WO2022230027A1 - エネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シート、並びにこれらの製造方法 - Google Patents
エネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シート、並びにこれらの製造方法 Download PDFInfo
- Publication number
- WO2022230027A1 WO2022230027A1 PCT/JP2021/016670 JP2021016670W WO2022230027A1 WO 2022230027 A1 WO2022230027 A1 WO 2022230027A1 JP 2021016670 W JP2021016670 W JP 2021016670W WO 2022230027 A1 WO2022230027 A1 WO 2022230027A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sensitive adhesive
- pressure
- energy ray
- crosslinkable
- adhesive composition
- Prior art date
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 154
- 239000000853 adhesive Substances 0.000 title claims abstract description 135
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 127
- 238000000034 method Methods 0.000 title claims description 28
- 229920005989 resin Polymers 0.000 claims abstract description 79
- 239000011347 resin Substances 0.000 claims abstract description 79
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims abstract description 64
- 229920000178 Acrylic resin Polymers 0.000 claims abstract description 56
- 239000004925 Acrylic resin Substances 0.000 claims abstract description 56
- 238000004519 manufacturing process Methods 0.000 claims abstract description 39
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 258
- 239000010410 layer Substances 0.000 claims description 79
- 239000000758 substrate Substances 0.000 claims description 42
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 claims description 35
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 claims description 34
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 claims description 34
- 150000003505 terpenes Chemical class 0.000 claims description 32
- 235000007586 terpenes Nutrition 0.000 claims description 32
- 239000005011 phenolic resin Substances 0.000 claims description 23
- 238000004898 kneading Methods 0.000 claims description 16
- 230000001678 irradiating effect Effects 0.000 claims description 13
- 239000000178 monomer Substances 0.000 claims description 13
- 239000011248 coating agent Substances 0.000 claims description 9
- 238000000576 coating method Methods 0.000 claims description 9
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical group C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 claims description 8
- 229920001519 homopolymer Polymers 0.000 claims description 5
- 238000004132 cross linking Methods 0.000 abstract description 12
- 239000000463 material Substances 0.000 description 31
- -1 2-ethylhexyl Chemical group 0.000 description 26
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 20
- 238000005259 measurement Methods 0.000 description 14
- 239000012790 adhesive layer Substances 0.000 description 13
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 12
- 239000000123 paper Substances 0.000 description 12
- 229920001568 phenolic resin Polymers 0.000 description 12
- 239000000654 additive Substances 0.000 description 9
- 238000012360 testing method Methods 0.000 description 9
- 239000004698 Polyethylene Substances 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 229920000573 polyethylene Polymers 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 7
- 125000000217 alkyl group Chemical group 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 5
- 238000007654 immersion Methods 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- VSKJLJHPAFKHBX-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 VSKJLJHPAFKHBX-UHFFFAOYSA-N 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 239000003963 antioxidant agent Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 150000002148 esters Chemical class 0.000 description 4
- 150000002989 phenols Chemical class 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 238000007348 radical reaction Methods 0.000 description 4
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- 239000004831 Hot glue Substances 0.000 description 3
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 3
- 150000001336 alkenes Chemical class 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000010894 electron beam technology Methods 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 230000002401 inhibitory effect Effects 0.000 description 3
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 3
- 239000012785 packaging film Substances 0.000 description 3
- 229920006280 packaging film Polymers 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 229920003051 synthetic elastomer Polymers 0.000 description 3
- 239000005061 synthetic rubber Substances 0.000 description 3
- GRWFGVWFFZKLTI-IUCAKERBSA-N (-)-α-pinene Chemical compound CC1=CC[C@@H]2C(C)(C)[C@H]1C2 GRWFGVWFFZKLTI-IUCAKERBSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000011086 glassine Substances 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- XMGQYMWWDOXHJM-UHFFFAOYSA-N limonene Chemical compound CC(=C)C1CCC(C)=CC1 XMGQYMWWDOXHJM-UHFFFAOYSA-N 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- WTARULDDTDQWMU-RKDXNWHRSA-N (+)-β-pinene Chemical compound C1[C@H]2C(C)(C)[C@@H]1CCC2=C WTARULDDTDQWMU-RKDXNWHRSA-N 0.000 description 1
- WTARULDDTDQWMU-IUCAKERBSA-N (-)-Nopinene Natural products C1[C@@H]2C(C)(C)[C@H]1CCC2=C WTARULDDTDQWMU-IUCAKERBSA-N 0.000 description 1
- OEVVKKAVYQFQNV-UHFFFAOYSA-N 1-ethenyl-2,4-dimethylbenzene Chemical compound CC1=CC=C(C=C)C(C)=C1 OEVVKKAVYQFQNV-UHFFFAOYSA-N 0.000 description 1
- NVZWEEGUWXZOKI-UHFFFAOYSA-N 1-ethenyl-2-methylbenzene Chemical compound CC1=CC=CC=C1C=C NVZWEEGUWXZOKI-UHFFFAOYSA-N 0.000 description 1
- JZHGRUMIRATHIU-UHFFFAOYSA-N 1-ethenyl-3-methylbenzene Chemical compound CC1=CC=CC(C=C)=C1 JZHGRUMIRATHIU-UHFFFAOYSA-N 0.000 description 1
- KGRVJHAUYBGFFP-UHFFFAOYSA-N 2,2'-Methylenebis(4-methyl-6-tert-butylphenol) Chemical compound CC(C)(C)C1=CC(C)=CC(CC=2C(=C(C=C(C)C=2)C(C)(C)C)O)=C1O KGRVJHAUYBGFFP-UHFFFAOYSA-N 0.000 description 1
- ROHFBIREHKPELA-UHFFFAOYSA-N 2-[(3,5-ditert-butyl-4-hydroxyphenyl)methyl]prop-2-enoic acid;methane Chemical compound C.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O.CC(C)(C)C1=CC(CC(=C)C(O)=O)=CC(C(C)(C)C)=C1O ROHFBIREHKPELA-UHFFFAOYSA-N 0.000 description 1
- SJEBAWHUJDUKQK-UHFFFAOYSA-N 2-ethylanthraquinone Chemical group C1=CC=C2C(=O)C3=CC(CC)=CC=C3C(=O)C2=C1 SJEBAWHUJDUKQK-UHFFFAOYSA-N 0.000 description 1
- GPNYZBKIGXGYNU-UHFFFAOYSA-N 2-tert-butyl-6-[(3-tert-butyl-5-ethyl-2-hydroxyphenyl)methyl]-4-ethylphenol Chemical compound CC(C)(C)C1=CC(CC)=CC(CC=2C(=C(C=C(CC)C=2)C(C)(C)C)O)=C1O GPNYZBKIGXGYNU-UHFFFAOYSA-N 0.000 description 1
- WSQZNZLOZXSBHA-UHFFFAOYSA-N 3,8-dioxabicyclo[8.2.2]tetradeca-1(12),10,13-triene-2,9-dione Chemical compound O=C1OCCCCOC(=O)C2=CC=C1C=C2 WSQZNZLOZXSBHA-UHFFFAOYSA-N 0.000 description 1
- BTXXTMOWISPQSJ-UHFFFAOYSA-N 4,4,4-trifluorobutan-2-one Chemical compound CC(=O)CC(F)(F)F BTXXTMOWISPQSJ-UHFFFAOYSA-N 0.000 description 1
- JLBJTVDPSNHSKJ-UHFFFAOYSA-N 4-Methylstyrene Chemical compound CC1=CC=C(C=C)C=C1 JLBJTVDPSNHSKJ-UHFFFAOYSA-N 0.000 description 1
- CDSULTPOCMWJCM-UHFFFAOYSA-N 4h-chromene-2,3-dione Chemical group C1=CC=C2OC(=O)C(=O)CC2=C1 CDSULTPOCMWJCM-UHFFFAOYSA-N 0.000 description 1
- APMOEFCWQRJOPS-UHFFFAOYSA-N 5-ethenyl-1,5-dimethylcyclohexa-1,3-diene Chemical compound CC1=CC=CC(C)(C=C)C1 APMOEFCWQRJOPS-UHFFFAOYSA-N 0.000 description 1
- UYQYTUYNNYZATF-UHFFFAOYSA-N 6-methyl-4,6-bis(octylsulfanylmethyl)cyclohexa-1,3-dien-1-ol Chemical compound CCCCCCCCSCC1=CC=C(O)C(C)(CSCCCCCCCC)C1 UYQYTUYNNYZATF-UHFFFAOYSA-N 0.000 description 1
- BQACOLQNOUYJCE-FYZZASKESA-N Abietic acid Natural products CC(C)C1=CC2=CC[C@]3(C)[C@](C)(CCC[C@@]3(C)C(=O)O)[C@H]2CC1 BQACOLQNOUYJCE-FYZZASKESA-N 0.000 description 1
- NLZUEZXRPGMBCV-UHFFFAOYSA-N Butylhydroxytoluene Chemical compound CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 NLZUEZXRPGMBCV-UHFFFAOYSA-N 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- GHKOFFNLGXMVNJ-UHFFFAOYSA-N Didodecyl thiobispropanoate Chemical compound CCCCCCCCCCCCOC(=O)CCSCCC(=O)OCCCCCCCCCCCC GHKOFFNLGXMVNJ-UHFFFAOYSA-N 0.000 description 1
- 239000003508 Dilauryl thiodipropionate Substances 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- JKIJEFPNVSHHEI-UHFFFAOYSA-N Phenol, 2,4-bis(1,1-dimethylethyl)-, phosphite (3:1) Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C JKIJEFPNVSHHEI-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- XBDQKXXYIPTUBI-UHFFFAOYSA-M Propionate Chemical compound CCC([O-])=O XBDQKXXYIPTUBI-UHFFFAOYSA-M 0.000 description 1
- WTARULDDTDQWMU-UHFFFAOYSA-N Pseudopinene Natural products C1C2C(C)(C)C1CCC2=C WTARULDDTDQWMU-UHFFFAOYSA-N 0.000 description 1
- 239000004902 Softening Agent Substances 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- STLLXWLDRUVCHL-UHFFFAOYSA-N [2-[1-[2-hydroxy-3,5-bis(2-methylbutan-2-yl)phenyl]ethyl]-4,6-bis(2-methylbutan-2-yl)phenyl] prop-2-enoate Chemical compound CCC(C)(C)C1=CC(C(C)(C)CC)=CC(C(C)C=2C(=C(C=C(C=2)C(C)(C)CC)C(C)(C)CC)OC(=O)C=C)=C1O STLLXWLDRUVCHL-UHFFFAOYSA-N 0.000 description 1
- IORUEKDKNHHQAL-UHFFFAOYSA-N [2-tert-butyl-6-[(3-tert-butyl-2-hydroxy-5-methylphenyl)methyl]-4-methylphenyl] prop-2-enoate Chemical compound CC(C)(C)C1=CC(C)=CC(CC=2C(=C(C=C(C)C=2)C(C)(C)C)OC(=O)C=C)=C1O IORUEKDKNHHQAL-UHFFFAOYSA-N 0.000 description 1
- VSVVZZQIUJXYQA-UHFFFAOYSA-N [3-(3-dodecylsulfanylpropanoyloxy)-2,2-bis(3-dodecylsulfanylpropanoyloxymethyl)propyl] 3-dodecylsulfanylpropanoate Chemical compound CCCCCCCCCCCCSCCC(=O)OCC(COC(=O)CCSCCCCCCCCCCCC)(COC(=O)CCSCCCCCCCCCCCC)COC(=O)CCSCCCCCCCCCCCC VSVVZZQIUJXYQA-UHFFFAOYSA-N 0.000 description 1
- 229920005701 acResin® A 204 UV Polymers 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 150000001338 aliphatic hydrocarbons Chemical class 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 125000005250 alkyl acrylate group Chemical group 0.000 description 1
- XCPQUQHBVVXMRQ-UHFFFAOYSA-N alpha-Fenchene Natural products C1CC2C(=C)CC1C2(C)C XCPQUQHBVVXMRQ-UHFFFAOYSA-N 0.000 description 1
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 1
- MVNCAPSFBDBCGF-UHFFFAOYSA-N alpha-pinene Natural products CC1=CCC23C1CC2C3(C)C MVNCAPSFBDBCGF-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- 229930006722 beta-pinene Natural products 0.000 description 1
- 125000002362 bornane-2,3-dione group Chemical group 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 235000019304 dilauryl thiodipropionate Nutrition 0.000 description 1
- RRZCFXQTVDJDGF-UHFFFAOYSA-N dodecyl 3-(3-octadecoxy-3-oxopropyl)sulfanylpropanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCSCCC(=O)OCCCCCCCCCCCC RRZCFXQTVDJDGF-UHFFFAOYSA-N 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- LCWMKIHBLJLORW-UHFFFAOYSA-N gamma-carene Natural products C1CC(=C)CC2C(C)(C)C21 LCWMKIHBLJLORW-UHFFFAOYSA-N 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 150000002430 hydrocarbons Chemical group 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 238000005984 hydrogenation reaction Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000010954 inorganic particle Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 235000001510 limonene Nutrition 0.000 description 1
- 229940087305 limonene Drugs 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000010534 mechanism of action Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001280 n-hexyl group Chemical group C(CCCCC)* 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000011146 organic particle Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000011088 parchment paper Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 239000002530 phenolic antioxidant Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- DOIRQSBPFJWKBE-UHFFFAOYSA-N phthalic acid di-n-butyl ester Natural products CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- GRWFGVWFFZKLTI-UHFFFAOYSA-N rac-alpha-Pinene Natural products CC1=CCC2C(C)(C)C1C2 GRWFGVWFFZKLTI-UHFFFAOYSA-N 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- YRHRIQCWCFGUEQ-UHFFFAOYSA-N thioxanthen-9-one Chemical group C1=CC=C2C(=O)C3=CC=CC=C3SC2=C1 YRHRIQCWCFGUEQ-UHFFFAOYSA-N 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- WGKLOLBTFWFKOD-UHFFFAOYSA-N tris(2-nonylphenyl) phosphite Chemical compound CCCCCCCCCC1=CC=CC=C1OP(OC=1C(=CC=CC=1)CCCCCCCCC)OC1=CC=CC=C1CCCCCCCCC WGKLOLBTFWFKOD-UHFFFAOYSA-N 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 229940124024 weight reducing agent Drugs 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
Definitions
- the present invention relates to an energy ray-crosslinkable pressure-sensitive adhesive composition, a cross-linked pressure-sensitive adhesive, a pressure-sensitive adhesive sheet, and methods for producing these.
