WO2023032197A1 - 複合研削盤 - Google Patents
複合研削盤 Download PDFInfo
- Publication number
- WO2023032197A1 WO2023032197A1 PCT/JP2021/032641 JP2021032641W WO2023032197A1 WO 2023032197 A1 WO2023032197 A1 WO 2023032197A1 JP 2021032641 W JP2021032641 W JP 2021032641W WO 2023032197 A1 WO2023032197 A1 WO 2023032197A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- workpiece
- unit
- grinding
- section
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/04—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces externally
Definitions
- This disclosure relates to a compound grinder.
- a cylindrical substrate is attached to an apparatus that performs LMD.
- LMD is performed on the substrate while the cylindrical substrate is rotated.
- a cylindrical substrate is removed from the apparatus performing LMD.
- a cylindrical substrate is attached to the grinder. In the grinder, the surface of the build-up portion of the base material is ground while the cylindrical base material is rotated. As a result, the outer shape of the cylindrical substrate provided with the hard metal film is formed with high accuracy.
- the inventors of the present invention have studied a processing device that can perform both additive manufacturing and grinding without repeatedly attaching and detaching the cylindrical base material. According to such a processing apparatus, mounting errors of the cylindrical base material are eliminated, so that the machining margin of the hard metal film can be reduced.
- the inventors of the present invention found the following problems with such processing equipment. Immediately after undergoing additive manufacturing, the substrate and the coating on its surface are at a high temperature. Therefore, their substrates and coatings contain thermal strain. Moreover, the heat possessed by the base material and the film is conducted to the processing equipment, and the processing equipment thermally expands. As a result, there is a possibility that the machining accuracy in subsequent grinding will be reduced.
- a composite grinder includes a holding section capable of holding and rotating a workpiece, and an additional manufacturing section movable relative to the holding section, wherein the workpiece is held by the holding section and is rotated relative to the surface of the workpiece.
- An additional manufacturing section that attaches the material to the surface by melting the material while supplying the material, and a grinding section that is movable with respect to the holding section, the grinding section having a grindstone and rotating the grindstone.
- a thermal strain reduction section that enables the grinding section to grind the material attached to the surface in a state in which the effects of heat generated in the attachment of the material to the surface are reduced.
- the grinding of material deposited on the surface of the workpiece is performed with reduced thermal effects on the deposition of the material on the surface of the workpiece. For this reason, not only can the machining margin of the material layer attached to the surface of the workpiece be set small, but also the grinding section can perform highly accurate grinding compared to a mode in which the thermal strain reducing section is not provided. As a result, the shape and dimensional accuracy of the finished workpiece can be increased.
- the thermal strain reducing section supplies a fluid to the surface of the workpiece after the material has adhered to the surface and prior to grinding by the grinding section.
- the workpiece having a high temperature due to material adhering to the surface is cooled by the fluid supplied to the surface prior to grinding by the grinding section. Therefore, highly accurate grinding can be performed by the grinding section. As a result, the shape and dimensional accuracy of the finished workpiece can be increased.
- a control unit for controlling the composite grinder wherein after the material is adhered to the surface by the additional manufacturing unit, the grinding of the material by the grinding unit is started.
- a control unit that functions as the thermal strain reduction unit by performing standby control that causes the grinding unit to wait, and the standby control is performed for a time determined according to the process of adhesion of the material to the surface. , is performed.
- the workpiece heated to a high temperature due to material adhering to the surface is cooled while the standby control is performed prior to grinding by the grinding section. Therefore, highly accurate grinding can be performed by the grinding section. As a result, the shape and dimensional accuracy of the finished workpiece can be increased.
- the time during which the standby control is performed is determined according to the process of material adhesion to the surface. It doesn't last as long as it needs to.
- the additional manufacturing unit includes a beam irradiation unit that irradiates a light beam that melts the material
- the compound grinder further includes: A detection unit capable of acquiring a state of an object is provided, and the control unit limits the output of the light beam emitted by the beam irradiation unit according to the state of the workpiece acquired by the detection unit. , functioning as the thermal strain reducing portion. With such a mode, the time for standby control can be shortened compared to a mode in which the output of the light beam is not limited according to the state of the workpiece.
- the thermal strain reduction section can directly or indirectly receive heat from the holding section, and has at least one of a function of holding a liquid and a function of circulating the liquid. Aspects can be made.
- the heat generated in the attachment of the material to the surface of the workpiece can be diffused to the thermal strain reduction section via the holding section.
- the liquid flows heat is efficiently diffused throughout the liquid of the thermal strain reduction section. For this reason, even if heat is transferred from the workpiece, which has become hot due to the adhesion of materials, to other parts of the compound grinder via the holding part, the temperature of the part of the compound grinder that may affect the machining accuracy can reduce the rise.
- the holding part is a center attached to the holding part and in contact with the workpiece, and the workpiece is held through the center functioning as the thermal strain reducing part.
- the center may be made of a material having a lower thermal conductivity than the material of the portion of the holding portion to which the center is attached.
- the holding part is a chuck that is attached to the holding part and holds the outer circumference of the workpiece at three or more points, and the chuck that functions as the thermal strain reduction part is used to hold the workpiece. and holding the workpiece, and the chuck is made of a material having a lower thermal conductivity than the material of the part of the holding part to which the chuck is attached.
- the present disclosure can also be implemented in various forms other than a compound grinder.
- it can be realized in the form of a processing device, a manufacturing method of the processing device, a control method of the processing device, a computer program for realizing the control method, a non-temporary recording medium storing the computer program, or the like.
- FIG. 3 is a diagram showing in detail the configuration of part of an additional manufacturing unit 300;
- FIG. 4 is an explanatory diagram showing the configuration and operation of a protection section 500 and an additional manufacturing section 300;
- FIG. 10 is an explanatory view showing the state of the protection section 500 and the additional manufacturing section 300 when the workpiece WP held by the holding section 100 is being ground by the grinding wheel 21 of the grinding section 200;
- FIG. 10 is an explanatory diagram showing the state of the protection unit 500 and the additional manufacturing unit 300 when the additional manufacturing unit 300 attaches the material Mx to the surface Sw of the workpiece WP;
- FIG. 4 is a flow chart showing processing for machining a workpiece WP
- FIG. 2 is a flow diagram showing a conventional process of machining a workpiece WP
- FIG. 10 is a flowchart showing processing for machining a workpiece WP in the second embodiment
- It is an explanatory view showing compound grinding machine 3 of a 3rd embodiment.
