WO2022255385A1 - 超高分子量ポリエチレン製サブミクロン薄膜およびその製造方法 - Google Patents
超高分子量ポリエチレン製サブミクロン薄膜およびその製造方法 Download PDFInfo
- Publication number
- WO2022255385A1 WO2022255385A1 PCT/JP2022/022217 JP2022022217W WO2022255385A1 WO 2022255385 A1 WO2022255385 A1 WO 2022255385A1 JP 2022022217 W JP2022022217 W JP 2022022217W WO 2022255385 A1 WO2022255385 A1 WO 2022255385A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- molecular weight
- thin film
- melt
- weight polyethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
- B29C55/143—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively firstly parallel to the direction of feed and then transversely thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/16—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial simultaneously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D7/00—Producing flat articles, e.g. films or sheets
- B29D7/01—Films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0658—PE, i.e. polyethylene characterised by its molecular weight
- B29K2023/0683—UHMWPE, i.e. ultra high molecular weight polyethylene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/06—Polyethene
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present disclosure relates to a submicron thin film made of ultra-high molecular weight polyethylene and a method for producing the same, in particular, a submicron thin film made of ultra-high molecular weight polyethylene having a thickness of less than 1 ⁇ m, high visible light transmittance, and high tensile breaking strength and tear strength. It relates to a thin film and its manufacturing method.
- a polymer thin film is generally recognized as a film thinner than 1 ⁇ m formed on a substrate by solution casting or vapor deposition polymerization, and it is clear that the molecular mobility is excited compared to the bulk state.
- Non-Patent Document 1 Attempts have also been made to create nanometer-thick self-supporting thin films, and proposals have been made for a method in which polymer chains are arranged on the water surface by self-organization, and a method in which a polymer solution is cast onto a substrate and then peeled off.
- these methods are difficult to prepare large area films.
- ultra-high molecular weight polyethylene refers to polyethylene having a molecular weight of 1 million or more, and due to its high molecular weight, it has excellent strength, abrasion resistance, chemical stability, etc. have performance. However, since it contains many molecular chain entanglements, it has a high melt viscosity and is difficult to mold.
- the thin film is produced by a skive method in which a pre-sintered block is cut out, and the film thickness is limited to about 100 ⁇ m. Therefore, the transparency of UHMW-PE films formed by this method is low.
- Non-Patent Document 3 As a molding method for this UHMW-PE, there are a gel stretching method (Non-Patent Document 3) and a thermally induced phase separation method (Non-Patent Document 4) used for manufacturing high-strength fibers or battery separators.
- Non-Patent Document 4 As a molding method for this UHMW-PE, there are a gel stretching method (Non-Patent Document 3) and a thermally induced phase separation method (Non-Patent Document 4) used for manufacturing high-strength fibers or battery separators.
- a gel stretching method Non-Patent Document 3
- Non-Patent Document 4 As a molding method for this UHMW-PE, there are a gel stretching method (Non-Patent Document 3) and a thermally induced phase separation method (Non-Patent Document 4) used for manufacturing high-strength fibers or battery separators.
- organic solvent since a large amount of organic solvent is used
- the "melt drawing method” is a processing method that uses the molecular chain entanglement of UHMW-PE as a deformation stress transmission point (Non-Patent Document 5).
- extended chain crystals are formed in which the molecular chains of polyethylene are fully extended and crystallized.
- the extended chain crystals are the building blocks of high strength polyethylene fibers and exhibit high strength. The higher the draw ratio, the greater the number of extended chain crystals, and the higher the strength of the film.
- the cooling process a structure is formed in which easily deformable folded chain crystals are epitaxially grown on extended chain crystals. The feature of this molding method is that the UHMW-PE thin film can be molded without using any organic solvent.
- a UHMW-PE thin film with a thickness of 5 ⁇ m is formed by stretching 8 ⁇ 8 times in the x-axis direction and the y-axis direction (Patent Document 1). Furthermore, by increasing the draw ratio to 16 ⁇ 16 times, a UHMW-PE thin film having a thickness of 2 ⁇ m is also formed (Patent Document 2). For this reason, we have developed a biaxial stretching apparatus (Patent Document 3) capable of stretching to a high magnification.
- Non-Patent Document 6 It has also been reported that a UHMW-PE thin film can be obtained by dropping a UHMW-PE solution onto a glass substrate, melting it above the melting point of the UHMW-PE, pinching it with tweezers, and pulling it up.
- Patent Document 1 JP 2010-201649
- Patent Document 2 JP 2019-193997
- Patent Document 3 International Publication WO2018/039436
- Non-Patent Document 1 K.K. Tanaka et al. , ACS Macro Lett. , Vol. 7, p. 1198 (2016)
- Non-Patent Document 2 S. Takeoka et al, Adv. Mater. , Vol. 25, p. 545 (2013)
- Non-Patent Document 3 P.S. Smith et al,J. Mater. Sci. , Vol. 15, p. 505 (1980)
- Non-Patent Document 4 A. Pankaj et al, Chem. Rev. , Vol. 104, p. 4419 (2004)
- Non-Patent Document 5 H. Uehara et al. , Adv. Funct. Mater. , Vol. 22, p. 2048 (2012)
- Non-Patent Document 6 Thomas Keller, Matthias Grosch, and Klaus D.; Jand. Macromolecules 2007, 40, 5812-5819
- Non-Patent Document 6 can partially thin the film, it is difficult to obtain a UHMW-PE thin film of a size that can be used for practical purposes, including uniform thinning. Therefore, physical properties such as tensile strength at break, tear strength, nitrogen permeability coefficient, and light transmittance have not been obtained.
- the problem to be solved by one embodiment of the present disclosure is to provide a submicron thin film made of ultra-high molecular weight polyethylene having a film thickness of less than 1 ⁇ m, high visible light transmittance, and high tensile breaking strength and tear strength, and a method for producing the same. That is.
- the inventors performed the first-stage melt biaxial stretching along the x-axis direction and the y-axis direction to a predetermined draw ratio, and then cooled the original film made of UHMW-PE.
- the stretched film thus obtained was further subjected to a second melt biaxial stretching.
- the inventors further subjected the stretched film, which had been melt-shrinked after the first-stage melt-biaxial stretching and then cooled, to the second-stage melt-biaxial stretching.
- the inventors aimed to create a UHMW-PE submicron thin film by the multi-stage stretching.
- Means for solving the problems include the following embodiments.
- ⁇ 1> A submicron thin film made of ultra-high-molecular-weight polyethylene containing ultra-high-molecular-weight polyethylene having a viscosity-average molecular weight of 1,000,000 to 15,000,000 as a main component, having a film thickness of less than 1 ⁇ m and a tensile strength at break of 100 MPa or more.
- ⁇ 2> The submicron thin film made of ultra-high molecular weight polyethylene according to ⁇ 1>, which has a tear strength of 5 N/mm or more.
- ⁇ 3> The submicron thin film made of ultra-high molecular weight polyethylene according to ⁇ 1> or ⁇ 2>, which has a nitrogen permeability coefficient of 1 ⁇ 10 ⁇ 14 mol ⁇ m/(m 2 ⁇ s ⁇ Pa) or less.
- ⁇ 4> The submicron thin film made of ultra-high molecular weight polyethylene according to any one of ⁇ 1> to ⁇ 3>, which has a haze value of 50% or less in the visible light region.
