WO2023054710A1 - 積層構成体 - Google Patents
積層構成体 Download PDFInfo
- Publication number
- WO2023054710A1 WO2023054710A1 PCT/JP2022/036847 JP2022036847W WO2023054710A1 WO 2023054710 A1 WO2023054710 A1 WO 2023054710A1 JP 2022036847 W JP2022036847 W JP 2022036847W WO 2023054710 A1 WO2023054710 A1 WO 2023054710A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- metal
- layer
- metal sheet
- resin foam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/028—Net structure, e.g. spaced apart filaments bonded at the crossing points
-
- A—HUMAN NECESSITIES
- A62—LIFE-SAVING; FIRE-FIGHTING
- A62C—FIRE-FIGHTING
- A62C2/00—Fire prevention or containment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/043—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/046—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/92—Protection against other undesired influences or dangers
- E04B1/94—Protection against other undesired influences or dangers against fire
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L59/00—Thermal insulation in general
- F16L59/02—Shape or form of insulating materials, with or without coverings integral with the insulating materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
Definitions
- the present invention relates to a laminate structure used in the field of architecture and the like.
- Foams are widely used in various aspects in the fields of construction, civil engineering, electricity, vehicles, and the like.
- foams are used as thermal insulation.
- thermal insulation it is important to minimize human and property damage in the event of a fire.
- the insulation material spreads fire easily, the fire spreads more.
- the heat insulating material spreads fire easily, smoke is likely to be generated, and the generated smoke blocks people's vision and makes it difficult for victims to evacuate.
- it increases the human and property damage caused by the fire.
- heat insulating materials to have higher safety performance, and nonflammable and flame retardant properties are required.
- Insulation materials mainly composed of thermoplastic foams are relatively inexpensive and have good insulation performance. For this reason, for example, a flame retardant is added to the foam to impart flame retardancy to the foam (see, for example, Patent Document 1).
- an object of the present invention is to provide a laminated structure having excellent flame retardancy.
- the present inventors have found that a laminated structure having excellent flame retardancy can be obtained by bonding a metal sheet having a specific structure to the surface of a resin foam. That is, the gist of the present invention is to provide the following [1] to [8].
- the metal sheet has a first resin layer provided between adjacent metal layers, each metal layer has a thickness of 50 ⁇ m or less, and the metal sheet has a tear strength of 0.5 N or more.
- the resin constituting the first resin layer contains a polyolefin resin.
- 1 shows an example of a laminate structure.
- 3 shows another example of a laminated structure.
- 3 shows another example of a laminated structure.
- 3 shows another example of a laminated structure.
- An example of a metal sheet is shown.
- 4 shows another example of a metal sheet.
- 4 shows another example of a metal sheet.
- 1 shows an example of a laminate structure.
- 3 shows another example of a laminated structure. It is a figure for demonstrating a tear strength test.
- a laminated structure according to a first aspect of the present invention includes a metal sheet formed by laminating two or more metal layers and a resin foam, the total thickness of the metal layers in the metal sheet Ta ( ⁇ m), and the resin The thickness Tb (mm) of the foam satisfies the relationship of the following formula (1). Ta/Tb ⁇ 0.70 (1)
- the laminated structure having the above structure has extremely excellent flame retardancy.
- the ratio (Ta/Tb) of the total thickness Ta ( ⁇ m) of the metal layers to the thickness Tb (mm) of the resin foam is 0.70 or more.
- the flame retardancy of the laminated structure may be insufficient. be.
- the ratio (Ta/Tb) of the total thickness Ta ( ⁇ m) of the metal layer to the thickness Tb (mm) of the resin foam is preferably 0.80 or more, more preferably 1.00 or more. 1.20 or more is more preferable, and 1.40 or more is even more preferable.
- the ratio (Ta/Tb) of the total thickness Ta ( ⁇ m) of the metal layers to the thickness Tb (mm) of the resin foam is 10.00. The following is preferable, 8.00 or less is more preferable, 5.00 or less is still more preferable, and 2.00 or less is even more preferable.
- the resin contained in the resin foam in the laminate structure of the first aspect of the present invention is preferably a thermoplastic resin.
- a thermoplastic resin As the resin contained in the resin foam, the workability and workability of the resin foam are improved.
- the resin contained in the resin foam is not particularly limited, but it is preferable to use a resin that can be used for the resin foam.
- polyvinyl chloride resin, silicone resin, acrylic resin, polyurethane resin, etc. Examples include resins, polyolefin resins, elastomers, and styrene resins.
- the elastomer may be a thermoplastic elastomer or a rubber component other than the thermoplastic elastomer. Among these, polyolefin-based resins are preferable from the viewpoint of processability and moldability of resin foams.
- the resin foam is preferably obtained by cross-linking and foaming a resin composition containing a resin, and it is more preferable to cross-link the resin composition with an electron beam.
- the degree of cross-linking represented by the gel fraction of the resin foam obtained by cross-linking and foaming the resin composition is preferably 15 to 70% by mass.
- the degree of cross-linking of the resin foam is more preferably 20 to 60% by mass, more preferably 25 to 50% by mass.
- the method for measuring the degree of cross-linking is as described in Examples below.
- the apparent density of the resin foam is preferably 10-100 kg/m 3 .
- the apparent density is preferably 10-100 kg/m 3 .
- the apparent density is more preferably 20-50 kg/m 3 , still more preferably 20-40 kg/m 3 .
- the thickness of the resin foam is not limited as long as it satisfies the above formula (1), but is preferably 25 to 76 mm.
- the thickness of the resin foam is preferably 25 to 65 mm, more preferably 25 to 55 mm.
- polyolefin resin As the polyolefin-based resin used for the resin foam, polypropylene-based resin, polyethylene-based resin, and the like are preferable. Among these, polyethylene-based resins are more preferable from the viewpoint of the flexibility, processability, workability, etc. of the resulting resin foam. Also, a polypropylene resin and a polyethylene resin may be used in combination.
- polypropylene resin examples include homopolypropylene, which is a homopolymer of propylene, and copolymers of propylene and ⁇ -olefins other than propylene.
- Copolymers of propylene and ⁇ -olefins other than propylene include block copolymers, random copolymers, random block copolymers, etc. Among these, random copolymers (that is, random polypropylene ) is preferred.
- ⁇ -olefins other than propylene examples include ethylene having 2 carbon atoms, 1-butene, 1-pentene, 1-hexene, 4-methyl-1-pentene, 1-heptene, 1-octene, etc., having about 4 to 10 carbon atoms. Among them, ethylene is preferable from the viewpoint of moldability and heat resistance.
- these ⁇ -olefins can be used alone or in combination of two or more.
- the polypropylene-based resins may be used alone, or two or more of them may be used in combination.
- copolymer of propylene and an ⁇ -olefin other than propylene those obtained by copolymerizing 80% by mass or more and less than 100% by mass of propylene with 20% by mass or less of an ⁇ -olefin other than propylene are preferable.
- propylene is 90 to 99.5% by mass and ⁇ -olefin other than propylene is 0.5 to 10% by mass with respect to all monomer components constituting the copolymer, and propylene is 95% by mass. 99% by mass, and 1 to 5% by mass of ⁇ -olefins other than propylene.
- Polyethylene-based resins include low-density polyethylene-based resin (LDPE, density: less than 0.930 g/cm 3 ) and medium-density polyethylene-based resin (MDPE, density: 0.930 g/cm 3 or more and less than 0.942 g/cm 3 ). , high-density polyethylene resin (HDPE, density: 0.942 g/cm 3 or more), linear low-density polyethylene resin (LLDPE), and the like.
- LDPE low-density polyethylene-based resin
- MDPE medium-density polyethylene-based resin
- HDPE high-density polyethylene resin
- LLDPE linear low-density polyethylene resin
- low-density polyethylene resin (LDPE) and linear low-density polyethylene resin (LLDPE) are preferable from the viewpoint of flexibility, workability, workability, etc., and low-density polyethylene resin (LDPE) is more preferable. preferable.
- a linear low-density polyethylene resin is usually a copolymer of ethylene and a small amount of ⁇ -olefin, with ethylene as the main component (preferably 70% by mass or more, more preferably 90% by mass or more).
- the ⁇ -olefin preferably has 3 to 12 carbon atoms, more preferably 4 to 10 carbon atoms, and specifically includes 1-butene, 1-pentene, 1-hexene, 4- methyl-1-pentene, 1-heptene, 1-octene and the like.
- these ⁇ -olefins can be used alone or in combination of two or more.
- a polyethylene-type resin may be used individually and may use 2 or more types together.
- Polyolefin-based resins other than the above resins can also be used.
- resin components include ethylene-vinyl acetate copolymers, ethylene-acrylic acid copolymers, ethylene-(meth)alkyl acrylate copolymers, and the like. These resin components may be appropriately added to a resin in which at least one of a polypropylene-based resin and a polyethylene-based resin is used, for example.
- the resin used for the resin foam may consist of a polyolefin resin alone, but may contain resin components other than the polyolefin resin as long as the object of the present invention is not hindered.
- the proportion of the polyolefin resin is, for example, 70% by mass or more, preferably 80 to 100% by mass, more preferably 90 to 100% by mass, relative to the total amount of the resin.
- the resin foam in the laminate structure of the first aspect of the present invention further contains a flame retardant.
- the flame retardant is preferably at least one selected from phosphorus-based flame retardants, halogen-based flame retardants, antimony-based compounds, and inorganic hydrous compounds.
- a flame retardant can appropriately improve the flame retardancy of the resin foam.
- a flame retardant does not increase the viscosity of the resin composition too much due to the relationship with the foaming agent described later, it becomes easy to adjust the apparent density of the resin foam to a suitable range. Therefore, by using the flame retardant, it becomes easier to obtain a resin foam having both flame retardancy and heat insulation.