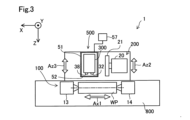
- FIG. 1 is an explanatory diagram showing a composite grinder 1 of the first embodiment.
- FIG. 1 corresponds to a plan view.
- FIG. 1 does not accurately represent the size and shape of the configuration of each part.
- illustration of a part of the configuration of the composite grinder 1 is omitted in FIG.
- the composite grinder 1 can perform additive manufacturing (AM) and grinding, which is removal processing, on the cylindrical workpiece WP.
- the composite grinder 1 includes a holding section 100 , a grinding section 200 , an additional manufacturing section 300 , a coolant supply section 400 , a protection section 500 , a detection section 38 , a bed 800 and a control section 900 .
- the holding part 100 can hold and rotate the workpiece WP (see the lower part of FIG. 1).
- the holding part 100 is provided so as to be horizontally movable with respect to the bed 800 .
- the holding unit 100 includes a table 12 , a headstock 13 and a tailstock 14 .
- the table 12 is provided on the bed 800.
- the table 12 is horizontally movable with respect to the bed 800 .
- the direction in which the table 12 moves is referred to herein as the X-axis direction.
- the movement of the holding part 100 is indicated by an arrow Ax1 (see the lower right part of FIG. 1).
- the headstock 13 is provided on the table 12 .
- the headstock 13 holds the workpiece WP via a chuck 15 attached to the headstock 13 . That is, the chuck 15 holds one end of the cylindrical workpiece WP by holding the outer periphery of the cylindrical workpiece WP at three points.
- the headstock 13 can rotate the chuck 15 .
- the chuck 15 is made of a material having a lower thermal conductivity than the material of the portion 18 of the holding part 100 to which the chuck 15 is attached. Specifically, the chuck 15 is made of porous ceramic. A portion 18 to which the chuck 15 is attached is made of steel.
- the tailstock 14 is provided on the table 12 .
- the tailstock 14 holds the workpiece WP through a center 16 attached to the tailstock 14 . That is, the center 16 contacts the workpiece WP and supports the other end of the cylindrical workpiece WP.
- the center 16 is made of a material having a lower thermal conductivity than the material of the portion 17 of the holding portion 100 to which the center 16 is attached. Specifically, the center 16 is made of porous ceramic. A portion 17 to which the center 16 is attached is made of steel.
- the workpiece WP is supported at both ends by the chuck 15 of the headstock 13 and the center 16 of the tailstock 14, and is rotated by the headstock 13 around a rotation axis parallel to the X-axis direction.
- the rotation axis of the headstock 13 is indicated by a dashed line parallel to the X-axis direction in FIGS.
- the grinding part 200 has the function of grinding the surface of the workpiece WP (see the middle right part of FIG. 1).
- the grinding section 200 includes a grinding wheel table 20 , a grinding wheel 21 , a grinding wheel driving motor 22 , a grinding wheel shaft 23 , and a belt transmission mechanism 24 .
- the whetstone stand 20 is provided on the bed 800 .
- the wheelhead 20 is provided so as to be horizontally movable with respect to the bed 800 .
- the direction in which the wheelhead 20 moves is perpendicular to the direction in which the table 12 moves.
- the direction in which the wheelhead 20 moves is referred to herein as the Z-axis direction.
- the movement of the grinding part 200 is indicated by an arrow Az2 (see the middle right part of FIG. 1).
- the vertically upward direction is defined as the Y-axis positive direction.
- FIG. 1 shows an orthogonal coordinate system consisting of X, Y and Z axes.
- the grindstone shaft 23 is supported by the grindstone head 20 so as to be rotatable about a direction parallel to the X-axis direction.
- the grinding wheel 21 is a disk-shaped grindstone.
- the grinding wheel 21 is connected to the grinding wheel shaft 23 so that the center axis of the disc and the center axis of the grinding wheel shaft 23 are aligned.
- the grinding wheel 21 has a cylindrical grinding surface 21a parallel to the X-axis direction on the outer peripheral surface of the disc.
- the grindstone drive motor 22 is supplied with power and outputs rotation output.
- the grindstone drive motor 22 is fixed to the grindstone head 20 .
- the belt transmission mechanism 24 transmits the rotational output of the grindstone drive motor 22 to the grindstone shaft 23 . That is, the grinding section 200 rotates the grinding wheel 21 by the grinding wheel drive motor 22 via the belt transmission mechanism 24 .
- the cylindrical grinding surface 21a of the rotating grinding wheel 21 is pressed against the surface Sw of the workpiece WP by the grinding part 200, whereby the surface of the cylindrical workpiece WP is Sw is ground.
- the grinding part 200 can be moved in the Z-axis direction with respect to the holding part 100 by the wheelhead 20 (see Az2 in the middle right part of FIG. 1).
- the holding part 100 can move in the X-axis direction while rotating the workpiece WP (see Ax1 in the lower right part of FIG. 1). Therefore, the workpiece WP held by the holding section 100 can be subjected to traverse grinding as removal machining by the grinding section 200 and the holding section 100 controlled by the control section 900 .
- the coolant supply unit 400 supplies the coolant CL to the portion CP where the workpiece WP held by the holding unit 100 and the grinding wheel 21 contact (see the lower right part of FIG. 1).
- the coolant supply part 400 is fixed with respect to the grinding part 200 .
- the coolant supply section 400 is shown independently of the grinding section 200 in order to facilitate understanding of the technology.
- the coolant supply unit 400 includes a tank that stores the coolant CL, and a pump that delivers the coolant CL in the tank to the portion CP where the workpiece WP and the grinding wheel 21 contact each other.
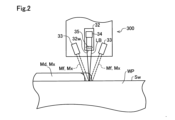
- FIG. 2 is a diagram showing in detail the configuration of part of the additional manufacturing unit 300.
- the additional manufacturing unit 300 has a function of performing additional manufacturing on the surface Sw of the workpiece WP (see the central part of FIG. 1).
- the additional manufacturing section 300 can move in the Z-axis direction with respect to the holding section 100 .
- the movement of the additional manufacturing department 300 is indicated by an arrow Az3 (see the interrupted left part of FIG. 1).
- the additional manufacturing section 300 includes a beam irradiation section 32 and a material supply section 33 .
- the beam irradiation unit 32 irradiates the outside of the additional manufacturing unit 300 with a light beam LB that melts the material Mx.
- the beam irradiation section 32 includes an oscillation section 34 and an optical system 35 .
- the oscillator 34 emits a light beam.
