WO2023017606A1 - 軸受けの検査方法 - Google Patents
軸受けの検査方法 Download PDFInfo
- Publication number
- WO2023017606A1 WO2023017606A1 PCT/JP2021/029757 JP2021029757W WO2023017606A1 WO 2023017606 A1 WO2023017606 A1 WO 2023017606A1 JP 2021029757 W JP2021029757 W JP 2021029757W WO 2023017606 A1 WO2023017606 A1 WO 2023017606A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- shaft
- bearing
- applying
- inspection method
- sensor
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 110
- 238000007689 inspection Methods 0.000 title claims description 32
- 238000001514 detection method Methods 0.000 claims abstract description 42
- 238000003825 pressing Methods 0.000 claims description 28
- 238000005461 lubrication Methods 0.000 claims description 12
- 239000010687 lubricating oil Substances 0.000 claims description 7
- 239000013527 degreasing agent Substances 0.000 claims description 5
- 238000005237 degreasing agent Methods 0.000 claims description 4
- 238000012423 maintenance Methods 0.000 description 25
- 238000002360 preparation method Methods 0.000 description 16
- 238000010586 diagram Methods 0.000 description 8
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 238000011900 installation process Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 210000002445 nipple Anatomy 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M13/00—Testing of machine parts
- G01M13/04—Bearings
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M7/00—Vibration-testing of structures; Shock-testing of structures
- G01M7/02—Vibration-testing by means of a shake table
Definitions
- the present disclosure relates to a method for inspecting bearings that support shafts.
- Patent Document 1 describes a device for detecting abnormalities in bearings.
- the device described in WO 2005/030001 comprises means for converting mechanical vibrations of the bearing into electrical signals.
- a vibration waveform is obtained from the electrical signal. If there is a flaw in the bearing, a peak appears in the vibration waveform at the frequency corresponding to the flaw.
- Patent Document 1 If the damage on the bearing is small, the peak may not appear at the frequency corresponding to the damage due to noise. For this reason, the device described in Patent Document 1 has a problem that it is impossible to detect flaws in the initial stage existing in the bearing.
- An object of the present disclosure is to provide a bearing inspection method capable of accurately detecting the presence of flaws even when the flaws present in the bearing are small.
- a bearing inspection method includes a first application step of applying a first load to the shaft by pressing a roller against one of the shaft or a member that rotates with the shaft, and vibration is generated by the rotation of the shaft. and a detection step of detecting vibration by the sensor while rotating the shaft after the mounting step. The detection step is performed after the first application step is performed.
- a bearing inspection method comprises a braking step of pressing a first shoe against a braking member that rotates with a shaft, an attaching step of attaching a sensor to a member that generates vibration due to rotation of the shaft, and after the attaching step a detection step of detecting the vibration with the sensor while rotating the shaft.
- the detection step is performed after the braking step has been performed.
- the bearing inspection method includes a setting step of setting the rotation speed of the shaft to be higher than the rated speed, an attachment step of attaching the sensor to a member that generates vibration due to the rotation of the shaft, and an attachment step. and a detecting step of detecting the vibration with a sensor while rotating the shaft later.
- the detection step is performed after the setting step is performed.
- the bearing inspection method includes an anti-lubrication process of removing lubricating oil for the bearing and injecting a degreasing agent into the bearing, and an installation process of attaching the sensor to a member that generates vibration when the shaft rotates. and a detection step of detecting vibration by a sensor while rotating the shaft after the mounting step. The detection step is performed after the anti-lubrication step is performed.
- FIG. 5 is a diagram showing another example of loads acting on bearings
- FIG. 1 is a diagram showing an example of an elevator device.
- the elevator system comprises a car 1 and a counterweight 2.
- the car 1 moves up and down in the hoistway 3 .
- a counterweight 2 moves up and down the hoistway 3 .
- a car 1 and a counterweight 2 are suspended in a hoistway 3 by ropes 4 .
- FIG. 1 shows, as an example, a 1:1 roping elevator system.
- the hoist 5 drives the car 1.
- the control device 6 controls the hoist 5 . That is, movement of the car 1 is controlled by the control device 6 .
- FIG. 1 shows an example in which a hoisting machine 5 and a control device 6 are provided in a machine room 7 above the hoistway 3 .
- the hoisting machine 5 and the control device 6 may be provided in the hoistway 3 .
- the hoisting machine 5 may be provided at the top of the hoistway 3 or may be provided in the pit of the hoistway 3 .
- FIG. 2 is a diagram showing an example of the hoisting machine 5.
- the hoisting machine 5 comprises a motor 10 (not shown in FIG. 2 ), a shaft 11 , bearings 12 , bearing base 13 , machine base 14 , drive sheave 15 and braking device 16 .
- the motor 10 generates a driving force for rotating the shaft 11.
- Shaft 11 is rotatably supported by bearing 12 .
- shaft 11 is supported by two bearings 12 .
- the bearing 12 is provided on the bearing stand 13 . That is, the shaft 11 is rotatably provided on the bearing stand 13 via the bearing 12 .
- the bearing pedestal 13 is supported by the machine pedestal 14 .
- a vibration isolating member may be provided between the bearing base 13 and the machine base 14 .
- a driving sheave 15 is provided on the shaft 11 .
- the drive sheave 15 rotates with the shaft 11 .
- a rope 4 is wound around the drive sheave 15 .
- the drive sheave 15 rotates, ie the shaft 11 rotates, the car 1 moves in a direction corresponding to the direction of rotation of the drive sheave 15 .
- the brake device 16 keeps the drive sheave 15 stationary. In normal elevator operation, the braking device 16 is not used to slow down the car 1 . Normal operation is operation for carrying a user of the elevator to the destination floor. Deceleration of car 1 is performed by motor 10 . The braking device 16 generates a force to hold the traction sheave 15 stationary when the car 1 is stopped.
- the brake device 16 includes a brake disc 17 and brake shoes 18.
- a brake disc 17 is provided on the shaft 11 .
- a brake disc 17 may be provided on the drive sheave 15 .
- Brake disc 17 rotates with shaft 11 .
- Brake disc 17 is an example of a brake member that rotates with shaft 11 .
- the brake shoe 18 faces the brake disc 17.
- the brake shoe 18 is movably provided so as to contact and separate from the brake disc 17 .
- a resistance force against the drive sheave 15, that is, a force for holding the drive sheave 15 stationary is generated.
- the vibration component is also referred to as a specific vibration component.
- FIG. 3 is a flow chart showing an example of an inspection method for the bearing 12 according to the first embodiment.
- FIG. 4 is a diagram for explaining a method for inspecting the bearing 12.
- Elevator maintenance personnel first perform the mounting process of mounting the sensor 20 in S101.
