WO2023073895A1 - デンプン含有樹脂組成物、成形物、及びデンプン含有樹脂組成物の生分解速度の調整方法 - Google Patents
デンプン含有樹脂組成物、成形物、及びデンプン含有樹脂組成物の生分解速度の調整方法 Download PDFInfo
- Publication number
- WO2023073895A1 WO2023073895A1 PCT/JP2021/039921 JP2021039921W WO2023073895A1 WO 2023073895 A1 WO2023073895 A1 WO 2023073895A1 JP 2021039921 W JP2021039921 W JP 2021039921W WO 2023073895 A1 WO2023073895 A1 WO 2023073895A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- starch
- resin composition
- containing resin
- rotating member
- biodegradable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/05—Alcohols; Metal alcoholates
- C08K5/053—Polyhydroxylic alcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
- C08K5/101—Esters; Ether-esters of monocarboxylic acids
- C08K5/103—Esters; Ether-esters of monocarboxylic acids with polyalcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
- C08L101/16—Compositions of unspecified macromolecular compounds the macromolecular compounds being biodegradable
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L3/00—Compositions of starch, amylose or amylopectin or of their derivatives or degradation products
- C08L3/02—Starch; Degradation products thereof, e.g. dextrin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W90/00—Enabling technologies or technologies with a potential or indirect contribution to greenhouse gas [GHG] emissions mitigation
- Y02W90/10—Bio-packaging, e.g. packing containers made from renewable resources or bio-plastics
Definitions
- the present invention relates to a starch-containing resin composition, a molded article, and a method for adjusting the biodegradation rate of a starch-containing resin composition.
- biodegradable resins or biodegradable plastics, and can be used in the same way as ordinary resins and plastics under normal usage conditions. However, it is decomposed over time by the action of microorganisms in soil and water, and is finally decomposed into water and carbon dioxide, so it is expected to contribute to the solution of soil pollution and marine pollution.
- biodegradable resins and biodegradable plastics often use materials derived from biomass (plants, cells and microorganisms), so compared to general resins and plastics, the use of petroleum-derived materials can be reduced. Therefore, the widespread use of biodegradable resins and biodegradable plastics will lead to a reduction in the amount of petroleum used and an increase in carbon dioxide in the environment, which in turn contributes to the prevention of global warming. It is noted that
- Patent Document 1 discloses a biodegradable film having excellent biomass properties, which contains a lactic acid-based resin and a biodegradable resin other than the lactic acid-based resin, and is formed by an inflation film forming method. .
- biodegradable resins and plastics described above have the problem that they take too long to biodegrade.
- the present invention aims to provide a biodegradable resin composition that shortens the period required for biodegradation, and a molding thereof, and / or adjusts the period required for biodegradation of the resin composition.
- the purpose is to provide a method.
- a resin composition according to one aspect of the present invention that solves the above problems is a starch-containing resin composition containing starch, a biodegradable resin, and a compatibilizer. Further, one aspect of the present invention is a molded product obtained by molding the starch-containing resin composition.
- a method for adjusting the biodegradation rate of a resin composition includes a step of kneading starch, a biodegradable resin, and a compatibilizer, and producing a starch-containing resin composition. This is a method for adjusting the decomposition rate.
- a method for adjusting the biodegradation rate of a resin composition includes a step of kneading a starch-containing resin composition and a biodegradable resin. is the adjustment method.
- the starch-containing resin composition and the molded article thereof of the present invention it is possible to provide a biodegradable resin composition and molded article in which the period required for biodegradation is shortened. Moreover, according to the method for adjusting the biodegradation rate of a starch-containing resin composition of the present invention, it is possible to provide a method for adjusting the period required for biodegradation of a biodegradable resin composition.
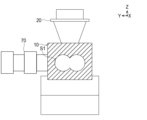
- FIG. 2 is a front view of FIG. 1;
- FIG. 2 is a plan view of FIG. 1;
- It is a figure which shows the 1st accommodation space of the 1st accommodation part which comprises the manufacturing apparatus of the starch containing resin composition. 1.
- It is a figure which shows several rotating members arrange
- FIG. 4 is an image showing the evaluation of flexibility (toughness) of Example 1 and Comparative Example 1.
- FIG. 2 is an image showing the evaluation of starch aggregation in Example 1, Example 2 and Comparative Example 1.
- FIG. 10 is a graph showing the weight loss rate of Examples 9 to 11 and Comparative Example 3 in a biodegradability test.
- FIG. 10 shows the results of a visual test of Example 9 and Comparative Example 3 in a biodegradability test.
- the starch-containing resin composition according to this embodiment contains starch, a biodegradable resin, and a compatibilizer.
- the starch-containing resin composition according to this embodiment contains starch.
- the starch-containing resin composition can improve the rate of biodegradation as compared with a resin composition consisting only of a biodegradable resin.
- the upper limit of the starch content in the starch-containing resin composition is preferably 90% by weight or less, preferably 70% by weight or less, relative to the total mass of the starch-containing resin composition. It is more preferably 60% by weight or less, particularly preferably 60% by weight or less.
- the lower limit of the starch content in the starch-containing resin composition is preferably 1% or more, preferably 10% by weight or more, based on the total mass of the starch-containing resin composition, from the viewpoint of increasing the rate of biodegradation. More preferably, it is particularly preferably 40% by weight or more.
- the starch content is the same as that of the starch-containing resin composition. It is preferably 5 to 40% by weight, more preferably 6 to 30% by weight, particularly preferably 10 to 20% by weight, relative to the total mass.
- the type of starch is not particularly limited, but from the viewpoint of market price and stable supply, it may be one or more selected from the group consisting of rice, potato, taro, corn, wheat, rye, beans, and sweet potato. preferable.
- the rice when rice is used as starch, polished rice, old rice, ginjo rice, rice bran (medium white flour), etc. can be used.
- the rice is preferably polished rice from the viewpoint of ease of handling because the general size of resin pellets used for molding molded articles is similar to the size of polished rice.
- the general size of pellets is, for example, 2 to 5 mm in diameter.
- rice flour can also be used.
- raw materials for rice flour polished rice, old rice, ginjo rice, rice bran (medium white flour), etc., which have a ⁇ structure (crystal structure), are suitable.
- rice bran is often discarded during the process of rice polishing, the use of rice bran as rice flour is environmentally friendly and environmentally friendly, and is also suitable from the viewpoint of life cycle assessment.
- the upper limit of the content of rice in the starch-containing resin composition is preferably 90% by weight or less, more preferably 70% by weight or less, from the viewpoint of the strength of the starch-containing resin composition. More preferably, it is particularly preferably 60% by weight or less.
- the lower limit of the starch content in the starch-containing resin composition is preferably 1% or more, more preferably 10% by weight or more, and 40% by weight or more, from the viewpoint of increasing the rate of biodegradation. is particularly preferred.