- the flame retardant is more preferably at least one selected from phosphorus-based flame retardants, halogen-based flame retardants and antimony-based compounds, and at least one selected from halogen-based flame retardants and antimony-based compounds. More preferred are seeds.
- Phosphorus-based flame retardants include phosphates, polyphosphates, phosphazene-based compounds, and phosphorus-based spiro compounds. Among these, at least one selected from phosphates, polyphosphates, and phosphorus-based spiro compounds is preferable from the viewpoint of less influence of viscosity on the foamable composition and easier adjustment of expansion ratio.
- Phosphates include melamine orthophosphate, piperazine orthophosphate, melamine pyrophosphate, piperazine pyrophosphate, calcium phosphate, and magnesium phosphate.
- polyphosphate include ammonium polyphosphate, melamine polyphosphate, melamine/melam/melem polyphosphate, and piperazine polyphosphate.
- orthophosphates, pyrophosphates and polyphosphates in addition to the above, N,N,N',N'-tetramethyldiaminomethane, ethylenediamine, N,N'-dimethylethylenediamine, N,N' -diethylethylenediamine, N,N-dimethylethylenediamine, N,N-diethylethylenediamine, N,N,N',N'-tetramethylethylenediamine, N,N,N',N'-diethylethylenediamine, 1,2-propane Diamine, 1,3-propanediamine, tetramethylenediamine, pentamethylenediamine, hexamethylenediamine, 1,7-diaminoheptane, 1,8-diaminooctane, 1,9-diaminononane, 1,10-diaminodecane, trans- 2,5-dimethylpiperazine, 1,4-bis(
- one or more selected from melamine pyrophosphate, piperazine pyrophosphate, and ammonium polyphosphate is preferable, and it is also preferable to use piperazine pyrophosphate and melamine pyrophosphate together.
- the phosphorus-based flame retardant one or more selected from the phosphates and polyphosphates described above and a metal oxide may be mixed and used as an intumescent flame retardant.
- metal oxides used in combination with one or more selected from phosphates and polyphosphates include zinc oxide, magnesium oxide, calcium oxide, silicon dioxide, titanium oxide, manganese oxide (MnO, MnO 2 ), and iron oxide.
- the mass ratio of one or more selected from phosphate and polyphosphate to metal oxide is preferable from the viewpoint of improving flame retardancy. is 4 or more and 100 or less, more preferably 6 or more and 50 or less, still more preferably 10 or more and 35 or less.
- flame retardants containing one or more selected from the phosphates and polyphosphates include: For example, “ADEKA STAB FP-2100J” manufactured by ADEKA Co., Ltd., “ADEKA STAB FP-2200S”, “ADEKA STAB FP-2500S”, Clariant Japan Co., Ltd. "EXOLIT AP422", “EXOLIT AP462”, and the like.
- Examples of phosphazene-based compounds include "SPB-100" commercially available from Otsuka Chemical Co., Ltd., and the like.
- the phosphorus-based spiro compound is not particularly limited as long as it is a spiro compound having a phosphorus atom.
- the spiro compound is a compound having a structure in which two cyclic skeletons share one carbon, and the spiro compound having a phosphorus atom means that at least one of the elements constituting the two cyclic skeletons is a phosphorus atom. It is preferred to have a compound in which each cyclic skeleton has a phosphorus atom. Examples of phosphorus-based spiro compounds include "Fireguard FCX-210" manufactured by Teijin Limited.
- halogen-based flame retardant stabilizes active OH radicals through a radical trapping effect in the gas phase.
- active OH radicals and H radicals which act as combustion promoters, are trapped and stabilized by hydrogen halide generated from the halogen-based flame retardant.
- the halogen hydrogen generated from the halogen-based flame retardant during combustion is nonflammable, it produces a diluting effect and also produces an oxygen blocking effect.
- the halogen-based flame retardant is not particularly limited as long as it contains halogen in its molecular structure.
- Halogen-based flame retardants include, for example, brominated flame retardants and chlorine-based flame retardants, with brominated flame retardants being preferred.
- the brominated flame retardant is not particularly limited as long as it contains bromine in its molecular structure.
- Brominated flame retardants include, for example, decabromodiphenyl ether, octabromodiphenyl ether, tetrabromobisphenol A (TBBA), TBBA epoxy oligomers, TBBA carbonate oligomers, TBBA bis(dibromopropyl ether), TBBA bis(aryl ethers), bis( pentabromophenyl)ethane, 1,2-bis(2,4,6-tribromophenoxy)ethane, 2,4,6-tris(2,4,6-tyrobromophenoxy)-1,3,5-triazine , 2,6- or 2,4-dibromophenol homopolymer, brominated polystyrene, polybrominated styrene, ethylenebistetrabromophthalimide, hexabromocyclododecane,
- Antimony-based compounds include, for example, antimony trioxide and antimony pentoxide. Among these, antimony trioxide is preferred.
- the antimony-based compound is also preferably used in combination with a halogen-based flame retardant.
- the antimony-based compound can improve the flame retardancy of the resin foam and reduce the content of the halogen-based flame retardant due to its synergistic effect with the halogen-based flame retardant.
- an antimony-based compound reacts with a halogen-based flame retardant during combustion to form a nonflammable antimony halide, which provides an oxygen shielding effect.
- inorganic hydrous compound examples include magnesium hydroxide, calcium hydroxide, aluminum hydroxide, zinc borate, iron hydroxide, nickel hydroxide, zirconium hydroxide, titanium hydroxide, zinc hydroxide, copper hydroxide, hydroxide vanadium, tin hydroxide, talc and the like.
- magnesium hydroxide calcium hydroxide, aluminum hydroxide, zinc borate, iron hydroxide, nickel hydroxide, zirconium hydroxide, titanium hydroxide, zinc hydroxide, copper hydroxide, hydroxide vanadium, tin hydroxide, talc and the like.
- at least one selected from aluminum hydroxide, magnesium hydroxide, calcium hydroxide and talc is preferable, and at least one selected from aluminum hydroxide and magnesium hydroxide is more preferable.
- the content of the flame retardant in the resin foam is preferably 1 to 150 parts by mass with respect to 100 parts by mass of the resin contained in the resin foam.
- the amount is 1 part by mass or more, flame retardancy can be appropriately imparted to the resin foam.
- the amount is 150 parts by mass or less, the resin foam has good heat insulating properties, workability, mechanical properties, and the like.
- the content of the flame retardant in the resin foam is more preferably 2 to 40 parts by mass, more preferably 3 to 25 parts by mass, and even more preferably 5 to 15 parts by mass with respect to 100 parts by mass of the resin. .
- a flame retardant you may use individually by 1 type, and may use 2 or more types together.
- a combination of a halogen-based flame retardant and an antimony-based compound is preferred as described above, and more preferably a combination of a brominated flame-retardant and an antimony-based compound.
- the ratio of the content of the antimony-based compound to the content of the halogen-based flame retardant has a synergistic effect with the halogen-based flame retardant.
- the mass ratio is, for example, 0.1 to 2, preferably 0.2 to 1.5, more preferably 0.3 to 1.0.
- the resin foam is preferably obtained by foaming a resin composition containing the above resin component such as polyolefin resin.
- Methods for foaming a resin composition include a chemical foaming method and a physical foaming method.
- the chemical foaming method is a method in which bubbles are formed by gas generated by thermal decomposition of a compound (foaming agent) added to the resin composition. It is a method of forming cells by evaporating the foaming agent after impregnating it with.
- the foaming method is not particularly limited, but a chemical foaming method is preferable from the viewpoint of obtaining a uniform closed-cell resin foam.
- a thermally decomposing foaming agent is used as the foaming agent used in the chemical foaming method.
- an organic thermally decomposing foaming agent or an inorganic thermally decomposing foaming agent having a decomposition temperature of about 160 to 270° C. is used. be able to.
- Organic pyrolytic foaming agents include azodicarbonamide, azodicarboxylic acid metal salts (such as barium azodicarboxylate), azo compounds such as azobisisobutyronitrile, and N,N'-dinitrosopentamethylenetetramine.
- azodicarbonamide such as barium azodicarboxylate
- azo compounds such as azobisisobutyronitrile
- N,N'-dinitrosopentamethylenetetramine examples include nitroso compounds, hydrazodicarbonamide, 4,4′-oxybis(benzenesulfonylhydrazide), hydrazine derivatives such as toluenesulfonylhydrazide, and semicarbazide compounds such as toluenesulfonylsemicarbazide.
- inorganic pyrolytic foaming agents include ammonium carbonate, sodium carbonate, ammonium hydrogencarbonate, sodium hydrogencarbonate, ammonium nitrite, sodium borohydride, and anhydrous monosoda citric acid.
- organic pyrolytic foaming agents are preferable, and azo compounds and nitroso compounds are more preferable, and azodicarbonamide and azobisisobutyronitrile are preferable from the viewpoints of obtaining fine bubbles, economic efficiency, and safety. are more preferred, and azodicarbonamide is even more preferred.
- These foaming agents may be used alone or in combination of two or more.
- the content of the thermal decomposition type foaming agent in the resin composition is preferably 2 to 40 parts by mass, more preferably 10 to 35 parts by mass, and even more preferably 15 to 32 parts by mass, based on 100 parts by mass of the resin.
- the content of the thermally decomposable foaming agent is within this range, the foamability of the resin foam becomes appropriate, and a resin foam having desired heat insulating properties can be obtained.
- the resin foam may further contain additives other than those mentioned above.
- additives include antioxidants, decomposition temperature regulators, cross-linking aids, metal damage inhibitors, antistatic agents, stabilizers, fillers, pigments, and the like.
- antioxidants include phenol antioxidants, sulfur antioxidants, phosphorus antioxidants, amine antioxidants, and the like.
- the content of the antioxidant in the resin foam is, for example, 0.1 to 10 parts by mass, preferably 0.2 to 3 parts by mass, per 100 parts by mass of the resin.
- zinc oxide, zinc stearate, urea, etc. are mentioned as a decomposition temperature adjusting agent.
