WO2023058735A1 - 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 - Google Patents
金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 Download PDFInfo
- Publication number
- WO2023058735A1 WO2023058735A1 PCT/JP2022/037522 JP2022037522W WO2023058735A1 WO 2023058735 A1 WO2023058735 A1 WO 2023058735A1 JP 2022037522 W JP2022037522 W JP 2022037522W WO 2023058735 A1 WO2023058735 A1 WO 2023058735A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- storage device
- adhesive film
- electricity storage
- layer
- resin layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/567—Terminals characterised by their manufacturing process by fixing means, e.g. screws, rivets or bolts
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/178—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for pouch or flexible bag cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/184—Sealing members characterised by their shape or structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/193—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/197—Sealing members characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/198—Sealing members characterised by the material characterised by physical properties, e.g. adhesiveness or hardness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/30—Arrangements for facilitating escape of gases
- H01M50/342—Non-re-sealable arrangements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present disclosure relates to an adhesive film for metal terminals, a method for manufacturing an adhesive film for metal terminals, a metal terminal with an adhesive film for metal terminals, an electricity storage device, and a method for manufacturing an electricity storage device.
- a base material layer/adhesive layer/barrier layer/heat-fusible resin layer has been sequentially laminated as an exterior material for an electricity storage device that can be easily processed into various shapes and can be made thinner and lighter.
- Laminated sheets have been proposed. When such a laminated film-like exterior material for an electricity storage device is used, the peripheral edge portion of the exterior material for an electricity storage device is pressed while the heat-fusible resin layers located in the innermost layers of the exterior material for an electricity storage device face each other. The electrical storage device element is sealed with the electrical storage device exterior material by heat-sealing.
- a metal terminal protrudes from the heat-sealed portion of the power storage device exterior material, and the power storage device element sealed by the power storage device exterior material is externally connected to the metal terminal electrically connected to the electrode of the power storage device element. is electrically connected to That is, of the heat-sealed portions of the electrical storage device exterior material, the portions where the metal terminals are present are heat-sealed in a state in which the metal terminals are sandwiched between the heat-sealable resin layers. Since the metal terminals and the heat-fusible resin layer are made of different materials, the adhesion between the metal terminals and the heat-fusible resin layer tends to deteriorate.
- an adhesive film is sometimes placed between the metal terminal and the heat-sealable resin layer for the purpose of improving the adhesion between them.
- Examples of such an adhesive film include those described in Patent Document 1.
- the present disclosure provides a metal terminal for a metal terminal interposed between a metal terminal electrically connected to an electrode of an electricity storage device element and an exterior material for an electricity storage device that seals the electricity storage device element.
- Adhesive film for electrical storage device and metal terminal of electrical storage device until electrical storage device reaches high temperature e.g.
- a main object of the present invention is to provide an adhesive film for metal terminals, which can be unsealed at the position of the adhesive film for metal terminals so that gas generated inside the power storage device can be released to the outside.
- Another object of the present disclosure is to provide a method for manufacturing the adhesive film for metal terminals, a metal terminal with the adhesive film for metal terminals, an electric storage device, and a method for manufacturing the electric storage device.
- the metal The adhesive film for terminals is composed of a laminate including at least a resin layer A and a resin layer B.
- the resin layer A has a melting peak temperature of 105° C. or more and 130° C. or less
- the resin layer B By setting the cross-sectional hardness measured at a temperature of 110° C. to 15 N/mm 2 or more, until the temperature of the electricity storage device reaches a high temperature (for example, 100° C.
- the metal terminals of the electricity storage device and the exterior of the electricity storage device
- the position of the adhesive film for metal terminals (specifically, the melting peak temperature is 105 ° C. or higher and 130 ° C. or lower , the position of the resin layer A), and the gas generated inside the electricity storage device can be released to the outside.
- the present disclosure has been completed through further studies based on such findings.
- An adhesive film for a metal terminal interposed between a metal terminal electrically connected to an electrode of an electricity storage device element and an exterior material for an electricity storage device that seals the electricity storage device element is composed of a laminate comprising at least a resin layer A and a resin layer B,
- the resin layer A has a melting peak temperature of 105° C. or higher and 130° C. or lower
- the adhesive film for metal terminals, wherein the resin layer B has a cross-sectional hardness measured at a temperature of 110° C. of 15 N/mm 2 or more.
- an adhesive film for a metal terminal interposed between a metal terminal electrically connected to an electrode of an electricity storage device element and an exterior material for an electricity storage device that seals the electricity storage device element.
- a high temperature for example, 100° C. to 130° C., preferably 110° C. to 130° C., particularly preferably 120° C. to 130° C.
- the metal terminals of the electricity storage device and the exterior material of the electricity storage device are heat-fused.
- the electrical storage device can be opened at the position of the adhesive film for metal terminals and the gas generated inside the electrical storage device can be released to the outside.
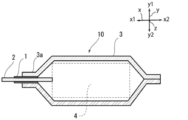
- FIG. 1 is a schematic plan view of an electricity storage device of the present disclosure
- FIG. 2 is a schematic cross-sectional view taken along line A-A' in FIG. 1
- FIG. FIG. 2 is a schematic cross-sectional view taken along line B-B' in FIG. 1
- 1 is a schematic cross-sectional view of an adhesive film for metal terminals of the present disclosure
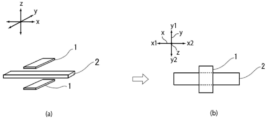
- FIG. FIG. 2 is a schematic diagram for explaining the method of the opening test in Examples.
- 1 is a schematic cross-sectional view of an exterior material for an electricity storage device of the present disclosure
- the adhesive film for metal terminals of the present disclosure is for metal terminals interposed between a metal terminal electrically connected to an electrode of an electricity storage device element and an exterior material for an electricity storage device that seals the electricity storage device element.
- the adhesive film for metal terminals is composed of a laminate comprising at least a resin layer A and a resin layer B, and the resin layer A has a melting peak temperature of 105° C. or higher and 130° C. or lower. and the resin layer B has a cross-sectional hardness of 15 N/mm 2 or more measured in an environment at a temperature of 110°C.
- the adhesive film for a metal terminal of the present disclosure has such characteristics, it can be ), the metal terminal of the electricity storage device and the heat-sealable resin layer of the exterior material for the electricity storage device are in close contact, and the electricity storage device reaches the high temperature (for example, 100 ° C. to 130 ° C., preferably 110 ° C. to 130 ° C., Especially preferably, when the temperature reaches 120° C. to 130° C., the electricity storage device can be unsealed at the position of the adhesive film for metal terminals, and the gas generated inside the electricity storage device can be released to the outside.
- the high temperature for example, 100 ° C. to 130 ° C., preferably 110 ° C. to 130 ° C., Especially preferably, when the temperature reaches 120° C. to 130° C., the electricity storage device can be unsealed at the position of the adhesive film for metal terminals, and the gas generated inside the electricity storage device can be released to the outside.
- the electricity storage device of the present disclosure includes at least an electricity storage device element including a positive electrode, a negative electrode, and an electrolyte, an electricity storage device exterior material that seals the electricity storage device element, and electrically connected to each of the positive electrode and the negative electrode. and a metal terminal protruding to the outside of the power storage device exterior material, wherein the adhesive film for metal terminal of the present disclosure is interposed between the metal terminal and the power storage device exterior material. It is characterized by
- the present disclosure includes at least an electricity storage device element including a positive electrode, a negative electrode, and an electrolyte;
- An electricity storage device comprising a metal terminal protruding to the outside of a device exterior material, wherein an adhesive film for metal terminals is interposed between the metal terminal and the exterior material for the electricity storage device.
- the film is composed of a laminate including at least a resin layer A and a resin layer B, and in an environment at a temperature of 100° C. or higher and 130° C. or lower, the electric storage device is formed by laminating the resin layer A of the adhesive film for metal terminals.
- an electricity storage device that is opened from the position where it is (that is, in any temperature environment in the temperature range of 100 ° C. or higher and 130 ° C. or lower, the power storage device is opened from the position of the resin layer A of the adhesive film for metal terminals). do.
- the numerical range indicated by “-” means “more than” and “less than”.
- the notation of 2 to 15 mm means 2 mm or more and 15 mm or less.
- Adhesive Film for Metal Terminal The adhesive film for metal terminal of the present disclosure is interposed between the metal terminal electrically connected to the electrode of the electricity storage device element and the exterior material for the electricity storage device that seals the electricity storage device element. It is what is done. Specifically, for example, as shown in FIGS. 1 to 3 , the adhesive film 1 for metal terminals of the present disclosure includes metal terminals 2 electrically connected to electrodes of an electricity storage device element 4 and an electricity storage device. It is interposed between the electrical storage device exterior material 3 that seals the element 4 .
- the metal terminal 2 protrudes to the outside of the power storage device exterior material 3 , and the heat-sealed power storage device exterior material 3 has a peripheral edge portion 3 a of the power storage device adhesive film 1 interposed therebetween. It is sandwiched between exterior materials 3 .
- the step of temporarily bonding the adhesive film for metal terminals to the metal terminals is, for example, a temperature of about 140 to 160° C., a pressure of about 0.01 to 1.0 MPa, a time of about 3 to 15 seconds, and a number of times of 3.
- the bonding process is performed under the conditions of about 6 times, for example, the temperature is about 160 to 240 ° C., the pressure is about 0.01 to 1.0 MPa, the time is about 3 to 15 seconds, and the number of times is about 1 to 3 times. done.
- the heating temperature is usually in the range of about 180 to 210 ° C.
- the pressure is usually in the range of 1.0 to 2.0. It is performed under the conditions of about 0 MPa, about 3 to 5 seconds, and about once.
- the adhesive film 1 for metal terminals of the present disclosure is provided to enhance the adhesion between the metal terminals 2 and the exterior material 3 for power storage devices. By increasing the adhesion between the metal terminal 2 and the electrical storage device exterior material 3 , the sealing performance of the electrical storage device element 4 is improved. As described above, when heat-sealing the electricity storage device element 4, the metal terminals 2 electrically connected to the electrodes of the electricity storage device element 4 protrude outside the exterior material 3 for the electricity storage device. The device is sealed. At this time, the metal terminal 2 made of metal and the heat-fusible resin layer 35 (layer formed of a heat-fusible resin such as polyolefin) located in the innermost layer of the power storage device exterior material 3 are different. Since it is made of a material, if such an adhesive film is not used, the sealing performance of the electricity storage device element at the interface between the metal terminal 2 and the heat-sealable resin layer 35 tends to be low.
- the adhesive film 1 for metal terminals of the present disclosure is composed of a laminate including at least a resin layer A and a resin layer B.
- the resin layer A is preferably the outermost layer of at least one side of the adhesive film 1 for metal terminals.
- the resin layer B is preferably not the outermost layer of the adhesive film 1 for metal terminals.
- the adhesive film 1 for metal terminals of the present disclosure has a lamination structure of two or more layers including at least the resin layer A and the resin layer B, and preferably has a lamination structure of three or more layers.
- the resin layer A is a layer made of resin.
- the resin constituting the resin layer A include polyolefin resins, epoxy resins, acrylic resins, phenol resins, polycarbonates, and mixtures and copolymers thereof. Among these, polyolefin resins are particularly preferred.
- the resin layer B is a layer made of resin.
- resins constituting the resin layer B include polyolefin resins, polyamide resins, polyester resins, epoxy resins, acrylic resins, fluororesins, silicone resins, phenolic resins, polyetherimides, polyimides, polycarbonates, and mixtures thereof. and copolymers, and among these, polyolefin resins are particularly preferred.
