WO2022250057A1 - メルトブロー不織布及びこれを備えたフィルタ - Google Patents
メルトブロー不織布及びこれを備えたフィルタ Download PDFInfo
- Publication number
- WO2022250057A1 WO2022250057A1 PCT/JP2022/021274 JP2022021274W WO2022250057A1 WO 2022250057 A1 WO2022250057 A1 WO 2022250057A1 JP 2022021274 W JP2022021274 W JP 2022021274W WO 2022250057 A1 WO2022250057 A1 WO 2022250057A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- fibers
- melt
- fiber diameter
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
Definitions
- the present invention relates to a meltblown nonwoven fabric and a filter comprising the same.
- Melt-blown non-woven fabrics are widely used as filters for substances such as gases and liquids, and there is a demand for longer filter life so that more substances can be collected for a longer period of time.
- melt-blown nonwoven fabrics are manufactured by ejecting molten polymer from multiple melt-blowing nozzles installed at regular intervals and spinning the ejected molten polymer.
- the nozzle hole diameter is usually constant, but the applicant has previously created nozzles with different hole diameters by providing nozzles with small diameters and nozzles with large diameters in a specific number ratio, and by using the nozzles with different hole diameters to produce a melt-blown nonwoven fabric, normal It was confirmed that a melt-blown nonwoven fabric with a wider fiber diameter distribution than that produced with a nozzle can be obtained (Patent Document 1).
- the fiber diameter distribution is wide, substances can be collected more homogeneously not only on the surface of the nonwoven fabric but also on the inside of the nonwoven fabric, resulting in a filter that is less prone to clogging and has a long filtration life.
- Patent Document 2 a nozzle piece with a ratio different from that in Patent Document 1 is used as a nozzle with a small hole diameter and a nozzle with a large hole diameter. It is described to produce meltblown nonwovens in the range of 0.1-5%. This meltblown nonwoven fabric has excellent sound absorption performance.
- Patent Document 3 discloses a high loft nonwoven web having a wide range of fiber diameters produced by spinning multiple filaments discharged from 2 to 20 rows of multi-stage nozzles.
- Patent Document 4 discloses a method for producing a mixed fiber nonwoven fabric in which a resin constituting a group of fibers A and a resin constituting a group of fibers B are melted by separate extruders and extruded from separate spinning holes to form a group of fibers. It is disclosed that a mixed fiber nonwoven fabric having a desired single fiber diameter is obtained by setting a small single-hole discharge rate of polymer from the discharge holes of A and a large single-hole discharge rate of polymer from the discharge holes of fiber group B. is doing.
- Patent Document 5 discloses a nonwoven fabric in which polypropylene and polypropylene wax are used as the thermoplastic resin of the raw material of the thermoplastic resin fibers contained in the nonwoven fabric, and the fiber diameter of the thermoplastic resin fibers has two peaks with a nozzle having one type of nozzle hole diameter. is disclosed for the manufacture of
- Patent Document 6 discloses a nonwoven fabric characterized by having a volume ratio of fibers with an average fiber diameter of 0.8 ⁇ m or less and 1.0 ⁇ m or less of less than 40%.
- the die temperature is set so that the resin discharge amount per spinning nozzle is 0.01 g/min or more and the polymer pressure at the die portion is 2.3 MPa or more.
- the unevenness of the appearance of the non-woven fabric which consists of areas where the fibers are dense and areas where the fibers are coarse, that is, the unevenness due to the coarseness and density of the fibers increases, resulting in large variations in physical properties and insufficient cooling of the thick fibers.
- the quality of the nonwoven fabric may be degraded, such as shots due to
- the distribution range of the fiber diameter can be further expanded while suppressing the unevenness due to the coarseness and density of the fibers in the meltblown nonwoven fabric, the ability to collect substances will be improved and the demand for a longer service life of the filter will be fulfilled.
- An object of the present invention is to provide a melt-blown nonwoven fabric having a wide distribution range of fiber diameters and less unevenness due to coarseness and density of fibers.
- the present inventors have made intensive studies and found that a melt blown nonwoven fabric containing a plurality of thermoplastic resin fibers with different fiber diameters has a standard deviation of fiber diameters of 1.2 or more and an average fiber formation index It has been found that the above problem can be solved by setting the ratio to the diameter to be less than 33. Accordingly, the present invention includes the embodiments described below.
- Item 1 A melt blown nonwoven fabric containing a plurality of thermoplastic resin fibers with different fiber diameters, wherein the standard deviation of the fiber diameters is 1.2 or more and the ratio of the formation index to the average fiber diameter is less than 33.
- Section 2. The meltblown nonwoven fabric according to item 1, wherein the proportion of thermoplastic resin fibers having a fiber diameter of 2.5 times or more of the average fiber diameter is 4% or more among the thermoplastic resin fibers in the meltblown nonwoven fabric.
- Section 3. The meltblown nonwoven fabric according to Item 1 or 2, wherein the proportion of thermoplastic resin fibers having a fiber diameter of 0.75 times or less of the average fiber diameter is 46% or more among the thermoplastic resin fibers in the meltblown nonwoven fabric.
- Item 4. The meltblown nonwoven fabric according to any one of Items 1 to 3, wherein the thermoplastic resin fibers have an average fiber diameter of 1 ⁇ m to 50 ⁇ m.
- Item 5. The meltblown nonwoven fabric according to any one of Items 1 to 4, wherein the resin component of the thermoplastic resin fiber is at least one selected from the group consisting of polyolefin, polyester and polyamide.