- ⁇ 5> In a melting profile recorded with a differential scanning calorimeter, one or more endothermic peaks are observed at (1) 130°C or higher and lower than 140°C, (2) 140°C or higher and lower than 150°C, and (3) 150°C or higher.
- ⁇ 6> 6 The submicron thin film made of ultra-high molecular weight polyethylene according to any one of claims 1 to 5, having an adhesion coefficient of 1000 N/m or more in an adhesion test.
- a raw film containing ultra-high molecular weight polyethylene having a viscosity average molecular weight of 1 million to 15 million as a main component is melted and biaxially stretched along the x-axis direction and the y-axis direction at a temperature equal to or higher than the melting point of the raw film.
- the stretched film obtained in the first melt biaxial stretching step is melt biaxially shrunk along the x-axis direction and the y-axis direction at a temperature equal to or higher than the melting point of the stretched film.
- the stretched film was cooled to below the melting point of the stretched film, and melt biaxially stretched again along the x-axis direction and the y-axis direction at a temperature above the melting point of the stretched film.
- the stretched film is stretched in the x-axis direction and the y-axis at a temperature above the melting point of the stretched film.
- the stretched film is melted and biaxially shrunk along the direction, cooled to a temperature below the melting point of the stretched film, melted and biaxially stretched again along the x-axis direction and the y-axis direction at a temperature above the melting point of the stretched film, and then the stretched film.
- a third step including at least one step of cooling to a melting point of below the melting point of The method for producing a submicron thin film made of ultra-high molecular weight polyethylene according to ⁇ 7> or ⁇ 8>, wherein the third step is repeated once or multiple times.
- ⁇ 11> The method for producing a submicron thin film made of ultra-high-molecular-weight polyethylene according to ⁇ 10>, wherein the original film preparation step is a step of forming the ultra-high-molecular-weight polyethylene raw material powder into a film by press molding.
- the press molding is performed under reduced pressure.
- the ultra-high molecular weight polyethylene submicron thin film of the present disclosure contains UHMW-PE
- the molecular weight distribution by gel permeation chromatography (GPC) measurement using trichlorobenzene or tetrachlorobenzene as a solvent is valid.
- GPC measurement can be performed by the method described in International Publication WO2014/0344484.
- it is effective to measure the intrinsic viscosity in a decalin solvent (135° C.).
- a submicron thin film made of ultra-high molecular weight polyethylene having a film thickness of less than 1 ⁇ m, high visible light transmittance, and high tensile breaking strength and tearing strength, and a method for producing the same.
- FIG. 1 is a schematic diagram for explaining the raw film preparation process in Example 1.
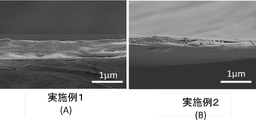
- FIG. FIG. 2 is scanning electron microscope (SEM) observation photographs of cross sections of the UHMW-PE submicron thin films obtained in Examples 1 and 2.
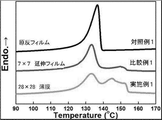
- FIG. 3 is a graph showing the melting profiles when the films or thin films obtained in Example 1, Comparative Example 1 and Control Example 1 were measured with a differential scanning calorimeter (DSC).
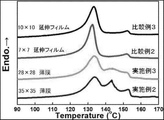
- FIG. 4 is a graph showing the melting profile when the films or thin films obtained in Examples 2-3 and Comparative Examples 2-3 were measured with a differential scanning calorimeter (DSC).
- FIG. 5 is scanning electron microscope (SEM) observation photographs of the film surfaces of the films or thin films obtained in Examples 1 and 2, Comparative Examples 1 and 3, and Control Example 1.
- FIG. FIG. 6 is a schematic diagram showing a method of adhesion test of the films or thin films obtained in Examples 1-2, Comparative Examples 1-3 and Control Example 1.
- a numerical range described using “to” represents a numerical range including the numerical values before and after “to” as lower and upper limits.
- the term “process” includes not only independent processes but also processes that cannot be clearly distinguished from other processes as long as the intended purpose of the process is achieved.
- the amount of each component in the composition refers to the total amount of the multiple substances present in the composition when there are multiple substances corresponding to each component in the composition, unless otherwise specified. means
- substituteduent is used in the sense of including unsubstituted ones and those having further substituents.
- alkyl group an unsubstituted alkyl group and an alkyl group further having a substituent.
- substituents for example, when the term "alkyl group” is used, an unsubstituted alkyl group and an alkyl group further having a substituent. The same applies to other substituents.
- the upper limit or lower limit described in a certain numerical range may be replaced with the upper limit or lower limit of the numerical range described in other steps. .
- the upper limit value or lower limit value described in a certain numerical range may be replaced with the values shown in the examples.
- a combination of two or more preferred aspects is a more preferred aspect.
- Room temperature as used herein means 20°C.
- the ultra-high molecular weight polyethylene submicron thin film of the present disclosure and its manufacturing method (hereinafter, the ultra-high molecular weight polyethylene submicron thin film of the present disclosure is also referred to as "UHMW-PE thin film” or “thin film”) will be described in detail. do.
- the "submicron thin film” in the present disclosure refers to a thin film having a thickness of 1 ⁇ m or less, and is sometimes simply called a “thin film” or an “ultra-thin film” in general.
- the thin film of the present disclosure contains ultra-high molecular weight polyethylene (UHMW-PE) with a viscosity average molecular weight of 1 million to 15 million as a main component, and has a film thickness of less than 1 ⁇ m and a tensile strength at break of 100 MPa or more.
- UHMW-PE ultra-high molecular weight polyethylene
- UHMW-PE-containing components that make up the thin film of the present disclosure are described in detail in the method of manufacturing the thin film of the present disclosure.
- the expression “contains UHMW-PE as a main component” indicates that the content of UHMW-PE is the largest among the components contained in the thin film.
- “contains UHMW-PE as a main component” means that the thin film contains 50% by mass, 60% by mass or more, 70% by mass or more, 80% by mass or more, or 90% by mass or more of UHMW-PE. indicates that it contains
- the film thickness of the thin film of the present disclosure is 1 ⁇ m or less, preferably 900 nm or less, more preferably 850 nm or less, and even more preferably 500 nm or less.
- the thickness of the thin film of the present disclosure is measured by the method shown in Examples described later.
- the diffuse light transmittance of the thin film of the present disclosure in the visible light region is preferably 50% or less, more preferably 40% or less, and even more preferably 30% or less.
- the parallel light transmittance of the thin film of the present disclosure in the visible light region is preferably 40% or more, more preferably 50% or more, and even more preferably 60% or more.
- the extended haze value of the thin film of the present disclosure in the visible light region is preferably 50% or less, more preferably 40% or less, and even more preferably 30% or less.
- the diffuse light transmittance, parallel light transmittance, and haze value in the visible light region of the thin film of the present disclosure are values (%) in the wavelength range of 360 to 750 nm, and are measured by the methods described later in Examples. be.
- the tensile strength at break of the thin film of the present disclosure is 100 MPa or more, preferably 150 MPa or more, more preferably 300 MPa or more.
- the tensile strength at break of the thin film of the present disclosure is measured by the method shown in Examples described later.
- the tear strength of the thin film of the present disclosure is preferably 1 N/mm or more, more preferably 5 N/mm or more, and even more preferably 10 N/mm or more. Note that the tear strength of the thin film of the present disclosure is measured by the method shown in Examples described later.