- the thickness of the resin layer A is preferably about 10 ⁇ m or more, more preferably about 15 ⁇ m or more, still more preferably about 20 ⁇ m or more, and preferably about 60 ⁇ m. 55 ⁇ m or less, more preferably 50 ⁇ m or less, and even more preferably 40 ⁇ m or less.
- Preferred ranges for the thickness of the resin layer A are, respectively, about 10 to 60 ⁇ m, about 10 to 55 ⁇ m, about 10 to 50 ⁇ m, about 10 to 40 ⁇ m, about 15 to 60 ⁇ m, about 15 to 55 ⁇ m, about 15 to 50 ⁇ m, and 15 ⁇ m. about 40 ⁇ m, about 20 to 60 ⁇ m, about 20 to 55 ⁇ m, about 20 to 50 ⁇ m, and about 20 to 40 ⁇ m.
- the thickness of the resin layer B is preferably 120 ⁇ m or less, more preferably 110 ⁇ m or less, even more preferably about 100 ⁇ m or less, and even more preferably about 90 ⁇ m or less.
- the thickness of the resin layer A is preferably about 20 ⁇ m or more, more preferably about 30 ⁇ m or more, and even more preferably about 40 ⁇ m or more.
- Preferred ranges for the thickness of the resin layer B are about 20 to 120 ⁇ m, about 20 to 110 ⁇ m, about 20 to 100 ⁇ m, about 20 to 90 ⁇ m, about 30 to 120 ⁇ m, about 30 to 110 ⁇ m, about 30 to 100 ⁇ m, and 30 to 90 ⁇ m. about 40 to 120 ⁇ m, about 40 to 110 ⁇ m, about 40 to 100 ⁇ m, and about 40 to 90 ⁇ m.
- the adhesive film 1 for metal terminals of the present disclosure has a configuration in which at least a first polyolefin layer 12a, a substrate 11, and a second polyolefin layer 12b are laminated in this order. be able to.
- the resin layer A it is preferable that at least one of the first polyolefin layer 12a and the second polyolefin layer 12b is the resin layer A.
- the resin layer B it is preferable to use the substrate 11 .
- a first polyolefin layer 12a is arranged on the metal terminal 2 side.
- the second polyolefin layer 12b is arranged on the power storage device exterior material 3 side.
- the first polyolefin layer 12a and the second polyolefin layer 12b are located on the surfaces of both sides, respectively.
- the adhesive film 1 for metal terminals of the present disclosure at least one of the first polyolefin layer 12a and the second polyolefin layer 12b is the resin layer A, and the substrate 11 is the resin layer B.
- the adhesive film 1 for metal terminals of the present disclosure will be described in detail.
- the first polyolefin layer 12a and the base material 11 are in contact with each other, and that the second polyolefin layer 12b and the base material 11 are in contact with each other. .
- the first polyolefin layer 12a and the second polyolefin layer 12b are layers each containing a polyolefin resin.
- polyolefin-based resins include polyolefins and acid-modified polyolefins.
- the first polyolefin layer 12a preferably contains acid-modified polyolefin, and is more preferably a layer formed of acid-modified polyolefin.
- the second polyolefin layer 12b preferably contains polyolefin or acid-modified polyolefin, more preferably contains polyolefin, and further preferably is a layer formed of polyolefin.
- the base material 11 preferably contains a polyolefin resin (that is, has a polyolefin skeleton), preferably contains polyolefin, and more preferably is a layer formed of polyolefin.
- the polyolefin resin is preferably polypropylene resin.
- the polyolefin is preferably polypropylene
- the acid-modified polyolefin is preferably acid-modified polypropylene.
- Polyolefin-based resins such as polyolefins and acid-modified polyolefins may contain known additives, fillers, pigments, etc., which will be described later.
- a first polyolefin layer formed of acid-modified polypropylene/a base material formed of polypropylene/a second polyolefin formed of acid-modified polypropylene A three-layer structure in which layers are laminated in this order; a three-layer structure in which a first polyolefin layer formed of acid-modified polypropylene/a base material formed of polypropylene/a second polyolefin layer formed of polypropylene are laminated in this order, etc.
- the latter three-layer structure is particularly preferable from the viewpoint of adhesion between the heat-fusible resin layer 35 of the electrical storage device exterior material 3 and the second polyolefin layer 12b.
- the adhesive film 1 for metal terminals of the present disclosure is arranged between the metal terminals 2 of the power storage device 10 and the power storage device exterior material 3, the surfaces of the metal terminals 2 made of metal and the power storage device
- the heat-fusible resin layer 35 (a layer formed of a heat-fusible resin such as polyolefin) of the exterior material 3 is adhered via the adhesive film 1 for metal terminals.
- the first polyolefin layer 12a of the adhesive film 1 for metal terminals is arranged on the metal terminal 2 side
- the second polyolefin layer 12b is arranged on the power storage device exterior material 3 side
- the first polyolefin layer 12a adheres to the metal terminal 2.
- the second polyolefin layer 12b is brought into close contact with the heat-fusible resin layer 35 of the exterior material 3 for an electric storage device.
- the cross-sectional hardness of the substrate 11 measured at a temperature of 110° C. is 15 N/mm 2 or more, and at least one of the first polyolefin layer 12a and the second polyolefin layer 12b is , the melting peak temperature is 105° C. or higher and 130° C. or lower.
- the adhesive film for a metal terminal of the present disclosure adheres the metal terminal of the electricity storage device and the heat-sealable resin layer of the exterior material for the electricity storage device, and the electricity storage device is heated to a high temperature (for example, 100°C to 130°C, preferably 110°C). from 130 ° C., particularly preferably from 120 ° C.
- the power storage device is unsealed at the position of the adhesive film for metal terminals, and the gas generated inside the power storage device is released to the outside.
- the power storage device can be opened from the layer.
- the cross-sectional hardness of the base material 11 at 110° C. is less than 15 N/mm 2
- the melting peak temperature of at least one of the first polyolefin layer 12a and the second polyolefin layer 12b is 105° C. or higher and 130° C. or lower.
- the reason for this is that the heat resistance of the sealed portion increases as a result of the mixture of the two, making it difficult to open the package.
- a polyolefin resin is used as the resin constituting the base material 11
- homopolypropylene and block polypropylene are preferable.
- polyester resins polyethylene terephthalate and polyethylene naphthalate are preferred, and engineering plastics are also preferred.
- the molecular weight, crystallinity, and density of the resin are large.
- ⁇ Measurement of cross-sectional hardness of resin layer B> Martens hardness is employed as the cross-sectional hardness of the resin layer B (for example, the substrate).
- An adhesive film for metal terminals is cut into a size of 1.5 cm ⁇ 5 mm, embedded in a heat-resistant thermosetting epoxy resin, and polished together with the epoxy resin to expose a cross-section, which is used as a measurement sample.
- a heating stage is set on an ultra-micro hardness tester (for example, HM2000 manufactured by Fisher Instruments) equipped with a Vickers indenter, and the cross-sectional sample is set on the stage for 5 minutes until the sample reaches 110 ° C. heat for a minute.
- an indenter is pressed into the center of the resin layer B (substrate), which is the layer to be measured of the measurement sample, to a depth of 1 ⁇ m at an indentation speed of 0.1 ⁇ m/s, and the cross-sectional hardness of the resin layer B is measured.
- the measured value is measured 10 times and the average value is adopted.
- the melting peak temperature is measured in accordance with JIS K7121:2012 (Method for measuring transition temperature of plastics (JIS K7121:1987 Supplement 1)). The measurement is performed using a differential scanning calorimeter (DSC, eg Differential Scanning Calorimeter Q200 manufactured by TA Instruments). After holding the measurement sample at ⁇ 50° C. for 15 minutes, the temperature was raised from ⁇ 50° C. to 210° C. at a heating rate of 10° C./min, and the first melting peak temperature P (° C.) was measured. Hold at 210° C. for 10 minutes. Next, the temperature is lowered from 210° C. to ⁇ 50° C.
- DSC differential scanning calorimeter
- the temperature is raised from ⁇ 50° C. to 210° C. at a heating rate of 10° C./min, and the second melting peak temperature Q (° C.) is measured.
- the flow rate of nitrogen gas is 50 ml/min.
- the cross-sectional hardness of the resin layer B in an environment at a temperature of 110° C. is preferably about 20 N/mm 2 or more, more preferably about 25 N/mm 2 or more, and even more preferably about 30 N. / mm 2 or more. From the same point of view, the cross-sectional hardness is preferably about 60 N/mm 2 or less, more preferably about 50 N/mm 2 or less, even more preferably about 45 N/mm 2 or less.
- Preferred ranges for the cross-sectional hardness are about 15 to 60 N/mm 2 , about 15 to 50 N/mm 2 , about 15 to 45 N/mm 2 , about 20 to 60 N/mm 2 , about 20 to 50 N/mm 2 , 20 ⁇ 45N/ mm2 , 25-60N/ mm2 , 25-50N/ mm2 , 25-45N/ mm2 , 30-60N/ mm2 , 30-50N/ mm2 , 30-45N / mm 2 or so. Even when the base material 11 is the resin layer B, the cross-sectional hardness of the base material 11 is the same.
- the melting peak temperature of the resin layer B is, for example, about 135° C. or higher, preferably about 150° C. or higher, more preferably about 155° C. or higher, further preferably about 160° C. or higher. More preferably, it is about 163° C. or higher. From the same point of view, the melting peak temperature of the substrate 11 is preferably about 180° C. or lower, more preferably about 175° C. or lower, and even more preferably about 170° C. or lower.
- Preferred ranges of the melting peak temperature are about 135 to 180°C, about 135 to 175°C, about 135 to 170°C, about 150 to 180°C, about 150 to 175°C, about 150 to 170°C, and 155 to 180°C. about 155 to 175°C, about 155 to 170°C, about 160 to 180°C, about 160 to 175°C, about 160 to 170°C, about 163 to 180°C, about 163 to 175°C, about 163 to 170°C mentioned. Even when the substrate 11 is the resin layer B, the melting peak temperature of the substrate 11 is the same.
- the melting peak temperature of the resin layer A is preferably 110°C or higher, more preferably about 115°C or higher, and even more preferably about 120°C or higher.
- the melting peak temperature is about 130° C. or lower, preferably about 128° C. or lower, more preferably about 125° C. or lower.
- Preferred ranges of the melting peak temperature are about 105 to 130°C, about 105 to 128°C, about 105 to 125°C, about 110 to 130°C, about 110 to 128°C, about 110 to 125°C, and 115 to 130°C.
- the first polyolefin layer 12a arranged on the metal terminal 2 side is the resin layer A
- the first polyolefin layer 12a has a melting peak temperature of 105° C. or more and 130° C. or less.
- the second polyolefin layer 12b arranged on the power storage device exterior material 3 side is the resin layer A
- the second polyolefin layer 12b has a melting peak temperature of 105°C or higher and 130°C or lower.
- the peak melting temperature of the second polyolefin layer 12b is preferably 130°C or higher.
- the melting peak temperature of the first polyolefin layer 12a arranged on the metal terminal 2 side is 105° C. or more and 130° C. or less, and the second polyolefin layer 12b arranged on the power storage device exterior material 3 side melts.
- the electrical storage device can be heated to a high temperature (for example, 100° C. to 130° C., preferably 110° C. to 130 ° C., particularly preferably from 120 ° C.
- the metal terminal of the power storage device and the heat-fusible resin layer of the exterior material for the power storage device are in close contact, and the power storage device is at the high temperature (for example, from 100 ° C. 130° C., preferably 110° C. to 130° C., particularly preferably 120° C. to 130° C.), the electricity storage device is unsealed at the position of the adhesive film for metal terminals, and the gas generated inside the electricity storage device is released. Can be released to the outside.
- the peak melting temperature of the second polyolefin layer 12b is preferably 130-150.degree.