- Adhesive sheets are used in a wide range of industrial fields, for example, label applications for displaying various information, fixing applications or temporary fixing applications of parts in the fields of OA equipment, home appliances, automobiles, construction, etc., masking applications, etc. .
- Synthetic rubber pressure-sensitive adhesives are widely used as pressure-sensitive adhesives for pressure-sensitive adhesive sheets because they are relatively inexpensive and can be designed with a wide range of pressure-sensitive properties through molecular design and combination with additives such as tackifiers. ing.
- Synthetic rubber-based adhesives can also be used as hot-melt adhesives that can be applied to substrates, etc. by heating and melting without the use of solvents.
- Block copolymers such as styrene-isoprene-styrene (SIS) block copolymers, for example, are used as base resins for synthetic rubber adhesives.
- SIS styrene-isoprene-styrene
- the soft segment composed of the polyisoprene block contributes to the adhesive strength
- the hard segment composed of the polystyrene block forms a physical pseudo cross-linking point due to the intermolecular force at around room temperature, thereby exhibiting sufficient strength. It is what you get.
- the pseudo-crosslinking points have the property of being unraveled in a high-temperature environment, the cohesive force of the SIS-based pressure-sensitive adhesive is remarkably reduced by heating, and the adhesive melts when the temperature exceeds a certain level. This melting property can be an advantage in that it can be used as a hot-melt pressure-sensitive adhesive, but on the other hand, it is also a factor that lowers the heat resistance as a pressure-sensitive adhesive
- Patent Document 1 discloses an acrylic polymer to which a photoinitiator is bound, a long-chain alkyl acrylate monomer containing an alkyl group having 6 or more carbon atoms, a compatible tackifier, and a polyfunctional unsaturated oligomer.
- a radiation curable hot melt adhesive composition comprising:
- Patent Document 1 The adhesive composition of Patent Document 1 can be melt-coated, and the acrylic polymer undergoes a cross-linking reaction by irradiating the coating film after coating with ultraviolet rays, so that the cohesive force of the pressure-sensitive adhesive can be improved. be.
- the effect is limited, and further improvements are required to enable the use of hot-melt pressure-sensitive adhesives in a wider range of applications and under various environments.
- the present invention has been made in view of the above problems, and provides an energy ray-crosslinkable pressure-sensitive adhesive composition capable of forming a pressure-sensitive adhesive having good adhesive strength and excellent holding power, and the energy ray-crosslinkable pressure-sensitive adhesive.
- a pressure-sensitive adhesive sheet using an adhesive composition a cross-linked pressure-sensitive adhesive obtained by subjecting the energy ray-crosslinkable pressure-sensitive adhesive composition to energy ray cross-linking, a method for producing the same, and a pressure-sensitive adhesive sheet using the cross-linked pressure-sensitive adhesive and a method for producing the same.
- the present inventors have found that the above problems can be solved by using an acrylic resin having a specific structure and a tackifier, and have completed the present invention. That is, the present invention relates to the following [1] to [16].
- [1] (A) an acrylic resin having energy ray crosslinkability and (B) a tackifier, The energy ray-crosslinkable pressure-sensitive adhesive composition, wherein the (B) tackifier contains (B1) a styrene-based resin.
- the content of the (B1) styrene resin is 1 to 40 parts by mass with respect to 100 parts by mass of the (A) acrylic resin having energy beam crosslinkability.
- An energy ray-crosslinkable pressure-sensitive adhesive composition is 1 to 40 parts by mass with respect to 100 parts by mass of the (A) acrylic resin having energy beam crosslinkability.
- the (B) tackifier further contains one or more selected from the group consisting of (B2) a hydrogenated terpene phenol-based resin and (B3) a hydrogenated rosin-based resin.
- the content of one or more selected from the group consisting of (B2) the hydrogenated terpene phenolic resin and (B3) the hydrogenated rosin resin is the (A) energy ray crosslinkable acrylic resin
- a pressure-sensitive adhesive sheet comprising an energy ray-crosslinkable pressure-sensitive adhesive composition layer comprising the energy ray-crosslinkable pressure-sensitive adhesive composition according to any one of [1] to [7] above on a substrate or a release liner.
- a method for producing the pressure-sensitive adhesive sheet according to [8] above The energy ray-crosslinkable pressure-sensitive adhesive composition is obtained by melt-kneading the (A) energy ray-crosslinkable acrylic resin and the (B) tackifier, A method for producing a pressure-sensitive adhesive sheet, wherein the energy ray-crosslinkable pressure-sensitive adhesive composition layer is formed by melt-coating the energy ray-crosslinkable pressure-sensitive adhesive composition onto the substrate or release liner.
- the energy ray-crosslinkable pressure-sensitive adhesive composition is obtained by melt-kneading the (A) energy ray-crosslinkable acrylic resin and the (B) tackifier, Production of the pressure-sensitive adhesive sheet according to [15] above, wherein the energy ray-crosslinkable pressure-sensitive adhesive composition layer is formed by melt-coating the energy ray-crosslinkable pressure-sensitive adhesive composition onto the substrate or release liner. Method.
- an energy ray-crosslinkable pressure-sensitive adhesive composition capable of forming a pressure-sensitive adhesive having good adhesive strength and excellent holding power, a pressure-sensitive adhesive sheet using the energy ray-crosslinkable pressure-sensitive adhesive composition, and the energy ray It is possible to provide a crosslinked pressure-sensitive adhesive obtained by subjecting a crosslinkable pressure-sensitive adhesive composition to energy ray crosslinking, a method for producing the same, and a pressure-sensitive adhesive sheet using the crosslinked pressure-sensitive adhesive and a method for producing the same.
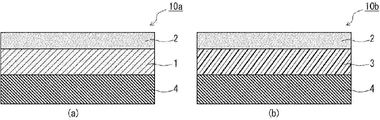
- FIG. 1 is a schematic cross-sectional view showing an example of the configuration of the pressure-sensitive adhesive sheet of the present invention
- FIG. FIG. 4 is a schematic cross-sectional view showing another example of the configuration of the pressure-sensitive adhesive sheet of the present invention
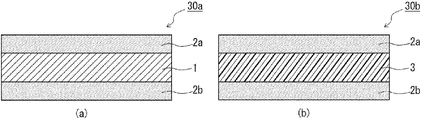
- FIG. 4 is a schematic cross-sectional view showing another example of the configuration of the pressure-sensitive adhesive sheet of the present invention
- the term "energy ray” means an electromagnetic wave or charged particle beam that has an energy quantum, and examples thereof include ultraviolet rays, radiation, electron beams, and the like.
- Ultraviolet rays can be applied by using, for example, an electrodeless lamp, a high-pressure mercury lamp, a metal halide lamp, a UV-LED, or the like as an ultraviolet light source.
- the electron beam can be generated by an electron beam accelerator or the like.
- ultraviolet rays are preferable as the energy rays in one embodiment of the present invention.
- “energy ray crosslinkability” means the property of forming a crosslinked structure upon irradiation with an energy ray.
- the energy beam crosslinkable pressure-sensitive adhesive composition of the present embodiment is (A) an energy ray-crosslinkable acrylic resin, and (B) a tackifier, wherein the (B) tackifier contains (B1) a styrene-based resin, energy ray-crosslinkable adhesive agent composition.
- the crosslinked adhesive of the present embodiment is a crosslinked adhesive obtained by irradiating the energy ray crosslinkable adhesive composition of the present embodiment with an energy ray.
- the crosslinked pressure-sensitive adhesive obtained by irradiating the energy ray-crosslinkable pressure-sensitive adhesive composition of the present embodiment with an energy ray has good adhesive strength and excellent holding power.
- the reason for this is presumed as follows.
- the energy ray-crosslinkable pressure-sensitive adhesive composition of the present embodiment includes (A) an energy ray-crosslinkable acrylic resin (hereinafter also referred to as “(A) energy ray-crosslinkable acrylic resin” or “(A) component”). contains (A) The energy ray-crosslinkable acrylic resin can be melt-coated, and irradiation with an energy ray after coating causes a cross-linking reaction to improve the cohesive force.
- (A) energy beam crosslinkable acrylic resin alone has high adhesive strength to highly polar adherends such as stainless steel, but does not have sufficient adhesive strength to low polar adherends such as polyolefin. I didn't.
- a method of adding a tackifier to an acrylic pressure-sensitive adhesive has been proposed as a technique for improving the adhesive strength to low-polarity adherends. There was a loss of power.
- the present inventors have investigated (A) a tackifier used with an energy beam crosslinkable acrylic resin, and found that when using (B1) a styrene resin, good adhesive strength is obtained, but the pressure-sensitive adhesive It was found that the holding power was greatly improved.
- the (B1) styrene-based resin has a content of unsaturated double bonds that inhibit the radical reaction of the component (A), compared to other tackifiers such as rosin-based or terpene-phenol-based tackifiers. is considered to be less. It is believed that this is the reason why the energy ray cross-linking reaction of the component (A) proceeds sufficiently and the cohesion and holding power of the pressure-sensitive adhesive are improved.
- pressure-sensitive adhesive composition The energy ray-crosslinkable pressure-sensitive adhesive composition (hereinafter also simply referred to as "pressure-sensitive adhesive composition”) and the cross-linked pressure-sensitive adhesive of this embodiment will be described in more detail below.
- the pressure-sensitive adhesive composition of the present embodiment forms a cross-linked pressure-sensitive adhesive having excellent holding power by forming a cross-linked structure upon irradiation with energy rays. That is, the pressure-sensitive adhesive composition of the present embodiment is a composition intended to be irradiated with energy rays before or after being applied to an adherend. The pressure-sensitive adhesive composition of the present embodiment can be irradiated with energy rays at any time. Therefore, the pressure-sensitive adhesive composition of the present embodiment has a high degree of freedom in its production method and usage method.
- the adhesive composition of the present embodiment does not have an intentional crosslinked structure, it can be melted by heating and is suitable as a hot-melt adhesive. Furthermore, since the pressure-sensitive adhesive composition of the present embodiment does not have an intentional crosslinked structure, it is excellent in shape followability. Therefore, the pressure-sensitive adhesive composition of the present embodiment is attached to an adherend having a step or the like, and then irradiated with energy rays to form a crosslinked pressure-sensitive adhesive, thereby achieving both shape followability and holding power at a high level. be able to. Next, each component contained in the pressure-sensitive adhesive composition of this embodiment will be described in detail.
- the energy ray crosslinkable acrylic resin is not particularly limited as long as it is an acrylic resin having energy ray crosslinkability.
- (A) Energy beam crosslinkable acrylic resin may be used alone or in combination of two or more.
- Energy ray-crosslinkable acrylic resins include, for example, acrylic resins having energy ray-reactive groups that react with energy ray irradiation and contribute to the formation of a crosslinked structure.
- the energy ray-reactive group include those that generate radicals that are excited by energy ray irradiation to trigger a cross-linking reaction.
- Specific examples of energy ray-reactive groups include functional groups having a benzophenone structure, benzyl structure, o-benzoylbenzoic acid ester structure, thioxanthone structure, 3-ketocoumarin structure, 2-ethylanthraquinone structure, camphorquinone structure, and the like.