- the nitrogen permeability coefficient of the thin film of the present disclosure is preferably 1 ⁇ 10 ⁇ 14 mol ⁇ m/(m 2 ⁇ s ⁇ Pa) or less, and 5 ⁇ 10 ⁇ 15 mol ⁇ m/(m 2 ⁇ s ⁇ Pa) or less. More preferably, it is 1 ⁇ 10 ⁇ 15 mol ⁇ m/(m 2 ⁇ s ⁇ Pa) or less.
- the nitrogen permeability coefficient of the thin film of the present disclosure is measured by the method shown in Examples described later.
- the thin film of the present disclosure has a melting profile recorded with a differential scanning calorimeter that is (1) 130° C. or higher and lower than 140° C., (2) 140° C. or higher and lower than 150° C., and (3) 150° C. or higher. It preferably has one or more endothermic peaks.
- a differential scanning calorimeter that is (1) 130° C. or higher and lower than 140° C., (2) 140° C. or higher and lower than 150° C., and (3) 150° C. or higher. It preferably has one or more endothermic peaks.
- the melting profile recorded by the differential scanning calorimeter is the melting profile obtained by the "DSC heating measurement in this specification" described later.
- the adhesion coefficient in the peritoneal adhesion test of the present disclosure is preferably 1000 N/m or more, more preferably 2000 N/m or more, and even more preferably 3000 N/m or more.
- the thin film of the present disclosure When the thin film of the present disclosure is brought into close contact with a mating member, the thin film reflects its thinness and follows the shape of the mating member, thereby exhibiting excellent adhesion.
- the adhesion coefficient in the thin film adhesion test of the present disclosure is measured by the following method.
- a value (N/m) obtained by dividing the recorded maximum load by the thickness of the target film is obtained as an index of the adhesion of the target film (that is, the adhesion coefficient).
- the thin film manufacturing method of the present disclosure includes a first melt biaxial stretching step, a cooling step, and a second melt biaxial stretching step to obtain a UHMW-PE submicron thin film with a thickness of less than 1 ⁇ m.
- the method for producing a thin film of the present disclosure may use a commercially available raw film, but may also have a raw film preparation step.
- the method for producing a thin film of the present disclosure may have a melt biaxial contraction step between the first melt biaxial stretching step and the cooling step.
- the “melt biaxial stretching” is a method of stretching an original film or a stretched film along the x-axis direction and the y-axis direction at a temperature higher than its melting point. Each step will be described below.
- ultra-high molecular weight polyethylene (UHMW-PE) raw material powder having a viscosity average molecular weight of 1,000,000 to 15,000,000 is formed into a film at a temperature equal to or higher than the melting point of the ultra-high molecular weight polyethylene raw material powder. Thereby, a raw film made of ultra-high molecular weight polyethylene is obtained.
- UHMW-PE ultra-high molecular weight polyethylene
- the UHMW-PE raw material powder is a powdery polyethylene raw material powder having a viscosity average molecular weight (Mv) of 1 million to 15 million, more preferably a polyethylene raw material powder having a Mv of 1 million to 10 million, and polyethylene having a Mv of 1.2 million to 6 million.
- a raw material powder is more preferred. That is, the Mv of UHMW-PE contained in the thin film of the present disclosure is preferably within the above range.
- the viscosity average molecular weight is a value measured in a decalin solvent (135° C.), and the intrinsic viscosity ([ ⁇ ]) is preferably 7 dl/g to 45 dl/g, more preferably 7 dl/g to 35 dl/g.
- the molecular weight of UHMW-PE is measured as described above, but when it is difficult to dissolve in decalin solvent, the molecular weight of UHMW-PE is measured by the following method.
- This method is an application of the ASTM D 1430-65T method.
- a UHMW-PE raw material powder whose molecular weight is to be measured is formed into a film by melt press molding to prepare a dumbbell-shaped test piece specified in the ASTM D 1430-65T method.
- a plurality of dumbbell-shaped specimens thus obtained are prepared, different loads are applied to each specimen, and the specimens are immersed in a glycol bath heated to 150°C.
- the load applied causes the specimen to elongate
- the time required to cause 600% elongation is measured.
- the time required for elongation obtained above is plotted against the tensile stress (load divided by the cross-sectional area of the specimen) applied to the specimen on a logarithmic coordinate axis.
- the plotted values show linearity, and from this graph, the stress (N/mm 2 ) called the yield value required for an elongation time of 10 minutes can be obtained.
- the yield value in UHMW-PE is preferably in the range of 0.05 N/mm 2 to 1.5 N/mm 2 .
- the viscosity average molecular weight measured by the viscosity method correlates with the yield value, so the yield value measurement method can detect the molecular weight.
- the particle size of the UHMW-PE raw material powder is preferably 2000 ⁇ m or less, more preferably 1 ⁇ m to 2000 ⁇ m, and still more preferably 10 ⁇ m to 1000 ⁇ m in terms of volume average particle size (D 50 ).
- UHMW-PE may be a polymer polymerized using a known catalyst, but powdery polyethylene polymerized using a Ziegler catalyst or metallocene catalyst is preferably used.
- Mw and Mn are weight-average molecular weight and number-average molecular weight, respectively, and can be determined by GPC measurement.
- UHMW-PE preferably has only ethylene as a structural unit because it has a high degree of crystallinity and excellent physical properties such as strength. However, it may be a polymer or copolymer containing structural units derived from ethylene.
- structural units constituting the copolymer together with ethylene structural units include propylene, 1-butene, 1-hexene, 1-octene, and 4-methyl-1-pentene.
- Alpha-olefins and their derivatives may be mentioned. That is, the name of UHMW-PE in this specification also includes copolymers of ethylene and ⁇ -olefins. Therefore, UHMW-PE also includes polyethylene containing long chain branches such as linear low density polyethylene and low density polyethylene.
- the UHMW-PE raw material powder may be used in combination with other ingredients other than UHMW-PE as long as the effect is not impaired. That is, the thin films of the present disclosure may contain other components than UHMW-PE.
- Components other than UHMW-PE include, for example, polymers such as polyethylene having a lower molecular weight than UHMW-PE; known additives such as plasticizers, antioxidants, weathering agents, light stabilizers, ultraviolet absorbers, Heat stabilizers, lubricants, release agents, antistatic agents, flame retardants, foaming agents, fillers such as silica, antibacterial agents, antifungal agents, nucleating agents, coloring agents such as pigments, etc., are added to ordinary polyolefins. ingredients.
- One or two or more of the above-described other components may be included in the UHMW-PE raw material powder depending on the purpose within a range that does not impair the effect.
- antioxidants include phenolic antioxidants such as Irganox 1076 (trade name) manufactured by BASF; An antioxidant or the like is preferably used.
- phenolic antioxidants such as Irganox 1076 (trade name) manufactured by BASF; An antioxidant or the like is preferably used.
- the other components are dispersed or dissolved in another solvent and then mixed into the raw material powder. known addition methods, such as a method in which only the solvent is removed by volatilization, and a method in which the ingredients are kneaded in a melted state of the ultra-high molecular weight polyethylene raw material.
- the UHMW-PE raw material powder described above is formed into a film at a temperature equal to or higher than the melting point of the UHMW-PE raw material powder to obtain a raw film.
- a raw film having improved fusion between the UHMW-PE raw material powders can be obtained.
- the film forming temperature is preferably 130°C to 250°C, more preferably 150°C to 200°C.
- melting point refers to the endothermic peak temperature (°C) of a melting profile obtained by temperature elevation measurement with a differential scanning calorimeter (DSC).