- the sensor 20 has a function of detecting vibration.
- sensor 20 is an acceleration sensor.
- the sensor 20 is mounted on a member that vibrates when the shaft 11 rotates.
- FIG. 4 shows an example in which the sensor 20 is attached to the bearing base 13 .
- the sensor 20 may be attached to the pedestal 13 by magnets.
- the maintenance staff performs a preparatory step for temporarily amplifying the specific vibration component only during inspection.
- the preparation process may be performed before the attachment process. Details of the preparation process will be described later.
- the maintenance staff performs a detection step for detecting scratches on the bearing 12.
- the detection step is performed after both the mounting and preparation steps have been performed. That is, the detection process is performed with the sensor 20 attached to the bearing base 13 and with treatment for amplifying the specific vibration component.
- the shaft 11 is driven by the motor 10. Vibration is detected by the sensor 20 while rotating the shaft 11 . Detection of vibration by the sensor 20 is preferably performed while the car 1 makes one round trip between the landing on the lowest floor and the landing on the top floor.
- the vibration information detected by the sensor 20 is transmitted to the terminal 19 carried by the maintenance personnel.
- analysis processing of the information received from the sensor 20 is performed.
- the analysis processing may include envelope processing or FFT processing. Other processing may be included in the analysis processing.
- the terminal 19 may have a function of displaying information received from the sensor 20 on a display without having the analysis processing function and the determination processing function.
- the terminal 19 may have the function of saving the information received from the sensor 20 without the display function.
- FIG. 3 shows a preferred example in which the preparatory step includes four steps: application step, braking step, setting step, and anti-lubrication step.
- the preparation process may include at least one of the applying process, the braking process, the setting process, and the anti-lubricating process.
- the preparation process may include only the application process.
- the preparation process may include only the applying process and the braking process.
- the detection step is performed after the preparation step is performed. When the preparation process includes the application process and the braking process, the detection process is performed after the application process and the braking process are performed.
- the application process is a process for applying a load to the shaft 11 from a direction orthogonal to the shaft 11 .
- the inspection of the bearings 12 is carried out when the car 1 is unoccupied, i.e., when it is unloaded.
- a load is applied to the shaft 11 with reference to a state in which no one is on the car 1 .
- FIG. 4 shows an example in which a pressure device 21 is used to apply a load to the shaft 11 in the applying process.
- the shaft 11 rotates while a load is applied to the shaft 11 by the pressurizing device 21 . Vibration is detected by the sensor 20 in this state.
- the load acting on the shaft 11 can be forcibly changed. This makes it possible to temporarily amplify the vibration component corresponding to the damage generated in the bearing 12 only during inspection.
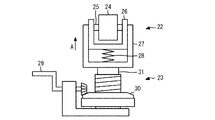
- FIG. 5 is a diagram showing an example of the pressurizing device 21.
- the pressurizing device 21 includes a pressurizing portion 22 and a jack portion 23 .
- the pressure unit 22 includes rollers 24 , shafts 25 , support bases 26 , guides 27 and springs 28 .
- the roller 24 is rotatably supported by the support base 26 via the shaft 25 .
- the support base 26 is supported by the guide 27 so as to be movable in the A direction with respect to the guide 27 .
- the A direction is a particular direction perpendicular to axis 25 .
- a spring 28 is provided between the support base 26 and the guide 27 . A spring 28 presses the support base 26 against the guide 27 in the A direction.
- the rollers 24 are pressed against the outer peripheral surface of the drive sheave 15 .
- the shaft 11 is arranged horizontally.
- the pressurizing part 22 is arranged such that the shaft 25 is parallel to the shaft 11 .
- a load is applied to the shaft 11 by pressing the rollers 24 against the drive sheave 15 .
- the drive sheave 15 is an example of a member that rotates with the shaft 11 .
- the rollers 24 may be pressed against a member other than the drive sheave 15 .
- the roller 24 may be pressed directly against the shaft 11 .
- the load applied to the shaft 11 by the pressurizing device 21 can be adjusted by the jack portion 23.
- the jack portion 23 includes a handle 29 , a jack mechanism 30 and a pressing portion 31 .
- FIG. 5 shows an example in which the pressing portion 31 is displaced by the jack mechanism 30 when the handle 29 is operated.
- the jack portion 23 is arranged so that the direction in which the pressing portion 31 is displaced coincides with the A direction.
- FIG. 6 is a diagram showing an example of loads acting on the bearing 12.
- FIG. The vertical axis shown in FIG. 6 indicates the load acting on the bearing 12 .
- the horizontal axis shown in FIG. 6 indicates the pushing amount of the pressing portion 31 .
- the rollers 24 are pressed against the drive sheave 15 from below. In this state, when the pressing portion 31 is displaced upward, that is, when the amount of pressing increases, the roller 24 is strongly pressed against the drive sheave 15 . As a result, the load acting on the bearing 12 is reduced as shown in FIG.
- maintenance personnel may change the load acting on the bearing 12 to a plurality of values and detect vibration each time. For example, in the first applying process, the maintenance worker presses the roller 24 against the drive sheave 15 from below and sets the amount of pressing of the pressing portion 31 to P1. Thereby, the first load is applied to the shaft 11 from the pressure device 21 . Also, a load L1 acts on the bearing 12 . The maintenance personnel performs the detection process while applying the first load to the shaft 11 .
- the maintenance worker sets the pushing amount of the pressing portion 31 to P2 while pressing the roller 24 against the drive sheave 15 from below.
- the second load is applied to the shaft 11 from the pressurizing device 21 .
- a load L2 acts on the bearing 12 .
- the second load is greater than the first load. The maintenance personnel performs the detection process while applying the second load to the shaft 11 .
- FIG. 6 shows an example of performing the third application step and the fourth application step after that.
- the pushing amount is set to P3, and the third load is applied from the pressurizing device 21 to the shaft 11 .
- the third load is greater than the second load.
- the pushing amount is set to P4, and the fourth load is applied from the pressurizing device 21 to the shaft 11 .
- the fourth load is greater than the third load.
- the detection step is performed both after the third application step has been performed and after the fourth application step has been performed.
- FIG. 7 is a diagram for explaining another example of the application process.
- FIG. 7 shows an example in which the rollers 24 are pressed against the drive sheave 15 from above.
- the pressure member 22 is arranged such that the shaft 25 is parallel to the shaft 11 .
- the shaft 11 rotates while a load is applied to the shaft 11 by the pressurizing device 21 . Vibration is detected by the sensor 20 in this state.
- FIG. 8 is a diagram showing another example of the load acting on the bearing 12.