- Item 6. A filter comprising the meltblown nonwoven fabric according to Item 5.
- a melt-blown nonwoven fabric with a wide fiber diameter distribution range and little unevenness due to the coarseness and density of the fibers.
- Such a nonwoven fabric is less likely to decrease in thickness when pressure is applied, and less likely to decrease in air permeability after filtration of the substance. Therefore, a filter using such a nonwoven fabric has a high ability to retain the fiber structure, and is expected to have a long life.
- FIG. 1 is a schematic diagram of the process of the method for producing the meltblown nonwoven fabric of the present invention
- A is a partial front view showing the arrangement of the spinning nozzles of the nozzle 3c portion in the apparatus of FIG. 1
- B is a partial perspective view of the nozzle 3c.
- C is a cross-sectional view of the nozzle 3c shown in FIG. 2(A) taken along line X1-X1.
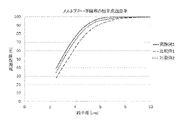
- 4 is a graph showing the particle filtration efficiency of the meltblown nonwoven fabrics of Example 1, Comparative Example 1, and Comparative Example 2;
- the present invention provides a melt blown nonwoven fabric containing a plurality of thermoplastic resin fibers with different fiber diameters, wherein the standard deviation of the fiber diameters is 1.2 or more, and the ratio of the formation index to the average fiber diameter is less than 33. , to provide meltblown nonwovens.
- the meltblown nonwoven fabric of the present invention has a fiber diameter standard deviation of 1.2 or more.
- the standard deviation of the fiber diameter is 1.2 or more, the distribution range of the fiber diameter is wide, and finer fibers and thicker fibers are mixed.
- the thin fibers ensure a high particle collection capacity, while the thick fibers suppress compression due to filtration pressure, allowing more particles to be collected in the thickness direction, thereby improving the filter life.
- the standard deviation of the fiber diameter is less than 1.2, most of the fibers constituting the nonwoven fabric will be fibers with a certain limited range of fiber diameters.
- the particle collection ability is improved, but the filtration pressure crushes the gaps between the fibers and makes it difficult to return to the original structure, so clogging is likely to occur.
- unevenness due to coarseness and fineness of the fibers becomes large, resulting in a poor texture and insufficient particle-collecting ability.
- the average fiber diameter of the meltblown nonwoven fabric that is, the average fiber diameter of the fibers constituting the meltblown nonwoven fabric, is obtained by measuring four images in an electron micrograph of the meltblown nonwoven fabric at a magnification of about 25 fibers per image. A total of 100 fibers are photographed and arbitrarily selected, and the fiber diameters are measured to the order of 0.1 ⁇ m in diameter, and the values are averaged.
- the standard deviation u of the fiber diameter is obtained by calculating the fiber diameter xi of each fiber of 100 fibers and the average fiber diameter x ave in the electron micrograph, and using the following formula (1) value.
- thermoplastic resin fibers having a fiber diameter 2.5 times or more the average fiber diameter account for 4% or more of the thermoplastic resin fibers in the meltblown nonwoven fabric.
- thermoplastic resin fibers in the meltblown nonwoven fabric the proportion of thermoplastic resin fibers having a fiber diameter 2.5 times or more of the average fiber diameter is determined by arbitrarily selecting 100 fibers from an electron micrograph of the meltblown nonwoven fabric, The fiber diameter of each fiber is measured to the order of 0.1 ⁇ m in diameter, and the average fiber diameter of 100 fibers is calculated. It is a value obtained by dividing by 100 and multiplying by 100.
- thermoplastic resin fibers having a fiber diameter of 2.5 times or more the average fiber diameter is 4% or more, fibers having a relatively large average fiber diameter are present in the melt blown nonwoven fabric, resulting in the melt blown nonwoven fabric. Spaces between fibers are secured to increase breathability and improve compression resistance.
- the upper limit of the ratio of thermoplastic resin fibers having a large average fiber diameter is not particularly limited, but in some embodiments, in terms of reducing unevenness due to coarseness and density of fibers in the melt blown nonwoven fabric and particle collection efficiency, the average fiber diameter is The upper limit of the ratio of thermoplastic resin fibers having a fiber diameter of 5 times or more is preferably 20% or less from the viewpoint of reducing unevenness due to coarseness and density of fibers in the meltblown nonwoven fabric and particle collection efficiency.
- the meltblown nonwoven fabric of the present invention preferably contains 46% or more of thermoplastic resin fibers having a fiber diameter of 0.75 times or less of the average fiber diameter among the thermoplastic resin fibers in the meltblown nonwoven fabric.
- thermoplastic resin fibers in the meltblown nonwoven fabric the proportion of thermoplastic resin fibers having a fiber diameter of 0.75 times or less of the average fiber diameter is determined by arbitrarily selecting 100 fibers from an electron micrograph of the meltblown nonwoven fabric, The fiber diameter of each fiber is measured to the order of 0.1 ⁇ m in diameter, and the average fiber diameter of 100 fibers is calculated. It is a value obtained by dividing by 100 and multiplying by 100.
- thermoplastic resin fibers having a fiber diameter of 0.75 times or less of the average fiber diameter is 46% or more, fibers with a relatively small average fiber diameter are present in a large proportion in the meltblown nonwoven fabric, The unevenness due to coarseness and density of the fibers of the meltblown nonwoven fabric is reduced, and the particle collection efficiency is improved.
- the melt-blown nonwoven fabric of the present invention has a wide distribution range of fiber diameters and little unevenness due to the coarseness and density of the fibers.