- the energy beam crosslinkable acrylic resin preferably has a benzophenone structure in the side chain.
- the benzophenone structure abstracts a hydrogen atom from the hydrocarbon group contained in the side chain of the acrylic resin, and the radical is regenerated.
- the binding forms a crosslinked structure.
- the energy ray-reactive group is preferably introduced into the side chain of the acrylic resin. That is, (A) the energy beam crosslinkable acrylic resin is preferably an acrylic resin having a benzophenone structure in the side chain.
- the content of the energy ray-reactive groups in (A) the energy ray-crosslinkable acrylic resin is preferably 0.1 to 5.0% with respect to the total amount (100% by mass) of the energy ray-crosslinkable acrylic resin (A). 0% by mass, more preferably 0.2 to 3.0% by mass.
- the acrylic resin is not particularly limited as long as it is a polymer containing an acrylic monomer as a monomer component, but preferably contains a structural unit derived from an alkyl (meth)acrylate.
- alkyl (meth)acrylates include methyl (meth)acrylate, ethyl (meth)acrylate, n-propyl (meth)acrylate, n-butyl (meth)acrylate, isobutyl (meth)acrylate, sec-butyl (meth)acrylate, Acrylate, n-hexyl (meth)acrylate, 2-ethylhexyl (meth)acrylate, n-octyl (meth)acrylate, isooctyl (meth)acrylate, n-nonyl (meth)acrylate, isononyl (meth)acrylate, n-decyl ( meth)acrylate, lauryl (meth)acrylate, and the like.
- alkyl (meth)acrylates in which the alkyl group has from 1 to 8 carbon atoms are preferable, and 2-ethylhexyl (meth)acrylate, methyl (meth)acrylate, and butyl (meth)acrylate are more preferable.
- the content of (A) the energy beam crosslinkable acrylic resin in the pressure-sensitive adhesive composition of the present embodiment may be 20 to 95% by mass with respect to the total amount of the pressure-sensitive adhesive composition (100% by mass), It may be 40 to 90% by mass, or 60 to 80% by mass.
- the adhesive composition of the present embodiment further contains (B) a tackifier.
- the tackifier is a component that improves the adhesive properties of the obtained crosslinked adhesive, and in the adhesive composition of the present embodiment, the (B) tackifier contains (B1) a styrene resin do.
- the tackifier may be used alone or in combination of two or more.
- the styrene resin is not particularly limited as long as it is a polymer containing a styrene monomer as a monomer component.
- Styrenic monomers include, for example, styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, pt-butylstyrene, 1,3-dimethylstyrene and 2,4-dimethylstyrene. etc.
- Examples of the styrene-based resin include homopolymers of styrene-based monomers, copolymers of styrene-based monomers and aliphatic hydrocarbon-based monomers, and copolymers of styrene-based monomers and aromatic hydrocarbon-based monomers. etc. Among these, homopolymers of styrene-based monomers are preferred.
- the content of (B1) styrene-based resin in the adhesive composition of the present embodiment is preferably 1 to 40 parts by mass, more preferably 5 parts by mass, based on 100 parts by mass of (A) energy beam-crosslinkable acrylic resin. to 35 parts by mass, more preferably 10 to 30 parts by mass.
- (B1) When the content of the styrene-based resin is 1 part by mass or more, the adhesive strength tends to be more easily improved. Moreover, when the content of the (B1) styrene-based resin is 40 parts by mass or less, the pressure-sensitive adhesive has excellent transparency.
- the pressure-sensitive adhesive composition of the present embodiment contains (B1) a styrene resin and at least one selected from the group consisting of (B2) a hydrogenated terpene phenol resin and (B3) a hydrogenated rosin resin. is preferred.
- (B1) Styrene-based resin tends to have high transparency, but when mixed with (A) energy ray-crosslinkable acrylic resin, it tends to be cloudy to some extent due to the difference in SP value between the two.
- these tackifiers are (A) an energy ray-crosslinkable acrylic resin and (B1) styrene It functions as a compatibilizing component that improves compatibility with the system resin, and tends to improve the transparency of the pressure-sensitive adhesive composition and the crosslinked pressure-sensitive adhesive obtained from the pressure-sensitive adhesive composition.
- the hydrogenated terpene phenol resin is a resin obtained by hydrogenating the terpene-derived double bond and the phenol-derived aromatic ring double bond of the terpene phenol resin.
- the terpene phenolic resin to be subjected to hydrogenation is a resin containing at least a structure derived from a terpene and a structure derived from a phenolic compound, and may be a copolymer of a terpene and a phenolic compound, and the terpene is polymerized.
- a terpene resin obtained by modifying the terpene resin with a phenolic compound may also be used.
- the terpene phenolic resin is preferably a copolymer of a terpene and a phenolic compound.
- the raw terpenes are not particularly limited, and examples thereof include ⁇ -pinene, ⁇ -pinene, limonene and the like.
- Hydrogenated terpene phenolic resin may be a partially hydrogenated terpene phenolic resin obtained by partially hydrogenating a terpene phenolic resin, but (A) energy beam crosslinkable acrylic resin A completely hydrogenated terpene phenol resin obtained by substantially completely hydrogenating a terpene phenol resin is preferred from the viewpoint of not inhibiting the radical reaction of the terpene phenol resin and from the viewpoint of being more likely to improve transparency.
- Hydrogenated rosin-based resin is a resin obtained by hydrogenating double bonds of rosin or rosin-derived resin, and examples thereof include hydrogenated rosin and hydrogenated rosin ester-based resin.
- hydrogenated rosin means rosin obtained by adding hydrogen to purified rosin containing abietic acid as a main component in the presence of a catalyst.
- hydrogenated rosin ester resin means a resin obtained by esterifying a hydrogenated rosin with an alcohol such as glycerin or pentaerythritol.
- Hydrogenated rosin-based resin may be partially hydrogenated rosin-based resin obtained by partially hydrogenating rosin or rosin-derived resin, but (A) energy beam crosslinkable acrylic resin A completely hydrogenated rosin-based resin obtained by substantially completely hydrogenating a rosin or a rosin-derived resin is preferred from the viewpoints of not inhibiting the radical reaction of the resin and of facilitating the improvement of transparency.
- the content of the pressure-sensitive adhesive composition of the present embodiment contains one or more selected from the group consisting of (B2) a hydrogenated terpene phenolic resin and (B3) a hydrogenated rosin-based resin
- the content is (A) It is preferably 1 to 39 parts by mass, more preferably 3 to 35 parts by mass, and still more preferably 5 to 30 parts by mass with respect to 100 parts by mass of the energy ray-crosslinkable acrylic resin.
- the content of one or more selected from the group consisting of (B2) hydrogenated terpene phenolic resin and (B3) hydrogenated rosin resin is 1 part by mass or more, transparency and adhesive strength are easily improved. There is a tendency.
- the content of one or more selected from the group consisting of (B2) hydrogenated terpene phenolic resin and (B3) hydrogenated rosin resin is 39 parts by mass or less, the holding power tends to be more easily improved. It is in.
- (B) softening point of tackifier (B) The softening point of the tackifier is preferably 70 to 140°C, more preferably 80 to 130°C, still more preferably 85 to 120°C. (B) When the softening point of the tackifier is 70° C. or higher, excellent adhesive strength tends to be obtained at high temperatures. Moreover, when the softening point of the tackifier (B) is 140° C. or less, it tends to be easily mixed with the energy ray-crosslinkable acrylic resin (A). In the present specification, (B) the softening point of the tackifier means a value measured according to JIS K 5601-2-2.
- the total content of the (B) tackifier in the adhesive composition of the present embodiment is preferably 5 to 40 parts by mass, more preferably 5 to 40 parts by mass, with respect to 100 parts by mass of the (A) energy beam-crosslinkable acrylic resin. is 10 to 40 parts by mass, more preferably 20 to 40 parts by mass.
- the total content of the tackifier is 5 parts by mass or more, the adhesive strength tends to be more easily improved.
- the content of (B) the tackifier is 40 parts by mass or less, the holding power tends to be more easily improved.
- the adhesive composition of the present embodiment may contain other tackifiers other than (B1) styrene resin, (B2) hydrogenated terpene phenol resin and (B3) hydrogenated rosin resin.
- (A) From the viewpoint of not inhibiting the radical reaction of the energy ray-crosslinkable acrylic resin and from the viewpoint of facilitating the improvement of transparency, it is preferable not to contain the above-mentioned other tackifiers.
- the total content of (B1) styrene resin, (B2) hydrogenated terpene phenol resin and (B3) hydrogenated rosin resin in (B) tackifier contained in the pressure-sensitive adhesive composition of the present embodiment is , From the same viewpoint as above, the total amount of (B) tackifier (100% by mass) is preferably 90 to 100% by mass, more preferably 95 to 100% by mass, and still more preferably 98 to 100% by mass. be.
- the pressure-sensitive adhesive composition of the present embodiment may or may not contain components other than the components described above.
- Other components include, for example, softening agents; antioxidants; and additives for pressure-sensitive adhesives used in general pressure-sensitive adhesives. Each of these other components may be used alone or in combination of two or more.
- the antioxidant is not particularly limited, and conventionally known ones can be used.
- adhesive additives used in the above general adhesives include waxes, fillers, extenders, heat stabilizers, light stabilizers, ultraviolet absorbers, colorants (pigments, dyes, etc.), Fire retardants, antistatic agents, stringiness inhibitors, leveling agents, cross-linking agents, cross-linking auxiliaries, anti-aging agents, inorganic particles, organic particles, weight-reducing agents, and the like.
- Each of these adhesive additives may be used alone or in combination of two or more.
- the content of the adhesive additives is preferably 0.0001- 20 parts by mass, more preferably 0.001 to 10 parts by mass.
- the pressure-sensitive adhesive composition of the present embodiment can be produced, for example, by a method of melt-kneading (A) an energy ray-crosslinkable acrylic resin, (B) a tackifier, and optional components used as necessary. can.
- A) an energy ray-crosslinkable acrylic resin (B) a tackifier, and optional components used as necessary.
- B a tackifier
- the step of melt-kneading (A) the energy ray-crosslinkable acrylic resin, (B) the tackifier, etc. may be referred to as a "melt-kneading step".
- the melt-kneading step is, for example, a step of putting each component into a mixing device equipped with a heating device such as a heating kneader and mixing the components in a melted state.
- a heating device such as a heating kneader
- Mixing devices equipped with heating devices include, for example, single-screw extruders, twin-screw extruders, roll mills, plastomills, Banbury mixers, intermixes, and pressure kneaders.
- the inside of the mixing device may be reduced in pressure to melt and knead under reduced pressure.
- the kneading temperature in the melt-kneading step is not particularly limited, and the temperature conditions under which each component is sufficiently mixed in a molten state may be appropriately selected. It is preferably 120 to 150°C.
- the pressure-sensitive adhesive composition of the present embodiment does not need to contain a solvent, and from the viewpoint of reducing the environmental load, it is preferable not to contain a solvent. .
- the content of the solvent is preferably 10% by mass or less, more preferably 5% by mass or less, and still more preferably It is 1% by mass or less.
- the pressure-sensitive adhesive composition obtained after the melt-kneading is in a heated and melted state is applied onto a substrate or a release liner by an extruder or the like, and used for the production of the pressure-sensitive adhesive sheet of the present embodiment, which will be described later.
- various containers may be filled without going through the molding process.
- the crosslinked pressure-sensitive adhesive of the present embodiment is a crosslinked pressure-sensitive adhesive obtained by irradiating the energy ray-crosslinkable pressure-sensitive adhesive composition of the present embodiment with an energy ray. That is, the crosslinked pressure-sensitive adhesive of the present embodiment has a crosslinked structure formed by the energy ray cross-linking reaction of (A) the energy ray-crosslinkable acrylic resin contained in the energy ray-crosslinkable pressure-sensitive adhesive composition of the present embodiment. is.
- the crosslinked pressure-sensitive adhesive of the present embodiment itself also has good adhesive strength, and exhibits excellent adhesive strength to adherends.
- the crosslinked adhesive of the present embodiment is irradiated with an energy beam before application of the pressure-sensitive adhesive composition to an adherend. It is preferable to form a crosslinked adhesive and stick it to an adherend as a crosslinked pressure sensitive adhesive.
- the adhesive strength of the crosslinked adhesive of the present embodiment to a polyethylene plate at 23° C. is preferably 3 N/25 mm or more, more preferably 5 N/25 mm or more, still more preferably 6 N/25 mm or more.
- the upper limit of the adhesive strength of the crosslinked adhesive to a polyethylene plate at 23 ° C. is not particularly limited, but from the viewpoint of maintaining a good balance between ease of production and other performance, it may be 50 N / 25 mm or less, 30 N / It may be 25 mm or less.