- starch may be read as rice (polished rice) in this specification.
- the starch-containing resin composition according to this embodiment contains a biodegradable resin. Including a biodegradable resin enables the starch-containing resin composition to be degraded by enzymes produced by microorganisms.
- biodegradable resin may be simply referred to as "resin”.
- the biodegradable resin is not particularly limited as long as it is biodegradable, and any resin can be used.
- the biodegradable resin is obtained by a polycondensation reaction between a divalent carboxylic acid and a divalent alcohol.
- divalent carboxylic acids include those in which two hydrogen atoms in aliphatic hydrocarbons having 1 to 4 or 2 to 3 carbon atoms are substituted with carboxy groups, or two hydrogen atoms in aromatic hydrocarbons are replaced by carboxy groups. has been replaced by More specifically, malonic acid, succinic acid, glutaric acid, adipic acid, terephthalic acid, isophthalic acid, orthophthalic acid and the like are suitable. Two or more kinds may be appropriately combined.
- Dihydric alcohols include aliphatic hydrocarbons having 2 to 6 or 3 to 5 carbon atoms in which two hydrogen atoms are substituted with hydroxyl groups. More specifically, ethanediol, propanediol, butanediol, hexanediol and the like are suitable.
- the biodegradable resin contains structural units derived from a divalent carboxylic acid and structural units of a divalent alcohol.
- a biodegradable resin for example, polybutylene succinate (PBS), polybutylene adipate terephthalate (PBAT) and the like are suitable.
- the biodegradable resin is, for example, polylactic acid (PLA), polyvinyl alcohol (PVA), polyglycolic acid (PGA), polybutylene succinate-co-adipate (PBSA), Polybutylene adipate terephthalate (PBAT), polyethylene terephthalate succinate (PETS), PBAT/PLA compound, starch polyester resin, cellulose acetate, polyhydroxyalkanoic acid (PHA), and 3-hydroxybutyrate-co-3-hydroxyhexano It may be at least one selected from the group consisting of ate polymers (PHBH). From the viewpoint of mechanical properties such as viscosity, the biodegradable resin is preferably at least one of polybutylene succinate and polybutylene adipate terephthalate. Nate is best.
- the biodegradable resin is preferably polybutylene succinate or polybutylene adipate terephthalate.
- the upper limit of the melting point of the biodegradable resin is preferably 190°C or lower, more preferably 180°C or lower, and particularly preferably 170°C or lower, so that starch and the like do not burn during kneading.
- the lower limit of the melting point of the biodegradable resin is preferably 120° C. or higher, more preferably 130° C. or higher, and 140° C. or higher, from the viewpoint of facilitating kneading with starch or the like. It is particularly preferred to have
- the upper limit of the content of the biodegradable resin in the starch-containing resin composition is preferably 99% by weight or less based on the total mass of the starch-containing resin composition. It is more preferably not more than 60% by weight, and particularly preferably not more than 60% by weight.
- the lower limit of the biodegradable resin content in the starch-containing resin composition is preferably 10% or more, preferably 20% by weight or more, based on the total mass of the starch-containing resin composition, from the viewpoint of increasing the rate of biodegradation. is more preferable, and 30% by weight or more is particularly preferable.
- the starch-containing resin composition may contain resins that are not biodegradable.
- the content of the non-biodegradable resin in the starch-containing resin composition is less than 50% by weight, 40% by weight or less, 30% by weight or less, and 20% by weight. 10 wt % or less, 5 wt % or less, 1 wt % or less, or 0.5 wt % or less, but preferably the starch-containing resin composition does not contain non-biodegradable resins.
- the ratio of the starch content (% by weight) to the biodegradable resin content (% by weight) in the starch-containing resin composition is the starch content From the viewpoint of strength and biodegradation rate of the resin composition, it is preferably 0.01 to 10, more preferably 0.05 to 5, and particularly preferably 0.5 to 2.5. .
- the starch-containing resin composition according to this embodiment contains a compatibilizer.
- a compatibilizer By including a compatibilizer, uniform kneading of the starch and the biodegradable resin can be promoted.
- the compatibilizer is not particularly limited as long as it has compatibility with the starch and the biodegradable resin, and various compatibilizers can be used.
- the compatibilizer is preferably biodegradable.
- the compatibilizer has biodegradability, it is possible to prevent the compatibilizer from remaining in nature.
- biodegradation of the entire composition may be inhibited, but when a biodegradable compatibilizer is used, biodegradation of the entire composition is inhibited. Very unlikely.
- the substances listed in the biodegradable plastic positive list (PL) (classification number B-3 (lubricant)) of the Japan Bioplastics Association (JBPA) are cited as a whole by reference and incorporated herein. , is a lawful basis for amendment.
- the compatibilizer that can be used in the starch-containing resin composition according to the present embodiment is not particularly limited, but from the viewpoint of compatibility with rice, glycerol, polyglycerol, polyglycerin fatty acid ester, and glycerin fatty acid ester It is preferably at least one selected from the group consisting of:
- the above glycerin fatty acid esters include monoesters, diesters, and triesters, and more specifically, for example, acetic acid monoglyceride, lactic acid monoglyceride, citric acid monoglyceride, diacetyltartaric acid monoglyceride, glycerin diacetomonolaurate, and the like.
- acetylated glyceride diacetyl fatty acid monoglyceride
- succinic acid monoglyceride polyglycerin condensed linosyl acid ester
- glycerin diacetomonolaurate glycerin diacetomonolaurate.
- the diacetyl fatty acid monoglyceride has alkyl groups of 8-15, 9-14, or 10-13 carbon atoms.
- the polyglycerin fatty acid ester has the following structure, where n is, for example, 2-6, alternatively 2-5, and R is 11-20, 13-19 carbon atoms , or 15-18 alkyl groups.
- the upper limit of the content of the compatibilizer in the starch-containing resin composition is preferably 10% by weight or less, more preferably 5% by weight or less, and 3% by weight or less from the viewpoint of making a composite material. is particularly preferred.
- the lower limit of the compatibilizer content is preferably 0.1% by weight or more, more preferably 0.5% by weight or more, and particularly 1% by weight or more. preferable.
- melt flow rate The melt flow rate of the starch-containing resin composition according to the present embodiment (JIS K7210: 1999, temperature 190° C., load 10.0 kgf; also referred to as MFR) is 1 g/10 min to 10 g/10 min from the viewpoint of workability. is preferred.
- the melt flow rate should be 1 g/10 min to 4 g/10 min from the viewpoint of workability. is preferred.
- the melt flow rate is preferably more than 4 g/10 min and 8 g/10 min or less.
- the upper limit of the melting point of the starch-containing resin composition according to the present embodiment is preferably 200° C. or lower, more preferably 190° C. or lower, from the viewpoint of the starch decomposition temperature range.