- Such a nonwoven fabric is less likely to decrease in thickness even when pressure is applied, and less likely to decrease in air permeability even after filtration of a substance to be filtered (hereinafter, the substance to be filtered may be simply referred to as "substance"). Therefore, a filter using such a nonwoven fabric has a high ability to retain its fiber structure, and is expected to have high filtration performance and a long service life.
- the meltblown nonwoven fabric of the present invention has a formation index to average fiber diameter ratio of less than 33.
- the ratio of the formation index to the average fiber diameter is less than 33, unevenness due to coarseness and fineness of the fibers is small, so that the formation becomes more uniform, and a stable and high collection ability can be expected.
- the ratio of the formation index to the average fiber diameter is 33 or more, unevenness due to coarseness and density of the fibers is large, and there are portions where the gaps between the fibers are large, which is not preferable because the particle collection efficiency is not stable.
- the formation index of non-woven fabrics is an index of basis weight per fine unit area and an index that expresses the uniformity of fiber orientation.
- the texture index of a nonwoven fabric can be calculated by illuminating a sample with transmitted light and using the density distribution of the image. A smaller formation index indicates higher uniformity. In addition, the smaller the formation index, the higher the ability of the nonwoven fabric to collect substances.
- a transmissive totalizer FMT-M III manufactured by Nomura Shoji Co., Ltd.
- FMT-M III manufactured by Nomura Shoji Co., Ltd.
- the formation index can be determined by standard deviation ⁇ average absorbance ⁇ 1000.
- the average fiber diameter of the meltblown nonwoven fabric of the present invention is not particularly limited, it is preferably 1 to 50 ⁇ m from the viewpoint of fluid filter applications and compression resistance. In some embodiments, the average fiber diameter is 1-40 ⁇ m. In some other embodiments, the average fiber diameter is 1-10 ⁇ m.
- the basis weight of the meltblown nonwoven fabric of the present invention is not particularly limited, but the average basis weight range is preferably 5 to 150 g/m 2 , more preferably 20 to 100 g/m 2 , still more preferably 40 to 90 g. / m2 . From the viewpoint of improving strength (improved strength makes it easier to process into a filter), and when making a filter, suppress rigidity from being too high, improve adhesion with other materials, and perform more uniform lamination From the point of view (more uniform lamination leads to effective filtration performance), it is preferable to set the average basis weight of the melt-blown nonwoven fabric within the above range.
- a basis weight of preferably 40 g/m 2 or more, more preferably 45 g/m 2 or more makes it easier to achieve a formation index to average fiber diameter ratio of less than 33.
- preferred meltblown nonwoven fabrics have a basis weight of 60 g/m 2 or greater when the average fiber diameter is 1-10 ⁇ m. Some embodiments of preferred meltblown nonwoven fabrics have a basis weight of 60 g/m 2 or greater when the average fiber diameter is 1-5 ⁇ m. Some embodiments of preferred meltblown nonwoven fabrics have a basis weight of 80 g/m 2 or greater when the average fiber diameter is 5-10 ⁇ m.
- the thickness of the meltblown nonwoven fabric of the present invention is not particularly limited, but the average thickness per meltblown nonwoven fabric is preferably 0.01 to 10 mm, more preferably 0.1 to 5 mm.
- the air permeability of the melt-blown nonwoven fabric of the present invention is not particularly limited, but the value measured with a Frazier type tester according to JIS L1096 for a 100 mm ⁇ 100 mm melt-blown non-woven fabric test piece is 1 to 1700 cm 3 /cm 2 /sec. and more preferably 10 to 800 cm 3 /cm 2 /sec. From the viewpoint of suppressing an increase in pressure resistance during filtration and obtaining a nonwoven fabric having a predetermined strength, it is preferable to set the air permeability of the melt blown nonwoven fabric within the above range.
- the thermoplastic resin fibers have an average fiber diameter of 5 ⁇ m or more, and the meltblown nonwoven fabric has an air permeability of 50 cm 3 /cm 2 /sec or more. In some other embodiments, the thermoplastic resin fibers have an average fiber diameter of 5 ⁇ m to 50 ⁇ m, and the meltblown nonwoven fabric has an air permeability of 50 cm 3 /cm 2 /s to 400 cm 3 /cm 2 /s. In some other embodiments, the thermoplastic resin fibers have an average fiber diameter of 1 ⁇ m or more and less than 5 ⁇ m, and the meltblown nonwoven fabric has an air permeability of 1 to 50 cm 3 /cm 2 /sec.
- the shot of the melt blown nonwoven fabric of the present invention is not particularly limited . 2 or less.
- the maximum pore size around the shot increases and the filtration performance decreases.
- the bursting strength of the melt blown nonwoven fabric of the present invention is not particularly limited, but when the average fiber diameter is 1 to 5 ⁇ m, it is 100 kPa or more, more preferably 150 kPa or more, more preferably 160 kPa or more, more preferably 170 kPa or more, and the average When the fiber diameter is 5 to 50 ⁇ m, it is 150 kPa or more, more preferably 190 kPa. If the melt-blown nonwoven fabric has uneven density of fibers, the pressure resistance of the filtration medium may be lowered and the membrane may break when used as a filter.
- the upper limit of the bursting strength is not particularly limited, it is usually preferably 1000 kPa or less, more preferably 500 KPa or less, because there is a concern that the processability of the melt-blown nonwoven fabric may be deteriorated.
- the bursting strength of the melt blown nonwoven fabric is the average value of the values measured three times using a Mullen bursting tester M2-LD manufactured by Toyo Seiki Co., Ltd. in accordance with JIS P8112:2008.