- FIG. 8 When the pressing portion 31 is displaced downward while the rollers 24 are pressed against the drive sheave 15 from above, that is, when the pushing amount increases, the rollers 24 are strongly pressed against the drive sheave 15 . As a result, the load acting on the bearing 12 increases as shown in FIG.
- maintenance personnel may change the load acting on the bearing 12 to a plurality of values and detect vibration each time. For example, in the first applying process, the maintenance worker presses the roller 24 against the drive sheave 15 from above and sets the amount of pressing of the pressing portion 31 to P1. Thereby, the first load is applied to the shaft 11 from the pressure device 21 . Also, a load L5 acts on the bearing 12 . The maintenance personnel performs the detection process while applying the first load to the shaft 11 .
- the maintenance worker sets the pushing amount of the pressing portion 31 to P2 while pressing the roller 24 against the drive sheave 15 from above.
- the second load is applied to the shaft 11 from the pressurizing device 21 .
- a load L6 acts on the bearing 12 .
- the second load is greater than the first load. The maintenance personnel performs the detection process while applying the second load to the shaft 11 .
- FIG. 8 shows an example in which the third application step and the fourth application step are performed thereafter.
- the pushing amount is set to P3
- the third load is applied from the pressurizing device 21 to the shaft 11 .
- the pushing amount is set to P4, and the fourth load is applied from the pressurizing device 21 to the shaft 11 .
- the detection step is performed both after the third application step has been performed and after the fourth application step has been performed.
- maintenance personnel may change the direction in which the roller 24 is pressed when inspecting the bearing 12 and detect vibration each time. For example, the maintenance worker presses the roller 24 against the drive sheave 15 from below in the first application step. After that, the maintenance worker performs the detection process while pressing the roller 24 against the drive sheave 15 from below.
- the maintenance worker presses the roller 24 against the drive sheave 15 from above in the second applying process. After that, the maintenance worker performs the detection process while pressing the roller 24 against the drive sheave 15 from above.
- the maintenance personnel may press the rollers 24 against the drive sheave 15 from above in the first application process, and may press the rollers 24 against the drive sheave 15 from below in the second application process.
- the load acting on the bearings 12 may be changed to a plurality of values, and vibration may be detected each time.
- the load acting on the bearings 12 may be changed to a plurality of values, and vibration may be detected each time.
- the braking process is a process for increasing the load torque acting on the shaft 11 .
- the brake shoe 32 is pressed against the brake disc 17 .
- the preparation process includes a braking process, the shaft 11 rotates in the detection process with the brake shoe 32 pressed against the brake disc 17 . Vibration is detected by the sensor 20 in this state.
- the load torque acting on the shaft 11 can be forcibly changed. This makes it possible to temporarily amplify the vibration component corresponding to the damage generated in the bearing 12 only during inspection.
- the braking device 16 is a device for holding the traction sheave 15 stationary, as described above. Therefore, if the shaft 11 is rotated while the brake shoe 18 is pressed against the brake disc 17, the brake disc 17 may be damaged by frictional heat. Therefore, when the preparation process includes a braking process, it is preferable to press the brake shoe 32 having a smaller coefficient of friction than the coefficient of friction of the brake shoe 18 against the brake disc 17 .
- the brake shoe 18 faces the brake disk 17 while the elevator is in normal operation. For this reason, maintenance personnel perform the first replacement process of replacing the brake shoes 18 with the brake shoes 32 before performing the braking process. As a result, the brake shoe 18 is removed from the brake device 16 and the brake shoe 32 is arranged to face the brake disc 17 . In the braking process, the brake shoe 32 is pressed against the brake disc 17 . The detection step is performed after the braking step has been performed.
- the maintenance staff After performing the detection process, the maintenance staff performs a second replacement process of replacing the brake shoes 32 with the brake shoes 18 before starting normal operation of the elevator.
- the brake shoe 32 is removed from the brake device 16 and the brake shoe 18 is arranged to face the brake disc 17 .
- the brake shoes 18 In normal operation of the elevator, the brake shoes 18 are pressed against the brake discs 17 to ensure the necessary stationary holding force.
- the setting process is a process for increasing the rotational speed of the shaft 11 .
- the rotational speed of shaft 11 does not exceed the rated speed.
- the rotation speed of the shaft 11 is set to be higher than the rated speed.
- the rotation speed of the shaft 11 is set to the first speed.
- the first speed is a speed greater than the rated speed.
- the safety device works when the rotation speed of the shaft 11 becomes higher than the second speed.
- the first speed is preferably a speed lower than the second speed.
- the axis 11 rotates at the first speed in the detection process performed after the setting process. Vibration is detected by the sensor 20 while the shaft 11 is rotating at the first speed.
- the rotation speed of the shaft 11 can be forcibly changed. This makes it possible to temporarily amplify the vibration component corresponding to the damage generated in the bearing 12 only during inspection.
- the anti-lubrication process is a process for deteriorating the lubricating performance of the bearing 12 .
- the hoist 5 contains lubricating oil for the bearings 12 .
- the lubricating oil for the bearing 12 is drained by opening the valve, and the degreaser is injected into the bearing 12 from the grease nipple.
- the shaft 11 rotates in a state in which the lubricating oil is removed and the degreasing agent is injected in the detection process performed after the anti-lubricating process. Vibration is detected by the sensor 20 in this state.
- the lubrication performance of the bearing 12 can be forcibly deteriorated. This makes it possible to temporarily amplify the vibration component corresponding to the damage generated in the bearing 12 only during inspection.
- the maintenance staff will perform the filling process of filling the hoisting machine 5 with lubricating oil for the bearings 12 before starting the normal operation of the elevator after performing the detection process. conduct. This ensures smooth rotation of the shaft 11 during normal operation of the elevator.
- a preparatory process for temporarily amplifying the specific vibration component only during inspection is performed before the detection process is performed. Therefore, even if the damage present on the bearing 12 is small, the presence of this damage can be detected with high accuracy.
- a method for inspecting the bearing 12 provided in the hoisting machine 5 of the elevator device has been described. This is an example. The method described above may be employed when inspecting bearings provided in other equipment of the elevator system. Also, the above-described method may be employed when inspecting bearings provided in equipment other than the elevator device.
- the inspection method according to the present disclosure can be used to inspect bearings that support shafts.