- the lower limit of the melting point of the starch-containing resin composition is preferably 100° C. or higher from the viewpoint of preventing coexistence of water in the starch-containing resin composition.
- the melting point of the starch-containing resin composition is 120. It is preferably from 140 to 190°C, particularly preferably from 150 to 180°C.
- biodegradation refers to the breaking of molecular bonds of substances by enzymes produced by microorganisms in the soil and water, and finally degrading them into water and carbon dioxide.
- biodegradability meets at least one of ISO 9408, ISO 9439, ISO 10707, JIS K 6950, JIS K 6951, JIS K 6953, or JIS K 6955.
- the starch-containing resin composition according to the present invention is more suitable than a starch-free resin composition (for example, Comparative Examples 1 and 2 shown below, hereinafter also referred to as a starch-free resin composition) or a biodegradable resin itself. , is rapidly biodegradable.
- the biodegradation rate of the starch-containing resin composition is faster than the biodegradation rate of the starch-free resin composition and the biodegradable resin itself. be able to.
- the present invention relates to a molded article obtained by molding the starch-containing resin composition described above.
- the molded product includes not only the final molded product, but also a precursor molded product obtained by molding the starch-containing resin composition and subjected to further molding. By further molding such a precursor molded article, it becomes easy to mold a final molded article having a complicated shape having curved portions and uneven portions.
- molding method of molding As a method for molding a molded article using the starch-containing resin composition of the present invention, various methods can be adopted depending on the application of the molded article. Various methods such as molding and injection molding are included. Specifically, if the molded product is a packaging bag such as a plastic bag or an agricultural sheet, it is preferable to adopt inflation processing, and if the molded product is a food tray, etc., adopt extrusion sheet molding. preferably.
- the molding is a film or sheet. Since the starch-containing resin composition of the present invention can be made into a film molding, it can be used for bags such as garbage bags and plastic shopping bags. Moreover, since the starch-containing resin composition of the present invention can be formed into a sheet, it can be used for containers such as food trays and blister packs.
- the thickness is preferably 10 ⁇ m to 100 ⁇ m, and when the molding is used as a sheet, the thickness is preferably more than 100 ⁇ m and 1 mm or less. The thickness of the molded product can be measured according to JIS B7503:2017.
- the temperature of the starch-containing resin composition during molding is preferably 120 to 190°C, and more preferably 140 to 180°C, from the viewpoint of achieving both suppression of discoloration and strength of the resulting molded product.
- Applications of the molded article according to one embodiment of the present invention include, for example, wrapping materials such as packaging bags such as plastic shopping bags, agricultural materials such as multi-sheets for agriculture, and housings such as electronic devices and home appliances. , reinforcing materials, building material parts, automobile parts, motorcycle parts, aircraft parts, railway vehicle parts, daily miscellaneous goods, and the like. Even if the molded product of the present invention leaks into the natural environment, it is decomposed in the natural environment, so that the load on the environment can be reduced.
- wrapping materials such as packaging bags such as plastic shopping bags, agricultural materials such as multi-sheets for agriculture, and housings such as electronic devices and home appliances.
- reinforcing materials building material parts, automobile parts, motorcycle parts, aircraft parts, railway vehicle parts, daily miscellaneous goods, and the like. Even if the molded product of the present invention leaks into the natural environment, it is decomposed in the natural environment, so that the load on the environment can be reduced.
- One embodiment of the present invention is a method for adjusting the biodegradation rate of the starch-containing resin composition described above.
- the adjustment method includes a step of kneading starch, a biodegradable resin, and a compatibilizer.
- the biodegradation rate can be adjusted by changing the mass of starch added to the biodegradable resin per unit mass.
- the biodegradation rate can be adjusted by changing the ratio of the starch content to the biodegradable resin content in the starch-containing resin composition. For example, increasing the starch content and decreasing the biodegradable resin content increases the rate of biodegradation. On the other hand, lowering the starch content and increasing the biodegradable resin content slows down the rate of biodegradation.
- the biodegradation rate of the starch-containing resin composition it is also possible to adjust the biodegradation rate of the starch-containing resin composition according to the external environment in which the starch-containing resin composition is used.
- the desired biodegradation rate can be obtained by changing the ratio of the starch content to the biodegradable resin content in the starch-containing resin composition. It can be a starch-containing resin composition having.
- the method for adjusting the biodegradation rate of the starch-containing resin composition may include a step of further kneading the starch-containing resin composition and the biodegradable resin. Moreover, the method for adjusting the biodegradation rate of the starch-containing resin composition may have a step of further kneading the starch-containing resin composition and starch. As described above, the biodegradation rate of the starch-containing resin composition can be adjusted by changing the ratio of the starch content to the biodegradable resin content. By adding a biodegradable resin or starch to the starch-containing resin composition containing at a ratio of and kneading, the ratio of the starch content and the biodegradable resin content can be adjusted again. can.
- the biodegradation rate of the starch-containing resin composition can be adjusted by kneading the starch-containing resin composition with a biodegradable resin or starch.
- the versatility of the starch-containing resin composition is further improved.
- a compatibilizing agent may also be kneaded together.
- the method for producing the starch-containing resin composition has a step of charging starch, a biodegradable resin, and a compatibilizer into a production apparatus.
- the production apparatus is not particularly limited as long as the starch, biodegradable resin, and compatibilizer can be kneaded, and various apparatuses can be used.
- the starch introduced into the production apparatus in the production method is in an air-dried state, it is preferable to include a step of introducing water into the production apparatus.
- the starch is in an air-dried state, and the step of introducing water into the manufacturing apparatus causes the starch to be gelatinized in the manufacturing process.
- the starch and the biodegradable resin are in an amorphous state during kneading, so kneading can be facilitated.
- the twin-screw kneading device 100 includes a first housing section 10, an input section 20, a rotating section 30, a dehydrating section 50, a first deaerator 60, and a second deaerator. It has a section 70 , a discharge section 80 , a cooling section 90 and a cutting section 110 .
- X is the direction in which the rotation axis of the rotating portion 30 described later extends, and is defined as the longitudinal direction X.
- Y corresponds to the width direction of the first accommodating portion 10 intersecting with the longitudinal direction X, and is referred to as the width direction Y.
- Z is a direction crossing the longitudinal direction X and the width direction Y, and is defined as the height direction Z. Details will be described below.
- the first storage part 10 forms a first storage space S1 that stores a material containing starch, a biodegradable resin, and a compatibilizer together with water.
- the first housing portion 10 is elongated so as to extend in the longitudinal direction X of the space in which the twin-screw kneading device 100 is installed.