- the melting point of the UHMW-PE raw material powder is in the range of about 135° C. to 145° C., although it varies depending on the manufacturing method and molecular weight of the UHMW-PE raw material.
- the temperature of the peak with the highest intensity is taken as the melting point.
- the DSC temperature elevation measurement in this specification is performed by raising the temperature to a temperature range of 30 ° C. to 180 ° C.
- Film-like molding is preferably press molding. Further, press molding is more preferably performed under reduced pressure.
- the press pressure in press molding is preferably 0.01 MPa to 100 MPa, more preferably 0.1 MPa to 50 MPa.
- the reduced pressure in press molding is preferably 10 Torr or less, more preferably 1 Torr or less. Press molding under reduced pressure improves the adhesion between the UHMW-PE raw material powders and integrates them. Therefore, a thin film made of UHMW-PE can be obtained in which the properties of UHMW-PE are fully exhibited.
- roll molding may be sufficient as film-form molding.
- roll molding for example, "first roll treatment step” and “second roll treatment step” in the method for producing a polyethylene film described in JP-A-2019-193997 can be exemplified.
- press molding and roll molding may be combined for forming the film.
- the thickness of the raw film obtained in the raw film preparation process is preferably 1000 ⁇ m or less, more preferably 300 ⁇ m or less, and even more preferably 100 ⁇ m or less.
- First melt biaxial stretching step In the first melt biaxial stretching step, a raw film (or a raw film formed in the raw film preparation step) containing ultra-high molecular weight polyethylene having a viscosity average molecular weight of 1 million to 15 million as a main component is stretched. The film is melt biaxially stretched along the x-axis and y-axis at a temperature equal to or higher than the melting point of the original film.
- the first melt biaxial stretching may be sequential biaxial stretching in which stretching is performed in the x-axis direction and then in the y-axis direction perpendicular to the x-axis direction, or y Simultaneous biaxial stretching in which the film is stretched simultaneously in the axial direction may also be used.
- the time difference is, for example, 0.1 to 100 minutes.
- the drawing speed in the x-axis direction and the drawing speed in the y-axis direction may be the same or different.
- the speed difference is, for example, 0.1 to 1000 mm/min.
- the first melt biaxial stretching temperature is set to the melting point of the original film or higher. By stretching the raw film at a temperature equal to or higher than the melting point of the raw film, it is possible to stretch the raw film up to a high magnification ratio, which is advantageous for thinning and increasing strength.
- the first melt biaxial stretching temperature is preferably 120°C to 180°C, more preferably 130°C to 180°C, still more preferably 136°C to 180°C, and most preferably 136°C to 170°C. The temperature may be varied during the first melt biaxial stretching within this temperature range.
- the temperature conditions in the first melt biaxial stretching may be appropriately selected according to the viscosity-average molecular weight (Mv) of the UHMW-PE raw material powder, which is the raw material of the raw film, and the copolymer composition.
- Mv viscosity-average molecular weight
- the temperature is preferably around 136°C to 145°C near the melting point. Biaxial stretching processing in is possible.
- the stretching ratio in the first melt biaxial stretching is preferably 2 times or more, more preferably 5 times or more, the length of the original film in both the x-axis direction and the y-axis direction.
- the draw ratios in the x-axis direction and the y-axis direction may be the same or different.
- the stretching speed in the first melt biaxial stretching is preferably in the range of 1 mm/min to 1000 mm/min, more preferably in the range of 10 mm/min to 500 mm/min.
- the first melt biaxial stretching is carried out at a stretching rate of less than 1 mm/min, the film in the molten state bends and hangs downward, making it impossible to obtain a thin and high-strength film.
- a holding step of holding the film at the temperature for the first melt biaxial stretching for a certain period of time may be included.
- the time for which the temperature is maintained is preferably 1 minute to 180 minutes, more preferably 1 minute to 10 minutes.
- the biaxial stretching machine is preferably a biaxial stretching machine equipped with a stress detection mechanism so that it can be confirmed that the biaxial stretching is being carried out in a molten state.
- the film thickness of the chuck portion (end portion) gradually decreases as the film is stretched, it becomes more slippery. is preferred.
- the thickness of the stretched film obtained in the first melt biaxial stretching step is preferably 500 ⁇ m or less, more preferably 150 ⁇ m or less, and more preferably 50 ⁇ m or less from the viewpoint of obtaining a UHMW-PE thin film having a thickness of less than 1 ⁇ m.
- melt biaxial contraction process In the melt biaxial shrinking step, before the cooling step, the stretched film obtained in the first melt biaxial stretching step (hereinafter also referred to as "first stretched film”) is stretched at a temperature equal to or higher than the melting point of the stretched film in the x-axis direction. Melt biaxial shrinkage along the direction and the y-axis. Note that the melt biaxial contraction step is a step that is optionally performed.
- the melting biaxial shrinkage may be sequential biaxial shrinkage in which shrinkage occurs in the x-axis direction and then shrinks in the y-axis direction perpendicular to the x-axis direction, or in the y-axis direction perpendicular to the x-axis direction and the x-axis direction. Simultaneous biaxial shrinkage may also be used.
- Melt biaxial shrinkage may be performed immediately after performing the first melt biaxial stretching, or after performing the first melt biaxial stretching, the temperature for performing melt biaxial shrinkage is maintained for a certain period of time (e.g., 1 to 10 minutes) may be carried out after holding.
- a certain period of time e.g. 1 to 10 minutes
- the temperature of the melt biaxial shrinkage is preferably 80°C to 180°C, more preferably 120°C to 165°C, still more preferably 136°C to 165°C, and particularly preferably 140°C to 155°C. It should be noted that the temperature may be varied during the melting biaxial shrinkage within this temperature range.
- the shrinkage ratio of the melt biaxial shrinkage is that the length after shrinkage is 5% of the length before shrinkage (the length of the first stretched film immediately after the first melt biaxial stretching) in both the x-axis direction and the y-axis direction. ⁇ 95% is preferred, and 20% to 75% is more preferred.
- the shrinkage ratios in the x-axis direction and the y-axis direction may be the same or different.
- the first stretched film stretched in the first melt biaxial stretching step (or the first stretched film shrunk in the melt biaxial shrinking step) is cooled below the melting point of the first stretched film.
- the first stretched film is cooled, for example, at a cooling rate of 1° C./min to 1000° C./min to above room temperature and below the melting point of the first stretched film.
- melt biaxial stretching step In the second melt biaxial stretching step, the first stretched film cooled in the cooling step is again melt biaxially stretched along the x-axis direction and the y-axis direction at a temperature equal to or higher than the melting point of the first stretched film.
- the second melt biaxial stretching may be sequential biaxial stretching in which stretching is performed in the x-axis direction and then in the y-axis direction perpendicular to the x-axis direction, or y Simultaneous biaxial stretching in which the film is stretched simultaneously in the axial direction may also be used.
- the time difference is, for example, 0.1 to 100 minutes.
- the drawing speed in the x-axis direction and the drawing speed in the y-axis direction may be the same or different.
- the speed difference is, for example, 0.1 to 1000 mm/min.
- the temperature of the second melt biaxial stretching should be equal to or higher than the melting point of the first stretched film.
- the second melt biaxial stretching temperature is preferably 120°C to 180°C, more preferably 130°C to 180°C, still more preferably 136°C to 180°C, and most preferably 136°C to 170°C.
- the temperature may be changed during the second melt biaxial stretching within this temperature range.