- the content of the decomposition temperature adjusting agent in the resin foam is, for example, 0.1 to 10 parts by mass, preferably 1 to 5 parts by mass, per 100 parts by mass of the resin.
- the resin foam of the present invention may be used as one resin foam by laminating a plurality of sheet-like resin foams.
- the laminate structure has the metal sheet, it is possible to impart excellent flame retardancy to the laminate structure. In addition, a heat shielding effect can be exhibited, and the heat insulating properties of the laminate structure can be improved. Furthermore, weather resistance etc. become favorable.
- the metal sheet in the laminate structure of the present invention is formed by laminating two or more metal layers.
- metals constituting the metal layer include zinc, gold, silver, chromium, titanium, iron, aluminum, copper, nickel, tantalum, and alloys containing these.
- alloys include stainless steel such as SUS, brass, and beryllium copper. , Inconel and the like. These metals may be used singly or in combination of two or more.
- aluminum is preferred, and therefore the metal layer is preferably an aluminum layer.
- At least one metal layer may be an aluminum layer, but it is preferable that all the metal layers in the metal sheet are aluminum layers.
- the number of metal layers in the metal sheet is two or more.
- the number of metal layers in the metal sheet is 1, the flame retardancy of the laminated structure may be insufficient.
- the principle by which the flame retardancy is improved when the number of metal layers is two or more is not clear, it is presumed as follows. Thin-film metal layers are generally thin and easily torn, but even if one metal layer is torn in the event of a fire, the other metal layers prevent the flame from reaching the resin foam. It is presumed that this delays the ignition of the resin foam.
- the number of metal layers in the metal sheet is preferably 3 or more, more preferably 4 or more. From the viewpoint of the balance between the flame retardancy of the laminate structure and the manufacturing cost of the metal sheet, the number of metal layers in the metal sheet is preferably 8 or less, more preferably 6 or less.
- the thickness of each metal layer in the metal sheet is preferably 10 ⁇ m or more.
- the thickness of each metal layer in the metal sheet is 10 ⁇ m or more, the flame retardancy of the laminated structure can be further improved.
- the thickness of each metal layer in the metal sheet is more preferably 14 ⁇ m or more, more preferably 16 ⁇ m or more.
- the thickness of each metal layer in the metal sheet is preferably 50 ⁇ m or less, more preferably 40 ⁇ m or less, and even more preferably 30 ⁇ m or less.
- the total thickness of the metal layers in the metal sheet is not limited as long as it satisfies the above formula (1), but is, for example, 20 to 250 ⁇ m.
- the metal sheet facilitates imparting flame retardancy and heat shielding properties to the laminate structure.
- the total thickness of the metal layers in the metal sheets is preferably 30-150 ⁇ m.
- the total thickness of the metal layers in the metal sheet is set to 30 ⁇ m or more, the strength of the metal sheet is improved, and problems such as tearing of the metal sheet during construction are less likely to occur, improving workability. Further, by setting the total thickness of the metal layers in the metal sheet to 150 ⁇ m or less, it becomes easier to ensure the flexibility of the entire laminate structure, and the workability of the laminate structure is improved. From the viewpoint of workability, etc., the total thickness of the metal layers in the metal sheet is more preferably 35 to 100 ⁇ m.
- the metal sheet comprises a resin layer provided between adjacent metal layers. Adhesion between metal layers can be facilitated through the resin layer. Moreover, the flame retardancy of the laminate structure can be further improved. It is not clear why the flame retardancy of the laminated structure can be further improved, but the resin layer is arranged between the metal layers, so even if it burns, it is limited, and the resin layer burns first, so that the resin foams. It is presumed that this is because the spread of the flame on the body and the spread of the entire flame are delayed, thereby improving the flame resistance.
- thermoplastic resin and a thermosetting resin as the resin constituting the resin layer, and it is preferable to use a thermoplastic resin. More preferred.
- resins forming the resin layer include polyolefin resins, polyvinyl chloride resins, polystyrene resins, polyethylene terephthalate, polyethylene naphthalate, polybutylene terephthalate, polycarbonate, and polyamide.
- olefin-based resins are preferable because they are inexpensive and have relatively excellent mechanical properties, and polyethylene-based resins, ethylene-vinyl acetate copolymers, and polypropylene-based resins are more preferable, and polyethylene-based resins. is more preferred.
- the polyolefin resin used for the resin layer the same resin as used for the resin foam can be used. In order to strengthen the bond between the metal layer and the resin layer, the surface of the metal layer may be roughened before bonding the metal layer and the resin layer.
- corona treatment low pressure plasma treatment, atmospheric pressure plasma treatment, ultraviolet treatment, flame treatment, silane cup treatment before bonding the metal layer and the resin layer.
- Surface treatments such as ring agent treatment and grafting treatment may be applied to the surface of the resin layer.
- the resin layer may be composed of a hot melt adhesive or an adhesive.
- the hot melt forming the resin layer is not particularly limited, and for example, polyolefin hot melt, polyester hot melt, polyamide hot melt, synthetic rubber hot melt, and the like can be used.
- the resin layer is preferably formed of a film-like hot melt.
- the adhesive constituting the resin layer is not particularly limited, and for example, an acrylic adhesive, a silicone adhesive, a urethane adhesive, a rubber adhesive, or the like can be used.
- the resin layer In order to prevent the laminate structure from having insufficient flame retardancy due to insufficient flame retardancy of the resin layer of the metal sheet, it is preferable that the resin layer also has excellent flame retardancy. . From this point of view, it is preferable that the resin constituting the resin layer also contains a flame retardant.
- the flame retardant used for the resin layer the flame retardant used for the resin foam described above can be used.
- the content of the flame retardant in the resin layer is preferably 3 to 50% by mass, more preferably 5 to 40% by mass, even more preferably 10 to 30% by mass.
- the thickness of each resin layer is preferably 5 to 50 ⁇ m. When the thickness of each resin layer is 5 ⁇ m or more, the metal layers can be more strongly bonded to each other through the resin layer. When the thickness of each resin layer is 50 ⁇ m or less, the flame retardancy of the metal sheet is further improved. From this point of view, the thickness of each resin layer is more preferably 8 to 30 ⁇ m, more preferably 12 to 20 ⁇ m.
- the metal sheet may further comprise cloth layers provided between adjacent metal layers.
- the cloth layer is preferably a flame-retardant cloth layer composed of flame-retardant fibers.
- the laminate structure has good mechanical strength, and by forming the cloth layer from flame-retardant fibers, it becomes easy to impart flame retardancy.
- Fibers constituting the cloth layer preferably include flame-retardant fibers such as inorganic fibers such as glass fibers and carbon fibers, organic fibers such as para-aramid fibers, polyarylate fibers, phenol fibers, and polybutylene isocyanate fibers. mentioned. Among these fibers, glass fibers are preferred because they are inexpensive and have excellent flame retardancy. That is, the cloth layer is preferably a glass cloth layer.
- the cloth layer is not particularly limited, and may be made of a fabric having a filament diameter of, for example, about 1 to 10 ⁇ m.
- the fabric may be woven in any weave such as plain weave, satin weave or twill weave.
- the cloth layer may be a knitted fabric, a non-woven fabric, or a net.
- the basis weight of the cloth layer is not particularly limited, it is preferably 5 to 100 g/m 2 . When the basis weight of the cloth layer is at least the above lower limit, it becomes easier to impart noncombustibility to the laminated structure. Further, when the thickness is equal to or less than the above upper limit, appropriate voids are formed in the cloth layer, and the metal layers can be bonded to each other at the void portions.
- the fabric weight of the cloth layer is more preferably 10 to 80 g/m 2 , still more preferably 12 to 50 g/m 2 .
- the metal sheet may comprise cloth layers all between adjacent metal layers. However, the metal sheet may be provided with a cloth layer between at least one adjacent metal layer among the adjacent metal layers. For example, the cloth layer may be arranged between the outermost metal layer and the metal layer adjacent to the outermost metal layer, but is not particularly limited.
- the cloth layer is preferably adhered to the adjacent metal layer with an adhesive or the like.
- the cloth layer When provided between the outermost metal layer and the metal layer adjacent to the outermost metal layer, may be adhered to the metal layer of the substrate with an adhesive or the like.
- a sheet in which a metal layer and a cloth layer are adhered to each other in this way makes it possible to easily manufacture a metal sheet having a cloth layer.
- aluminum glass cloth in which an aluminum layer and a glass cloth are integrated can be mentioned as a material in which a metal layer and a cloth layer are integrated.
- a metal sheet can be produced, for example, by cold rolling or hot rolling a laminate obtained by laminating a plurality of metal foils to directly join the metal foils.
- the metal sheet can also be produced by directly bonding the metal foils together by diffusion bonding by applying pressure while heating a laminate obtained by laminating a plurality of metal foils.
- the metal sheet is obtained by laminating a plurality of metal foils while sandwiching a thermoplastic resin or thermosetting resin sheet between adjacent metal foils, and applying pressure while heating a laminate obtained to form a resin layer. It can also be manufactured by joining metal foils together via.
- a cloth layer when a cloth layer is provided, for example, the cloth layer is previously adhered to at least one metal foil, and a plurality of metal foils including the metal foil to which the cloth layer is adhered, a thermoplastic resin or a thermosetting Using a resin sheet, a metal sheet may be produced in the same manner as described above. Moreover, when the resin layer is not provided, the cloth layer may be adhered by fusion bonding or the like. At this time, the metal sheet may be manufactured by roll-to-roll. For example, the metal foil drawn out from the roller and the resin sheet drawn out from the roll may be overlapped and the operation may be repeated.
- the laminate structure of the first aspect of the present invention is a laminate structure 1A including a metal sheet 10A formed by laminating two or more metal layers 11 and a resin foam 20.
- the metal sheet 10A may be directly laminated on the resin foam 20, but is preferably laminated on the resin foam 20 via an adhesive layer (not shown).