- the bursting strength is improved as the basis weight increases, so it is not particularly limited, but the ratio of bursting strength/basis weight is 2 or more, more preferably 2.2 or more.
- the pore size of the meltblown nonwoven fabric is the gap between fibers, and can be adjusted according to the fiber diameter, fiber size distribution, basis weight, thickness, etc.
- the pore size is preferably fine depending on the particle size of the substance to be collected.
- the pore size will vary. In general, the smaller the maximum pore size, the minimum pore size, and the average pore size, the better from the viewpoint of particle collection ability, and the larger the pore size, the more preferable from the viewpoint of filter life.
- the pore diameter (maximum pore diameter, minimum pore diameter, average pore diameter) is measured by the bubble point method (ASTM F316-86, JIS K3832).
- the average pore diameter is preferably in the range of 5 to 50 ⁇ m from the viewpoint of particle trapping ability and life.
- the initial water permeation rate represents the amount of pure water that can pass through the meltblown nonwoven fabric per unit area in one hour in the initial state in which the filtrate containing particles and the like is not filtered. This value is determined by measuring the time required for a certain amount of pure water to pass through the meltblown nonwoven fabric under its own weight after replacing the meltblown nonwoven fabric with alcohol.
- the speed of the initial water permeation speed is an index of the filtration speed of the filter, and the faster the initial water permeation speed, the greater the initial filtration throughput of the filter.
- the initial water flow rate of the meltblown nonwoven fabric of the present invention is not particularly limited, it is preferably 600 mL/cm 2 /h or more, more preferably 650 mL/cm 2 /h or more, and 680 mL/cm 2 /h or more. h or more is more preferable.
- the meltblown nonwoven fabric of the embodiment of the present invention has a high initial water permeation rate in spite of its high basis weight.
- the amount of deposited particles at half water flow rate is the amount of particles collected by the meltblown nonwoven fabric at the time when the water flow rate is halved in the process of filtering the filtrate containing particles, etc., and is an index of clogging of the meltblown nonwoven fabric.
- a filter needs to be replaced when the amount of water passing has decreased to a certain level, and it can be evaluated that the larger the amount of filtration before replacement, the longer the filter life.
- the amount of deposited particles is preferably 40 g/m 2 or more, more preferably 50 g/m 2 or more.
- the filtration efficiency evaluation (0-100%) is the efficiency with which particles can be collected when a filtrate containing particles is filtered by a melt-blown nonwoven fabric, and the higher the better. In general, filtration efficiency decreases as the filtration particle size decreases, and increases as the average pore size of the melt blown nonwoven fabric decreases.
- the polymer constituting the melt-blown nonwoven fabric for filters according to the present invention is not particularly limited as long as it is a melt-blown thermoplastic resin.
- the polymer that constitutes the meltblown nonwoven fabric include polyolefin (eg, polyethylene, polypropylene, etc., preferably polypropylene, etc.), polyester, polyetheretherketone, polyphenylene sulfide, polyamide, and the like.
- These thermoplastic resins can be used singly or in combination of two or more. When two or more thermoplastic resins are used in combination, the compounding ratio is not limited.
- the melt-blown nonwoven fabric composed mainly of a certain thermoplastic resin can also be called a melt-blown nonwoven fabric containing the thermoplastic resin as a main component.
- the melt blown nonwoven fabric mainly composed of a certain thermoplastic resin means a melt blown nonwoven fabric obtained using a thermoplastic resin as a main raw material, and is obtained using only the thermoplastic resin.
- the thermoplastic resin is 50% by mass or more, 70% by mass or more, 90% by mass or more, 95% by mass or more, 99% by mass or more of the raw material.
- Nonwovens are also included.
- Polyolefin and polyester are preferred for the melt-blown nonwoven fabric in the present invention, and polyolefin is particularly preferred.
- polystyrene resin examples include homopolymers of ⁇ -olefins such as propylene, ethylene, 1-butene, 1-hexene, 1-octene, and 4-methyl-1-pentene, and random mixtures of two or more of these ⁇ -olefins. or block copolymers, preferably polypropylene.
- ⁇ -olefins such as propylene, ethylene, 1-butene, 1-hexene, 1-octene, and 4-methyl-1-pentene, and random mixtures of two or more of these ⁇ -olefins. or block copolymers, preferably polypropylene.
- MFR melt flow rate
- MFR melt flow rate
- MFR is preferably 10 to 2,000 g/10 minutes, more preferably 15 to 100 g/10 minutes.
- the MFR of polypropylene can be measured at a load of 2.16 kg and a temperature of 230° C. based on JIS K7210.
- the weight average molecular weight (Mw) of the polypropylene is not particularly limited, but is preferably 1 ⁇ 10 4 to 5 ⁇ 10 5 , more preferably 5 ⁇ 10 4 to 3 ⁇ 10 5 .
- the molecular weight distribution [weight average molecular weight (Mw)/number average molecular weight (Mn)] of polypropylene is also not particularly limited, but is preferably 1.1 to 10, more preferably 1.5 to 8, and even more preferably 2 to 6.
- a propylene homopolymer may be used as the polypropylene.
- octene, etc. unsaturated carboxylic acids or their derivatives (e.g., acrylic acid, maleic anhydride, etc.), aromatic vinyl monomers (e.g., styrene, etc.), etc.
- aromatic vinyl monomers e.g., styrene, etc.
- these polypropylenes may be used alone, may be used as a mixture of multiple types of polypropylene, or may be used as a mixture with a thermoplastic resin other than polypropylene (e.g., polyolefin, etc.). good.