- the temperature conditions in the first melt biaxial stretching may be appropriately selected according to the viscosity-average molecular weight (Mv) of the UHMW-PE raw material powder, which is the raw material of the raw film, and the copolymer composition.
- Mv viscosity-average molecular weight
- the temperature is preferably around 136°C to 145°C near the melting point. Biaxial stretching processing in is possible.
- the stretching ratio in the second melt biaxial stretching is preferably 5 times or more, more preferably 10 times or more, and even more preferably 20 times or more, the length of the original film in both the x-axis direction and the y-axis direction.
- the draw ratios in the x-axis direction and the y-axis direction may be the same or different.
- the ratio of the draw ratio in the first melt biaxial stretching and the draw ratio in the second melt biaxial stretching is the x-axis It is preferably 1.1 times to 20 times, more preferably 2 times to 10 times, both in the direction and the y-axis direction.
- the stretching speed in the second melt biaxial stretching is preferably in the range of 1 mm/min to 1000 mm/min, more preferably in the range of 10 mm/min to 500 mm/min. If the second melt biaxial stretching is performed at a drawing speed of less than 1 mm/min, the film in the molten state will bend and droop downward, making it impossible to obtain a thin and high-strength film.
- a holding step of holding the film at the temperature for the first melt biaxial stretching for a certain period of time may be included.
- the time for which the temperature is maintained is preferably 1 minute to 180 minutes, more preferably 1 minute to 10 minutes.
- a hot air blowing type biaxial stretching machine or the like is used to melt only the central portion of the first stretched film, and the chuck portion (end portion). It is preferable to perform the stretching in a state in which the film is not melted.
- the biaxial stretching machine is preferably a biaxial stretching machine equipped with a stress detection mechanism so that it can be confirmed that the biaxial stretching is being carried out in a molten state.
- the film thickness of the chuck portion (end portion) gradually decreases as the film is stretched, it becomes more slippery. is preferred.
- the second melt biaxial stretching is carried out until the thickness of the obtained second stretched film is less than 1 ⁇ m. After the second melt biaxial stretching, for example, the obtained second stretched film is cooled to room temperature.
- a heat treatment may be performed after the second melt biaxial stretching or after cooling.
- the heat treatment temperature is preferably 100°C to 180°C, more preferably 120°C to 160°C. Note that the temperature may be changed during the heat treatment as long as it is within this temperature range. At this time, the heat treatment time is preferably 1 minute to 180 minutes, more preferably 1 minute to 10 minutes.
- a UHMW-PE thin film having a thickness of less than 1 ⁇ m is obtained through the steps described above.
- the stretched film is cooled to a temperature below the melting point of the stretched film, and again at a temperature above the melting point of the stretched film in the x-axis direction and the y-axis direction.
- the melt biaxial stretching cooling step of cooling below the melting point of the stretched film and after the second melt biaxial stretching step, the stretched film is stretched at a temperature above the melting point of the stretched film.
- a third step including at least one melt-shrinking, stretching and cooling step of cooling to the melting point of the stretched film or less may be provided, and the third step may be repeated once or multiple times.
- post-treatment may be performed on the obtained UHMW-PE thin film.
- the post-treatment include a treatment for cross-linking the UHMW-PE by subjecting the UHMW-PE thin film to electron beam irradiation or radiation irradiation.
- the post-treatment can further improve the chemical resistance, dimensional stability, heat resistance, etc. of the UHMW-PE thin film.
- a UHMW-PE raw film was molded as follows (raw film preparation step). As shown in FIG. 1, a polyimide film (2) for release with a thickness of 125 ⁇ m is placed on a disk-shaped stainless steel plate (1) with a diameter of 150 mm ⁇ and a thickness of 2 mm. A 100 mm ⁇ 100 mm rectangular window (indicated as region A in FIG. 1) was cut out (3) in a disk-shaped stainless steel plate, and powdered UHMW-PE raw material (Hizex Million 340M manufactured by Mitsui Chemicals) was placed in the rectangular window A. , viscosity-average molecular weight of 3,300,000, and average particle diameter of 150 ⁇ m) was placed. A release polyimide film (4) having a thickness of 125 ⁇ m was placed thereon, and a film (5) having a diameter of 150 mm ⁇ and a thickness of 2 mm was further placed thereon.
- UHMW-PE raw film was molded as follows (raw film preparation step). As shown in FIG
- the whole was placed between the upper and lower press plates in a press (manufactured by Baldwin Co., Ltd.) installed in a vacuum chamber at room temperature (25° C.), and after depressurizing to 1 ⁇ 10 ⁇ 1 Torr with a rotary pump, the upper and lower The gap between the press plates was brought as close as possible so as not to apply stress, heated to 200° C., maintained at 200° C. for 5 minutes, and then pressed at a pressure of 4.5 MPa (cylinder pressure 60 MPa). The power to the heater was turned off, and the mixture was gradually cooled to room temperature (25°C) under reduced pressure. After that, the vacuum chamber was opened and the raw UHMW-PE film was taken out. The film thickness of the obtained UHMW-PE raw film was about 0.30 mm.
- the resulting UHMW-PE raw film was cut into an initial length of 65 mm ⁇ 65 mm, set in a large biaxial stretching machine described in WO2018/088280 equipped with an air chuck function and a stress detector, and blown with hot air. and heated. After holding at 155° C. for 5 minutes, simultaneous biaxial stretching was carried out along the x-axis direction and the y-axis direction at a stretching temperature of 155° C. and a stretching speed of 180 mm/min (first melt biaxial stretching step). The draw ratio was 7 times ⁇ 7 times. This was cooled to room temperature and taken out from the large biaxial stretching machine (cooling step).
- the obtained first stretched film was cut into an initial length of 35 mm ⁇ 35 mm, set in a plane expansion stretching machine (manufactured by Island Industry Co., Ltd.) equipped with an air chuck function and a stress detector, and heated by blowing hot air. After holding at 155° C. for 5 minutes, simultaneous biaxial stretching was carried out along the x-axis direction and the y-axis direction at a stretching temperature of 155° C. and a stretching speed of 20 mm/min (second melt biaxial stretching step). The draw ratio was set to 4 ⁇ 4. Therefore, the total draw ratio based on the raw film (press-molded UHMW-PE raw film) was 28 ⁇ 28.
- the thickness of the thin film made of UHMW-PE is the average value of the thicknesses at five locations observed by SEM of the cross section.
- the obtained UHMW-PE thin film had a tensile strength at break of 201 MPa, a tear strength of 14.5 N/mm, and a nitrogen permeability coefficient of 1.48 ⁇ 10 ⁇ 16 mol ⁇ m/(m 2 ⁇ s ⁇ Pa). there were.
- the total light transmittance was 88.6%
- the diffuse light transmittance was 32.2%
- the parallel light transmittance was 56.3%
- the haze value was 36.4%.
- an adhesion coefficient of 3660 N/m was obtained.
- Example 2 A UHMW-PE raw film was molded in the same manner as in Example 1 (raw film preparation step).
- the draw ratio in the first melt biaxial stretching step was 10 times ⁇ 10 times, and while the temperature was maintained at 155°C, the shrinkage rate was 180 mm/min, and the draw ratio was 7 times ⁇ 7 along the x-axis direction and the y-axis direction.
- Simultaneous biaxial contraction was performed up to 100% (melt contraction step). It was cooled to room temperature in the same manner as in Example 1 and taken out from the large biaxial stretching machine (cooling step).