- the adhesive strength of the crosslinked adhesive to a polyethylene plate at 23° C. can be measured by the method described in Examples.
- the gel fraction of the crosslinked adhesive of the present embodiment is preferably 30-85% by mass, more preferably 35-80% by mass, and still more preferably 40-75% by mass.
- the gel fraction of the crosslinked pressure-sensitive adhesive is 30% by mass or more, the holding power tends to be more easily improved.
- the gel fraction of the crosslinked adhesive is 85% by mass or less, the adhesive strength tends to be more easily improved.
- the gel fraction of the crosslinked adhesive can be measured by the method described in Examples.
- the haze of the crosslinked adhesive of the present embodiment is preferably 15% or less, more preferably 8% or less, still more preferably 4% or less.
- the haze of the crosslinked pressure-sensitive adhesive is 15% or less, the crosslinked pressure-sensitive adhesive of the present embodiment tends to be suitable for applications requiring transparency.
- the haze of the crosslinked adhesive can be measured by the method described in Examples.
- the crosslinked adhesive of the present embodiment can be produced by a method of irradiating the energy ray-crosslinkable adhesive composition of the present embodiment with an energy ray.
- the step of irradiating the energy ray crosslinkable pressure-sensitive adhesive composition of the present embodiment with energy ray may be referred to as "energy ray irradiation step”.
- the present invention provides the following first adhesive sheet and second adhesive sheet.
- the first pressure-sensitive adhesive sheet is a pressure-sensitive adhesive sheet having an energy ray-crosslinkable pressure-sensitive adhesive composition layer comprising the energy ray-crosslinkable pressure-sensitive adhesive composition of the present embodiment on a substrate or a release liner.
- the second pressure-sensitive adhesive sheet is a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer composed of the crosslinked pressure-sensitive adhesive of the present embodiment on a substrate or a release liner.
- the pressure-sensitive adhesive sheet of this embodiment is not limited to the following examples as long as the effects of this embodiment are exhibited. do not have.
- FIG. 1(a) as an example of a first pressure-sensitive adhesive sheet, a release liner 2 is provided on one side of the pressure-sensitive adhesive composition layer 1, and a base material is provided on the other side of the pressure-sensitive adhesive composition layer 1.
- Adhesive sheet 10a with 4 is shown.
- FIG. 1(b) as an example of the second adhesive sheet, a release liner 2 is provided on one side of the adhesive layer 3, and a substrate 4 is provided on the other side of the adhesive layer 3.
- a pressure-sensitive adhesive sheet 10b is shown.
- the pressure-sensitive adhesive sheets 10a and 10b are suitable, for example, for applications in which the exposed surface of the pressure-sensitive adhesive composition layer 1 or pressure-sensitive adhesive layer 3 is attached to an adherend after removing the release liner 2 by peeling.
- Such applications include, for example, label applications.
- the pressure-sensitive adhesive sheet to be applied to the adherend is the first pressure-sensitive adhesive sheet
- the pressure-sensitive adhesive composition layer is irradiated with energy rays to form the pressure-sensitive adhesive layer after being applied to the adherend.
- a substrate 4 has adhesive composition layers 1 on both sides, and one adhesive composition layer 1 is opposite to the substrate 4 .
- a double-sided pressure-sensitive adhesive sheet 20a having a release liner 2a on the side surface and a release liner 2b on the surface of the other pressure-sensitive adhesive composition layer 1 opposite to the substrate 4 is shown.
- FIG. 2( a ) As another example of the first adhesive sheet, a substrate 4 has adhesive composition layers 1 on both sides, and one adhesive composition layer 1 is opposite to the substrate 4 .
- a double-sided pressure-sensitive adhesive sheet 20a having a release liner 2a on the side surface and a release liner 2b on the surface of the other pressure-sensitive adhesive composition layer 1 opposite to the substrate 4 is shown.
- the adhesive layer 3 is provided on both sides of the base material 4, and the adhesive layer 3 on the side opposite to the base material 4
- a double-sided pressure-sensitive adhesive sheet 20b having a release liner 2a on one side and a release liner 2b on the side of the other pressure-sensitive adhesive layer 3 opposite to the substrate 4 is shown.
- FIG. 3(a) shows a substrate-less pressure-sensitive adhesive sheet 30a having release liners 2a and 2b on both sides of the pressure-sensitive adhesive composition layer 1 as another example of the first pressure-sensitive adhesive sheet.
- FIG. 3(b) shows a substrate-less adhesive sheet 30b having release liners 2a and 2b on both sides of the adhesive layer 3 as another example of the second adhesive sheet.
- the adhesive sheets 20a, 20b, 30a and 30b for example, after removing the release liner 2a on one side, the surface of the exposed adhesive composition layer 1 or adhesive layer 3 is attached to an adherend. Then, after removing the release liner 2b, the surface of the exposed pressure-sensitive adhesive composition layer 1 or pressure-sensitive adhesive layer 3 is adhered to another adherend.
- adherend for example, fixing or temporary fixing of various parts.
- the release force when peeling off the release liner 2a from the pressure-sensitive adhesive composition layer 1 or the pressure-sensitive adhesive layer 3 and the force when peeling off the release liner 2b from the pressure-sensitive adhesive composition layer 1 or the pressure-sensitive adhesive layer 3 When both release liners are pulled outward to be peeled off, the pressure-sensitive adhesive composition layer 1 or pressure-sensitive adhesive layer 3 is separated and peeled off along with the two release liners. phenomenon may occur. From the viewpoint of suppressing such a phenomenon, it is preferable to use two types of release liners designed to have different release forces for the two release liners 2a and 2b.
- the thickness of the adhesive composition layer in the first adhesive sheet and the thickness of the adhesive layer in the second adhesive sheet are preferably 5 to 100 ⁇ m, more preferably 10 to 60 ⁇ m, still more preferably 15 to 30 ⁇ m. .
- the thickness of the pressure-sensitive adhesive composition layer and the pressure-sensitive adhesive layer is 5 ⁇ m or more, the adhesive strength tends to be more easily improved.
- the thickness of the pressure-sensitive adhesive composition layer and the pressure-sensitive adhesive layer is 100 ⁇ m or less, the handleability tends to be more favorable.
- Examples of materials for forming the base material include resins, metals, paper materials, and the like.
- Examples of resins include polyolefin resins such as polyethylene and polypropylene; vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymer, and ethylene-vinyl alcohol copolymer; polyester resins such as butylene terephthalate and polyethylene naphthalate; polystyrene; acrylonitrile-butadiene-styrene copolymer; cellulose triacetate; polycarbonate; polyether sulfone; polyphenylene sulfide; polyimide-based resins such as polyetherimide and polyimide; polyamide-based resins; acrylic resins; Examples of metals include aluminum, tin, chromium, and titanium.
- Examples of the paper material include thin paper, medium quality paper, fine paper, impregnated paper, coated paper
- the material for forming the substrate may be composed of one type, or two or more types may be used in combination.
- Examples of base materials using two or more forming materials include those obtained by laminating a paper material with a thermoplastic resin such as polyethylene, and those obtained by forming a metal film on the surface of a resin film or sheet containing resin.
- a method for forming the metal layer for example, a method of depositing the above metal by a PVD method such as vacuum deposition, sputtering, or ion plating, or a method of attaching a metal foil made of the above metal using a general adhesive. and the like.
- the surface of the base material is treated by an oxidation method, a roughening method, etc., and an easy adhesion Treatment or primer treatment may be applied.
- the substrate may include, for example, an easy-adhesion layer for facilitating printing; a recording layer for enabling recording such as thermal transfer recording and ink jet recording; overcoat film or overlaminate film; information area such as magnetic recording, bar code, microsemiconductor element;
- the substrate preferably has transparency. Since the crosslinked adhesive of the present embodiment can be designed to have high transparency, it is suitable for producing a transparent adhesive sheet in combination with a substrate having transparency.
- the base material may contain base material additives as necessary.
- base material additives include ultraviolet absorbers, light stabilizers, antioxidants, antistatic agents, slip agents, antiblocking agents, colorants, and the like. These base material additives may be used alone, or two or more of them may be used in combination.
- the thickness of the substrate is preferably 5-1,000 ⁇ m, more preferably 15-500 ⁇ m, still more preferably 20-200 ⁇ m.
- the thickness of the substrate is 5 ⁇ m or more, the deformation resistance of the pressure-sensitive adhesive sheet tends to be easily improved.
- the thickness of the base material is 1,000 ⁇ m or less, the handleability of the pressure-sensitive adhesive sheet tends to be improved.
- the "thickness of the base material” means the thickness of the entire base material. means.
- a release liner subjected to a double-sided release treatment As the release liner, a release liner subjected to a double-sided release treatment; a release liner subjected to a single-sided release treatment; and the like are used.
- substrates for release liners include papers such as woodfree paper, glassine paper, and kraft paper; polyester resin films such as polyethylene terephthalate resin, polybutylene terephthalate resin, and polyethylene naphthalate resin; and polyolefins such as polypropylene resin and polyethylene resin. plastic films such as resin films; and the like.
- release agents include rubber-based elastomers such as silicone-based resins, olefin-based resins, isoprene-based resins, and butadiene-based resins; long-chain alkyl-based resins, alkyd-based resins, fluorine-based resins, and the like.
- the thickness of the release liner is not particularly limited as long as it does not impair the effects of the present invention.
- the first method for producing a pressure-sensitive adhesive sheet includes obtaining the pressure-sensitive adhesive composition of the present embodiment by melt-kneading (A) an energy ray-crosslinkable acrylic resin and (B) a tackifier, and In this method, an energy ray-crosslinkable pressure-sensitive adhesive composition layer is formed by melt-coating an energy ray-crosslinkable pressure-sensitive adhesive composition onto a substrate or a release liner.
- the step of forming an energy ray-crosslinkable pressure-sensitive adhesive composition layer by melt-coating the energy ray-crosslinkable pressure-sensitive adhesive composition onto a substrate or a release liner is referred to as the "pressure-sensitive adhesive composition layer. may be referred to as a "formation step".
- "on the release liner" means on the release-treated surface when the release liner is one-sided release-treated.
- the step of melt-kneading (A) the energy ray-crosslinkable acrylic resin and (B) the tackifier is described in the method for producing the pressure-sensitive adhesive composition of the present embodiment. is as described in the melt-kneading step.
- the pressure-sensitive adhesive composition layer forming step the pressure-sensitive adhesive composition obtained after melt-kneading is applied onto a substrate or a release liner using an extruder, a T-die, or the like while being heated and melted. It may be a method of forming a layer by After that, if necessary, it may have a step of cooling the pressure-sensitive adhesive composition layer.
- a pressure-sensitive adhesive composition layer can be formed on a substrate or a release liner by the above-described pressure-sensitive adhesive composition layer-forming step.
- the sheet having the base material or release liner and the pressure-sensitive adhesive composition layer may be used as it is as the first pressure-sensitive adhesive sheet of the present embodiment, or may be subjected to other steps as necessary to obtain a desired pressure-sensitive adhesive composition layer.
- An adhesive sheet may be used. For example, by attaching the release-treated surface of a release liner to the exposed surface of the adhesive composition layer formed on the base material, the adhesive sheet 10a shown in FIG.
- a PSA sheet having a release liner on one side of the composition layer and a substrate on the other side of the PSA composition layer can be produced.
- the adhesive sheet 10a can be formed into a substrate like the adhesive sheet 20a shown in FIG. 2(a).
- a double-sided pressure-sensitive adhesive sheet can be produced which has pressure-sensitive adhesive composition layers on both sides of the material and a release liner on the side of each pressure-sensitive adhesive composition layer opposite to the substrate.
- the adhesive sheet 30a shown in FIG. A substrate-less pressure-sensitive adhesive sheet having release liners on both sides of the pressure-sensitive adhesive composition layer can be produced.
- the second pressure-sensitive adhesive sheet manufacturing method comprises the steps of: forming an energy ray-crosslinkable pressure-sensitive adhesive composition layer comprising an energy ray-crosslinkable pressure-sensitive adhesive composition on a substrate or a release liner; and a step of irradiating the composition layer with energy rays.
- the description of the step of forming the energy ray-crosslinkable pressure-sensitive adhesive composition layer in the second pressure-sensitive adhesive sheet manufacturing method is the same as the description of the pressure-sensitive adhesive composition layer forming step in the first pressure-sensitive adhesive sheet manufacturing method.
- the timing of energy ray irradiation is not particularly limited, and may be appropriately determined in consideration of the pressure-sensitive adhesive sheet manufacturing method, desired physical properties, and the like.