- the polyester is not particularly limited, but examples thereof include polyethylene terephthalate, polybutylene terephthalate, polytrimethylene terephthalate, etc., and polyethylene terephthalate, polybutylene terephthalate, etc. are preferred.
- the polyamide is not particularly limited, but examples include polyamide 3 (nylon 3) (registered trademark), polyamide 4 (nylon 4) (registered trademark), polyamide 6 (nylon 6 ) (registered trademark), polyamide 6-6 (nylon 6-6) (registered trademark), polyamide 12 (nylon 12) (registered trademark), and the like.
- the thermoplastic resin includes a crystal nucleating agent, a matting agent, a pigment, an antifungal agent, an antibacterial agent, a flame retardant, a hydrophilic agent, a light stabilizer, and fluidity, as long as the effects of the present invention can be obtained.
- An improver or the like may be added.
- FIG. 1 shows an example of an apparatus for producing a melt-blown nonwoven fabric of the present invention.
- This manufacturing apparatus comprises a hopper 1a for charging raw materials, an extruder 1b for melt-kneading the raw materials, a metering pump 2 for downstream feeding the molten polymer extruded from the extruder 1b, and a fibrous horizontal direction for the molten polymer.
- FIG. 2(A) is a partial front view showing the arrangement of spinning nozzles in the nozzle 3c portion of the device of FIG.
- FIG. 2B is a partial perspective view of the nozzle 3c.
- FIG. 2(C) is a cross-sectional view of the nozzle 3c taken along line X1-X1 shown in FIG. 2(A).
- the nozzle hole 3d of the spinning nozzle 3c in the die 3a has a nozzle hole 3d1 with a hole diameter D1 and a nozzle hole 3d1 provided between the two nozzle holes 3d1. and a nozzle hole 3d2 having a smaller hole diameter at the tip.
- the length of the nozzle hole 3d1 when the length of the nozzle hole 3d1 is L1 and the diameter, that is, the diameter of the hole, is D1, the length of the spinning nozzle hole 3d1 is L1 and
- the ratio L1/D1 to the diameter D1 is preferably 3 or more, more preferably 6 or more.
- the hole diameter D1 of the nozzle hole 3d1 is constant along the length direction.
- the density of the spinning nozzle holes 3d is preferably 3 to 40 per inch, more preferably 5 to 35 per inch, in order to prevent entanglement of the extruded polymer fibers and efficiently obtain a melt-blown nonwoven fabric.
- n rows of nozzle holes 3d2 between two nozzle holes 3d1, where n is preferably in the range of 2 to 4 (n is 3 in the figure).
- the center-to-center distance of the nozzle holes 3d is equal between adjacent hole diameters 3d1-3d2 and between 3d2-3d2.
- the length L2 of the small-diameter nozzle hole 3d2 may be the same as or different from the length L1 of the large-diameter nozzle hole 3d1, but is preferably the same.
- the hole diameter D2 of the small-diameter nozzle hole 3d2 differs between the tip end and the base end, and the hole diameter D2d at the tip end is smaller than the hole diameter D2p at the base end.
- the length L1 of the large diameter nozzle hole 3d1 and the length L2 of the small diameter nozzle hole 3d2 are preferably 0.3 to 20 mm, more preferably 3 to 10 mm.
- D1, D2 (D2d, D2p) of the nozzle holes 3d1, 3d2 are preferably 0.1 to 2.0 mm, and the ratio R (D1/D2d) of the hole diameter D1 of the nozzle hole 3d1 to the hole diameter D2d of the tip of the nozzle 3d2 is, for example, in the range of 1.3 to 2.0.
- the pore diameter ratio R is 1.3 or more, the fiber diameter distribution is widened, and when the pore diameter ratio R is 2.0 or less, the resin discharge balance based on the difference in pore diameter is maintained, and a stable spinning state is obtained. be done.
- the hole diameter D1 of the nozzle hole 3d1 is 0.20 to 1.20 mm
- the hole diameter D2d at the tip of the nozzle hole 3d2 is 0.10 to 0.80 mm.
- the tip of the large-diameter nozzle hole 3d1 is The pressure and the pressure applied to the tip of the small-diameter nozzle hole 3d2 are brought closer than before.
- such pressure is applied to the nozzle hole 3d2 such that the cross-sectional area of the small diameter nozzle hole 3d2 is greater at the proximal end than at the distal end along the length of the nozzle hole 3d2.
- the pressure applied to the tip of the large-diameter nozzle hole 3d1 and the pressure applied to the tip of the small-diameter nozzle hole 3d2 are substantially equal.
- the flow rate per unit area of the molten polymer discharged from the tip of the small-diameter nozzle hole 3d2 is substantially equal to the flow rate per unit area of the molten polymer discharged from the tip of the large-diameter nozzle hole 3d1.
- substantially equal pressures means that the pressures are equal or the difference between the two pressures to be compared is within ⁇ 30%.
- the small-diameter nozzle hole 3d2 has a continuously decreasing cross-sectional area between the proximal end and the distal end in the longitudinal direction, so that the hole diameter D2 of the nozzle hole 3d2 also decreases from the proximal hole diameter D2p to the distal end. is continuously reduced to a pore diameter D2d.
- the latter configuration can be achieved by tapering the wall defining the nozzle hole 3d2 from the proximal end to the distal end, or from a position between the proximal end and the distal end to the distal end.
- the ratio R2 (D1/D2p) of the pore diameter D2p to D1 is, for example, 0.3 to 0.95.