- the draw ratio in the second melt biaxial drawing step was 5 ⁇ 5. Therefore, the total draw ratio was 35 ⁇ 35.
- the obtained UHMW-PE thin film had a tensile breaking strength of 304 MPa, a tearing strength of 36.7 N/mm, and a nitrogen permeability coefficient of 2.63 ⁇ 10 ⁇ 15 mol ⁇ m/(m 2 ⁇ s ⁇ Pa). there were. Furthermore, in the visible light region, the total light transmittance was 88.6%, the diffuse light transmittance was 25.4%, the parallel light transmittance was 63.1%, and the haze value was 28.7%. Furthermore, when the obtained thin film made of UHMW-PE was subjected to an adhesion test using an aluminum plate as a counterpart material, an adhesion coefficient of 4810 N/m was obtained.
- Example 3 A UHMW-PE thin film was prepared in the same manner as in Example 2, except that the draw ratio in the second melt biaxial drawing step was 4 ⁇ 4. Therefore, the total draw ratio was 28 ⁇ 28. A cross-section of the obtained UHMW-PE thin film was observed by SEM, and the film thickness was 841 nm. The obtained UHMW-PE thin film had a tensile strength at break of 156 MPa, a tear strength of 15.2 N/mm, and a nitrogen permeability coefficient of 6.10 ⁇ 10 ⁇ 18 mol ⁇ m/(m 2 ⁇ s ⁇ Pa). there were.
- the total light transmittance was 88.6%
- the diffuse light transmittance was 31.0%
- the parallel light transmittance was 57.6%
- the haze value was 35.0%.
- an adhesion coefficient of 3340 N/m was obtained.
- Example 1 A UHMW-PE film was molded in the same manner as in Example 1 (original film preparation step). The stretching ratio in the first melt biaxial stretching step was set to 7 ⁇ 7 times, the film was cooled to room temperature in the same manner as in Example 1, and taken out from the large-sized biaxial stretching machine (cooling step). When the film thickness of the obtained UHMW-PE stretched film was measured with a micrometer, it was 23 ⁇ m. The tensile breaking strength of the obtained stretched UHMW-PE film was 65.1 MPa, the tearing strength was 12.3 N/mm, and the nitrogen permeability coefficient was 1.56 ⁇ 10 ⁇ 16 mol ⁇ m/(m 2 ⁇ s ⁇ Pa).
- the total light transmittance was 93.6%
- the diffuse light transmittance was 78.5%
- the parallel light transmittance was 15.1%
- the haze value was 83.9%.
- an adhesion test was conducted on the obtained stretched film made of UHMW-PE using an aluminum plate as a counterpart material, an adhesion coefficient of 165 N/m was obtained.
- Example 2 A UHMW-PE raw film was molded in the same manner as in Example 1 (raw film preparation step).
- the stretching ratio in the first melt biaxial stretching step was 10 times ⁇ 10 times, and simultaneous biaxial contraction was performed up to a stretching ratio of 7 times ⁇ 7 times while maintaining the temperature at 155 ° C. in the same manner as in Example 2 (shrinkage step ), cooled to room temperature, and taken out from the biaxial stretching machine (cooling step).
- the film thickness of the obtained stretched UHMW-PE film was measured with a micrometer and found to be 26 ⁇ m.
- the obtained UHMW-PE stretched film had a tensile strength at break of 36.8 MPa, a tear strength of 9.9 N/mm, and a nitrogen permeability coefficient of 1.39 ⁇ 10 ⁇ 16 mol ⁇ m/(m 2 ⁇ s ⁇ Pa). Furthermore, in the visible light region, the total light transmittance was 96.5%, the diffuse light transmittance was 87.8%, the parallel light transmittance was 8.7%, and the haze value was 90.4%. Furthermore, when an adhesion test was conducted on the obtained stretched film made of UHMW-PE using an aluminum plate as a counterpart material, an adhesion coefficient of 667 N/m was obtained.
- a UHMW-PE stretched film was prepared in the same manner as in Comparative Example 1, except that the stretching ratio in the first melt biaxial stretching step was 10 ⁇ 10.
- the thickness of the obtained stretched UHMW-PE film was measured with a micrometer and found to be 15 ⁇ m.
- the tensile breaking strength of the obtained UHMW-PE stretched film was 93 MPa, and the tearing strength was 14.1 N/cm.
- the maximum draw ratio in the large-sized biaxial stretching machine described in WO2018/088280 is 20 times ⁇ 20 times, and the first melt biaxial stretching step and the second melt biaxial stretching step are continuously performed. Therefore, in order to achieve a film thickness of less than 1 ⁇ m, it is necessary to thin the UHMW-PE raw film. Therefore, by setting the thickness of the disk-shaped stainless steel plate in which the rectangular window was cut out in FIG. As in Example 1, this was set in the large biaxial stretching machine described above, held at 155 ° C. for 5 minutes, and stretched at a stretching temperature of 155 ° C. and a stretching speed of 180 mm / min along the x-axis direction and the y-axis direction.
- first melt biaxial stretching step Simultaneous biaxial stretching was performed (first melt biaxial stretching step).
- the draw ratio was set to 6 ⁇ 6. After that, it was held at 155° C. for 5 minutes without being removed from the large-sized biaxial stretching machine, and then simultaneously biaxially stretched along the x-axis direction and the y-axis direction at a stretching temperature of 155° C. and a stretching speed of 20 mm/min (second 2 melt biaxial stretching process).
- second 2 melt biaxial stretching process the film broke before reaching a total draw ratio of 11 ⁇ 11, and a UHMW-PE thin film could not be obtained.
- Example Y In the same manner as in Example Y, the film was held at 155° C. for 5 minutes without being removed from the large biaxial stretching machine, and then simultaneously biaxially stretched along the x-axis direction and the y-axis direction at a stretching temperature of 155° C. and a stretching speed of 20 mm/min. (second melt biaxial stretching step). However, the film broke before reaching a total draw ratio of 11 ⁇ 11, and a UHMW-PE thin film could not be obtained.
- Example 1 A UHMW-PE raw film was molded in the same manner as in Example 1 (raw film preparation step). When the film thickness of the obtained UHMW-PE raw film was measured with a micrometer, it was 351 ⁇ m.
- the obtained UHMW-PE raw film had a tensile strength at break of 33.5 MPa, a tear strength of 32.2 N/cm, and a nitrogen permeability coefficient of 2.83 ⁇ 10 ⁇ 15 mol ⁇ m/(m 2 ⁇ s ⁇ Pa). Furthermore, in the visible light region, the total light transmittance was 80.9%, the diffuse light transmittance was 65.9%, the parallel light transmittance was 15.0%, and the haze value was 81.5%. Furthermore, when the obtained UHMW-PE raw film was subjected to an adhesion test using an aluminum plate as a counterpart material, an adhesion coefficient of 6.68 N/m was obtained.
- the tensile strength at break of the UHMW-PE thin films of Examples 1 to 3 was less than 1 ⁇ m compared to the UHMW-PE films of Comparative Examples 1 to 3 and Control 1. Although it was a thin film, it had a high strength of 100 MPa or more.
- the tear strength of the UHMW-PE thin films of Examples 1 to 3 was less than 1 ⁇ m compared to the UHMW-PE films of Comparative Examples 1 to 3 and Control 1. Despite this, the strength was as high as 10 N/mm or more.