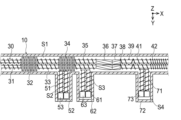
- the first accommodation portion 10 is configured to form a first accommodation space S1 that accommodates a plurality of rotating members 31, 32, 33, 34, 35, 36, 37, 38, 39, 41, and 42 constituting the rotating portion 30. It consists of The first accommodation space S1 formed by the first accommodation portion 10 is configured to extend from directly below the insertion portion 20 to a portion connected to the second degassing portion 70 . As shown in FIG. 4, the first housing space S1 has a cross-sectional inner peripheral portion formed into a shape that combines two arcs so that two rotating shafts of the rotating member of the rotating portion 30 are provided in this embodiment. Configure.
- a heating device (not shown) such as a heater for adjusting the temperature of the first accommodation space S1 can be provided in the first accommodation portion 10 .
- a plurality of heaters can be arranged in the longitudinal direction X of the first housing space S1 of the first housing portion 10, for example, so that the temperature can be adjusted for each specific section of the rotating member described later.
- the input unit 20 includes a hopper capable of inputting the above materials and water into the first housing space S1 as shown in FIG.
- the hopper of the charging section 20 is formed in a funnel shape so that the above-described starch, biodegradable resin, compatibilizing agent and water can be charged.
- the rotating part 30 is rotatably arranged in the first housing space S1.
- the rotating portion 30 is configured such that a plurality of rotating members 31 to 39, 41, and 42 are arranged side by side along the rotating shaft with the direction parallel to the longitudinal direction X as the rotating shaft.
- the rotating members 31 to 39, 41 and 42 are arranged side by side along the width direction Y as shown in FIG.
- Rotation member 31 is referred to herein as the first screw
- rotation member 32 is the first paddle
- rotation member 33 is the second screw
- rotation member 34 is the second paddle
- rotation member 35 is the fourth screw
- rotation member 41 is the second screw. 6 screws
- the rotating member 42 corresponds to the 7th screw.
- Each rotating member will be described in detail below.
- the rotating member 31 is arranged directly below the hopper of the loading section 20 in the first housing space S ⁇ b>1 of the first housing section 10 .
- the rotating member 31 is configured to form a screw.
- the portion of the first accommodation space S1 where the rotating member 31 is arranged is referred to as a material loading section into which materials and water are loaded.
- rotating members 32, 33 As shown in FIG. 5, the rotating member 32 is provided adjacent to the rotating member 31 downstream of the rotating member 31 in the first housing space S1.
- the rotating member 32 is configured such that plate-like members are arranged side by side along the rotating shaft.
- the rotating member 32 is arranged between the rotating member 31 and the rotating member 33 .
- the rotating member 33 is provided adjacent to the rotating member 32 on the downstream side of the rotating member 32 in the first accommodation space S1.
- Rotating member 33 is configured to form a screw, similar to rotating member 31 .
- the rotating member 33 has a shallower spiral groove than the rotating member 31 .
- the rotating member 33 is configured such that the difference between the outermost circumference and the innermost circumference in the radial direction of the spiral is larger than that of the rotating member 31 .
- the rotating member 33 is configured so that the size of the outermost circumference is the same as that of the rotating member 31 and the innermost circumference is smaller than that of the rotating member 31 .
- the portion of the first accommodation space S1 where the rotating members 32 and 33 are arranged can be called a resin dissolving portion that dissolves the resin introduced from the introduction portion 20 .
- the rotating member 34 Similar to the rotating member 32, the rotating member 34 is arranged by arranging a plurality of plate-like members along the rotating shaft. Configure. Although the rotating member 34 is illustrated in FIG. 5 so that the thickness of the plate-like member is of one type, the thickness may not be of one type. By forming the rotating member 34 thinner than the rotating member 32, the shear stress is more exerted to disperse the material and perform uniform stirring.
- the portion of the first accommodation space S1 where the rotating member 34 is arranged can be called a kneading section that kneads the materials introduced from the introduction section 20 .
- a dehydrator 50 is connected near the boundary between the rotating member 33 and the rotating member 34 to discharge gas-liquid components such as water added to the above materials. Details will be described later.
- the rotating member 35 is provided adjacent to the rotating member 34 on the downstream side of the rotating member 34 in the first housing space S1. Rotating member 35 is configured to form a screw, similar to rotating member 33 . The rotary member 35 is configured so that the depth of the spiral groove is the same as that of the rotary member 33 .
- the rotating member 35 is connected to a first deaerator 60 that deaerates the material kneaded in the first housing space S1. Details will be described later.
- the rotating members 36 and 37 are provided adjacent to the rotating member 35 on the downstream side of the rotating member 35 in the first housing space S1.
- the rotating members 36 and 37 are configured by arranging plate-like members in the same manner as the rotating member 32 .
- the rotating members 36 and 37 are spirally formed with small undulations, and the spirals of the rotating members 36 and 37 are configured to rotate in different directions.
- the rotating members 38 and 39 are provided adjacent to the rotating member 37 on the downstream side of the rotating member 37 in the first accommodation space S1. Rotating members 38 and 39 are configured to form a screw, similar to rotating member 33 .
- the screws of the rotating members 38 and 39 have the same helical groove depth as the rotating member 33 .
- the rotating member 38 and the rotating member 39 are configured so that the directions of spiral rotation are reversed.
- the portion of the first accommodation space S1 in which the rotating members 36 to 39 are arranged can be called a compressing portion that compresses the material.
- the rotating member 41 is provided adjacent to the rotating member 39 downstream of the rotating members 35 and 39 in the first housing space S1.
- the rotating member 42 is provided adjacent to the rotating member 41 downstream of the rotating member 41 in the first housing space S1.
- the rotating members 41 and 42 are configured to form a screw like the rotating member 33 , and the rotating member 42 is configured to have a shorter helical pitch than the rotating member 41 .
- the rotary members 41 and 42 are connected to a second degassing section 70 for degassing the material accommodated in the first accommodation space S1.
- the dewatering section 50 is configured to discharge (dehydrate) gas-liquid components such as water generated from the materials kneaded in the first accommodating section 10 .
- the dehydrating section 50 is connected to the first accommodation section 10 in the vicinity of the boundary between the rotating members 33 and 34 in a direction intersecting with the rotating shafts of the rotating members 33 and 34 .
- the internal pressure in the first accommodation space S1 at least during kneading can be configured to be the saturated vapor pressure.
- the dewatering section 50 includes a screw 51 (corresponding to a third screw), a second housing section 52, and a driving section 53, as shown in FIG.
- the screw 51 is configured to rotate in a direction intersecting with the rotating members 31 to 39, 41, and 42 and form a pair.
- the drive unit 53 is configured to include a motor that rotates the screw 51 .
- the second accommodation portion 52 is connected to the first accommodation portion 10 as shown in FIG.
- the second accommodation portion 52 discharges moisture generated in the first accommodation space S1 from the second accommodation space S2.
