .
- the container 110 has an internal space S ⁇ b>1 and a peripheral seal portion 150 .
- Electric storage device element 120 is housed in internal space S ⁇ b>1 of housing body 110 .
- One end of metal terminal 130 is joined to power storage device element 120 , and the other end protrudes outward from peripheral edge seal portion 150 of container 110 .
- a portion between one end and the other end of the metal terminal 130 is fused to the peripheral seal portion 150 via the tab film 140 .
- the container 110 includes a container 110A.
- Container 110A includes inner wrapper 210 and outer wrapper 220 .
- the inner package 210 accommodates the electricity storage device element 120 .
- the outer package 220 accommodates the inner package 210 in which the electricity storage device element 120 is accommodated.
- An internal space S1 is formed inside the inner package 210 .
- the inner packaging body 210 includes electrical storage device packaging films 211 and 212 .
- the outer wrapper 220 includes exterior films 221,222. In the outer peripheral portion of the container 110A in plan view, the inner packaging body 210 and the outer packaging body 220 are heat-sealed and fused together, thereby forming a peripheral edge seal portion 150 .
- An internal space S1 of the container 110A which is isolated from the external space, is formed in the inner package 210 by the peripheral edge seal portion 150. As shown in FIG.
- the peripheral seal portion 150 defines the peripheral edge of the interior space S1 of the container 110A.
- the mode of heat sealing referred to herein includes modes such as thermal fusion from a heat source and ultrasonic fusion.
- the peripheral seal portion 150 means a portion where the inner wrapping body 210 and the outer wrapping body 220 are fused and integrated.
- the peripheral seal portion 150 includes a top seal portion 151 , a pair of side seal portions 152 and 153 and a bottom seal portion 154 .
- Top seal portion 151 includes a portion (hereinafter referred to as “terminal seal portion 151A”) that seals across metal terminal 130 and tab film 140, and extends in the front-rear direction.
- a pair of side seal portions 152 and 153 extend in the left-right direction.
- the side seal portion 152 and the side seal portion 153 face each other with an internal space S1 interposed therebetween.
- the bottom seal portion 154 faces the top seal portion 151 via the internal space S1.
- the bottom seal portion 154 extends in the front-rear direction.
- the terminal seal portion 151A of the top seal portion 151 includes, from top to bottom, an exterior film 221, an electrical storage device packaging film 211, one tab film 140, a metal terminal 130, and the other tab film. 140, a power storage device packaging film 212, and an exterior film 222 are laminated and integrated. Therefore, the top seal portion 151 can be easily formed.
- an electricity storage device packaging film 211, one tab film 140, the other tab film 140, an electricity storage device packaging film 212, and an exterior film 222 are laminated and integrated.
- the outer portion of the terminal seal portion 151A of the top seal portion 151 includes, from the top, the electrical storage device packaging film 211, the tab film 140 on one side, the metal The terminal 130, the other tab film 140, and the electrical storage device packaging film 212 are laminated and integrated. Therefore, between the outer portion of the terminal seal portion 151A where the exterior films 221 and 222 are not present and the inner portion of the terminal seal portion 151A where the exterior films 221 and 222 are present (the right portion bordering on the step in FIG. 22).
- FIG. 8 illustrates the area of the peripheral edge seal portion 150 from above, and does not show the step as a boundary.
- the electricity storage device packaging films 211 and 212 constituting the inner package 210 have transparency as a whole. From the viewpoint of easily manufacturing the electricity storage device 100, the electricity storage device packaging films 211 and 212 preferably have gas permeability. Preferred examples of the electrical storage device packaging films 211 and 212 constituting the inner package 210 will be described below. In the following description, when the electrical storage device packaging films 211 and 212 are not particularly distinguished, the electrical storage device packaging films 211 and 212 may be collectively referred to as the electrical storage device packaging film 10 .
- the shape of the inner package 210 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the inner packaging body 210 of Embodiment C1 has a shape as shown in FIG. It is manufactured by heat-sealing the electrical storage device packaging film 211 overlaid from above along the outer peripheral portion in a plan view.
- the electrical storage device packaging film 212 includes an angular ring-shaped flange portion 212A corresponding to an outer peripheral portion in a plan view, and a molded portion 212B that is continuous with the inner edge of the flange portion 212A and bulges downward therefrom.
- the electrical storage device packaging film 211 includes an angular ring-shaped flange portion 211A corresponding to the outer peripheral portion in a plan view, and a flange portion 211B that continues to the inner edge of the flange portion 211A and bulges upward therefrom.
- the electrical storage device packaging films 211 and 212 are overlapped so that the molded portions 211B and 212B bulge in opposite directions.
- the flange portion 211A of the electrical storage device packaging film 211 and the flange portion 212A of the electrical storage device packaging film 212 are heat-sealed so as to form a part of the peripheral edge seal portion 150 .
- One of the electrical storage device packaging films 211 and 212 may be in the form of a sheet.
- the exterior films 221 and 222 that make up the outer package 220 are made of, for example, resin moldings or films.
- the resin molded product referred to here can be manufactured by methods such as injection molding, pressure molding, vacuum molding, and blow molding, and may be subjected to in-mold molding to impart design and functionality.
- the type of resin can be polyolefin, polyester, nylon, ABS, and the like.
- the film referred to here is, for example, a resin film that can be produced by a method such as an inflation method or a T-die method, or a laminate of such a resin film on a metal foil or metal plate.
- the film referred to here may or may not be stretched, and may be a single-layer film or a multilayer film.
- the multilayer film referred to here may be produced by a coating method, may be produced by adhering a plurality of films with an adhesive or the like, or may be produced by a multilayer extrusion method.
- a laminate film can be a laminate obtained by laminating a substrate layer, a barrier layer, and a heat-fusible resin layer.
- the base material layer functions as a base material for the exterior films 221 and 222, typically forms the outer layer side of the outer package 220, and is an insulating resin layer.
- the barrier layer has a function of improving the strength of the exterior films 221 and 222 and at least preventing moisture from entering the power storage device 100, and is typically a metal layer made of an aluminum alloy foil or the like.
- the heat-sealable resin layer is typically made of a heat-sealable resin such as polyolefin, and forms the innermost layer of the outer package 220 .
- the shape of the outer wrapping body 220 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the container 110A of the present embodiment C1 has a shape as shown in FIG. are heat-sealed along the outer peripheral portion in plan view.
- the exterior film 222 includes an angular ring-shaped flange portion 222A corresponding to an outer peripheral portion in a plan view, and a molded portion 222B that continues to the inner edge of the flange portion 222A and bulges downward therefrom.
- the exterior film 221 includes an angular ring-shaped flange portion 221A corresponding to the outer peripheral portion in a plan view, and a flange portion 221B that continues to the inner edge of the flange portion 221A and bulges upward therefrom.
- the exterior films 221 and 222 are superimposed so that the molded portions 221B and 222B bulge in opposite directions.
- the flange portion 221A of the exterior film 221 and the flange portion 222A of the exterior film 222 are heat-sealed so as to be integrated, forming part of the peripheral edge seal portion 150 .
- One of the exterior films 221 and 222 may be sheet-like.
- part of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 at the terminal seal portion 151A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 222A of the exterior film 222 is joined to the flange portion 212A of the electrical storage device packaging film 212.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the power storage device element 120 includes at least a positive electrode, a negative electrode, and an electrolyte, and is, for example, a lithium ion battery (secondary battery) or a power storage member such as a capacitor.
- the metal terminal 130 is a metal terminal used for power input/output of the electricity storage device element 120 .
- the metal terminal 130 is arranged, for example, in the top seal portion 151 of the container 110A, one of which constitutes a positive terminal and the other constitutes a negative terminal.
- One end in the left-right direction of each metal terminal 130 is electrically connected to the electrode (positive electrode or negative electrode) of the electricity storage device element 120 in the internal space S1 of the container 110A, and the other end is the peripheral seal portion. It protrudes outward from 150.
- the configuration of the power storage device 100 described above is particularly preferable for use in an electric vehicle such as an electric vehicle or a hybrid vehicle in which a large number of power storage devices 100 are connected in series and used at high voltage.
- the mounting positions of the two metal terminals 130 constituting the positive and negative terminals are not particularly limited.
- the metal material forming the metal terminal 130 is, for example, aluminum, nickel, copper, or the like.
- the metal terminal 130 connected to the positive electrode is typically made of aluminum or the like
- the metal terminal 130 connected to the negative electrode is typically made of copper, It is composed of nickel or the like.
- the tab film 140 is a so-called adhesive film, and is configured to adhere to both the electrical storage device packaging films 211 and 212 and the metal terminal 130 .
- the tab film 140 is previously fused and fixed to the metal terminal 130 to be integrated, and the power storage device packaging films 211 and 212 are fused to the metal terminal 130 to which the tab film 140 is fixed. be worn.
- the power storage device 100 includes a functional object 230 so as to have a high value-added function in addition to the functions of a general power storage device.
- the functional object 230 has at least one function of shock absorption, flame retardancy, cooling, and fire extinguishing.
- Functional object 230 is placed between inner wrapper 210 and outer wrapper 220 .
- a specific form of the functional object 230 can be arbitrarily selected.
- the functional substance 230 may be in the form of a sheet such as a film, may be a liquid that can be applied to a film, or may be in the form of granules or liquid having predetermined fluidity (viscosity).
- the functional object 230 is in the form of a sheet such as a film
- the functional object 230 is wrapped around the inner packaging body 210 and joined to the inner packaging body 210, for example.
- the functional object 230 may be joined to the inner packaging 210 so as to cover at least a portion of the surface of the inner packaging 210. It is preferably joined.
- the functional substance 230 is a liquid that can be applied to a film or the like
- the functional substance 230 is applied to the surface of the inner package 210 or the inner surface of the outer package 220.
- Functional substance 230 may be applied to at least a portion of the surface of inner package 210 , but is preferably applied to substantially the entire surface of inner package 210 .
- the liquid that can be applied to the film or the like by the functional object 230 includes a state in which the inner packaging body 210 and the outer packaging body 220 can be sprayed with a spray or the like.
- the functional substance 230 When the functional substance 230 is granular or liquid with a predetermined fluidity (viscosity), the functional substance 230 is filled in the space between the inner package 210 and the outer package 220 .
- the functional object 230 may fill at least part of the space between the inner package 210 and the outer package 220, but substantially the entire space between the inner package 210 and the outer package 220. is preferably filled to
- the functional object 230 having impact absorption is, for example, a non-crosslinked highly expanded polyethylene sheet, an electron beam crosslinked highly expanded polyethylene sheet, a thermally welded composite highly expanded polyethylene sheet, or nitrile rubber.
- the flame-retardant functional object 230 is, for example, a flame-retardant polycarbonate film or flame-retardant polyethylene terephthalate.
- the functional object 230 having cooling properties is, for example, a high thermal conductive film, a high thermal conductive adhesive sheet, or an ultra-high thermal conductive graphite sheet.
- the functional object 230 having fire extinguishing properties is, for example, a fire extinguishing agent or a film containing the extinguishing agent (hereinafter referred to as "fireproof film").
- the fire extinguishing agent is, for example, general powder fire extinguishing agent such as potassium salt, sodium hydrogen carbonate, phosphate, ABC extinguishing agent, BC extinguishing agent, or sand.
- a fire extinguishing agent is used as functional object 230 , a fire extinguishing agent that does not contain water is preferable from the viewpoint of suppressing functional deterioration of power storage device 100 .
- a known fireproof film can be used as the fireproof film.
- a fireproof film is, for example, a laminated film comprising a base material (base material layer) and a fire-extinguishing agent-containing layer in this order.
- the extinguishing agent-containing layer may be provided on at least a portion of one surface of the substrate, but is preferably provided on the entire surface of the substrate.
- the substrate has a support region for the fire extinguishing agent component and the binder resin within the substrate and on the side of the fire extinguishing agent containing layer.
- the fire-retardant film can be used so that the extinguishing agent-containing layer faces an object that may catch fire.
- the fireproof film is bonded to the inner surface of the outer wrapper 220 such that the extinguishing agent-containing layer faces the surface of the inner wrapper 210 .
- the initial fire extinguishing is performed by the aerosol generated from the extinguishing agent-containing layer.
- the base material has voids, and has, for example, a non-woven fabric formed by entangling non-combustible or flame-retardant fibers, or a woven fabric formed by knitting non-combustible or flame-retardant fibers.
- Nonflammable or flame-retardant fibers include, for example, glass fibers, ceramic fibers, metal fibers, cellulose fibers, polyester fibers, carbon fibers, graphite fibers, thermosetting resin fibers, and the like. Glass fibers and ceramic fibers can be used from the viewpoint of having excellent noncombustibility.
- the base material include glass cloth and noncombustible paper.
- a non-combustible base material that corresponds to the first grade of flameproofing defined by JIS Z 2150-1966 can also be used.
- the carrying area on the base material is formed by part of the coating liquid penetrating into the base material when forming a coating film on the surface of the base material using the coating liquid containing the extinguishing agent component and the binder resin.
- the substrate can be said to comprise carrying regions of the extinguishing agent component and the binder resin, and non-carrying regions thereof.
- the extinguishing agent-containing layer is a layer containing an extinguishing agent component and a binder resin.
- the extinguishing agent component generates an aerosol upon combustion.
- the fire extinguishing agent component includes, for example, at least an inorganic oxidant and a radical generator.
- the radical generator has an action (negative catalytic action) of stabilizing combustion radicals and suppressing a chain reaction of combustion.
- FIG. 23 is a flow chart showing an example of a method for manufacturing the electricity storage device 100. As shown in FIG. The method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the formed electricity storage device packaging films 211 and 212.
- the electricity storage device 100 of Embodiment C1 since the electricity storage device packaging films 211 and 212 have gas permeability, a pre-chamber for temporarily storing gas generated from the electricity storage device element 120 in an initial filling step or the like described later is provided. No need to form. Therefore, in the inner wrapping step, the power storage device element is wrapped around the power storage device packaging films 211 and 212 having substantially the same size as the power storage device wrapping films 211 and 212 provided in the inner wrapping body 210 of the power storage device 100 as a finished product. 120 is wrapped. Therefore, the manufacturing process of the electricity storage device 100 can be simplified.
- the material used for the electrical storage device 100 can be reduced.
- the term "substantially the same size" includes the case where the electrical storage device packaging films 211 and 212 included in the inner packaging body 210 of the finished electrical storage device 100 are larger than the electrical storage device packaging films 211 and 212 to such an extent that an auxiliary chamber cannot be formed.
- a metal terminal 130 is connected in advance to the electricity storage device element 120 , and a tab film 140 is joined to the metal terminal 130 .
- the first inner sealing step of step S12 is performed after the inner packaging step.
- the portions corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 of the peripheral edges of the electrical storage device packaging films 211 and 212 are sealed. be done.
- an opening 213 is formed in a portion of the periphery of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed.
- a vacuum drying step of step S13 is performed.
- the electrolytic solution injection process in step S14 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 12).
- the second inner sealing step of step S15 is performed after the electrolytic solution injection step. As shown in FIG. 23 , in the second inner sealing step, the opening 213 is closed by sealing the portions of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portions 153 are to be formed. be done. According to the electricity storage device 100, since the electricity storage device packaging films 211 and 212 are transparent, the electricity storage device packaging film 211 and the electricity storage device packaging film are separated after the first inner sealing step or the second inner sealing step is completed. 212 are properly sealed. Therefore, the electricity storage device 100 can be manufactured favorably.
- the state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are not properly sealed includes, for example, the first state, the second state, or the third state.
- the first state is a state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are sealed with foreign matter caught therein.
- a second condition is a condition in which part of the part to be sealed is not sealed.
- the third state is a state in which portions that should not be sealed are sealed.
- step S18 is performed in parallel with the initial charging/discharging process and the aging process.
- the electrical storage device packaging films 211 and 212 have gas permeability, carbon dioxide and the like generated from the electrical storage device element 120 during the initial charge/discharge step and the aging step are The gas is discharged to the outside through the electrical storage device packaging films 211 and 212 .
- the main charging process of step S19 is performed.
- step S20 The placement process of step S20 is performed after the main filling process.
- the functional object 230 is arranged between the inner package 210 and the outer package 230 according to the specific form of the functional object 230 .
- the functional object 230 is in the form of a sheet such as a film
- the functional object 230 is wrapped around the inner packaging body 210 and joined to the inner packaging body 210, for example.
- the functional substance 230 is a liquid that can be applied to a film or the like
- the functional substance 230 is applied to the surface of the inner package 210 or the inner surface of the outer package 220 .
- step S21 The outer wrapping process of step S21 is performed after the placement process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- the outer sealing process of step S22 is performed after the outer packaging process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- the arranging step includes, for example, the top seal portion 151 and the side seal portions 152 of the peripheral edge seal portion 150 in the outer sealing step. , 153 are formed, the opening of the portion where the bottom seal portion 154 is formed may be filled.
- the power storage device 100 includes the functional object 230, it has a high added value.
- Embodiment C2 In the electricity storage device 100 of Embodiment C2, the degassing step of step S18 described above is performed in that the electricity storage device packaging films 211 and 212 do not have gas permeability, or in comparison with Embodiment C1. Unlike Embodiment C1 in that it does not have a certain degree of gas permeability, other configurations are the same as those of Embodiment C1.
- the power storage device 100 of Embodiment C2 will be described below, focusing on the parts that differ from Embodiment C2.
- FIG. 24 is a flow chart showing an example of a method for manufacturing the electricity storage device 100 of Embodiment C2.
- the method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the formed electricity storage device packaging films 211 and 212.
- the auxiliary chamber 214 temporarily stores the gas generated from the electricity storage device element 120 in the initial filling step or the like. is preferably formed. Therefore, in the inner packaging step, the electricity storage device element 120 is wrapped by the electricity storage device packaging films 211 and 212 that are larger than the electricity storage device packaging films 211 and 212 included in the inner package 210 of the finished electricity storage device 100 .
- Storage chambers 215 for storing more gas generated from the electricity storage device elements 120 are formed in the sub chambers 214 of the electricity storage device packaging films 211 and 212 .
- the first inner sealing step of step S32 is performed after the inner packaging step.
- portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 are secondary. It is sealed to extend to chamber 214 .
- an opening 213 is formed in a portion 216 of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed and a portion 216 facing the auxiliary chamber 214 . It is formed.
- a vacuum drying step of step S33 is performed.
- the electrolytic solution injection process in step S34 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 16).
- the second inner sealing step of step S35 is performed after the electrolytic solution injection step. As shown in FIG. 17 , in the second inner sealing step, of the peripheral edges of the electrical storage device packaging films 211 and 212 , the portion where the side seal portion 153 is scheduled to be formed faces the portion 216 via the auxiliary chamber 214 . is sealed, the opening 213 is closed. After the second inner sealing step, an initial charging/discharging step of step S36 and an aging step of step S37 are performed in order.
- the degassing process in step S38 is performed after the aging process.
- gases such as carbon dioxide generated from the electricity storage device element 120 are temporarily stored in the auxiliary chambers 214 of the electricity storage device packaging films 211 and 212 .
- step S39 The pre-chamber removal process of step S39 is performed after the degassing process.
- the electricity storage device packaging films 211 and 212 are cut along the dashed line XA shown in FIG. removes the subchamber 214 .
- step S40 is performed after the pre-chamber removing process.
- the inner sealing step as shown in FIG. 18, portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the side seal portions 153 are sealed.
- the main charging process of step S41 is performed.
- step S42 The placement process of step S42 is performed after the main filling process.
- the functional object 230 is arranged between the inner package 210 and the outer package 230 according to the specific form of the functional object 230 .
- the functional object 230 is in the form of a sheet such as a film
- the functional object 230 is wrapped around the inner packaging body 210 and joined to the inner packaging body 210, for example.
- the functional substance 230 is a liquid that can be applied to a film or the like
- the functional substance 230 is applied to the surface of the inner package 210 or the inner surface of the outer package 220 .
- step S43 The outer packaging process of step S43 is performed after the arrangement process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S44 The outer sealing process of step S44 is performed after the outer packaging process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- the arranging step includes, for example, the top seal portion 151 and the side seal portions 152 of the peripheral edge seal portion 150 in the outer sealing step. , 153 are formed, the opening of the portion where the bottom seal portion 154 is formed may be filled.
- a power storage device 300 of Embodiment C3 differs from Embodiment C1 in that the configuration of a terminal seal portion 151A is different, and other configurations are the same as those of Embodiment C1.
- the power storage device 300 of Embodiment C3 will be described below, focusing on the parts that differ from Embodiment C1.