Abstract
軸受け(12)の検査方法は、第1付与工程、取付工程、及び検出工程を備える。第1付与工程では、軸(11)又は軸(11)とともに回転する部材の一方にローラ(24)を押し当てることにより、軸(11)に第1荷重を付与する。取付工程では、軸(11)が回転することによって振動が発生する部材にセンサ(20)を取り付ける。検出工程では、取付工程の後に軸(11)を回転させながらセンサ(20)によって振動を検出する。検出工程は、第1付与工程が行われた後に行われる。
Description
本開示は、軸を支持する軸受けを検査するための方法に関する。
特許文献1に、軸受けの異常を検出するための装置が記載されている。特許文献1に記載された装置は、軸受けの機械的振動を電気信号に変換するための手段を備える。当該電気信号から振動波形が得られる。軸受けに傷があると、その傷に対応する周波数において振動波形にピークが現れる。
軸受けに存在する傷が小さいと、ノイズの影響によって、その傷に対応する周波数においてピークが現れない場合がある。このため、特許文献1に記載された装置では、軸受けに存在する初期段階の傷を検出することができないといった問題があった。
本開示は、上述のような課題を解決するためになされた。本開示の目的は、軸受けに存在する傷が小さい場合でも傷の存在を精度良く検出することができる軸受けの検査方法を提供することである。
本開示に係る軸受けの検査方法は、軸又は軸とともに回転する部材の一方にローラを押し当てることにより、軸に第1荷重を付与する第1付与工程と、軸が回転することによって振動が発生する部材にセンサを取り付ける取付工程と、取付工程の後に軸を回転させながらセンサによって振動を検出する検出工程と、を備える。検出工程は、第1付与工程が行われた後に行われる。
本開示に係る軸受けの検査方法は、軸とともに回転するブレーキ部材に第1シューを押し当てるブレーキ工程と、軸が回転することによって振動が発生する部材にセンサを取り付ける取付工程と、取付工程の後に軸を回転させながらセンサによって振動を検出する検出工程と、を備える。検出工程は、ブレーキ工程が行われた後に行われる。
本開示に係る軸受けの検査方法は、軸の回転速度が定格速度より大きくなるように設定する設定工程と、軸が回転することによって振動が発生する部材にセンサを取り付ける取付工程と、取付工程の後に軸を回転させながらセンサによって振動を検出する検出工程と、を備える。検出工程は、設定工程が行われた後に行われる。
本開示に係る軸受けの検査方法は、軸受けのための潤滑油を抜き、軸受けに対して脱脂剤を注入する反潤滑工程と、軸が回転することによって振動が発生する部材にセンサを取り付ける取付工程と、取付工程の後に軸を回転させながらセンサによって振動を検出する検出工程と、を備える。検出工程は、反潤滑工程が行われた後に行われる。
本開示に係る軸受けの検査方法であれば、軸受けに存在する傷が小さい場合でも傷の存在を精度良く検出することができる。
以下に、図面を参照して詳細な説明を行う。重複する説明は、適宜簡略化或いは省略する。各図において、同一の符号は同一の部分又は相当する部分を示す。
実施の形態1.
図1は、エレベーター装置の例を示す図である。先ず、図1を参照して、エレベーター装置について説明する。エレベーター装置は、かご1及びつり合いおもり2を備える。かご1は、昇降路3を上下に移動する。つり合いおもり2は、昇降路3を上下に移動する。かご1及びつり合いおもり2は、ロープ4によって昇降路3に吊り下げられる。図1は、1:1ローピング方式のエレベーター装置を一例として示している。
図1は、エレベーター装置の例を示す図である。先ず、図1を参照して、エレベーター装置について説明する。エレベーター装置は、かご1及びつり合いおもり2を備える。かご1は、昇降路3を上下に移動する。つり合いおもり2は、昇降路3を上下に移動する。かご1及びつり合いおもり2は、ロープ4によって昇降路3に吊り下げられる。図1は、1:1ローピング方式のエレベーター装置を一例として示している。
巻上機5は、かご1を駆動する。制御装置6は、巻上機5を制御する。即ち、かご1の移動は、制御装置6によって制御される。図1は、巻上機5及び制御装置6が昇降路3の上方の機械室7に設けられる例を示す。巻上機5及び制御装置6は、昇降路3に設けられても良い。巻上機5は、昇降路3の頂部に設けられても良いし、昇降路3のピットに設けられても良い。
図2は、巻上機5の例を示す図である。巻上機5は、モータ10(図2では図示せず)、軸11、軸受け12、軸受け台13、機械台14、駆動綱車15、及びブレーキ装置16を備える。
モータ10は、軸11を回転させるための駆動力を発生させる。軸11は、軸受け12によって回転可能に支持される。図2に示す例では、軸11は、2つの軸受け12によって支持される。軸受け12は、軸受け台13に設けられる。即ち、軸11は、軸受け12を介して軸受け台13に回転可能に設けられる。軸受け台13は、機械台14に支持される。軸受け台13と機械台14との間に、防振部材が設けられても良い。
軸11に、駆動綱車15が設けられる。駆動綱車15は、軸11とともに回転する。駆動綱車15に、ロープ4が巻き掛けられる。駆動綱車15が回転する、即ち軸11が回転すると、かご1は、駆動綱車15の回転方向に応じた方向に移動する。
ブレーキ装置16は、駆動綱車15を静止保持する。エレベーターの通常運転では、ブレーキ装置16は、かご1を減速するために用いられない。通常運転は、エレベーターの利用者を目的階に運ぶための運転である。かご1の減速は、モータ10によって行われる。ブレーキ装置16は、かご1が停止すると、駆動綱車15を静止保持するための力を発生させる。
ブレーキ装置16は、ブレーキディスク17、及びブレーキシュー18を備える。ブレーキディスク17は、軸11に設けられる。ブレーキディスク17は、駆動綱車15に設けられても良い。ブレーキディスク17は、軸11とともに回転する。ブレーキディスク17は、軸11とともに回転するブレーキ部材の一例である。
ブレーキシュー18は、ブレーキディスク17に対向する。ブレーキシュー18は、ブレーキディスク17に接触及び離隔するように移動可能に設けられる。ブレーキシュー18がブレーキディスク17に押し当てられることによって、駆動綱車15に対する抵抗力、即ち駆動綱車15を静止保持するための力が発生する。
軸受け12に発生した傷が成長すると、軸受け12の破損に繋がる。軸受け12が破損すると、軸受け12だけでなく、巻上機5に含まれる他の機器にも被害が及ぶ場合がある。このため、軸受け12に発生した傷は、早期に検出されることが好ましい。
軸受け12に傷が発生していると、当該傷に対応する特定の振動成分が大きくなる。このため、軸11が回転している時に発生する振動から、軸受け12に生じた傷を検出することができる。しかし、軸11が回転している時に発生する振動を単に検出しただけでは、軸受け12に発生した傷が小さい間は、当該振動成分をノイズから分離することが難しい。そこで、本実施の形態に示す例では、軸受け12に発生した傷に対応する振動成分を一時的に増幅させることにより、当該傷の早期検出を実現する。以下においては、当該振動成分のことを特定振動成分ともいう。
図3は、実施の形態1における軸受け12の検査方法の例を示すフローチャートである。図4は、軸受け12の検査方法を説明するための図である。