- the total thickness of the adhesive film 1 for metal terminals is, for example, about 60 ⁇ m or more, preferably about 70 ⁇ m or more, and more preferably about 80 ⁇ m or more.
- the total thickness of the adhesive film 1 for metal terminals of the present disclosure is preferably about 150 ⁇ m or less, more preferably about 120 ⁇ m or less, even more preferably about 100 ⁇ m or less.
- Preferred ranges for the total thickness of the adhesive film 1 for metal terminals of the present disclosure are about 60 to 150 ⁇ m, about 60 to 130 ⁇ m, about 60 to 100 ⁇ m, about 70 to 150 ⁇ m, about 70 to 130 ⁇ m, about 70 to 100 ⁇ m, and 80 ⁇ m. up to about 150 ⁇ m, about 80 to 130 ⁇ m, and about 80 to 100 ⁇ m.
- the adhesive film 1 for metal terminals of the present disclosure preferably has fine unevenness on at least one surface of the outermost layer.
- the adhesion of the power storage device exterior material 3 to the heat-fusible resin layer 35 or the metal terminal 2 can be further improved.
- a method for forming fine unevenness on the surface of the outermost layer of the adhesive film 1 for metal terminals there is a method of adding an additive such as fine particles to the outermost layer, and a method of contacting a cooling roll having unevenness on the surface. method of molding, and the like.
- the ten-point average roughness of the surface of the outermost layer is preferably about 0.1 ⁇ m or more, more preferably about 0.2 ⁇ m or more, and is preferably about 35 ⁇ m or less, more preferably about 35 ⁇ m or less. is about 10 ⁇ m or less, and preferable ranges include about 0.1 to 35 ⁇ m, about 0.1 to 10 ⁇ m, about 0.2 to 35 ⁇ m, about 0.2 to 35 ⁇ m, and about 0.2 to 10 ⁇ m.
- the ten-point average roughness is a value measured in accordance with JIS B0601:1994, using a laser microscope VK-9710 manufactured by Keyence under the measurement conditions of a 50-fold objective lens and no cutoff.
- first polyolefin layer 12a the second polyolefin layer 12b, and the base material 11 are described in detail below.
- the adhesive film 1 for metal terminals of the present disclosure includes a first polyolefin layer 12a on one side of a substrate 11 and a second polyolefin layer 12b on the other side.
- a first polyolefin layer 12a is arranged on the metal terminal 2 side.
- the second polyolefin layer 12b is arranged on the power storage device exterior material 3 side.
- the first polyolefin layer 12a and the second polyolefin layer 12b are located on the surfaces of both sides, respectively.
- the melting peak temperature of at least one of the first polyolefin layer 12a and the second polyolefin layer 12b is 105°C or higher and 130°C or lower.
- the adhesive film 1 for metal terminals of the present disclosure adheres the metal terminals 2 of the electricity storage device and the heat-fusible resin layer 35 of the exterior material 3 for the electricity storage device, and the electricity storage device is heated to a high temperature (for example, 100°C to 130°C, 110 to 130 ° C., further from 120 ° C. to 130 ° C.), the power storage device is unsealed at the position of the adhesive film for metal terminals, and the gas generated inside the power storage device is released to the outside.
- a high temperature for example, 100°C to 130°C, 110 to 130 ° C., further from 120 ° C. to 130 ° C.
- the first polyolefin layer 12a and the second polyolefin layer 12b has a melting peak temperature of 105° C. or higher and 130° C. or lower
- the first polyolefin layer 12a or the second polyolefin layer 12a having a melting peak temperature of 105° C. or higher and 130° C. or lower 2
- the power storage device can be unsealed from the polyolefin layer 12b.
- the melting temperature of polyolefin can be adjusted by copolymerizing propylene and ethylene. Normally, the melting peak temperature can be lowered to about 130° C. by randomly copolymerizing 5% by mass or less of ethylene with respect to propylene. Further, by using the method described in JP-A-2016-524002, polypropylene having a melting point of about 100° C. can be prepared.
- the first polyolefin layer 12a and the second polyolefin layer 12b are layers each containing a polyolefin resin.
- polyolefin-based resins include polyolefins and acid-modified polyolefins.
- the first polyolefin layer 12a preferably contains acid-modified polyolefin, and is more preferably a layer formed of acid-modified polyolefin.
- the second polyolefin layer 12b preferably contains polyolefin or acid-modified polyolefin, more preferably contains polyolefin, and is further preferably a layer formed of polyolefin or acid-modified polyolefin.
- Acid-modified polyolefins have a high affinity for metals.
- polyolefin and acid-modified polyolefin each have a high affinity with heat-sealable resins such as polyolefin.
- the first polyolefin layer 12a formed of acid-modified polyolefin is arranged on the side of the metal terminals 2, whereby the adhesive film 1 for metal terminals and the metal terminals 2 In the interface of, much more excellent adhesion can be exhibited.
- the second polyolefin layer 12b formed of polyolefin or acid-modified polyolefin is arranged on the heat-fusible resin layer 35 side of the exterior material 3 for an electric storage device, the adhesive film 1 for metal terminals and the heat-fusibility are improved. Further excellent adhesion can be exhibited at the interface with the resin layer 35 .
- a specific example of a preferable laminate structure of the adhesive film 1 for metal terminals of the present disclosure is formed of the first polyolefin layer formed of acid-modified polypropylene/base material formed of polypropylene/acid-modified polypropylene.
- a three-layer structure in which a second polyolefin layer is laminated in this order; a first polyolefin layer formed of acid-modified polypropylene / a base material formed of polypropylene / a second polyolefin layer formed of polypropylene are laminated in this order.
- the latter three-layer structure is particularly preferable from the viewpoint of adhesion between the heat-fusible resin layer 35 of the electrical storage device exterior material 3 and the second polyolefin layer 12b.
- the acid-modified polyolefin is not particularly limited as long as it is an acid-modified polyolefin, but preferably includes a polyolefin graft-modified with an unsaturated carboxylic acid or its anhydride.
- acid-modified polyolefin examples include polyethylene such as low density polyethylene, medium density polyethylene, high density polyethylene, and linear low density polyethylene; homopolypropylene, block copolymers of polypropylene (e.g., block copolymers of propylene and ethylene ), crystalline or amorphous polypropylene such as random copolymers of polypropylene (eg, random copolymers of propylene and ethylene); terpolymers of ethylene-butene-propylene; Among these polyolefins, polyethylene and polypropylene are preferred, and polypropylene is particularly preferred.
- polyethylene such as low density polyethylene, medium density polyethylene, high density polyethylene, and linear low density polyethylene
- homopolypropylene block copolymers of polypropylene (e.g., block copolymers of propylene and ethylene ), crystalline or amorphous polypropylene such as random copolymers of polypropylene (eg, random cop
- the acid-modified polyolefin may be a cyclic polyolefin.
- the carboxylic acid-modified cyclic polyolefin is obtained by copolymerizing a part of the monomers constituting the cyclic polyolefin with ⁇ , ⁇ -unsaturated carboxylic acid or its anhydride, or by copolymerizing the cyclic polyolefin with ⁇ , It is a polymer obtained by block polymerization or graft polymerization of ⁇ -unsaturated carboxylic acid or its anhydride.
- Cyclic polyolefins to be acid-modified are copolymers of olefins and cyclic monomers, and examples of olefins that are constituent monomers of the cyclic polyolefins include ethylene, propylene, 4-methyl-1-pentene, butadiene, isoprene, and the like. is mentioned.
- Examples of cyclic monomers constituting the cyclic polyolefin include cyclic alkenes such as norbornene; specific examples thereof include cyclic dienes such as cyclopentadiene, dicyclopentadiene, cyclohexadiene and norbornadiene.
- cyclic alkenes are preferred, and norbornene is more preferred.
- Constituent monomers also include styrene.
- Carboxylic acids or anhydrides thereof used for acid modification include, for example, maleic acid, acrylic acid, itaconic acid, crotonic acid, maleic anhydride, and itaconic anhydride.
- a peak derived from maleic anhydride is detected.
- maleic anhydride-modified polyolefin is measured by infrared spectroscopy, peaks derived from maleic anhydride are detected near wavenumbers of 1760 cm ⁇ 1 and 1780 cm ⁇ 1 .
- the first polyolefin layer 12a or the second polyolefin layer 12b is a layer composed of maleic anhydride-modified polyolefin
- a peak derived from maleic anhydride is detected when measured by infrared spectroscopy.
- the degree of acid denaturation is low, the peak may be too small to be detected. In that case, it can be analyzed by nuclear magnetic resonance spectroscopy.
- Each of the first polyolefin layer 12a and the second polyolefin layer 12b may be formed of one type of resin component alone, or may be formed of a blend polymer in which two or more types of resin components are combined. Further, each of the first polyolefin layer 12a and the second polyolefin layer 12b may be formed of only one layer, or may be formed of two or more layers of the same or different resin components. From the viewpoint of the film formability of the first polyolefin layer 12a and the second polyolefin layer 12b, it is preferable to form each of these layers from a blend polymer in which two or more resin components are combined.
- the first polyolefin layer 12a contains acid-modified polypropylene as a main component (50% by mass or more), and 50% by mass or less of another resin (from the viewpoint of improving flexibility, preferably polyethylene) is preferred.
- the second polyolefin layer 12b may contain polypropylene as the main component (50% by mass or more), and 50% by mass or less of another resin (preferably polyethylene from the viewpoint of improving flexibility). preferable.
- the first polyolefin layer 12a preferably contains acid-modified polypropylene alone as a resin
- the second polyolefin layer 12b is It is preferable to include acid-modified polypropylene or polypropylene alone as the resin.
- first polyolefin layer 12a and the second polyolefin layer 12b may each contain a filler if necessary.
- the filler functions as a spacer. It becomes possible to effectively suppress a short circuit.
- the particle size of the filler is about 0.1 to 35 ⁇ m, preferably about 5.0 to 30 ⁇ m, more preferably about 10 to 25 ⁇ m.
- the content of the filler is about 5 to 30 parts by mass, more preferably 10 to 20 parts by mass, with respect to 100 parts by mass of the resin component forming the first polyolefin layer 12a and the second polyolefin layer 12b. degree.
- inorganic fillers include carbon (carbon, graphite), silica, aluminum oxide, barium titanate, iron oxide, silicon carbide, zirconium oxide, zirconium silicate, magnesium oxide, titanium oxide, calcium aluminate, and calcium hydroxide. , aluminum hydroxide, magnesium hydroxide, calcium carbonate, and the like.
- organic fillers include fluorine resins, phenolic resins, urea resins, epoxy resins, acrylic resins, benzoguanamine-formaldehyde condensates, melamine-formaldehyde condensates, polymethyl methacrylate crosslinked products, polyethylene crosslinked products, and the like. mentioned.
- Aluminum oxide, silica, fluororesin, acrylic resin, and benzoguanamine-formaldehyde condensate are preferable from the viewpoint of shape stability, rigidity, and content resistance, and spherical aluminum oxide and silica are more preferable among these.
- a method for mixing the filler into the resin components forming the first polyolefin layer 12a and the second polyolefin layer 12b the two are melt-blended in advance using a Banbury mixer or the like to form a masterbatch, and the mixture is adjusted to a predetermined mixing ratio.
- a direct mixing method with the resin component, or the like can be adopted.
- the first polyolefin layer 12a and the second polyolefin layer 12b may each contain a pigment as necessary.
- Various inorganic pigments can be used as the pigment.
- carbon (carbon, graphite) exemplified in the above filler can be preferably exemplified.
- Carbon (carbon, graphite) is a material that is generally used inside electric storage devices, and there is no risk of elution into the electrolytic solution.