- the adhesive layer may be a hot-melt film, an adhesive, or the resin layer described above.
- the laminated structure is a laminated structure 1B including a metal sheet 10B formed by laminating two or more metal layers 11 and a resin foam 20, and the metal sheet 10B is adjacent to the metal sheet 10B. It is preferable to provide a resin layer 12 provided between the metal layers 11 that are connected to each other. Moreover, as described above, the resin foam 20 and the metal sheet 10B are preferably adhered by an adhesive layer such as a resin layer.
- the laminated structure is a laminated structure 1C including a metal sheet 10C formed by laminating two or more metal layers 11 and a resin foam 20.
- the metal sheet 10C is It is preferable to further include cloth layers 13 provided between adjacent metal layers 11 .
- the metal layer 11 may be laminated directly on the cloth layer 13, but is preferably laminated via an adhesive layer (not shown).
- the adhesive layer is preferably made of a known adhesive.
- the metal sheet 10C may include the resin layer 12 provided between the adjacent metal layers 11. As shown in FIG.
- the laminate structure of the first aspect of the present invention can be obtained by laminating a resin foam on a metal sheet.
- a laminate structure may be produced by bonding a resin foam and a metal sheet together via an adhesive layer.
- the adhesive layer is preferably laminated on the metal layer in advance, for example, together with the resin layer disposed between the metal layers, and the metal sheet laminated with the adhesive layer is further laminated to the resin foam. .
- Step (1) A resin, a thermally decomposable foaming agent, and additives such as a flame retardant blended as necessary are supplied to an extruder, melt-kneaded, and then extruded from the extruder to form a resin composition.
- Step (2) Step of irradiating the resin composition obtained in Step (1) with ionizing radiation to crosslink
- Step (3) Foaming the resin composition crosslinked in Step (2) to foam the resin the process of getting a body
- extruders used in this production method include single-screw extruders and twin-screw extruders.
- the resin temperature inside the extruder is preferably 120 to 195°C, more preferably 130 to 170°C.
- the resin composition extruded from the extruder is preferably in the form of a sheet (resin sheet).
- step (2) the resin composition obtained in step (1) is irradiated with ionizing radiation to crosslink.
- ionizing radiation examples include ⁇ -rays, ⁇ -rays, ⁇ -rays, electron beams, etc. Among these, electron beams are preferred.
- the irradiation dose of ionizing radiation is preferably 1 to 10 Mrad, more preferably 3 to 7 Mrad, as long as the desired degree of cross-linking can be obtained. Since the progress of cross-linking due to irradiation of ionizing radiation is affected by the composition of the resin composition, the irradiation dose may be adjusted while measuring the degree of cross-linking.
- the crosslinked resin composition may be foamed by heating.
- the heating temperature for foaming is preferably a temperature equal to or higher than the decomposition temperature of the thermally decomposable foaming agent.
- a specific heating temperature is usually 200 to 290°C, preferably 220 to 260°C.
- the resin foam may be stretched in either or both of the MD and CD directions after or during foaming.
- the manufacturing method of the resin foam used for the laminated structure of the first aspect of the present invention is not limited to the above-described manufacturing method, and other manufacturing methods may be used.
- the resin composition instead of cross-linking with ionizing radiation, the resin composition may be preliminarily mixed with an organic peroxide, and the resin composition may be heated to decompose the organic peroxide. At this time, the resin composition may be foamed while being crosslinked. Also, the resin foam may not be a crosslinked body, in which case step (2) may be omitted.
- the resin foam of the present invention may be used as one resin foam by laminating a plurality of sheet-like resin foams.
- the laminate structure of the first aspect of the present invention can be used in buildings, civil engineering, electronic products, electric products, various vehicles such as automobiles, and the like, and is preferably used in buildings.
- the laminate structure of the first aspect of the present invention can be suitably used as a building material in various parts of a building. Specifically, it may be used on roofs, walls, floors, ceilings, ducts, and the like, and may be used on locations other than these.
- the laminated structure may be used alone, it may be laminated on another material and used.
- Other materials include, for example, materials that constitute buildings.
- the resin foam side is preferably attached to the building (that is, another material), and the metal sheet side is arranged outside. That is, it is preferable that the laminated structure constitutes a structure having metal sheet/resin foam/other material in this order.
- the metal sheet protects the resin foam. Therefore, the laminate structure can be used for a long period of time even when the metal sheet side is exposed and exposed to the outside air, wind and rain, sunlight, and the like.
- the metal sheet side disposed on the outside is often in contact with the flame, but the presence of the metal sheet can effectively prevent the flame from spreading and spreading.
- the laminate structure of the first aspect of the present invention may further include an adhesive layer provided on the surface of the resin foam opposite to the surface facing the metal sheet.
- the adhesive layer includes, for example, an adhesive layer and double-sided tape.
- the laminate structure is a laminate structure 1D including a metal sheet 10A in which two or more metal layers 11 are laminated and a resin foam 20, as shown in FIG.
- An adhesive layer 30 provided on the surface opposite to the surface facing the metal sheet 10A may be further provided.
- the adhesive layer is an adhesive layer made of an adhesive.
- the adhesive constituting the adhesive layer is not particularly limited, and for example, an acrylic adhesive, a silicone adhesive, a urethane adhesive, a rubber adhesive, or the like can be used.
- the thickness of each adhesive layer is, for example, preferably 1 to 100 ⁇ m, more preferably 5 to 50 ⁇ m.
- a double-sided pressure-sensitive adhesive sheet includes a substrate and pressure-sensitive adhesive layers provided on both sides of the substrate. The double-sided pressure-sensitive adhesive sheet may be used to adhere one pressure-sensitive adhesive layer to the resin foam and adhere the other pressure-sensitive adhesive layer to the metal material.
- a base material a nonwoven fabric may be sufficient and various resin films may be sufficient. From the viewpoint of nonflammability and fire resistance, the basis weight of the base material should be small, for example, about 5 to 100 g/m 2 , preferably about 10 to 50 g/m 2 .
- a metal sheet according to a second aspect of the present invention is a metal sheet in which two or more metal layers are laminated, the metal sheet includes a first resin layer provided between adjacent metal layers, and each The thickness of the metal layer is 50 ⁇ m or less, and the tear strength of the metal sheet is 0.5 N or more.
- the metal sheet becomes difficult to tear, and even if the metal sheet is adhered to a resin material such as a resin foam and bent, the deformation of the resin material such as the resin foam hardly remains due to the bending.
- the thickness of each metal layer in the metal sheet is 50 ⁇ m or less.
- the metal sheet is bent by applying an external force to the laminated structure obtained by adhering the metal sheet to a resin material such as a resin foam.
- the reduction in the thickness of the resin material such as resin foam caused by the bending of the sheet cannot be eliminated.
- the thickness of the resin material such as the resin foam remains reduced in this manner, the heat insulating properties of the resin foam may deteriorate, or the appearance of the resin material such as the resin foam may deteriorate.
- the thickness of each metal layer is preferably 40 ⁇ m or less, more preferably 35 ⁇ m or less, and even more preferably 30 ⁇ m or less.
- the thickness of each metal layer in the metal sheet is preferably 10 ⁇ m or more.
- the thickness of each metal layer in the metal sheet is 10 ⁇ m or more, it becomes easy to impart flame retardancy to a laminate structure and the like, which will be described later. Also, the tear strength of the metal sheet can be improved. From this point of view, the thickness of each metal layer in the metal sheet is more preferably 14 ⁇ m or more, more preferably 16 ⁇ m or more.
- the total thickness of the metal layers in the metal sheet of the second aspect of the present invention is preferably 100 ⁇ m or less.
- the thickness of the resin foam generated by bending a laminated structure such as a heat insulating material sheet obtained by bonding the metal sheet to the resin foam is less than the thickness of the resin foam. Elimination of the reduction becomes easier.
- the total thickness of the metal layers in the metal sheet is more preferably 90 ⁇ m or less, even more preferably 80 ⁇ m or less, and even more preferably 75 ⁇ m or less.
- the total thickness of the metal layers in the metal sheet is preferably 25 ⁇ m or more, more preferably 30 ⁇ m or more, and even more preferably 32 ⁇ m or more.
- the tear strength of the metal sheet of the second aspect of the present invention is 0.5 N or more. If the tear strength of the metal sheet is less than 0.5 N, the metal sheet may be torn when the metal sheet is attached to the resin foam using the production equipment. Further, when the tear strength of the metal sheet is 0.5 N or more, the metal sheet can be conveyed under high tension when the roll-shaped metal sheet is fed out and conveyed by equipment for the purpose of lamination with other sheets. Metal sheets are less likely to tear. Furthermore, when a metal sheet is attached to a resin foam and used as a heat insulating material, the metal surface may be attached in a stretched state.
- the tear strength of the metal sheet is 0.5 N or more, the metal sheet is less likely to tear when an object hits the metal sheet during use, and the moisture resistance and weather resistance are less likely to be impaired.
- the tear strength of the metal sheet of the present invention is preferably 1.0 N or more, more preferably 2.0 N or more, and even more preferably 2.5 N or more.
- the upper limit of the tear strength range of the metal sheet of the present invention is not particularly limited, it is usually 8.0 N or less.
- the tear strength of the metal sheet can be measured by the method described in Examples below.
- the thickness of the metal sheet of the second aspect of the present invention is preferably 400 ⁇ m or less.
- the thickness of the metal sheet is 400 ⁇ m or less, it is possible to prevent the thickness of the laminate structure obtained by joining the metal sheet to the resin foam from becoming thicker than necessary.
- the thickness of the metal sheet is preferably 350 ⁇ m or less, more preferably 320 ⁇ m or less, and even more preferably 300 ⁇ m or less.
- the thickness of the metal sheet is preferably 60 ⁇ m or more, more preferably 80 ⁇ m or more, and even more preferably 100 ⁇ m or more.