エレベーターの保守員は、先ず、S101において、センサ20を取り付ける取付工程を行う。センサ20は、振動を検出する機能を有する。一例として、センサ20は加速度センサである。取付工程では、軸11が回転することによって振動が発生する部材にセンサ20が取り付けられる。図4は、センサ20が軸受け台13に取り付けられる例を示す。センサ20は、磁石によって軸受け台13に取り付けられても良い。
次に、保守員は、S102において、特定振動成分を検査時のみ一時的に増幅させるための準備工程を行う。準備工程は、取付工程の前に行われても良い。準備工程の詳細については、後述する。
次に、保守員は、S103において、軸受け12に発生した傷を検出するための検出工程を行う。検出工程は、取付工程及び準備工程の双方が行われた後に行われる。即ち、検出工程は、センサ20が軸受け台13に取り付けられ且つ特定振動成分を増幅させるための処置が行われた状態で実施される。
検出工程では、モータ10によって軸11が駆動される。そして、軸11を回転させながらセンサ20による振動の検出が行われる。センサ20による振動の検出は、かご1が最下階の乗場と最上階の乗場とを1往復する間に行われることが好ましい。
センサ20によって検出された振動の情報は、保守員が所持する端末19に送信される。端末19では、センサ20から受信した情報の解析処理が行われる。当該解析処理に、エンベロープ処理或いはFFT処理が含まれても良い。当該解析処理に、他の処理が含まれても良い。当該解析処理から得られた特定振動成分に関する値を基準値と比較することにより、軸受け12に傷が発生しているか否かが判定される。なお、端末19は、上記解析処理機能及び判定処理機能を備えず、センサ20から受信した情報を表示器に表示する機能を有していても良い。端末19は、上記表示機能を備えず、センサ20から受信した情報を保存する機能を有していても良い。
次に、準備工程の具体例について説明する。図3は、準備工程に、付与工程、ブレーキ工程、設定工程、及び反潤滑工程の4つの工程が含まれる好適な例を示す。準備工程には、付与工程、ブレーキ工程、設定工程、及び反潤滑工程のうちの少なくとも1つが含まれていれば良い。例えば、準備工程に、付与工程のみが含まれても良い。準備工程に、付与工程、及びブレーキ工程のみが含まれても良い。上述したように、検出工程は、準備工程が行われた後に行われる。準備工程に付与工程とブレーキ工程とが含まれる場合、検出工程は、付与工程とブレーキ工程とが行われた後に行われる。
1)付与工程
付与工程は、軸11に対して、軸11に直交する方向から荷重を付与するための工程である。軸受け12の検査は、かご1に誰も乗っていない状態、即ち無負荷状態で行われる。付与工程では、かご1に誰も乗っていない状態を基準にして、軸11に荷重が付与される。図4は、付与工程において、軸11に荷重を付与するために加圧装置21が用いられる例を示す。
付与工程は、軸11に対して、軸11に直交する方向から荷重を付与するための工程である。軸受け12の検査は、かご1に誰も乗っていない状態、即ち無負荷状態で行われる。付与工程では、かご1に誰も乗っていない状態を基準にして、軸11に荷重が付与される。図4は、付与工程において、軸11に荷重を付与するために加圧装置21が用いられる例を示す。
準備工程に付与工程が含まれる場合、検出工程では、加圧装置21による荷重が軸11に付与された状態で軸11が回転する。そして、当該状態でセンサ20による振動の検出が行われる。準備工程に付与工程を含めることにより、軸11に作用する荷重を強制的に変化させることができる。これにより、軸受け12に発生した傷に対応する振動成分を検査時のみ一時的に増幅させることができる。
図5は、加圧装置21の例を示す図である。加圧装置21は、加圧部22とジャッキ部23とを備える。加圧部22は、ローラ24、軸25、支持台26、ガイド27、及びばね28を備える。ローラ24は、軸25を介して支持台26に回転可能に支持される。支持台26は、ガイド27に対してA方向に移動可能となるようにガイド27に支持される。A方向は、軸25に直交する特定の方向である。ばね28は、支持台26とガイド27との間に設けられる。ばね28は、支持台26をガイド27に対してA方向に押し付ける。
ローラ24は、駆動綱車15の外周面に押し当てられる。本実施の形態に示す例では、軸11は水平に配置される。加圧部22は、軸25が軸11に対して平行になるように配置される。ローラ24が駆動綱車15に押し当てられることにより、軸11に対して荷重が付与される。駆動綱車15は、軸11とともに回転する部材の一例である。ローラ24は、駆動綱車15以外の当該部材に押し当てられても良い。ローラ24は、軸11に直接押し当てられても良い。
加圧装置21が軸11に対して付与する荷重は、ジャッキ部23によって調整することができる。ジャッキ部23は、ハンドル29、ジャッキ機構30、及び押し付け部31を備える。図5は、ハンドル29が操作されることにより、ジャッキ機構30によって押し付け部31が変位する例を示す。ジャッキ部23は、押し付け部31が変位する方向がA方向に一致するように配置される。
図6は、軸受け12に作用する荷重の例を示す図である。図6に示す縦軸は、軸受け12に作用する荷重を示す。図6に示す横軸は、押し付け部31の押し込み量を示す。図4に示す例では、ローラ24は、駆動綱車15に下方から押し当てられる。この状態で押し付け部31が上方に変位する、即ち押し込み量が大きくなると、ローラ24は駆動綱車15に強く押し当てられることになる。これにより、軸受け12に作用する荷重は、図6に示すように小さくなる。
保守員は、軸受け12を検査する際に軸受け12に作用する荷重を複数の値に変化させ、その都度、振動の検出を行っても良い。例えば、保守員は、1回目の付与工程において、ローラ24を駆動綱車15に下方から押し当て、押し付け部31の押し込み量をP1に設定する。これにより、軸11に対して加圧装置21から第1荷重が付与される。また、軸受け12に荷重L1が作用する。保守員は、軸11に第1荷重を付与した状態で検出工程を行う。
次に、保守員は、2回目の付与工程において、ローラ24を駆動綱車15に下方から押し当てたまま、押し付け部31の押し込み量をP2に設定する。これにより、軸11に対して加圧装置21から第2荷重が付与される。また、軸受け12に荷重L2が作用する。第2荷重は、第1荷重より大きい。保守員は、軸11に第2荷重を付与した状態で検出工程を行う。
図6は、その後に3回目の付与工程及び4回目の付与工程を行う例を示す。3回目の付与工程では、押し込み量がP3に設定され、軸11に対して加圧装置21から第3荷重が付与される。第3荷重は、第2荷重より大きい。4回目の付与工程では、押し込み量がP4に設定され、軸11に対して加圧装置21から第4荷重が付与される。第4荷重は、第3荷重より大きい。検出工程は、3回目の付与工程が行われた後及び4回目の付与工程が行われた後の双方で行われる。
図7は、付与工程の他の例を説明するための図である。図7は、ローラ24が駆動綱車15に対して上方から押し当てられる例を示す。図7に示す例においても、加圧部22は、軸25が軸11に対して平行になるように配置される。検出工程では、軸11に加圧装置21による荷重が付与された状態で軸11が回転する。そして、当該状態でセンサ20による振動の検出が行われる。
図8は、軸受け12に作用する荷重の他の例を示す図である。ローラ24が駆動綱車15に上方から押し当てられた状態で押し付け部31が下方に変位する、即ち押し込み量が大きくなると、ローラ24は駆動綱車15に強く押し当てられることになる。これにより、軸受け12に作用する荷重は、図8に示すように大きくなる。