- the optical system 35 converges the light beam emitted by the oscillation section 34 to a focal point at a predetermined position with respect to the beam irradiation section 32 .
- FIG. 2 shows the optical system 35 in the form of a single convex lens.
- the beam irradiation unit 32 with the optical system 35 is an optical device used for depositing material on the surface Sw of the workpiece WP.
- the material supply unit 33 supplies cemented carbide powder Mf to the outside of the additional manufacturing unit 300 .
- the direction in which the light beam LB is emitted from the beam irradiation unit 32 and the direction in which the cemented carbide powder Mf is emitted from the material supply unit 33 intersect at the focal point of the light beam LB.
- the cemented carbide powder Mf supplied by the material supply unit 33 is melted by the light beam LB.
- the additional manufacturing unit 300 supplies the cemented carbide powder Mf as the material to the surface Sw of the workpiece WP held by the holding unit 100, and melts the material to form the workpiece WP.
- a material can be attached to the surface Sw. That is, the additive manufacturing unit 300 performs directed energy deposition (DED). More specifically, the additive manufacturing unit 300 performs laser metal deposition (LMD).
- DED directed energy deposition
- LMD laser metal deposition
- the powdered material is called "powder Mf".
- a structure formed by melting the powder Mf and adhering to the surface Sw of the workpiece WP is called an “additional portion Md” or an “additional layer Md”.
- the materials forming the powder Mf and the additional layer Md are collectively referred to as "material Mx”.
- the material Mx is attached to the surface Sw of the workpiece WP by the additional manufacturing unit 300, so that the workpiece WP is formed on the surface Sw of the cylindrical workpiece WP.
- An annular additional portion Md is formed around the central axis.
- the additional manufacturing unit 300 can move in the Z-axis direction with respect to the holding unit 100 (see Az3 in the middle left part of FIG. 1).
- the holding part 100 can move in the X-axis direction while rotating the workpiece WP (see Ax1 in the lower right part of FIG. 1). Therefore, by the additional manufacturing unit 300 and the holding unit 100 controlled by the control unit 900, the cemented carbide is attached to the surface Sw of the workpiece WP held and rotated by the holding unit 100, whereby the workpiece WP An additional layer Md is formed on the surface Sw of .
- the surface of the additional layer Md is not flat, but has peaks and valleys substantially parallel to the circumferential direction of the cylindrical workpiece WP.
- the additional layer Md of the material on the surface Sw of the workpiece WP can be added to the surface Sw of the workpiece WP in the combined grinder 1 without removing and reattaching the workpiece WP to the combined grinder 1. and grinding of the additional layer Md. Therefore, deviation of the position of the center of rotation in mounting the workpiece WP a plurality of times does not affect the accuracy of the shape and dimensions of the additional layer Md of material formed on the surface Sw of the workpiece WP. Therefore, the addition of the material to be formed on the surface Sw of the workpiece WP is less than the case where the formation of the additional layer Md of material on the surface Sw of the workpiece WP and the grinding of the additional layer Md are performed by different apparatuses. In the layer Md, the portion exceeding the thickness required for the product, that is, the so-called machining margin can be reduced.
- the detection unit 38 is an infrared camera (see the central part of FIG. 1).
- the detection unit 38 is fixed to the additional manufacturing unit 300 .
- the detector 38 can acquire the state of the workpiece WP.
- the detector 38 can detect coolant CL adhering to the surface Sw of the workpiece WP.
- the detection unit 38 can acquire the state of the workpiece WP irradiated with the light beam LB.
- the detector 38 is an optical instrument used for deposition of material onto the surface Sw of the workpiece WP.
- the bed 800 supports the holding section 100, the grinding section 200, the additional manufacturing section 300, the coolant supply section 400, the protection section 500, and the detection section .
- the holding unit 100 can move in the X-axis direction on the bed 800 (see Ax1 in the lower right part of FIG. 1).
- the additional manufacturing unit 300 and the detection unit 38 fixed to the additional manufacturing unit 300 can move integrally in the Z-axis direction on the bed 800 (see Az3 in FIG. 1).
- the grinding unit 200 and the coolant supply unit 400 fixed to the grinding unit 200 can move integrally in the Z-axis direction (see Az2 in the lower right part of FIG. 1).
- the control unit 900 controls the holding unit 100, the grinding unit 200, the additional manufacturing unit 300, the coolant supply unit 400, the protection unit 500, and the detection unit .
- the control unit 900 is a computer having a display 970 functioning as an output device and a keyboard 980 functioning as an input device (see FIG. 1).
- the control unit 900 further includes a CPU 940 as a processor, a RAM 950 and a ROM 960 .
- the CPU 940 loads the computer program stored in the ROM 960 into the RAM 950 and executes it to operate the holding unit 100, the grinding unit 200, the additional manufacturing unit 300, the coolant supply unit 400, the protection unit 500, and the detection unit. 38 realizes various functions to be described later.
- FIG. 3 is an explanatory diagram showing the configuration and operation of the protection section 500 and the additional manufacturing section 300.
- FIG. 3 to 5 correspond to plan views. It should be noted that FIGS. 3 to 5 do not accurately represent the dimensions and shapes of the configuration of each part. Also, in order to facilitate understanding of the technology, illustration of a part of the configuration of the composite grinder 1 is omitted in FIGS.
- the protection unit 500 prevents the coolant CL from adhering to the beam irradiation unit 32 and the detection unit 38 (see the upper central part of FIG. 3).
- the protection section 500 has a cover 51 and a pressure section 57 .
- the cover 51 covers the beam irradiation section 32 and the detection section 38 .
- the cover 51 has an opening 53 and a lid portion 52 .
- the lid portion 52 can open and close the opening 53 .
- the protective part 500 can selectively arrange the cover part 52 at the open position Po and the closed position Pc.
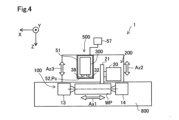
- FIG. 4 is an explanatory view showing the state of the protection section 500 and the additional manufacturing section 300 when the workpiece WP held by the holding section 100 is being ground by the grinding wheel 21 of the grinding section 200.
- FIG. When the workpiece WP held by the holding section 100 is ground by the grinding wheel 21 of the grinding section 200, the grinding section 200 moves to a position closer to the rotation axis of the headstock 13 than in the state shown in FIG. See Az2 in FIG. 4).