- the meltblown nonwoven fabric of the present invention can be produced by a method including a step of melt-kneading a polymer, a step of ejecting the molten polymer from a spinning nozzle and ejecting heated air from another nozzle to form polymer fibers.
- a method including a step of melt-kneading a polymer, a step of ejecting the molten polymer from a spinning nozzle and ejecting heated air from another nozzle to form polymer fibers.
- the fibrous molten polymer 5a discharged from the spinning nozzle 3c is stretched by heated air discharged from the air nozzle, and if necessary, additional It is possible to obtain a melt blown nonwoven fabric by performing the process of. If necessary, the melt blown nonwoven fabric thus obtained may be subjected to calendering, electrification, hydrophilization, or the like.
- melt-kneading temperature of the polymer is preferably (melting point of the polymer +50°C) to (melting point of the polymer +300°C).
- the melt-kneading temperature is preferably 210-460°C, more preferably 230-420°C.
- molten polymer is discharged from a large number of spinning nozzles 3c, and heated air is jetted from the nozzles to form fibers of the polymer.
- the temperature of the die 3a and the heated air be from (the melting point of the polymer) to (the melting point of the polymer +200°C).
- the temperature of the die 3a and the heated air is preferably 160-360°C, more preferably 190-330°C.
- the above temperature range is preferable from the viewpoint of suppressing rapid solidification of the polymer immediately after being discharged from the spinning nozzle 3c, suppressing fusion of the formed polymer fibers, and suppressing variations in fiber diameter.
- the molten polymer discharge rate per spinning nozzle 3c is preferably 0.1 to 2 g/min/hole or less, more preferably 0.5 to 1 g/min/hole or less. From the viewpoint of obtaining sufficient ejection pressure for fiberization and avoiding damage to the nozzle due to excessive ejection pressure, the ejection amount of the molten polymer per spinning nozzle 3c is preferably within the above range.
- the jetting amount of heated air per width of the spinning nozzle is preferably 5 to 50 Nm 3 /min/m, more preferably 10 to 40 Nm 3 /min/m.
- the melt-blown nonwoven fabric of the present invention has a wide distribution range of fiber diameters and little unevenness due to the coarseness and density of the fibers. Therefore, the meltblown nonwoven fabric and laminate thereof of the present invention are useful as filter materials for fluid filters. Fluids include gases and liquids. The meltblown nonwoven fabric and laminate thereof of the present invention are particularly useful as filter materials for liquid filters.
- the present invention also provides a fluid filter comprising the laminate. Since the melt blown nonwoven fabric according to the present invention has the above performance, even when only the melt blown nonwoven fabric of the present invention is used as the melt blown nonwoven fabric constituting the filter material, the fiber diameter distribution range is wide and the fiber unevenness is reduced. Therefore, it is possible to obtain a fluid filter with a high substance collection capacity and a long service life. On the other hand, in another embodiment of the present invention, the melt blown nonwoven fabric of the present invention may be used in combination with other meltblown nonwoven fabrics as the meltblown nonwoven fabric constituting the filter material, depending on the purpose of filtration. A liquid filter comprising a laminate comprising a combination of meltblown nonwovens is also included in the liquid filter of the present invention.
- the "laminate for a liquid filter formed by laminating a meltblown nonwoven fabric” includes not only a laminate for a liquid filter formed by laminating only a meltblown nonwoven fabric, but also at least one layer of the laminate (preferably If meltblown nonwoven fabric is used for more than half of the number of meltblown nonwoven fabrics constituting the laminate, laminates containing meltblown nonwoven fabrics other than meltblown nonwoven fabrics are also included.
- meltblown nonwoven fabric and the method for producing the same of the present invention have been described above with reference to preferred embodiments, the present invention is not limited to the above specific embodiments.
- a melt-blown nonwoven fabric having a basis weight of 61 g/m 2 , a thickness of 0.91 mm, an air permeability of 12 cm 3 /cm 2 /s, a fiber diameter of 1.9 ⁇ m, and a formation index of 46 was obtained by appropriately adjusting the rotating speed of the collector. rice field.
- Example 2 A homopolypropylene resin having an MFR of 40 was charged into a raw material hopper of a melt-blown manufacturing apparatus, and the melt-kneading temperature was adjusted to 375°C. At a distance of 300 mm between the die and the collector, together with 15 Nm 3 /min/m of heated compressed air at 290° C., the resin was discharged into the atmosphere from the same nozzle as in Example 1, and the fibers were placed on the collector with a suction amount of 217 Nm 3 /min/m.
- the resin is collected continuously, and the rotation speed of the collector is adjusted appropriately to achieve a basis weight of 82 g/m 2 , thickness of 1.33 mm, air permeability of 18 cm 3 /cm 2 /s, fiber diameter of 2.5 ⁇ m, A meltblown nonwoven fabric with a formation index of 53 was obtained.
- Example 3 A homopolypropylene resin having an MFR of 40 was put into a raw material hopper of a melt-blown manufacturing apparatus, and the melt-kneading temperature was set to 365°C. At a distance of 500 mm between the die and the collector, together with 22 Nm 3 /min/m of heated compressed air at 290° C., the resin was discharged into the atmosphere from the same nozzle as in Example 1, and the fibers were placed on the collector with a suction amount of 197 Nm 3 /min/m.
- the resin is continuously collected in the shape of a resin, and the rotational speed of the collector is adjusted appropriately to achieve a basis weight of 82 g/m 2 , thickness of 1.13 mm, air permeability of 65 cm 3 /cm 2 /s, fiber diameter of 6.5 ⁇ m, A meltblown nonwoven fabric with a formation index of 117 was obtained.