- a sufficient coloring effect can be obtained with a large coloring effect and an addition amount that does not impede adhesion, and the apparent melt viscosity of the added resin can be increased without being melted by heat.
- the amount of pigment added is, for example, when carbon black having a particle size of about 0.03 ⁇ m is used, the first polyolefin layer 12a and the second polyolefin layer 0.05 to 0.3 parts by mass, preferably 0.1 to 0.2 parts by mass, for 100 parts by mass of the resin component forming the layer 12b.
- the filler and the pigment may be added to the same first polyolefin layer 12a and the second polyolefin layer 12b. From the viewpoint of not impairing the thermal fusion bondability of the adhesive film 1 for metal terminals, it is preferable to add the filler and the pigment separately to the first polyolefin layer 12a and the second polyolefin layer 12b.
- the thickness of each of the first polyolefin layer 12a and the second polyolefin layer 12b is preferably about 10 ⁇ m or more, more preferably about 15 ⁇ m or more, and still more preferably about 20 ⁇ m or more. It is preferably about 60 ⁇ m or less, more preferably about 55 ⁇ m or less, still more preferably 50 ⁇ m or less, and still more preferably 40 ⁇ m or less.
- Preferred ranges for the thickness of the first polyolefin layer 12a and the second polyolefin layer 12b are about 10 to 60 ⁇ m, about 10 to 55 ⁇ m, about 10 to 50 ⁇ m, about 10 to 40 ⁇ m, about 15 to 60 ⁇ m, and 15 to 55 ⁇ m. about 15 to 50 ⁇ m, about 15 to 40 ⁇ m, about 20 to 60 ⁇ m, about 20 to 55 ⁇ m, about 20 to 50 ⁇ m, and about 20 to 40 ⁇ m.
- the ratio of the thickness of the substrate 11 to the total thickness of the first polyolefin layer 12a and the second polyolefin layer 12b is preferably about 0.3 or more, more preferably about 0.4 or more, Also, it is preferably about 1.0 or less, more preferably about 0.8 or less. Examples include about 0 and about 0.4 to 0.8.
- the ratio of the total thickness of the first polyolefin layer 12a and the second polyolefin layer 12b is preferably about 30 to 80%, more preferably 50%. ⁇ 70%.
- the substrate 11 is a layer that functions as a support for the adhesive film 1 for metal terminals.
- the base material 11 has the cross-sectional hardness described above.
- the material forming the base material 11 is not particularly limited.
- materials that form the base material 11 include polyolefin resins, polyamide resins, polyester resins, epoxy resins, acrylic resins, fluororesins, silicon resins, phenolic resins, polyetherimides, polyimides, polycarbonates, and mixtures thereof. and copolymers, and among these, polyolefin resins are particularly preferred.
- the material forming the base material 11 is preferably a resin containing a polyolefin skeleton such as polyolefin or acid-modified polyolefin.
- the fact that the resin forming the base material 11 contains a polyolefin skeleton can be analyzed by, for example, infrared spectroscopy, gas chromatography mass spectrometry, or the like.
- the base material 11 preferably contains polyolefin resin, more preferably contains polyolefin, and more preferably a layer formed of polyolefin.
- the layer formed of polyolefin may be a stretched polyolefin film or an unstretched polyolefin film, but is preferably an unstretched polyolefin film.
- polyolefins include polyethylenes such as low-density polyethylene, medium-density polyethylene, high-density polyethylene, and linear low-density polyethylene; crystalline or amorphous polypropylene such as random copolymers (eg, random copolymers of propylene and ethylene); terpolymers of ethylene-butene-propylene; Among these polyolefins, polyethylene and polypropylene are preferred, and polypropylene is more preferred.
- the base material 11 preferably contains homopolypropylene, more preferably is formed of homopolypropylene, and is further preferably an unstretched homopolypropylene film, because of its excellent electrolyte resistance.
- polyamides include aliphatic polyamides such as nylon 6, nylon 66, nylon 610, nylon 12, nylon 46, and copolymers of nylon 6 and nylon 66; derived from terephthalic acid and/or isophthalic acid Hexamethylenediamine-isophthalic acid-terephthalic acid copolymer polyamide such as nylon 6I, nylon 6T, nylon 6IT, nylon 6I6T (I represents isophthalic acid, T represents terephthalic acid), polymetaxylylene adipamide Polyamides containing aromatics such as (MXD6); Alicyclic polyamides such as polyaminomethylcyclohexyladipamide (PACM6); Polyamides obtained by copolymerizing lactam components and isocyanate components such as 4,4'-diphenylmethane-diisocyanate , polyesteramide copolymers and polyetheresteramide copolymers, which are copolymers of copolymerized polyamide and polyester or polyalkylene
- polyesters include polyethylene terephthalate, polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate, copolymer polyester mainly composed of repeating units of ethylene terephthalate, and butylene terephthalate mainly composed of repeating units. and copolymerized polyester.
- copolymer polyester having ethylene terephthalate as the main repeating unit specifically, a copolymer polyester polymerized with ethylene isophthalate having ethylene terephthalate as the main repeating unit (hereinafter referred to as polyethylene (terephthalate/isophthalate) ), polyethylene (terephthalate/isophthalate), polyethylene (terephthalate/adipate), polyethylene (terephthalate/sodium sulfoisophthalate), polyethylene (terephthalate/sodium isophthalate), polyethylene (terephthalate/phenyl-dicarboxylate) , polyethylene (terephthalate/decanedicarboxylate), and the like.
- polyethylene (terephthalate/isophthalate) polyethylene (terephthalate/isophthalate)
- polyethylene (terephthalate/isophthalate) polyethylene (terephthalate/isophthalate)
- polyethylene (terephthalate/adipate) polyethylene (terephthal
- copolymer polyester having butylene terephthalate as the main repeating unit specifically, a copolymer polyester polymerized with butylene isophthalate having butylene terephthalate as the main repeating unit (hereinafter referred to as polybutylene (terephthalate/isophthalate) ), polybutylene (terephthalate/adipate), polybutylene (terephthalate/sebacate), polybutylene (terephthalate/decanedicarboxylate), polybutylene naphthalate, and the like.
- polybutylene (terephthalate/isophthalate) polybutylene (terephthalate/adipate)
- polybutylene (terephthalate/sebacate) polybutylene (terephthalate/sebacate)
- polybutylene (terephthalate/decanedicarboxylate) polybutylene naphthalate
- the base material 11 may be made of a nonwoven fabric made of the above resin.
- the base material 11 is a non-woven fabric, it is preferable that the base material 11 is made of the aforementioned polyolefin resin, polyamide resin, or the like.
- the base material 11 may be a single layer or multiple layers. When the base material 11 has multiple layers, at least one layer may include a layer having a melting peak temperature of 135° C. or higher.
- a specific example of the multi-layer structure is a three-layer structure in which block polypropylene/homopolypropylene/block polypropylene are laminated in this order.
- the base material 11 can be made into a layer containing the colorant. Also, it is possible to adjust the light transmittance by selecting a resin with low transparency.
- the substrate 11 is a film
- a colored film or a film with low transparency can be used.
- the base material 11 is a nonwoven fabric, a nonwoven fabric using a fiber containing a coloring agent or a binder, or a nonwoven fabric with low transparency can be used.
- the surface of the base material 11 may be subjected to known easy adhesion means such as corona discharge treatment, ozone treatment, plasma treatment, etc., if necessary.
- the thickness of the base material 11 is preferably 120 ⁇ m or less, more preferably 110 ⁇ m or less, even more preferably about 100 ⁇ m or less, and even more preferably about 90 ⁇ m or less. Also, the thickness of the base material 11 is preferably about 20 ⁇ m or more, more preferably about 30 ⁇ m or more, and even more preferably about 40 ⁇ m or more. Preferred ranges for the thickness of the substrate 11 are about 20 to 120 ⁇ m, about 20 to 110 ⁇ m, about 20 to 100 ⁇ m, about 20 to 90 ⁇ m, about 30 to 120 ⁇ m, about 30 to 110 ⁇ m, about 30 to 100 ⁇ m, and 30 to 90 ⁇ m. about 40 to 120 ⁇ m, about 40 to 110 ⁇ m, about 40 to 100 ⁇ m, and about 40 to 90 ⁇ m.
- the adhesive film 1 for metal terminals of the present disclosure can be produced, for example, by laminating the first polyolefin layer 12a and the second polyolefin layer 12b on both surfaces of the substrate 11, respectively.
- the substrate 11, the first polyolefin layer 12a and the second polyolefin layer 12b can be laminated by a known method such as an extrusion lamination method, a T-die method, an inflation method, a thermal lamination method, or the like.
- the method for interposing the metal terminal adhesive film 1 between the metal terminal 2 and the power storage device exterior material 3 is not particularly limited.
- the adhesive film 1 for metal terminals may be wound around the metal terminals 2 at the portion sandwiched by the exterior material 3 for the metal terminal.
- the adhesive film 1 for metal terminals crosses the two metal terminals 2 at the portion where the metal terminals 2 are sandwiched by the electrical storage device exterior material 3 . may be placed on the side.
- the adhesive film 1 of the present disclosure is preferably opened at a temperature of 120°C or higher and 130°C or lower.
- ⁇ Opening test method> An aluminum plate having a width of 4 mm, a thickness of 70 ⁇ m, and a length of 40 mm is used as a metal terminal. Also, the adhesive film for metal terminals is cut into a size of 1 cm in length and 1 cm in width. Next, as shown in the schematic diagram of FIG. 5, the metal terminal is sandwiched between two adhesive films for metal terminals so that the long sides of the adhesive film for metal terminals are orthogonal to the long sides of the metal terminals, The adhesive film for metal terminals is heat-sealed to the metal terminals under the conditions of a pressure of 0.2 MPa, a temperature of 180° C., and a time of 3 seconds to obtain a metal terminal with an adhesive film for metal terminals.
- base material layer PET (thickness 12 ⁇ m) / adhesive (thickness 2 ⁇ m) / nylon (thickness 15 ⁇ m)) / adhesive layer (thickness 2 ⁇ m) / barrier layer (aluminum alloy foil thickness 40 ⁇ m) / adhesive layer (maleic anhydride Modified polypropylene thickness 25 ⁇ m) / heat-fusible resin layer (polypropylene melting peak temperature 150 ° C., thickness 25 ⁇ m) are laminated in this order to prepare an exterior material for an electricity storage device with a total thickness of 121 ⁇ m, and cut into a size of 8 cm ⁇ 19 cm. do.
- two metal terminals with an adhesive film for metal terminals are placed on the short side of the exterior material for an electricity storage device with an interval of 2 cm, and the long side of the exterior material for an electricity storage device is folded.
- the short sides on which the metal terminals with the adhesive film for metal terminals are arranged are heat-sealed.
- one long side is heat-sealed in the same manner, 1 g of water is added to the bag-shaped sample, and the opening side (long side) is similarly heat-sealed to seal the water.
- a thermocouple is attached to the metal terminal portion of the test sample, placed in an oven, and heated from room temperature (25°C) to a temperature of 140°C at a heating rate of 6°C/min.
- the adhesive film 1 for metal terminals of the present disclosure preferably has a seal strength of 80 N/15 mm or more, more preferably 90 N/15 mm or more, and still more preferably 100 N at 25° C. measured by the following method for measuring seal strength.
- /15 mm or more preferably 200 N/15 mm or less, more preferably 180 N/15 mm or less, still more preferably 160 N/15 mm or less
- a preferable range is about 80 to 200 N/15 mm, 80 to 180 N/15 mm about 80 to 160 N/15 mm, about 90 to 200 N/15 mm, about 90 to 180 N/15 mm, about 90 to 160 N/15 mm, about 100 to 200 N/15 mm, about 100 to 180 N/15 mm, about 100 to 160 N/15 mm is mentioned.