- the pressure-sensitive adhesive composition layer may be irradiated with an energy ray directly or via a substrate or a release liner, or the pressure-sensitive adhesive composition Energy rays may be irradiated through the substrate or the release liner in a state in which one surface of the layer has the substrate or the release liner and the other surface has the release liner.
- the energy beam irradiation may be performed once or may be performed in multiple times.
- the first energy beam irradiation is performed, and then a substrate or release liner is attached to the surface. After that, a second energy ray irradiation may be performed through the substrate or the release liner.
- the first energy ray irradiation may be performed at any time before sticking to the adherend, and the second energy ray irradiation may be performed after sticking to the adherend.
- the energy ray-crosslinkable pressure-sensitive adhesive composition, cross-linked pressure-sensitive adhesive, and pressure-sensitive adhesive sheet of the present embodiment can be used for various purposes. Specific examples thereof include label use; fixing or temporary fixing use of various parts; surface protection use; sealant use; decoration and display use; Among these, the use for labels and the use for fixing or temporarily fixing various parts are preferable.
- the pressure-sensitive adhesive sheet for label use may be directly attached to various products, or may be attached to packaging films, packaging containers, etc. of various products.
- materials constituting packaging films and packaging containers include olefin resins such as polypropylene and polyethylene; polyester resins such as polyethylene terephthalate (PET) and polylactic acid; glass, paper, and metal;
- PET polyethylene terephthalate
- the pressure-sensitive adhesive sheet of the present embodiment exhibits high adhesive strength to olefin-based resins, so it is suitable for a mode of use in which it is attached to packaging films, packaging containers, etc. made of olefin-based resins such as polypropylene and polyethylene.
- the adhesive sheet for fixing or temporary fixing is suitable for fixing or temporarily fixing, for example, electronic members, optical members, automobile parts, mechanical parts, building members, decorative members, and the like.
- the present invention will be specifically described by the following examples, but the present invention is not limited to the following examples.
- the physical property values in each example are values measured by the following methods.
- ⁇ (A) Component> - Energy beam crosslinkable acrylic resin acrylic resin having a benzophenone structure in the side chain, manufactured by BASF, trade name "acResin A204UV"
- Non-hydrogenated terpene phenolic resin manufactured by Yasuhara Chemical Co., Ltd., trade name "T115", softening point 115 ° C.
- Non-hydrogenated rosin resin Polymerized rosin ester, manufactured by Harima Chemicals, trade name “PCJ”, softening point 118-128°C
- Examples 1-5, Comparative Examples 1-5 (Production of energy ray-crosslinkable pressure-sensitive adhesive composition) Each component was blended in the composition (unit: parts by mass) shown in Table 1, and kneaded at 130°C for 20 minutes under a nitrogen purge using a heating kneader to obtain an energy ray-crosslinkable pressure-sensitive adhesive composition. rice field.
- the energy ray-crosslinkable pressure-sensitive adhesive composition obtained above was applied, in a heat-melted state, onto a transparent polyethylene terephthalate film (thickness: 50 ⁇ m) as a substrate using a die coater.
- a first pressure-sensitive adhesive sheet having an energy ray-crosslinkable pressure-sensitive adhesive composition layer made of the energy ray-crosslinkable pressure-sensitive adhesive composition on the substrate was obtained.
- the energy ray-crosslinkable pressure-sensitive adhesive composition layer of the first pressure-sensitive adhesive sheet obtained above is treated with a high-pressure mercury lamp (manufactured by Eye Graphics Co., Ltd.) from the exposed surface side in the UV-C region. was irradiated with ultraviolet light under the condition of an integrated light amount of 30 mJ/cm 2 .
- a pressure-sensitive adhesive layer was formed by cross-linking the energy ray-crosslinkable pressure-sensitive adhesive composition layer of the first pressure-sensitive adhesive sheet.
- the release-treated surface of a release liner (thickness: 38 ⁇ m) was attached to the surface of the adhesive layer opposite to the base material to form a second adhesive layer having the base material, the adhesive layer, and the release liner in this order. A sticky sheet was obtained.
- the second pressure-sensitive adhesive sheet was manufactured in the same manner as the first pressure-sensitive adhesive sheet and the second pressure-sensitive adhesive sheet. 2, a substrate-less pressure-sensitive adhesive sheet having a release liner, a pressure-sensitive adhesive layer and a release liner in this order was obtained.
- the gel fraction of the adhesive layer in the substrate-less adhesive sheet obtained in each example was measured by the method shown below. From the substrate-less pressure-sensitive adhesive sheet obtained in each example, the release liners on both sides were removed, and only the pressure-sensitive adhesive layer was taken out. Hereinafter, the pressure-sensitive adhesive layer taken out is referred to as a "measurement object". Next, the object to be measured that was taken out was wrapped in a polyester mesh (mesh size 200) whose mass was measured in advance to prepare a test sample. The mass of the test sample was weighed with a precision balance, and the mass of only the measurement object before immersion was calculated from the measured value, excluding the mass of the polyester mesh. The measured mass of the object to be measured was defined as M1.
- the test sample was then immersed in ethyl acetate at room temperature (23° C.) for 72 hours. After the immersion, the test sample was taken out, dried in an oven at 120°C for 2 hours, and then allowed to stand for 24 hours in an environment with a temperature of 23°C and a relative humidity of 50%.
- the mass of the test sample after drying was weighed with a precision balance, and the mass of only the measurement object after immersion and drying was calculated from the measured value, excluding the mass of the polyester mesh.
- the holding power of the pressure-sensitive adhesive sheet was measured according to JIS Z 0237:2009 by the following procedure.
- the pressure-sensitive adhesive sheet obtained in each example was cut into strips with a width of 25 mm, the release liner was peeled off, and the exposed pressure-sensitive adhesive surface of the pressure-sensitive adhesive sheet was applied to a stainless steel plate as an adherend in accordance with JIS Z 0237:2009.
- a roller with a weight of 2 kg was reciprocated 5 times for crimping. After pressure bonding, the sample was left to stand for 15 minutes in an environment of 23° C. and 50% RH (relative humidity) to obtain a holding force measurement sample.