- FIG. 25 is a cross-sectional view of a terminal seal portion 351A included in the electricity storage device 300 of Embodiment C3.
- a portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 at the terminal seal portion 351A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to one tab film 140.
- a flange portion 222A of the exterior film 222 is joined to the other tab film 140 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- a power storage device 400 of Embodiment C4 differs from Embodiment C in that the configuration of a terminal seal portion 151A is different, and other configurations are the same as those of Embodiment C1.
- the power storage device 400 of Embodiment C4 will be described below, focusing on the parts that differ from Embodiment C1.
- FIG. 26 is a cross-sectional view of a terminal seal portion 451A included in the electricity storage device 400 of Embodiment C4. Electricity storage device 400 does not have tab film 140 .
- the exterior film 221, the electricity storage device packaging film 211, the metal terminal 130, the electricity storage device packaging film 212, and the exterior film 222 are laminated in this order from the top, and these are integrated. It is
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 . Note that the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- 222 A of flange parts of the exterior film 222 are joined to 212 A of flange parts of the packaging film 212 for electrical storage devices.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the electricity storage device 400 since the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small. Moreover, the manufacturing method of the electrical storage device 400 can be simplified.
- a power storage device 500 of Embodiment C5 differs from Embodiment C4 in that the configuration of a terminal seal portion 451A is different, and other configurations are the same as those of Embodiment C4.
- the power storage device 500 of Embodiment C5 will be described below, focusing on the differences from Embodiment C4.
- FIG. 27 is a cross-sectional view of a terminal seal portion 551A included in the electricity storage device 500 of Embodiment C5.
- a portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to the metal terminal 130 at the terminal seal portion 551A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the metal terminal 130 .
- a flange portion 221A of the exterior film 221 is joined to the metal terminal 130.
- a flange portion 222A of the exterior film 222 is joined to the metal terminal 130 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- the power storage device 500 since the inner wrapping body 210 is covered with the outer wrapping body 220, entry of water or the like into the internal space S1 of the inner wrapping body 210 from the outside is suppressed.
- the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small.
- the manufacturing method of the electrical storage device 500 can be simplified.
- Embodiments C are an example of a form that can be taken by the power storage device and the method for manufacturing the power storage device according to the present disclosure, and is not intended to limit the form.
- the power storage device and the method for manufacturing the power storage device according to the present disclosure may take forms different from those illustrated in each embodiment.
- One example is a form in which part of the configuration of each embodiment is replaced, changed, or omitted, or a form in which a new configuration is added to each embodiment.
- the functional object 230 may be contained in at least one of the electricity storage device packaging films 211 and 212 or the exterior films 221 and 222 . That is, in the power storage device 100 of this modification, at least one of the inner package 210 and the outer package 220 is configured to have at least one of impact absorption, flame resistance, cooling, and fire extinguishing properties. .
- one outer package 220 may be configured to accommodate a plurality of inner packages 210 in which the electricity storage device elements 120 are accommodated.
- the sizes of the plurality of inner wrappers 210 may be different or the same. According to this modification, the voltage can be easily adjusted because a plurality of power storage device elements 120 can be connected in series or in parallel.
- the electricity storage device packaging films 211 and 212 may not have transparency and gas permeability.
- the inner packaging body 210 may be configured by folding one power storage device packaging film 211 and heat-sealing the periphery.
- the outer wrapper 220 may be constructed by folding a sheet of exterior film 221 and heat-sealing the periphery.
- FIG. 8 shows a plan view of the electricity storage device 100 according to the first embodiment.
- 9 is a cross-sectional view taken along line D2-D2 in FIG. 8.
- FIG. 8 portions that are originally not visible from the outside are partially indicated by dotted lines for reference.
- the up-down direction in FIG. 8 is referred to as the "front-rear direction”
- the left-right direction is referred to as the "left-right direction”
- the up-down direction in FIG. 9 is referred to as the "up-down direction”.
- the orientation during use of the power storage device 100 is not limited to this.
- the relative positional relationship between the inner wrapping body 210 and the outer wrapping body 220 is simplified for simplification of the drawing.
- the electricity storage device 100 includes a container 110 , an electricity storage device element 120 , a pair of metal terminals 130 and a pair of tab films 140 .
- the container 110 has an internal space S ⁇ b>1 and a peripheral seal portion 150 .
- Electric storage device element 120 is housed in internal space S ⁇ b>1 of housing body 110 .
- One end of metal terminal 130 is joined to power storage device element 120 , and the other end protrudes outward from peripheral edge seal portion 150 of container 110 .
- a portion between one end and the other end of the metal terminal 130 is fused to the peripheral seal portion 150 via the tab film 140 .
- the container 110 includes a container 110A.
- Container 110A includes inner wrapper 210 and outer wrapper 220 .
- the inner package 210 accommodates the electricity storage device element 120 .
- the outer package 220 accommodates the inner package 210 in which the electricity storage device element 120 is accommodated.
- An internal space S1 is formed inside the inner package 210 .
- the inner packaging body 210 includes electrical storage device packaging films 211 and 212 .
- the outer wrapper 220 includes exterior films 221,222. In the outer peripheral portion of the container 110A in plan view, the inner packaging body 210 and the outer packaging body 220 are heat-sealed and fused together, thereby forming a peripheral edge seal portion 150 .
- An internal space S1 of the container 110A which is isolated from the external space, is formed in the inner package 210 by the peripheral edge seal portion 150. As shown in FIG.
- the peripheral seal portion 150 defines the peripheral edge of the interior space S1 of the container 110A.
- the mode of heat sealing referred to herein includes modes such as thermal fusion from a heat source and ultrasonic fusion.
- the peripheral seal portion 150 means a portion where the inner wrapping body 210 and the outer wrapping body 220 are fused and integrated.
- the peripheral seal portion 150 includes a top seal portion 151 , a pair of side seal portions 152 and 153 and a bottom seal portion 154 .
- Top seal portion 151 includes a portion (hereinafter referred to as “terminal seal portion 151A”) that seals across metal terminal 130 and tab film 140, and extends in the front-rear direction.
- a pair of side seal portions 152 and 153 extend in the left-right direction.
- the side seal portion 152 and the side seal portion 153 face each other with an internal space S1 interposed therebetween.
- the bottom seal portion 154 faces the top seal portion 151 via the internal space S1.
- the bottom seal portion 154 extends in the front-rear direction.
- the terminal seal portion 151A of the top seal portion 151 includes, from top to bottom, an exterior film 221, an electrical storage device packaging film 211, one tab film 140, a metal terminal 130, and the other tab film. 140, a power storage device packaging film 212, and an exterior film 222 are laminated and integrated. Therefore, the top seal portion 151 can be easily formed.
- an electricity storage device packaging film 211 one tab film 140, the other tab film 140, an electricity storage device packaging film 212, and an exterior film 222 are laminated and integrated.
- the outer portion of the terminal seal portion 151A of the top seal portion 151 is composed of, from top to bottom, the electrical storage device packaging film 211, the tab film 140 on one side, the metal The terminal 130, the other tab film 140, and the electrical storage device packaging film 212 are laminated and integrated.
- FIG. 8 illustrates the area of the peripheral edge seal portion 150 from above, and does not show the step as a boundary.
- the electrical storage device packaging films 211 and 212 that constitute the inner package 210 have transparency as a whole from the viewpoint of suitably manufacturing the electrical storage device 100 .
- Preferred examples of the electrical storage device packaging films 211 and 212 constituting the inner package 210 will be described below.
- the electrical storage device packaging films 211 and 212 may be collectively referred to as the electrical storage device packaging film 10 .
- the electrical storage device packaging film 10 of the third aspect includes at least a heat-fusible resin layer 1, as shown in FIGS. 1 to 4, for example.
- the heat-sealable resin layers 1 of the electricity storage device packaging film 10 face each other, and the peripheral edges are heat-sealed.
- the electricity storage device element is accommodated in the space formed by .
- the electrical storage device packaging film 10 of the third aspect may be composed of only the heat-fusible resin layer 1, as shown in FIG.
- the electrical storage device packaging film 10 is composed only of the heat-fusible resin layer 1, it is preferable that at least one surface of the heat-fusible resin layer 1 has adhesiveness to metal.
- the electrical storage device packaging film 10 of the third aspect is preferably composed of a laminate comprising at least the resin layer 2 and the heat-fusible resin layer 1, as shown in FIGS.
- the resin layer 2 is on the outside
- the heat-fusible resin layer 1 is on the inside (innermost layer).
- the electrical storage device packaging film 10 is composed of a laminate including the resin layer 2 and the heat-fusible resin layer 1, at least the outer surface of the resin layer 2 and the inner surface of the heat-fusible resin layer 1 It is preferable to impart adhesiveness to metal on one side, and it is more preferable to impart adhesiveness to metal on the inner surface of the heat-fusible resin layer 1 facing the metal terminal 130 .
- the electrical storage device packaging film 10 of the third embodiment is composed of a laminate comprising at least a resin layer 2, a base material 3 and the heat-fusible resin layer 1, as shown in FIGS. preferably.
- the resin layer 2 is on the outside
- the heat-fusible resin layer 1 is on the inside (innermost layer)
- the base material 3 is the resin layer 2 and the heat-fusible resin layer 1.
- the electrical storage device packaging film 10 is composed of a laminate including the resin layer 2, the substrate 3, and the heat-fusible resin layer 1, the outer surface of the resin layer 2 and the heat-fusible resin layer 1
- At least one of the inner surfaces of the heat-fusible resin layer 1 preferably has adhesiveness to metal, and more preferably the inner surface of the heat-fusible resin layer 1 facing the metal terminal 130 has adhesiveness to metal.
- an adhesive layer 4 is provided between the resin layer 2 and the heat-fusible resin layer 1, and as shown in FIG. An adhesive layer 5 may be provided.
- the electrical storage device packaging film 10 of the third aspect preferably has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in an environment at a temperature of 30° C., more preferably about 200 cc ⁇ 100 ⁇ m/m. 2/24 hr/atm or more, still more preferably about 300 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more, still more preferably about 500 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more.
- the CO 2 permeation amount of the electricity storage device packaging film 10 of the third aspect is, for example, about 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, preferably about 1000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, More preferably, it is about 800 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, and a preferable range is about 100 to 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm, and about 100 to 1000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- a surface coating layer or the like may be further provided on the outside of the resin layer 2 (on the side opposite to the heat-fusible resin layer 1 side), if necessary.
- the thickness of the laminate constituting the electrical storage device packaging film 10 of the third aspect is not particularly limited, but from the viewpoint of cost reduction, energy density improvement, etc., it is, for example, 190 ⁇ m or less, preferably about 180 ⁇ m or less, about 170 ⁇ m. These include: The thickness of the laminate constituting the electrical storage device packaging film 10 is preferably about 35 ⁇ m or more, about 45 ⁇ m or more, about 60 ⁇ m or more can be mentioned. Further, the preferred range of the laminate constituting the electrical storage device packaging film 10 is, for example, about 35 to 190 ⁇ m, about 35 to 180 ⁇ m, about 35 to 170 ⁇ m, about 45 to 190 ⁇ m, about 45 to 180 ⁇ m, and about 45 to 170 ⁇ m. , about 60 to 190 ⁇ m, about 60 to 180 ⁇ m, and about 60 to 170 ⁇ m, and particularly preferably about 45 to 170 ⁇ m.
- the ratio of the total thickness of the heat-fusible resin layer 1 is preferably 90% or more, more preferably 95% or more, still more preferably 98% or more.
- the ratio of the total thickness of each layer to the thickness (total thickness) of the laminate constituting the packaging film 10 is preferably 90% or more, more preferably 95% or more, and still more preferably 98% or more.
- the electrical storage device packaging film 10 of the third aspect is a laminate including the resin layer 2, the adhesive layer 4, and the heat-fusible resin layer 1, the electrical storage device packaging film 10 is also constituted.
- the ratio of the total thickness of these layers to the thickness (total thickness) of the laminate can be, for example, 80% or more, preferably 90% or more, more preferably 95% or more, and even more preferably 98% or more.
- the laminate constituting the electrical storage device packaging film 10 of the third aspect has a total light transmittance measured in accordance with JIS K7361-1:1997, for example, 80% or more, 85% or more, 90% or more. % or more.
- the lower the total light transmittance the higher the shielding properties of the electrical storage device packaging film 10 can be exhibited.
- the higher the total light transmittance the higher the light transmittance of the electrical storage device packaging film 10. Therefore, the desired transparency can be maintained by keeping the total light transmittance at a certain lower limit.
- the lower limit of the total light transmittance is 0% and the upper limit is 100%.
- the total light transmittance of the electrical storage device packaging film conforms to the measurement method specified in JIS K7361-1: 1997, and is measured using a commercially available spectrophotometer (for example, a UV-visible-near-infrared spectrophotometer V- 670), the transmittance in the visible light region (400 to 700 nm) is measured, and the average value is taken as the total light transmittance.
- the measurement conditions are a halogen lamp as a light source, a UV/Vis bandwidth of 5.0 nm, a scanning speed of 1000 nm/min, a response of medium, and a data capturing interval of 1.0 nm.
- the electrical storage device packaging film 10 of the third aspect can be black colored and transparent by making it black.
- the electrical storage device packaging film 10 is black, the electrical storage device packaging film 10 exhibits a unique color and is highly identifiable and has a high design.
- Each layer forming the electrical storage device packaging film of the third aspect is common to the electrical storage device packaging films of the first aspect and the second aspect, and therefore description thereof is omitted.
- the method for producing the electrical storage device packaging film of the third aspect is not particularly limited as long as the electrical storage device packaging film of the third aspect can be obtained.
- the electrical storage device packaging film of the third aspect includes the resin layer 2 and the heat-fusible resin layer 1
- a laminate in which at least the resin layer and the heat-fusible resin layer are laminated in order from the outside is It is preferable that the laminate has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in a temperature of 30° C. environment.
- the electrical storage device packaging film of the third aspect is composed of a laminate comprising a resin layer 2, an adhesive layer 4, a base material 3, an adhesive layer 5, and a heat-fusible resin layer 1 in this order
- An example of the method is as follows. First, materials for forming each layer are prepared. Next, the resin layer 2 and the base material 3 are laminated with the adhesive layer 4 interposed therebetween, and the base material 3 and the heat-fusible resin layer 1 are laminated with the adhesive layer 5 interposed therebetween. Specifically, by laminating the resin layer 2 and the base material 3 by a dry lamination method or the like using an adhesive that forms the adhesive layer 4, the resin layer 2, the adhesive layer 4, and the base material 3 are laminated.
- the electrical storage device packaging film 10 is produced. can be done.
- the resin layer 2, the base material 3, and the heat-fusible resin layer 1 are laminated without the adhesive layers 4 and 5 interposed therebetween, the resin constituting the resin layer 2 is placed on one side of the base material 3.
- the electrical storage device packaging film 10 can be manufactured by a method such as melt extrusion, or a method of melt extruding a resin forming the heat-fusible resin layer 1 on the other side of the base material 3 .
- the colored layer may be formed on the surface of the resin layer 2 and then laminated with the substrate 3 and the heat-fusible resin layer 1 .
- a surface coating layer it can be formed, for example, by coating the surface of the resin layer 2 with the above resin composition for forming the surface coating layer and curing the composition.
- the electrical storage device packaging film 10 may be subjected to heat treatment.
- the shape of the inner package 210 of the third aspect is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the inner package 210 of Embodiment 1 has a shape as shown in FIG. It is manufactured by heat-sealing the electrical storage device packaging film 211 overlaid from above along the outer peripheral portion in a plan view.
- the electrical storage device packaging film 212 includes an angular ring-shaped flange portion 212A corresponding to an outer peripheral portion in a plan view, and a molded portion 212B that is continuous with the inner edge of the flange portion 212A and bulges downward therefrom.
- the electrical storage device packaging film 211 includes an angular ring-shaped flange portion 211A corresponding to the outer peripheral portion in a plan view, and a flange portion 211B that continues to the inner edge of the flange portion 211A and bulges upward therefrom.
- the electrical storage device packaging films 211 and 212 are overlapped so that the molded portions 211B and 212B bulge in opposite directions.
- the flange portion 211A of the electrical storage device packaging film 211 and the flange portion 212A of the electrical storage device packaging film 212 are heat-sealed so as to form a part of the peripheral edge seal portion 150 .
- One of the electrical storage device packaging films 211 and 212 may be in the form of a sheet.
- the exterior films 221 and 222 that constitute the outer packaging body 220 of the third aspect are composed of, for example, resin moldings or films.
- the resin molded product referred to here can be manufactured by methods such as injection molding, pressure molding, vacuum molding, and blow molding, and may be subjected to in-mold molding to impart design and functionality.
- the type of resin can be polyolefin, polyester, nylon, ABS, and the like.
- the film referred to here is, for example, a resin film that can be produced by a method such as an inflation method or a T-die method, or a laminate of such a resin film on a metal foil or metal plate.
- the film referred to here may or may not be stretched, and may be a single-layer film or a multilayer film.
- the multilayer film referred to here may be produced by a coating method, may be produced by adhering a plurality of films with an adhesive or the like, or may be produced by a multilayer extrusion method.
- a laminate film can be a laminate obtained by laminating a substrate layer, a barrier layer, and a heat-fusible resin layer.
- the base material layer functions as a base material for the exterior films 221 and 222, typically forms the outer layer side of the outer package 220, and is an insulating resin layer.
- the barrier layer has a function of improving the strength of the exterior films 221 and 222 and at least preventing moisture from entering the power storage device 100, and is typically a metal layer made of an aluminum alloy foil or the like.
- the heat-sealable resin layer is typically made of a heat-sealable resin such as polyolefin, and forms the innermost layer of the outer package 220 .
- the shape of the outer package 220 of the third aspect is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the container 110A of Embodiment 1 has a shape as shown in FIG. are heat-sealed along the outer peripheral portion in plan view.
- the exterior film 222 includes an angular ring-shaped flange portion 222A corresponding to an outer peripheral portion in a plan view, and a molded portion 222B that continues to the inner edge of the flange portion 222A and bulges downward therefrom.
- the exterior film 221 includes an angular ring-shaped flange portion 221A corresponding to the outer peripheral portion in a plan view, and a flange portion 221B that continues to the inner edge of the flange portion 221A and bulges upward therefrom.
- the exterior films 221 and 222 are superimposed so that the molded portions 221B and 222B bulge in opposite directions.
- the flange portion 221A of the exterior film 221 and the flange portion 222A of the exterior film 222 are heat-sealed so as to be integrated, forming part of the peripheral edge seal portion 150 .
- One of the exterior films 221 and 222 may be sheet-like.
- part of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 at the terminal seal portion 151A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 of the third aspect is joined to the flange portion 211A of the electrical storage device packaging film 211.
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 222A of the exterior film 222 of the third aspect is joined to the flange portion 212A of the electrical storage device packaging film 212.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the power storage device element 120 of the third aspect includes at least a positive electrode, a negative electrode, and an electrolyte, and is, for example, a lithium ion battery (secondary battery) or a power storage member such as a capacitor.
- the metal terminal 130 is a metal terminal used for power input/output of the electricity storage device element 120 .
- the metal terminal 130 is arranged, for example, in the top seal portion 151 of the container 110A, one of which constitutes a positive terminal and the other constitutes a negative terminal.
- One end in the left-right direction of each metal terminal 130 is electrically connected to the electrode (positive electrode or negative electrode) of the electricity storage device element 120 in the internal space S1 of the container 110A, and the other end is the peripheral seal portion. It protrudes outward from 150.
- the configuration of the power storage device 100 described above is particularly preferable for use in an electric vehicle such as an electric vehicle or a hybrid vehicle in which a large number of power storage devices 100 are connected in series and used at high voltage.
- the mounting positions of the two metal terminals 130 constituting the positive and negative terminals are not particularly limited.
- the metal material forming the metal terminal 130 is, for example, aluminum, nickel, copper, or the like.
- the metal terminal 130 connected to the positive electrode is typically made of aluminum or the like
- the metal terminal 130 connected to the negative electrode is typically made of copper, It is composed of nickel or the like.
- the tab film 140 is a so-called adhesive film, and is configured to adhere to both the electrical storage device packaging films 211 and 212 and the metal terminal 130 .
- the tab film 140 is previously fused and fixed to the metal terminal 130 to be integrated, and the power storage device packaging films 211 and 212 are fused to the metal terminal 130 to which the tab film 140 is fixed. be worn.
- FIG. 10 is a flowchart showing an example of a method for manufacturing the electricity storage device 100. As shown in FIG. The method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the molded electricity storage device packaging films 211 and 212.