保守員は、軸受け12を検査する際に軸受け12に作用する荷重を複数の値に変化させ、その都度、振動の検出を行っても良い。例えば、保守員は、1回目の付与工程において、ローラ24を駆動綱車15に上方から押し当て、押し付け部31の押し込み量をP1に設定する。これにより、軸11に対して加圧装置21から第1荷重が付与される。また、軸受け12に荷重L5が作用する。保守員は、軸11に第1荷重を付与した状態で検出工程を行う。
次に、保守員は、2回目の付与工程において、ローラ24を駆動綱車15に上方から押し当てたまま、押し付け部31の押し込み量をP2に設定する。これにより、軸11に対して加圧装置21から第2荷重が付与される。また、軸受け12に荷重L6が作用する。上述したように、第2荷重は第1荷重より大きい。保守員は、軸11に第2荷重を付与した状態で検出工程を行う。
図8は、その後に3回目の付与工程及び4回目の付与工程を行う例を示す。3回目の付与工程では、押し込み量がP3に設定され、軸11に対して加圧装置21から第3荷重が付与される。4回目の付与工程では、押し込み量がP4に設定され、軸11に対して加圧装置21から第4荷重が付与される。検出工程は、3回目の付与工程が行われた後及び4回目の付与工程が行われた後の双方で行われる。
他の例として、保守員は、軸受け12を検査する際にローラ24を押し当てる方向を変え、その都度、振動の検出を行っても良い。例えば、保守員は、1回目の付与工程において、ローラ24を駆動綱車15に下方から押し当てる。その後、保守員は、ローラ24を駆動綱車15に下方から押し当てた状態で検出工程を行う。
次に、保守員は、2回目の付与工程において、ローラ24を駆動綱車15に上方から押し当てる。その後、保守員は、ローラ24を駆動綱車15に上方から押し当てた状態で検出工程を行う。保守員は、1回目の付与工程においてローラ24を駆動綱車15に上方から押し当て、2回目の付与工程においてローラ24を駆動綱車15に下方から押し当てても良い。保守員は、ローラ24を駆動綱車15に下方から押し当てる際に、軸受け12に作用する荷重を複数の値に変化させ、その都度、振動の検出を行っても良い。保守員は、ローラ24を駆動綱車15に上方から押し当てる際に、軸受け12に作用する荷重を複数の値に変化させ、その都度、振動の検出を行っても良い。
2)ブレーキ工程
ブレーキ工程は、軸11に作用する負荷トルクを大きくするための工程である。ブレーキ工程では、ブレーキディスク17にブレーキシュー32が押し当てられる。準備工程にブレーキ工程が含まれる場合、検出工程では、ブレーキディスク17にブレーキシュー32が押し当てられた状態で軸11が回転する。そして、当該状態でセンサ20による振動の検出が行われる。準備工程にブレーキ工程を含めることにより、軸11に作用する負荷トルクを強制的に変化させることができる。これにより、軸受け12に発生した傷に対応する振動成分を検査時のみ一時的に増幅させることができる。
ブレーキ工程は、軸11に作用する負荷トルクを大きくするための工程である。ブレーキ工程では、ブレーキディスク17にブレーキシュー32が押し当てられる。準備工程にブレーキ工程が含まれる場合、検出工程では、ブレーキディスク17にブレーキシュー32が押し当てられた状態で軸11が回転する。そして、当該状態でセンサ20による振動の検出が行われる。準備工程にブレーキ工程を含めることにより、軸11に作用する負荷トルクを強制的に変化させることができる。これにより、軸受け12に発生した傷に対応する振動成分を検査時のみ一時的に増幅させることができる。
ブレーキ工程において、ブレーキディスク17にブレーキシュー18を押し当てても、軸11に作用する負荷トルクを大きくすることは可能である。しかし、ブレーキ装置16は、上述したように、駆動綱車15を静止保持するための装置である。このため、ブレーキシュー18をブレーキディスク17に押し当てた状態で軸11を回転させると、摩擦熱によってブレーキディスク17が破損する可能性がある。このため、準備工程にブレーキ工程を含める場合は、ブレーキシュー18の摩擦係数より小さい摩擦係数を有するブレーキシュー32をブレーキディスク17に押し当てることが好ましい。
エレベーターの通常運転が行われている間、ブレーキディスク17にはブレーキシュー18が対向している。このため、保守員は、ブレーキ工程を行う前に、ブレーキシュー18をブレーキシュー32に取り替える第1取替工程を行う。これにより、ブレーキシュー18がブレーキ装置16から外され、ブレーキシュー32がブレーキディスク17に対向するように配置される。ブレーキ工程では、ブレーキシュー32がブレーキディスク17に押し当てられる。検出工程は、ブレーキ工程が行われた後に行われる。
保守員は、検出工程を行うと、エレベーターの通常運転を開始する前にブレーキシュー32をブレーキシュー18に取り替える第2取替工程を行う。これにより、ブレーキシュー32がブレーキ装置16から外され、ブレーキシュー18がブレーキディスク17に対向するように配置される。エレベーターの通常運転では、ブレーキシュー18がブレーキディスク17に押し当てられ、必要な静止保持力が確保される。
3)設定工程
設定工程は、軸11の回転速度を大きくするための工程である。エレベーターの通常運転では、軸11の回転速度は定格速度より大きくならない。設定工程では、軸11の回転速度が定格速度より大きくなるように設定される。一例として、設定工程において、軸11の回転速度が第1速度に設定される。第1速度は、定格速度より大きい速度である。なお、エレベーター装置では、軸11の回転速度が第2速度より大きくなると安全装置が働く。第1速度は、当該第2速度より小さい速度であることが好ましい。
設定工程は、軸11の回転速度を大きくするための工程である。エレベーターの通常運転では、軸11の回転速度は定格速度より大きくならない。設定工程では、軸11の回転速度が定格速度より大きくなるように設定される。一例として、設定工程において、軸11の回転速度が第1速度に設定される。第1速度は、定格速度より大きい速度である。なお、エレベーター装置では、軸11の回転速度が第2速度より大きくなると安全装置が働く。第1速度は、当該第2速度より小さい速度であることが好ましい。
準備工程に設定工程が含まれる場合、設定工程の後に行われる検出工程では、軸11が第1速度で回転する。そして、軸11が第1速度で回転している状態でセンサ20による振動の検出が行われる。準備工程に設定工程を含めることにより、軸11の回転速度を強制的に変化させることができる。これにより、軸受け12に発生した傷に対応する振動成分を検査時のみ一時的に増幅させることができる。
4)反潤滑工程
反潤滑工程は、軸受け12の潤滑性能を悪化させるための工程である。巻上機5には、軸受け12のための潤滑油が含まれる。反潤滑工程では、バルブを開くことによって軸受け12のための潤滑油が抜かれ、グリスニップルから軸受け12に対して脱脂剤が注入される。
反潤滑工程は、軸受け12の潤滑性能を悪化させるための工程である。巻上機5には、軸受け12のための潤滑油が含まれる。反潤滑工程では、バルブを開くことによって軸受け12のための潤滑油が抜かれ、グリスニップルから軸受け12に対して脱脂剤が注入される。
準備工程に反潤滑工程が含まれる場合、反潤滑工程の後に行われる検出工程では、潤滑油が抜かれ且つ脱脂剤が注入された状態で軸11が回転する。そして、当該状態でセンサ20による振動の検出が行われる。準備工程に反潤滑工程を含めることにより、軸受け12の潤滑性能を強制的に悪化させることができる。これにより、軸受け12に発生した傷に対応する振動成分を検査時のみ一時的に増幅させることができる。