- the holding force measurement sample prepared above is transferred to a constant temperature layer at 40 ° C., a weight is attached to the adhesive sheet so that a constant load of 1 kgf is applied in the vertical direction, and the test is performed for a maximum of 30,000 seconds. was used to evaluate the holding power of the adhesive sheet.
- the release liner was peeled off from the pressure-sensitive adhesive sheet obtained in each example, and the exposed pressure-sensitive adhesive layer was adhered to glass to obtain a sample for measurement.
- the haze (%) of the measurement sample was measured using a haze meter (manufactured by Nippon Denshoku Industries Co., Ltd., product name "NDH5000") according to JIS K7136:2000.
Abstract
Description
合成ゴム系粘着剤は、分子設計、及び粘着付与剤等の添加剤との組み合わせによって、幅広い粘着性能の設計が可能であり、かつ比較的安価であるため、粘着シートの粘着剤として広く使用されている。また、合成ゴム系粘着剤は、溶剤を使用することなく加熱溶融させることによって基材等に塗工できるホットメルト粘着剤として使用できるため、粘着シートを製造する際の環境負荷を小さくできるという利点がある。
すなわち、本発明は、下記[1]~[16]に関する。
[1](A)エネルギー線架橋性を有するアクリル系樹脂と、(B)粘着付与剤と、を含有し、
前記(B)粘着付与剤が、(B1)スチレン系樹脂を含有する、エネルギー線架橋性粘着剤組成物。
[2]前記(B1)スチレン系樹脂の含有量が、前記(A)エネルギー線架橋性を有するアクリル系樹脂100質量部に対して、1~40質量部である、上記[1]に記載のエネルギー線架橋性粘着剤組成物。
[3]前記(B)粘着付与剤が、さらに、(B2)水添テルペンフェノール系樹脂及び(B3)水添ロジン系樹脂からなる群から選択される1種以上を含有する、上記[1]又は[2]に記載のエネルギー線架橋性粘着剤組成物。
[4]前記(B2)水添テルペンフェノール系樹脂及び(B3)水添ロジン系樹脂からなる群から選択される1種以上の含有量が、前記(A)エネルギー線架橋性を有するアクリル系樹脂100質量部に対して、1~39質量部である、上記[3]に記載のエネルギー線架橋性粘着剤組成物。
[5]前記(B)粘着付与剤の合計含有量が、前記(A)エネルギー線架橋性を有するアクリル系樹脂100質量部に対して、5~40質量部である、上記[1]~[4]のいずれかに記載のエネルギー線架橋性粘着剤組成物。
[6]前記(A)エネルギー線架橋性を有するアクリル系樹脂が、側鎖に、ベンゾフェノン構造を有するアクリル系樹脂である、上記[1]~[5]のいずれかに記載のエネルギー線架橋性粘着剤組成物。
[7]前記(B1)スチレン系樹脂が、スチレン系モノマーの単独重合体である、上記[1]~[6]のいずれかに記載のエネルギー線架橋性粘着剤組成物。
[8]基材又は剥離ライナー上に、上記[1]~[7]のいずれかに記載のエネルギー線架橋性粘着剤組成物からなるエネルギー線架橋性粘着剤組成物層を有する、粘着シート。
[9]上記[8]に記載の粘着シートを製造する方法であって、
前記エネルギー線架橋性粘着剤組成物を、前記(A)エネルギー線架橋性を有するアクリル系樹脂と、前記(B)粘着付与剤と、を溶融混練することによって得て、
該エネルギー線架橋性粘着剤組成物を、前記基材又は剥離ライナー上に溶融塗布することによって、前記エネルギー線架橋性粘着剤組成物層を形成する、粘着シートの製造方法。
[10]上記[1]~[7]のいずれかに記載のエネルギー線架橋性粘着剤組成物に、エネルギー線を照射してなる、架橋粘着剤。
[11]ゲル分率が、30~85質量%である、上記[10]に記載の架橋粘着剤。
[12]JIS K 7136:2000に準拠して測定されるヘイズが、8%以下である、上記[10]又は[11]に記載の架橋粘着剤。
[13]上記[10]~[12]のいずれかに記載の架橋粘着剤を製造する方法であって、
前記エネルギー線架橋性粘着剤組成物に、エネルギー線を照射する工程を有する、架橋粘着剤の製造方法。
[14]基材又は剥離ライナー上に、上記[10]~[12]のいずれかに記載の架橋粘着剤からなる粘着剤層を有する、粘着シート。
[15]上記[14]に記載の粘着シートを製造する方法であって、
前記基材又は剥離ライナー上に、前記エネルギー線架橋性粘着剤組成物からなるエネルギー線架橋性粘着剤組成物層を形成する工程と、
該エネルギー線架橋性粘着剤組成物層にエネルギー線を照射する工程と、を含む、
粘着シートの製造方法。
[16]前記エネルギー線架橋性粘着剤組成物を、前記(A)エネルギー線架橋性を有するアクリル系樹脂と、前記(B)粘着付与剤と、を溶融混練することによって得て、
該エネルギー線架橋性粘着剤組成物を、前記基材又は剥離ライナー上に溶融塗布することによって、前記エネルギー線架橋性粘着剤組成物層を形成する、上記[15]に記載の粘着シートの製造方法。
本明細書において、「エネルギー線架橋性」とは、エネルギー線を照射することにより架橋構造を形成する性質を意味する。
本実施形態のエネルギー線架橋性粘着剤組成物は、
(A)エネルギー線架橋性を有するアクリル系樹脂と、(B)粘着付与剤と、を含有し、前記(B)粘着付与剤が、(B1)スチレン系樹脂を含有する、エネルギー線架橋性粘着剤組成物である。
また、本実施形態の架橋粘着剤は、本実施形態のエネルギー線架橋性粘着剤組成物に、エネルギー線を照射してなる、架橋粘着剤である。
本実施形態のエネルギー線架橋性粘着剤組成物は、(A)エネルギー線架橋性を有するアクリル系樹脂(以下「(A)エネルギー線架橋性アクリル系樹脂」又は「(A)成分」ともいう)を含有するものである。
(A)エネルギー線架橋性アクリル系樹脂は、溶融塗布が可能であると共に、塗布後にエネルギー線を照射することによって架橋反応が生じ、凝集力が向上するものである。一方で、(A)エネルギー線架橋性アクリル系樹脂のみではステンレス等の高極性被着体には高い粘着力を有するが、ポリオレフィン等の低極性被着体には十分な粘着力を有するものではなかった。
低極性被着体への粘着力向上手法として、アクリル系粘着剤に粘着付与剤を添加する方法が提案されているが、(A)エネルギー線架橋性アクリル系樹脂と共に用いる場合、粘着剤の保持力が低下する場合があった。
本発明者等は、(A)エネルギー線架橋性アクリル系樹脂と共に用いる粘着付与剤について検討した結果、(B1)スチレン系樹脂を用いる場合に、良好な粘着力が得られながらも、粘着剤の保持力が大きく向上することを見出した。
この理由の1つとして、(B1)スチレン系樹脂は、ロジン系又はテルペンフェノール系等の他の粘着付与剤と比べて、(A)成分のラジカル反応を阻害する不飽和二重結合の含有量が少ないことが考えられる。これによって、(A)成分のエネルギー線架橋反応が十分に進行し、粘着剤の凝集力及び保持力が向上したものと考えられる。
本実施形態の粘着剤組成物は、上記の通り、エネルギー線を照射されることによって架橋構造が形成され、保持力に優れる架橋粘着剤を形成するものである。すなわち、本実施形態の粘着剤組成物は、被着体に貼付する前又は後において、エネルギー線を照射されることが予定されている組成物である。
本実施形態の粘着剤組成物に対しては、エネルギー線を任意の時期に照射できる。そのため、本実施形態の粘着剤組成物は、その製造方法及び使用方法における自由度が高い。
具体的には、本実施形態の粘着剤組成物は、意図的な架橋構造が形成されていないものであるため、加熱溶融させることが可能であり、ホットメルト粘着剤として好適である。
さらに、本実施形態の粘着剤組成物は、意図的な架橋構造が形成されていないものであるため、形状追従性に優れる。そのため、本実施形態の粘着剤組成物を、段差等を有する被着体に貼付し、その後、エネルギー線照射によって架橋粘着剤を形成することで、形状追従性と保持力とを高度に両立させることができる。
次に、本実施形態の粘着剤組成物が含有する各成分について詳細に説明する。
(A)エネルギー線架橋性アクリル系樹脂は、エネルギー線架橋性を有するアクリル系樹脂であれば特に限定されない。
(A)エネルギー線架橋性アクリル系樹脂は、1種を単独で用いてもよく、2種以上を併用してもよい。
エネルギー線反応性基としては、例えば、エネルギー線の照射によって励起されて架橋反応の引き金となるラジカルを発生させるものが挙げられる。
エネルギー線反応性基の具体例としては、ベンゾフェノン構造、ベンジル構造、o-ベンゾイル安息香酸エステル構造、チオキサントン構造、3-ケトクマリン構造、2-エチルアントラキノン構造、カンファーキノン構造等を有する官能基が挙げられる。これらの中でも、(A)エネルギー線架橋性アクリル系樹脂は、側鎖にベンゾフェノン構造を有することが好ましい。
(A)エネルギー線架橋性アクリル系樹脂が、ベンゾフェノン構造を有する場合、例えば、エネルギー線照射によって、ベンゾフェノン構造がアクリル系樹脂の側鎖に含まれる炭化水素基から水素原子を引き抜き、そのラジカルが再結合することによって、架橋構造が形成される。
なお、エネルギー線反応性基は、架橋構造を形成し易くする観点から、アクリル系樹脂の側鎖に導入されていることが好ましい。すなわち、(A)エネルギー線架橋性アクリル系樹脂は、側鎖に、ベンゾフェノン構造を有するアクリル系樹脂であることが好ましい。
アルキル(メタ)アクリレートとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n-プロピル(メタ)アクリレート、n-ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、sec-ブチル(メタ)アクリレート、n-ヘキシル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、n-オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、n-ノニル(メタ)アクリレート、イソノニル(メタ)アクリレート、n-デシル(メタ)アクリレート、ラウリル(メタ)アクリレート等が挙げられる。これらの中でも、アルキル基の炭素数が1以上8以下のアルキル(メタ)アクリレートが好ましく、2-エチルへキシル(メタ)アクリレート、メチル(メタ)アクリレート、ブチル(メタ)アクリレートがより好ましい。
本実施形態の粘着剤組成物は、さらに(B)粘着付与剤を含有する。
(B)粘着付与剤は、得られる架橋粘着剤の粘着特性を向上させる成分であって、本実施形態の粘着剤組成物においては、(B)粘着付与剤は(B1)スチレン系樹脂を含有する。
(B)粘着付与剤は、1種を単独で用いてもよく、2種以上を併用してもよい。
(B1)スチレン系樹脂は、スチレン系モノマーをモノマー成分として含有する重合体であれば特に限定されない。
スチレン系モノマーとしては、例えば、スチレン、α-メチルスチレン、o-メチルスチレン、m-メチルスチレン、p-メチルスチレン、p-t-ブチルスチレン、1,3-ジメチルスチレン、2,4-ジメチルスチレン等が挙げられる。
(B1)スチレン系樹脂としては、例えば、スチレン系モノマーの単独重合体、スチレン系モノマーと脂肪族炭化水素系モノマーとの共重合体、スチレン系モノマーと芳香族炭化水素系モノマーとの共重合体等が挙げられる。これらの中でも、スチレン系モノマーの単独重合体が好ましい。
(B1)スチレン系樹脂の含有量が1質量部以上であると、粘着力をより向上させ易い傾向にある。また、(B1)スチレン系樹脂の含有量が40質量部以下であると、粘着剤の透明性に優れる。
本実施形態の粘着剤組成物は、(B1)スチレン系樹脂と共に、(B2)水添テルペンフェノール系樹脂及び(B3)水添ロジン系樹脂からなる群から選択される1種以上を含有することが好ましい。
(B1)スチレン系樹脂は透明性が高い傾向にあるが、(A)エネルギー線架橋性アクリル系樹脂と混合した場合に、両者のSP値の違いによって、ある程度の曇りが生じる傾向にある。これに対して、(B2)水添テルペンフェノール系樹脂及び(B3)水添ロジン系樹脂を含有する場合、これらの粘着付与剤が、(A)エネルギー線架橋性アクリル系樹脂と(B1)スチレン系樹脂との相溶性を向上させる相溶化成分として機能し、粘着剤組成物及び該粘着剤組成物から得られる架橋粘着剤の透明性を向上できる傾向にある。
水素添加に供するテルペンフェノール系樹脂は、少なくともテルペン類由来の構造及びフェノール系化合物由来の構造を含む樹脂であり、テルペン類とフェノール系化合物との共重合体であってもよく、テルペン類を重合してなるテルペン樹脂をフェノール系化合物によって変性したものであってもよい。これらの中でも、テルペンフェノール系樹脂は、テルペンとフェノール系化合物との共重合体であることが好ましい。
原料のテルペン類としては、特に制限はなく、例えば、α-ピネン、β-ピネン、リモネン等が挙げられる。
(B2)水添テルペンフェノール系樹脂は、テルペンフェノール系樹脂を部分的に水添することにより得られる部分水添テルペンフェノール系樹脂であってもよいが、(A)エネルギー線架橋性アクリル系樹脂のラジカル反応を阻害しないという観点、及び透明性をより向上させ易いという観点から、テルペンフェノール系樹脂を実質的に完全に水添することにより得られる完全水添テルペンフェノール系樹脂が好ましい。
なお、本明細書において、「水添ロジン」とは、主成分としてアビエチン酸を含む精製ロジンに対して、触媒の存在下で水素を添加することによって得られるロジンを意味する。また、「水添ロジンエステル系樹脂」とは、水添ロジンを、例えば、グリセリン、ペンタエリスリトール等のアルコールとエステル化して得られた樹脂を意味する。
(B3)水添ロジン系樹脂は、ロジン又はロジン由来の樹脂を部分的に水添することにより得られる部分水添ロジン系樹脂であってもよいが、(A)エネルギー線架橋性アクリル系樹脂のラジカル反応を阻害しないという観点、及び透明性をより向上させ易いという観点から、ロジン又はロジン由来の樹脂を実質的に完全に水添することにより得られる完全水添ロジン系樹脂が好ましい。
(B2)水添テルペンフェノール系樹脂及び(B3)水添ロジン系樹脂からなる群から選択される1種以上の含有量が1質量部以上であると、透明性及び粘着力をより向上させ易い傾向にある。また、(B2)水添テルペンフェノール系樹脂及び(B3)水添ロジン系樹脂からなる群から選択される1種以上の含有量が39質量部以下であると、保持力をより向上させ易い傾向にある。
(B)粘着付与剤の軟化点は、好ましくは70~140℃、より好ましくは80~130℃、更に好ましくは85~120℃である。
(B)粘着付与剤の軟化点が70℃以上であると、高温下において優れた粘着力が得られ易い傾向にある。また、(B)粘着付与剤の軟化点が140℃以下であると、(A)エネルギー線架橋性アクリル系樹脂と混合し易い傾向にある。
なお、本明細書において、(B)粘着付与剤の軟化点は、JIS K 5601-2-2に準拠して測定した値を意味する。
(B)粘着付与剤の合計含有量が5質量部以上であると、粘着力をより向上させ易い傾向にある。また、(B)粘着付与剤の含有量が40質量部以下であると、保持力をより向上させ易い傾向にある。
本実施形態の粘着剤組成物が含有する(B)粘着付与剤中における、(B1)スチレン系樹脂、(B2)水添テルペンフェノール系樹脂及び(B3)水添ロジン系樹脂の合計含有量は、上記と同様の観点から、(B)粘着付与剤全量(100質量%)に対して、好ましくは90~100質量%、より好ましくは95~100質量%、更に好ましくは98~100質量%である。