- the electricity storage device 100 of Embodiment 1 since the electricity storage device packaging films 211 and 212 have gas permeability, a pre-chamber for temporarily storing gas generated from the electricity storage device element 120 in an initial filling step or the like to be described later is provided. No need to form. Therefore, in the inner wrapping step, the power storage device element is wrapped around the power storage device packaging films 211 and 212 having substantially the same size as the power storage device wrapping films 211 and 212 provided in the inner wrapping body 210 of the power storage device 100 as a finished product. 120 is wrapped. Therefore, the manufacturing process of the electricity storage device 100 can be simplified.
- the material used for the electrical storage device 100 can be reduced.
- the term "substantially the same size" includes the case where the electrical storage device packaging films 211 and 212 included in the inner packaging body 210 of the finished electrical storage device 100 are larger than the electrical storage device packaging films 211 and 212 to such an extent that an auxiliary chamber cannot be formed.
- a metal terminal 130 is connected in advance to the electricity storage device element 120 , and a tab film 140 is joined to the metal terminal 130 .
- the first inner sealing step of step S12 is performed after the inner packaging step.
- the portions corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 of the peripheral edges of the electrical storage device packaging films 211 and 212 are sealed. be done.
- an opening 213 is formed in a portion of the periphery of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed.
- a vacuum drying step of step S13 is performed.
- the electrolytic solution injection process in step S14 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 12).
- the second inner sealing step of step S15 is performed after the electrolytic solution injection step. As shown in FIG. 13 , in the second inner sealing step, the opening 213 is closed by sealing the portions of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portions 153 are to be formed. be done. After the second inner sealing step, the initial charging/discharging step of step S16 and the aging step of step S17 are performed in order.
- step S18 The degassing process in step S18 is performed in parallel with the initial charging/discharging process and the aging process.
- the electrical storage device packaging films 211 and 212 have gas permeability, carbon dioxide or the like generated from the electrical storage device element 120 is released during the initial charge/discharge step and the aging step. The gas is discharged to the outside through the electrical storage device packaging films 211 and 212 .
- the main charging process of step S19 is performed.
- step S20 The outer wrapping process of step S20 is performed after the main charging process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S21 The outer sealing process of step S21 is performed after the outer wrapping process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- the state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are not properly sealed includes, for example, the first state, the second state, or the third state.
- the first state is a state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are sealed with foreign matter caught therein.
- a second condition is a condition in which part of the part to be sealed is not sealed.
- the third state is a state in which portions that should not be sealed are sealed.
- the degassing step of step S18 described above is performed in that the power storage device packaging films 211 and 212 do not have gas permeability, or in comparison with the first embodiment. Unlike the first embodiment in that it does not have a certain degree of gas permeability, other configurations are the same as those of the first embodiment.
- the power storage device 100 of the second embodiment will be described below, focusing on the parts that differ from the second embodiment.
- FIG. 14 is a flow chart showing an example of a method for manufacturing the electricity storage device 100 according to the second embodiment.
- the method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the formed electricity storage device packaging films 211 and 212.
- the auxiliary chamber 214 temporarily stores the gas generated from the electricity storage device element 120 in the initial filling step or the like. is preferably formed. Therefore, in the inner packaging step, the electricity storage device element 120 is wrapped by the electricity storage device packaging films 211 and 212 that are larger than the electricity storage device packaging films 211 and 212 included in the inner package 210 of the finished electricity storage device 100 .
- Storage chambers 215 for storing more gas generated from the electricity storage device elements 120 are formed in the sub chambers 214 of the electricity storage device packaging films 211 and 212 .
- the first inner sealing step of step S32 is performed after the inner packaging step.
- portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 are secondary. It is sealed to extend to chamber 214 .
- an opening 213 is formed in a portion 216 of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed and a portion 216 facing the auxiliary chamber 214 . It is formed.
- a vacuum drying step of step S33 is performed.
- the electrolytic solution injection process in step S34 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 16).
- the second inner sealing step of step S35 is performed after the electrolytic solution injection step. As shown in FIG. 17 , in the second inner sealing step, of the peripheral edges of the electrical storage device packaging films 211 and 212 , the portion where the side seal portion 153 is scheduled to be formed faces the portion 216 via the auxiliary chamber 214 . is sealed, the opening 213 is closed. After the second inner sealing step, an initial charging/discharging step of step S36 and an aging step of step S37 are performed in order.
- the degassing process in step S38 is performed after the aging process.
- gases such as carbon dioxide generated from the electricity storage device element 120 are temporarily stored in the auxiliary chambers 214 of the electricity storage device packaging films 211 and 212 .
- step S39 The pre-chamber removal process of step S39 is performed after the degassing process.
- the electricity storage device packaging films 211 and 212 are cut along the dashed line XA shown in FIG. removes the subchamber 214 .
- step S40 is performed after the pre-chamber removing process.
- the inner sealing step as shown in FIG. 18, portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the side seal portions 153 are sealed.
- the main charging process of step S41 is performed.
- step S42 The outer wrapping process of step S42 is performed after the main charging process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S43 The outer sealing process of step S43 is performed after the outer packaging process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- Electricity storage device 300 of Embodiment 3 differs from Embodiment 1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment 1.
- FIG. The power storage device 300 of the third embodiment will be described below, focusing on the parts that differ from the first embodiment.
- FIG. 19 is a cross-sectional view of a terminal seal portion 351A included in the electricity storage device 300 of Embodiment 3.
- FIG. A portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 at the terminal seal portion 351A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to one tab film 140.
- a flange portion 222A of the exterior film 222 is joined to the other tab film 140 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- Electricity storage device 400 of Embodiment 4 differs from Embodiment 1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment 1.
- FIG. The power storage device 400 of the fourth embodiment will be described below, focusing on the parts that differ from the first embodiment.
- FIG. 20 is a cross-sectional view of a terminal seal portion 451A included in the power storage device 400 of Embodiment 4.
- FIG. Electricity storage device 400 does not have tab film 140 .
- the exterior film 221, the electricity storage device packaging film 211, the metal terminal 130, the electricity storage device packaging film 212, and the exterior film 222 are laminated in this order from the top, and these are integrated. It is
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 . Note that the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- 222 A of flange parts of the exterior film 222 are joined to 212 A of flange parts of the packaging film 212 for electrical storage devices.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the electricity storage device 400 since the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small. Moreover, the manufacturing method of the electrical storage device 400 can be simplified.
- the power storage device 500 of the fifth embodiment differs from that of the fourth embodiment in that the configuration of the terminal seal portion 451A is different, and the rest of the configuration is the same as that of the fourth embodiment.
- the power storage device 500 of the fifth embodiment will be described below, focusing on the parts that differ from the fourth embodiment.
- FIG. 21 is a cross-sectional view of a terminal seal portion 551A included in the electricity storage device 500 of Embodiment 5.
- FIG. A portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to the metal terminal 130 at the terminal seal portion 551A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the metal terminal 130 .
- a flange portion 221A of the exterior film 221 is joined to the metal terminal 130.
- a flange portion 222A of the exterior film 222 is joined to the metal terminal 130 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- the power storage device 500 since the inner wrapping body 210 is covered with the outer wrapping body 220, entry of water or the like into the internal space S1 of the inner wrapping body 210 from the outside is suppressed.
- the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small.
- the manufacturing method of the electrical storage device 500 can be simplified.
- Each embodiment of the third aspect is an example of a form that can be taken by the power storage device and the method for manufacturing the power storage device according to the present disclosure, and is not intended to limit the form.
- the power storage device and the method for manufacturing the power storage device according to the present disclosure may take forms different from those illustrated in each embodiment.
- One example is a form in which part of the configuration of each embodiment is replaced, changed, or omitted, or a form in which a new configuration is added to each embodiment.
- one outer package 220 may be configured to accommodate a plurality of inner packages 210 in which the electricity storage device elements 120 are accommodated.
- the sizes of the plurality of inner wrappers 210 may be different or the same. According to this modification, the voltage can be easily adjusted because a plurality of power storage device elements 120 can be connected in series or in parallel.
- the electricity storage device packaging films 211 and 212 may not have gas permeability.
- the electrical storage device packaging films 211 and 212 may at least have transparency.
- the inner packaging body 210 may be constructed by folding one power storage device packaging film 211 and heat-sealing the periphery.
- the outer wrapper 220 may be constructed by folding a sheet of exterior film 221 and heat-sealing the periphery.
- FIG. 8 shows a plan view of the electricity storage device 100 according to Embodiment 1 of the fourth aspect.
- 9 is a cross-sectional view taken along line D2-D2 in FIG. 8.
- FIG. 8 portions that are originally not visible from the outside are partially indicated by dotted lines for reference.
- the up-down direction in FIG. 8 is referred to as the "front-rear direction”
- the left-right direction is referred to as the "left-right direction”
- the up-down direction in FIG. 9 is referred to as the "up-down direction”.
- the orientation during use of the power storage device 100 is not limited to this.
- the relative positional relationship between the inner wrapping body 210 and the outer wrapping body 220 is simplified for simplification of the drawing.
- the electric storage device 100 of the fourth aspect comprises a container 110, an electric storage device element 120, a pair of metal terminals 130, and a pair of tab films 140.
- the container 110 has an internal space S ⁇ b>1 and a peripheral seal portion 150 .
- Electric storage device element 120 is housed in internal space S ⁇ b>1 of housing body 110 .
- One end of metal terminal 130 is joined to power storage device element 120 , and the other end protrudes outward from peripheral edge seal portion 150 of container 110 .
- a portion between one end and the other end of the metal terminal 130 is fused to the peripheral seal portion 150 via the tab film 140 .
- the container 110 includes a container 110A.
- Container 110A includes inner wrapper 210 and outer wrapper 220 .
- the inner package 210 accommodates the electricity storage device element 120 .
- the outer package 220 accommodates the inner package 210 in which the electricity storage device element 120 is accommodated.
- An internal space S1 is formed inside the inner package 210 .
- the inner packaging body 210 includes electrical storage device packaging films 211 and 212 .
- the outer wrapper 220 includes exterior films 221,222. In the outer peripheral portion of the container 110A in plan view, the inner packaging body 210 and the outer packaging body 220 are heat-sealed and fused together, thereby forming a peripheral edge seal portion 150 .
- An internal space S1 of the container 110A which is isolated from the external space, is formed in the inner package 210 by the peripheral edge seal portion 150. As shown in FIG.
- the peripheral seal portion 150 defines the peripheral edge of the interior space S1 of the container 110A.
- the mode of heat sealing referred to herein includes modes such as thermal fusion from a heat source and ultrasonic fusion.
- the peripheral seal portion 150 means a portion where the inner wrapping body 210 and the outer wrapping body 220 are fused and integrated.
- the peripheral seal portion 150 includes a top seal portion 151 , a pair of side seal portions 152 and 153 and a bottom seal portion 154 .
- Top seal portion 151 includes a portion (hereinafter referred to as “terminal seal portion 151A”) that seals across metal terminal 130 and tab film 140, and extends in the front-rear direction.
- a pair of side seal portions 152 and 153 extend in the left-right direction.
- the side seal portion 152 and the side seal portion 153 face each other with an internal space S1 interposed therebetween.
- the bottom seal portion 154 faces the top seal portion 151 via the internal space S1.
- the bottom seal portion 154 extends in the front-rear direction.
- the terminal seal portion 151A of the top seal portion 151 includes, from top to bottom, an exterior film 221, an electrical storage device packaging film 211, one tab film 140, a metal terminal 130, and the other tab film. 140, a power storage device packaging film 212, and an exterior film 222 are laminated and integrated. Therefore, the top seal portion 151 can be easily formed.
- an electricity storage device packaging film 211 one tab film 140, the other tab film 140, an electricity storage device packaging film 212, and an exterior film 222 are laminated and integrated.
- the outer portion of the terminal seal portion 151A of the top seal portion 151 is composed of, from top to bottom, the electrical storage device packaging film 211, the tab film 140 on one side, the metal The terminal 130, the other tab film 140, and the electrical storage device packaging film 212 are laminated and integrated.
- FIG. 8 illustrates the area of the peripheral edge seal portion 150 from above, and does not show the step as a boundary.
- the electrical storage device packaging films 211 and 212 that constitute the inner package 210 have gas permeability from the viewpoint of easily manufacturing the electrical storage device 100 .
- Preferred examples of the electrical storage device packaging films 211 and 212 constituting the inner package 210 will be described below. In the following description, when the electrical storage device packaging films 211 and 212 are not particularly distinguished, the electrical storage device packaging films 211 and 212 may be collectively referred to as the electrical storage device packaging film 10 .
- the electrical storage device packaging film 10 of the fourth aspect includes at least a heat-fusible resin layer 1, as shown in FIGS. 1 to 4, for example.
- the heat-sealable resin layers 1 of the electricity storage device packaging film 10 face each other, and the peripheral edges are heat-sealed.
- the electricity storage device element is accommodated in the space formed by .
- the electrical storage device packaging film 10 of the fourth aspect may be composed only of the heat-fusible resin layer 1 as shown in FIG.
- the electrical storage device packaging film 10 is composed only of the heat-fusible resin layer 1
- at least one surface of the heat-fusible resin layer 1 preferably has adhesiveness to metal, and the metal terminals 130 It is more preferable to impart adhesion to metal to the inner surface of the heat-fusible resin layer 1 facing the .
- the electrical storage device packaging film 10 of the fourth aspect is preferably composed of a laminate comprising at least the resin layer 2 and the heat-fusible resin layer 1, as shown in FIGS.
- the resin layer 2 is on the outside
- the heat-fusible resin layer 1 is on the inside (innermost layer).
- the electrical storage device packaging film 10 is composed of a laminate including the resin layer 2 and the heat-fusible resin layer 1, at least the outer surface of the resin layer 2 and the inner surface of the heat-fusible resin layer 1 It is preferable to impart adhesiveness to metal on one side, and it is more preferable to impart adhesiveness to metal on the inner surface of the heat-fusible resin layer 1 facing the metal terminal 130 .
- the electrical storage device packaging film 10 of the fourth aspect is composed of a laminate comprising at least a resin layer 2, a base material 3 and the heat-fusible resin layer 1, as shown in FIGS. preferably.
- the resin layer 2 is on the outside
- the heat-fusible resin layer 1 is on the inside (innermost layer)
- the base material 3 is the resin layer 2 and the heat-fusible resin layer 1. located between Even when the electrical storage device packaging film 10 is composed of a laminate including the resin layer 2, the substrate 3, and the heat-fusible resin layer 1, the outer surface of the resin layer 2 and the heat-fusible resin layer 1 It is preferred to impart adhesion to metal on at least one of the inner surfaces of the.
- an adhesive layer 4 is provided between the resin layer 2 and the heat-fusible resin layer 1, and as shown in FIG. An adhesive layer 5 may be provided.
- the electrical storage device packaging film 10 of the fourth aspect preferably has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in an environment at a temperature of 30° C., more preferably about 200 cc ⁇ 100 ⁇ m/m. 2/24 hr/atm or more, still more preferably about 300 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more, still more preferably about 500 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more.
- the CO 2 permeation amount of the electricity storage device packaging film 10 of the fourth aspect is, for example, about 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, preferably about 1000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, More preferably, it is about 800 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, and a preferable range is about 100 to 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm, and about 100 to 1000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- At least one layer included in the electrical storage device packaging film 10 may be a shielding layer S having a shielding property.
- FIG. 2 shows a configuration in which an adhesive layer 4 that bonds between a resin layer 2 and a heat-fusible resin layer 1 is used as a shielding layer S
- FIG. A configuration in which the adhesive layer 4 for bonding between them is used as the shielding layer S is illustrated.
- any layer included in the electrical storage device packaging film 10 can be used as the shielding layer S.
- a surface coating layer or the like may be further provided on the outside of the resin layer 2 (on the side opposite to the heat-fusible resin layer 1 side), if necessary.
- the thickness of the laminate constituting the electrical storage device packaging film 10 of the fourth aspect is not particularly limited, but from the viewpoint of cost reduction, energy density improvement, etc., it is, for example, 190 ⁇ m or less, preferably about 180 ⁇ m or less, about 170 ⁇ m or less. These include: The thickness of the laminate constituting the electrical storage device packaging film 10 is preferably about 35 ⁇ m or more, about 45 ⁇ m or more, about 60 ⁇ m or more can be mentioned.
- the preferred range of the laminate constituting the electrical storage device packaging film 10 is, for example, about 35 to 190 ⁇ m, about 35 to 180 ⁇ m, about 35 to 170 ⁇ m, about 45 to 190 ⁇ m, about 45 to 180 ⁇ m, and about 45 to 170 ⁇ m. , about 60 to 190 ⁇ m, about 60 to 180 ⁇ m, and about 60 to 170 ⁇ m, and particularly preferably about 45 to 170 ⁇ m.
- the ratio of the total thickness of the heat-fusible resin layer 1 is preferably 90% or more, more preferably 95% or more, still more preferably 98% or more.
- the ratio of the total thickness of each layer to the thickness (total thickness) of the laminate constituting the packaging film 10 is preferably 90% or more, more preferably 95% or more, and still more preferably 98% or more.
- the electrical storage device packaging film 10 of the fourth aspect is a laminate including the resin layer 2, the adhesive layer 4, and the heat-fusible resin layer 1, the electrical storage device packaging film 10 is also constituted.
- the ratio of the total thickness of these layers to the thickness (total thickness) of the laminate can be, for example, 80% or more, preferably 90% or more, more preferably 95% or more, and even more preferably 98% or more.
- the laminate constituting the electrical storage device packaging film 10 of the fourth aspect has a total light transmittance measured in accordance with JIS K7361-1:1997, for example, 20% or less, 15% or less, 10% or less. % or less, 8% or less, or the like.
- the laminate constituting the electrical storage device packaging film 10 of the fourth aspect has a total light transmittance measured in accordance with JIS K7361-1:1997, for example, 80% or more, 85% or more. , 90% or more, and the like.
- the lower the total light transmittance the higher the shielding properties of the electrical storage device packaging film 10 can be exhibited.
- the higher the total light transmittance the higher the translucency of the electrical storage device packaging film 10 can be exhibited.
- the lower limit of the total light transmittance is 0% and the upper limit is 100%.
- the total light transmittance of the electrical storage device packaging film conforms to the measurement method specified in JIS K7361-1: 1997, and is measured using a commercially available spectrophotometer (for example, a UV-visible-near-infrared spectrophotometer V- 670), the transmittance in the visible light region (400 to 700 nm) is measured, and the average value is taken as the total light transmittance.
- the measurement conditions are a halogen lamp as a light source, a UV/Vis bandwidth of 5.0 nm, a scanning speed of 1000 nm/min, a response of medium, and a data capturing interval of 1.0 nm.
- the electrical storage device packaging film 10 of the fourth aspect can be black.
- the power storage device packaging film 10 is black, the power storage device packaging film 10 has a high shielding property and a high anti-counterfeiting effect.
- Each layer forming the electrical storage device packaging film of the fourth aspect is common to the electrical storage device packaging films of the first aspect and the second aspect, so description thereof is omitted.
- the method for producing the electrical storage device packaging film is not particularly limited as long as the electrical storage device packaging film of the fourth aspect can be obtained.
- the electrical storage device packaging film of the fourth aspect includes the resin layer 2 and the heat-fusible resin layer 1
- a laminate in which at least the resin layer and the heat-fusible resin layer are laminated in order from the outside is It is preferable that the laminate has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in a temperature of 30° C. environment.
- the electrical storage device packaging film of the fourth aspect is composed of a laminate comprising a resin layer 2, an adhesive layer 4, a base material 3, an adhesive layer 5, and a heat-fusible resin layer 1 in this order
- An example of the method is as follows. First, materials for forming each layer are prepared. Next, the resin layer 2 and the base material 3 are laminated with the adhesive layer 4 interposed therebetween, and the base material 3 and the heat-fusible resin layer 1 are laminated with the adhesive layer 5 interposed therebetween. Specifically, by laminating the resin layer 2 and the base material 3 by a dry lamination method or the like using an adhesive that forms the adhesive layer 4, the resin layer 2, the adhesive layer 4, and the base material 3 are laminated.
- the electrical storage device packaging film 10 is produced. can be done.
- the resin layer 2, the base material 3, and the heat-fusible resin layer 1 are laminated without the adhesive layers 4 and 5 interposed therebetween, the resin constituting the resin layer 2 is placed on one side of the base material 3.
- the electrical storage device packaging film 10 can be manufactured by a method such as melt extrusion, or a method of melt extruding a resin forming the heat-fusible resin layer 1 on the other side of the base material 3 .
- the colored layer may be formed on the surface of the resin layer 2 and then laminated with the substrate 3 and the heat-fusible resin layer 1 .
- a surface coating layer it can be formed, for example, by coating the surface of the resin layer 2 with the above resin composition for forming the surface coating layer and curing the composition.
- the electrical storage device packaging film 10 may be subjected to heat treatment.
- the shape of the inner package 210 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the inner package 210 of Embodiment 1 has a shape as shown in FIG. It is manufactured by heat-sealing the electrical storage device packaging film 211 overlaid from above along the outer peripheral portion in a plan view.
- the electrical storage device packaging film 212 includes an angular ring-shaped flange portion 212A corresponding to an outer peripheral portion in a plan view, and a molded portion 212B that is continuous with the inner edge of the flange portion 212A and bulges downward therefrom.
- the electrical storage device packaging film 211 includes an angular ring-shaped flange portion 211A corresponding to the outer peripheral portion in a plan view, and a flange portion 211B that continues to the inner edge of the flange portion 211A and bulges upward therefrom.
- the electrical storage device packaging films 211 and 212 are overlapped so that the molded portions 211B and 212B bulge in opposite directions.
- the flange portion 211A of the electrical storage device packaging film 211 and the flange portion 212A of the electrical storage device packaging film 212 are heat-sealed so as to form a part of the peripheral edge seal portion 150 .
- One of the electrical storage device packaging films 211 and 212 may be in the form of a sheet.
- the exterior films 221 and 222 that make up the outer package 220 are made of, for example, resin moldings or films.
- the resin molded product referred to here can be manufactured by methods such as injection molding, pressure molding, vacuum molding, and blow molding, and may be subjected to in-mold molding to impart design and functionality.
- the type of resin can be polyolefin, polyester, nylon, ABS, and the like.
- the film referred to here is, for example, a resin film that can be produced by a method such as an inflation method or a T-die method, or a laminate of such a resin film on a metal foil or metal plate.
- the film referred to here may or may not be stretched, and may be a single-layer film or a multilayer film.
- the multilayer film referred to here may be produced by a coating method, may be produced by adhering a plurality of films with an adhesive or the like, or may be produced by a multilayer extrusion method.
- a laminate film can be a laminate obtained by laminating a substrate layer, a barrier layer, and a heat-fusible resin layer.
- the base material layer functions as a base material for the exterior films 221 and 222, typically forms the outer layer side of the outer package 220, and is an insulating resin layer.
- the barrier layer has a function of improving the strength of the exterior films 221 and 222 and at least preventing moisture from entering the power storage device 100, and is typically a metal layer made of an aluminum alloy foil or the like.
- the heat-sealable resin layer is typically made of a heat-sealable resin such as polyolefin, and forms the innermost layer of the outer package 220 .
- the shape of the outer wrapping body 220 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the container 110A of Embodiment 1 has a shape as shown in FIG. are heat-sealed along the outer peripheral portion in plan view.
- the exterior film 222 includes an angular ring-shaped flange portion 222A corresponding to an outer peripheral portion in a plan view, and a molded portion 222B that continues to the inner edge of the flange portion 222A and bulges downward therefrom.
- the exterior film 221 includes an angular ring-shaped flange portion 221A corresponding to the outer peripheral portion in a plan view, and a flange portion 221B that continues to the inner edge of the flange portion 221A and bulges upward therefrom.
- the exterior films 221 and 222 are superimposed so that the molded portions 221B and 222B bulge in opposite directions.
- the flange portion 221A of the exterior film 221 and the flange portion 222A of the exterior film 222 are heat-sealed so as to be integrated, forming part of the peripheral edge seal portion 150 .
- One of the exterior films 221 and 222 may be sheet-like.
- part of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 in the terminal seal portion 151A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 222A of the exterior film 222 is joined to the flange portion 212A of the electrical storage device packaging film 212.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the power storage device element 120 includes at least a positive electrode, a negative electrode, and an electrolyte, and is, for example, a lithium ion battery (secondary battery) or a power storage member such as a capacitor.
- the metal terminal 130 is a metal terminal used for power input/output of the electricity storage device element 120 .
- the metal terminal 130 is arranged, for example, in the top seal portion 151 of the container 110A, one of which constitutes a positive terminal and the other constitutes a negative terminal.
- One end in the left-right direction of each metal terminal 130 is electrically connected to the electrode (positive electrode or negative electrode) of the electricity storage device element 120 in the internal space S1 of the container 110A, and the other end is the peripheral seal portion. It protrudes outward from 150.
- the configuration of the power storage device 100 described above is particularly preferable for use in an electric vehicle such as an electric vehicle or a hybrid vehicle in which a large number of power storage devices 100 are connected in series and used at high voltage.
- the mounting positions of the two metal terminals 130 constituting the positive and negative terminals are not particularly limited.
- the metal material forming the metal terminal 130 is, for example, aluminum, nickel, copper, or the like.
- the metal terminal 130 connected to the positive electrode is typically made of aluminum or the like
- the metal terminal 130 connected to the negative electrode is typically made of copper, It is composed of nickel or the like.
- the tab film 140 is a so-called adhesive film, and is configured to adhere to both the electrical storage device packaging films 211 and 212 and the metal terminal 130 .
- the tab film 140 is previously fused and fixed to the metal terminal 130 to be integrated, and the power storage device packaging films 211 and 212 are fused to the metal terminal 130 to which the tab film 140 is fixed. be worn.
- FIG. 10 is a flowchart showing an example of a method for manufacturing the electricity storage device 100. As shown in FIG. The method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the molded electricity storage device packaging films 211 and 212.
- the electricity storage device 100 of Embodiment 1 since the electricity storage device packaging films 211 and 212 have gas permeability, a pre-chamber for temporarily storing gas generated from the electricity storage device element 120 in an initial filling step or the like to be described later is provided. No need to form. Therefore, in the inner wrapping step, the power storage device element is wrapped around the power storage device packaging films 211 and 212 having substantially the same size as the power storage device wrapping films 211 and 212 provided in the inner wrapping body 210 of the power storage device 100 as a finished product. 120 is wrapped. Therefore, the manufacturing process of the electricity storage device 100 can be simplified.
- the material used for the electrical storage device 100 can be reduced.
- the term "substantially the same size" includes the case where the electrical storage device packaging films 211 and 212 included in the inner packaging body 210 of the finished electrical storage device 100 are larger than the electrical storage device packaging films 211 and 212 to such an extent that an auxiliary chamber cannot be formed.
- a metal terminal 130 is connected in advance to the electricity storage device element 120 , and a tab film 140 is joined to the metal terminal 130 .
- the first inner sealing step of step S12 is performed after the inner packaging step.
- the portions corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 of the peripheral edges of the electrical storage device packaging films 211 and 212 are sealed. be done.
- an opening 213 is formed in a portion of the periphery of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed.
- a vacuum drying step of step S13 is performed.
- the electrolytic solution injection process in step S14 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 12).
- the second inner sealing step of step S15 is performed after the electrolytic solution injection step. As shown in FIG. 13 , in the second inner sealing step, the opening 213 is closed by sealing the portions of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portions 153 are to be formed. be done. According to the electricity storage device 100, since the electricity storage device packaging films 211 and 212 are transparent, the electricity storage device packaging film 211 and the electricity storage device packaging film are separated after the first inner sealing step or the second inner sealing step is completed. 212 are properly sealed. Therefore, the electricity storage device 100 can be manufactured favorably.
- the state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are not properly sealed includes, for example, the first state, the second state, or the third state.
- the first state is a state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are sealed with foreign matter caught therein.
- a second condition is a condition in which part of the part to be sealed is not sealed.
- the third state is a state in which portions that should not be sealed are sealed.
- step S18 The degassing process in step S18 is performed in parallel with the initial charging/discharging process and the aging process.
- the electrical storage device packaging films 211 and 212 have gas permeability, carbon dioxide or the like generated from the electrical storage device element 120 is released during the initial charge/discharge step and the aging step. The gas is discharged to the outside through the electrical storage device packaging films 211 and 212 .
- the main charging process of step S19 is performed.
- step S20 The outer wrapping process of step S20 is performed after the main charging process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S21 The outer sealing process of step S21 is performed after the outer wrapping process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- Electricity storage device 100 of Embodiment 2 differs from Embodiment 1 in that electricity storage device packaging films 211 and 212 do not have transparency, and other configurations are the same as those of Embodiment 1.
- FIG. The power storage device 100 of the second embodiment will be described below, focusing on the parts that differ from the second embodiment.
- FIG. 14 is a flow chart showing an example of a method for manufacturing the electricity storage device 100 according to the second embodiment.
- the method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the formed electricity storage device packaging films 211 and 212.
- an auxiliary chamber 214 is formed to temporarily store gas generated from the electricity storage device element 120 in the initial filling step or the like. Therefore, in the inner packaging step, the electricity storage device element 120 is wrapped by the electricity storage device packaging films 211 and 212 that are larger than the electricity storage device packaging films 211 and 212 included in the inner package 210 of the finished electricity storage device 100 .
- Storage chambers 215 for storing more gas generated from the electricity storage device elements 120 are formed in the sub chambers 214 of the electricity storage device packaging films 211 and 212 .
- the first inner sealing step of step S32 is performed after the inner packaging step.
- portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 are secondary. It is sealed to extend to chamber 214 .
- an opening 213 is formed in a portion 216 of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed and a portion 216 facing the auxiliary chamber 214 . It is formed.
- a vacuum drying step of step S33 is performed.
- the electrolytic solution injection process in step S34 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 16).
- the second inner sealing step of step S35 is performed after the electrolytic solution injection step. As shown in FIG. 17 , in the second inner sealing step, of the peripheral edges of the electrical storage device packaging films 211 and 212 , the portion where the side seal portion 153 is scheduled to be formed faces the portion 216 via the auxiliary chamber 214 . is sealed, the opening 213 is closed. After the second inner sealing step, an initial charging/discharging step of step S36 and an aging step of step S37 are performed in order.
- the degassing process in step S38 is performed after the aging process.
- gases such as carbon dioxide generated from the electricity storage device element 120 are temporarily stored in the auxiliary chambers 214 of the electricity storage device packaging films 211 and 212 .
- step S39 The pre-chamber removal process of step S39 is performed after the degassing process.
- the electricity storage device packaging films 211 and 212 are cut along the dashed line XA shown in FIG. removes the subchamber 214 .
- step S40 is performed after the pre-chamber removing process.
- the inner sealing step as shown in FIG. 18, portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the side seal portions 153 are sealed.
- the main charging process of step S41 is performed.
- step S42 The outer wrapping process of step S42 is performed after the main charging process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S43 The outer sealing process of step S43 is performed after the outer packaging process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- Electricity storage device 300 of Embodiment 3 differs from Embodiment 1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment 1.
- FIG. The power storage device 300 of the third embodiment will be described below, focusing on the parts that differ from the first embodiment.
- FIG. 19 is a cross-sectional view of a terminal seal portion 351A included in the electricity storage device 300 of Embodiment 3.
- FIG. A portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 at the terminal seal portion 351A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to one tab film 140.
- a flange portion 222A of the exterior film 222 is joined to the other tab film 140 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- Electricity storage device 400 of Embodiment 4 differs from Embodiment 1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment 1.
- FIG. The power storage device 400 of the fourth embodiment will be described below, focusing on the parts that differ from the first embodiment.
- FIG. 20 is a cross-sectional view of a terminal seal portion 451A included in the power storage device 400 of Embodiment 4.
- FIG. Electricity storage device 400 does not have tab film 140 .
- the exterior film 221, the electricity storage device packaging film 211, the metal terminal 130, the electricity storage device packaging film 212, and the exterior film 222 are laminated in this order from the top, and these are integrated. It is
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 . Note that the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- 222 A of flange parts of the exterior film 222 are joined to 212 A of flange parts of the packaging film 212 for electrical storage devices.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the electricity storage device 400 since the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small. Moreover, the manufacturing method of the electrical storage device 400 can be simplified.
- the power storage device 500 of the fifth embodiment differs from that of the fourth embodiment in that the configuration of the terminal seal portion 451A is different, and the rest of the configuration is the same as that of the fourth embodiment.
- the power storage device 500 of the fifth embodiment will be described below, focusing on the parts that differ from the fourth embodiment.
- FIG. 21 is a cross-sectional view of a terminal seal portion 551A included in the electricity storage device 500 of Embodiment 5.
- FIG. A portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to the metal terminal 130 at the terminal seal portion 551A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the metal terminal 130 .
- a flange portion 221A of the exterior film 221 is joined to the metal terminal 130.
- a flange portion 222A of the exterior film 222 is joined to the metal terminal 130 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- the power storage device 500 since the inner wrapping body 210 is covered with the outer wrapping body 220, entry of water or the like into the internal space S1 of the inner wrapping body 210 from the outside is suppressed.
- the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small.
- the manufacturing method of the electrical storage device 500 can be simplified.
- one outer package 220 may be configured to accommodate a plurality of inner packages 210 in which the power storage device elements 120 are accommodated.
- the sizes of the plurality of inner wrappers 210 may be different or the same. According to this modification, the voltage can be easily adjusted because a plurality of power storage device elements 120 can be connected in series or in parallel.
- the electricity storage device packaging films 211 and 212 may not have transparency.
- the electrical storage device packaging films 211 and 212 may at least have gas permeability.
- the inner packaging body 210 may be constructed by folding one power storage device packaging film 211 and heat-sealing the periphery.
- the outer wrapper 220 may be constructed by folding a sheet of exterior film 221 and heat-sealing the periphery.
- FIG. 8 shows a plan view of an electricity storage device 100 according to Embodiment 1 of the fifth aspect.
- FIG. 22 is a cross-sectional view along line D2-D2 in FIG.
- portions that are originally not visible from the outside are partially indicated by dotted lines for reference.
- the vertical direction in FIG. 8 is referred to as the "front-rear direction”
- the horizontal direction is referred to as the "left-right direction”
- the vertical direction in FIG. 22 is referred to as the "vertical direction”.
- the orientation during use of the power storage device 100 is not limited to this.
- the relative positional relationship between the inner wrapping body 210 and the outer wrapping body 220 is simplified for simplification of the drawing.
- the electricity storage device 100 includes a container 110 , an electricity storage device element 120 , a pair of metal terminals 130 and a pair of tab films 140 .
- the container 110 has an internal space S ⁇ b>1 and a peripheral seal portion 150 .
- Electric storage device element 120 is housed in internal space S ⁇ b>1 of housing body 110 .
- One end of metal terminal 130 is joined to power storage device element 120 , and the other end protrudes outward from peripheral edge seal portion 150 of container 110 .
- a portion between one end and the other end of the metal terminal 130 is fused to the peripheral seal portion 150 via the tab film 140 .
- the container 110 includes a container 110A.
- Container 110A includes inner wrapper 210 and outer wrapper 220 .
- the inner package 210 accommodates the electricity storage device element 120 .
- the outer package 220 accommodates the inner package 210 in which the electricity storage device element 120 is accommodated.
- An internal space S1 is formed inside the inner package 210 .
- the inner packaging body 210 includes electrical storage device packaging films 211 and 212 .
- the outer wrapper 220 includes exterior films 221,222. In the outer peripheral portion of the container 110A in plan view, the inner packaging body 210 and the outer packaging body 220 are heat-sealed and fused together, thereby forming a peripheral edge seal portion 150 .
- An internal space S1 of the container 110A which is isolated from the external space, is formed in the inner package 210 by the peripheral edge seal portion 150. As shown in FIG.
- the peripheral seal portion 150 defines the peripheral edge of the interior space S1 of the container 110A.
- the mode of heat sealing referred to herein includes modes such as thermal fusion from a heat source and ultrasonic fusion.
- the peripheral seal portion 150 means a portion where the inner wrapping body 210 and the outer wrapping body 220 are fused and integrated.
- the peripheral seal portion 150 includes a top seal portion 151 , a pair of side seal portions 152 and 153 and a bottom seal portion 154 .
- Top seal portion 151 includes a portion (hereinafter referred to as “terminal seal portion 151A”) that seals across metal terminal 130 and tab film 140, and extends in the front-rear direction.
- a pair of side seal portions 152 and 153 extend in the left-right direction.
- the side seal portion 152 and the side seal portion 153 face each other with an internal space S1 interposed therebetween.
- the bottom seal portion 154 faces the top seal portion 151 via the internal space S1.
- the bottom seal portion 154 extends in the front-rear direction.
- the terminal seal portion 151A of the top seal portion 151 includes, from top to bottom, an exterior film 221, an electrical storage device packaging film 211, one tab film 140, a metal terminal 130, and the other tab film. 140, a power storage device packaging film 212, and an exterior film 222 are laminated and integrated. Therefore, the top seal portion 151 can be easily formed.
- an electricity storage device packaging film 211, one tab film 140, the other tab film 140, an electricity storage device packaging film 212, and an exterior film 222 are laminated and integrated.
- the outer portion of the terminal seal portion 151A of the top seal portion 151 includes, from the top, the electrical storage device packaging film 211, the tab film 140 on one side, the metal The terminal 130, the other tab film 140, and the electrical storage device packaging film 212 are laminated and integrated. Therefore, between the outer portion of the terminal seal portion 151A where the exterior films 221 and 222 are not present and the inner portion of the terminal seal portion 151A where the exterior films 221 and 222 are present (the right portion bordering on the step in FIG. 22).
- FIG. 8 illustrates the area of the peripheral edge seal portion 150 from above, and does not show the step as a boundary.
- the electricity storage device packaging films 211 and 212 constituting the inner package 210 have transparency as a whole. From the viewpoint of easily manufacturing the electricity storage device 100, the electricity storage device packaging films 211 and 212 preferably have gas permeability. Preferred examples of the electrical storage device packaging films 211 and 212 constituting the inner package 210 will be described below. In the following description, when the electrical storage device packaging films 211 and 212 are not particularly distinguished, the electrical storage device packaging films 211 and 212 may be collectively referred to as the electrical storage device packaging film 10 .
- the electrical storage device packaging film 10 of the fifth aspect includes at least a heat-fusible resin layer 1, as shown in FIGS. 1 to 4, for example.
- the heat-sealable resin layers 1 of the electricity storage device packaging film 10 face each other, and the peripheral edges are heat-sealed.
- the electricity storage device element is accommodated in the space formed by .
- the electrical storage device packaging film 10 may be composed only of the heat-fusible resin layer 1, as shown in FIG.
- the electrical storage device packaging film 10 is composed only of the heat-fusible resin layer 1, it is preferable that at least one surface of the heat-fusible resin layer 1 has adhesiveness to metal.
- the electrical storage device packaging film 10 of the fifth aspect is preferably composed of a laminate comprising at least the resin layer 2 and the heat-fusible resin layer 1, as shown in FIGS.
- the resin layer 2 is on the outside
- the heat-fusible resin layer 1 is on the inside (innermost layer).
- the electrical storage device packaging film 10 is composed of a laminate including the resin layer 2 and the heat-fusible resin layer 1, at least the outer surface of the resin layer 2 and the inner surface of the heat-fusible resin layer 1 It is preferable to impart adhesiveness to metal on one side, and it is more preferable to impart adhesiveness to metal on the inner surface of the heat-fusible resin layer 1 facing the metal terminal 130 .
- the electrical storage device packaging film 10 of the fifth embodiment is composed of a laminate comprising at least a resin layer 2, a base material 3 and the heat-fusible resin layer 1, as shown in FIGS. preferably.
- the resin layer 2 is on the outside
- the heat-fusible resin layer 1 is on the inside (innermost layer)
- the base material 3 is the resin layer 2 and the heat-fusible resin layer 1.
- the electrical storage device packaging film 10 is composed of a laminate including the resin layer 2, the substrate 3, and the heat-fusible resin layer 1, the outer surface of the resin layer 2 and the heat-fusible resin layer 1
- At least one of the inner surfaces of the heat-fusible resin layer 1 preferably has adhesiveness to metal, and more preferably the inner surface of the heat-fusible resin layer 1 facing the metal terminal 130 has adhesiveness to metal.
- an adhesive layer 4 is provided between the resin layer 2 and the heat-fusible resin layer 1, and as shown in FIG. An adhesive layer 5 may be provided.
- the electrical storage device packaging film 10 of the fifth aspect preferably has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in an environment at a temperature of 30° C., more preferably about 200 cc ⁇ 100 ⁇ m/m. 2/24 hr/atm or more, still more preferably about 300 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more, still more preferably about 500 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more.
- the CO 2 permeation amount of the electricity storage device packaging film 10 of the fifth aspect is, for example, about 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, preferably about 1000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, More preferably, it is about 800 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or less, and a preferable range is about 100 to 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm, and about 100 to 1000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- At least one layer included in the electrical storage device packaging film 10 may be a shielding layer S having a shielding property.
- FIG. 2 shows a configuration in which an adhesive layer 4 that bonds between a resin layer 2 and a heat-fusible resin layer 1 is used as a shielding layer S
- FIG. A configuration in which the adhesive layer 4 for bonding between them is used as the shielding layer S is illustrated.
- any layer included in the electrical storage device packaging film 10 can be used as the shielding layer S.
- a surface coating layer or the like may be further provided on the outside of the resin layer 2 (on the side opposite to the heat-fusible resin layer 1 side), if necessary.
- the thickness of the laminate constituting the electrical storage device packaging film 10 is not particularly limited, but from the viewpoint of cost reduction, energy density improvement, etc., it is, for example, 190 ⁇ m or less, preferably about 180 ⁇ m or less, and about 170 ⁇ m or less.
- the thickness of the laminate constituting the electrical storage device packaging film 10 is preferably about 35 ⁇ m or more, about 45 ⁇ m or more, about 60 ⁇ m or more can be mentioned.
- the preferred range of the laminate constituting the electrical storage device packaging film 10 is, for example, about 35 to 190 ⁇ m, about 35 to 180 ⁇ m, about 35 to 170 ⁇ m, about 45 to 190 ⁇ m, about 45 to 180 ⁇ m, and about 45 to 170 ⁇ m. , about 60 to 190 ⁇ m, about 60 to 180 ⁇ m, and about 60 to 170 ⁇ m, and particularly preferably about 45 to 170 ⁇ m.
- the resin layer 2, the adhesive layer 4, the base material 3, the adhesive layer 5, and the heat-sealable resin with respect to the thickness (total thickness) of the laminate constituting the electrical storage device packaging film 10
- the ratio of the total thickness of layer 1 is preferably 90% or more, more preferably 95% or more, and even more preferably 98% or more.
- the electrical storage device packaging film 10 of the fifth aspect includes the resin layer 2, the adhesive layer 4, the base material 3, the adhesive layer 5, and the heat-fusible resin layer 1
- the ratio of the total thickness of each layer to the thickness (total thickness) of the laminate constituting the packaging film 10 is preferably 90% or more, more preferably 95% or more, and still more preferably 98% or more. .
- the electrical storage device packaging film 10 of the fifth aspect is a laminate including the resin layer 2, the adhesive layer 4, and the heat-fusible resin layer 1, the electrical storage device packaging film 10 is also constituted.
- the ratio of the total thickness of these layers to the thickness (total thickness) of the laminate can be, for example, 80% or more, preferably 90% or more, more preferably 95% or more, and even more preferably 98% or more.
- the laminate constituting the electrical storage device packaging film 10 of the fifth aspect has a total light transmittance measured in accordance with JIS K7361-1:1997, for example, 20% or less, 15% or less, 10% or less. % or less, 8% or less, or the like.
- the laminate constituting the electrical storage device packaging film 10 of the fifth aspect has a total light transmittance measured in accordance with JIS K7361-1:1997, for example, 80% or more, 85% or more. , 90% or more, and the like.
- the lower the total light transmittance the higher the shielding properties of the electrical storage device packaging film 10 can be exhibited.
- the higher the total light transmittance the higher the translucency of the electrical storage device packaging film 10 can be exhibited.
- the lower limit of the total light transmittance is 0% and the upper limit is 100%.
- the total light transmittance of the electrical storage device packaging film conforms to the measurement method specified in JIS K7361-1: 1997, and is measured using a commercially available spectrophotometer (for example, a UV-visible-near-infrared spectrophotometer V- 670), the transmittance in the visible light region (400 to 700 nm) is measured, and the average value is taken as the total light transmittance.
- the measurement conditions are a halogen lamp as a light source, a UV/Vis bandwidth of 5.0 nm, a scanning speed of 1000 nm/min, a response of medium, and a data capturing interval of 1.0 nm.
- the power storage device packaging film 10 can be black.
- the power storage device packaging film 10 is black, the power storage device packaging film 10 has a high shielding property and a high anti-counterfeiting effect.
- Each layer forming the electrical storage device packaging film of the fifth aspect is common to the electrical storage device packaging films of the first aspect and the second aspect, and therefore description thereof is omitted.
- the method for producing the electrical storage device packaging film is not particularly limited as long as the electrical storage device packaging film of the fifth aspect can be obtained.
- the electrical storage device packaging film of the fifth aspect includes the resin layer 2 and the heat-fusible resin layer 1
- a laminate in which at least the resin layer and the heat-fusible resin layer are laminated in order from the outside is It is preferable that the laminate has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in a temperature of 30° C. environment.
- the electrical storage device packaging film of the fifth embodiment is composed of a laminate comprising a resin layer 2, an adhesive layer 4, a substrate 3, an adhesive layer 5, and a heat-fusible resin layer 1 in this order
- An example of the manufacturing method is as follows. First, materials for forming each layer are prepared. Next, the resin layer 2 and the base material 3 are laminated with the adhesive layer 4 interposed therebetween, and the base material 3 and the heat-fusible resin layer 1 are laminated with the adhesive layer 5 interposed therebetween. Specifically, by laminating the resin layer 2 and the base material 3 by a dry lamination method or the like using an adhesive that forms the adhesive layer 4, the resin layer 2, the adhesive layer 4, and the base material 3 are laminated.
- the electrical storage device packaging film 10 is produced. can be done.
- the resin layer 2, the base material 3, and the heat-fusible resin layer 1 are laminated without the adhesive layers 4 and 5 interposed therebetween, the resin constituting the resin layer 2 is placed on one side of the base material 3.
- the electrical storage device packaging film 10 can be manufactured by a method such as melt extrusion, or a method of melt extruding a resin forming the heat-fusible resin layer 1 on the other side of the base material 3 .
- the colored layer may be formed on the surface of the resin layer 2 and then laminated with the substrate 3 and the heat-fusible resin layer 1 .
- a surface coating layer it can be formed, for example, by coating the surface of the resin layer 2 with the above resin composition for forming the surface coating layer and curing the composition.
- the electrical storage device packaging film 10 may be subjected to heat treatment.
- the shape of the inner package 210 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the inner package 210 of Embodiment 1 has a shape as shown in FIG. It is manufactured by heat-sealing the electrical storage device packaging film 211 overlaid from above along the outer peripheral portion in a plan view.
- the electrical storage device packaging film 212 includes an angular ring-shaped flange portion 212A corresponding to an outer peripheral portion in a plan view, and a molded portion 212B that is continuous with the inner edge of the flange portion 212A and bulges downward therefrom.
- the electrical storage device packaging film 211 includes an angular ring-shaped flange portion 211A corresponding to the outer peripheral portion in a plan view, and a flange portion 211B that continues to the inner edge of the flange portion 211A and bulges upward therefrom.
- the electrical storage device packaging films 211 and 212 are overlapped so that the molded portions 211B and 212B bulge in opposite directions.
- the flange portion 211A of the electrical storage device packaging film 211 and the flange portion 212A of the electrical storage device packaging film 212 are heat-sealed so as to form a part of the peripheral edge seal portion 150 .
- One of the electrical storage device packaging films 211 and 212 may be in the form of a sheet.
- the exterior films 221 and 222 that make up the outer package 220 are made of, for example, resin moldings or films.
- the resin molded product referred to here can be manufactured by methods such as injection molding, pressure molding, vacuum molding, and blow molding, and may be subjected to in-mold molding to impart design and functionality.
- the type of resin can be polyolefin, polyester, nylon, ABS, and the like.
- the film referred to here is, for example, a resin film that can be produced by a method such as an inflation method or a T-die method, or a laminate of such a resin film on a metal foil or metal plate.
- the film referred to here may or may not be stretched, and may be a single-layer film or a multilayer film.
- the multilayer film referred to here may be produced by a coating method, may be produced by adhering a plurality of films with an adhesive or the like, or may be produced by a multilayer extrusion method.
- a laminate film can be a laminate obtained by laminating a substrate layer, a barrier layer, and a heat-fusible resin layer.
- the base material layer functions as a base material for the exterior films 221 and 222, typically forms the outer layer side of the outer package 220, and is an insulating resin layer.
- the barrier layer has a function of improving the strength of the exterior films 221 and 222 and at least preventing moisture from entering the power storage device 100, and is typically a metal layer made of an aluminum alloy foil or the like.
- the heat-sealable resin layer is typically made of a heat-sealable resin such as polyolefin, and forms the innermost layer of the outer package 220 .
- the shape of the outer wrapping body 220 is not particularly limited, and can be, for example, bag-like (pouch-like).
- the bag-like shape referred to herein includes a three-side seal type, a four-side seal type, a pillow type, a gusset type, and the like.
- the container 110A of Embodiment 1 has a shape as shown in FIG. are heat-sealed along the outer peripheral portion in plan view.
- the exterior film 222 includes an angular ring-shaped flange portion 222A corresponding to an outer peripheral portion in a plan view, and a molded portion 222B that continues to the inner edge of the flange portion 222A and bulges downward therefrom.
- the exterior film 221 includes an angular ring-shaped flange portion 221A corresponding to the outer peripheral portion in a plan view, and a flange portion 221B that continues to the inner edge of the flange portion 221A and bulges upward therefrom.
- the exterior films 221 and 222 are superimposed so that the molded portions 221B and 222B bulge in opposite directions.
- the flange portion 221A of the exterior film 221 and the flange portion 222A of the exterior film 222 are heat-sealed so as to be integrated, forming part of the peripheral edge seal portion 150 .
- One of the exterior films 221 and 222 may be sheet-like.
- part of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 at the terminal seal portion 151A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 222A of the exterior film 222 is joined to the flange portion 212A of the electrical storage device packaging film 212.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- the end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the power storage device element 120 includes at least a positive electrode, a negative electrode, and an electrolyte, and is, for example, a lithium ion battery (secondary battery) or a power storage member such as a capacitor.
- the metal terminal 130 is a metal terminal used for power input/output of the electricity storage device element 120 .
- the metal terminal 130 is arranged, for example, in the top seal portion 151 of the container 110A, one of which constitutes a positive terminal and the other constitutes a negative terminal.
- One end in the left-right direction of each metal terminal 130 is electrically connected to the electrode (positive electrode or negative electrode) of the electricity storage device element 120 in the internal space S1 of the container 110A, and the other end is the peripheral seal portion. It protrudes outward from 150.
- the configuration of the power storage device 100 described above is particularly preferable for use in an electric vehicle such as an electric vehicle or a hybrid vehicle in which a large number of power storage devices 100 are connected in series and used at high voltage.
- the mounting positions of the two metal terminals 130 constituting the positive and negative terminals are not particularly limited.
- the metal material forming the metal terminal 130 is, for example, aluminum, nickel, copper, or the like.
- the metal terminal 130 connected to the positive electrode is typically made of aluminum or the like
- the metal terminal 130 connected to the negative electrode is typically made of copper, It is composed of nickel or the like.
- the tab film 140 is a so-called adhesive film, and is configured to adhere to both the electrical storage device packaging films 211 and 212 and the metal terminal 130 .
- the tab film 140 is previously fused and fixed to the metal terminal 130 to be integrated, and the power storage device packaging films 211 and 212 are fused to the metal terminal 130 to which the tab film 140 is fixed. be worn.
- Electricity storage device 100 includes functional object 230 so as to have a high value-added function in addition to the functions of a general electricity storage device.
- the functional object 230 has at least one function of shock absorption, flame retardancy, cooling, and fire extinguishing.
- Functional object 230 is placed between inner wrapper 210 and outer wrapper 220 .
- a specific form of the functional object 230 can be arbitrarily selected.
- the functional substance 230 may be in the form of a sheet such as a film, may be a liquid that can be applied to a film, or may be in the form of granules or liquid having predetermined fluidity (viscosity).
- the functional object 230 is in the form of a sheet such as a film
- the functional object 230 is wrapped around the inner packaging body 210 and joined to the inner packaging body 210, for example.
- the functional object 230 may be joined to the inner packaging 210 so as to cover at least a portion of the surface of the inner packaging 210. It is preferably joined.
- the functional substance 230 is a liquid that can be applied to a film or the like
- the functional substance 230 is applied to the surface of the inner package 210 or the inner surface of the outer package 220.
- Functional substance 230 may be applied to at least a portion of the surface of inner package 210 , but is preferably applied to substantially the entire surface of inner package 210 .
- the liquid that can be applied to the film or the like by the functional object 230 includes a state in which the inner packaging body 210 and the outer packaging body 220 can be sprayed with a spray or the like.
- the functional substance 230 When the functional substance 230 is granular or liquid with a predetermined fluidity (viscosity), the functional substance 230 is filled in the space between the inner package 210 and the outer package 220 .
- the functional object 230 may fill at least part of the space between the inner package 210 and the outer package 220, but substantially the entire space between the inner package 210 and the outer package 220. is preferably filled to
- the functional object 230 having impact absorption is, for example, a non-crosslinked highly expanded polyethylene sheet, an electron beam crosslinked highly expanded polyethylene sheet, a thermally welded composite highly expanded polyethylene sheet, or nitrile rubber.
- the flame-retardant functional object 230 is, for example, a flame-retardant polycarbonate film or flame-retardant polyethylene terephthalate.
- the functional object 230 having cooling properties is, for example, a high thermal conductive film, a high thermal conductive adhesive sheet, or an ultra-high thermal conductive graphite sheet.
- the functional object 230 having fire extinguishing properties is, for example, a fire extinguishing agent or a film containing the extinguishing agent (hereinafter referred to as "fireproof film").
- the fire extinguishing agent is, for example, general powder fire extinguishing agent such as potassium salt, sodium hydrogen carbonate, phosphate, ABC extinguishing agent, BC extinguishing agent, or sand.
- a fire extinguishing agent is used as functional object 230 , a fire extinguishing agent that does not contain water is preferable from the viewpoint of suppressing functional deterioration of power storage device 100 .
- a known fireproof film can be used as the fireproof film.
- a fireproof film is, for example, a laminated film comprising a base material (base material layer) and a fire-extinguishing agent-containing layer in this order.
- the extinguishing agent-containing layer may be provided on at least a portion of one surface of the substrate, but is preferably provided on the entire surface of the substrate.
- the substrate has a support region for the fire extinguishing agent component and the binder resin within the substrate and on the side of the fire extinguishing agent containing layer.
- the fire-retardant film can be used so that the extinguishing agent-containing layer faces an object that may catch fire.
- the fire-retardant film is bonded to the inner surface of outer wrapper 220 such that the extinguishing agent-containing layer faces the surface of inner wrapper 210 .
- the initial fire extinguishing is performed by the aerosol generated from the extinguishing agent-containing layer.
- the base material has voids, and has, for example, a non-woven fabric formed by entangling non-combustible or flame-retardant fibers, or a woven fabric formed by knitting non-combustible or flame-retardant fibers.
- Nonflammable or flame-retardant fibers include, for example, glass fibers, ceramic fibers, metal fibers, cellulose fibers, polyester fibers, carbon fibers, graphite fibers, thermosetting resin fibers, and the like. Glass fibers and ceramic fibers can be used from the viewpoint of having excellent noncombustibility.
- the base material include glass cloth and noncombustible paper.
- a non-combustible base material that corresponds to the first grade of flameproofing defined by JIS Z 2150-1966 can also be used.
- the carrying area on the base material is formed by part of the coating liquid penetrating into the base material when forming a coating film on the surface of the base material using the coating liquid containing the extinguishing agent component and the binder resin.
- the substrate can be said to comprise carrying regions of the extinguishing agent component and the binder resin, and non-carrying regions thereof.
- the extinguishing agent-containing layer is a layer containing an extinguishing agent component and a binder resin.
- the extinguishing agent component generates an aerosol upon combustion.
- the fire extinguishing agent component includes, for example, at least an inorganic oxidant and a radical generator.
- the radical generator has an action (negative catalytic action) of stabilizing combustion radicals and suppressing a chain reaction of combustion.
- FIG. 23 is a flow chart showing an example of a method for manufacturing the electricity storage device 100. As shown in FIG. The method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the molded electricity storage device packaging films 211 and 212.
- the electricity storage device 100 of Embodiment 1 since the electricity storage device packaging films 211 and 212 have gas permeability, a pre-chamber for temporarily storing gas generated from the electricity storage device element 120 in an initial filling step or the like to be described later is provided. No need to form. Therefore, in the inner wrapping step, the power storage device element is wrapped around the power storage device packaging films 211 and 212 having substantially the same size as the power storage device wrapping films 211 and 212 provided in the inner wrapping body 210 of the power storage device 100 as a finished product. 120 is wrapped. Therefore, the manufacturing process of the electricity storage device 100 can be simplified.
- the material used for the electrical storage device 100 can be reduced.
- the term "substantially the same size" includes the case where the electrical storage device packaging films 211 and 212 included in the inner packaging body 210 of the finished electrical storage device 100 are larger than the electrical storage device packaging films 211 and 212 to such an extent that an auxiliary chamber cannot be formed.
- a metal terminal 130 is connected in advance to the electricity storage device element 120 , and a tab film 140 is joined to the metal terminal 130 .
- the first inner sealing step of step S12 is performed after the inner packaging step.
- the portions corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 of the peripheral edges of the electrical storage device packaging films 211 and 212 are sealed. be done.
- an opening 213 is formed in a portion of the periphery of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed.
- a vacuum drying step of step S13 is performed.
- the electrolytic solution injection process in step S14 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 12).
- the second inner sealing step of step S15 is performed after the electrolytic solution injection step.
- the opening 213 is closed by sealing the portions of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portions 153 are to be formed. be done.
- the electricity storage device 100 since the electricity storage device packaging films 211 and 212 are transparent, the electricity storage device packaging film 211 and the electricity storage device packaging film are separated after the first inner sealing step or the second inner sealing step is completed. 212 are properly sealed. Therefore, the electricity storage device 100 can be manufactured favorably.
- the state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are not properly sealed includes, for example, the first state, the second state, or the third state.
- the first state is a state in which the electrical storage device packaging film 211 and the electrical storage device packaging film 212 are sealed with foreign matter caught therein.
- a second condition is a condition in which part of the part to be sealed is not sealed.
- the third state is a state in which portions that should not be sealed are sealed.
- step S18 The degassing process in step S18 is performed in parallel with the initial charging/discharging process and the aging process.
- the electrical storage device packaging films 211 and 212 have gas permeability, carbon dioxide or the like generated from the electrical storage device element 120 is released during the initial charge/discharge step and the aging step. The gas is discharged to the outside through the electrical storage device packaging films 211 and 212 .
- the main charging process of step S19 is performed.
- step S20 The placement process of step S20 is performed after the main filling process.
- the functional object 230 is arranged between the inner package 210 and the outer package 230 according to the specific form of the functional object 230 .
- the functional object 230 is in the form of a sheet such as a film
- the functional object 230 is wrapped around the inner packaging body 210 and joined to the inner packaging body 210, for example.
- the functional substance 230 is a liquid that can be applied to a film or the like
- the functional substance 230 is applied to the surface of the inner package 210 or the inner surface of the outer package 220 .
- step S21 The outer wrapping process of step S21 is performed after the placement process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S22 The outer sealing process of step S22 is performed after the outer wrapping process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- the arranging step includes, for example, the top seal portion 151 and the side seal portions 152 of the peripheral edge seal portion 150 in the outer sealing step. , 153 are formed, the opening of the portion where the bottom seal portion 154 is formed may be filled.
- the power storage device 100 includes the functional object 230, it has a high added value.
- the degassing step of step S18 described above is performed in that the power storage device packaging films 211 and 212 do not have gas permeability, or in comparison with the first embodiment. Unlike the first embodiment in that it does not have a certain degree of gas permeability, other configurations are the same as those of the first embodiment.
- the power storage device 100 of the second embodiment will be described below, focusing on the parts that differ from the second embodiment.
- FIG. 24 is a flow chart showing an example of a method for manufacturing the electricity storage device 100 according to the second embodiment.
- the method for manufacturing the electricity storage device 100 includes multiple steps.
- the electricity storage device element 120 is wrapped by the formed electricity storage device packaging films 211 and 212.