なお、準備工程に反潤滑工程が含まれる場合、保守員は、検出工程を行うと、エレベーターの通常運転を開始する前に軸受け12のための潤滑油を巻上機5に充填する充填工程を行う。これにより、エレベーターの通常運転において、軸11の円滑な回転が確保される。
本実施の形態に示す例では、検出工程が行われる前に、特定振動成分を検査時のみ一時的に増幅させるための準備工程が行われる。このため、軸受け12に存在する傷が小さい場合でもこの傷の存在を精度よく検出することができる。
本実施の形態では、エレベーター装置の巻上機5に備えられた軸受け12を検査する方法について説明した。これは一例である。エレベーター装置の他の機器に備えられた軸受けを検査する際に、上述した方法を採用しても良い。また、エレベーター装置以外の設備に備えられた軸受けを検査する際に、上述した方法を採用しても良い。
本開示に係る検査方法は、軸を支持する軸受けを検査するために利用できる。
1 かご、 2 つり合いおもり、 3 昇降路、 4 ロープ、 5 巻上機、 6 制御装置、 7 機械室、 10 モータ、 11 軸、 12 軸受け、 13 軸受け台、 14 機械台、 15 駆動綱車、 16 ブレーキ装置、 17 ブレーキディスク、 18 ブレーキシュー、 19 端末、 20 センサ、 21 加圧装置、 22 加圧部、 23 ジャッキ部、 24 ローラ、 25 軸、 26 支持台、 27 ガイド、 28 ばね、 29 ハンドル、 30 ジャッキ機構、 31 押し付け部、 32 ブレーキシュー
Claims (14)
- 軸を支持する軸受けを検査するための方法であって、
前記軸又は前記軸とともに回転する部材の一方にローラを押し当てることにより、前記軸に第1荷重を付与する第1付与工程と、
前記軸が回転することによって振動が発生する部材にセンサを取り付ける取付工程と、
前記取付工程の後に前記軸を回転させながら前記センサによって振動を検出する検出工程と、
を備え、
前記検出工程は、前記第1付与工程が行われた後に行われる軸受けの検査方法。 - 前記第1付与工程において、前記ローラは前記一方に上方から押し当てられる請求項1に記載の軸受けの検査方法。
- 前記一方に前記ローラを下方から押し当てることにより、前記軸に第2荷重を付与する第2付与工程を更に備え、
前記検出工程は、前記第1付与工程が行われた後及び前記第2付与工程が行われた後の双方で行われる請求項2に記載の軸受けの検査方法。 - 前記一方に前記ローラを上方から押し当てることにより、前記第1荷重とは異なる第2荷重を前記軸に付与する第2付与工程を更に備え、
前記検出工程は、前記第1付与工程が行われた後及び前記第2付与工程が行われた後の双方で行われる請求項2に記載の軸受けの検査方法。 - 前記第1付与工程において、前記ローラは前記一方に下方から押し当てられる請求項1に記載の軸受けの検査方法。
- 前記一方に前記ローラを下方から押し当てることにより、前記第1荷重とは異なる第2荷重を前記軸に付与する第2付与工程を更に備え、
前記検出工程は、前記第1付与工程が行われた後及び前記第2付与工程が行われた後の双方で行われる請求項5に記載の軸受けの検査方法。 - 前記軸とともに回転するブレーキ部材に第1シューを押し当てるブレーキ工程を更に備え、
前記検出工程は、前記第1付与工程と前記ブレーキ工程とが行われた後に行われる請求項1から請求項6の何れか一項に記載の軸受けの検査方法。 - 前記ブレーキ部材に対向する第2シューを前記第1シューに取り替える第1取替工程と、
前記ブレーキ部材に対向する前記第1シューを前記第2シューに取り替える第2取替工程と、
を更に備え、
前記第1取替工程は、前記ブレーキ工程が行われる前に行われ、
前記第2取替工程は、前記検出工程が行われた後に行われる請求項7に記載の軸受けの検査方法。 - 前記軸の回転速度が定格速度より大きくなるように設定する設定工程を更に備え、
前記検出工程は、前記第1付与工程と前記設定工程とが行われた後に行われる請求項1から請求項6の何れか一項に記載の軸受けの検査方法。 - 前記軸受けのための潤滑油を抜き、前記軸受けに対して脱脂剤を注入する反潤滑工程を更に備え、
前記検出工程は、前記第1付与工程と前記反潤滑工程とが行われた後に行われる請求項1から請求項6の何れか一項に記載の軸受けの検査方法。 - 軸を支持する軸受けを検査するための方法であって、
前記軸とともに回転するブレーキ部材に第1シューを押し当てるブレーキ工程と、
前記軸が回転することによって振動が発生する部材にセンサを取り付ける取付工程と、
前記取付工程の後に前記軸を回転させながら前記センサによって振動を検出する検出工程と、
を備え、
前記検出工程は、前記ブレーキ工程が行われた後に行われる軸受けの検査方法。 - 軸を支持する軸受けを検査するための方法であって、
前記軸の回転速度が定格速度より大きくなるように設定する設定工程と、
前記軸が回転することによって振動が発生する部材にセンサを取り付ける取付工程と、
前記取付工程の後に前記軸を回転させながら前記センサによって振動を検出する検出工程と、
を備え、
前記検出工程は、前記設定工程が行われた後に行われる軸受けの検査方法。 - 軸を支持する軸受けを検査するための方法であって、
前記軸受けのための潤滑油を抜き、前記軸受けに対して脱脂剤を注入する反潤滑工程と、
前記軸が回転することによって振動が発生する部材にセンサを取り付ける取付工程と、
前記取付工程の後に前記軸を回転させながら前記センサによって振動を検出する検出工程と、
を備え、
前記検出工程は、前記反潤滑工程が行われた後に行われる軸受けの検査方法。 - 前記軸に駆動綱車が設けられ、
前記駆動綱車に、エレベーターのかごを吊り下げるためのロープが巻き掛けられた請求項1から請求項13の何れか一項に記載の軸受けの検査方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180101414.1A CN117836600A (zh) | 2021-08-12 | 2021-08-12 | 轴承的检查方法 |
| JP2023541190A JP7460030B2 (ja) | 2021-08-12 | 2021-08-12 | 軸受けの検査方法 |
| PCT/JP2021/029757 WO2023017606A1 (ja) | 2021-08-12 | 2021-08-12 | 軸受けの検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/029757 WO2023017606A1 (ja) | 2021-08-12 | 2021-08-12 | 軸受けの検査方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023017606A1 true WO2023017606A1 (ja) | 2023-02-16 |
Family
ID=85199702
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/029757 WO2023017606A1 (ja) | 2021-08-12 | 2021-08-12 | 軸受けの検査方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7460030B2 (ja) |