本実施形態の粘着剤組成物は、上記各成分以外のその他の成分を含有していてもよく、含有していなくてもよい。
その他の成分としては、例えば、軟化剤;酸化防止剤;一般的な粘着剤に使用される粘着剤用添加剤等が挙げられる。
これらのその他の成分は、各々について、1種を単独で用いてもよく、2種以上を併用してもよい。
これらの粘着剤用添加剤は、各々について、単独で用いてもよく、2種以上を併用してもよい。
これらの粘着剤用添加剤を含有する場合、粘着剤用添加剤の含有量は、それぞれ独立して、(A)エネルギー線架橋性アクリル系樹脂100質量部に対して、好ましくは0.0001~20質量部、より好ましくは0.001~10質量部である。
本実施形態の粘着剤組成物は、例えば、(A)エネルギー線架橋性アクリル系樹脂、(B)粘着付与剤、及び必要に応じて使用する任意の成分を溶融混練する方法によって製造することができる。
なお、以下の説明において、(A)エネルギー線架橋性アクリル系樹脂、(B)粘着付与剤等を溶融混練する工程を「溶融混練工程」と称する場合がある。
加熱装置を備えた混合装置としては、例えば、単軸押出機、二軸押出機、ロールミル、プラストミル、バンバリーミキサー、インターミックス、加圧ニーダー等が挙げられる。
減圧可能な混合装置を用いる場合は、必要に応じて、混合装置の内部を減圧して、減圧下で溶融混練してもよい。
本実施形態の架橋粘着剤は、本実施形態のエネルギー線架橋性粘着剤組成物に、エネルギー線を照射してなる、架橋粘着剤である。
すなわち、本実施形態の架橋粘着剤は、本実施形態のエネルギー線架橋性粘着剤組成物が含有する(A)エネルギー線架橋性アクリル系樹脂のエネルギー線架橋反応によって形成された架橋構造を有するものである。
本実施形態の架橋粘着剤自体も良好な粘着力を有し、被着体に対して優れた接着力を発揮するものである。そのため、被着体に貼付した後のエネルギー線照射工程を不要にするという観点からは、粘着剤組成物を被着体に貼付する前にエネルギー線を照射して本実施形態の架橋粘着剤を形成しておき、架橋粘着剤として被着体に貼付する態様が好ましい。
架橋粘着剤の粘着力が3N/25mm以上であると、被着体からの浮き、剥がれ等が発生し難い傾向にある。
架橋粘着剤の23℃におけるポリエチレン板に対する粘着力の上限値は特に限定されないが、製造容易性及び他の性能とのバランスを良好に保つ観点から、50N/25mm以下であってもよく、30N/25mm以下であってもよい。
架橋粘着剤の23℃におけるポリエチレン板に対する粘着力は、実施例に記載の方法によって測定することができる。
架橋粘着剤のゲル分率が30質量%以上であると、保持力をより向上させ易い傾向にある。また、架橋粘着剤のゲル分率が85質量%以下であると、粘着力をより向上させ易い傾向にある。
本実施形態において、架橋粘着剤のゲル分率は、実施例に記載の方法によって測定することができる。
架橋粘着剤のヘイズが15%以下であると、本実施形態の架橋粘着剤が、透明性が要求される用途に対して好適になる傾向にある。
本実施形態において、架橋粘着剤のヘイズは、実施例に記載の方法によって測定することができる。
なお、以下の説明において、本実施形態のエネルギー線架橋性粘着剤組成物にエネルギー線を照射する工程を「エネルギー線照射工程」と称する場合がある。
本発明は、下記の第1の粘着シート及び第2の粘着シートを提供する。
第1の粘着シートは、基材又は剥離ライナー上に、本実施形態のエネルギー線架橋性粘着剤組成物からなるエネルギー線架橋性粘着剤組成物層を有する、粘着シートである。
第2の粘着シートは、基材又は剥離ライナー上に、本実施形態の架橋粘着剤からなる粘着剤層を有する、粘着シートである。
以下の説明において、単に「粘着シート」と称する場合は、第1の粘着シート及び第2の粘着シートの双方を意味する。
また、図1(b)には、第2の粘着シートの一例として、粘着剤層3の一方の面側に剥離ライナー2を有し、粘着剤層3の他方の面側に基材4を有する粘着シート10bが示されている。
粘着シート10a及び10bは、例えば、剥離ライナー2を剥離除去してから、表出した粘着剤組成物層1又は粘着剤層3の面を被着体に貼付する用途等に好適である。このような用途としては、例えば、ラベル用途等が挙げられる。
なお、被着体に貼付する粘着シートが第1の粘着シートである場合、被着体に貼付した後に、粘着剤組成物層に対してエネルギー線を照射して粘着剤層を形成する。
また、図2(b)には、第2の粘着シートの別の例として、基材4の両面に粘着剤層3を有し、一方の粘着剤層3の基材4とは反対側の面に剥離ライナー2aを有し、他方の粘着剤層3の基材4とは反対側の面に剥離ライナー2bを有する両面粘着シート20bが示されている。
また、図3(b)には、第2の粘着シートの別の例として、粘着剤層3の両面に剥離ライナー2a及び2bを有する、基材レスの粘着シート30bが示されている。
なお、粘着シート30a及び30bにおいて、剥離ライナー2aを粘着剤組成物層1又は粘着剤層3から剥がす際の剥離力と、剥離ライナー2bを粘着剤組成物層1又は粘着剤層3から剥がす際の剥離力とが同程度である場合、双方の剥離ライナーを外側へ引っ張って剥がそうとすると、粘着剤組成物層1又は粘着剤層3が、2つの剥離ライナーに伴って分断されて引き剥がされる現象が生じることがある。このような現象を抑制する観点から、2つの剥離ライナー2a、2bは剥離力が異なるように設計された2種の剥離ライナーを用いることが好ましい。
粘着剤組成物層及び粘着剤層の厚さが5μm以上であると、粘着力をより向上させ易い傾向にある。また、粘着剤組成物層及び粘着剤層の厚さが100μm以下であると、取り扱い性がより良好になり易い傾向にある。
基材の形成材料としては、例えば、樹脂、金属、紙材等が挙げられる。
樹脂としては、例えば、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、エチレン-酢酸ビニル共重合体、エチレン-ビニルアルコール共重合体等のビニル系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂;ポリスチレン;アクリロニトリル-ブタジエン-スチレン共重合体;三酢酸セルロース;ポリカーボネート;ポリウレタン、アクリル変性ポリウレタン等のウレタン樹脂;ポリメチルペンテン;ポリスルホン;ポリエーテルエーテルケトン;ポリエーテルスルホン;ポリフェニレンスルフィド;ポリエーテルイミド、ポリイミド等のポリイミド系樹脂;ポリアミド系樹脂;アクリル樹脂;フッ素系樹脂等が挙げられる。
金属としては、例えば、アルミニウム、スズ、クロム、チタン等が挙げられる。
紙材としては、例えば、薄葉紙、中質紙、上質紙、含浸紙、コート紙、アート紙、硫酸紙、グラシン紙等が挙げられる。
2種以上の形成材料を併用した基材としては、紙材をポリエチレン等の熱可塑性樹脂でラミネートしたもの、樹脂を含む樹脂フィルム又はシートの表面に金属膜を形成したもの等が挙げられる。なお、金属層の形成方法としては、例えば、上記金属を真空蒸着、スパッタリング、イオンプレーティング等のPVD法により蒸着する方法、又は、上記金属からなる金属箔を一般的な粘着剤を用いて貼付する方法等が挙げられる。
一方、本実施形態の粘着シートを、透明性を有する透明粘着シートとする場合には、基材は透明性を有するものが好ましい。本実施形態の架橋粘着剤は、透明性を高く設計することが可能であるため、透明性を有する基材と組み合わせて透明粘着シートを製造するのに好適である。
基材の厚さが5μm以上であると、粘着シートの耐変形性を向上させ易い傾向にある。一方、基材の厚さが1,000μm以下であると、粘着シートの取り扱い性を向上させ易くなる傾向にある。
なお、「基材の厚さ」とは、基材全体の厚さを意味し、基材が複数層からなる基材である場合は、基材を構成するすべての層の合計の厚さを意味する。
剥離ライナーとしては、両面剥離処理をされた剥離ライナー;片面剥離処理をされた剥離ライナー;等が用いられ、剥離ライナー用の基材上に剥離剤を塗布したもの等が挙げられる。
剥離ライナー用基材としては、例えば、上質紙、グラシン紙、クラフト紙等の紙類;ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂、ポリエチレンナフタレート樹脂等のポリエステル樹脂フィルム、ポリプロピレン樹脂、ポリエチレン樹脂等のポリオレフィン樹脂フィルム等のプラスチックフィルム;等が挙げられる。
剥離剤としては、例えば、シリコーン系樹脂、オレフィン系樹脂、イソプレン系樹脂、ブタジエン系樹脂等のゴム系エラストマー;長鎖アルキル系樹脂、アルキド系樹脂、フッ素系樹脂等が挙げられる。
剥離ライナーの厚さは、本発明の効果を損なわない範囲であれば特に制限されないが、好ましくは10~200μm、より好ましくは20~180μm、更に好ましくは30~150μmである。
第1の粘着シートの製造方法は、本実施形態の粘着剤組成物を、(A)エネルギー線架橋性アクリル系樹脂と、(B)粘着付与剤と、を溶融混練することによって得て、該エネルギー線架橋性粘着剤組成物を、基材又は剥離ライナー上に溶融塗布することによって、エネルギー線架橋性粘着剤組成物層を形成する方法である。
なお、以下の説明において、エネルギー線架橋性粘着剤組成物を、基材又は剥離ライナー上に溶融塗布することによって、エネルギー線架橋性粘着剤組成物層を形成する工程を「粘着剤組成物層形成工程」と称する場合がある。
また、本実施形態において、「剥離ライナー上」とは、剥離ライナーが片面剥離処理されたものである場合、剥離処理された面上を意味する。
該基材又は剥離ライナーと粘着剤組成物層とを有するシートを、そのまま本実施形態の第1の粘着シートとして用いてもよいし、必要に応じて、他の工程を施すことによって、所望する粘着シートの構成にしてもよい。
例えば、基材上に形成された粘着剤組成物層の露出面に対して、剥離ライナーの剥離処理面を貼付することによって、図1(a)に示した粘着シート10aのように、粘着剤組成物層の一方の面側に剥離ライナーを有し、粘着剤組成物層の他方の面側に基材を有する粘着シートを製造することができる。
また、剥離ライナー上に形成された粘着剤組成物層の露出面に対して、粘着シート10aの基材面を貼付することによって、図2(a)に示した粘着シート20aのように、基材の両面に粘着剤組成物層を有し、各々の粘着剤組成物層の基材とは反対側の面に剥離ライナーを有する両面粘着シートを製造することができる。
また、剥離ライナー上に形成された粘着剤組成物層の露出面に対して、別の剥離ライナーの剥離処理面を貼付することによって、図3(a)に示した粘着シート30aのように、粘着剤組成物層の両面に剥離ライナーを有する、基材レスの粘着シートを製造することができる。
第2の粘着シートの製造方法は、基材又は剥離ライナー上に、エネルギー線架橋性粘着剤組成物からなるエネルギー線架橋性粘着剤組成物層を形成する工程と、該エネルギー線架橋性粘着剤組成物層にエネルギー線を照射する工程と、を含む、粘着シートの製造方法である。
例えば、粘着剤組成物層の一方の面が露出した状態において、粘着剤組成物層に対して、直接又は基材若しくは剥離ライナーを介して、エネルギー線を照射してもよいし、粘着剤組成物層の一方の面に基材又は剥離ライナー、他方の面に剥離ライナーを有する状態において、基材又は剥離ライナーを介して、エネルギー線を照射してもよい。
さらには、被着体に貼付する前のいずれかの時期において、第1のエネルギー線照射を行い、被着体に貼付した後に、第2のエネルギー線照射を行ってもよい。
本実施形態のエネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シートは、種々の用途に使用することができる。
具体的には、例えば、ラベル用途;各種部品の固定又は仮固定用途;表面保護用途;シーリング材用途;装飾、表示用途;等が挙げられる。
これらの中でも、ラベル用途、各種部品の固定又は仮固定用途が好ましい。
これらの中でも、本実施形態の粘着シートは、オレフィン系樹脂に対して高い粘着力を示すため、ポリプロピレン、ポリエチレン等のオレフィン系樹脂製の包装フィルム、包装容器等に貼付する使用態様に好適である。
固定又は仮固定用途の粘着シートとしては、例えば、電子部材、光学部材、自動車部品、機構部品、建築部材、装飾部材等の固定又は仮固定に好適である。
株式会社テクロック製の定圧厚さ測定器(型番:「PG-02J」、標準規格:JIS K 6783、Z 1702、Z 1709に準拠)を用いて、23℃にて測定した。
・エネルギー線架橋性アクリル系樹脂:側鎖にベンゾフェノン構造を有するアクリル系樹脂、BASF社製、商品名「acResin A204UV」
・(B1)スチレン系樹脂:スチレン系モノマーの単独重合体、ヤスハラケミカル社製、商品名「SX100」、軟化点100℃
・(B2)水添テルペンフェノール系樹脂:ヤスハラケミカル社製、商品名「UH115」、軟化点115℃
・(B3)水添ロジン系樹脂:水添ロジンエステル系樹脂、荒川化学工業社製、商品名「KE-311」、軟化点90~100℃(環球法)
・非水添テルペンフェノール系樹脂:ヤスハラケミカル社製、商品名「T115」、軟化点115℃
・非水添ロジン系樹脂:重合ロジンエステル、ハリマ化成社製、商品名「PCJ」、軟化点118~128℃
(エネルギー線架橋性粘着剤組成物の製造)
各成分を表1に示す組成(単位:質量部)にて配合し、加熱型ニーダーを用いて、窒素パージ下において、130℃で20分間混練して、エネルギー線架橋性粘着剤組成物を得た。
上記で得られたエネルギー線架橋性粘着剤組成物を、加熱溶融された状態のまま、基材である透明のポリエチレンテレフタレートフィルム(厚さ:50μm)上にダイコーターを用いて塗工した。これによって、基材上に、エネルギー線架橋性粘着剤組成物からなるエネルギー線架橋性粘着剤組成物層を有する第1の粘着シートを得た。
上記で得られた第1の粘着シートのエネルギー線架橋性粘着剤組成物層に対して、露出している面側から、高圧水銀ランプ(アイグラフィックス社製)を用いて、UV-C領域の積算光量30mJ/cm2の条件で紫外線を照射した。これによって、第1の粘着シートが有するエネルギー線架橋性粘着剤組成物層をエネルギー線架橋させてなる粘着剤層を形成した。その後、粘着剤層の基材とは反対側の面に、剥離ライナー(厚さ:38μm)の剥離処理面を貼り合わせて、基材、粘着剤層及び剥離ライナーをこの順で有する第2の粘着シートを得た。
上記第1の粘着シートの製造時の基材を剥離ライナー(厚さ:38μm)に変更したこと以外は、上記第1の粘着シートの製造及び第2の粘着シートの製造と同じ方法によって、第2の粘着シートである、剥離ライナー、粘着剤層及び剥離ライナーをこの順で有する基材レスの粘着シートを得た。
各例で得られた第2の粘着シート及び基材レスの粘着シートを、以下に示す方法によって評価した。なお、以下の説明において単に「粘着シート」と記載する場合、第2の粘着シートを意味する。
各例で得た基材レスの粘着シートにおける粘着剤層のゲル分率を以下に示す方法によって測定した。
各例で得た基材レスの粘着シートから、両側の剥離ライナーを除去し、粘着剤層のみを取り出した。以下、取り出した粘着剤層を「測定対象物」と称する。
次に、取り出した測定対象物を、予め質量を測定したポリエステル製メッシュ(メッシュサイズ200)に包み込み、試験サンプルを作製した。当該試験サンプルの質量を精密天秤にて秤量し、測定値から、ポリエステル製メッシュの質量を除き、浸漬前の測定対象物のみの質量を算出した。この測定した測定対象物の質量をM1とした。
次に、試験サンプルを、室温(23℃)下で酢酸エチルに72時間浸漬させた。浸漬後、試験サンプルを取り出し、当該試験サンプルを、120℃のオーブン中にて2時間乾燥させた後、温度23℃、相対湿度50%の環境下で、24時間静置した。乾燥後の試験サンプルの質量を精密天秤にて秤量し、測定値から、ポリエステル製メッシュの質量を除き、浸漬及び乾燥後の測定対象物のみの質量を算出した。この測定した測定対象物の質量をM2とした。
浸漬前の測定対象物の質量M1の値、及び、浸漬及び乾燥後の測定対象物の質量M2の値から、下記式によりゲル分率を算出した。
・ゲル分率(質量%)=(M2/M1)×100