- the second accommodation portion 52 is provided with an opening (not shown) through which moisture generated in the first accommodation space S1 can be discharged.
- the opening can be provided in the upper portion of the second housing portion 52 or the like.
- the first degassing section 60 is configured to be connected to the vicinity of the rotating member 35 in the first accommodating section 10 .
- the first degassing section 60 includes a screw 61 (corresponding to a fifth screw), a third housing section 62, and a driving section 63, as shown in FIG.
- the screw 61 is configured to rotate in a direction intersecting with the rotation axis of the rotating members 31 to 39, 41, 42 and form a pair.
- the drive section 63 is configured to include a motor or the like for rotating the screw 61 in the same manner as the dewatering section 50 .
- the third accommodation portion 62 is connected to the first accommodation portion 10 in the vicinity of the rotating member 35 and includes a housing provided with a third accommodation space S ⁇ b>3 for accommodating the screw 61 .
- the third housing portion 62 is connected to a vacuum pump or the like capable of sucking gas-liquid components generated in the first housing space S1 through the third housing space S3.
- the second degassing section 70 is configured to be connected in the vicinity of the rotating member 41 in the first accommodating section 10 .
- the second degassing section 70 includes a screw 71 (corresponding to an eighth screw), a fourth housing section 72, and a driving section 73, as shown in FIG.
- the screw 71 is configured to rotate in a direction intersecting with the rotation axis of the rotating members 31 to 39, 41, 42 and form a pair.
- the drive unit 73 is configured to include a motor or the like for rotating the screw 71 in the same manner as the first degassing unit 60 .
- the fourth accommodation portion 72 is connected to the first accommodation portion 10 in the vicinity of the rotating member 41 and includes a housing provided with a fourth accommodation space S4 for accommodating the screw 71, and the like.
- the fourth housing portion 72 is connected via the fourth housing space S4 to a vacuum pump or the like capable of sucking the gas-liquid component generated in the first housing space S1.
- a vacuum pump or the like capable of sucking the gas-liquid component generated in the first housing space S1.
- the discharge section 80 is provided adjacently to the outside of the first housing section 10 on the downstream side.
- the discharge part 80 is provided to form the material deaerated in the first accommodation space S1 of the first accommodation part 10 into a string.
- the discharge portion 80 has a plurality of hole shapes provided at the end portion of the first accommodation portion 10 in the longitudinal direction X and connecting the first accommodation space S1 of the first accommodation portion 10 to the outside. It is configured to include a member.
- the discharge section 80 can be heated by providing a heating device such as a heater, like the rotating members 31 to 39, 41, 42, etc. arranged in the first accommodation section 10.
- the cooling section 90 is provided to cool the string-like material discharged from the first storage section 10 .
- the cooling section 90 includes a conveyor 91, a liquid supply section 92, and a gas supply section 93, as shown in FIG.
- the conveyor 91 is provided adjacent to the discharge section 80. Conveyor 91 is configured to convey the material discharged from discharge section 80 to cutting section 110 as shown in FIG. In this embodiment, the conveyor 91 is configured to extend along an oblique direction inclined from the longitudinal direction X toward the positive direction of the height direction Z, as shown in FIG.
- the direction in which the conveyor 91 extends is merely an example, and the specific direction of conveyance of the conveyor is not limited to that shown in FIG.
- the liquid supply unit 92 is configured to supply cooling water with a relatively low temperature to the material conveyed on the conveyor 91 .
- the liquid supply unit 92 is configured by arranging a plurality of injection nozzles connected to a cooling water supply source by a hose or the like in the conveying direction of the conveyor 91 .
- the gas supply unit 93 is configured to supply gas such as air adjusted to a predetermined temperature to the material conveyed on the conveyor 91 .
- the gas supply unit 93 is configured to include a duct (not shown) and a blower connected to the duct and capable of injecting gas toward the material on the conveyor 91 .
- the cutting section 110 is configured to cut the material discharged from the discharge section 80 and cooled in the cooling section 90 to a predetermined length.
- the cutting section 110 can include feed rollers 111 for feeding material and cutting rollers 112 with blades for cutting the fed material, as shown in FIG.
- the cooled material can also be subjected to a drying process in equipment such as a drying chamber (which can be referred to as a drying section).
- starch, a biodegradable resin, and a compatibilizer are put into the production equipment (ST1). Since the starch introduced here is in an air-dried state, water is also introduced into the manufacturing apparatus in addition to these materials. In this case, the amount of water added can be 0.1 to 20 parts by weight per part by weight of starch (100 parts by weight).
- the rotating members 31 to 39, 41, and 42 arranged in the first accommodation space S1 of the first accommodation portion 10 can be set to a state heated to a predetermined temperature.
- the starch, resin, compatibilizer and water charged from the hopper of the charging section 20 are sent to the rotating member 31 and transported to the rotating members 32 and 33 corresponding to the resin dissolving section.
- the vicinity of the resin dissolving portion of the first housing space S1 is heated to approximately 200.degree.
- the starch contained in the material is kneaded with water in a heated state, thereby starting pregelatinization.
- the material is sent to the rotary member 34 corresponding to the kneading section and kneaded (ST3).
- the rotating member 34 is thinner than the rotating member 32 corresponding to the resin dissolving section, thereby promoting dispersion and stirring of the material.
- the material passing through rotating member 34 is further sent to rotating member 35 .
- the water contained in the material is dehydrated by the dehydrating section 50 when the material is sent from the rotating member 33 to the rotating member 34 .
- the screw 51 rotates near the entrance of the dewatering section 50, so that the solid component of the material is sent downstream while remaining in the first storage space S1, and the gas-liquid component such as moisture is transferred to the second storage section 52. It is discharged to some extent from the opening.
- the gas-liquid component of the material is further discharged by the first deaerator 60 (ST4).
- the first degassing unit 60 is connected to a pump or the like to suck the gas-liquid component of the material, while the screw 61 causes the solid component of the material to remain in the first housing space S1. sent to ⁇ 39.
- the material is sent back to the upstream side at the positions of the rotating members 37 and 39 and then sent to the downstream side, so that the compression process is performed so that the density of the material increases. (ST5).
- the materials that have passed through the rotating members 36 to 39 are further sent toward the discharge section 80 at the rotating members 41 and 42.
- the gas-liquid component of the material is further sucked and degassed by a pump or the like at the position of the rotating member 41, which has different pitches (ST6). While the feeding speed of the material is increased by the rotating member 42 compared to the rotating member 41, the material is formed into a plurality of string-like shapes in the discharge section 80 and discharged to the outside of the first housing space S1.
- the string-shaped material is conveyed toward the cutting section 110 by the conveyor 91 .
- the material is cooled by being sprayed with cooling water by the liquid supply section 92, and then cooled by being exposed to cooling air in the gas supply section 93 (ST7).
- the string-shaped material that has passed through the cooling section 90 is transported by the feeding roller 111 and cut to a predetermined length by the cutting roller 112 (ST8).
- the material cut by the cutting unit 110 is flattened and subjected to a drying step (ST9) to give the starch-containing resin composition a shape that can be suitably molded into the aforementioned plastic bags, agricultural mulch sheets, food trays, and the like. can be formed into
- the method for producing a starch-containing resin composition according to the present embodiment is configured to knead materials containing starch, a biodegradable resin, and a compatibilizer. As a result, it is possible to produce an environmentally friendly starch-containing resin composition that takes a short period of time for biodegradation and has high biomass properties.
- the amount of water added in the manufacturing method described above is configured to be 0.1 to 20 parts by weight with respect to 100 parts by weight of the material.
- the air-dried starch can be kneaded with the biodegradable resin and the compatibilizer to produce (manufacture) the starch-containing resin composition.
- the starch, biodegradable resin, and compatibilizer can be kneaded to produce (manufacture) the resin composition.
- the twin-screw kneading device 100 also includes a dewatering section 50 for dewatering. This makes it possible to remove unnecessary gas-liquid components such as moisture when producing (manufacturing) the starch-containing resin composition.
- the dehydration section 50 is configured to perform dehydration under saturated vapor pressure. Therefore, gas-liquid components such as unnecessary moisture can be removed even if a large amount of moisture is introduced into the device.
- twin-screw kneading device 100 is configured to have a first deaeration section 60 and a second deaeration section 70 as two deaeration sections. Therefore, when the starch and the resin are kneaded using a relatively large amount of water, the starch-containing resin composition is freed from unnecessary moisture and the like by using the first degassing unit 60 and the second degassing unit 70. Gas-liquid components can be removed.
- the twin-screw kneading device 100 has a first housing section 10, an input section 20, and a rotating section 30.
- the first containing portion 10 forms a first containing space S1 capable of containing materials and water.
- the input part 20 is configured to be able to input materials and water in the first housing space S1.
- the rotating part 30 is rotatably arranged in the first accommodation space S1, and a plurality of rotating members 31 to 39, 41 and 42 are arranged side by side along the rotating shafts of the rotating members 31 to 39, 41 and 42.
- the rotating portion 30 has two rotating shafts around which the rotating members 31 to 39, 41, and 42 rotate.
- the rotating members 31 to 39, 41, and 42 have a helical shape, and the rotating member 31 is arranged immediately below the input section 20, and the rotating member 31 is arranged downstream of the rotating shaft from the rotating member 31, and is helically formed from the rotating member 31. and a rotating member 33 having a shallow groove.
- the starch-containing resin composition can be kneaded by sending the starch to the downstream side by the rotating member 31. can be produced (manufactured).
- the rotating members 31 to 39, 41, and 42 are arranged between the rotating member 31 and the rotating member 33.
- the rotating member 32 in which the plate-shaped members are arranged side by side on the rotating shaft and the rotating member 33 downstream of the rotating shaft from the rotating member 33 and a plate-shaped rotating member 34 arranged on the side.
- a dewatering section 50 is connected in the vicinity of the rotating member 33 and the rotating member 34 .
- the dewatering section 50 includes a screw 51 and a second accommodation section 52 .
- the screws 51 are configured to rotate about a rotation axis in a direction parallel to the width direction Y that intersects the rotation axis and form a pair.
- the second accommodation portion 52 has a second accommodation space S2 that accommodates the screw 51, and is connected to the first accommodation portion 10 and has an opening through which moisture generated in the first accommodation space S1 can be discharged.
- the rotating members 31 to 39, 41, and 42 include a rotating member 35 provided downstream of the rotating member 34 in the first housing space S1.
- a first degassing section 60 is connected in the vicinity of the rotating member 35 .
- the first degassing section 60 includes a screw 61 and a third accommodation section 62 .
- the screw 61 is configured to rotate around a rotation axis parallel to the direction intersecting the rotation axis of the rotating members 31 to 39, 41, and 42 and form a pair.
- the third housing portion 62 includes a third housing space S3 for housing the screw 61, is connected to the first housing portion 10, and is connected to a pump or the like capable of discharging the gas generated in the first housing space S1 by suction. .
- the rotating members 31 to 39, 41, and 42 include a rotating member 41 provided downstream of the rotating member 35 in the first accommodation space S1, and a rotating member 42 provided adjacent to the rotating member 41. .
- a second degassing section 70 is connected in the vicinity of the rotating member 41 .
- the second degassing section 70 includes a screw 71 and a fourth accommodation section 72 .
- the screws 71 are configured to rotate about a rotation axis parallel to the direction intersecting the rotation axis of the rotating member 41 and form a pair.
- the fourth accommodation portion 72 has a fourth accommodation space S4 that accommodates the screw 71, is connected to the first accommodation portion 10, and is connected to a pump capable of discharging the gas generated in the first accommodation space S1 by suction.
- Example 1 As a material, A: 47 parts by weight of polybutylene succinate (manufactured by Mitsubishi Chemical Corporation, Fozeus (registered trademark), ZA9005) as a biodegradable resin, B: 3 parts by weight of glycerin fatty acid ester (acetylated monoglyceride; glycerin diacetomonolaurate, manufactured by Riken Vitamin Co., Ltd., Biocizer, listed on the positive list of the Japan Bioplastics Association (JBPA)) as a compatibilizer; C: 56.8 parts by weight of polished rice (manufactured by Niigata Kenbei Co., Ltd., white rice, moisture content 12%) was used as starch.
- JBPA Japan Bioplastics Association
- a starch-containing resin composition sample of Example 1 was prepared by kneading the above materials A to C using a twin-screw kneading device 100 rotating in the same direction.
- the L/D of the rotating member of the twin-screw kneading device 100 was set to 50.
- the rotating members 31 to 39, 41, and 42 described above are used as the rotating members of the rotating portion 30.
- FIG. The ratio (kneading block ratio) of the rotary members 32 and 34 to the total length in the longitudinal direction X of the rotary members 31 to 39, 41 and 42 was set to 25%.
- the above materials A to C were supplied from the input portion 20 to the first accommodation space S1. When the material was solid, it was supplied from the hopper, and when the material was liquid, it was supplied from the hopper using a tube pump. Also, 3 parts by weight of distilled water was supplied from the hopper to the first housing space S1 using a tube pump.
- the number of rotations of the rotating members 31-39, 41, and 42 was set to 280 rpm. Then, the portion corresponding to the charging portion in the first accommodation space S1 was heated to 80°C, the portion corresponding to the resin dissolving portion was heated to 160°C, and the portion corresponding to the kneading portion was heated to 180°C. Also, the connecting portion between the first degassing portion 60 and the second degassing portion 70 in the first housing space S1 was heated to 160°C, the portion corresponding to the compression portion was heated to 170°C, and the discharge portion 80 was heated to 180°C.