- D 0.4 mm
- L 4.0 mm
- a fibrous resin was continuously collected on a collector of 327 Nm 3 /min/m, and the rotational speed of the collector was appropriately adjusted to obtain a basis weight of 60 g/m 2 , a thickness of 1.10 mm, and an air permeability of 10 ccm 3 /.
- a melt-blown nonwoven fabric having a density of cm 2 /s, a fiber diameter of 1.6 ⁇ m and a formation index of 61 was obtained.
- the resin was discharged into the atmosphere, and the fibrous resin was continuously collected on
- Example 1-3 and Comparative Example 1-2 were measured and calculated as follows. Table 1 shows the results.
- (1) Average basis weight The average basis weight is obtained by measuring and averaging the mass (g) of 10 melt-blown nonwoven fabric test pieces of 100 mm ⁇ 100 mm at a temperature of 23 ° C. and a humidity of 50% in a water equilibrium state. .
- the average fiber diameter is obtained by taking 4 images at a magnification of about 25 fibers per image in an electron microscope photograph, and measuring a total of 100 fibers with a diameter of the order of 0.1 ⁇ m. The fiber diameters were measured up to and averaged.
- the fiber diameter ratio is the ratio of the number of fibers having a specific fiber diameter to the total number of fibers expressed as a percentage.
- Formation index was obtained by measuring three A4 size melt-blown nonwoven fabric test pieces using a texture total (FMT-M III manufactured by Nomura Shoji Co., Ltd.) and averaging the results.
- Shot For shot the presence or absence of film formation was determined by visually observing the presence or absence of transparent spots with a diameter of 0.5 mm or more on a 1 m 2 melt-blown nonwoven fabric test piece.
- Bursting strength Bursting strength is based on JIS P8112:2008 "Paper-bursting strength test method", using Mullen Bursting Tester M2-LD manufactured by Toyo Seiki Co., Ltd. Value measured in a test performed three times.
- Measurement method of maximum pore size, minimum pore size and average pore size It was measured using a pore size distribution analyzer (model “CFP-1200AX”, manufactured by Porous Materials). At the time of measurement, a melt-blown nonwoven fabric test piece wetted with a test solution (GALWICK or SILWICK) was set, and the air pressure applied to one surface was gradually increased.
- GALWICK or SILWICK a melt-blown nonwoven fabric test piece wetted with a test solution
- test piece was air-dried for 24 hours at a temperature of 23° C. and a humidity of 50%, and the weight was measured.
- the difference from the weight measured in 1 was defined as the amount of particles deposited on the test piece (mg), and the amount of particles per unit area was defined as the amount of deposited particles (g/m 2 ) at half the water flow rate.
- the filtration efficiency of the melt blown nonwoven fabric of Example 1 shows high filtration efficiency not only for large particles but also for relatively small particles, and is more filtered than the melt blown nonwoven fabrics of Comparative Examples 1 and 2. It was efficient.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Filtering Materials (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280005994.9A CN116113483B (zh) | 2021-05-26 | 2022-05-24 | 熔喷无纺布和具备该熔喷无纺布的过滤器 |
| KR1020237005356A KR102574822B1 (ko) | 2021-05-26 | 2022-05-24 | 멜트블로우 부직포 및 이를 포함하는 필터 |
| JP2022570591A JP7333119B2 (ja) | 2021-05-26 | 2022-05-24 | メルトブロー不織布及びこれを備えたフィルタ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-088607 | 2021-05-26 | ||
| JP2021088607 | 2021-05-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022250057A1 true WO2022250057A1 (ja) | 2022-12-01 |
Family
ID=84228822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/021274 Ceased WO2022250057A1 (ja) | 2021-05-26 | 2022-05-24 | メルトブロー不織布及びこれを備えたフィルタ |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7333119B2 (https=) |
| KR (1) | KR102574822B1 (https=) |
| CN (1) | CN116113483B (https=) |
| WO (1) | WO2022250057A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023173435A (ja) * | 2022-05-26 | 2023-12-07 | タピルス株式会社 | メルトブロー不織布及びこれを備えたフィルタ |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11131353A (ja) * | 1997-10-29 | 1999-05-18 | Tonen Tapirusu Kk | メルトブロー不織布およびメルトブロー不織布用ノズルピース |
| JP2013177703A (ja) * | 2012-02-28 | 2013-09-09 | Toray Ind Inc | 混繊不織布 |