各例で得た粘着シートから、剥離ライナーを剥離した後、表出した粘着表面を、室温(23℃)にて、被着体であるポリエチレン板に対し、JIS Z 0237:2009に基づき、重さ2kgのローラーを1往復させて圧着した。圧着後、23℃、50%RH(相対湿度)の環境下で、30分間静置したものを粘着力測定試料とした。
上記で作製した粘着力測定試料を、23℃、50%RH(相対湿度)の環境下で、引張試験機(株式会社エー・アンド・デイ製、製品名「テンシロン(登録商標)」)を用いて、JIS Z 0237:2009に基づき、180°引き剥がし法により、引っ張り速度300mm/minにて粘着力を測定した。
粘着シートの保持力は、JIS Z 0237:2009に準拠して、以下の手順で測定した。
各例で得た粘着シートを幅25mmの短冊状に切り出し、剥離ライナーを剥離し、表出した粘着シートの粘着表面を、被着体であるステンレス板に対し、JIS Z 0237:2009に基づき、重さ2kgのローラーを5往復させて圧着した。圧着後、23℃、50%RH(相対湿度)の環境下で15分間静置したものを保持力測定試料とした。
上記で作製した保持力測定試料を、40℃の恒温層内に移し、1kgfの一定荷重が垂直方向にかかるように重しを粘着シートに取り付けて、最大で30,000秒試験し、下記基準にて粘着シートの保持力を評価した。
A:試験開始30,000秒後に粘着シートのズレ及び落下が発生しなかった。
F:試験開始30,000秒以内に、粘着剤層が凝集破壊して、粘着シートが落下した。
各例で得られた粘着シートから剥離ライナーを剥離し、表出した粘着剤層をガラスに貼合して、これを測定用サンプルとした。上記測定用サンプルについて、JIS K7136:2000に準じて、ヘイズメーター(日本電色工業社製、製品名「NDH5000」)を用いてヘイズ(%)を測定した。

一方、粘着付与剤を添加していない比較例1は、十分な粘着力が得られなかった。粘着付与剤として、(B1)スチレン系樹脂を用いなかった比較例2~5の粘着シートは、いずれも保持力が劣っていた。
2、2a、2b 剥離ライナー
3 粘着剤層
4 基材
10a、20a、30a 第1の粘着シート
10b、20b、30b 第2の粘着シート
Claims (16)
- (A)エネルギー線架橋性を有するアクリル系樹脂と、(B)粘着付与剤と、を含有し、
前記(B)粘着付与剤が、(B1)スチレン系樹脂を含有する、エネルギー線架橋性粘着剤組成物。 - 前記(B1)スチレン系樹脂の含有量が、前記(A)エネルギー線架橋性を有するアクリル系樹脂100質量部に対して、1~40質量部である、請求項1に記載のエネルギー線架橋性粘着剤組成物。
- 前記(B)粘着付与剤が、さらに、(B2)水添テルペンフェノール系樹脂及び(B3)水添ロジン系樹脂からなる群から選択される1種以上を含有する、請求項1又は2に記載のエネルギー線架橋性粘着剤組成物。
- 前記(B2)水添テルペンフェノール系樹脂及び(B3)水添ロジン系樹脂からなる群から選択される1種以上の含有量が、前記(A)エネルギー線架橋性を有するアクリル系樹脂100質量部に対して、1~39質量部である、請求項3に記載のエネルギー線架橋性粘着剤組成物。
- 前記(B)粘着付与剤の合計含有量が、前記(A)エネルギー線架橋性を有するアクリル系樹脂100質量部に対して、5~40質量部である、請求項1~4のいずれか1項に記載のエネルギー線架橋性粘着剤組成物。
- 前記(A)エネルギー線架橋性を有するアクリル系樹脂が、側鎖に、ベンゾフェノン構造を有するアクリル系樹脂である、請求項1~5のいずれか1項に記載のエネルギー線架橋性粘着剤組成物。
- 前記(B1)スチレン系樹脂が、スチレン系モノマーの単独重合体である、請求項1~6のいずれか1項に記載のエネルギー線架橋性粘着剤組成物。
- 基材又は剥離ライナー上に、請求項1~7のいずれか1項に記載のエネルギー線架橋性粘着剤組成物からなるエネルギー線架橋性粘着剤組成物層を有する、粘着シート。
- 請求項8に記載の粘着シートを製造する方法であって、
前記エネルギー線架橋性粘着剤組成物を、前記(A)エネルギー線架橋性を有するアクリル系樹脂と、前記(B)粘着付与剤と、を溶融混練することによって得て、
該エネルギー線架橋性粘着剤組成物を、前記基材又は剥離ライナー上に溶融塗布することによって、前記エネルギー線架橋性粘着剤組成物層を形成する、粘着シートの製造方法。 - 請求項1~7のいずれか1項に記載のエネルギー線架橋性粘着剤組成物に、エネルギー線を照射してなる、架橋粘着剤。
- ゲル分率が、30~85質量%である、請求項10に記載の架橋粘着剤。
- JIS K 7136:2000に準拠して測定されるヘイズが、8%以下である、請求項10又は11に記載の架橋粘着剤。
- 請求項10~12のいずれか1項に記載の架橋粘着剤を製造する方法であって、
前記エネルギー線架橋性粘着剤組成物に、エネルギー線を照射する工程を有する、架橋粘着剤の製造方法。 - 基材又は剥離ライナー上に、請求項10~12のいずれか1項に記載の架橋粘着剤からなる粘着剤層を有する、粘着シート。
- 請求項14に記載の粘着シートを製造する方法であって、
前記基材又は剥離ライナー上に、前記エネルギー線架橋性粘着剤組成物からなるエネルギー線架橋性粘着剤組成物層を形成する工程と、
該エネルギー線架橋性粘着剤組成物層にエネルギー線を照射する工程と、を含む、
粘着シートの製造方法。 - 前記エネルギー線架橋性粘着剤組成物を、前記(A)エネルギー線架橋性を有するアクリル系樹脂と、前記(B)粘着付与剤と、を溶融混練することによって得て、
該エネルギー線架橋性粘着剤組成物を、前記基材又は剥離ライナー上に溶融塗布することによって、前記エネルギー線架橋性粘着剤組成物層を形成する、請求項15に記載の粘着シートの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180097385.6A CN117203298A (zh) | 2021-04-26 | 2021-04-26 | 能量射线交联性粘合剂组合物、交联粘合剂及粘合片、以及它们的制造方法 |
| PCT/JP2021/016670 WO2022230027A1 (ja) | 2021-04-26 | 2021-04-26 | エネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シート、並びにこれらの製造方法 |
| JP2023516881A JPWO2022230027A1 (ja) | 2021-04-26 | 2021-04-26 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/016670 WO2022230027A1 (ja) | 2021-04-26 | 2021-04-26 | エネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シート、並びにこれらの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022230027A1 true WO2022230027A1 (ja) | 2022-11-03 |
Family
ID=83846772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/016670 WO2022230027A1 (ja) | 2021-04-26 | 2021-04-26 | エネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シート、並びにこれらの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2022230027A1 (ja) |
| CN (1) | CN117203298A (ja) |
| WO (1) | WO2022230027A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0335075A (ja) * | 1989-06-30 | 1991-02-15 | Kanzaki Paper Mfg Co Ltd | 電離性放射線硬化型粘着剤組成物及びそれを用いた粘着シート |
| JPH05247410A (ja) * | 1992-03-03 | 1993-09-24 | Nitto Denko Corp | 放射線硬化型熱時感圧接着剤及びその接着テープ |
| JP2006144017A (ja) * | 2004-11-24 | 2006-06-08 | Natl Starch & Chem Investment Holding Corp | 医療用途用ホトメルト接着剤 |
| JP2007523979A (ja) * | 2004-02-18 | 2007-08-23 | イーストマン ケミカル カンパニー | 放射線硬化性接着剤組成物 |
| JP2010509439A (ja) * | 2006-11-07 | 2010-03-25 | ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン | アクリルホットメルト接着剤 |
| US20140377543A1 (en) * | 2013-06-24 | 2014-12-25 | Coroplast Fritz Müller Gmbh & Co. Kg | Adhesive tape, in particular, double-sided adhesive tape, and use thereof for attaching to non-polar surfaces |
| JP2015535030A (ja) * | 2012-11-19 | 2015-12-07 | スリーエム イノベイティブ プロパティズ カンパニー | 架橋性及び架橋された組成物 |
-
2021
- 2021-04-26 WO PCT/JP2021/016670 patent/WO2022230027A1/ja active Application Filing
- 2021-04-26 CN CN202180097385.6A patent/CN117203298A/zh active Pending
- 2021-04-26 JP JP2023516881A patent/JPWO2022230027A1/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0335075A (ja) * | 1989-06-30 | 1991-02-15 | Kanzaki Paper Mfg Co Ltd | 電離性放射線硬化型粘着剤組成物及びそれを用いた粘着シート |
| JPH05247410A (ja) * | 1992-03-03 | 1993-09-24 | Nitto Denko Corp | 放射線硬化型熱時感圧接着剤及びその接着テープ |
| JP2007523979A (ja) * | 2004-02-18 | 2007-08-23 | イーストマン ケミカル カンパニー | 放射線硬化性接着剤組成物 |
| JP2006144017A (ja) * | 2004-11-24 | 2006-06-08 | Natl Starch & Chem Investment Holding Corp | 医療用途用ホトメルト接着剤 |
| JP2010509439A (ja) * | 2006-11-07 | 2010-03-25 | ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェン | アクリルホットメルト接着剤 |
| JP2015535030A (ja) * | 2012-11-19 | 2015-12-07 | スリーエム イノベイティブ プロパティズ カンパニー | 架橋性及び架橋された組成物 |
| US20140377543A1 (en) * | 2013-06-24 | 2014-12-25 | Coroplast Fritz Müller Gmbh & Co. Kg | Adhesive tape, in particular, double-sided adhesive tape, and use thereof for attaching to non-polar surfaces |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022230027A1 (ja) | 2022-11-03 |
| CN117203298A (zh) | 2023-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102164118B1 (ko) | 점착제 부착 편광판 및 화상 표시 장치 | |
| JP6328871B2 (ja) | 画像表示装置構成用積層体の製造方法、及びこの積層体を用いてなる画像表示装置 | |
| TWI568822B (zh) | Carrier for thin layer substrates | |
| EP2622032B1 (en) | Highly tackified, hot melt processable, acrylate pressure sensitive adhesives | |
| JP6049464B2 (ja) | 両面接着テープ | |
| JP2016151580A (ja) | 粘着剤付き光学フィルムおよび画像表示装置 | |
| JP4986423B2 (ja) | 剥離処理基材及びその製造方法 | |
| JP5522935B2 (ja) | 粘着剤組成物及び粘着シート | |
| JP2017160417A (ja) | 粘着シート | |
| JP5814037B2 (ja) | 粘着テープ | |
| JP6601459B2 (ja) | 両面粘着テープ | |
| WO2022210454A1 (ja) | エネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シート、並びにこれらの製造方法 | |
| WO2022230027A1 (ja) | エネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シート、並びにこれらの製造方法 | |
| JP2008024865A (ja) | 粘着フィルム、粘着シール及びシール絵本 | |
| JP2006328289A (ja) | 両面粘着テープ又はシートの製造方法および両面粘着テープ又はシート | |
| WO2020054745A1 (ja) | 粘着シート、積層体及び積層体の製造方法 | |
| JP2003292910A (ja) | 粘着シート | |
| JP2014159526A (ja) | ホットメルト型粘着剤組成物及び該粘着剤組成物を用いた再剥離性積層体 | |
| WO2023190630A1 (ja) | エネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シート、並びにこれらの製造方法 | |
| JP2005023114A (ja) | 感圧型両面接着テープ又はシート | |
| JP7251073B2 (ja) | 粘着シート、剥離シート付き粘着シート、積層体及び積層体の製造方法 | |
| JP2022160876A (ja) | 粘着テープ | |
| WO2023188314A1 (ja) | エネルギー線架橋性粘着剤組成物、架橋粘着剤及び粘着シート、並びにこれらの製造方法 | |
| JP2010090352A (ja) | 感圧接着剤及びその活用 | |
| WO2018105413A1 (ja) | 粘着シート及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21939190 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023516881 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18556812 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21939190 Country of ref document: EP Kind code of ref document: A1 |