- Example 2-8 and Comparative Examples 1-2 Starch-containing resin composition samples of Examples 2 to 8 were prepared in the same manner as in Example 1, except that Material A and Material B were changed to those shown in Table 1.
- Comparative Example 1 was produced in the same manner as in Example 1, except that cellulose (KC Floc (registered commercial product), W-200G, manufactured by Nippon Paper Industries Co., Ltd.) was used as Material C.
- Comparative Example 2 was produced in the same manner as in Example 1, except that lignocellulose (LIGNOCEL (registered trademark), C200, manufactured by Rettenmeyer AG, Germany) was used as material C.
- each material shown in Table 1 is as follows.
- PBS polybutylene succinate (manufactured by Mitsubishi Chemical Corporation, Fozeus (registered trademark), ZA9005)
- PLA Polylactic acid (LX175 manufactured by Total Corbion PLA)
- PBAT polybutylene adipate terephthalate (MINIMA TECHNOLOGY, GP1003)
- Glycerin fatty acid ester acetylated monoglyceride; glycerin diacetomonolaurate, manufactured by Riken Vitamin Co., Ltd., Biocizer, listed on the positive list of the Japan Bioplastics Association (JBPA))
- Glycerol manufactured by Wako Pure Chemical Industries, Ltd., test grade, listed on the positive list of the Japan Bioplastics Association (JBPA)
- Fatty acid ester-based surfactant (Taiyo Kagaku Co., Ltd., Tirabazole, VR-07)
- Polyglycerin fatty acid ester tetraglycerin stearate manufactured by Riken Vitamin
- the MFR is more than 4 g/10 min and 8 g/10 min or less, it can be suitably used for extrusion sheet processing, and when the MFR is 1 g/10 min to 4 g/10 min, it can be suitably used for inflation processing. Table 1 shows the results.
- Flexibility (toughness) Flexibility (toughness) was evaluated by stretching the starch-containing resin composition sent from the cut section 110 into a flat shape by hot pressing at 170° C. and bending the resulting product. Evaluation was performed according to the following criteria. Table 1 shows the results. Also, photographs of the results of Example 1 and Comparative Example 1 are shown in FIG. In Examples 1 to 8 and Comparative Examples 1 and 2, none of them corresponded to the failure (x) in the following evaluation criteria.
- Table 1 shows the evaluation results of the MFR, flexibility (toughness), and degree of starch aggregation of the starch-containing resin composition samples of Examples 1 to 8 and Comparative Examples 1 and 2 described above.
- Example 1 the combination of PBS and glycerin fatty acid ester shown in Example 1 is a particularly good combination, since the MFR is within an appropriate range, the flexibility (toughness) is good, and no aggregation is visible. rice field.
- the combination of PBS and; glycerol, fatty acid ester surfactant or polyglycerin fatty acid ester; shown in Examples 2 to 4 also showed some aggregation, but the MFR was also within an appropriate range and the flexibility was good. The properties (toughness) were also good, suggesting a good combination.
- PBAT glycerin fatty acid ester or a fatty acid ester-based surfactant
- a polyglycerin fatty acid ester without practical problems. guessed.
- the combination of PLA and a fatty acid ester surfactant shown in Example 5 has no practical problem in terms of flexibility (toughness) and starch aggregation, but MFR is preferable. Since it greatly deviates from the range, it is not suitable for extrusion sheet processing or inflation processing, but it is considered that it can be used for injection molding without any practical problems.
- the combination of PLA and glycerin fatty acid ester, glycerol or polyglycerin fatty acid ester may not be a good combination not only from the viewpoint of MFR but also from the viewpoint of evaluation of flexibility (toughness) and starch aggregation. .
- Comparative Example 1 is an example in which cellulose is used instead of the starch in Example 1, but there is a fear that it is not suitable for actual use due to aggregation.
- Comparative Example 2 is an example in which lignocellulose is used instead of starch in Example 1, but there is a fear that it is not suitable for practical use due to aggregation.
- Example 9 As a material, A: 48 parts by weight of polybutylene succinate (manufactured by Mitsubishi Chemical Corporation, Fozeus (registered trademark), ZA9005) as a biodegradable resin, B: 2 parts by weight of acetylated monoglyceride (manufactured by Riken Vitamin Co., Ltd., Biocizer) as a compatibilizer, C: In the same manner as in Example 1, except that 56.8 parts by weight (50% by weight) of polished rice (manufactured by Niigata Kenbei Co., Ltd., white rice, moisture content 12%) was used as starch. A sample of the starch-containing resin composition was prepared.
- polybutylene succinate manufactured by Mitsubishi Chemical Corporation, Fozeus (registered trademark), ZA9005
- B 2 parts by weight of acetylated monoglyceride (manufactured by Riken Vitamin Co., Ltd., Biocizer) as a compatibilizer
- C In the same manner as in Example 1, except that 56.
- Example 10 A starch-containing resin composition sample of Example 10 was prepared in the same manner as in Example 9, except that the amount of polished rice as the starch of Material C was 30% by weight.
- Example 11 A starch-containing resin composition sample of Example 11 was prepared in the same manner as in Example 9, except that the amount of polished rice as the starch of Material C was 10% by weight.
- Examples 9 to 11 which contain starch, exhibited a faster weight loss rate than Comparative Example 3, which does not contain starch, indicating a faster rate of biodegradation. Also, when comparing Examples 9 to 11, the starch-containing resin composition sample with a higher starch content showed a faster weight loss rate than the one with a lower starch content. The results indicated that the higher the starch content of the starch-containing resin composition sample, the faster the rate of biodegradation.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Biological Depolymerization Polymers (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023513395A JP7420431B2 (ja) | 2021-10-28 | 2021-10-28 | デンプン含有樹脂組成物、成形物、及びデンプン含有樹脂組成物の生分解速度の調整方法 |
| PCT/JP2021/039921 WO2023073895A1 (ja) | 2021-10-28 | 2021-10-28 | デンプン含有樹脂組成物、成形物、及びデンプン含有樹脂組成物の生分解速度の調整方法 |
| JP2022171212A JP2023066403A (ja) | 2021-10-28 | 2022-10-26 | 樹脂組成物ペレット |
| JP2023131805A JP2023159236A (ja) | 2021-10-28 | 2023-08-14 | デンプン含有樹脂組成物、成形物、及びデンプン含有樹脂組成物の生分解速度の調整方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/039921 WO2023073895A1 (ja) | 2021-10-28 | 2021-10-28 | デンプン含有樹脂組成物、成形物、及びデンプン含有樹脂組成物の生分解速度の調整方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023073895A1 true WO2023073895A1 (ja) | 2023-05-04 |
Family
ID=86157586
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/039921 Ceased WO2023073895A1 (ja) | 2021-10-28 | 2021-10-28 | デンプン含有樹脂組成物、成形物、及びデンプン含有樹脂組成物の生分解速度の調整方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (3) | JP7420431B2 (https=) |
| WO (1) | WO2023073895A1 (https=) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003073531A (ja) * | 2001-06-18 | 2003-03-12 | Mitsui Chemicals Inc | 生分解性結束材 |
| WO2005087857A1 (ja) * | 2004-03-10 | 2005-09-22 | Agri Future Joetsu Co., Ltd. | 澱粉配合樹脂組成物、その成形品及びその製造方法 |
| JP2009155531A (ja) * | 2007-12-27 | 2009-07-16 | Mitsubishi Chemicals Corp | 樹脂組成物及びその製造方法並びに該樹脂組成物からなるフィルム |
| WO2013073402A1 (ja) * | 2011-11-15 | 2013-05-23 | 昭和電工株式会社 | 生分解性樹脂組成物及び生分解性フィルム |
| JP2013537578A (ja) * | 2010-08-06 | 2013-10-03 | ノバモント・ソシエタ・ペル・アチオニ | 少なくとも1つの植物由来ポリマーを含む多相生分解性組成物 |
| JP2016176044A (ja) * | 2015-03-23 | 2016-10-06 | 三菱樹脂株式会社 | ポリ乳酸系樹脂組成物および成形品 |
| JP2020050855A (ja) * | 2018-09-20 | 2020-04-02 | アイ‐コンポロジー株式会社 | 生分解性樹脂組成物、マスターバッチ及びその成形体 |
| JP2020125470A (ja) * | 2019-01-31 | 2020-08-20 | 西邦エンジニアリング株式会社 | バイオマスプラスチック複合材及びその製造方法 |
| WO2020202813A1 (ja) * | 2019-03-29 | 2020-10-08 | 株式会社カネカ | ポリエステル系樹脂組成物、その製造方法及び成形体 |
-
2021
- 2021-10-28 WO PCT/JP2021/039921 patent/WO2023073895A1/ja not_active Ceased
- 2021-10-28 JP JP2023513395A patent/JP7420431B2/ja active Active
-
2022
- 2022-10-26 JP JP2022171212A patent/JP2023066403A/ja active Pending
-
2023
- 2023-08-14 JP JP2023131805A patent/JP2023159236A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003073531A (ja) * | 2001-06-18 | 2003-03-12 | Mitsui Chemicals Inc | 生分解性結束材 |
| WO2005087857A1 (ja) * | 2004-03-10 | 2005-09-22 | Agri Future Joetsu Co., Ltd. | 澱粉配合樹脂組成物、その成形品及びその製造方法 |
| JP2009155531A (ja) * | 2007-12-27 | 2009-07-16 | Mitsubishi Chemicals Corp | 樹脂組成物及びその製造方法並びに該樹脂組成物からなるフィルム |
| JP2013537578A (ja) * | 2010-08-06 | 2013-10-03 | ノバモント・ソシエタ・ペル・アチオニ | 少なくとも1つの植物由来ポリマーを含む多相生分解性組成物 |
| WO2013073402A1 (ja) * | 2011-11-15 | 2013-05-23 | 昭和電工株式会社 | 生分解性樹脂組成物及び生分解性フィルム |
| JP2016176044A (ja) * | 2015-03-23 | 2016-10-06 | 三菱樹脂株式会社 | ポリ乳酸系樹脂組成物および成形品 |
| JP2020050855A (ja) * | 2018-09-20 | 2020-04-02 | アイ‐コンポロジー株式会社 | 生分解性樹脂組成物、マスターバッチ及びその成形体 |
| JP2020125470A (ja) * | 2019-01-31 | 2020-08-20 | 西邦エンジニアリング株式会社 | バイオマスプラスチック複合材及びその製造方法 |
| WO2020202813A1 (ja) * | 2019-03-29 | 2020-10-08 | 株式会社カネカ | ポリエステル系樹脂組成物、その製造方法及び成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7420431B2 (ja) | 2024-01-23 |
| JPWO2023073895A1 (https=) | 2023-05-04 |
| JP2023159236A (ja) | 2023-10-31 |
| JP2023066403A (ja) | 2023-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103502356B (zh) | 聚乳酸和水溶性聚合物的共混物 | |
| RU2480485C2 (ru) | Смеси полимолочной кислоты и термопластичных полимеров для областей применения при упаковывании | |
| CN103183812B (zh) | 来自生物质资源的聚酯及其制造方法 | |
| Sam et al. | Current application and challenges on packaging industry based on natural polymer blending | |
| KR101000749B1 (ko) | 생분해성 수지 조성물, 그의 제조방법 및 그로부터 제조되는 생분해성 필름 | |
| RU2762161C2 (ru) | Биоразлагаемая полимерная смесь и способ ее получения | |
| WO2007095709A1 (en) | Environmentally degradable polymeric composition and process for obtaining an environmentally degradable polymeric composition | |
| WO2010125490A2 (en) | Algae-blended compositions for thermoplastic articles | |
| US12049729B2 (en) | Compostable seaweed-based compositions, and associated systems and methods | |
| CN102482499B (zh) | 制备生物可降解材料的方法 | |
| JP2022524150A (ja) | 熱可塑性デンプンおよびその製造方法 | |
| US20080036115A1 (en) | Starch Resin Composition, Molded Product Using the Same and Method for Producing the Same | |
| JP2024037690A (ja) | 積層体及び包装材 | |
| CN101775199A (zh) | 高刚性PHAs/PLA共混合金及其制备方法 | |
| Singh et al. | Green and sustainable packaging materials using thermoplastic starch | |
| Ribba et al. | Processing and properties of starch-based thermoplastic matrix for green composites | |
| JP7420431B2 (ja) | デンプン含有樹脂組成物、成形物、及びデンプン含有樹脂組成物の生分解速度の調整方法 | |
| JP2023014217A (ja) | 米含有樹脂組成物の製造方法および二軸混練装置 | |
| Anne | Environmental-friendly biodegradable polymers and composites | |
| JP7653253B2 (ja) | でんぷん含有樹脂組成物 | |
| JP3860163B2 (ja) | 脂肪族ポリエステル樹脂組成物及びフィルム | |
| JP2024094211A (ja) | バイオマスマスターバッチ | |
| CN104559092B (zh) | 一种抗冲击、耐形变的改性聚乳酸材料的制备方法 | |
| AU2010200315A1 (en) | Biodegradable resin composition, method for production thereof and biodegradable film therefrom | |
| CN113462138A (zh) | 一种改性pga可降解材料及其制备方法,以及可降解塑料薄膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023513395 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21961613 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21961613 Country of ref document: EP Kind code of ref document: A1 |