- the thickness of the metal sheet is the thickness of the entire metal sheet.
- the metal forming the metal layer in the metal sheet the same metal as the metal forming the metal layer in the laminate structure of the first invention can be used.
- the metal forming the metal layer in the metal sheet is preferably aluminum, and therefore the metal layer is preferably an aluminum layer.
- the aluminum layer By using the aluminum layer, the flexibility of the laminated structure is ensured, and the workability and workability of the laminated structure are improved. Also, the laminated structure is lightweight and resistant to corrosion.
- At least one of the metal layers in the metal sheet should be an aluminum layer. However, it is preferred that all of the metal layers in the metal sheet are aluminum layers.
- the number of metal layers in the metal sheet is 2 or more. If the number of metal layers in the metal sheet is 1, the metal sheet may tear when the metal sheet is attached to the resin foam using the manufacturing apparatus. Moreover, when the number of metal layers in the metal sheet is 1, the flame retardancy of the laminate structure may be insufficient. Although the principle by which the flame retardancy is improved when the number of metal layers is two or more is not clear, it is estimated as follows. Thin-film metal layers are generally thin and easily torn, but even if one metal layer is torn in the event of a fire, the other metal layers prevent the flame from reaching the resin foam. It is presumed that this delays the ignition of the resin foam.
- the number of metal layers in the metal sheet is preferably 3 or more, more preferably 4 or more.
- the number of metal layers in the metal sheet is 8 or less from the viewpoint that deformation of the resin material such as the resin foam does not remain even if it is bonded to the resin material such as the resin foam and bent. is preferred, and 6 or less is more preferred.
- the metal sheet has a first resin layer provided between adjacent metal layers. If the metal sheet does not have the first resin layer provided between adjacent metal layers, the metal sheet may have insufficient cutting strength. Moreover, when the metal sheet is provided with a resin layer provided between adjacent metal layers, the flame retardancy of the laminate structure can be further improved. It is not clear why the flame retardancy of the laminated structure can be further improved, but the resin layer is arranged between the metal layers, so even if it burns, it is limited, and the resin layer burns first, so that the resin foams. It is presumed that this is because the spread of the flame on the body and the spread of the entire flame are delayed, thereby improving the flame resistance.
- resins constituting the first resin layer include polyolefin-based resins, polyvinyl chloride-based resins, polystyrene-based resins, polyethylene terephthalate, polyethylene naphthalate, polybutylene terephthalate, polycarbonate, and polyamide. etc.
- olefin-based resins are preferable because they are inexpensive and have relatively excellent mechanical properties
- polyethylene-based resins, ethylene-vinyl acetate copolymers, and polypropylene-based resins are more preferable, and polyethylene-based resins. is more preferred.
- the surface of the metal layer may be roughened before bonding the metal layer and the first resin layer.
- corona treatment, low pressure plasma treatment, atmospheric pressure plasma treatment, and ultraviolet treatment are performed before bonding the metal layer and the first resin layer.
- flame treatment, silane coupling agent treatment, grafting treatment, or the like may be applied to the surface of the first resin layer.
- the polyolefin-based resin used as the resin constituting the first resin layer for example, the same polyolefin-based resin as used for the resin foam described later can be used.
- the first resin layer may be made of hot melt or adhesive.
- the hot melt forming the first resin layer is not particularly limited, and for example, polyolefin hot melt, polyester hot melt, polyamide hot melt, synthetic rubber hot melt, etc. can be used.
- the first resin layer is preferably formed of a film-like hot melt.
- the adhesive constituting the first resin layer is not particularly limited, and for example, an acrylic adhesive, a silicone adhesive, a urethane adhesive, a rubber adhesive, or the like can be used.
- the first resin layer has excellent flame retardancy to prevent insufficient flame retardancy of the laminated structure due to insufficient flame retardancy of the first resin layer of the metal sheet. preferably. From this point of view, it is preferable that the resin constituting the first resin layer contains a flame retardant.
- the flame retardant used in the resin layer those used in the resin foam described later can be used.
- the content of the flame retardant in the resin layer is preferably 3 to 50% by mass, more preferably 5 to 40% by mass, even more preferably 10 to 30% by mass.
- the thickness of the first resin layer is preferably 5-50 ⁇ m.
- the thickness of the first resin layer is 50 ⁇ m or more, the metal layers can be more strongly bonded to each other via the first resin layer, and the tear strength of the metal sheet can be improved.
- the thickness of a metal sheet can be reduced as the thickness of a 1st resin layer is 50 micrometers or less. From this point of view, the thickness of the first resin layer is more preferably 8 to 30 ⁇ m, even more preferably 12 to 20 ⁇ m.
- the metal sheet of the second invention of the present invention may have a second resin layer provided on one surface of the metal sheet.
- the second resin layer may be laminated on, for example, a metal sheet.
- the metal sheet and the resin foam can be adhered via the second resin layer to produce a laminated structure, which facilitates production of the laminated structure.
- the resin constituting the second resin layer the same resin as that constituting the first resin layer can be used.
- the thickness of the second resin layer can be the same as the range of the thickness of the first resin layer described above.
- the metal sheet may further comprise reinforcing cloth layers provided between adjacent metal layers.
- the reinforcing fibers forming the reinforcing cloth layer are preferably flame-retardant fibers.
- Examples of reinforcing fibers constituting the reinforcing cloth layer include inorganic fibers such as glass fibers and carbon fibers, wholly aromatic polyamide fibers, wholly aromatic polyester fibers, ultra-high molecular weight fibers, high-strength vinylon fibers, high-strength acrylic fibers, and the like. and organic fibers.
- glass fibers are preferred because they are inexpensive and have relatively good mechanical properties. That is, the reinforcing cloth layer is preferably a glass cloth layer.
- the reinforcing cloth layer is not particularly limited, and may be made of glass fibers having a filament diameter of about 1 to 10 ⁇ m, for example.
- the reinforcing cloth layer may be woven in any weave such as plain weave, satin weave or twill weave. Further, the reinforcing cloth layer may be a knitted fabric, a nonwoven fabric, or a net.
- the basis weight of the reinforcing cloth layer is not particularly limited, it is preferably 5 to 100 g/m 2 . When the basis weight of the reinforcing cloth layer is equal to or higher than the above lower limit, it becomes easier to impart noncombustibility to the laminated structure.
- the metal sheets when the thickness is equal to or less than the above upper limit, appropriate voids are formed in the reinforcing cloth layer, the metal layers can be joined together at the void portions, and the impregnation of the resin can be facilitated.
- the basis weight of the reinforcing cloth layer is more preferably 10 to 80 g/m 2 and even more preferably 12 to 50 g/m 2 from the above viewpoints.
- the metal sheets may be provided with reinforcing cloth layers all between adjacent metal layers. However, the metal sheets may be provided with a reinforcing cloth layer between at least one of the adjacent metal layers. For example, at least one reinforcing cloth layer may be disposed between the outermost metal layer and the metal layer adjacent to the outermost metal layer, but is not particularly limited.
- the reinforcing cloth layer may be adhered to the adjacent metal layers with an adhesive or the like. When provided between the outermost metal layer and the metal layer adjacent to the outermost metal layer, It may be adhered to the metal layer on the surface with an adhesive or the like.
- a metal layer and a reinforced cloth layer bonded together in this way facilitates the production of a metal sheet having a cloth layer.
- aluminum glass cloth in which an aluminum layer and a glass cloth are integrated can be mentioned as one in which a metal layer and a reinforcing cloth layer are integrated.
- the reinforcing cloth layer it is preferable that the metal layer, the reinforcing cloth layer, the resin layer, and the metal layer are provided in this order, and the reinforcing cloth layer is partially impregnated with the resin layer.
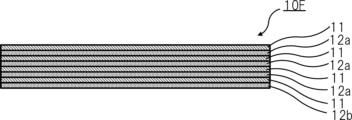
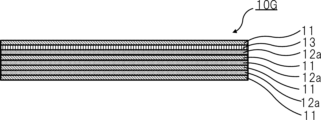
- the metal sheet of the second aspect of the present invention is formed by laminating two or more metal layers 11, and includes a first resin layer 12a provided between adjacent metal layers 11. It may be a metal sheet 10E. Moreover, as shown in FIG. 6, the metal sheet is formed by laminating two or more metal layers 11, and includes a first resin layer 12a provided between adjacent metal layers 11. The metal sheet 10F may further include a second resin layer 12b provided on its surface. Furthermore, as shown in FIG. 7, the metal sheet is formed by laminating two or more metal layers 11, and includes a first resin layer 12a provided between adjacent metal layers 11. The metal sheet 10G may further comprise a reinforcing cloth layer 13 provided between.
- the metal sheet of the second aspect of the present invention is, for example, a laminate obtained by laminating a plurality of metal foils while sandwiching a thermoplastic resin or thermosetting resin sheet between adjacent metal foils. It can be manufactured by applying pressure while bonding the metal foils to each other through the resin layer. At this time, the metal sheet may be manufactured by roll-to-roll. For example, the metal foil drawn out from the roller and the resin sheet drawn out from the roll may be overlapped and the operation may be repeated.
- thermoplastic resin or A sheet of thermosetting resin may be used to produce a metal sheet in the same manner as described above.
- the metal sheet of the second aspect of the present invention may be laminated on a resin material such as a resin foam and used as part of a laminate structure.
- a resin material such as a resin foam
- flame retardancy can be imparted to the laminate structure.
- the resin material is a resin foam and the laminate structure is a heat insulating sheet will be described in more detail.
- a laminated structure according to a second aspect of the present invention comprises the metal sheet of the second aspect of the present invention and a resin foam adhered to one surface of the metal sheet.
- the laminated structure of the second invention of the present invention includes a metal sheet formed by laminating two or more metal layers and a resin foam, and the total thickness of the metal layers in the metal sheet Ta ( ⁇ m) , and the thickness Tb (mm) of the resin foam satisfy the relationship of the following formula (1). Ta/Tb ⁇ 0.70 (1)
- the laminated structure having the above structure has extremely excellent flame retardancy.