| WO2014168066A1 (ja) * | 2013-04-11 | 2014-10-16 | 東レ株式会社 | 混繊不織布およびその製造方法 |
| JP2017051953A (ja) * | 2015-08-07 | 2017-03-16 | ダイキン工業株式会社 | エアフィルタ濾材、フィルタパック、およびエアフィルタユニット |
| WO2018151058A1 (ja) * | 2017-02-14 | 2018-08-23 | ユニ・チャーム株式会社 | マスク |
| WO2019059360A1 (ja) * | 2017-09-22 | 2019-03-28 | オーウエル株式会社 | メルトブローン不織布及びその用途ならびにその製造方法 |
| WO2020202899A1 (ja) * | 2019-03-29 | 2020-10-08 | タピルス株式会社 | 液体フィルター用のメルトブロー不織布、当該メルトブロー不織布の積層体及び積層体を備える液体用フィルター |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5182162A (en) * | 1990-10-24 | 1993-01-26 | Amoco Corporation | Self-bonded nonwoven web and net-like web composites |
| JP2007222813A (ja) * | 2006-02-24 | 2007-09-06 | Japan Vilene Co Ltd | 筒状フィルタ |
| JP2008212828A (ja) * | 2007-03-05 | 2008-09-18 | Toray Ind Inc | 機能性繊維シートおよびその製造方法 |
| US8017534B2 (en) * | 2008-03-17 | 2011-09-13 | Kimberly-Clark Worldwide, Inc. | Fibrous nonwoven structure having improved physical characteristics and method of preparing |
| US8372292B2 (en) * | 2009-02-27 | 2013-02-12 | Johns Manville | Melt blown polymeric filtration medium for high efficiency fluid filtration |
| CN103987888B (zh) * | 2011-12-16 | 2016-11-09 | 东丽株式会社 | 混纤无纺布、层叠片材和过滤器以及混纤无纺布的制造方法 |
| CN102560902A (zh) * | 2012-01-12 | 2012-07-11 | 天津工业大学 | 一种粘胶纤维素纺丝成网非织造布的制造方法 |
| JP6546336B2 (ja) | 2016-02-16 | 2019-07-17 | 三井化学株式会社 | 不織布、フィルタ及び不織布の製造方法 |
| TWI787190B (zh) * | 2016-08-08 | 2022-12-21 | 日商東麗泛應化學股份有限公司 | 不織布 |
| JP6636215B1 (ja) * | 2018-03-29 | 2020-01-29 | 三井化学株式会社 | 不織布及びフィルタ |
| CN114828979B (zh) * | 2019-10-08 | 2024-09-17 | 唐纳森公司 | 包括细纤维层的过滤器介质 |
-
2022
- 2022-05-24 CN CN202280005994.9A patent/CN116113483B/zh active Active
- 2022-05-24 WO PCT/JP2022/021274 patent/WO2022250057A1/ja not_active Ceased
- 2022-05-24 KR KR1020237005356A patent/KR102574822B1/ko active Active
- 2022-05-24 JP JP2022570591A patent/JP7333119B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11131353A (ja) * | 1997-10-29 | 1999-05-18 | Tonen Tapirusu Kk | メルトブロー不織布およびメルトブロー不織布用ノズルピース |
| JP2013177703A (ja) * | 2012-02-28 | 2013-09-09 | Toray Ind Inc | 混繊不織布 |
| WO2014168066A1 (ja) * | 2013-04-11 | 2014-10-16 | 東レ株式会社 | 混繊不織布およびその製造方法 |
| JP2017051953A (ja) * | 2015-08-07 | 2017-03-16 | ダイキン工業株式会社 | エアフィルタ濾材、フィルタパック、およびエアフィルタユニット |
| WO2018151058A1 (ja) * | 2017-02-14 | 2018-08-23 | ユニ・チャーム株式会社 | マスク |
| WO2019059360A1 (ja) * | 2017-09-22 | 2019-03-28 | オーウエル株式会社 | メルトブローン不織布及びその用途ならびにその製造方法 |
| WO2020202899A1 (ja) * | 2019-03-29 | 2020-10-08 | タピルス株式会社 | 液体フィルター用のメルトブロー不織布、当該メルトブロー不織布の積層体及び積層体を備える液体用フィルター |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023173435A (ja) * | 2022-05-26 | 2023-12-07 | タピルス株式会社 | メルトブロー不織布及びこれを備えたフィルタ |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102574822B1 (ko) | 2023-09-04 |
| JP7333119B2 (ja) | 2023-08-24 |
| CN116113483B (zh) | 2025-08-15 |
| KR20230028580A (ko) | 2023-02-28 |
| CN116113483A (zh) | 2023-05-12 |
| JPWO2022250057A1 (https=) | 2022-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6934902B2 (ja) | メルトブロー不織布 | |
| CN101688342B (zh) | 具有短纤维的熔喷纤维网 | |
| KR940004708B1 (ko) | 깊이 섬유 크기 구배를 갖는 융해 취입 재료 | |
| CN101686735B (zh) | 包括具有短纤维的熔喷纤维网的模制呼吸器 | |
| EP3332857B1 (en) | Air filter material, filter pack, and air filter unit | |
| CN101495208A (zh) | 单组分单层熔喷网和熔喷装置 | |
| CN105074075B (zh) | 混纺无纺布及其制造方法 | |
| WO1998013123A1 (en) | High-precision filter | |
| JP7299316B2 (ja) | メルトブロー不織布、フィルター、及びメルトブロー不織布の製造方法 | |
| JP7333119B2 (ja) | メルトブロー不織布及びこれを備えたフィルタ | |
| JP2022149681A (ja) | 不織布、フィルタ、吸音材及びメルトブローン不織布の製造方法 | |
| JPH08309124A (ja) | 円筒型フィルター濾材およびその製造法 | |
| JP7352302B2 (ja) | 液体フィルター用のメルトブロー不織布、当該メルトブロー不織布の積層体及び積層体を備える液体用フィルター | |
| JP7766341B2 (ja) | メルトブロー不織布及びこれを備えたフィルタ | |
| JP6957472B2 (ja) | 不織布 | |
| JP2020196974A (ja) | メルトブロー不織布製造用口金ならびにメルトブロー不織布の製造装置および製造方法 | |
| JP5489793B2 (ja) | メルトブローン繊維集合体 | |
| JP4906675B2 (ja) | エアフィルター用不織布および空気清浄用フィルター | |
| JP2541551C (https=) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022570591 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22811327 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20237005356 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22811327 Country of ref document: EP Kind code of ref document: A1 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 202280005994.9 Country of ref document: CN |