- the auxiliary chamber 214 temporarily stores the gas generated from the electricity storage device element 120 in the initial filling step or the like. is preferably formed. Therefore, in the inner packaging step, the electricity storage device element 120 is wrapped by the electricity storage device packaging films 211 and 212 that are larger than the electricity storage device packaging films 211 and 212 included in the inner package 210 of the finished electricity storage device 100 .
- Storage chambers 215 for storing more gas generated from the electricity storage device elements 120 are formed in the sub chambers 214 of the electricity storage device packaging films 211 and 212 .
- the first inner sealing step of step S32 is performed after the inner packaging step.
- portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the top seal portion 151, the side seal portion 152, and the bottom seal portion 154 are secondary. It is sealed to extend to chamber 214 .
- an opening 213 is formed in a portion 216 of the peripheral edges of the electrical storage device packaging films 211 and 212 where the side seal portion 153 is to be formed and a portion 216 facing the auxiliary chamber 214 . It is formed.
- a vacuum drying step of step S33 is performed.
- the electrolytic solution injection process in step S34 is performed after the vacuum drying process.
- the electrolytic solution is injected through the opening 213 (see FIG. 16).
- the second inner sealing step of step S35 is performed after the electrolytic solution injection step. As shown in FIG. 17 , in the second inner sealing step, of the peripheral edges of the electrical storage device packaging films 211 and 212 , the portion where the side seal portion 153 is scheduled to be formed faces the portion 216 via the auxiliary chamber 214 . is sealed, the opening 213 is closed. After the second inner sealing step, an initial charging/discharging step of step S36 and an aging step of step S37 are performed in order.
- the degassing process in step S38 is performed after the aging process.
- gases such as carbon dioxide generated from the electricity storage device element 120 are temporarily stored in the auxiliary chambers 214 of the electricity storage device packaging films 211 and 212 .
- step S39 The pre-chamber removal process of step S39 is performed after the degassing process.
- the electricity storage device packaging films 211 and 212 are cut along the dashed line XA shown in FIG. removes the subchamber 214 .
- step S40 is performed after the pre-chamber removing process.
- the inner sealing step as shown in FIG. 18, portions of the peripheral edges of the electrical storage device packaging films 211 and 212 corresponding to the side seal portions 153 are sealed.
- the main charging process of step S41 is performed.
- step S42 The placement process of step S42 is performed after the main filling process.
- the functional object 230 is arranged between the inner package 210 and the outer package 230 according to the specific form of the functional object 230 .
- the functional object 230 is in the form of a sheet such as a film
- the functional object 230 is wrapped around the inner packaging body 210 and joined to the inner packaging body 210, for example.
- the functional substance 230 is a liquid that can be applied to a film or the like
- the functional substance 230 is applied to the surface of the inner package 210 or the inner surface of the outer package 220 .
- step S43 The outer packaging process of step S43 is performed after the placement process.
- the inner packaging body 210 in which the electricity storage device element 120 is housed is wrapped with exterior films 221 and 222 .
- step S44 The outer sealing process of step S44 is performed after the outer wrapping process.
- the peripheral edges of the exterior films 221 and 222 are sealed to form the peripheral edge seal portion 150 .
- the arranging step includes, for example, the top seal portion 151 and the side seal portions 152 of the peripheral edge seal portion 150 in the outer sealing step. , 153 are formed, the opening of the portion where the bottom seal portion 154 is formed may be filled.
- Electricity storage device 300 of Embodiment 3 differs from Embodiment 1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment 1.
- FIG. The power storage device 300 of the third embodiment will be described below, focusing on the parts that differ from the first embodiment.
- FIG. 25 is a cross-sectional view of a terminal seal portion 351A included in the electricity storage device 300 of Embodiment 3.
- FIG. A portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to one tab film 140 at the terminal seal portion 351A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the other tab film 140 .
- the flange portion 221A of the exterior film 221 is joined to one tab film 140.
- a flange portion 222A of the exterior film 222 is joined to the other tab film 140 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- Electricity storage device 400 of Embodiment 4 differs from Embodiment 1 in that the configuration of terminal seal portion 151A is different, and other configurations are the same as those of Embodiment 1.
- FIG. The power storage device 400 of the fourth embodiment will be described below, focusing on the parts that differ from the first embodiment.
- FIG. 26 is a cross-sectional view of a terminal seal portion 451A included in the power storage device 400 of Embodiment 4.
- FIG. Electricity storage device 400 does not have tab film 140 .
- the exterior film 221, the electricity storage device packaging film 211, the metal terminal 130, the electricity storage device packaging film 212, and the exterior film 222 are laminated in this order from the top, and these are integrated. It is
- the end portion 221X of the flange portion 221A is positioned closer to the power storage device element 120 than the end portion 211X of the power storage device packaging film 211 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 . Note that the end 221X of the flange portion 221A is located at the same position as the end 211X of the electrical storage device packaging film 211 in the left-right direction, or at a position farther from the electrical storage device element 120 than the end 211X of the electrical storage device packaging film 211. may be located.
- the flange portion 221A of the exterior film 221 is joined to the flange portion 211A of the electrical storage device packaging film 211.
- 222 A of flange parts of the exterior film 222 are joined to 212 A of flange parts of the packaging film 212 for electrical storage devices.
- the end portion 222X of the flange portion 222A is positioned closer to the power storage device element 120 than the end portion 212X of the power storage device packaging film 212 is. Therefore, at least a portion of the outer edge of inner wrapper 210 is exposed from outer wrapper 220 .
- end 222X of the flange portion 222A is positioned at the same position as the end 212X of the electrical storage device packaging film 212 in the left-right direction, or is farther from the electrical storage device element 120 than the end 212X of the electrical storage device packaging film 212. may be located.
- the electricity storage device 400 since the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small. Moreover, the manufacturing method of the electrical storage device 400 can be simplified.
- the power storage device 500 of the fifth embodiment differs from that of the fourth embodiment in that the configuration of the terminal seal portion 451A is different, and the rest of the configuration is the same as that of the fourth embodiment.
- the power storage device 500 of the fifth embodiment will be described below, focusing on the parts that differ from the fourth embodiment.
- FIG. 27 is a cross-sectional view of a terminal seal portion 551A included in the electricity storage device 500 of Embodiment 5.
- FIG. A portion of the flange portion 211A of the electrical storage device packaging film 211 is joined to the metal terminal 130 at the terminal seal portion 551A.
- a portion of the flange portion 212A of the electrical storage device packaging film 212 is joined to the metal terminal 130 .
- a flange portion 221A of the exterior film 221 is joined to the metal terminal 130.
- a flange portion 222A of the exterior film 222 is joined to the metal terminal 130 .
- An end portion 221X of the flange portion 221A is located farther from the electrical storage device element 120 than the end portion 211X of the electrical storage device packaging film 211 is.
- the end portion 222X of the flange portion 222A is located farther from the electrical storage device element 120 than the end portion 212X of the electrical storage device packaging film 212 is. Therefore, the inner wrapper 210 is entirely covered with the outer wrapper 220 .
- the power storage device 500 since the inner wrapping body 210 is covered with the outer wrapping body 220, entry of water or the like into the internal space S1 of the inner wrapping body 210 from the outside is suppressed.
- the electricity storage device packaging films 211 and 212 and the metal terminal 130 are joined without the tab film 140 interposed therebetween, the number of members is small.
- the manufacturing method of the electrical storage device 500 can be simplified.
- the functional object 230 may be contained in at least one of the electricity storage device packaging films 211 and 212 or the exterior films 221 and 222 . That is, in the power storage device 100 of this modification, at least one of the inner package 210 and the outer package 220 is configured to have at least one of impact absorption, flame resistance, cooling, and fire extinguishing properties. .
- one outer package 220 may be configured to accommodate a plurality of inner packages 210 in which the electricity storage device elements 120 are accommodated.
- the sizes of the plurality of inner wrappers 210 may be different or the same. According to this modification, the voltage can be easily adjusted because a plurality of power storage device elements 120 can be connected in series or in parallel.
- the electricity storage device packaging films 211 and 212 may not have transparency and gas permeability.
- the inner packaging body 210 may be configured by folding one power storage device packaging film 211 and heat-sealing the periphery.
- the outer wrapper 220 may be constructed by folding a sheet of exterior film 221 and heat-sealing the periphery.
- Example 1A A polyethylene terephthalate (PET) film (thickness: 12 ⁇ m) was prepared as a resin layer. Also, an unstretched polypropylene film (CPP, thickness 50 ⁇ m) was prepared as a heat-fusible resin layer. A two-liquid type urethane adhesive containing carbon black (the average particle size of carbon black is in the range of 0.161 to 0.221 ⁇ m) is used to separate the resin layer and the heat-fusible resin layer, and the adhesive layer is cured. The resin layer and the heat-fusible resin layer were adhered to each other via a black adhesive layer by a dry lamination method so that the subsequent thickness would be 3 ⁇ m.
- PTT polyethylene terephthalate
- CPP unstretched polypropylene film
- a black adhesive layer was used as a shielding layer.
- a packaging film for an electric storage device was obtained in which the resin layer/adhesive layer (shielding layer)/heat-fusible resin layer were laminated in this order.
- the PP of the heat-fusible resin layer of Example 1A contains only erucamide as a lubricant.
- Example 2A A maleic anhydride-modified polypropylene (PPa) film (20 ⁇ m thick) was prepared as a resin layer. Also, a polyethylene naphthalate (PEN) film (thickness: 12 ⁇ m) was prepared as a base material. A maleic anhydride-modified polypropylene (PPa) film (thickness: 20 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-liquid type urethane adhesive, the resin layer and the substrate were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less. Further, the base material of the obtained laminate and the heat-fusible resin layer were adhered via the same adhesive layer.
- PEN polyethylene naphthalate
- a packaging film for an electric storage device was obtained in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PPa of the resin layer and the heat-fusible resin layer of Example 2A contain two types of lubricants, erucamide and behenamide, respectively.
- Example 3A Resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer in the same manner as in Example 2A, except that a polyethylene terephthalate (PET) film (thickness: 9 ⁇ m) was used as the base material. were laminated in this order to obtain an electrical storage device packaging film.
- PET polyethylene terephthalate
- the PPa of the resin layer and the heat-fusible resin layer of Example 3A contain two types of lubricants, erucamide and behenamide, respectively.
- Example 4A Resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer in the same manner as in Example 3A, except that a polyethylene terephthalate (PET) film (thickness: 12 ⁇ m) was used as the base material. were laminated in this order to obtain an electrical storage device packaging film.
- PET polyethylene terephthalate
- the PPa of the resin layer and the heat-fusible resin layer of Example 4A contain two types of lubricants, erucamide and behenamide, respectively.
- Example 5A Resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer in the same manner as in Example 3A, except that a polyethylene terephthalate (PET) film (thickness: 25 ⁇ m) was used as the base material. were laminated in this order to obtain an electrical storage device packaging film.
- PET polyethylene terephthalate
- the PPa of the resin layer and the heat-fusible resin layer of Example 5A contain two types of lubricants, erucamide and behenamide, respectively.
- Example 6A A maleic anhydride-modified polypropylene (PPa) film (thickness: 30 ⁇ m) was used as the resin layer, and a maleic anhydride-modified polypropylene (PPa) film (thickness: 30 ⁇ m) was used as the heat-sealable resin layer. Except for this, in the same manner as in Example 4A, an electrical storage device packaging film in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order was obtained.
- the PPa of the resin layer and the heat-fusible resin layer of Example 6A contain two types of lubricants, erucamide and behenamide, respectively.
- Example 7A A maleic anhydride-modified polypropylene (PPa) film (15 ⁇ m thick) was used as the resin layer, and a maleic anhydride-modified polypropylene (PPa) film (15 ⁇ m thick) was used as the heat-sealable resin layer. Except for this, in the same manner as in Example 4A, an electrical storage device packaging film in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order was obtained.
- the PPa of the resin layer and the heat-fusible resin layer of Example 7A contain two types of lubricants, erucamide and behenamide, respectively.
- Example 8A A polypropylene (PP) film (20 ⁇ m thick) was prepared as a resin layer. Also, a polyethylene terephthalate (PET) film (thickness: 12 ⁇ m) was prepared as a base material. Also, a polypropylene (PP) film (thickness: 20 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-liquid type urethane adhesive, the resin layer and the substrate were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less.
- PET polyethylene terephthalate
- PP polypropylene
- the base material of the obtained laminate and the heat-fusible resin layer are subjected to a dry lamination method using a two-liquid urethane adhesive so that the thickness of the adhesive layer after curing is 1 ⁇ m or less. , were adhered via an adhesive layer.
- a packaging film for an electric storage device was obtained in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PP of the resin layer and the heat-fusible resin layer of Example 8A each contained only erucamide as a lubricant.
- Example 9A is the same as Example 4A except that the PPa of the resin layer and the heat-fusible resin layer each contain only erucamide as a lubricant.
- Example 10A A resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer was formed in the same manner as in Example 4A, except that a polypropylene (PP) film (thickness: 20 ⁇ m) was used as the resin layer. A power storage device packaging film laminated in this order was obtained. PP and PPa of the resin layer and the heat-fusible resin layer of Example 10A contain two types of lubricants, erucamide and behenamide, respectively.
- PP polypropylene
- Example 11A A maleic anhydride-modified polypropylene (PPa) film (20 ⁇ m thick) was used as the resin layer, and a maleic anhydride-modified polyethylene (PEa) film (20 ⁇ m thick) was used as the heat-sealable resin layer. Except for this, in the same manner as in Example 9A, an electrical storage device packaging film in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order was obtained. PPa and PEa of the resin layer and the heat-fusible resin layer of Example 11A each contained only erucamide as a lubricant.
- PPa and PEa of the resin layer and the heat-fusible resin layer of Example 11A each contained only erucamide as a lubricant.
- Example 12A A maleic anhydride-modified polypropylene (PPa) film (thickness: 100 ⁇ m) was used as an electrical storage device packaging film consisting only of a heat-sealable resin layer.
- the PPa of the heat-fusible resin layer of Example 12A contained only erucamide as a lubricant.
- Example 13A A polypropylene (PP) film (20 ⁇ m thick) was melt-extruded on one side of an unstretched polypropylene (CPP) film (60 ⁇ m thick) as a substrate, and maleic anhydride-modified polypropylene (PPa) was applied on the other side of the CPP film. A film (thickness: 20 ⁇ m) was melt extruded to obtain an electric storage device packaging film in which a resin layer/base material/heat-fusible resin layer were laminated in this order. PP and PPa of the resin layer and the heat-fusible resin layer of Example 13A each contained only erucamide as a lubricant.
- Example 14A An adhesion promoter of triphenylmethane-4,4′,4′′-triisocyanate (hereinafter referred to as T1) was applied to one side of PET (12 ⁇ m) which had been subjected to corona discharge treatment on both sides as a base material.
- T1 triphenylmethane-4,4′,4′′-triisocyanate
- a maleic anhydride-modified polypropylene (PPa) film (thickness 30 ⁇ m) to which 0.15 parts by weight of carbon black was added was melt extruded, and then the other side of PET (12 ⁇ m) 50 mg / m 2 of T1 as a solid content is applied and dried, and then a maleic anhydride-modified polypropylene (PPa) film (thickness 30 ⁇ m) to which 0.15 parts by weight of carbon black is added is melt extruded to pack for an electric storage device. got the film.
- Example 15A On one side of PET (12 ⁇ m) which has been subjected to corona discharge treatment on both sides as a substrate, 50 mg/m 2 of an adhesion promoter of polymeric diphenylmethane diisocyanate (hereinafter referred to as T2) as a solid content is applied and dried.
- T2 polymeric diphenylmethane diisocyanate
- a polypropylene (PP) film Thickness: 30 ⁇ m) is melt extruded, then T2 is applied to the other side of PET (12 ⁇ m) at a solid content of 50 mg/m 2 , dried, and then a polypropylene (PP) film ((thickness: 30 ⁇ m) was melt-extruded to obtain an electrical storage device packaging film.
- Example 16A A polypropylene (PP) film (thickness: 30 ⁇ m) was prepared as a resin layer. Also, a polyethylene terephthalate (PET) film (thickness: 12 ⁇ m) was prepared as a base material. Also, a polypropylene (PP) film (thickness: 30 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-component adhesive consisting of an acid-modified polypropylene (PPa) as a main component and an isocyanurate as a curing agent, the thickness of the adhesive layer after curing is 3 ⁇ m, and the resin layer and the resin layer are laminated by a dry lamination method. The substrate was adhered via an adhesive layer.
- PPa polypropylene
- the base material of the obtained laminate and the heat-fusible resin layer are bonded together using a two-component adhesive consisting of an acid-modified polypropylene (PPa) as a main component and an isocyanurate as a curing agent, and the adhesive layer is They were adhered via an adhesive layer by a dry lamination method so that the thickness after curing was 3 ⁇ m.
- a packaging film for an electric storage device was obtained in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PP of the resin layer and the heat-fusible resin layer of Example 16A each contained only erucamide as a lubricant.
- Comparative Example 1A An oriented nylon (ONy) film (thickness: 25 ⁇ m) was prepared as a substrate layer. Also, an aluminum (ALM) foil (40 ⁇ m thick) was prepared as a barrier layer. Also, maleic anhydride-modified polypropylene (PPa) was prepared as an adhesive layer. Also, polypropylene (PP) was prepared as a heat-fusible resin layer. Using a two-liquid urethane adhesive, the substrate layer and the barrier layer were adhered via the adhesive layer by a dry lamination method so that the adhesive layer had a thickness of 3 ⁇ m after curing.
- ALM aluminum
- PPa maleic anhydride-modified polypropylene
- PP polypropylene
- an adhesive layer (23 ⁇ m thick) and a heat-fusible resin layer (23 ⁇ m thick) are melt-extruded on the surface of the barrier layer of the obtained laminate to form a substrate layer/adhesive layer/barrier layer/
- An exterior material for an electric storage device was obtained in which an adhesive layer/a heat-fusible resin layer were laminated in this order.
- the PP of the heat-sealable resin layer of Comparative Example 1A contains two types of lubricants, erucamide and behenamide.
- the exterior material for an electricity storage device of Comparative Example 1A can be suitably used as an outer package.
- Comparative Example 2A A maleic anhydride-modified polypropylene (PPa) film (20 ⁇ m thick) was prepared as a resin layer. Also, an aluminum (ALM) foil (thickness: 35 ⁇ m) was prepared as a barrier layer. Also, maleic anhydride-modified polypropylene was prepared as a resin for forming a heat-fusible resin layer. Using a two-component urethane adhesive, the resin layer and the barrier layer were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less.
- a heat-fusible resin layer (thickness: 20 ⁇ m) is melt-extruded on the surface of the barrier layer of the obtained laminate to form an example of the outer package, which is a resin layer/adhesive layer/barrier layer/heat-fusible layer.
- a packaging film for an electric storage device was obtained in which the adhesive resin layers were laminated in this order.
- Comparative Example 3A A polypropylene (PP) film (20 ⁇ m thick) was prepared as a resin layer. Also, an aluminum (ALM) foil (thickness: 35 ⁇ m) was prepared as a barrier layer. Also, a polypropylene (PP) film (thickness: 20 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-component urethane adhesive, the resin layer and the barrier layer were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less. Further, the base material of the obtained laminate and the heat-fusible resin layer were adhered via the same adhesive layer. According to the above procedure, an electric storage device packaging film in which resin layer/adhesive layer/barrier layer/adhesive layer/heat-fusible resin layer were laminated in this order was obtained as an example of the outer packaging.
- Comparative Example 4A The procedure was the same as in Comparative Example 3A, except that a polypropylene (PP) film (10 ⁇ m thick) was used as the resin layer and a polypropylene (PP) film (10 ⁇ m thick) was used as the heat-sealable resin layer.
- a packaging film for an electric storage device was obtained in which a resin layer/adhesive layer/barrier layer/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PP of the resin layer and the heat-fusible resin layer of Comparative Example 4A contained two types of lubricants, erucamide and behenamide, respectively.
- Comparative Example 5A is the same as Comparative Example 4A except that the PP of the resin layer and the heat-fusible resin layer each contain only erucamide as a lubricant.
- the CO 2 permeation amount in an environment at a temperature of 30° C. was 0 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- A+ The CO 2 permeation amount in a temperature of 30° C. environment is 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more.
- B The CO 2 permeation amount in a temperature of 30° C. environment is 200 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more and less than 400 cc ⁇ 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- C The CO 2 permeation amount in a temperature of 30° C. environment is 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more and less than 200 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- D The CO 2 permeation amount in a temperature of 30° C. environment is 0 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more and less than 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- ⁇ 1 ⁇ m described in Table 1A indicates 1 ⁇ m or less.
- “/” in the laminated structure shown in Table 1A indicates a separation of layers.
- the numerical value ( ⁇ m) in parentheses indicates the thickness of the layer.
- the electrical storage device packaging films of Examples 1A to 13A are electrical storage device packaging films comprising at least a heat-fusible resin layer, and the CO 2 permeation amount in an environment at a temperature of 30° C. is 100 cc ⁇ 100 ⁇ m/m 2 /. Since it is 24 hr/atm or more, when an electricity storage device element is sealed using a package composed of the electricity storage device packaging film, gas (especially CO 2 ) generated from the electricity storage device is preferably released to the outside. be able to. Moreover, the electrical storage device packaging films of Examples 1A to 13A can be suitably used as packaging films for directly packaging electrical storage device elements.
- an electricity storage device 30 in which an electricity storage device element 32 is housed in a double structure package including an inner package 10a and an outer package 20 as shown in FIG.
- the electrical storage device packaging film 10 can be suitably used.
- the electrical storage device packaging film 10 of the present disclosure is used as the inner packaging body 10a, and before being housed in the outer packaging body 20, the electrical storage device element is sealed in the inner packaging body 10a, the initial charging/discharging step, the aging step can suitably release the gas (especially CO 2 ) generated from the electricity storage device element to the outside during these steps.
- the size is larger than the size required for the final product of the power storage device (for example, at least twice the size required for sealing the power storage device element). It becomes unnecessary to use the packaging film for electrical storage devices.
- the electrical storage device packaging film of Example 1A does not have a metal layer made of metal, it is considered that the provision of the shielding layer makes it difficult to see the electrical storage device element having a complicated shape, thereby suppressing counterfeiting. .
- the electrical storage device packaging films of Examples 2A to 7A and Examples 9A to 13A have adhesiveness to metal and do not have a metal layer formed of metal. Since the electrical storage device packaging films of Examples 2A to 7A and Examples 9A to 13A have adhesiveness to metal, they can be preferably adhered to metal terminals, for example. That is, the electrical storage device packaging films of Examples 2A to 7A and Examples 9A to 13A can be suitably used as packaging films for directly packaging electrical storage device elements by adhering them to metal terminals. For example, in an electricity storage device 30 in which an electricity storage device element 32 is accommodated in a double structure package including an inner package 10a and an outer package 20 as shown in FIGS. The disclosed electrical storage device packaging film 10 can be suitably used.
- Example 1B A maleic anhydride-modified polypropylene (PPa) film (20 ⁇ m thick) was prepared as a resin layer. Also, a polyethylene naphthalate (PEN) film (thickness: 12 ⁇ m) was prepared as a base material. A maleic anhydride-modified polypropylene (PPa) film (thickness: 20 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-liquid type urethane adhesive, the resin layer and the substrate were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less.
- PPa polypropylene
- PEN polyethylene naphthalate
- PPa polypropylene
- the base material of the obtained laminate and the heat-fusible resin layer were adhered via the same adhesive layer.
- a packaging film for an electric storage device was obtained in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PPa of the resin layer and the heat-fusible resin layer of Example 1B contain two types of lubricants, erucamide and behenamide, respectively.
- Example 2B Resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer in the same manner as in Example 1B, except that a polyethylene terephthalate (PET) film (thickness: 9 ⁇ m) was used as the base material. were laminated in this order to obtain an electrical storage device packaging film.
- PET polyethylene terephthalate
- the PPa of the resin layer and the heat-fusible resin layer of Example 2B contain two types of lubricants, erucamide and behenamide, respectively.
- Example 3B Resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer in the same manner as in Example 1B, except that a polyethylene terephthalate (PET) film (thickness: 12 ⁇ m) was used as the base material. were laminated in this order to obtain an electrical storage device packaging film.
- PET polyethylene terephthalate
- the PPa of the resin layer and the heat-fusible resin layer of Example 3B contain two types of lubricants, erucamide and behenamide, respectively.
- Example 4B Resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer in the same manner as in Example 1B, except that a polyethylene terephthalate (PET) film (thickness: 25 ⁇ m) was used as the base material. were laminated in this order to obtain an electrical storage device packaging film.
- PET polyethylene terephthalate
- the PPa of the B resin layer and the heat-fusible resin layer of Example 4B contain two types of lubricants, erucamide and behenamide, respectively.
- Example 5B A maleic anhydride-modified polypropylene (PPa) film (thickness: 30 ⁇ m) was used as the resin layer, and a maleic anhydride-modified polypropylene (PPa) film (thickness: 30 ⁇ m) was used as the heat-sealable resin layer. Except for this, in the same manner as in Example 3B, an electrical storage device packaging film in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order was obtained.
- the PPa of the resin layer and the heat-fusible resin layer of Example 5B contain two types of lubricants, erucamide and behenamide, respectively.
- Example 6B A maleic anhydride-modified polypropylene (PPa) film (15 ⁇ m thick) was used as the resin layer, and a maleic anhydride-modified polypropylene (PPa) film (15 ⁇ m thick) was used as the heat-sealable resin layer. Except for this, in the same manner as in Example 3B, a power storage device packaging film in which resin layer (shielding layer)/adhesive layer/base material/adhesive layer/heat-fusible resin layer was laminated in this order was obtained. .
- the PPa of the resin layer and the heat-fusible resin layer of Example 6B contain two types of lubricants, erucamide and behenamide, respectively.
- Example 7B is the same as Example 3B except that the PPa of the resin layer and the heat-fusible resin layer each contain only erucamide as a lubricant.
- Example 8B A maleic anhydride-modified polypropylene (PPa) film (20 ⁇ m thick) was prepared as a resin layer. Also, a polyethylene terephthalate (PET) film (thickness: 12 ⁇ m) was prepared as a base material. A maleic anhydride-modified polypropylene (PPa) film (thickness: 20 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-component urethane adhesive containing carbon black (the average particle size of carbon black is in the range of 0.161 to 0.221 ⁇ m), the thickness of the adhesive layer after curing is 3 ⁇ m. The resin layer and the substrate were adhered via an adhesive layer by lamination.
- PPa polypropylene
- the base material of the obtained laminate and the heat-fusible resin layer are subjected to a dry lamination method using a two-liquid urethane adhesive so that the thickness of the adhesive layer after curing is 1 ⁇ m or less. , were adhered via an adhesive layer.
- a black adhesive layer between the resin layer and the substrate was used as a shielding layer.
- a packaging film for an electric storage device was obtained in which resin layer/adhesive layer (shielding layer)/base material/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PPa of the resin layer and the heat-fusible resin layer of Example 8B each contained only erucamide as a lubricant.
- Example 9B As the resin layer, a polypropylene (PP) film (thickness 20 ⁇ m) containing carbon black (the average particle size of carbon black is in the range of 0.161 to 0.221 ⁇ m) is used, and a heat-sealable resin Resin layer (shielding layer)/adhesive layer/substrate/adhesive layer/ A packaging film for an electric storage device was obtained in which the heat-fusible resin layers were laminated in this order.
- PP and PPa of the resin layer and the heat-fusible resin layer of Example 9B contain two kinds of lubricants, erucamide and behenamide, respectively.
- Example 10B As the resin layer, a maleic anhydride-modified polypropylene (PPa) film (20 ⁇ m thick) containing carbon black (the average particle size of carbon black is in the range of 0.161 to 0.221 ⁇ m) was used; Resin layer (shielding layer)/adhesive layer/base material/ A packaging film for an electric storage device was obtained in which the adhesive layer/the heat-fusible resin layer were laminated in this order. PPa and PEa of the resin layer and the heat-fusible resin layer of Example 10B each contained only erucamide as a lubricant.
- PPa and PEa of the resin layer and the heat-fusible resin layer of Example 10B each contained only erucamide as a lubricant.
- Example 11B A maleic anhydride-modified polypropylene (PPa) film (thickness: 100 ⁇ m) containing carbon black (the average particle size of carbon black is in the range of 0.161 to 0.221 ⁇ m) is used as a power storage device consisting only of a heat-fusible resin layer. It was used as a packaging film for devices.
- the PPa of the heat-fusible resin layer of Example 11B contained only erucamide as a lubricant.
- Example 12B A polypropylene (PP) film containing carbon black (the average particle size of carbon black is in the range of 0.161 to 0.221 ⁇ m) on one side of an unstretched polypropylene (CPP) film (thickness 60 ⁇ m) as a substrate. (thickness 20 ⁇ m) is melt-extruded, and on the other side of the CPP film, a maleic anhydride-modified polypropylene (PPa) film (thickness 20 ⁇ m) is melt-extruded, resin layer (shielding layer) / base material / heat-sealable A packaging film for an electric storage device was obtained in which the resin layers were laminated in this order. PP and PPa of the resin layer and heat-fusible resin layer of Example 12B each contained only erucamide as a lubricant.
- CPP unstretched polypropylene
- Comparative Example 1B A polyethylene terephthalate (PET) film (thickness: 12 ⁇ m) was prepared as the resin layer. Also, an unstretched polypropylene film (CPP, thickness 50 ⁇ m) was prepared as a heat-fusible resin layer. A two-liquid type urethane adhesive containing carbon black (the average particle size of carbon black is in the range of 0.161 to 0.221 ⁇ m) is used to separate the resin layer and the heat-fusible resin layer, and the adhesive layer is cured. The resin layer and the heat-fusible resin layer were adhered to each other via a black adhesive layer by a dry lamination method so that the subsequent thickness would be 3 ⁇ m. A black adhesive layer was used as a shielding layer.
- PEP unstretched polypropylene film
- a packaging film for an electric storage device was obtained in which the resin layer/adhesive layer (shielding layer)/heat-fusible resin layer were laminated in this order.
- the PP of the heat-fusible resin layer of Comparative Example 1B contained only erucamide as a lubricant.
- Comparative Example 2B Example 8B except that a polypropylene (PP) film (20 ⁇ m thick) was used as the resin layer, and a polypropylene (PP) film (20 ⁇ m thick) was used as the heat-sealable resin layer. Similarly, a packaging film for an electric storage device was obtained in which resin layer/adhesive layer (shielding layer)/base material/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PP of the resin layer and the heat-fusible resin layer of Comparative Example 2B contained two types of lubricants, erucamide and behenamide, respectively.
- Comparative Example 3B A polypropylene (PP) film (20 ⁇ m thick) was prepared as a resin layer. Also, a polyethylene terephthalate (PET) film (thickness: 12 ⁇ m) was prepared as a base material. Also, a polypropylene (PP) film (thickness: 20 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-liquid type urethane adhesive, the resin layer and the substrate were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less.
- PET polyethylene terephthalate
- PP polypropylene
- a heat-fusible resin layer is melt-extruded on the surface of the base material of the obtained laminate, and a power storage device in which resin layer/adhesive layer/base material/heat-fusible resin layer are laminated in this order.
- a packaging film for The PP of the resin layer and the heat-fusible resin layer of Comparative Example 3B contained two types of lubricants, erucamide and behenamide, respectively.
- Comparative Example 4B A polypropylene (PP) film (20 ⁇ m thick) was prepared as a resin layer. Also, an aluminum (ALM) foil (thickness: 35 ⁇ m) was prepared as a barrier layer. Also, a polypropylene (PP) film (thickness: 20 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-component urethane adhesive, the resin layer and the barrier layer were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less.
- the thickness of the adhesive layer after curing is 1 ⁇ m or less, and the barrier layer side and the heat-fusible resin layer of the obtained laminate are separated by a dry lamination method. were adhered via an adhesive layer.
- an electric storage device packaging film in which resin layer/adhesive layer/barrier layer/adhesive layer/heat-fusible resin layer were laminated in this order was obtained as an example of the outer packaging.
- the PP of the resin layer and the heat-fusible resin layer of Comparative Example 4B contained two types of lubricants, erucamide and behenamide, respectively.
- Comparative Example 5B The procedure was the same as in Comparative Example 4, except that a polypropylene (PP) film (10 ⁇ m thick) was used as the resin layer, and a polypropylene (PP) film (10 ⁇ m thick) was used as the heat-sealable resin layer.
- a packaging film for an electric storage device was obtained in which a resin layer/adhesive layer/barrier layer/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PP of the resin layer and the heat-fusible resin layer of Comparative Example 5B contained two types of lubricants, erucamide and behenamide, respectively.
- Comparative Example 6B Comparative Example 6 is the same as Comparative Example 5B except that the PP of the resin layer and the heat-fusible resin layer each contain only erucamide as a lubricant.
- Total light transmittance The total light transmittance of the electrical storage device packaging film is measured in the visible light region ( 400 to 700 nm), and the average value was taken as the total light transmittance. Measurement conditions were as follows: a halogen lamp was used as the light source, UV/Vis bandwidth: 5.0 nm, scanning speed: 1000 nm/min, response: medium, and data acquisition interval: 1.0 nm. Results are shown in Table 1B.
- ⁇ 1 ⁇ m described in Table 1B indicates 1 ⁇ m or less.
- “/” in the laminated structure shown in Table 1B indicates a separation of layers.
- the numerical value ( ⁇ m) in parentheses indicates the thickness of the layer.
- the electrical storage device packaging films of Examples 1B to 12B have adhesiveness to metal and do not have a metal layer formed of metal. Since the electrical storage device packaging films of Examples 1B to 12B have adhesiveness to metals, they can be suitably adhered to, for example, metal terminals. That is, the electrical storage device packaging films of Examples 1B to 12B can be suitably used as packaging films for directly packaging electrical storage device elements by adhering them to metal terminals. For example, in an electricity storage device 30 in which an electricity storage device element 32 is housed in a double structure package including an inner package 10a and an outer package 20 as shown in FIG. The electrical storage device packaging film 10 can be suitably used.
- the electrical storage device packaging films of Examples 8B to 12B did not have a metal layer formed of metal, but had a shielding layer, so even a very simple letter A was shielded and had the effect of making it difficult to see. rice field. Therefore, it is considered that the provision of the shielding layer makes it difficult to see the electricity storage device element having a complicated shape, thereby suppressing counterfeiting.
- Example 13B A maleic anhydride-modified polypropylene (PPa) film (20 ⁇ m thick) was prepared as a resin layer. Also, a polyethylene naphthalate (PEN) film (thickness: 12 ⁇ m) was prepared as a base material. A maleic anhydride-modified polypropylene (PPa) film (thickness: 20 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-liquid type urethane adhesive, the resin layer and the substrate were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less.
- PPa polypropylene
- the base material of the obtained laminate and the heat-fusible resin layer were adhered via the same adhesive layer.
- a packaging film for an electric storage device was obtained in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PPa of the resin layer and the heat-fusible resin layer of Example 13B contained two kinds of lubricants, erucamide and behenamide, respectively.
- Example 14B Resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer in the same manner as in Example 13B, except that a polyethylene terephthalate (PET) film (thickness: 9 ⁇ m) was used as the base material. were laminated in this order to obtain an electrical storage device packaging film.
- PET polyethylene terephthalate
- the PPa of the resin layer and the heat-fusible resin layer of Example 14B contained two types of lubricants, erucamide and behenamide, respectively.
- Example 15B Resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer in the same manner as in Example 14B, except that a polyethylene terephthalate (PET) film (thickness: 12 ⁇ m) was used as the base material. were laminated in this order to obtain an electrical storage device packaging film.
- the PPa of the resin layer and the heat-fusible resin layer of Example 15B contained two types of lubricants, erucamide and behenamide, respectively.
- Example 16B Resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer in the same manner as in Example 14B, except that a polyethylene terephthalate (PET) film (thickness: 25 ⁇ m) was used as the base material. were laminated in this order to obtain an electrical storage device packaging film.
- PET polyethylene terephthalate
- the PPa of the resin layer and the heat-fusible resin layer of Example 16B contained two types of lubricants, erucamide and behenamide, respectively.
- Example 17B A maleic anhydride-modified polypropylene (PPa) film (thickness: 30 ⁇ m) was used as the resin layer, and a maleic anhydride-modified polypropylene (PPa) film (thickness: 30 ⁇ m) was used as the heat-sealable resin layer. Except for the above, in the same manner as in Example 15B, a power storage device packaging film in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order was obtained.
- the PPa of the resin layer and the heat-fusible resin layer of Example 17B contained two types of lubricants, erucamide and behenamide, respectively.
- Example 18B A maleic anhydride-modified polypropylene (PPa) film (15 ⁇ m thick) was used as the resin layer, and a maleic anhydride-modified polypropylene (PPa) film (15 ⁇ m thick) was used as the heat-sealable resin layer. Except for the above, in the same manner as in Example 15B, a power storage device packaging film in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order was obtained.
- the PPa of the resin layer and the heat-fusible resin layer of Example 18B contained two types of lubricants, erucamide and behenamide, respectively.
- Example 19B is the same as Example 15B except that the PPa of the resin layer and the heat-fusible resin layer each contain only erucamide as a lubricant.
- Example 20B A resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer was formed in the same manner as in Example 15B, except that a polypropylene (PP) film (thickness: 20 ⁇ m) was used as the resin layer. A power storage device packaging film laminated in this order was obtained. PP and PPa of the resin layer and the heat-fusible resin layer of Example 20B contain two kinds of lubricants, erucamide and behenamide, respectively.
- PP polypropylene
- Example 21B A maleic anhydride-modified polypropylene (PPa) film (20 ⁇ m thick) was used as the resin layer, and a maleic anhydride-modified polyethylene (PEa) film (20 ⁇ m thick) was used as the heat-sealable resin layer. Except for the above, in the same manner as in Example 19B, an electrical storage device packaging film in which resin layer/adhesive layer/base material/adhesive layer/heat-fusible resin layer were laminated in this order was obtained. PPa and PEa of the resin layer and the heat-fusible resin layer of Example 21B each contained only erucamide as a lubricant.
- PPa and PEa of the resin layer and the heat-fusible resin layer of Example 21B each contained only erucamide as a lubricant.
- Example 22B A maleic anhydride-modified polypropylene (PPa) film (thickness: 100 ⁇ m) was used as an electrical storage device packaging film consisting only of a heat-sealable resin layer.
- the PPa of the heat-fusible resin layer of Example 22B contained only erucamide as a lubricant.
- Example 23B A polypropylene (PP) film (20 ⁇ m thick) was melt-extruded on one side of an unstretched polypropylene (CPP) film (60 ⁇ m thick) as a substrate, and maleic anhydride-modified polypropylene (PPa) was applied on the other side of the CPP film. A film (thickness: 20 ⁇ m) was melt extruded to obtain an electric storage device packaging film in which a resin layer/base material/heat-fusible resin layer were laminated in this order. PP and PPa of the resin layer and heat-fusible resin layer of Example 23B each contained only erucamide as a lubricant.
- Comparative Example 7B An oriented nylon (ONy) film (thickness: 25 ⁇ m) was prepared as a substrate layer. Also, an aluminum (ALM) foil (40 ⁇ m thick) was prepared as a barrier layer. Also, maleic anhydride-modified polypropylene (PPa) was prepared as an adhesive layer. Also, polypropylene (PP) was prepared as a heat-fusible resin layer. Using a two-liquid urethane adhesive, the substrate layer and the barrier layer were adhered via the adhesive layer by a dry lamination method so that the adhesive layer had a thickness of 3 ⁇ m after curing.
- ALM aluminum
- PPa maleic anhydride-modified polypropylene
- PP polypropylene
- an adhesive layer (23 ⁇ m thick) and a heat-fusible resin layer (23 ⁇ m thick) are melt-extruded on the surface of the barrier layer of the obtained laminate to form a substrate layer/adhesive layer/barrier layer/
- An exterior material for an electric storage device was obtained in which an adhesive layer/a heat-fusible resin layer were laminated in this order.
- the PP of the heat-fusible resin layer of Comparative Example 7 contains two types of lubricants, erucamide and behenamide.
- the exterior material for an electricity storage device of Comparative Example 7B can be suitably used as an outer package.
- Comparative Example 8B A maleic anhydride-modified polypropylene (PPa) film (20 ⁇ m thick) was prepared as a resin layer. Also, an aluminum (ALM) foil (thickness: 35 ⁇ m) was prepared as a barrier layer. Also, maleic anhydride-modified polypropylene was prepared as a resin for forming a heat-fusible resin layer. Using a two-component urethane adhesive, the resin layer and the barrier layer were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less.
- a heat-fusible resin layer (thickness: 20 ⁇ m) is melt-extruded on the surface of the barrier layer of the obtained laminate to form an example of the outer package, which is a resin layer/adhesive layer/barrier layer/heat-fusible layer.
- a packaging film for an electric storage device was obtained in which the adhesive resin layers were laminated in this order.
- Comparative Example 9B A polypropylene (PP) film (20 ⁇ m thick) was prepared as a resin layer. Also, an aluminum (ALM) foil (thickness: 35 ⁇ m) was prepared as a barrier layer. Also, a polypropylene (PP) film (thickness: 20 ⁇ m) was prepared as a heat-fusible resin layer. Using a two-component urethane adhesive, the resin layer and the barrier layer were adhered via the adhesive layer by a dry lamination method so that the thickness of the adhesive layer after curing was 1 ⁇ m or less. Further, the base material of the obtained laminate and the heat-fusible resin layer were adhered via the same adhesive layer. According to the above procedure, an electric storage device packaging film in which resin layer/adhesive layer/barrier layer/adhesive layer/heat-fusible resin layer were laminated in this order was obtained as an example of the outer packaging.
- Comparative Example 10B The procedure was the same as in Comparative Example 3B, except that a polypropylene (PP) film (10 ⁇ m thick) was used as the resin layer and a polypropylene (PP) film (10 ⁇ m thick) was used as the heat-fusible resin layer.
- a packaging film for an electric storage device was obtained in which a resin layer/adhesive layer/barrier layer/adhesive layer/heat-fusible resin layer were laminated in this order.
- the PP of the resin layer and the heat-fusible resin layer of Comparative Example 10B contained two types of lubricants, erucamide and behenamide, respectively.
- Comparative Example 11B is the same as Comparative Example 10B except that the PP of the resin layer and the heat-fusible resin layer each contain only erucamide as a lubricant.
- the CO 2 permeation amount in an environment at a temperature of 30° C. was 0 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- A+ The CO 2 permeation amount in a temperature of 30° C. environment is 2000 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more.
- B The CO 2 permeation amount in a temperature of 30° C. environment is 200 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more and less than 400 cc ⁇ 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- C The CO 2 permeation amount in a temperature of 30° C. environment is 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more and less than 200 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- D The CO 2 permeation amount in a temperature of 30° C. environment is 0 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more and less than 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm.
- ⁇ 1 ⁇ m described in Table 2B indicates 1 ⁇ m or less.
- “/” in the laminated structure shown in Table 2B indicates a separation of layers.
- the numerical value ( ⁇ m) in parentheses indicates the thickness of the layer.
- the electrical storage device packaging films of Examples 13B to 23B are electrical storage device packaging films comprising at least a heat-fusible resin layer, and have a CO 2 permeation amount in an environment at a temperature of 30° C. of 100 cc ⁇ 100 ⁇ m/m 2 /. Since it is 24 hr/atm or more, when an electricity storage device element is sealed using a package composed of the electricity storage device packaging film, gas (especially CO 2 ) generated from the electricity storage device is preferably released to the outside. be able to. Moreover, the electrical storage device packaging films of Examples 13B to 23B can be suitably used as packaging films for directly packaging electrical storage device elements.
- an electricity storage device 30 in which an electricity storage device element 32 is housed in a double structure package including an inner package 10a and an outer package 20 as shown in FIG.
- the electrical storage device packaging film 10 can be suitably used.
- the electrical storage device packaging film 10 of the present disclosure is used as the inner packaging body 10a, and before being housed in the outer packaging body 20, the electrical storage device element is sealed in the inner packaging body 10a, the initial charging/discharging step, the aging step can suitably release the gas (especially CO 2 ) generated from the electricity storage device element to the outside during these steps.
- the size is larger than the size required for the final product of the power storage device (for example, at least twice the size required for sealing the power storage device element). It becomes unnecessary to use the packaging film for electrical storage devices.
- the electrical storage device packaging films of Examples 13B to 23B have adhesiveness to metal and do not have a metal layer formed of metal. Since the electrical storage device packaging films of Examples 13B to 23B have adhesiveness to metals, they can be suitably adhered to, for example, metal terminals. That is, the electrical storage device packaging films of Examples 13B to 23B can be suitably used as packaging films for directly packaging electrical storage device elements by adhering them to metal terminals. For example, in an electricity storage device 30 in which an electricity storage device element 32 is accommodated in a double structure package including an inner package 10a and an outer package 20 as shown in FIGS. The disclosed electrical storage device packaging film 10 can be suitably used.
- Section 1A An electricity storage device packaging film comprising at least a heat-fusible resin layer, A packaging film for an electrical storage device, having a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in a temperature of 30° C. environment.
- Section 2A The electrical storage device packaging film according to Item 1A, which is composed of a laminate including, in order from the outside, at least a resin layer and the heat-fusible resin layer.
- the electrical storage device packaging film according to Item 2A which is composed of a laminate including, in order from the outside, at least the resin layer, the substrate, and the heat-fusible resin layer.
- Section 4A The electrical storage device packaging film according to Item 3A, which is composed of a laminate including, in order from the outside, at least the resin layer, the adhesive layer, the base material, and the heat-fusible resin layer.
- Item 4A The electrical storage device packaging film according to Item 4A, which is composed of a laminate including, in order from the outside, at least the resin layer, the adhesive layer, the substrate, the adhesive layer, and the heat-fusible resin layer. .
- Section 6A Section 6A.
- An electricity storage device element comprising at least a positive electrode, a negative electrode, and an electrolyte is accommodated in an inner package formed of the electricity storage device packaging film according to any one of Items 1A to 7A, An electricity storage device, wherein the inner package is further housed in an outer package.
- Item 10A The electricity storage device according to Item 9A, wherein the outer wrapper has a metal layer made of metal.
- Item 11A The electricity storage device according to any one of Items 8A to 10A, wherein the electricity storage device packaging film is in contact with a metal terminal electrically connected to the positive electrode or the negative electrode.
- Item 12A The electricity storage device element comprising at least a positive electrode, a negative electrode, and an electrolyte is accommodated in an inner package formed of the electricity storage device packaging film according to any one of Items 1A to 7A, An electricity storage device, wherein the inner package is further housed in an outer package.
- Item 10A The electricity storage device according to Item 9A, wherein the outer wrapper has
- a method for producing a packaging film for an electrical storage device comprising at least a step of providing a heat-fusible resin layer,
- a method for producing a packaging film for an electric storage device wherein the CO 2 permeation amount in a temperature of 30° C. environment is 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more.
- Section 1B An electricity storage device packaging film comprising at least a heat-fusible resin layer, The electrical storage device packaging film has adhesiveness to metal,
- the electrical storage device packaging film is an electrical storage device packaging film that does not have a metal layer formed of metal.
- Section 2B The electrical storage device packaging film according to Item 1B, which is composed of a laminate including, in order from the outside, at least a resin layer and the heat-fusible resin layer.
- Item 3B The electrical storage device packaging film according to Item 2B, which is composed of a laminate including, in order from the outside, at least the resin layer, the substrate, and the heat-fusible resin layer.
- Item 4B The electrical storage device packaging film according to Item 1B, which is composed of a laminate including, in order from the outside, at least the resin layer, the substrate, and the heat-fusible resin layer.
- Item 3B wherein the electrical storage device packaging film is composed of a laminate including, in order from the outside, at least the resin layer, the adhesive layer, the substrate, and the heat-fusible resin layer.
- Item 5B Item 4B The electrical storage device packaging film according to Item 4B, which is composed of a laminate including, in order from the outside, at least the resin layer, the adhesive layer, the substrate, the adhesive layer, and the heat-fusible resin layer. .
- Item 6B The electrical storage device packaging film according to any one of Items 2B to 5B, wherein the outer surface of the resin layer has adhesiveness to metal. Section 7B.
- Item 8B. The electrical storage device packaging film according to any one of Items 1B to 7B, which has a CO 2 permeation amount of 100 cc ⁇ 100 ⁇ m/m 2 /24 hr/atm or more in a temperature of 30° C. environment.
- Item 9B An electricity storage device, wherein an electricity storage device element comprising at least a positive electrode, a negative electrode, and an electrolyte is accommodated in a package formed of the electricity storage device packaging film according to any one of Items 1B to 8B.
- An electricity storage device element comprising at least a positive electrode, a negative electrode, and an electrolyte is accommodated in an inner package formed of the electricity storage device packaging film according to any one of Items 1B to 8B, An electricity storage device, wherein the inner package is further housed in an outer package.
- Item 11B The electricity storage device according to Item 10B, wherein the outer wrapper has a metal layer made of metal.
- Item 12B The electricity storage device according to any one of Items 9B to 10B, wherein the electricity storage device packaging film is in contact with a metal terminal electrically connected to the positive electrode or the negative electrode.
- a method for producing a packaging film for an electrical storage device comprising at least a step of providing a heat-fusible resin layer,
- the electrical storage device packaging film has adhesiveness to metal
- Section 1C A method for manufacturing an electricity storage device, The electricity storage device an electricity storage device element; an inner package that houses the electricity storage device element,
- the inner packaging body is composed of a transparent electrical storage device packaging film, an inner packaging step of wrapping the electricity storage device element with the electricity storage device packaging film; an inner sealing step, which is performed after the inner wrapping step, for sealing the power storage device packaging film so that the power storage device element is sealed by the power storage device packaging film.
- the electrical storage device packaging film further has gas permeability
- Item 2C. The method for manufacturing an electricity storage device according to Item 2C, wherein in the inner packaging step, the electricity storage device element is wrapped with the electricity storage device packaging film having substantially the same size as the inner package provided in the finished electricity storage device.
- Item 5C a metal terminal electrically connected to the electricity storage device element; a tab film disposed between the inner package and the metal terminal; The outer wrapper is joined to the inner wrapper, The inner package and the metal terminal are joined via the tab film, The electricity storage device according to Item 4C, wherein at least part of the outer edge of the inner package is exposed from the outer package.
- Item 6C a metal terminal electrically connected to the electricity storage device element; a tab film disposed between the inner package and the outer package and the metal terminal; The inner package, the outer package, and the metal terminal are joined via the tab film, The power storage device according to Item 4C, wherein the inner package is entirely covered with the outer package.
- Item 7C a metal terminal electrically connected to the electricity storage device element; a tab film disposed between the inner package and the metal terminal; The outer wrapper is joined to the inner wrapper, The inner package and the metal terminal are joined via the tab film, The electricity storage device according to Item 4C, wherein the inner package is entirely covered with the
- Section 1D A method for manufacturing an electricity storage device, The electricity storage device an electricity storage device element; an inner package that houses the electricity storage device element,
- the inner packaging body is composed of a gas-permeable electrical storage device packaging film, an inner packaging step of wrapping the electricity storage device element with the electricity storage device packaging film; an inner sealing step, which is performed after the inner wrapping step and seals the power storage device packaging film so that the power storage device element is sealed by the power storage device packaging film; a degassing step, which is performed after the inner sealing step and releases gas generated from the electricity storage device element through the electricity storage device packaging film.
- Section 2D Item 1D.
- the method of manufacturing an electricity storage device according to Item 1D wherein, in the inner wrapping step, the electricity storage device element is wrapped with the electricity storage device packaging film having substantially the same size as the inner package provided in the finished electricity storage device.
- Section 3D an electricity storage device element; an inner package housing the electricity storage device element; an outer packaging body that houses the inner packaging body in which the electricity storage device element is housed, The power storage device, wherein the inner package is made of a gas-permeable power storage device packaging film.
- a metal terminal electrically connected to the electricity storage device element a tab film disposed between the inner package and the metal terminal;
- the outer wrapper is joined to the inner wrapper,
- the inner package and the metal terminal are joined via the tab film,
- the electricity storage device according to Item 3D wherein at least part of the outer edge of the inner package is exposed from the outer package.
- Section 5D a metal terminal electrically connected to the electricity storage device element; a tab film disposed between the inner package and the outer package and the metal terminal;
- the inner package, the outer package, and the metal terminal are joined via the tab film,
- the electricity storage device according to Item 3D wherein the entire inner package is covered with the outer package.
- Section 1E an electricity storage device element; an inner package housing the electricity storage device element; an outer packaging body that houses the inner packaging body in which the electricity storage device element is housed; a functional object disposed between the inner package and the outer package; The power storage device, wherein the functional object has shock absorption properties.
- Section 2E an electricity storage device element; an inner package housing the electricity storage device element; an outer packaging body that houses the inner packaging body in which the electricity storage device element is housed; a functional object disposed between the inner package and the outer package; The electrical storage device, wherein the functional object has flame retardancy.
- an electricity storage device element an electricity storage device element; an inner package housing the electricity storage device element; an outer packaging body that houses the inner packaging body in which the electricity storage device element is housed; a functional object disposed between the inner package and the outer package; The power storage device, wherein the functional object has cooling properties.
- Item 4E an electricity storage device element; an inner package housing the electricity storage device element; an outer packaging body that houses the inner packaging body in which the electricity storage device element is housed; a functional object disposed between the inner package and the outer package; The power storage device, wherein the functional object has fire extinguishing properties. Section 5E.
- an electricity storage device element an electricity storage device element; an inner package housing the electricity storage device element; an outer packaging body that houses the inner packaging body in which the electricity storage device element is housed, At least one of the inner wrapper and the outer wrapper has at least one of impact absorption, flame retardancy, cooling, and fire extinguishing properties.
- Item 6E The power storage device according to any one of Items 1E to 5E, wherein the inner wrapping body has at least one of transparency and gas permeability.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023566344A JPWO2023106345A1 (https=) | 2021-12-07 | 2022-12-07 | |
| JP2024021682A JP7655416B2 (ja) | 2021-12-07 | 2024-02-16 | 蓄電デバイス用包装フィルム及び蓄電デバイス |
| JP2024037613A JP7647965B2 (ja) | 2021-12-07 | 2024-03-11 | 蓄電デバイス用包装フィルム及び蓄電デバイス |
| JP2025030418A JP2025084867A (ja) | 2021-12-07 | 2025-02-27 | 蓄電デバイス用包装フィルム及び蓄電デバイス |
Applications Claiming Priority (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021198728 | 2021-12-07 | ||
| JP2021-198728 | 2021-12-07 | ||
| JP2021213423 | 2021-12-27 | ||
| JP2021-213405 | 2021-12-27 | ||
| JP2021213405 | 2021-12-27 | ||
| JP2021-213423 | 2021-12-27 | ||
| JP2021-213495 | 2021-12-27 | ||
| JP2021-213322 | 2021-12-27 | ||
| JP2021213495 | 2021-12-27 | ||
| JP2021-213427 | 2021-12-27 | ||
| JP2021213322 | 2021-12-27 | ||
| JP2021213427 | 2021-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023106345A1 true WO2023106345A1 (ja) | 2023-06-15 |
Family
ID=86730593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/045168 Ceased WO2023106345A1 (ja) | 2021-12-07 | 2022-12-07 | 蓄電デバイス用包装フィルム及び蓄電デバイス |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JPWO2023106345A1 (https=) |
| WO (1) | WO2023106345A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4525147A3 (en) * | 2023-09-12 | 2025-05-07 | Ningde Amperex Technology Ltd. | Secondary battery and electronic apparatus |
| WO2026023580A1 (ja) * | 2024-07-22 | 2026-01-29 | 大日本印刷株式会社 | 蓄電デバイス、蓋体、外装フィルム、燃焼抑制要素 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014053322A (ja) * | 2013-11-11 | 2014-03-20 | Dainippon Printing Co Ltd | 電気化学セル |
| WO2015093110A1 (ja) * | 2013-12-17 | 2015-06-25 | Jmエナジー株式会社 | 蓄電デバイス |
| WO2017126520A1 (ja) * | 2016-01-21 | 2017-07-27 | 三井化学株式会社 | 組成物、積層体、包材、電池ケース用包材および電池 |
| WO2018221331A1 (ja) * | 2017-05-31 | 2018-12-06 | 三井化学株式会社 | 組成物、コーティング剤、接着剤及び積層体 |
| CN111463366A (zh) * | 2019-01-21 | 2020-07-28 | 宁德时代新能源科技股份有限公司 | 壳体及动力电池 |
| WO2020153456A1 (ja) * | 2019-01-23 | 2020-07-30 | 大日本印刷株式会社 | 全固体電池用外装材、その製造方法、及び全固体電池 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012190639A (ja) | 2011-03-10 | 2012-10-04 | Sony Corp | 非水電解質電池、電池パック及び電子機器 |
| JP2017028119A (ja) | 2015-07-23 | 2017-02-02 | 凸版印刷株式会社 | 電子部材包装体 |
| KR102874996B1 (ko) | 2019-01-23 | 2025-10-21 | 다이니폰 인사츠 가부시키가이샤 | 전고체 전지용 외장재, 그 제조 방법, 및 전고체 전지 |
| WO2021117584A1 (ja) | 2019-12-13 | 2021-06-17 | 京セラ株式会社 | 電気化学セルおよび電気化学セルモジュール |
-
2022
- 2022-12-07 JP JP2023566344A patent/JPWO2023106345A1/ja active Pending
- 2022-12-07 WO PCT/JP2022/045168 patent/WO2023106345A1/ja not_active Ceased
-
2024
- 2024-02-16 JP JP2024021682A patent/JP7655416B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014053322A (ja) * | 2013-11-11 | 2014-03-20 | Dainippon Printing Co Ltd | 電気化学セル |
| WO2015093110A1 (ja) * | 2013-12-17 | 2015-06-25 | Jmエナジー株式会社 | 蓄電デバイス |
| WO2017126520A1 (ja) * | 2016-01-21 | 2017-07-27 | 三井化学株式会社 | 組成物、積層体、包材、電池ケース用包材および電池 |
| WO2018221331A1 (ja) * | 2017-05-31 | 2018-12-06 | 三井化学株式会社 | 組成物、コーティング剤、接着剤及び積層体 |
| CN111463366A (zh) * | 2019-01-21 | 2020-07-28 | 宁德时代新能源科技股份有限公司 | 壳体及动力电池 |
| WO2020153456A1 (ja) * | 2019-01-23 | 2020-07-30 | 大日本印刷株式会社 | 全固体電池用外装材、その製造方法、及び全固体電池 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4525147A3 (en) * | 2023-09-12 | 2025-05-07 | Ningde Amperex Technology Ltd. | Secondary battery and electronic apparatus |
| WO2026023580A1 (ja) * | 2024-07-22 | 2026-01-29 | 大日本印刷株式会社 | 蓄電デバイス、蓋体、外装フィルム、燃焼抑制要素 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7655416B2 (ja) | 2025-04-02 |
| JP2024113684A (ja) | 2024-08-22 |
| JPWO2023106345A1 (https=) | 2023-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6747636B1 (ja) | 全固体電池用外装材、その製造方法、及び全固体電池 | |
| JP7589851B2 (ja) | 蓄電デバイス用包装フィルム及び蓄電デバイス | |
| JP6648863B2 (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7655416B2 (ja) | 蓄電デバイス用包装フィルム及び蓄電デバイス | |
| JP6954437B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| US10121995B2 (en) | Battery packaging material | |
| JP6885521B1 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| CN112297567A (zh) | 电池用包装材料和电池 | |
| JP6950857B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP2019029300A (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7136102B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた電池、及び電池の製造方法 | |
| CN114698403A (zh) | 金属端子用粘接性膜、金属端子用粘接性膜的制造方法、带有金属端子用粘接性膜的金属端子、使用了该金属端子用粘接性膜的蓄电器件、以及蓄电器件的制造方法 | |
| CN108431987A (zh) | 电池用包装材料、其制造方法和电池 | |
| JP2019021429A (ja) | 電池用包装材料及び電池 | |
| CN114421061A (zh) | 电池用包装材料、其制造方法和电池 | |
| JP2021119562A (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP6892025B1 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP2020092062A (ja) | 蓄電デバイスの製造方法及び蓄電デバイスの品質管理方法 | |
| JPWO2017188445A1 (ja) | 電池用包装材料及び電池 | |
| JP2023055849A (ja) | 蓄電デバイス用外装材、その製造方法、及び蓄電デバイス | |
| JP2025128401A (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| CN117223155A (zh) | 粘接性树脂膜、蓄电器件和蓄电器件的制造方法 | |
| JP2019029299A (ja) | 電池用包装材料、その製造方法、及び電池 | |
| JP7677561B1 (ja) | 蓄電デバイス用外装材の水分透過性の評価方法、蓄電デバイス用外装材の品質管理方法、蓄電デバイス用外装材、蓄電デバイス用外装材の製造方法、蓄電デバイスの製造方法及び水分吸着フィルム | |
| JP6969227B2 (ja) | 電池用ケース及び電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22904273 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023566344 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22904273 Country of ref document: EP Kind code of ref document: A1 |