- the ratio (Ta/Tb) of the total thickness Ta ( ⁇ m) of the metal layers to the thickness Tb (mm) of the resin foam is 0.70 or more.
- the flame retardancy of the laminated structure may be insufficient. be.
- the ratio (Ta/Tb) of the total thickness Ta ( ⁇ m) of the metal layer to the thickness Tb (mm) of the resin foam is preferably 0.80 or more, more preferably 1.00 or more. 1.20 or more is more preferable, and 1.40 or more is even more preferable.
- the ratio (Ta/Tb) of the total thickness Ta ( ⁇ m) of the metal layers to the thickness Tb (mm) of the resin foam is 10.00. The following is preferable, 8.00 or less is more preferable, 5.00 or less is still more preferable, and 2.00 or less is even more preferable.
- the configuration of the laminated structure will be described in more detail below.
- the metal sheet in the laminated structure of the second invention of the present invention is the metal sheet of the second invention of the present invention, and the metal sheet of the second invention of the present invention has already been explained. , the description of the metal sheet is omitted.
- the resin contained in the resin foam of the laminate structure of the second aspect of the present invention is preferably a thermoplastic resin.
- a thermoplastic resin As the resin contained in the resin foam, the workability and workability of the resin foam are improved.
- the resin contained in the resin foam is not particularly limited, but it is preferable to use a resin that can be used for the resin foam.
- polyvinyl chloride resin, silicone resin, acrylic resin, polyurethane resin, etc. Examples include resins, polyolefin resins, elastomers, and styrene resins.
- the elastomer may be a thermoplastic elastomer or a rubber component other than the thermoplastic elastomer. Among these, polyolefin-based resins are preferable from the viewpoint of processability and moldability of resin foams.
- the resin foam is preferably obtained by crosslinking and foaming a resin composition, more preferably by crosslinking and foaming a resin composition with an electron beam.
- the degree of cross-linking represented by the gel fraction of the resin foam obtained by cross-linking and foaming the resin composition is the same as the degree of cross-linking of the resin foam in the laminate structure of the first invention. Description of the degree of cross-linking is omitted.
- the apparent density of the resin foam is preferably 10-100 kg/m 3 .
- the apparent density of the resin foam is the same as the apparent density of the resin foam of the laminate structure in the first invention, so the explanation of the apparent density is omitted.
- the thickness of the resin foam is preferably 5 to 76 mm.
- the thickness of the resin foam is preferably 5 to 76 mm.
- the thickness of the resin foam is preferably 7 to 65 mm, more preferably 8 to 55 mm.
- polyolefin resin As the polyolefin-based resin used for the resin foam, polypropylene-based resin, polyethylene-based resin, and the like are preferable. Among these, polyethylene-based resins are more preferable from the viewpoint of the flexibility, processability, workability, etc. of the resulting resin foam. Also, a polypropylene resin and a polyethylene resin may be used in combination.
- polypropylene resin The polypropylene-based resin used for the resin foam is the same as the polypropylene-based resin used for the resin foam in the laminated structure of the first invention, so the explanation of the polypropylene-based resin is omitted.
- polyethylene resin used for the resin foam is the same as the polyethylene-based resin used for the resin foam in the laminated structure of the first invention, so the description of the polyethylene-based resin is omitted.
- the resin foam in the laminated structure of the second aspect of the present invention further contains a flame retardant.
- the flame retardant used in the resin foam is the same as the flame retardant used in the resin foam in the laminated structure of the first invention, so the description of the flame retardant is omitted.
- the resin foam is preferably obtained by foaming a resin composition containing the above resin component such as polyolefin resin.
- Methods for foaming a resin composition include a chemical foaming method and a physical foaming method.
- the chemical foaming method is a method in which bubbles are formed by gas generated by thermal decomposition of a compound (foaming agent) added to the resin composition. It is a method of forming cells by evaporating the foaming agent after impregnating it with.
- the foaming method is not particularly limited, but a chemical foaming method is preferable from the viewpoint of obtaining a uniform closed-cell resin foam.
- a thermally decomposing foaming agent is used as the foaming agent used in the chemical foaming method.
- an organic thermally decomposing foaming agent or an inorganic thermally decomposing foaming agent having a decomposition temperature of about 160 to 270° C. is used. be able to. Since the foaming agent used for producing the resin foam is the same as the foaming agent used for producing the resin foam in the laminated structure of the first invention, the explanation of the foaming agent is omitted.
- the resin foam may further contain additives other than those mentioned above.
- the additives other than the above used in the resin foam are the same as the other additives used in the resin foam in the laminated structure of the first invention. Description is omitted.
- the resin foam in the laminate structure of the second aspect of the present invention may be used as one resin foam by stacking a plurality of sheet-like resin foams.
- the laminate structure of the second aspect of the present invention is, as shown in FIG. Good.
- the metal sheet 10E may be directly laminated on the resin foam 20, but is preferably laminated on the resin foam 20 via an adhesive layer (not shown).
- the metal sheet 10E is difficult to secure adhesion to the resin foam 20, but can be adhered to the resin foam 20 with high adhesive strength by interposing the adhesive layer.
- the adhesive layer is preferably a thermoplastic resin, a thermosetting resin, a hot-melt film, or an adhesive, and is preferably the second resin layer described above.
- the laminate structure of the second aspect of the present invention can be obtained by laminating a resin foam on a metal sheet.
- a laminate structure may be produced by bonding a resin foam and a metal sheet via an adhesive layer such as a second resin layer.
- the laminate structure of the second aspect of the present invention may further include an adhesive layer provided on the surface of the resin foam opposite to the surface facing the metal sheet. Thereby, the laminate structure can be adhered to a metal material such as a metal plate via the adhesive layer.
- the adhesive layer includes, for example, an adhesive layer and double-sided tape.
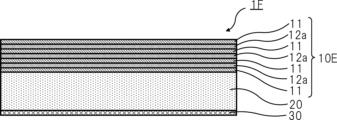
- the laminate structure is a laminate structure 1F including a metal sheet 10E and a resin foam 20, as shown in FIG.
- An adhesive layer 30 provided on the surface may be further provided.
- the adhesive layer is an adhesive layer made of an adhesive.
- the adhesive constituting the adhesive layer is not particularly limited, and for example, an acrylic adhesive, a urethane adhesive, a rubber adhesive, or the like can be used.
- each adhesive layer is, for example, preferably 1 to 100 ⁇ m, more preferably 5 to 50 ⁇ m.
- a double-sided pressure-sensitive adhesive sheet includes a substrate and pressure-sensitive adhesive layers provided on both sides of the substrate.
- the double-sided pressure-sensitive adhesive sheet may be used to adhere one pressure-sensitive adhesive layer to the resin foam and adhere the other pressure-sensitive adhesive layer to the metal material.
- a base material a nonwoven fabric may be sufficient and various resin films may be sufficient. From the viewpoint of nonflammability and fire resistance, the basis weight of the base material should be small, for example, about 5 to 100 g/m 2 , preferably about 10 to 50 g/m 2 .
- a third invention of the present invention provides the following [1] to [11].
- [1] A metal sheet formed by laminating two or more metal layers, wherein the metal sheet includes a first resin layer provided between adjacent metal layers, and the thickness of each metal layer is 50 ⁇ m. below and the tear strength of the metal sheet is 0.5 N or more.
- [2] The metal sheet according to [1] above, wherein the metal layer has a thickness of 10 ⁇ m or more.
- the resin constituting the first resin layer contains a polyolefin resin.
- [4] The metal sheet according to any one of [1] to [3] above, comprising a second resin layer provided on one surface.
- a laminate structure comprising the metal sheet according to any one of [1] to [9] above and a resin foam adhered to one surface of the metal sheet.
- the laminate structure according to the above [10] further comprising an adhesive layer provided on the surface of the resin foam opposite to the surface facing the metal sheet.
- a metal sheet that is difficult to tear and that does not cause deformation of the resin material such as foam even when it is bent while being adhered to a resin material such as foam, and the metal sheet.
- a laminated structure can be provided.
- the laminated structure of the third aspect of the present invention may satisfy the above formula (1) or may not satisfy the above formula (1).
- the metal sheet of the third invention of the present invention is the same as the metal sheet of the second invention of the present invention, and the laminate structure of the third invention of the present invention is the metal sheet of the second invention of the present invention. It is similar to the laminated structure. Therefore, description of the metal sheet of the third aspect of the present invention and the laminate structure of the third aspect of the present invention will be omitted.
- Example 1 Manufacture of resin foam
- each component shown in the column of resin foam in Table 1 was put into a single screw extruder, melted and kneaded at 120 ° C. and extruded, and a resin sheet with a thickness of 2 mm (resin composition things).
- the resin sheet was crosslinked by irradiating both surfaces of the resin sheet with an electron beam at an acceleration voltage of 500 kV and an irradiation dose of 5.5 Mrad. After that, the crosslinked resin sheet was heated in a hot air oven at 240° C. for 3 minutes, and foamed by the heating to obtain a resin foam having a thickness of 5 mm.
- the surfaces of the 5 mm resin foams were heated to 80° C. and laminated one after another to obtain a 25 mm resin foam.
- Flame-retardant PE and aluminum foil are alternately stacked on the glass cloth side of the aluminum glass cloth, and the layer structure is Al foil/glass cloth/flame-retardant PE/Al foil/flame-retardant PE/Al foil/flame-retardant PE.
- /Al foil/flame-retardant PE laminate was obtained. This laminate was heated at a temperature of 130° C. to adhere to each other to produce a metal sheet having 4 metal layers with a thickness of 18 ⁇ m and a total thickness of 72 ⁇ m.
- Examples 2-7 and Comparative Examples 1 and 2 By changing the thickness of the aluminum foil used for the metal sheets and the number of laminated sheets, as shown in Table 1, the number of metal layers of the metal sheets, the thickness of one metal layer, and the total thickness of the metal layers were changed. In addition, the thickness of the resin foam was changed as shown in Table 1 by changing the number of sheets of the resin foam having a thickness of 5 mm. Laminated structures of Examples 2 to 7 and Comparative Examples 1 and 2 were produced in the same manner as the laminated structure of Example 1 except for the above. In addition, in Comparative Examples 1 and 2, an aluminum foil in which flame-retardant PE was laminated on one side was used.
- Comparative example 3 It was carried out in the same manner as in Example 1, except that no metal sheet was provided.
- Table 1 shows the evaluation results of the laminate structure of each example and comparative example.
- LDPE manufactured by Ube Maruzen Polyethylene Co., Ltd., trade name “522N”
- Brominated flame retardant 1,2-bis(2,3,4,5,6-pentabromophenyl)ethane, manufactured by Albemarle Japan Co., Ltd., trade name "SAYTEX8010”
- Antimony trioxide Nippon Seiko Co., Ltd.
- PATOX-M Zinc stearate: manufactured by Sakai Chemical Co., Ltd., trade name "SZ-2000”
- Antioxidant BASF Japan Co., Ltd., trade name "Irganox 1010”
- ADCA azodicarbonamide, blowing agent
- the laminate structure of each of the above examples includes a metal sheet formed by laminating two or more metal layers and a resin foam, and the total thickness of the metal layers in the metal sheet Ta ( ⁇ m) and the resin foam Since the thickness Tb (mm) of the film satisfied the relationship of the above formula (1), the flame retardancy was very excellent.
- the metal sheet is composed of one metal layer, and the total thickness of the metal layers in the metal sheet Ta ( ⁇ m) and the resin foam Since the thickness Tb (mm) did not satisfy the relationship of the above formula (1), the flame retardancy was insufficient.
- the laminate structure of Comparative Example 3 did not include a metal sheet, its flame retardancy was insufficient.
- the measurement method of each physical property and the evaluation method of the resin foam are as follows. (1) Degree of Crosslinking The degree of crosslinking was measured in the same manner as in the first example. (2) Density The density (apparent density) of the resin foam was measured in the same manner as in the first example. (3) Thickness of metal layer, metal sheet and resin foam The thickness was measured in the same manner as in the first example.
- Example 8 Manufacturing of metal sheets
- Three sheets of 12 ⁇ m aluminum foil (Al foil) and three sheets of flame-retardant polyethylene sheet (product name “FP-PF”, manufactured by Asahi Sangyo Co., Ltd.) (PE) are alternately stacked to form a laminate. made.
- the layer structure of the laminate is Al foil/PE/Al foil/PE/Al foil/PE.
- This laminate is heated at a temperature of 130 ° C. and adhered, the number of metal layers is 3, the thickness of the metal layer is 12 ⁇ m, and the first resin layer and the first resin layer provided between adjacent metal layers
- a metal sheet was produced with a second resin layer disposed on one side of the metal sheet.
- a laminate was produced by stacking the metal sheet and the resin foam). Then, the metal sheet surface of the laminate was heated at a heating temperature of 150° C. for about 5 seconds, and after the laminate was compressed by hand, the laminate was cooled to produce a laminate structure.
- Examples 9 and 13 and Reference Examples 1-3 By changing the thickness and number of layers of the aluminum foil used for the metal sheet and the number of layers of the flame-retardant polyethylene sheet, as shown in Table 2, the number of metal layers of the metal sheet, the thickness of one metal layer, and the number of metal layers and the number of layers of the first resin layer were changed. Other than that, metal sheets and laminated structures of Examples 9 and 13 and Reference Examples 1 to 3 were produced in the same manner as the metal sheets and laminated structures of Example 8.
- Example 10 One piece of aluminum glass cloth in which 18 ⁇ m aluminum foil and glass cloth with a basis weight of 14 g / m 2 are bonded, one sheet of 18 ⁇ m aluminum foil, and a flame-retardant polyethylene sheet (product name “FP-PF”, Asahi Sangyo Co., Ltd.) (PE) were prepared.
- the glass cloth used was a glass net.
- a laminate having a layer structure of Al foil/glass cloth/PE/Al foil/PE was obtained by alternately stacking PE and aluminum foil on the glass cloth side of the aluminum glass cloth. This laminate was heated at a temperature of 130° C. to produce a metal sheet.
- the number of metal layers is 2
- the thickness of the metal layer is 18 ⁇ m
- the first resin layer provided between the adjacent metal layers, one of the metal sheets A metal sheet with a second resin layer and a glass cloth layer disposed on the side of the sheet was produced.
- Example 11 Two pieces of aluminum glass cloth, two pieces of 18 ⁇ m aluminum foil, and a flame-retardant polyethylene sheet (product name “FP-PF”, Asahi Sangyo Co., Ltd.) (PE) were prepared.
- the glass cloth used was a glass net.
- PE and aluminum glass cloth or aluminum foil are alternately laminated on the glass cloth side surface of the aluminum glass cloth, and the layer structure is Al foil / glass cloth / PE / Al foil / glass cloth / PE / Al foil / PE / A laminate of Al foil/PE was obtained. This laminate was heated at a temperature of 130° C. to produce a metal sheet.
- the number of metal layers is 4, the thickness of the metal layer is 18 ⁇ m, and the first resin layer provided between the adjacent metal layers, one of the metal sheets A metal sheet with a second resin layer and a glass cloth layer disposed on the side of the sheet was produced.
- Example 12 One piece of aluminum glass cloth in which a 25 ⁇ m aluminum foil and a glass cloth with a basis weight of 14 g / m 2 are bonded, three pieces of 25 ⁇ m aluminum foil, and a flame-retardant polyethylene sheet (product name “FP-PF”, Asahi Sangyo Co., Ltd.) (PE) were prepared.
- the glass cloth used was a glass net.
- Lamination with a layer structure of Al foil/glass cloth/PE/Al foil/PE/Al foil/PE/Al foil/PE/Al foil/PE by alternately stacking PE and aluminum foil on the glass cloth side of the aluminum glass cloth. got a body This laminate was heated at a temperature of 130° C. to produce a metal sheet.
- the number of metal layers is 4, the thickness of the metal layer is 25 ⁇ m, and the first resin layer provided between the adjacent metal layers, one of the metal sheets A metal sheet with a second resin layer and a glass cloth layer disposed on the side of the sheet was produced.
- Table 2 shows the evaluation results of the laminate structure of each example and each reference example.
- PE Flame-retardant polyethylene sheet (product name “FP-PF”, manufactured by Asahi Sangyo Co., Ltd.)
- LDPE manufactured by Ube Maruzen Polyethylene Co., Ltd., trade name “522N”
- Brominated flame retardant 1,2-bis(2,3,4,5,6-pentabromophenyl)ethane, manufactured by Albemarle Japan Co., Ltd., trade name "SAYTEX8010”
- Antimony trioxide Nippon Seiko Co., Ltd.
- Antioxidant BASF Japan Co., Ltd., trade name "Irganox 1010”
- ADCA azodicarbonamide, blowing agent
- the number of metal layers is two or more, the first resin layer is provided between adjacent metal layers, and the total thickness of each metal layer is 50 ⁇ m. Since the tear strength of the metal sheet was 0.5 N or more, the tear strength was high and it was difficult to tear. I didn't. On the other hand, in the metal sheets of Reference Examples 1 and 2, the first resin layer provided between the adjacent metal layers was not arranged, so the tear strength was insufficient and was easy to avoid, or Since the thickness of the metal layer was greater than 50 ⁇ m, deformation of the resin foam due to bending was large.
- Example 14 Manufacture of resin foam
- resin sheet resin composition
- the resin sheet was crosslinked by irradiating both surfaces of the resin sheet with an electron beam at an acceleration voltage of 500 kV and an irradiation amount of 5.5 Mrad. Thereafter, the crosslinked resin sheet was heated in a hot air oven at 240° C. for 3 minutes, and foamed by the heating to obtain a resin foam having a thickness of 5 mm.
- the surfaces of the 5 mm resin foams were heated to 80° C. and laminated one after another to obtain a 40 mm resin foam.
- Example 10 Manufacturing of laminated structure
- the metal sheet of Example 10 is placed on the resin foam so that the resin foam and the second resin layer of the metal sheet of Example 10 are in contact, and the metal sheet side is heated to 150 ° C. to form a resin.
- a laminate structure of Example 13 was obtained by laminating the foam and the metal sheet of Example 10 together.
- Example 15 A laminate structure of Example 14 was produced in the same manner as the laminate structure of Example 14 except that the metal sheet of Example 11 was used instead of the metal sheet of Example 10.
- Example 16 A laminate structure of Example 15 was produced in the same manner as the laminate structure of Example 14 except that the metal sheet of Example 12 was used instead of the metal sheet of Example 10.
- Example 17 A laminate structure of Example 17 was produced in the same manner as the laminate structure of Example 14, except that the thickness of the resin foam was changed from 40 mm to 25 mm.
- Example 18 The laminated structure of Example 14 was prepared in the same manner as in Example 18 except that the metal sheet of Example 11 was used instead of the metal sheet of Example 10 and the thickness of the resin foam was changed from 40 mm to 50 mm. A laminate structure was produced.
- Example 19 The laminated structure of Example 14 was prepared in the same manner as in Example 19 except that the metal sheet of Example 13 was used instead of the metal sheet of Example 10 and the thickness of the resin foam was changed from 40 mm to 50 mm. A laminate structure was produced.
- Table 3 shows the evaluation results of the laminate structures of Examples 14 to 19.
- LDPE manufactured by Ube Maruzen Polyethylene Co., Ltd., trade name “522N”
- Brominated flame retardant 1,2-bis(2,3,4,5,6-pentabromophenyl)ethane, manufactured by Albemarle Japan Co., Ltd., trade name "SAYTEX8010”
- Antimony trioxide Nippon Seiko Co., Ltd.
- PATOX-M Zinc stearate: manufactured by Sakai Chemical Co., Ltd., trade name "SZ-2000”
- Antioxidant BASF Japan Co., Ltd., trade name "Irganox 1010”
- ADCA azodicarbonamide, blowing agent
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- General Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Business, Economics & Management (AREA)
- Emergency Management (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/685,714 US20240351309A1 (en) | 2021-09-30 | 2022-09-30 | Laminated structure |
| JP2022564513A JPWO2023054710A1 (https=) | 2021-09-30 | 2022-09-30 | |
| AU2022355808A AU2022355808A1 (en) | 2021-09-30 | 2022-09-30 | Laminated structure |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021161669 | 2021-09-30 | ||
| JP2021-161667 | 2021-09-30 | ||
| JP2021-161669 | 2021-09-30 | ||
| JP2021161667 | 2021-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023054710A1 true WO2023054710A1 (ja) | 2023-04-06 |
Family
ID=85780811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/036847 Ceased WO2023054710A1 (ja) | 2021-09-30 | 2022-09-30 | 積層構成体 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240351309A1 (https=) |
| JP (1) | JPWO2023054710A1 (https=) |
| AU (1) | AU2022355808A1 (https=) |
| WO (1) | WO2023054710A1 (https=) |
Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5474356U (https=) * | 1977-11-07 | 1979-05-26 | ||
| JPH0255575B2 (https=) * | 1983-09-30 | 1990-11-27 | Nippon Kokan Kk | |
| JPH0437533A (ja) * | 1990-06-02 | 1992-02-07 | Atsudo:Kk | 畜舎用パネル建材 |
| JPH04364937A (ja) * | 1991-06-11 | 1992-12-17 | Nippon Zeon Co Ltd | パネル補強用シート材料及びそれを用いた車輌外板パネル構造体 |
| JPH05302376A (ja) * | 1992-04-23 | 1993-11-16 | Sankyo U B Kk | 積層パネル |
| JPH06264555A (ja) * | 1993-03-16 | 1994-09-20 | Iwai Kinzoku Kogyo Kk | コーナー壁体の成形方法 |
| JPH0667021U (ja) * | 1993-03-04 | 1994-09-20 | 凸版印刷株式会社 | 化粧パネル |
| JP3032499U (ja) * | 1996-04-24 | 1996-12-24 | 株式会社プロス | 積層立体文字基板 |
| JPH0988250A (ja) * | 1995-07-13 | 1997-03-31 | Furukawa Electric Co Ltd:The | 断熱金属屋根材とその製造方法 |
| WO1999060222A1 (en) * | 1998-05-21 | 1999-11-25 | Pirityi Laszlo | Heat reflecting foil |
| JP2000104366A (ja) * | 1998-07-29 | 2000-04-11 | Sekisui Chem Co Ltd | 耐火構成体 |
| JP2001301092A (ja) * | 2000-04-20 | 2001-10-30 | Unitika Ltd | アルミニウム積層板 |
| JP2002160324A (ja) * | 2000-11-21 | 2002-06-04 | Takiron Co Ltd | 複合板 |
| JP2006213037A (ja) * | 2005-02-07 | 2006-08-17 | Sumikei Engineering Kk | 発泡サンドイッチパネルの製造方法 |
| JP2010112104A (ja) * | 2008-11-07 | 2010-05-20 | Sekisui House Ltd | 庇 |
| EP2394812A1 (en) * | 2010-04-19 | 2011-12-14 | DQ Concepts B.V. | Composite material and sheet material provided therewith |
| KR101151705B1 (ko) * | 2011-06-14 | 2012-06-15 | 강명하 | 선박용 복합 단열재 |
| JP2015145690A (ja) * | 2014-01-31 | 2015-08-13 | 旭有機材工業株式会社 | 断熱パネル |
| JP2018053642A (ja) * | 2016-09-30 | 2018-04-05 | 積水化成品工業株式会社 | 水回り用天井材 |
| US20200400251A1 (en) * | 2019-03-26 | 2020-12-24 | Titeflex Corporation | Multilayer composite pipe and pipe assemblies including reflective insulation |
-
2022
- 2022-09-30 US US18/685,714 patent/US20240351309A1/en active Pending
- 2022-09-30 JP JP2022564513A patent/JPWO2023054710A1/ja active Pending
- 2022-09-30 WO PCT/JP2022/036847 patent/WO2023054710A1/ja not_active Ceased
- 2022-09-30 AU AU2022355808A patent/AU2022355808A1/en active Pending
Patent Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5474356U (https=) * | 1977-11-07 | 1979-05-26 | ||
| JPH0255575B2 (https=) * | 1983-09-30 | 1990-11-27 | Nippon Kokan Kk | |
| JPH0437533A (ja) * | 1990-06-02 | 1992-02-07 | Atsudo:Kk | 畜舎用パネル建材 |
| JPH04364937A (ja) * | 1991-06-11 | 1992-12-17 | Nippon Zeon Co Ltd | パネル補強用シート材料及びそれを用いた車輌外板パネル構造体 |
| JPH05302376A (ja) * | 1992-04-23 | 1993-11-16 | Sankyo U B Kk | 積層パネル |
| JPH0667021U (ja) * | 1993-03-04 | 1994-09-20 | 凸版印刷株式会社 | 化粧パネル |
| JPH06264555A (ja) * | 1993-03-16 | 1994-09-20 | Iwai Kinzoku Kogyo Kk | コーナー壁体の成形方法 |
| JPH0988250A (ja) * | 1995-07-13 | 1997-03-31 | Furukawa Electric Co Ltd:The | 断熱金属屋根材とその製造方法 |
| JP3032499U (ja) * | 1996-04-24 | 1996-12-24 | 株式会社プロス | 積層立体文字基板 |
| WO1999060222A1 (en) * | 1998-05-21 | 1999-11-25 | Pirityi Laszlo | Heat reflecting foil |
| JP2000104366A (ja) * | 1998-07-29 | 2000-04-11 | Sekisui Chem Co Ltd | 耐火構成体 |
| JP2001301092A (ja) * | 2000-04-20 | 2001-10-30 | Unitika Ltd | アルミニウム積層板 |
| JP2002160324A (ja) * | 2000-11-21 | 2002-06-04 | Takiron Co Ltd | 複合板 |
| JP2006213037A (ja) * | 2005-02-07 | 2006-08-17 | Sumikei Engineering Kk | 発泡サンドイッチパネルの製造方法 |
| JP2010112104A (ja) * | 2008-11-07 | 2010-05-20 | Sekisui House Ltd | 庇 |
| EP2394812A1 (en) * | 2010-04-19 | 2011-12-14 | DQ Concepts B.V. | Composite material and sheet material provided therewith |
| KR101151705B1 (ko) * | 2011-06-14 | 2012-06-15 | 강명하 | 선박용 복합 단열재 |
| JP2015145690A (ja) * | 2014-01-31 | 2015-08-13 | 旭有機材工業株式会社 | 断熱パネル |
| JP2018053642A (ja) * | 2016-09-30 | 2018-04-05 | 積水化成品工業株式会社 | 水回り用天井材 |
| US20200400251A1 (en) * | 2019-03-26 | 2020-12-24 | Titeflex Corporation | Multilayer composite pipe and pipe assemblies including reflective insulation |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2022355808A1 (en) | 2024-01-25 |
| JPWO2023054710A1 (https=) | 2023-04-06 |
| US20240351309A1 (en) | 2024-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102537427B1 (ko) | 다층 발포 시트, 다층 발포 시트의 제조 방법, 및 점착 테이프 | |
| JP7323405B2 (ja) | ポリオレフィン系樹脂発泡体シート | |
| US20190358944A1 (en) | Resin laminate | |
| JP2020032599A (ja) | 発泡複合シート | |
| WO2023054710A1 (ja) | 積層構成体 | |
| EP3192828B1 (en) | Foam, laminate, and formed product | |
| JP2021080382A (ja) | 筐体用熱膨張性耐火材、筐体用耐火シート、及び携帯電子機器用筐体 | |
| JP7712784B2 (ja) | 積層構成体 | |
| US12060470B2 (en) | Foamed polyolefin-based-resin sheet | |
| JP2020033519A (ja) | 難燃性発泡体 | |
| JP7495805B2 (ja) | ポリオレフィン系樹脂発泡体シート | |
| JP7495806B2 (ja) | ポリオレフィン系樹脂発泡体シート | |
| JP2006240207A (ja) | 難燃防音材 | |
| WO2020195675A1 (ja) | ポリオレフィン系樹脂発泡シートおよびその製造方法 | |
| JP3354674B2 (ja) | ポリオレフィン系樹脂発泡体の製造方法 | |
| JP7215932B2 (ja) | 発泡複合シート及び粘着テープ | |
| JP2020032598A (ja) | 発泡複合シート | |
| KR20250174762A (ko) | 난연 폼 및 난연 tpo 시트를 포함하는 지붕재, 지붕재용 난연 폼 조성물, 및 지붕재용 난연 tpo 시트 조성물 | |
| JP2020139087A (ja) | ポリオレフィン系樹脂発泡体シート及びそれを用いた粘着テープ | |
| JP2001105517A (ja) | 熱膨張性耐火シート | |
| JPH0727284A (ja) | ポリオレフィン系難燃断熱パイプ | |
| JP2002371250A (ja) | 粘着テープ用基布 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022564513 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22876572 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022355808 Country of ref document: AU Ref document number: AU2022355808 Country of ref document: AU |
|
| ENP | Entry into the national phase |
Ref document number: 2022355808 Country of ref document: AU Date of ref document: 20220930 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2401001115 Country of ref document: TH |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18685714 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22876572 Country of ref document: EP Kind code of ref document: A1 |