- the lid part 52 When the workpiece WP held by the holding part 100 is ground by the grinding wheel 21 of the grinding part 200, the lid part 52 is arranged at the closed position Pc (see the central part of FIG. 4). In this state, the additive manufacturing section 300 is inside the cover 51 . That is, the beam irradiation section 32 and the detection section 38 are covered with the cover 51 . Therefore, the beam irradiation unit 32 cannot irradiate the light beam LB onto the surface Sw of the workpiece WP. The detector 38 cannot acquire the state of the workpiece WP.
- FIG. 5 is an explanatory diagram showing the state of the protective section 500 and the additional manufacturing section 300 when the additional manufacturing section 300 attaches the material Mx to the surface Sw of the workpiece WP.
- the grinding unit 200 moves to a position farther from the rotation axis of the headstock 13 than in the state shown in FIG. 4 (see Az2 in FIG. 5).
- the lid section 52 is arranged at the open position Po (see the central part of FIG. 5).
- the opening 53 of the cover 51 is opened.
- the lid portion 52 has moved upward, that is, in the positive direction of the Y-axis from the position of closing the opening of the cover 51 shown in FIG. Note that FIG. 5 does not show the lid portion 52 retracted upward.
- the additional manufacturing unit 300 has moved through the opening of the cover 51 to a position closer to the rotation axis of the headstock 13 than in the state of FIG. 4 (see Az3 in the middle left part of FIG. 5). That is, the beam irradiation section 32 and the detection section 38 are not covered with the cover 51 .
- the beam irradiation unit 32 emits the light beam LB through the opening 53 onto the surface Sw of the workpiece WP.
- the material supply unit 33 supplies cemented carbide powder Mf to the surface Sw of the workpiece WP through the opening 53 (see FIG. 2).
- the detector 38 takes in the light reflected by the workpiece WP through the aperture 53 .
- the material supply unit 33 is not shown in FIGS. 3 to 5. FIG.
- the coolant CL scattered by the rotating grinding wheel 21 and the rotating workpiece WP is scattered by the beam irradiation unit 32.
- the detection unit 38 and the possibility that the accuracy of the attachment of the material Mx to the surface Sw by the additional manufacturing unit 300 is lowered can be reduced.
- the possibility that the coolant CL adheres to the beam irradiation unit 32 and the detection unit 38 and causes the beam irradiation unit 32 and the detection unit 38 to malfunction can be reduced.
- the droplets 52 is closed and adheres to the cover 51 covering the beam irradiation section 32 and the detection section 38 . Therefore, the possibility that the coolant CL adheres to the beam irradiation section 32 and the detection section 38 can be reduced.
- the pressure unit 57 can increase the pressure in the space inside the cover 51 that houses the beam irradiation unit 32 and the detection unit 38 .
- the pressurizing unit 57 is specifically a compressor.
- the pressure unit 57 compresses external air and supplies it into the cover 51 , thereby maintaining the pressure in the space inside the cover 51 where the opening 53 is closed higher than the pressure around the cover 51 .
- FIG. 6 is a flow diagram showing processing for machining the workpiece WP.
- a cylindrical workpiece WP before processing is prepared as a material to be processed (see the right part of FIG. 6).
- workpiece WP the object before the processing of FIG. 6 and the object after the processing of FIG. 6 are both referred to as workpiece WP.
- step S10 the workpiece WP is transported to a cutting machine different from the composite grinder 1 and attached to the chuck of the cutting machine.
- step S20 a cutting machine is used to perform turning and drilling on the workpiece WP.
- step S30 the workpiece WP is removed from the cutting machine. Then, the workpiece WP is transported to the compound grinder 1 of the first embodiment and attached to the headstock 13 of the compound grinder 1 (see the lower part of FIG. 1).
- step S40 the combined grinder 1 is used to perform additive manufacturing and grinding, which is removal processing, on the workpiece WP.
- Step S40 includes steps S42, S44, S45, S46, and S48. While steps S42, S44, S45, S46, and S48 are being performed, the workpiece WP is not removed from the headstock 13 and the tailstock 14, but continues to be held by the headstock 13 and the tailstock 14. FIG.
- step S42 rough grinding is performed on the workpiece WP. More specifically, rough grinding is performed by the grinding unit 200 rotating the grinding wheel 21 and bringing it into contact with the workpiece WP rotated by the holding unit 100 .
- the coolant supply part 400 supplies the coolant CL to the part CP where the workpiece WP held by the holding part 100 and the grinding wheel 21 are in contact with each other.
- a grinding wheel 21 for rough grinding in step S42 is attached to the grinding section 200 .
- the lid portion 52 of the protective portion 500 is arranged at the closed position Pc (see the central portion of FIG. 4).
- the beam irradiation section 32 and the detection section 38 are covered with the cover 51 of the protective section 500 .
- a functional unit of the CPU 940 that controls each unit to perform rough grinding in step S42 is shown as a first rough grinding unit 942 in FIG.
- the grinding section 200 moves to a position farther from the rotation axis of the headstock 13 than in the state shown in FIG. 4 (see Az2 in FIG. 5).
- the lid portion 52 of the protective portion 500 is arranged at the open position Po (see the central portion of FIG. 5).
- the additional manufacturing unit 300 moves through the opening of the cover 51 to a position closer to the rotation axis of the headstock 13 than in the state shown in FIG. 4 (see Az3 in FIG. 5).
- step S42 the grinding wheel for rough grinding in step S42 attached to the grinding section 200 is replaced with the grinding wheel for rough grinding in step S46.
- step S44 hard material build-up processing is performed. More specifically, the additional manufacturing section 300 forms an additional layer Md of cemented carbide on the surface Sw of the workpiece WP (see FIG. 2).
- the controller 900 first detects the coolant CL adhered to the surface Sw of the workpiece WP by the detector 38 . Then, based on the detection result of the detection unit 38, the control unit 900 controls the output of the light beam LB when the material Mx is attached to the surface Sw.
- the output of the light beam LB can be increased in consideration of the influence of the coolant CL. can be done. Therefore, it is possible to reduce the possibility that the accuracy of attachment of the material Mx to the surface Sw by the additional manufacturing unit 300 is lowered due to the coolant CL attached to the workpiece WP.
- control unit 900 limits the output of the light beam LB emitted by the beam irradiation unit 32 according to the state of the workpiece WP obtained by the detection unit 38 so as not to be excessive. More specifically, the temperatures of the surface Sw of the workpiece WP and the additional layer Md are obtained based on information from the detection unit 38, which is an infrared camera, and the output of the light beam LB is excessively increased based on the temperatures. limit it so that it does not become
- the amount of temperature rise of the workpiece WP can be minimized.
- a functional part of the CPU 940 that controls each part in step S44 to perform the process of building up is shown as a building up part 944 in FIG.
- the additional manufacturing section 300 moves into the cover 51 under the control of the control section 900 (see Az3 in FIG. 4).
- the lid portion 52 of the protective portion 500 is arranged at the closed position Pc (see the central portion of FIG. 4).
- the opening 53 of the cover 51 is closed by the lid portion 52 when the lid portion 52 is at the closed position Pc.
- the grinding unit 200 moves to a position closer to the rotation axis of the headstock 13 than in the state shown in FIG. 5 (see Az2 in FIG. 4).
- step S45 standby control is performed. Specifically, the control unit 900 causes the grinding unit 200 to wait for a time determined according to the process of attaching the material Mx to the surface Sw of the workpiece WP in step S44. In the meantime, the process of step S46 is not started.
- the waiting time of the grinding unit 200 is stored in advance in the RAM 950 of the control unit 900 in association with the process of adhering the material Mx to the surface Sw of the workpiece WP performed in step S44.
- the RAM 950 stores a plurality of combinations of the process of attaching the material Mx to the surface Sw of the workpiece WP executed in step S44 and the waiting time of the grinding section 200 .
- the workpiece WP heated to a high temperature due to the material Mx being adhered to the surface Sw of the workpiece WP is heated to a high temperature by radiating heat to the surroundings while the standby control is performed prior to grinding by the grinding unit 200. Cooled. Therefore, in subsequent steps S46 and S48, highly accurate grinding by the grinding section 200 can be performed. As a result, the accuracy of the shape and dimensions of the finished workpiece WP can be improved.
- the time during which the standby control is performed is determined according to the process of attaching the material Mx to the surface Sw performed in step S44. Therefore, the time required from the start of adhesion of the material Mx to the surface Sw in step S44 to the completion of grinding in step S48 does not become unnecessarily long due to standby control.
- a functional unit of the CPU 940 that controls each unit in step S45 to perform rough grinding is shown as a standby control unit 945 in FIG.
- step S46 rough grinding is performed on the workpiece WP. More specifically, the grinding unit 200 brings the grinding wheel 21 into contact with the workpiece WP, which is being rotated by the holding unit 100, while rotating the grinding wheel 21, thereby grinding the additional layer Md formed on the workpiece WP. and perform rough grinding.
- the coolant supply part 400 supplies the coolant CL to the part CP where the workpiece WP held by the holding part 100 and the grinding wheel 21 are in contact with each other. As a result, the ridges formed on the surface of the additional layer Md are roughly removed.
- a grinding wheel 21 for rough grinding in step S46 is attached to the grinding section 200 .
- the lid portion 52 of the protective portion 500 is arranged at the closed position Pc (see the central portion of FIG. 4).
- the beam irradiation unit 32 and the detection unit 38 are covered with the cover 51 of the protective unit 500 (see FIG. 4).
- a functional unit of the CPU 940 that controls each unit to perform rough grinding in step S46 is shown as a second rough grinding unit 946 in FIG.
- the grinding section 200 moves to a position farther from the rotation axis of the headstock 13 than in the state shown in FIG. 4 (see Az2 in FIG. 5).
- the grinding wheel for rough grinding in step S46 attached to the grinding section 200 is replaced with the grinding wheel for finish grinding in step S48. After that, the grinding section 200 moves to a position closer to the rotation axis of the headstock 13 than in the state shown in FIG. 5 (see Az2 in FIG. 4).
- step S48 finish grinding is performed on the workpiece WP. More specifically, the grinding unit 200 brings the grinding wheel 21 into contact with the workpiece WP, which is being rotated by the holding unit 100, while rotating the grinding wheel 21, thereby grinding the additional layer Md formed on the workpiece WP. and perform finish grinding.
- the coolant supply part 400 supplies the coolant CL to the part CP where the workpiece WP held by the holding part 100 and the grinding wheel 21 are in contact with each other. As a result, the surface of the additional layer Md is processed flat.
- a grinding wheel 21 for finish grinding in step S48 is attached to the grinding section 200 .
- the lid portion 52 of the protective portion 500 is arranged at the closed position Pc (see the central portion of FIG. 4).
- the beam irradiation unit 32 and the detection unit 38 are covered with the cover 51 of the protective unit 500 (see FIG. 4).
- a functional unit of the CPU 940 that controls each unit to perform finish grinding in step S48 is shown as a finish grinding unit 948 in FIG.
- the grinding section 200 moves to a position farther from the rotation axis of the headstock 13 than in the state shown in FIG. 4 (see Az2 in FIG. 5).
- step S50 the workpiece WP is removed from the headstock 13 of the compound grinder 1 (see the lower part of FIG. 1) and transported to a predetermined finished product storage site. With the above processing, the processing for machining the workpiece WP is completed.
- FIG. 7 is a flowchart showing conventional processing for machining the workpiece WP.
- the processing from preparation of the material to be processed to step S120 is the same as the processing from preparation of the material to be processed in FIG. 6 of the present embodiment to S20. be.
- the workpiece WP is removed from the cutting machine.
- the workpiece WP is then transported to a conventional grinder and mounted on the grinder's headstock.
- step S142 rough grinding is performed on the workpiece WP in the grinding machine. At this time, the grinding wheel 21 for rough grinding in step S142 is attached to the grinder.
- step S142 After rough grinding, the grinding wheel for rough grinding in step S142 attached to the grinder is replaced with the grinding wheel for rough grinding in step S146.
- step S143 the workpiece WP is removed from the grinder. Then, the workpiece WP is transported to the DED machine, and the workpiece WP is attached to the DED machine.
- step S144 hard material build-up processing is performed. More specifically, the DED machine forms an additional layer Md of cemented carbide on the surface Sw of the workpiece WP (see FIG. 2).
- step S145 the workpiece WP is removed from the DED processing machine.
- the workpiece WP is then transported to a conventional grinding machine and mounted on the spindle of the grinding machine (see bottom of FIG. 1).
- step S146 rough grinding is performed on the workpiece WP.
- a grinding wheel 21 for rough grinding in step S146 is attached to the grinder.
- step S147 the grinding wheel for rough grinding in step S146 attached to the grinder is replaced with the grinding wheel for finish grinding in step S148.
- step S148 finish grinding is performed on the workpiece WP.
- a grinding wheel 21 for finish grinding in step S48 is attached to the grinding section 200 .
- step S150 the workpiece WP is removed from the headstock of the grinder and transported to a predetermined finished product storage site.
- the above processing completes the conventional processing for machining the workpiece WP.
- the combined grinder 1 is used to perform additional manufacturing and grinding, which is removal processing, on the workpiece WP. (See S40 in FIG. 6). Therefore, the workpiece WP is not removed from and attached to the composite grinder 1 during this time. Therefore, a so-called machining margin can be set small. Moreover, in the composite grinder 1, there is no need for transportation of the workpiece WP between processing devices and setup work in each processing device. Therefore, compared to the process of FIG. 7, the time required for machining the workpiece WP can be shortened. As a result, the machining cost of the workpiece WP can also be reduced.
- one combined grinder 1 performs additive manufacturing and grinding, which is removal processing (see S40 in FIG. 6). Therefore, the space required for these processes in the factory can be reduced compared to the embodiment of FIG. 7 which uses a grinding machine and a DED machine.
- Hexavalent chromium is used in embodiments in which the workpiece WP is plated instead of DED.
- the additional layer Md is formed on the surface Sw of the workpiece WP by DED instead of by plating. Therefore, treatment and management of hexavalent chromium are unnecessary.
- the center 16 is made of porous ceramic (see the lower right part of FIG. 1). Therefore, it is difficult for heat to be conducted from the workpiece WP to the holding part 100 and further to other parts of the composite grinder 1 .
- standby control is performed by the standby control unit 945 of the control unit 900 in step S45 of FIG.
- step S44 the additional layer Md attached to the surface Sw of the workpiece WP is ground in steps S46 and S48 in a state in which the influence of heat generated in the attachment of the material Mx to the surface Sw of the workpiece WP is reduced. Section 200 can perform.
- the composite grinder 1 not only can the machining margin of the additional layer Md adhered to the surface Sw of the workpiece WP be set small, but also the center 16 and the standby control unit 945 having such a configuration are not provided. Compared to , high-precision grinding by the grinding unit 200 can be performed. As a result, the accuracy of the shape and dimensions of the finished workpiece WP can be improved.
- the center 16 and the standby control section 945 in this embodiment are also called “thermal strain reduction section”.
- the grinding wheel 21 is also called a “grinding stone”.
- the beam irradiation unit 32 is also called an "optical device”.
- step S45b is performed instead of the process of step S45 of FIG.
- Other points of the second embodiment are the same as those of the first embodiment.
- FIG. 8 is a flow diagram showing processing for machining the workpiece WP in the second embodiment.
- the surface Sw of the workpiece WP is coated in step S45b. Coolant CL is supplied. Specifically, while the workpiece WP is rotated by the holding part 100 , the coolant CL is supplied to the surface Sw of the workpiece WP by the coolant supply part 400 .
- the coolant supply unit 400 can be moved in the Z-axis direction with respect to the holding unit 100 by the grinding unit 200 together with the grinding unit 200 (see Az2 in the middle right part of FIG. 1).
- the holding part 100 can move in the X-axis direction while rotating the workpiece WP (see Ax1 in the lower right part of FIG. 1). Therefore, the coolant CL can be sequentially poured onto the entire cylindrical side surface of the workpiece WP held by the holding unit 100 by the coolant supply unit 400 and the holding unit 100 controlled by the control unit 900 .
- the workpiece WP which has a high temperature due to the material Mx being attached to the surface Sw of the workpiece WP, is cooled by the coolant CL supplied to the surface Sw prior to grinding by the grinding unit 200. be done.
- the heat of the workpiece WP is carried away by the coolant CL before the holding part 100 and the grinding part 200 of the composite grinder 1 are heated by the heat of the workpiece WP. Therefore, the workpiece WP, the amount of thermal deformation of the holding part 100 and the grinding part 200 is reduced, and the grinding part 200 can grind with high accuracy. As a result, the accuracy of the shape and dimensions of the finished workpiece WP can be improved.
- a functional part of the CPU 940 that controls each part to perform rough grinding in step S45b is shown as a workpiece cooling part 945b in FIG.
- the coolant supply section 400 and the workpiece cooling section 945b in this embodiment are also called “thermal strain reduction section”.
- the composite grinder 3 of the third embodiment includes an equipment cooling section 600 . Moreover, the holding part 103 of the composite grinder 3 has an additional function to the function of the holding part 100 of the composite grinder 1 . Other points of the composite grinder 3 of the third embodiment are the same as those of the composite grinder 1 of the first embodiment.
- FIG. 9 is an explanatory diagram showing the composite grinder 3 of the third embodiment.
- FIG. 9 corresponds to FIG.
- components having the same functions as the components shown in FIG. 1 are denoted by the same reference numerals.
- FIG. 9 corresponds to a plan view.
- FIG. 9 does not accurately represent the size and shape of the configuration of each part. Also, in order to facilitate understanding of the technology, illustration of a part of the configuration of the composite grinder 3 is omitted in FIG.
- the holding part 103 has a structure corresponding to each structure of the holding part 100 of the composite grinder 1 of the first embodiment, and has the same function as the holding part 100 .
- the holding part 103 further has a function of circulating the cooling liquid inside. The heat possessed by the holding portion 103 is removed to the outside of the holding portion 103 by the circulating coolant.
- the device cooling section 600 receives heat from the holding section 103 .
- the device cooling section 600 has a coolant tank 61 , a circulation flow path 62 and a circulation pump 63 .
- a coolant tank 61 holds a coolant.
- the circulation pump 63 circulates the cooling liquid between the cooling liquid tank 61 and the holding portion 103 via the circulation flow path 62 . As a result, the heat possessed by the holding portion 103 is transferred to the cooling liquid flowing through the holding portion 103 and stored in the cooling liquid within the cooling liquid tank 61 .
- the control unit 900 controls the equipment cooling unit 600 to circulate the coolant while the grinding unit 200 or the additional manufacturing unit 300 is in operation.
- the functional units of the CPU 940 that control each unit to circulate the coolant in step S40 are the first rough grinding unit 942, the build-up unit 944, the second rough grinding unit 946, and the finish grinding unit 948 (Fig. 1).
- the heat generated when the material Mx adheres to the surface Sw of the workpiece WP can be diffused to the equipment cooling section 600 via the holding section 100 .
- the cooling liquid flows, heat is efficiently diffused throughout the cooling liquid of the device cooling section 600 . Therefore, even when heat is conducted from the workpiece WP, which has become hot due to the adhesion of the material Mx, to other parts of the compound grinder 3 via the holding unit 103, the holding unit 103 and the It is possible to reduce the temperature rise of the parts such as the grinding part 200 that may affect the machining accuracy.
- the workpiece WP can be cooled in a short time. As a result, it is possible to reduce the amount of thermal strain in the portion of the composite grinder 3 that may affect the machining accuracy, thereby suppressing a decrease in grinding accuracy.
- the device cooling section 600 in this embodiment is also called a "thermal strain reduction section”.
- Alternative Embodiment 1 (1) In the above-described first embodiment, the temperatures of the surface Sw of the workpiece WP and the additional layer Md are obtained based on information from the detection unit 38, which is an infrared camera, and based on the temperatures, the light beam LB is limited so as not to be excessive (see S44 in FIG. 6). However, via the detection unit 38, the control unit 900 acquires information on the properties of the additional layer Md, such as the presence or absence of cracks in the additional layer Md and the distance between adjacent cracks in the additional layer Md, and based on these, controls A unit 900 may determine the power of the light beam LB.
- the waiting time of the grinding unit 200 is associated with the process of attaching the material Mx to the surface Sw of the workpiece WP in step S44, and the control unit 900 are stored in the RAM 950 (see the upper central part of FIG. 1).
- the time for executing the standby control is determined based on the temperature of the surface Sw of the workpiece WP and the additional layer Md obtained by the control unit 900 based on the information from the detection unit 38, which is an infrared camera. may be determined by the control unit 900.
- control unit 900 acquires information on the properties of the additional layer Md, such as the presence or absence of cracks in the additional layer Md and the distance between adjacent cracks in the additional layer Md, via the detection unit 38, and controls based on the information.
- the unit 900 may determine when to perform standby control.
- the center 16 is made of porous ceramic (see the lower right part of FIG. 1).
- the material forming the center may be brick, non-porous ceramic, or metal having a lower thermal conductivity than the portion 17 to which the center 16 is attached.
- step S45b the coolant CL is supplied to the surface Sw of the workpiece WP (see FIG. 8).
- air may be blown onto the surface Sw of the workpiece WP by a compressor or a blower.
- the workpiece WP can be cooled in a short time compared to an aspect in which the fluid is not supplied to the workpiece WP.
- the circulation pump 63 of the device cooling section 600 circulates the cooling liquid between the cooling liquid tank 61 and the holding section 103 via the circulation flow path 62 .
- the equipment cooling section may, for example, circulate coolant to and from the bed.
- the thermal strain reducing portion may be any device that can directly or indirectly receive heat from the holding portion.
- the device cooling section 600 has the coolant tank 61, the circulation flow path 62, and the circulation pump 63 (see the lower left part of FIG. 9).
- the equipment cooling section may be provided with the cooling liquid tank 61 and not provided with the circulation pump, for example.
- the coolant tank 61 increases the heat capacity of the composite grinder, so that the temperature of each part of the workpiece WP and the composite grinder can be lowered.
- the heat of the workpiece WP can be diffused throughout the liquid in the coolant tank 61 and the circulation channel 62 by convection and conduction.
- the device cooling section may be provided with, for example, a circulation flow path 62, a circulation pump 63, and a radiator, but without a coolant tank.
- the heat of the workpiece WP can be transferred by the coolant to the radiator where it can be dissipated to the surrounding environment.
- the workpiece WP can be cooled, and the temperature rise of the composite grinder can be suppressed.
- the material supply unit 33 supplies the cemented carbide powder Mf to the outside of the additional manufacturing unit 300 .
- various materials such as Fe-based alloys, Ni-based alloys, Co-based alloys, Cu-based alloys, Al-based alloys, and ceramics can be used as materials for the additional layer Md.
- These alloys can be alloys with additions of chromium, cobalt, vanadium and the like.
- various materials such as carbon steel, bearing steel, stainless steel, and aluminum can be used as the material of the workpiece.
- the material supply unit 33 supplies the cemented carbide powder Mf to the outside of the additional manufacturing unit 300 .
- the material supply can also supply material in the form of wires.
- the material supplied by the material supply unit can be high-speed steel in addition to cemented carbide.
- the grinding section 200 and the additional manufacturing section 300 move in the Z-axis direction, and the holding section 100 moves in the X-axis direction.
- one of the grinding portion and the holding portion may be configured to be movable in two directions perpendicular to each other.
- the composite grinder should be configured so that the grinding portion can take any position in the plane relative to the holding portion.
- one of the additional manufacturing section and the holding section may be configured to be movable in two directions perpendicular to each other.
- the composite grinder may be configured so that the additional manufacturing section can take any position in the plane relative to the holding section.
- the detection unit 38 is an infrared camera.
- the detection unit may have other configurations such as a digital still camera that records visible light or a camera that can record moving images.
- the detection unit may be any device as long as it can detect the coolant adhering to the surface of the workpiece.
- the beam irradiation section 32 of the additional manufacturing section 300 irradiates a laser beam.
- the additional manufacturing department may heat and melt the material by irradiating arc plasma or electron beam instead of laser beam.
- the composite grinder 1 may be further provided with a sizing device.
- the sizing device includes a pair of contacts and an amplifier.
- a pair of contactors are arranged on both sides of the cylindrical workpiece WP across the central axis of the workpiece WP, and each contact the surface of the workpiece WP.
- the amplifier outputs a signal corresponding to the distance between the pair of contacts. This signal represents the size of the outer diameter of the workpiece WP.
- control section 900 can perform the following control in the grinding of steps S42, S46, and S48 in FIGS.
- the controller 900 receives a signal representing the size of the outer diameter of the workpiece WP from the sizing device.
- the control unit 900 acquires the surface temperature of the workpiece WP from the detection unit 38 .
- the additional manufacturing section 300 is at a position farther from the rotation axis of the headstock 13 than when performing the additional manufacturing, and the lid portion 52 of the cover 51 is at the open position Po.
- the control unit 900 performs real-time feedback control on the rotation speed of the grinding wheel 21, the position of the cylindrical grinding surface 21a in the Z-axis direction, the feed speed of the table 12 in the Z-axis direction, and the like based on the information. As a result, high-precision machining can be performed in a shorter period of time than when such feedback control is not performed.
- the composite grinder 1 may be provided with a radiation thermometer, and the controller 900 may acquire the temperature of the surface of the workpiece WP from the radiation thermometer.
- step S45 standby control is performed in step S45 (see FIG. 6).
- active cooling of the workpiece WP may be performed as in the second embodiment and the third embodiment instead of the standby control to wait while the natural heat is being released.
- Active cooling of the workpiece WP may be performed, for example, by supplying a fluid to the surface of the workpiece WP, or may be performed by circulation of cooling liquid by the equipment cooling section 600 equipment.
- control unit 900 limits the output of the light beam LB emitted by the beam irradiation unit 32 according to the state of the workpiece WP obtained by the detection unit 38 so as not to be excessive. (See S44 in FIG. 6). However, the controller may keep the power of the light beam constant regardless of the state of the workpiece.
- the device cooling unit 600 holds a coolant and circulates the coolant (see the lower left part of FIG. 9).
- the composite grinder may be configured to cool the workpiece WP by natural heat radiation without the equipment cooling section 600 .
- the composite grinder can be provided with a structure other than the liquid tank to increase the heat capacity of the composite grinder.
- the compound grinder can be configured to hold multiple workpieces WP prior to processing and to spread heat to the multiple workpieces WP.
- the center 16 is made of a material having a lower thermal conductivity than the material of the portion 17 of the holding portion 100 to which the center 16 is attached (see the lower right part of FIG. 1).
- the center 16 has the same degree of thermal conductivity as the portion 17 to which the center 16 is attached, or has a higher thermal conductivity than the portion 17 to which the center 16 is attached. may also have high thermal conductivity.
- the heat of the workpiece WP is conducted through the center 16 to the tailstock 14 and cooled by the coolant flowing through the holder 103 .
- the chuck 15 is made of a material having a lower thermal conductivity than the material of the portion 18 of the holding part 100 to which the chuck 15 is attached (see the lower left part of FIG. 1).
- the chuck 15 has thermal conductivity similar to that of the portion 18 to which the chuck 15 is attached, or more thermal conductivity than the portion 18 to which the chuck 15 is attached. may also have high thermal conductivity.
- the heat of the workpiece WP is conducted through the chuck 15 to the headstock 13 and cooled by the coolant flowing through the holder 103 .
- the present disclosure is not limited to the above-described embodiments, and can be implemented in various configurations without departing from the scope of the present disclosure.
- the technical features of the embodiments corresponding to the technical features in each form described in the outline of the invention are used to solve some or all of the above problems, or Alternatively, replacements and combinations can be made as appropriate to achieve all. Also, if the technical features are not described as essential in this specification, they can be deleted as appropriate.
- CPU 942 ... first rough grinding section, 944 ... build-up section, 945 ... standby control section, 945b ... workpiece cooling section, 946 ... second rough grinding section, 948 ... finish grinding section, 950 ... RAM, 960...ROM, 970...Display, 980...Keyboard, Ax1...Arrow indicating movement of holding unit 100, Az2...Arrow indicating movement of grinding unit 200, Az3...Arrow indicating movement of additional manufacturing unit 300, CL...Coolant, CP: portion where the workpiece WP contacts the grinding wheel 21, LB: light beam, Md: additional layer, Mf: powder material, Mx: material, Pc: closed position of the lid 52, Po: open of the lid 52 position, Sw... surface of workpiece WP, WP... workpiece
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023544973A JP7736072B2 (ja) | 2021-09-06 | 2021-09-06 | 複合研削盤 |
| PCT/JP2021/032641 WO2023032197A1 (ja) | 2021-09-06 | 2021-09-06 | 複合研削盤 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/032641 WO2023032197A1 (ja) | 2021-09-06 | 2021-09-06 | 複合研削盤 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023032197A1 true WO2023032197A1 (ja) | 2023-03-09 |
Family
ID=85411799
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/032641 Ceased WO2023032197A1 (ja) | 2021-09-06 | 2021-09-06 | 複合研削盤 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7736072B2 (https=) |
| WO (1) | WO2023032197A1 (https=) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0270959U (https=) * | 1988-11-18 | 1990-05-30 | ||
| JP6810823B1 (ja) * | 2020-09-01 | 2021-01-06 | Dmg森精機株式会社 | ワークの付加加工方法および加工機械 |
-
2021
- 2021-09-06 WO PCT/JP2021/032641 patent/WO2023032197A1/ja not_active Ceased
- 2021-09-06 JP JP2023544973A patent/JP7736072B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0270959U (https=) * | 1988-11-18 | 1990-05-30 | ||
| JP6810823B1 (ja) * | 2020-09-01 | 2021-01-06 | Dmg森精機株式会社 | ワークの付加加工方法および加工機械 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023032197A1 (https=) | 2023-03-09 |
| JP7736072B2 (ja) | 2025-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7359980B2 (ja) | シリコンウェハの研削後表面のレーザー照射修復装置及び修復方法 | |
| JP2020141088A (ja) | シリコンウェハの表面の研削修復装置及び研削修復方法 | |
| CN114453730B (zh) | 一种半球回转体的激光加工方法 | |
| WO2023032197A1 (ja) | 複合研削盤 | |
| JP5262364B2 (ja) | 熱処理装置、熱処理方法、及び、複合加工機 | |
| JP6033652B2 (ja) | 両面研削装置における静圧パッドの熱変形防止装置および両面研削装置 | |
| CN113500297A (zh) | 一种激光抛光方法及激光抛光设备 | |
| JP2010013719A (ja) | レーザ照射熱処理方法 | |
| JP7694672B2 (ja) | 複合加工機 | |
| CN119328511A (zh) | 一种金刚石涂层刀具激光刃口处理设备及方法 | |
| JP2008200761A (ja) | 金型加工装置 | |
| WO2023032196A1 (ja) | 複合研削盤 | |
| JP2018027588A (ja) | 研削装置のアイドリング方法 | |
| JP5402104B2 (ja) | 研削砥石の加工装置及び加工方法 | |
| JP7482227B2 (ja) | ワークの加工方法および加工機械 | |
| JP2024068073A (ja) | 複合研削盤 | |
| CN115386870A (zh) | 一种复合磁场辅助超高速激光熔覆的加工方法 | |
| JP2023116074A (ja) | 加工システム | |
| JPH02241688A (ja) | 複合加工法 | |
| JP2022021124A (ja) | ウエーハの研削方法 | |
| JP7550937B1 (ja) | 加工方法、加工装置、および加工プログラム | |
| JPH0623405Y2 (ja) | 工作物加熱装置を有する研削装置 | |
| JP2014047092A (ja) | 被加工物の加工方法および加工装置 | |
| JP2020136445A (ja) | ウエーハの加工方法 | |
| JPH0482601A (ja) | 溶射皮膜の切削加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21956082 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023544973 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21956082 Country of ref document: EP Kind code of ref document: A1 |