- the adhesive film 1 for metal terminals of the present disclosure preferably has a seal strength of 40 N/15 mm or more, more preferably 50 N/15 mm or more, and even more preferably 60 N at 60° C. measured by the following method for measuring seal strength.
- /15 mm or more preferably 120 N/15 mm or less, more preferably 110 N/15 mm or less, still more preferably 100 N/15 mm or less, and a preferable range is about 40 to 120 N/15 mm, 40 to 110 N/15 mm about 40 to 110 N/15 mm, about 50 to 120 N/15 mm, about 50 to 110 N/15 mm, about 50 to 110 N/15 mm, about 60 to 120 N/15 mm, about 60 to 110 N/15 mm, about 60 to 110 N/15 mm is mentioned.
- the adhesive film 1 for metal terminals of the present disclosure preferably has a seal strength of 10 N/15 mm or more, more preferably 15 N/15 mm or more, and even more preferably 20 N at 100° C. measured by the following seal strength measurement method.
- the adhesive film 1 for metal terminals of the present disclosure preferably has a seal strength of 3 N/15 mm or more, more preferably 5 N/15 mm or more, and still more preferably 10 N at 120° C. measured by the following method for measuring seal strength.
- /15 mm or more preferably 45 N/15 mm or less, more preferably 40 N/15 mm or less, and still more preferably 35 N/15 mm or less.
- about 3 to 35 N/15 mm, about 5 to 45 N/15 mm, about 5 to 40 N/15 mm, about 5 to 35 N/15 mm, about 10 to 45 N/15 mm, about 10 to 40 N/15 mm, about 10 to 35 N/15 mm is mentioned.
- the adhesive film 1 for metal terminals of the present disclosure has a seal strength at 130° C. measured by the following method for measuring seal strength, preferably 2 N/15 mm or more, more preferably 3 N/15 mm or more, and even more preferably 5 N /15 mm or more, preferably 45 N/15 mm or less, more preferably 40 N/15 mm or less, and still more preferably 35 N/15 mm or less.
- a seal strength at 130° C. measured by the following method for measuring seal strength, preferably 2 N/15 mm or more, more preferably 3 N/15 mm or more, and even more preferably 5 N /15 mm or more, preferably 45 N/15 mm or less, more preferably 40 N/15 mm or less, and still more preferably 35 N/15 mm or less.
- An adhesive film is sandwiched at the central position in the TD direction.
- the long side 30 mm of the adhesive film is aligned in the TD direction of the double-folded exterior material (60 mm ⁇ 75 mm)
- the short side of the adhesive film is aligned in the MD direction of the double-folded exterior material (60 mm ⁇ 75 mm). Align 15 mm.
- the adhesive film is heat-sealed with the test piece under the conditions of 240 ° C. ⁇ 1.0 MPa ⁇ 5 seconds with a sealing machine with upper and lower metal heads of 7 mm width, and the adhesive film is full width on the long side and 7 mm width on the short side.
- the seal strength of the obtained test piece is measured in accordance with JIS K7127:1999 at each measurement temperature of 25°C environment, 60°C environment, 100°C environment, and 120°C environment as follows. .
- the adhesive film 1 for metal terminals of the present disclosure is used by being interposed between the metal terminals 2 and the exterior material 3 for an electricity storage device.
- the metal terminal 2 (tab) is a conductive member electrically connected to the electrode (positive electrode or negative electrode) of the electricity storage device element 4, and is made of a metal material.
- a metal material forming the metal terminal 2 is not particularly limited, and examples thereof include aluminum, nickel, and copper.
- the metal terminal 2 connected to the positive electrode of the lithium ion storage device is usually made of aluminum or the like.
- Metal terminal 2 connected to the negative electrode of the lithium ion storage device is usually made of copper, nickel, or the like.
- the surface of the metal terminal 2 is subjected to a chemical conversion treatment from the viewpoint of enhancing the electrolyte resistance.
- a chemical conversion treatment include known methods of forming a corrosion-resistant coating such as phosphate, chromate, fluoride, and triazinethiol compound.
- a phosphoric chromate treatment using three components, phenolic resin, chromium (III) fluoride compound, and phosphoric acid is preferred.
- the size of the metal terminal 2 may be appropriately set according to the size of the electricity storage device used.
- the thickness of the metal terminal 2 is preferably about 50-1000 ⁇ m, more preferably about 70-800 ⁇ m.
- the length of the metal terminal 2 is preferably about 1 to 200 mm, more preferably about 3 to 150 mm.
- the width of the metal terminal 2 is preferably about 1 to 200 mm, more preferably about 3 to 150 mm.
- Examples of the power storage device exterior material 3 include those having a laminate structure including a laminate having at least a substrate layer 31, a barrier layer 33, and a heat-fusible resin layer 35 in this order.
- FIG. 6 shows an example of the cross-sectional structure of the electrical storage device exterior material 3, showing a substrate layer 31, an adhesive layer 32 provided as necessary, a barrier layer 33, an adhesive layer 34 provided as necessary, and a heat-melting layer. A mode in which the adhesive resin layers 35 are laminated in this order is shown.
- the base material layer 31 is the outer layer side
- the heat-fusible resin layer 35 is the innermost layer.
- the heat-sealable resin layers 35 located at the periphery of the electricity storage device element 4 are brought into contact with each other and heat-sealed to seal the electricity storage device element 4, thereby sealing the electricity storage device element 4.
- FIG. 1 to 3 illustrate the electricity storage device 10 in the case of using the embossed exterior material 3 for the electricity storage device formed by embossing or the like, but the exterior material 3 for the electricity storage device is not molded. It may be a pouch type that is not attached.
- the pouch type includes a three-sided seal, a four-sided seal, a pillow type, and the like, and any type may be used.
- the thickness of the laminate constituting the power storage device exterior material 3 is not particularly limited, but the upper limit is preferably about 180 ⁇ m or less, about 160 ⁇ m or less, or about 155 ⁇ m or less from the viewpoint of cost reduction, energy density improvement, etc. , about 140 ⁇ m or less, about 130 ⁇ m or less, about 120 ⁇ m or less, and the lower limit is preferably about 35 ⁇ m or more, about 45 ⁇ m or more, about 60 ⁇ m or more, about 80 ⁇ m or more, and preferable ranges are, for example, about 35 to 180 ⁇ m, about 35 to 160 ⁇ m, about 35 to 155 ⁇ m, about 35 to 140 ⁇ m, about 35 to 130 ⁇ m, and about 35 to 120 ⁇ m.
- the base material layer 31 is a layer that functions as a base material of the power storage device exterior material, and is a layer that forms the outermost layer side.
- the material forming the base layer 31 is not particularly limited as long as it has insulating properties.
- materials for forming the base layer 31 include polyester, polyamide, epoxy, acrylic resin, fluororesin, polyurethane, silicon resin, phenol, polyetherimide, polyimide, and mixtures and copolymers thereof.
- Polyester such as polyethylene terephthalate and polybutylene terephthalate, has the advantage of being excellent in electrolyte resistance and less likely to cause whitening or the like due to adhesion of the electrolyte.
- the polyamide film is excellent in stretchability, and can prevent occurrence of whitening due to cracking of the resin in the base layer 31 during molding.
- the base material layer 31 may be formed of a uniaxially or biaxially stretched resin film, or may be formed of an unstretched resin film. Among them, a uniaxially or biaxially stretched resin film, particularly a biaxially stretched resin film, is preferably used as the substrate layer 31 because its heat resistance is improved by oriented crystallization.
- the resin film forming the base layer 31 is preferably nylon or polyester, more preferably biaxially oriented nylon or biaxially oriented polyester.
- the base material layer 31 can also be laminated with resin films made of different materials in order to improve the pinhole resistance and the insulating properties when the electric storage device is packaged.
- resin films made of different materials in order to improve the pinhole resistance and the insulating properties when the electric storage device is packaged.
- Specific examples include a multilayer structure in which a polyester film and a nylon film are laminated, a multilayer structure in which a biaxially stretched polyester and a biaxially stretched nylon are laminated, and the like.
- each resin film may be adhered via an adhesive, or may be directly laminated without an adhesive.
- a method of bonding in a heat-melted state such as a coextrusion method, a sand lamination method, a thermal lamination method, or the like can be used.
- the base material layer 31 may be made to have low friction in order to improve moldability.
- the coefficient of friction of the surface thereof is not particularly limited, but may be, for example, 1.0 or less.
- matte treatment, formation of a thin film layer of a slip agent, combination thereof, and the like can be mentioned.
- the thickness of the base material layer 31 is, for example, about 10-50 ⁇ m, preferably about 15-30 ⁇ m.
- the adhesive layer 32 is a layer arranged on the base material layer 31 as necessary in order to impart adhesiveness to the base material layer 31 . That is, the adhesive layer 32 is provided between the base material layer 31 and the barrier layer 33 .
- the adhesive layer 32 is made of an adhesive that can bond the base layer 31 and the barrier layer 33 together.
- the adhesive used to form the adhesive layer 32 may be a two-component curing adhesive or a one-component curing adhesive.
- the adhesion mechanism of the adhesive used to form the adhesive layer 32 is not particularly limited, and may be any of a chemical reaction type, a solvent volatilization type, a heat melting type, a heat pressure type, and the like.
- the resin component of the adhesive that can be used to form the adhesive layer 32 is excellent in extensibility, durability under high humidity conditions, yellowing suppressing action, heat deterioration suppressing action during heat sealing, and the like. From the viewpoint of suppressing the deterioration of the laminate strength between the barrier layer 33 and effectively suppressing the occurrence of delamination, it is preferable to use a polyurethane-based two-component curing adhesive; polyamide, polyester, or a combination thereof with modified polyolefin. A blended resin is mentioned.
- the adhesive layer 32 may be multilayered with different adhesive components.
- the base layer 32 is used as the adhesive component on the base layer 31 side. It is preferable to select a resin having excellent adhesion to the barrier layer 31 and to select an adhesive component having excellent adhesion to the barrier layer 33 as the adhesive component disposed on the barrier layer 33 side.
- the adhesive components arranged on the barrier layer 33 side are preferably acid-modified polyolefin, metal-modified polyolefin, polyester and acid-modified polyolefin. and a resin containing a copolyester.
- the thickness of the adhesive layer 32 is, for example, about 2-50 ⁇ m, preferably about 3-25 ⁇ m.
- the barrier layer 33 is a layer that has a function of improving the strength of the power storage device exterior material and also preventing water vapor, oxygen, light, and the like from entering the interior of the power storage device.
- the barrier layer 33 is preferably a metal layer, that is, a layer made of metal. Specific examples of the metal forming the barrier layer 33 include aluminum, stainless steel, titanium, and the like, preferably aluminum.
- the barrier layer 33 can be formed of, for example, a metal foil, a metal vapor deposition film, an inorganic oxide vapor deposition film, a carbon-containing inorganic oxide vapor deposition film, a film provided with these vapor deposition films, or the like.
- the barrier layer is made of, for example, annealed aluminum (JIS H4160: 1994 A8021H-O, JIS H4160 : 1994 A8079H-O, JIS H4000:2014 A8021P-O, JIS H4000:2014 A8079P-O).
- the thickness of the barrier layer 33 is preferably about 10 to 200 ⁇ m, more preferably about 20 to 100 ⁇ m, from the viewpoint of reducing the thickness of the power storage device exterior material and making it difficult for pinholes to occur during molding. be done.
- barrier layer 33 it is preferable that at least one surface, preferably both surfaces, of the barrier layer 33 is chemically treated in order to stabilize adhesion and prevent dissolution and corrosion.
- chemical conversion treatment refers to treatment for forming a corrosion-resistant film on the surface of the barrier layer.
- the adhesive layer 34 is a layer provided as necessary between the barrier layer 33 and the heat-fusible resin layer 35 in order to firmly bond the heat-fusible resin layer 35. is.
- the adhesive layer 34 is formed of an adhesive capable of bonding the barrier layer 33 and the heat-fusible resin layer 35 together.
- the composition of the adhesive used to form the adhesive layer is not particularly limited, but examples thereof include resin compositions containing acid-modified polyolefin.
- Examples of the acid-modified polyolefin include the same as those exemplified for the first polyolefin layer 12a and the second polyolefin layer 12b.
- the thickness of the adhesive layer 34 is, for example, about 1-40 ⁇ m, preferably about 2-30 ⁇ m.
- the heat-fusible resin layer 35 corresponds to the innermost layer, and is a layer that seals the power storage device element by thermally bonding the heat-fusible resin layers to each other when assembling the power storage device. .
- the resin component used for the heat-fusible resin layer 35 is not particularly limited as long as it is heat-fusible, but examples include polyolefin and cyclic polyolefin.
- polystyrene resin examples include polyethylenes such as low-density polyethylene, medium-density polyethylene, high-density polyethylene, and linear low-density polyethylene; homopolypropylene, block copolymers of polypropylene (for example, block copolymers of propylene and ethylene), and polypropylene.
- crystalline or amorphous polypropylene such as random copolymers of (eg, random copolymers of propylene and ethylene); terpolymers of ethylene-butene-propylene;
- polyethylene and polypropylene are preferred.
- the cyclic polyolefin is a copolymer of an olefin and a cyclic monomer.
- olefins that are constituent monomers of the cyclic polyolefin include ethylene, propylene, 4-methyl-1-pentene, butadiene, and isoprene. be done.
- cyclic monomers constituting the cyclic polyolefin include cyclic alkenes such as norbornene; specific examples thereof include cyclic dienes such as cyclopentadiene, dicyclopentadiene, cyclohexadiene and norbornadiene.
- cyclic alkenes are preferred, and norbornene is more preferred.
- Constituent monomers also include styrene.
- these resin components preferably crystalline or amorphous polyolefins, cyclic polyolefins, and blend polymers thereof; more preferably polyethylene, polypropylene, copolymers of ethylene and norbornene, and two or more of these of blend polymers.
- the heat-fusible resin layer 35 may be formed from one type of resin component alone, or may be formed from a blend polymer in which two or more types of resin components are combined. Furthermore, the heat-fusible resin layer 35 may be formed of only one layer, but may be formed of two or more layers of the same or different resin components. It is particularly preferable to use the same resin for the second polyolefin layer 12b and the heat-fusible resin layer 35 because the adhesion between these layers is improved.
- the melting peak temperature of the heat-fusible resin layer 35 is, for example, approximately 120° C. or higher, preferably approximately 125° C. or higher, more preferably approximately 130° C. or higher, further preferably 130° C. or higher, further preferably 135° C. or higher. , and preferably about 160° C. or less, more preferably 155° C. or less. Further, the preferred range of the melting peak temperature of the heat-fusible resin layer 35 is about 120 to 160°C, about 120 to 155°C, about 125 to 160°C, about 125 to 155°C, about 130 to 160°C, and 130°C. ⁇ 155°C, 135-160°C, 135-155°C, 140-160°C, and 140-155°C.
- the melting peak temperature of the first polyolefin layer 12a arranged on the metal terminal 2 side is 105° C. or more and 130° C. or less, and the second polyolefin layer 12b arranged on the power storage device exterior material 3 side melts.
- the electrical storage device can be heated to a high temperature (for example, 100° C. to 130° C., preferably 110° C. to 130 ° C., particularly preferably from 120 ° C.
- the metal terminal of the power storage device and the heat-fusible resin layer of the exterior material for the power storage device are in close contact, and the power storage device is at the high temperature (for example, from 100 ° C. 130° C., preferably 110° C. to 130° C., particularly preferably 120° C. to 130° C.), the electricity storage device is unsealed at the position of the adhesive film for metal terminals, and the gas generated inside the electricity storage device is released. Can be released to the outside.
- the thickness of the heat-fusible resin layer 35 is not particularly limited, but is about 2-2000 ⁇ m, preferably about 5-1000 ⁇ m, more preferably about 10-500 ⁇ m. Also, the thickness of the heat-fusible resin layer 35 is, for example, approximately 100 ⁇ m or less, preferably approximately 85 ⁇ m or less, and more preferably approximately 15 to 85 ⁇ m. For example, when the thickness of the adhesive layer 34 described later is 10 ⁇ m or more, the thickness of the heat-fusible resin layer 35 is preferably about 85 ⁇ m or less, more preferably about 15 to 45 ⁇ m. When the thickness of the adhesive layer 34 described later is less than 10 ⁇ m or when the adhesive layer 34 is not provided, the thickness of the heat-fusible resin layer 35 is preferably about 20 ⁇ m or more, more preferably 35 to 85 ⁇ m. degree.
- the electric storage device 10 of the present disclosure includes at least an electric storage device element 4 including a positive electrode, a negative electrode, and an electrolyte, an electric storage device exterior material 3 that seals the electric storage device element 4, and each of the positive electrode and the negative electrode and a metal terminal 2 that is electrically connected and projects to the outside of the electrical storage device exterior material 3 .
- the power storage device 10 of the present disclosure is characterized in that the adhesive film 1 for metal terminals of the present disclosure is interposed between the metal terminals 2 and the exterior material 3 for the power storage device. That is, the electricity storage device 10 of the present disclosure can be manufactured by a method including a step of interposing the adhesive film 1 for metal terminals of the present disclosure between the metal terminals 2 and the exterior material 3 for an electricity storage device.
- an electric storage device element 4 having at least a positive electrode, a negative electrode, and an electrolyte is arranged in a state in which the metal terminals 2 connected to the positive electrode and the negative electrode are protruded outward from the electric storage device exterior material 3.
- the adhesive film 1 for metal terminals of the present disclosure is interposed between the metal terminal 2 and the heat-sealable resin layer 35, and the flange portion (heat-sealable) of the exterior material 3 for the power storage device is attached to the periphery of the power storage device element 4.
- the electricity storage device 10 of the present disclosure includes at least an electricity storage device element including a positive electrode, a negative electrode, and an electrolyte, an electricity storage device exterior material that seals the electricity storage device element, and an electrical A power storage device including a metal terminal that is connected and projects to the outside of the power storage device exterior material, wherein an adhesive film for the metal terminal is interposed between the metal terminal and the power storage device exterior material, and the metal
- the terminal adhesive film is composed of a laminate comprising at least a resin layer A and a resin layer B, and is stored in an environment at a temperature of 100° C. or higher and 130° C. or lower (preferably at a temperature of 111° C. or higher and 130° C.
- the power storage device is unsealed from the position where the resin layer A of the adhesive film for metal terminals is laminated. good too. That is, in the electric storage device, if the electric storage device is opened from the position where the resin layer A (for example, the first polyolefin layer 12a or the second polyolefin layer 12b) of the adhesive film 1 for metal terminals is laminated, , The cross-sectional hardness of the resin layer B (for example, the base material 11) measured in an environment at a temperature of 110 ° C.
- the resin layer A (for example, the first polyolefin layer 12a and the second polyolefin layer 12b) does not have to be 105°C or higher and 130°C or lower.
- the cross-sectional hardness of the resin layer B measured at a temperature of 110° C. is 15 N/mm 2 or more
- the melting peak temperature of the resin layer A is If it is 105° C. or higher and 130° C. or lower, the resin layer of the adhesive film 1 for metal terminals is formed in an environment at a temperature of 100° C. or higher and 130° C. or lower, preferably 110° C. or higher and 130° C.
- the power storage device is preferably unsealed from the position where A is laminated (e.g., the interface between the first polyolefin layer 12a and the substrate 11, or the interface between the second polyolefin layer 12b and the substrate 11). be able to.
- the resin layer A of the adhesive film for metal terminals is laminated in an environment preferably at a temperature of 111° C. or higher and 130° C. or lower, more preferably 115° C. or higher and 130° C. or lower, still more preferably 120° C. or higher and 130° C. or lower.
- the resin layer A of the adhesive film for metal terminals is preferably made of polypropylene, and the resin layer A of the adhesive film for metal terminals is preferably made of polypropylene.
- the opening temperature tends to be low.
- the electricity storage device 10 of the present disclosure includes at least the electricity storage device element including a positive electrode, a negative electrode, and an electrolyte, an exterior material for an electricity storage device that seals the electricity storage device element, and the positive electrode and the negative electrode. and the metal terminal that is electrically connected and protrudes outside the exterior material for an electricity storage device, wherein an adhesive film for a metal terminal is provided between the metal terminal and the exterior material for an electricity storage device. is interposed, and the adhesive film for metal terminals includes a first polyolefin layer arranged on the metal terminal side, a base material, and a second polyolefin layer arranged on the power storage device exterior material side.
- the first polyolefin layer has a peak melting temperature of 105° C.
- the exterior material for power storage is composed of a laminate including at least a base material layer, a barrier layer, and a heat-fusible resin layer, and the heat-fusible resin layer has a peak melting temperature of 130 ° C. or higher. It can be a device. That is, in the electric storage device, the melting peak temperature of the first polyolefin layer arranged on the metal terminal side is 105° C. or higher and 130° C.
- Both the peak temperature and the melting peak temperature of the heat-fusible resin layer of the exterior material for an electricity storage device are 130° C. or higher.
- a high temperature for example, 100° C. to 130° C., preferably 110° C. to 130° C., particularly preferably 120° C. to 130° C.
- the metal of the electricity storage device The terminal and the heat-sealable resin layer of the exterior material for the electricity storage device are in close contact, and the electricity storage device is heated to the high temperature (for example, 100 ° C. to 130 ° C., preferably 110 ° C.
- the power storage device can be unsealed at the position of the adhesive film for metal terminals, and the gas generated inside the power storage device can be released to the outside.
- the power storage device exterior material of the present disclosure can be suitably used for power storage devices such as batteries (including capacitors, capacitors, etc.).
- the exterior material for an electricity storage device of the present disclosure may be used for either a primary battery or a secondary battery, it is preferably a secondary battery.
- the type of secondary battery to which the power storage device exterior material of the present disclosure is applied is not particularly limited. , all-resin batteries, lead-acid batteries, nickel-hydrogen batteries, nickel-cadmium batteries, nickel-iron batteries, nickel-zinc batteries, silver-zinc oxide batteries, metal-air batteries, polyvalent cation batteries, capacitors, capacitors, etc. .
- lithium ion batteries and lithium ion polymer batteries can be mentioned as suitable targets for application of the power storage device exterior material of the present disclosure.
- Example 1 ⁇ Production of adhesive film for metal terminals> Using an extruder and a T-die casting device, on one side of polypropylene (PP layer, homopolypropylene, melting peak temperature of 163°C, thickness of 40 ⁇ m) as a base material, maleic anhydride-modified polypropylene is applied as a second polypropylene layer on the exterior side.
- polypropylene PP layer, homopolypropylene, melting peak temperature of 163°C, thickness of 40 ⁇ m
- maleic anhydride-modified polypropylene is applied as a second polypropylene layer on the exterior side.
- PPa layer, melting peak temperature 124° C. a maleic anhydride-modified polypropylene (PPa layer, melting peak temperature 140° C.) was extruded to a thickness of 20 ⁇ m as the first polyolefin layer on the metal terminal side, and the first polypropylene Layer (PPa layer, peak melting temperature 140° C., thickness 20 ⁇ m)/substrate (PP layer, peak melting temperature 163° C., thickness 40 ⁇ m)/second polyolefin layer (PPa layer, peak melting temperature 124° C., thickness 20 ⁇ m) A laminated adhesive film (80 ⁇ m total thickness) was obtained.
- the melting peak temperature of the produced polyolefin was measured in accordance with JIS K7121:2012 (Method for measuring transition temperature of plastics (JIS K7121:1987 Supplement 1)). The measurement was performed using a differential scanning calorimeter (DSC, differential scanning calorimeter Q200 manufactured by TA Instruments). After holding the measurement sample at ⁇ 50° C. for 15 minutes, the temperature was raised from ⁇ 50° C. to 210° C. at a heating rate of 10° C./min, and the first melting peak temperature P (° C.) was measured. It was held at 210° C. for 10 minutes. Next, the temperature was lowered from 210° C. to ⁇ 50° C.
- the temperature was raised from ⁇ 50° C. to 210° C. at a heating rate of 10° C./min, and the second melting peak temperature Q (° C.) was measured.
- the nitrogen gas flow rate was set to 50 ml/min.
- ⁇ Opening test method> An aluminum plate having a width of 4 mm, a thickness of 70 ⁇ m, and a length of 40 mm was used as a metal terminal. Also, the adhesive film for metal terminals was cut into a size of 1 cm in length and 1 cm in width. Next, as shown in the schematic diagram of FIG. 5, the metal terminal is sandwiched between two adhesive films for metal terminals so that the long sides of the adhesive film for metal terminals are orthogonal to the long sides of the metal terminals, The adhesive film for metal terminals was heat-sealed to the metal terminal under the conditions of pressure of 0.2 MPa, temperature of 180° C., and time of 3 seconds to obtain a metal terminal with the adhesive film for metal terminals.
- base material layer PET (thickness 12 ⁇ m) / adhesive (thickness 2 ⁇ m) / nylon (thickness 15 ⁇ m)) / adhesive layer (thickness 2 ⁇ m) / barrier layer (aluminum alloy foil thickness 40 ⁇ m) / adhesive layer (maleic anhydride Modified polypropylene thickness 25 ⁇ m) / heat-fusible resin layer (polypropylene melting peak temperature 150 ° C., thickness 25 ⁇ m) are laminated in this order to prepare an exterior material for an electricity storage device with a total thickness of 121 ⁇ m, and cut into a size of 8 cm ⁇ 19 cm. bottom.
- thermocouple was attached to the metal terminal portion of the test sample, placed in an oven, and heated from room temperature (25°C) to 140°C at a heating rate of 6°C/min. Rating A if opened at 120°C or higher and 130°C or lower, rating B if opened at 100°C or higher and lower than 120°C, opening at higher than 130°C and lower than 140°C, or even higher than 130°C and 140°C Evaluation C was made when the package was not opened. Table 1 shows the results.
- An adhesive film is sandwiched at the central position in the TD direction.
- the long side 30 mm of the adhesive film is aligned in the TD direction of the double-folded exterior material (60 mm ⁇ 75 mm)
- the short side of the adhesive film is aligned in the MD direction of the double-folded exterior material (60 mm ⁇ 75 mm).
- heat-sealed under the conditions of 240 ° C. ⁇ 1.0 MPa ⁇ 5 seconds with a sealing machine with upper and lower metal heads of 7 mm width. heat-sealed with the heat-sealable resin layer of the exterior material from both sides.
- the resulting laminate was cut, and a 15 mm strip-shaped test piece was cut from the center of the position where the adhesive film was sandwiched between the heat-fusible resin layers (both sides of the adhesive film were the heat-fusible resin layers and heat-sealed).
- the seal strength was measured in accordance with the provisions of JIS K7127: 1999 at each measurement temperature of 25 ° C. environment, 60 ° C. environment, 100 ° C. environment, and 120 ° C. environment as follows. .
- Example 2 Using an extruder and a T-die casting device, on one side of polypropylene (PP layer, melting peak temperature 163 ° C., thickness 40 ⁇ m) as a base material, maleic anhydride-modified polypropylene (PPa Layer, melting peak temperature 124 ° C.) is extruded at a thickness of 20 ⁇ m, and the first polypropylene layer (PPa layer, melting peak temperature 124 ° C., thickness 20 ⁇ m) / substrate (PP layer, melting peak temperature 163 ° C., thickness 40 ⁇ m) is laminated. An adhesive film for metal terminals (total thickness: 60 ⁇ m) was obtained. This adhesive film for metal terminals was evaluated in the same manner as in Example 1.
- Example 3 Using an extruder and a T-die casting device, on one side of polypropylene (PP layer, melting peak temperature 133 ° C., thickness 50 ⁇ m) as a base material, maleic anhydride-modified polypropylene (PPa layer , melting peak temperature 124°C), and on the other side, a maleic anhydride-modified polypropylene (PPa layer, melting peak temperature 140°C) was extruded as the first polyolefin layer on the metal terminal side to a thickness of 50 ⁇ m, and the first polypropylene layer (PPa layer, peak melting temperature 140°C, thickness 50 ⁇ m)/base material (PP layer, peak melting temperature 133°C, thickness 50 ⁇ m)/second polyolefin layer (PPa layer, peak melting temperature 124°C, thickness 50 ⁇ m) were laminated in order. An adhesive film for metal terminals (total thickness 150 ⁇ m) was obtained. This adhesive film for metal terminals was evaluated in the same manner as in Example 1.
- Example 4 Using an extruder and a T die casting device, on one side of polypropylene (PP layer, melting peak temperature 133 ° C., thickness 50 ⁇ m) as a base material, maleic anhydride-modified polypropylene (PPa Layer, melting peak temperature 124 ° C.) is extruded at a thickness of 50 ⁇ m, and the first polypropylene layer (PPa layer, melting peak temperature 124 ° C., thickness 50 ⁇ m) / substrate (PP layer, melting peak temperature 133 ° C., thickness 50 ⁇ m) is laminated. An adhesive film for metal terminals (total thickness: 100 ⁇ m) was obtained. This adhesive film for metal terminals was evaluated in the same manner as in Example 1.
- Comparative example 1 An unstretched polypropylene film (CPP, homopolypropylene, melting peak temperature 163° C., thickness 50 ⁇ m) was used alone as an adhesive film for metal terminals and evaluated in the same manner as in Example 1. Table 1 shows the results.
- Comparative example 2 Using an extruder and a T-die casting device, on one side of polypropylene (PP layer, melting peak temperature 133 ° C., thickness 50 ⁇ m) as a base material, maleic anhydride-modified polypropylene (PPa layer , melting peak temperature 140°C), and on the other side, a maleic anhydride-modified polypropylene (PPa layer, melting peak temperature 140°C) was extruded as the first polyolefin layer on the metal terminal side to a thickness of 50 ⁇ m, and the first polypropylene layer (PPa layer, peak melting temperature 140°C, thickness 50 ⁇ m)/base material (PP layer, peak melting temperature 133°C, thickness 50 ⁇ m)/second polyolefin layer (PPa layer, peak melting temperature 140°C, thickness 50 ⁇ m) were laminated in order. An adhesive film for metal terminals (total thickness 150 ⁇ m) was obtained. This adhesive film for metal terminals was evaluated in the same manner as in Example 1.
- Section 1 An adhesive film for a metal terminal interposed between a metal terminal electrically connected to an electrode of an electricity storage device element and an exterior material for an electricity storage device that seals the electricity storage device element,
- the adhesive film for metal terminals is composed of a laminate comprising at least a resin layer A and a resin layer B,
- the resin layer A has a melting peak temperature of 105° C. or higher and 130° C. or lower
- the adhesive film for metal terminals, wherein the resin layer B has a cross-sectional hardness measured at a temperature of 110° C. of 15 N/mm 2 or more.
- the adhesive film for metal terminals according to Item 1 wherein the resin layer A is at least one outermost layer of the adhesive film for metal terminals.
- Item 3. Item 3.
- Section 4. The adhesive film for metal terminals is a laminate comprising, in this order, a first polyolefin layer disposed on the metal terminal side, a base material, and a second polyolefin layer disposed on the power storage device exterior material side. is composed of 4.
- the adhesive film for metal terminals according to any one of Items 1 to 3, wherein at least one of the first polyolefin layer and the second polyolefin layer is the resin layer A.
- Item 5 The adhesive film for metal terminals according to Item 4, wherein the substrate is the resin layer B.
- Item 6. Item 6.
- Item 7. Item 7.
- Item 8. Item 8. The metal terminal according to any one of Items 4 to 7, wherein the first polyolefin layer and the base material are in contact with each other, and the second polyolefin layer and the base material are in contact with each other.
- Adhesive film for. Item 9.
- a method for producing an adhesive film for a metal terminal interposed between a metal terminal electrically connected to an electrode of an electricity storage device element and an exterior material for an electricity storage device that seals the electricity storage device element comprising:
- the adhesive film for metal terminals is composed of a laminate comprising at least a resin layer A and a resin layer B,
- the resin layer A has a melting peak temperature of 105° C. or higher and 130° C. or lower
- an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte; an electricity storage device exterior material for sealing the electricity storage device element; and an electricity storage device exterior electrically connected to each of the positive electrode and the negative electrode.
- a power storage device comprising a metal terminal protruding outside the material, An electricity storage device, wherein the adhesive film for metal terminals according to any one of items 1 to 8 is interposed between the metal terminal and the exterior material for an electricity storage device.
- an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte; an electricity storage device exterior material for sealing the electricity storage device element; and an electricity storage device exterior electrically connected to each of the positive electrode and the negative electrode.
- An electricity storage device comprising the metal terminal projecting to the outside of the material,
- An adhesive film for a metal terminal is interposed between the metal terminal and the exterior material for an electricity storage device,
- the adhesive film for metal terminals is composed of a laminate comprising at least a resin layer A and a resin layer B,
- an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte; an electricity storage device exterior material for sealing the electricity storage device element; and an electricity storage device exterior electrically connected to each of the positive electrode and the negative electrode.
- a power storage device comprising a metal terminal protruding outside the material,
- An adhesive film for a metal terminal is interposed between the metal terminal and the exterior material for an electricity storage device,
- the adhesive film for metal terminals is composed of a laminate comprising at least a resin layer A and a resin layer B,
- the resin layer A has a melting peak temperature of 105° C. or higher and 130° C.
- the resin layer B has a cross-sectional hardness of 15 N/mm 2 or more measured at a temperature of 110° C.
- the exterior material for an electricity storage device is composed of a laminate including at least a base material layer, a barrier layer, and a heat-fusible resin layer, An electricity storage device, wherein the heat-fusible resin layer has a melting peak temperature of 130° C. or higher.
- Item 14 An exterior material for an electricity storage device for use in an electricity storage device, The electric storage device is electrically connected to at least an electric storage device element including a positive electrode, a negative electrode, and an electrolyte, the electric storage device exterior material that seals the electric storage device element, and the positive electrode and the negative electrode.
- the adhesive film for a metal terminal is interposed between the metal terminal and the exterior material for an electricity storage device,
- the adhesive film for metal terminals is composed of a laminate including at least a resin layer A and a resin layer B, and is unsealed from the position where the resin layer A is laminated in an environment at a temperature of 100° C. or higher and 130° C. or lower. It has the function to
- the power storage device exterior material is composed of a laminate including at least a base material layer, a barrier layer, and a heat-fusible resin layer, and the heat-fusible resin layer has a peak melting temperature of the metal terminal.
- An exterior material for an electricity storage device which is higher than the melting peak temperature of the resin layer A of the adhesive film and is 130° C. or higher.
- Item 15 An adhesive film for metal terminals for use in an electricity storage device, The electricity storage device is electrically connected to at least an electricity storage device element including a positive electrode, a negative electrode, and an electrolyte, an electricity storage device exterior material that seals the electricity storage device element, and the positive electrode and the negative electrode, respectively, and a metal terminal protruding to the outside of the exterior material for an electricity storage device, The adhesive film for metal terminals is interposed between the metal terminals and the exterior material for an electricity storage device, The adhesive film for metal terminals is composed of a laminate including at least a resin layer A and a resin layer B, and is unsealed from the position where the resin layer A is laminated in an environment at a temperature of 100° C.
- the power storage device exterior material is composed of a laminate including at least a base material layer, a barrier layer, and a heat-fusible resin layer, and the heat-fusible resin layer has a peak melting temperature of the metal terminal.
- An adhesive film for metal terminals which is higher than the melting peak temperature of the resin layer A of the adhesive film and is 130° C. or higher.
- Item 16 an electricity storage device element including at least a positive electrode, a negative electrode, and an electrolyte; an electricity storage device exterior material for sealing the electricity storage device element; and an electricity storage device exterior electrically connected to each of the positive electrode and the negative electrode.
- a method for manufacturing an electricity storage device including a metal terminal protruding to the outside of a material, The adhesive film for metal terminals according to any one of Items 1 to 8 is interposed between the metal terminal and the exterior material for an electricity storage device, and the electricity storage device element is attached to the exterior material for an electricity storage device.
- a method for manufacturing an electricity storage device comprising a step of sealing.
- Item 17 A kit comprising an electricity storage device exterior material for use in an electricity storage device and the adhesive film for metal terminals according to any one of Items 1 to 8, The electricity storage device is electrically connected to at least an electricity storage device element including a positive electrode, a negative electrode, and an electrolyte, the electricity storage device exterior material that seals the electricity storage device element, and the positive electrode and the negative electrode. , and a metal terminal projecting to the outside of the electrical storage device exterior material, A kit that is used so that the adhesive film for metal terminals is interposed between the metal terminals and the exterior material for an electricity storage device when in use.
- Adhesive Film for Metal Terminal Metal Terminal 3 Exterior Material for Electricity Storage Device 3a Peripheral Edge of Exterior Material for Electricity Storage Device 4 Electricity Storage Device Element 10 Electricity Storage Device 11 Substrate 12a First Polyolefin Layer 12b Second Polyolefin Layer 31 Substrate Layer 32 Adhesive layer 33 Barrier layer 34 Adhesive layer 35 Thermal adhesive resin layer
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Laminated Bodies (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280067278.3A CN118056321A (zh) | 2021-10-06 | 2022-10-06 | 金属端子用粘接性膜、金属端子用粘接性膜的制造方法、带有金属端子用粘接性膜的金属端子、蓄电器件及蓄电器件的制造方法 |
| EP22878602.6A EP4415133A4 (en) | 2021-10-06 | 2022-10-06 | ADHESIVE FILM FOR METAL TERMINALS, METHOD FOR PRODUCING ADHESIVE FILM FOR METAL TERMINALS, METAL TERMINAL PROVIDED WITH ADHESIVE FILM FOR METAL TERMINALS, ENERGY STORAGE DEVICE, AND METHOD FOR PRODUCING ENERGY STORAGE DEVICE |
| KR1020247007787A KR20240087672A (ko) | 2021-10-06 | 2022-10-06 | 금속단자용 접착성 필름, 금속단자용 접착성 필름의 제조 방법, 금속단자용 접착성 필름 부착 금속단자, 축전 디바이스, 및 축전 디바이스의 제조 방법 |
| JP2023552949A JPWO2023058735A1 (https=) | 2021-10-06 | 2022-10-06 | |
| US18/698,513 US20240405389A1 (en) | 2021-10-06 | 2022-10-06 | Adhesive film for metal terminals, method for producing adhesive film for metal terminals, metal terminal provided with adhesive film for metal terminals, power storage device, and method for producing power storage device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-165117 | 2021-10-06 | ||
| JP2021165117 | 2021-10-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023058735A1 true WO2023058735A1 (ja) | 2023-04-13 |
Family
ID=85804335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/037522 Ceased WO2023058735A1 (ja) | 2021-10-06 | 2022-10-06 | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240405389A1 (https=) |
| EP (1) | EP4415133A4 (https=) |
| JP (1) | JPWO2023058735A1 (https=) |
| KR (1) | KR20240087672A (https=) |
| CN (1) | CN118056321A (https=) |
| WO (1) | WO2023058735A1 (https=) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2025112395A (ja) * | 2024-01-19 | 2025-08-01 | 住友電気工業株式会社 | 絶縁樹脂フィルム付きリード |
| WO2026075239A1 (ja) * | 2024-10-04 | 2026-04-09 | 大日本印刷株式会社 | 蓄電デバイス用樹脂フィルム及び蓄電デバイス |
| WO2026075237A1 (ja) * | 2024-10-04 | 2026-04-09 | 大日本印刷株式会社 | 蓄電デバイス用樹脂フィルム及び蓄電デバイス |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001093489A (ja) * | 1999-01-20 | 2001-04-06 | Matsushita Electric Ind Co Ltd | 扁平電池 |
| JP2001229904A (ja) * | 2000-02-21 | 2001-08-24 | Yuasa Corp | 密閉形電池 |
| JP2002008616A (ja) | 2000-06-16 | 2002-01-11 | Mitsubishi Heavy Ind Ltd | 非水電解質二次電池の安全弁の形成方法及び非水電解質二次電池 |
| JP2005116474A (ja) * | 2003-10-10 | 2005-04-28 | Toyota Motor Corp | フィルム型電池 |
| JP2015079638A (ja) | 2013-10-17 | 2015-04-23 | 大倉工業株式会社 | 接着用テープ付き端子、接着用テープ付き端子の製造方法及び薄型電池 |
| WO2020004412A1 (ja) * | 2018-06-27 | 2020-01-02 | 凸版印刷株式会社 | 端子用樹脂フィルム及びこれを用いた蓄電装置 |
| JP2020522101A (ja) * | 2017-11-24 | 2020-07-27 | エルジー・ケム・リミテッド | 二次電池 |
| CN211828842U (zh) * | 2020-03-31 | 2020-10-30 | 宁德新能源科技有限公司 | 电芯、电池及电子设备 |
| WO2021201213A1 (ja) * | 2020-04-02 | 2021-10-07 | 大日本印刷株式会社 | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5660176B1 (ja) * | 2013-09-03 | 2015-01-28 | 大日本印刷株式会社 | 電池用包装材料 |
| JP7058465B2 (ja) * | 2015-12-29 | 2022-04-22 | 大日本印刷株式会社 | 蓄電デバイス金属端子部密封用接着性フィルム |
| WO2021090950A1 (ja) * | 2019-11-08 | 2021-05-14 | 大日本印刷株式会社 | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 |
-
2022
- 2022-10-06 WO PCT/JP2022/037522 patent/WO2023058735A1/ja not_active Ceased
- 2022-10-06 JP JP2023552949A patent/JPWO2023058735A1/ja active Pending
- 2022-10-06 KR KR1020247007787A patent/KR20240087672A/ko active Pending
- 2022-10-06 CN CN202280067278.3A patent/CN118056321A/zh active Pending
- 2022-10-06 EP EP22878602.6A patent/EP4415133A4/en active Pending
- 2022-10-06 US US18/698,513 patent/US20240405389A1/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001093489A (ja) * | 1999-01-20 | 2001-04-06 | Matsushita Electric Ind Co Ltd | 扁平電池 |
| JP2001229904A (ja) * | 2000-02-21 | 2001-08-24 | Yuasa Corp | 密閉形電池 |
| JP2002008616A (ja) | 2000-06-16 | 2002-01-11 | Mitsubishi Heavy Ind Ltd | 非水電解質二次電池の安全弁の形成方法及び非水電解質二次電池 |
| JP2005116474A (ja) * | 2003-10-10 | 2005-04-28 | Toyota Motor Corp | フィルム型電池 |
| JP2015079638A (ja) | 2013-10-17 | 2015-04-23 | 大倉工業株式会社 | 接着用テープ付き端子、接着用テープ付き端子の製造方法及び薄型電池 |
| JP2020522101A (ja) * | 2017-11-24 | 2020-07-27 | エルジー・ケム・リミテッド | 二次電池 |
| WO2020004412A1 (ja) * | 2018-06-27 | 2020-01-02 | 凸版印刷株式会社 | 端子用樹脂フィルム及びこれを用いた蓄電装置 |
| CN211828842U (zh) * | 2020-03-31 | 2020-10-30 | 宁德新能源科技有限公司 | 电芯、电池及电子设备 |
| WO2021201213A1 (ja) * | 2020-04-02 | 2021-10-07 | 大日本印刷株式会社 | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4415133A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2025112395A (ja) * | 2024-01-19 | 2025-08-01 | 住友電気工業株式会社 | 絶縁樹脂フィルム付きリード |
| WO2026075239A1 (ja) * | 2024-10-04 | 2026-04-09 | 大日本印刷株式会社 | 蓄電デバイス用樹脂フィルム及び蓄電デバイス |
| WO2026075237A1 (ja) * | 2024-10-04 | 2026-04-09 | 大日本印刷株式会社 | 蓄電デバイス用樹脂フィルム及び蓄電デバイス |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240405389A1 (en) | 2024-12-05 |
| KR20240087672A (ko) | 2024-06-19 |
| CN118056321A (zh) | 2024-05-17 |
| EP4415133A1 (en) | 2024-08-14 |
| JPWO2023058735A1 (https=) | 2023-04-13 |
| EP4415133A4 (en) | 2025-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7120491B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7798023B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7846966B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7600941B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムを用いた蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7276642B1 (ja) | 接着性フィルム、接着性フィルムの製造方法、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| WO2023058735A1 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7334877B2 (ja) | 金属端子用接着性フィルム、金属端子用接着性フィルムの製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| CN115398724A (zh) | 金属端子用粘合性膜、金属端子用粘合性膜的制造方法、附带金属端子用粘合性膜的金属端子、蓄电器件和蓄电器件的制造方法 | |
| JP2023139019A (ja) | 電池、その製造方法、及び金属端子用接着性フィルム付き金属端子、当該金属端子用接着性フィルムの巻取体 | |
| JP7781344B2 (ja) | 金属端子用接着性フィルム及びその製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス用外装材、蓄電デバイス用外装材と金属端子用接着性フィルムを備えるキット、並びに、蓄電デバイス及びその製造方法 | |
| JP2024016132A (ja) | 接着性フィルム、接着性フィルムの製造方法、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7715299B2 (ja) | 金属端子用接着性フィルム及びその製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス用外装材、蓄電デバイス用外装材と金属端子用接着性フィルムを備えるキット、並びに、蓄電デバイス及びその製造方法 | |
| JP7294550B2 (ja) | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 | |
| JP7788036B2 (ja) | 金属端子用接着性フィルム及びその製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス用外装材、蓄電デバイス用外装材と金属端子用接着性フィルムを備えるキット、並びに、蓄電デバイス及びその製造方法 | |
| JP7833046B2 (ja) | 金属端子用接着性フィルム及びその製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス用外装材、蓄電デバイス用外装材と金属端子用接着性フィルムを備えるキット、並びに、蓄電デバイス及びその製造方法 | |
| JP7708346B1 (ja) | 金属端子用接着性フィルム及びその製造方法、金属端子用接着性フィルム付き金属端子、蓄電デバイス用外装材、蓄電デバイス用外装材と金属端子用接着性フィルムを備えるキット、並びに、蓄電デバイス及びその製造方法 | |
| JP7255763B2 (ja) | 接着性フィルム、蓄電デバイス、及び蓄電デバイスの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22878602 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023552949 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280067278.3 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417027918 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022878602 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022878602 Country of ref document: EP Effective date: 20240506 |