- DSC Differential Scanning Calorimeter
- FIG. 3 shows the original film (Comparative Example 1), the UHMW-PE stretched film (Comparative Example 1) obtained by subjecting the original film to first melt biaxial stretching to 7 times ⁇ 7 times, and the UHMW subjected to the first melt biaxial stretching.
- - Shows the DSC melting curve of the UHMW-PE thin film (Example 1) obtained by subjecting the stretched PE film to 4 times ⁇ 4 times (total stretching ratio is 28 times ⁇ 28 times) by second melt biaxial stretching.
- the original film Control Example 1
- the stretched film (Comparative Example 1) subjected to the first melt biaxial stretching a peak derived from extended chain crystals (ECC) was observed around 153°C.
- ECC extended chain crystals
- the UHMW-PE thin film (Example 1) obtained by subjecting this stretched film to the second melt biaxial stretching the ECC-derived peak increased, and a new endothermic peak appeared at around 143°C, which is the intermediate position between these peaks. ing.
- the UHMW-PE thin film of Example 1 subjected to the second melt biaxial stretching has the following characteristics in the melting profile recorded by the differential scanning calorimeter: (1) 130 ° C. or higher and lower than 140 ° C.; It can be seen that there are one or more endothermic peaks below 150°C and (3) above 150°C, respectively.
- a UHMW-PE stretched film (Comparative Example 3) obtained by first melting biaxially stretching up to 10 times ⁇ 10 times the original film (Reference Example 1), and stretching the first melt biaxially stretching up to 10 times ⁇ 10 times.
- the UHMW-PE stretched film (Comparative Example 2) melt-shrunk to 7 times ⁇ 7 times, and the melt-shrunk UHMW-PE stretched film (Comparative Example 2) were further stretched 4 times ⁇ 4 times ( A UHMW-PE thin film (Example 3) that was subjected to second melt biaxial stretching until the total draw ratio was 28 times ⁇ 28 times), and a UHMW-PE stretched film (Comparative Example 2) that was similarly melt-shrunk. Further, the DSC melting curve of the UHMW-PE thin film (Example 2) subjected to the second melting biaxial stretching up to 5 times ⁇ 5 times (total stretching ratio of 35 times ⁇ 35 times) is shown.
- the UHMW-PE thin films of Examples 2 and 3 also had a melting profile recorded with a differential scanning calorimeter, (1) 130 ° C. or higher and lower than 140 ° C., (2) 140 ° C. or higher and lower than 150 ° C., and ( 3) It can be seen that they each have one or more endothermic peaks at 150°C or higher.
- Haze value measurements were performed to evaluate the permeability. Haze value measurement is performed using a HZ-2 type haze meter manufactured by Suga Test Instruments Co., Ltd., in accordance with JIS K 7361: (1997). Transmittance (%), diffuse light transmittance (%), parallel light transmittance (%) and haze value (%) were measured.
- the UHMW-PE thin films of Examples 1 to 3 had a total light transmittance of 80% or more, a diffuse light transmittance of 40% or less, and a parallel light transmittance of The haze value was 40% or more and 40% or less, indicating high transparency.
- Nitrogen Permeability Coefficient In order to evaluate the barrier properties of the UHMW-PE films or thin films of Examples 1 to 3, Comparative Examples 1 to 3 and Control Example 1, model K-315N-01 manufactured by Tsukubarika Seiki was used. Nitrogen permeation coefficient was measured at room temperature using a membrane diffusion measurement apparatus. Nitrogen is used as the permeation gas, and a data logger GL20 made by Graphtec is connected to the permeation device. The nitrogen permeability coefficient ⁇ was determined by (2). The sample piece was cut into a circle with a diameter of 30 mm.
- an area of 1 cm ⁇ 3 cm at the tip of the target film or thin strip and an area of 1 cm ⁇ 3 cm at the tip of the strip of aluminum plate as the mating material can be brought into close contact with each other.
- a tensilon universal testing machine RTC-1325A manufactured by ORIENTEC was used, and the ends of both strips opposite to the contact portion were fixed to upper and lower chuck portions, respectively, and the test speed was 5 mm/min. and pulled vertically at room temperature.
- the value (N/m) obtained by dividing the maximum load in the stress chart recorded at this time by the film thickness of the target film or thin film was used as an index of adhesion (that is, adhesion coefficient).
- 10 is a target film or thin film
- 11 is an aluminum plate
- 12 is liquid paraffin.
- the nitrogen permeability coefficients of the UHMW-PE thin films of Examples 1 to 3 were less than 1 ⁇ m compared to the UHMW-PE films of Comparative Examples 1 to 3 and Control Example 1. Although it was a thin film, it was the same level or less, showing excellent barrier properties.
- the UHMW-PE thin films of Examples 1 to 3 have a film thickness of less than 1 ⁇ m and a high tensile strength at break.
- the UHMW-PE thin films of Examples 1 to 3 also have high tensile strength at break and high tear strength.
- the nitrogen permeability coefficient is low and the barrier property is high.
- the total light transmittance is high, the diffuse light transmittance is low, the parallel light transmittance is high, and the haze value is low. Therefore, it has excellent transparency.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/565,301 US20250313676A1 (en) | 2021-05-31 | 2022-05-31 | Ultra-high Molecular Weight Polyethylene Submicron Thin Film and Method of Producing the Same |
| JP2023525875A JP7845694B2 (ja) | 2021-05-31 | 2022-05-31 | 超高分子量ポリエチレン製サブミクロン薄膜およびその製造方法 |
| EP22816131.1A EP4353772A4 (en) | 2021-05-31 | 2022-05-31 | Submicron ultra-high molecular weight polyethylene thin film and manufacturing process therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-091702 | 2021-05-31 | ||
| JP2021091702 | 2021-05-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022255385A1 true WO2022255385A1 (ja) | 2022-12-08 |
Family
ID=84323429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/022217 Ceased WO2022255385A1 (ja) | 2021-05-31 | 2022-05-31 | 超高分子量ポリエチレン製サブミクロン薄膜およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20250313676A1 (https=) |
| EP (1) | EP4353772A4 (https=) |
| JP (1) | JP7845694B2 (https=) |
| WO (1) | WO2022255385A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025243985A1 (ja) * | 2024-05-20 | 2025-11-27 | 国立大学法人群馬大学 | 超高分子量ポリエチレン製フィルム及びポリオレフィン製フィルムの製造方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06262679A (ja) * | 1993-06-28 | 1994-09-20 | Mitsui Petrochem Ind Ltd | 超高分子量ポリオレフィン二軸延伸フィルム及びその 製造方法 |
| JP2005314544A (ja) | 2004-04-28 | 2005-11-10 | Asahi Kasei Chemicals Corp | 超高分子量ポリエチレン樹脂組成物およびそれから得られる成形体 |
| JP2005313391A (ja) | 2004-04-27 | 2005-11-10 | Asahi Kasei Chemicals Corp | 超高分子量ポリエチレン延伸成形体 |
| WO2010101214A1 (ja) * | 2009-03-06 | 2010-09-10 | 国立大学法人 群馬大学 | 超高分子量ポリエチレン製フィルムの製造方法 |
| JP2010201649A (ja) | 2009-02-27 | 2010-09-16 | Asahi Glass Co Ltd | ポリテトラフルオロエチレン延伸フィルムの製造方法およびポリテトラフルオロエチレン延伸フィルム |
| WO2012029881A1 (ja) * | 2010-08-31 | 2012-03-08 | 国立大学法人群馬大学 | 超高分子量ポリエチレン製多孔化膜の製造方法および超高分子量ポリエチレン製フィルムの製造方法およびこれらの方法により得られた多孔化膜およびフィルム |
| JP2012514674A (ja) * | 2009-01-09 | 2012-06-28 | テイジン・アラミド・ビー.ブイ. | ポリエチレンフィルムおよびその製造法 |
| WO2018039436A1 (en) | 2016-08-24 | 2018-03-01 | Hubbell Incorporated | Terminal wire clamp |
| WO2018088280A1 (ja) | 2016-11-10 | 2018-05-17 | 国立大学法人群馬大学 | 二軸延伸装置 |
| WO2019143424A2 (en) * | 2017-12-14 | 2019-07-25 | Temple Universtiy-Of The Commonwealth System Of Higher Education | Polymer nanocomposites and methods of making the same |
| JP2019193997A (ja) | 2018-05-02 | 2019-11-07 | 国立大学法人群馬大学 | ポリエチレン製フィルムの製造方法 |
| JP2021091702A (ja) | 2010-04-13 | 2021-06-17 | ブリストル−マイヤーズ スクイブ カンパニーBristol−Myers Squibb Company | Pcsk9に結合するフィブロネクチンベースのスカフォールドドメインタンパク質 |
-
2022
- 2022-05-31 US US18/565,301 patent/US20250313676A1/en active Pending
- 2022-05-31 EP EP22816131.1A patent/EP4353772A4/en active Pending
- 2022-05-31 JP JP2023525875A patent/JP7845694B2/ja active Active
- 2022-05-31 WO PCT/JP2022/022217 patent/WO2022255385A1/ja not_active Ceased
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06262679A (ja) * | 1993-06-28 | 1994-09-20 | Mitsui Petrochem Ind Ltd | 超高分子量ポリオレフィン二軸延伸フィルム及びその 製造方法 |
| JP2005313391A (ja) | 2004-04-27 | 2005-11-10 | Asahi Kasei Chemicals Corp | 超高分子量ポリエチレン延伸成形体 |
| JP2005314544A (ja) | 2004-04-28 | 2005-11-10 | Asahi Kasei Chemicals Corp | 超高分子量ポリエチレン樹脂組成物およびそれから得られる成形体 |
| JP2012514674A (ja) * | 2009-01-09 | 2012-06-28 | テイジン・アラミド・ビー.ブイ. | ポリエチレンフィルムおよびその製造法 |
| JP2010201649A (ja) | 2009-02-27 | 2010-09-16 | Asahi Glass Co Ltd | ポリテトラフルオロエチレン延伸フィルムの製造方法およびポリテトラフルオロエチレン延伸フィルム |
| WO2010101214A1 (ja) * | 2009-03-06 | 2010-09-10 | 国立大学法人 群馬大学 | 超高分子量ポリエチレン製フィルムの製造方法 |
| JP2021091702A (ja) | 2010-04-13 | 2021-06-17 | ブリストル−マイヤーズ スクイブ カンパニーBristol−Myers Squibb Company | Pcsk9に結合するフィブロネクチンベースのスカフォールドドメインタンパク質 |
| WO2012029881A1 (ja) * | 2010-08-31 | 2012-03-08 | 国立大学法人群馬大学 | 超高分子量ポリエチレン製多孔化膜の製造方法および超高分子量ポリエチレン製フィルムの製造方法およびこれらの方法により得られた多孔化膜およびフィルム |
| WO2018039436A1 (en) | 2016-08-24 | 2018-03-01 | Hubbell Incorporated | Terminal wire clamp |
| WO2018088280A1 (ja) | 2016-11-10 | 2018-05-17 | 国立大学法人群馬大学 | 二軸延伸装置 |
| WO2019143424A2 (en) * | 2017-12-14 | 2019-07-25 | Temple Universtiy-Of The Commonwealth System Of Higher Education | Polymer nanocomposites and methods of making the same |
| JP2019193997A (ja) | 2018-05-02 | 2019-11-07 | 国立大学法人群馬大学 | ポリエチレン製フィルムの製造方法 |
Non-Patent Citations (7)
| Title |
|---|
| A. PANKAJ ET AL., CHEM. REV., vol. 104, 2004, pages 4419 |
| H. UEHARA ET AL., ADV. FUNCT. MATER., vol. 22, 2012, pages 2048 |
| K. TANAKA ET AL., ACS MACRO LETT., vol. 7, 2018, pages 1198 |
| P. SMITH ET AL., J. MATER. SCI., vol. 15, 1980, pages 505 |
| S. TAKEOKA ET AL., ADV. MATER., vol. 25, 2013, pages 545 |
| See also references of EP4353772A4 |
| THOMAS KELLERMATTHIAS GROSCHKLAUS D. JAND, MACROMOLECULES, vol. 40, 2007, pages 5812 - 5819 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025243985A1 (ja) * | 2024-05-20 | 2025-11-27 | 国立大学法人群馬大学 | 超高分子量ポリエチレン製フィルム及びポリオレフィン製フィルムの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20250313676A1 (en) | 2025-10-09 |
| EP4353772A1 (en) | 2024-04-17 |
| JP7845694B2 (ja) | 2026-04-14 |
| EP4353772A4 (en) | 2025-05-14 |
| JPWO2022255385A1 (https=) | 2022-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7230911B2 (ja) | ポリプロピレン系積層フィルム | |
| CN104582959B (zh) | 薄膜 | |
| US8951456B2 (en) | Method for producing ultra-high-molecular-weight polyethylene porous membrane, method for producing ultra-high-molecular-weight polytheylene film, and porous membrane and film obtained by these methods | |
| TWI781149B (zh) | 二軸配向聚丙烯膜 | |
| JP7409459B2 (ja) | ポリプロピレン系積層フィルム | |
| TW201801927A (zh) | 雙軸延伸積層聚丙烯膜 | |
| KR20010024527A (ko) | 고체 상태 연신 필름 제조용 폴리프로필렌 조성물 | |
| Butler et al. | Deformation of spherulitic polyethylene thin films | |
| TW202328307A (zh) | 聚乙烯薄膜 | |
| TW201412778A (zh) | 聚丙烯薄膜 | |
| EP3818098A1 (en) | Polymer for production of bi-directionally oriented films | |
| JP7355172B2 (ja) | ポリオレフィンフィルム | |
| WO2022255385A1 (ja) | 超高分子量ポリエチレン製サブミクロン薄膜およびその製造方法 | |
| JP7083983B2 (ja) | ポリエチレン製フィルムの製造方法 | |
| TW202136394A (zh) | 雙軸配向聚丙烯膜之製造方法 | |
| JP7355173B2 (ja) | ポリオレフィンフィルム | |
| JP5924263B2 (ja) | 多孔性ポリプロピレンフィルムおよびその製造方法 | |
| CN119795718B (zh) | 具有改进老化性能的高性能聚乙烯膜 | |
| HK1216168B (en) | Heat-sealable stretched multilayer polypropylene film | |
| HK1216168A1 (zh) | 热封性聚丙烯层叠拉伸薄膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22816131 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE2 | Request for preliminary examination filed before expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2023525875 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022816131 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022816131 Country of ref document: EP Effective date: 20240102 |
|
| ENP | Entry into the national phase |
Ref document number: 2022816131 Country of ref document: EP Effective date: 20240102 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18565301 Country of ref document: US |