| CN (1) | CN117836600A (ja) |
| WO (1) | WO2023017606A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62832A (ja) * | 1985-06-27 | 1987-01-06 | Akebono Brake Res & Dev Center Ltd | ブレ−キジヤダ−試験装置 |
| JPH05294573A (ja) * | 1992-04-20 | 1993-11-09 | Toshiba Corp | エレベータ走行試験装置 |
| JPH09136776A (ja) * | 1995-11-13 | 1997-05-27 | Hitachi Building Syst Co Ltd | エレベータ用回転軸受の損傷検出装置 |
| JPH1194713A (ja) * | 1997-09-19 | 1999-04-09 | Toyota Central Res & Dev Lab Inc | 摩擦材料の減衰特性測定方法 |
| JP2002022617A (ja) * | 2000-07-05 | 2002-01-23 | Mitsubishi Electric Corp | 軸受診断装置 |
| JP2017181441A (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 回転軸受の状態判定装置および状態判定方法 |
-
2021
- 2021-08-12 WO PCT/JP2021/029757 patent/WO2023017606A1/ja active Application Filing
- 2021-08-12 CN CN202180101414.1A patent/CN117836600A/zh active Pending
- 2021-08-12 JP JP2023541190A patent/JP7460030B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62832A (ja) * | 1985-06-27 | 1987-01-06 | Akebono Brake Res & Dev Center Ltd | ブレ−キジヤダ−試験装置 |
| JPH05294573A (ja) * | 1992-04-20 | 1993-11-09 | Toshiba Corp | エレベータ走行試験装置 |
| JPH09136776A (ja) * | 1995-11-13 | 1997-05-27 | Hitachi Building Syst Co Ltd | エレベータ用回転軸受の損傷検出装置 |
| JPH1194713A (ja) * | 1997-09-19 | 1999-04-09 | Toyota Central Res & Dev Lab Inc | 摩擦材料の減衰特性測定方法 |
| JP2002022617A (ja) * | 2000-07-05 | 2002-01-23 | Mitsubishi Electric Corp | 軸受診断装置 |
| JP2017181441A (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 回転軸受の状態判定装置および状態判定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023017606A1 (ja) | 2023-02-16 |
| CN117836600A (zh) | 2024-04-05 |
| JP7460030B2 (ja) | 2024-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3817218B2 (ja) | エレベータのブレーキトルク測定装置および測定方法 | |
| US20100154527A1 (en) | Elevator Brake Condition Testing | |
| FI123238B (fi) | Menetelmä ja järjestely nostokoneiston jarrun jarrutusvoiman uudistamiseksi | |
| US7637357B2 (en) | Elevator apparatus with sheave rotational speed difference determination for detecting an abnormality | |
| WO2010050434A1 (ja) | エレベーター | |
| TW200817270A (en) | Method of checking lift braking equipment, a method for placing a lift installation in operation and equipment for carrying out placing in operation | |
| JP4937095B2 (ja) | エレベータ用巻上機ブレーキの制動力試験装置および試験方法 | |
| WO2016079823A1 (ja) | エレベータ装置 | |
| JP2012144345A (ja) | エレベータブレーキトルク診断方法 | |
| US5156239A (en) | Disc brake/load weighing assembly for elevator drive sheave | |
| WO2023017606A1 (ja) | 軸受けの検査方法 | |
| JP2009040587A (ja) | エレベータ用巻上機 | |
| JP5591504B2 (ja) | エレベータ | |
| JP2017039559A (ja) | エレベータ用ロープテスタ装置 | |
| JP4079886B2 (ja) | エレベータの非常止め試験装置 | |
| KR20100094594A (ko) | 엘리베이터장치 및 그 시험방법 | |
| CN110740958B (zh) | 电梯控制装置及电梯控制方法 | |
| EP1717474A1 (en) | Brake device and hoist for elevator | |
| JP7185858B2 (ja) | エレベータ用ロープテスタ装置及びエレベータシステム | |
| JPWO2020084669A1 (ja) | ガイドレール加工装置及びガイドレール加工方法 | |
| JP7223142B2 (ja) | エレベーターの非常止め装置、並びにエレベーターの非常止め装置の点検装置 | |
| CN114074870A (zh) | 测试电梯中的机械制动器的方法 | |
| JP7212871B1 (ja) | エレベータ綱車用ブレーキの検査方法 | |
| CN219511785U (zh) | 一种曳引机制动器试验测试系统 | |
| KR100884875B1 (ko) | 엘리베이터 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21953501 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023541190 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |