WO2022220281A1 - 伸線材および伸線材の製造方法 - Google Patents
伸線材および伸線材の製造方法 Download PDFInfo
- Publication number
- WO2022220281A1 WO2022220281A1 PCT/JP2022/017810 JP2022017810W WO2022220281A1 WO 2022220281 A1 WO2022220281 A1 WO 2022220281A1 JP 2022017810 W JP2022017810 W JP 2022017810W WO 2022220281 A1 WO2022220281 A1 WO 2022220281A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wire
- heat
- wire drawing
- steel
- steel material
- Prior art date
Links
- 239000000463 material Substances 0.000 title claims abstract description 131
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 184
- 239000010959 steel Substances 0.000 claims abstract description 184
- 239000013078 crystal Substances 0.000 claims abstract description 54
- 239000012535 impurity Substances 0.000 claims abstract description 15
- 238000005491 wire drawing Methods 0.000 claims description 63
- 238000010438 heat treatment Methods 0.000 claims description 54
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 32
- 229910001567 cementite Inorganic materials 0.000 claims description 21
- 229910052799 carbon Inorganic materials 0.000 claims description 20
- 229910052804 chromium Inorganic materials 0.000 claims description 19
- 229910052748 manganese Inorganic materials 0.000 claims description 19
- 229910052710 silicon Inorganic materials 0.000 claims description 17
- 238000001816 cooling Methods 0.000 claims description 11
- 230000009466 transformation Effects 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 8
- 229910000859 α-Fe Inorganic materials 0.000 claims description 8
- 238000009825 accumulation Methods 0.000 claims description 7
- 239000002826 coolant Substances 0.000 claims description 5
- 238000012360 testing method Methods 0.000 claims description 4
- 230000008569 process Effects 0.000 claims description 2
- 239000000047 product Substances 0.000 description 184
- 238000005259 measurement Methods 0.000 description 37
- 239000011651 chromium Substances 0.000 description 21
- 235000019589 hardness Nutrition 0.000 description 20
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 15
- 238000004458 analytical method Methods 0.000 description 14
- 239000011572 manganese Substances 0.000 description 14
- 238000005482 strain hardening Methods 0.000 description 13
- 230000007423 decrease Effects 0.000 description 12
- 230000008859 change Effects 0.000 description 10
- 230000010354 integration Effects 0.000 description 10
- 229910052742 iron Inorganic materials 0.000 description 10
- 239000010410 layer Substances 0.000 description 9
- 239000002436 steel type Substances 0.000 description 9
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 239000007789 gas Substances 0.000 description 7
- 239000000314 lubricant Substances 0.000 description 7
- 229910001562 pearlite Inorganic materials 0.000 description 6
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 5
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 5
- 238000005275 alloying Methods 0.000 description 5
- 229910001566 austenite Inorganic materials 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- 238000001350 scanning transmission electron microscopy Methods 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- -1 iron carbides Chemical class 0.000 description 3
- 230000001050 lubricating effect Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 239000000344 soap Substances 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 208000010392 Bone Fractures Diseases 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 229910000765 intermetallic Inorganic materials 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 210000001519 tissue Anatomy 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 238000012795 verification Methods 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 210000003205 muscle Anatomy 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 235000019362 perlite Nutrition 0.000 description 1
- 239000010451 perlite Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 230000003685 thermal hair damage Effects 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

































Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
- C21D1/20—Isothermal quenching, e.g. bainitic hardening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, metal wire, metal rods, metal tubes by drawing
- B21C1/003—Drawing materials of special alloys so far as the composition of the alloy requires or permits special drawing methods or sequences
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, metal wire, metal rods, metal tubes by drawing
- B21C1/02—Drawing metal wire or like flexible metallic material by drawing machines or apparatus in which the drawing action is effected by drums
- B21C1/04—Drawing metal wire or like flexible metallic material by drawing machines or apparatus in which the drawing action is effected by drums with two or more dies operating in series
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, metal wire, metal rods, metal tubes by drawing
- B21C1/02—Drawing metal wire or like flexible metallic material by drawing machines or apparatus in which the drawing action is effected by drums
- B21C1/04—Drawing metal wire or like flexible metallic material by drawing machines or apparatus in which the drawing action is effected by drums with two or more dies operating in series
- B21C1/06—Drawing metal wire or like flexible metallic material by drawing machines or apparatus in which the drawing action is effected by drums with two or more dies operating in series in which the material slips on the drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C9/00—Cooling, heating or lubricating drawing material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/40—Direct resistance heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/42—Induction heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/44—Methods of heating in heat-treatment baths
- C21D1/48—Metal baths
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/065—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
- C21D9/5732—Continuous furnaces for strip or wire with cooling of wires; of rods
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/62—Continuous furnaces for strip or wire with direct resistance heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/64—Patenting furnaces
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Definitions
- the present invention relates to a drawn wire and a method for manufacturing the drawn wire.
- Wire rods typically wires and wire ropes made by twisting multiple wires, are steel materials called wire rods made by hot rolling at iron manufacturers, specifically hard steel wire rods (JIS G 3506) and Made from piano wire (JIS G 3502). Wire rods such as hard steel wire rods and piano wire rods made by this steel manufacturer usually have large variations in tensile strength in the longitudinal direction. heat treatment is performed on the wire rod. The minimum diameter of wire rods made by steel manufacturers is usually about 5.5 mm. Heat treated wire rods are drawn to produce finer wires. If the diameter of the wire rod is to be rapidly reduced by a single wire drawing, the toughness may deteriorate. To avoid this, heat treatment and wire drawing are alternately performed multiple times.
- wire rods The heat treatment performed on wire rods for quality stability is generally called "patenting".
- a wire rod is heated to a predetermined temperature, and then passed through a medium (for example, molten lead) heated to a predetermined temperature lower than the heating temperature to cool the wire rod.
- a medium for example, molten lead
- molten lead molten lead
- Wire-drawn heat-treated steel may be shipped as it is, or it may be shipped after plating or coating.
- Wire ropes are manufactured by twisting a plurality of drawn heat-treated steel materials, and steel cords are also manufactured by plating them with brass. In any case, patenting is a very important step in the manufacturing process of high-quality wires, wire ropes, steel cords, and the like.
- heat-treated steel (a state before wire drawing, which is generally targeted for wire drawing) contains ferrite and plate-like cementite (an intermetallic compound of Fe (iron) and C (carbon)).
- a structure called perlite, in which layers are arranged alternately, is preferred.
- Pearlite appears by heating the steel material as described above to obtain a steel material in which the crystal structure is transformed from body-centered cubic to face-centered cubic (austenitized), and then quenching this (see, for example, Patent Document 1). ).
- the cementite will not be solutionized during heating. do.
- the thickness (diameter) of the steel material to be heat-treated is large, the surface (surface layer) of the steel material may be sufficiently heated, but the center (center layer) may be insufficiently heated.
- long-term heat treatment with a margin is required so as not to cause insufficient heating (so that austenitization is completed) (so that no undissolved carbide remains and carbon in cementite is uniformly diffused in austenite).
- a heat treatment is performed, but when this is done, the crystal grains (austenite grains) in the surface portion may grow.
- the purpose of this invention is to provide a drawn wire material that is excellent in both tensile strength and toughness.
- Another object of the present invention is to suppress radiant heat during heat retention of the cooling medium tank and reduce fuel costs.
- Another object of the present invention is to create a drawn wire material with a wide range of tensile strength on the higher strength side than before from steel materials of the same composition (same steel grade).
- a further object of the present invention is to make it possible to obtain a tensile strength equivalent to that of heat-treated steels to which alloying elements have been added without adding expensive alloying elements to the heat-treated steels in order to increase the strength. .
- the purpose of this invention is to reduce the wear of the sheave and to provide wear resistance when the rope has a wide relationship between hardness and tensile strength.
- a drawn wire material that achieves both tensile strength and toughness should be made by drawing a heat-treated steel material having pearlite in which ferrite and cementite are alternately arranged in layers. According to the tests and investigations in 2003, it was possible to provide a drawn wire material that has both tensile strength and toughness, even if it does not have pearlite in which ferrite and cementite are alternately arranged in layers (even if it has a metal structure with little pearlite). I was able to get the knowledge that
- the drawn wire provided by the present invention has several different properties from conventional drawn wires. As described below, (1) GAM (Grain Average Misorientaion) value, (2) GOS (Grain Orientation Spread) value, (3) Tensile strength and hardness and (4) from the viewpoint of the cross section, the drawn wire according to the present invention can be specified.
- the drawn wire provided by the present invention contains C: 0.38 to 1.05%, Mn: 0.0 to 1.0%, Cr: 0.0 to 0.50% and Si: 0.0 to 1.5% in mass%.
- the balance is Fe and inevitable impurities, and the heat-treated steel material is wire-drawn.
- the GOS value/average crystal grain size at ° is -0.6 x GAM value + 1.5 or more.
- the drawn wire material according to the present invention contains C: 0.38 to 1.05%, Mn: 0.0 to 1.0%, Cr: 0.0 to 0.50%, Si: 0.0 to 1.5%, and the balance is Fe. and unavoidable impurities, which are heat-treated steel materials, and when the average grain size at a grain boundary setting angle of 2° is used as a variable, the GOS value at a grain boundary setting angle of 2°/average grain size is -0.18 ⁇ average crystal grain size + 2.25 or more.
- the drawn wire material according to the present invention contains C: 0.38 to 1.05%, Mn: 0.0 to 1.0%, Cr: 0.0 to 0.50%, Si: 0.0 to 1.5%, and the balance is It is a wire-drawn heat-treated steel material that contains Fe and inevitable impurities, and when the degree of accumulation in the longitudinal direction [101] is set as a variable, the GOS value/average grain size at a grain boundary setting angle of 2° is 0.06. It is characterized by x degree of integration + 1.45 or more.
- the drawn wire provided by the present invention has C: 0.38 to 1.05%, Mn: 0.0 to 1.0%, Cr: 0.0 to 0.50% and Si: 0.0 to 1.5% in mass %. %, the balance being Fe and unavoidable impurities.
- the relationship between tensile strength and hardness can be adjusted according to the heating conditions during patenting and the isothermal transformation temperature. 0.16TS+90 ⁇ Hardness ⁇ 0.16TS+290
- the drawn wire material according to the present invention contains C: 0.38 to 1.05%, Mn: 0.0 to 1.0%, Cr: 0.0 to 0.50%, Si: 0.0 to 1.5%, and the balance is Fe and
- the method for producing a wire rod according to the present invention contains C: 0.38 to 1.05%, Mn: 0.0 to 1.0%, Cr: 0.0 to 0.50%, and Si: 0.0 to 1.5% in mass%, and the balance is Fe and unavoidable
- a step of preparing a steel material that is an impurity a step of directly heating the steel material by heating the steel material itself, and passing the heated steel material through a bath in which a cooling medium capable of isothermal transformation is stored.
- the heating step includes a step of cooling the steel material by heating and a step of drawing the cooled steel material. The cooling is started without maintaining the predetermined maximum heating temperature by allowing the heated steel material to enter the cooling medium immediately after reaching the predetermined maximum heating temperature. Heating using electric current or high frequency can be considered for the heating step. Molten lead or the like can be used as the cooling medium.
- the method of manufacturing a drawn wire according to the present invention can also be defined as follows. That is, the method for producing a drawn wire according to the present invention contains C: 0.38 to 1.05%, Mn: 0.0 to 1.0%, Cr: 0.0 to 0.50% and Si: 0.0 to 1.5%, and the balance is Fe and A step of heating the steel material, which is an unavoidable impurity, from room temperature to 800 ° C or higher within a few seconds, a step of cooling the heated steel material to 620 ° C or less within a few seconds without maintaining the maximum heating temperature, and the above cooling including the step of drawing the steel material that has been processed.
- FIG. 1 is a schematic block diagram of a patenting device;
- FIG. 1 is a block diagram schematically showing a dry wire drawing apparatus;
- FIG. 1 is a schematic block diagram of a wet wire drawing apparatus;
- FIG. 4 is a graph showing temperature changes of steel material patented using a gas furnace.
- FIG. 2 is a graph showing temperature change of a steel material patented using the patenting apparatus of FIG. 1;
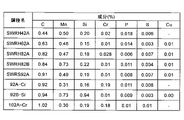
- the steel grade names and ingredients are shown in the table.
- a BSE image of a conventional product is shown.
- a BSE image of the developed product is shown. It is a partially enlarged schematic diagram of a BSE image of a conventional product.
- It is a partially enlarged schematic diagram of the BSE image of the developed product.
- It is a BSE image of the developed product.
- A), (B) and (C) respectively show the ABF image, IPF map and LOS map of the heat-treated steel material of the developed product.
- A), (B) and (C) show the ABF image, IPF map and LOS map, respectively, of the wire drawn from the developed heat-treated steel material to ⁇ 0.76.
- A), (B) and (C) show the ABF image, IPF map and LOS map, respectively, of the wire drawn from the developed heat-treated steel material to ⁇ 0.375.
- A), (B) and (C) show the ABF image, IPF map and LOS map of the conventional heat-treated steel, respectively.
- (A), (B) and (C) respectively show the ABF image, IPF map and LOS map of a wire drawn from a conventional heat-treated steel material to ⁇ 0.76.
- (A), (B) and (C) respectively show the ABF image, IPF map and LOS map of a wire drawn from a conventional heat-treated steel material to ⁇ 0.375.
- 4 is a graph showing the relationship between the true strain and the rate of change in cross-sectional area in the longitudinal direction of the wire; The relationship between the true strain and the average grain size at a grain boundary setting angle of 15° is shown for each of the developed product and the conventional product. The relationship between the true strain and the average grain size when the grain boundary setting angle is 5° is shown for each of the developed product and the conventional product.
- the relationship between the true strain and the average grain size when the grain boundary setting angle is 2° is shown for each of the developed product and the conventional product.
- the relationship between the true strain and the average grain size at a grain boundary setting angle of 15° is shown for each of the developed product and the conventional product.
- the relationship between the true strain and the average grain size when the grain boundary setting angle is 2° is shown for each of the developed product and the conventional product.
- the relationship between the true strain and the degree of integration is shown for each of the developed product and the conventional product.
- the relationship between the average grain size when the grain boundary setting angle is 15° and the GOS value/average grain size when the grain boundary setting angle is 15° is shown for each of the developed product and the conventional product.
- the relationship between the average grain size when the grain boundary setting angle is 2° and the GOS value/average grain size when the grain boundary setting angle is 2° is shown for each of the developed product and the conventional product.
- the relationship between the degree of accumulation and the GOS value/average grain size when the grain boundary setting angle is 2° is shown for each of the developed product and the conventional product.
- the relationship between the GAM value when the grain boundary setting angle is 2° and the GOS value/average grain size when the grain boundary setting angle is 2° is shown for each of the developed product and the conventional product.
- the relationship between tensile strength and hardness for conventional products is shown.
- the relationship between tensile strength and hardness is shown for each of the developed product and the conventional product.
- the relationship between true strain and tensile strength is shown for the developed product and the conventional product.
- the relationship between true strain and tensile strength is shown for the developed product and the conventional product.
- the relationship between true strain and tensile strength is shown for the developed product and the conventional product.
- the relationship between true strain and tensile strength is shown for the developed product and the conventional product.
- the relationship between true strain and tensile strength is shown for the developed product and the conventional product.
- the relationship between true strain and tensile strength is shown for the developed product and the conventional product.
- FIGS. 1 to 3 schematically show a wire drawing material, typically a wire manufacturing apparatus.
- FIG. 1 shows a patenting apparatus that constitutes a wire manufacturing apparatus
- FIGS. 2 and 3 show a wire drawing apparatus that constitutes the wire manufacturing apparatus.
- the steel material before patenting is simply referred to as "steel material 11”
- the steel material after patenting is simply referred to as “heat treated steel material 12”
- the wire drawn of heat treated steel material 12 is referred to as "wire 13". distinguish.
- Wire manufacturing equipment includes patenting equipment and wire drawing equipment.
- the patenting device includes a power source 14, a power supply roll 15, a bath 16 and molten lead 17 stored in the bath 16.
- the steel material 11 is supplied in the form of filaments (wire rods).
- a steel material 11 fed from a payoff (not shown) runs at a constant speed from left to right in FIG.
- a power supply 14 provided in the patenting apparatus is connected to a power supply roll 15 and a bath 16, forming a closed circuit including the power supply 14, power supply roll 15, molten lead 17 and bath 16.
- An insulating device (not shown) is provided on the left side (upstream side) of the power supply roll 15 so that the steel material 11 does not receive an electric current.
- a current supplied from a power supply 14 is applied to the steel material 11 in the section from the power supply roll 15 to the surface of the molten lead 17 stored in the bath 16, and the steel material 11 is heated.
- the steel material 11 is heated most at the point just before it enters the liquid surface of the molten lead 17 stored in the bath 16.
- the heating temperature of the steel material 11 (the maximum temperature reached by the steel material 11) is set to 975° C. or less in order to exhibit the characteristics described later. This is because if the heating temperature is too high, crystal grains (austenite grains) will grow and the metal structure will become coarse, resulting in a reduction in toughness, especially reduction in area. However, insufficient heating causes iron carbide (cementite as an example), which is an intermetallic compound of Fe and C, to go out of solution.
- the heating temperature of steel material 11 can be controlled. The heating time is adjusted by the path length of the molten lead 17 from the power supply roll 15 and the running speed of the steel material 11 .
- the molten lead 17 stored in the bath 16 is heated to a constant temperature by a gas furnace (an electric heater may be used).
- the temperature of the molten lead 17 is lower than the heating temperature of the steel material 11 described above, and the steel material 11 heated to the maximum temperature just before entering the liquid surface of the molten lead 17 starts cooling as soon as it enters the molten lead 17. be done.
- the temperature of molten lead 17 (lead furnace temperature), that is, the isothermal transformation temperature, is set at 620°C or less. This is because the steel material 11 is rapidly cooled to obtain pearlite and carbide precipitates from austenite. However, if it is cooled too quickly, martensite, etc., which makes the product brittle, will appear, so the lower limit temperature of molten lead 17 is set at about 350°C.
- the steel material that has been immersed in molten lead 17 and then pulled out from the bath 16 and whose patenting has been completed, that is, the heat-treated steel material 12 is then subjected to water washing treatment, film treatment, and wire drawing treatment.
- Fig. 2 schematically shows a dry wire drawing device
- Fig. 3 schematically shows a wet wire drawing device.
- a dry wire drawing machine is used for manufacturing wires 13 with a relatively large diameter
- a wet wire drawing machine is used for manufacturing wires 13 with a small diameter.
- the dry wire drawing apparatus includes a lubricant box containing a dry lubricant 21, a die 22, a die holder 23 and a drawing block 24.
- the dry lubricant 21 stored in the lubricant box adheres to the surface of the heat-treated steel material 12.
- the dry lubricant 21 is used to prevent seizing of the heat-treated steel 12 and the die 22 described below, and to maintain a stable processed shape by making the heat-treated steel 12 slippery and easier to pull out from the die 22.
- metal soaps such as sodium-based soaps and calcium-based soaps can be used.
- the heat-treated steel material 12 with the dry lubricant 21 adhered to the surface is passed through a hole made in the die 22 .
- the hole of the die 22 is formed so that the diameter decreases from the inlet side to the outlet side, and the diameter of the heat-treated steel material 12 is reduced by passing through the hole of the die 22 .
- Cooling water is stored around the die 22 and the die holder 23 that fixes the die 22 .
- the heat generated by wire drawing is taken away by the cooling water, thereby preventing thermal damage to the heat-treated steel material 12 and the die 22 .
- the wire 13 whose diameter has been reduced by passing through the die 22 is wound around the drawing block 24 .
- Withdrawal block 24 provides for withdrawal and cooling of wire 13 .
- the wet wire drawing device includes two drawing capstans 32, 33 provided with an interval and a plurality of (Fig. 3) provided between the two drawing capstans 32, 33 3 has three ) dice 31 .
- Withdrawal capstans 32, 33 are provided with one or more capstans coaxially, and the withdrawal capstans 32, 33 shown in FIG. 3 are provided with three capstans of small, medium and large diameters.
- the heat-treated steel material 12 is composed of the small diameter capstan of one drawn capstan 32, the small diameter capstan of the other drawn capstan 33, the medium diameter capstan of one drawn capstan 32, and the medium diameter capstan of the other drawn capstan 33.
- the heat-treated steel material 12 is passed through the hole of the die 31 provided between the two drawing capstans 32,33.
- the diameter of the hole of the die 31 is also formed to decrease from the inlet side to the outlet side, and the diameter of the heat-treated steel material 12 becomes smaller each time it passes through the hole of the die 31 .
- the drawing capstans 32, 33 and the die 31 are all immersed in a lubricating liquid, and the lubricating liquid prevents the heat-treated steel material 12 and the die 31 from seizing.
- the lubricating liquid also serves to cool the heat-treated steel material 12 and the die 31 .
- the wire 13 thinned by the above-described dry wire drawing device, wet wire drawing device, or both is then wound on a winding drum (not shown).
- Fig. 4 shows the temperature change (temperature rise curve) of steel 11 (heat-treated steel 12) patented using a gas furnace
- Fig. 5 shows the temperature change (heat-treated steel 12) of steel 11 patented using the patenting apparatus shown in Fig. ), respectively.
- the temperature drops sharply at the timing when the steel material 11 enters the molten lead 17 .
- the scale of the time axis is different between FIG. 4 and FIG.
- FIG. 4 With reference to Fig. 4, the steel material 11 is gradually heated when the gas furnace is used.
- atmosphere heating furnaces represented by gas furnaces
- the time required for heating is proportional to the wire diameter of the steel material 11.
- Figures 4 and 5 are graphs of the steel material 11 with a wire diameter of ⁇ 2.11, and when a gas furnace is used, it takes about 40 seconds to reach the maximum temperature (target heating temperature).
- FIG. 5 if the patenting apparatus shown in FIG. 1 is used, the steel material 11 reaches the maximum temperature (target heating temperature) in several seconds.
- the patenting apparatus shown in FIG. 1 can keep the heating rate constant regardless of the wire diameter.
- the steel material 11, which is the starting wire material, and the heat-treated steel material 12 obtained by patenting this are carbon steel containing iron (Fe) and carbon (C).
- a carbon content (carbon concentration) of 0.38% (meaning mass%; the same shall apply hereinafter) makes it easier to obtain sufficient strength. is suppressed.
- manganese (Mn), chromium (Cr), and silicon (Si) may be included in the heat-treated steel material 12.
- Manganese (Mn) is contained as a deoxidizer. The content is kept to 1.0% or less in order to suppress deterioration of workability.
- Chromium (Cr) generally refines pearlite and is effective in improving toughness. Addition of a large amount of Cr conversely causes a decrease in toughness, so the content is limited to 0.50% or less.
- Silicon (Si) is used as a deoxidizing agent. In order to avoid ductility deterioration, the content is limited to about 1.5%.
- vanadium (V) 0.50% or less
- molybdenum (Mo) 0.25% or less
- boron (B) 0.005% or less
- titanium (Ti) 0.050%
- nickel (Ni) 0.50%
- aluminum 0.10% or less
- zirconium (Zr) 0.050% or less
- etc. may be added to the steel material 11 (heat-treated steel material 12) depending on the application.
- the wire 13 thus obtained is called a “conventional product” and is heated as shown in Fig. 5, and the heat-treated steel 12 obtained by starting cooling immediately after reaching the maximum temperature, and the wire-drawing of the heat-treated steel 12 are performed.
- the wire 13 manufactured by this method is called a "developed product" for distinction.
- FIG. 6 summarizes the steel grade names and their components of a plurality of steel materials 11 (heat-treated steel materials 12 and wires 13) to be described below.
- FIGS. 7 and 8 show the same steel material 11 before heat treatment (both SWRH62A with a diameter of 2.11 mm) obtained by different patenting methods as shown in Figures 4 and 5, respectively.
- FIG. 7 is a BSE image of the conventional product
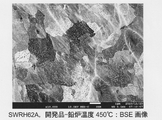
- FIG. 8 is a BSE image of the developed product.
- the backscattered electron image was obtained by polishing the heat-treated steel material 12, performing milling using argon gas, and photographing the heat-treated steel material 12 in the longitudinal direction.
- the length of the white oblong rectangle shown at the bottom of the BSE images in FIGS. 7 and 8 corresponds to 1 ⁇ m (10,000 ⁇ magnification).
- 9 shows a partially enlarged schematic diagram of the BSE image of the conventional product shown in FIG. 7, and
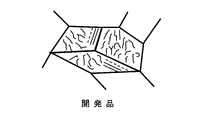
- FIG. 10 shows a partially enlarged schematic diagram of the BSE image of the developed product shown in FIG.
- FIG. 7 is a BSE image of conventional heat-treated steel 12 obtained by setting the temperature of molten lead 17 to 565°C.
- FIG. 8 is a BSE image of the heat-treated steel material 12 of the developed product obtained by setting the temperature of the molten lead 17 to 450°C.
- the BSE image of the conventional product confirms a layered structure in which ferrite and cementite (Fe 3 C) are alternately arranged in layers within the prior austenite grain boundaries.
- cementite appears as a plurality of parallel and elongated streaks.
- the white portion in FIG. 8 contains cementite (Fe 3 C), but may contain iron carbides different from cementite (eg, Fe 2-2.5 C, Fe 2-3 C).
- Fe 3 C cementite
- Fe 2-2.5 C iron carbides different from cementite
- Fe 2-3 C iron carbides different from cementite
- the plate thickness (layer thickness) of the multiple iron carbides is non-uniform and thicker (approximately 60 nm) compared to the conventional product. ).
- iron carbide Fe 3 C, Fe 2-2.5 C, Fe 2-3 C, etc.
- special cementites iron carbide
- the layered structure of ferrite and special cementite is confirmed in the BSE images of the developed product.
- Most of the special cementites are arranged in layers (streaks that are parallel to each other and elongated in the BSE image) are very few, the layer thickness (the thickness of the muscle in the BSE image) is uneven, and they are refracted, branched, curved, etc. It can be seen that there are many objects (the area ratio in the field of view is 9% or more).
- the special cementite looks like a mottled pattern.
- Figures 11 and 12 show the results obtained using SWRS92A as the steel type.
- Figure 11 shows the BSE image of the developed heat-treated steel 12 obtained by setting the temperature of the molten lead 17 to 565°C. It is a BSE image of the heat-treated steel material 12 of the developed product obtained at 450°C.
- FIGS. 11 and 12 there are few special cementites arranged in layers, and it looks like a mottled pattern.
- EBSD Electro Back Scattered Diffraction
- the measurement area of the polished sample cross section in this example, the longitudinal cross section (longitudinal cross section) of the wire 13
- pixels measurement points
- the crystal orientation in each pixel is measured based on backscattered electrons obtained when an electron beam is incident and the incident electron beam is reflected at the pixel.
- the obtained crystal orientation data is analyzed using the EBSD analysis software, and various parameters are calculated.
- an EBSD analyzer manufactured by TSL Solutions Co., Ltd. was used, and a regular hexagonal pixel shape was adopted.
- the grain boundary setting angle (grain boundary setting value) is set in the EBSD analysis software.
- the grain boundary setting angle (grain boundary setting value) is decreased, the grain size becomes smaller and the number of crystals in the observation area increases. Conversely, when the grain boundary setting angle is increased, the grain size increases and the number of crystals in the observation area decreases.
- the ferrite crystal orientation is evaluated because the carbides are too small to be measured.
- the crystal lattice of the object to be measured is distorted by the plastic working, so there are parts where the measurement result of the crystal orientation is inaccurate. may exist.
- the measurement of the crystal orientation tends to be inaccurate, so there is a high possibility of making an erroneous analysis.
- the method of processing inaccurate measurement parts differs depending on the manufacturer of the EBSD analysis device, but the EBSD analysis device manufactured by TSL Solutions Co., Ltd. used this time has a CI value ( Confidence Index), use only the part where the crystal orientation is correctly measured with a probability of 95% or more, that is, the part with a CI value of 0.1 or more.
- CI value Confidence Index
- Figure 13(A) is an Annular Bright-Field (ABF) image by s-TEM
- Figure 13(B) is an IPF map by t-EBSD
- Figure 13(C) is an LOS map by t-EBSD. , respectively. All are observation results of the heat-treated steel material 12 (that is, before wire drawing).
- the s-TEM ABF image shown in Fig. 13(A) is a combination of an image of the entire field of view and a partially enlarged and clearly captured image. Grain boundaries and special cementite are observed in the ABF image of the heat-treated steel material 12 of the developed product.
- the t-EBSD shown in Figures 13(B) and 13(C) were analyzed at a grain boundary setting angle of 15° (same below).
- the IPF map in FIG. 13B is not color-coded, and the crystal orientation is indicated only by the density (brightness) of the image (the same applies hereinafter).
- the LOS (Local Orientation Spread) map shown in FIG. 13C indicates the difference in crystal orientation between adjacent pixels by different colors.
- the LOS map is not color-coded and the difference in crystal orientation is indicated only by the density (brightness) of the image (the same applies hereinafter).
- portions where the CI value is less than 0.1 are represented by black dots. From the observation results of Figs. 13(A) to 13(C), it can be seen that the portions with a CI value of less than 0.1 in the heat-treated steel 12 of the developed product are concentrated at the grain boundaries, and the portions with a CI value of less than 0.1 It can be seen that it is better to exclude the portion of the grain boundary where is from the analysis. Further, from the LOS map of FIG. 13(C), it can be seen that sub-grain boundaries hardly exist in the grains of the heat-treated steel material 12 of the developed product.
- the portions with a CI value of less than 0.1 are concentrated at the grain boundaries, and it is understood that the grain boundary portions should be excluded from the analysis.
- the line with the crystal misorientation of less than 15° and the region with the CI value of less than 0.1 are connected. It can be seen that grain boundaries are formed by line processing.
- Figures 16 (A), (B) and (C) show the ABF image, IPF map and LOS map of the conventional heat-treated steel 12, respectively.
- FIGS. 17(A), (B) and (C) respectively show the ABF image, IPF map and LOS map of the cross section of the wire 13 obtained by drawing the conventional heat-treated steel material 12 to ⁇ 0.76.
- Figures 18 (A), (B) and (C) show the ABF image, IPF map and LOS map of the cross section of the wire 13 obtained by drawing the conventional heat-treated steel material 12 to ⁇ 0.375, respectively.
- the LOS map of the conventional product in Fig. 18(C) shows that the number of subgrain boundaries is greater.
- the grain size does not decrease by the area reduction rate of the wire drawing, and when the heat-treated steel 12 is subjected to wire drawing, subgrain boundaries are generated and further When wire drawing is performed, sub-grain boundaries become grain boundaries, and it can be seen that the grain size becomes smaller and smaller as the area reduction rate increases (as the wire is thinned) due to this.
- the sample When comparing the developed product and the conventional product, the sample is very small in t-EBSD because the sample is made into a thin film, and the range that can be observed is narrow. It is difficult to secure an area.
- the ratio of grain boundaries to the observation range is large, and the ratio of accurate crystal orientation measurement is small. For this reason, it is preferable to use a normal EBSD capable of widening the measurement range, and to perform observations in longitudinal sections (longitudinal sections), in which the ratio of grain boundaries is smaller than in the transverse section and the proportion of which can be measured accurately is higher.
- the acceleration voltage etc. As a condition for measuring with EBSD, set the acceleration voltage etc. under the measurement condition that the ratio of CI value of 0.1 or more at all measurement points is 70% or more.
- the interval between measurement points is called the number of steps, and this number of steps is based on 0.07 ⁇ m.
- the number of steps may be changed to an upper limit of 0.20 ⁇ m, but the number of crystal grains when the grain boundary setting angle is 2° is 1.5 times or more as compared to the number of crystal grains when the grain boundary setting angle is 15°. stop within a certain range.
- the measurement range is the maximum length in the longitudinal direction of the crystal grains measured at a grain boundary setting angle of 15° and a CI value of 0.1 or more, because the object to be measured becomes elongated in the longitudinal direction due to wire drawing. , and the number of grains with an average grain size (converted to the diameter of a circle with an area equal to the grain area) of 30 or more is observed.
- the horizontal axis is the true strain
- the vertical axis is the wire 13 having a diameter A 0 and a length L 0 before wire drawing .
- the calculated rate of change when the longitudinal cross-sectional area (longitudinal cross-sectional area) including the central axis when the wire is drawn is 1 when the longitudinal cross-sectional area of the wire 13 when the diameter is 0 is 1 (wire drawing process
- FIG. 10 shows a graph of longitudinal cross-sectional area after wire drawing/longitudinal cross-sectional area before wire drawing).
- the true strain is obtained by 2ln (A 0 /A), where A 0 is the longitudinal cross-sectional area of the wire 13 (heat-treated steel 12) before wire drawing and A is the longitudinal cross-sectional area of the wire 13 after wire drawing. (“ln” is the natural logarithm).
- the value of the true strain increases as the degree of working (diameter reduction rate) of the heat-treated steel material 12 by the wire drawing device (die) increases.
- the length L of the heat-treated steel material 12 drawn from diameter A0 to diameter A is expressed by ( A0 /A) ⁇ L0 .
- the ratio of the cross-sectional area in the longitudinal direction including the central axis is A0 /A, and the length of the heat-treated steel 12 is irrelevant. Therefore, the relationship between the true strain and the ratio of the longitudinal cross-sectional area is expressed by exp[0.5 ⁇ 2 ⁇ ln(A 0 /A) ⁇ ]. This formula is shown by the solid line in FIG. According to calculation, the larger the true strain value (the thinner the wire diameter), the larger the longitudinal cross-sectional area of the heat-treated steel material 12 in the longitudinal direction. This is the same for the crystal grain size observed in the cross section in the longitudinal direction.
- Figure 20 is a graph showing the relationship between the true strain and the average grain size for the developed product and the conventional product. It is a graph showing the measurement results of the average crystal grain size (value converted to the diameter of a circle having the same area as the crystal grain area) ( ⁇ m).
- the broken line indicates the developed product
- the solid line indicates the conventional product.
- the heat treatment differs between the developed product and the conventional product, which is obtained by heat-treating and drawing the steel material 11 (SWRH62A) of the same steel grade. .
- the measurement results of three types of wires 13 produced by setting the temperature of the molten lead 17 to 565°C, 450°C and 425°C are shown.
- the measurement results of one type of wire 13 produced by setting the temperature of the molten lead 17 to 565° C. are shown.
- the wire types shown in the graph, the steel type for each wire type, the distinction between the developed product and the conventional product, and the isothermal transformation temperature are shown (the same applies hereinafter).
- the conventional product (solid line) has a relatively large average grain size at a grain boundary setting angle of 15°.
- the true strain exceeds 1.5
- the average grain size tends to decrease as the true strain increases.
- the developed product broken line
- the average grain size at a grain boundary setting angle of 15° is small (approximately 4 ⁇ m) in the undrawn state (true strain is 0.0), and increases the true strain. It can be seen that the average grain size at the grain boundary setting angle of 15° does not change as much as the conventional product even if the wire drawing is applied to the heat-treated steel 12.
- FIG. 21 is a graph showing the relationship between the true strain and the average grain size for each of the developed product and the conventional product. It is a graph showing the measurement results of the average crystal grain size ( ⁇ m) when . As in the graph shown in FIG. 20, for both the developed product (broken line) and the conventional product (solid line), the wire 13 (developed product and the conventional product have different heat treatments).
- the average grain size decreases as the true strain increases for both the conventional product (solid line) and the developed product (dashed line).
- the average grain size of the developed product is smaller than that of the conventional product.
- FIG. 22 is a graph showing the relationship between the true strain and the average grain size for each of the developed product and the conventional product. It is a graph showing the measurement results of the average crystal grain size ( ⁇ m) when . Similar to the graphs shown in FIGS. 20 and 21, for both the developed product (broken line) and the conventional product (solid line), the wire 13 (as described above) is obtained by heat-treating and drawing the steel material 11 (SWRH62A) of the same steel grade. The heat treatment is different between the developed product and the conventional product).
- the average grain size decreases as the true strain increases for both the conventional product (solid line) and the developed product (dashed line).
- the average grain size of the developed product is smaller than that of the conventional product.
- FIG. 23 is a graph showing the relationship between the true strain and the average grain size for each of a large number of developed products and conventional products. It is a graph showing the measurement results of the average crystal grain size ( ⁇ m) at 15°.
- Fig. 23 shows the true strain vs. value for wire 13 of steel grades SWRH42A, SWRH62A, SWRH82A, SWRH82B, SWRS92A, 92A-Cr, 92B-Si and 102A-Cr for the conventional product (solid line) and the developed product (dashed line). The relationship with the average grain size at a grain boundary angle of 15° is shown.
- Fig. 24 is a graph in which the horizontal axis is the true strain and the vertical axis is the average crystal grain size ( ⁇ m) at a grain boundary setting angle of 2°.
- the average grain size changes little regardless of the true strain. The difference is also small.
- the relationship between the true strain and the average grain size is roughly linear, and the larger the true strain, the smaller the average grain size.
- the average grain size when the grain boundary angle is set to 2° has a correlation with the true strain.
- Fig. 25 is a graph with true strain on the horizontal axis and degree of integration on the vertical axis.
- the degree of accumulation shown on the vertical axis indicates the degree of accumulation in the longitudinal [101] direction.
- the degree of integration is a value calculated in EBSD, and the probability that the crystal orientation exists in a completely random state is set to 1, and the probability that the crystal orientation of the measured one exists is calculated. . It is known that the [101] direction is oriented in the longitudinal direction during wire drawing. The higher the true strain, the higher the degree of integration. If the diameters of the heat-treated steel material 12 (the wire before wire drawing) and the diameter of the wire 13 after wire drawing are known, the "true strain" can be obtained.
- the "aggregation degree" calculated by EBSD is used as an index for judging how much wire drawing has been performed, although it is a rough outline. can do.
- the longitudinal [101] density is used.
- Figure 26 shows the measurement results of multiple developed products and multiple conventional products. It is a graph made into a crystal grain size. The conventional product is indicated by a solid line, and the developed product is indicated by a broken line.
- the GOS (Grain Orientation Spread) value (also called the average GOS value) is the average of the grain orientation differences between two pixels in the same grain, and is an index that represents strain. Used. As described above, since the grain boundaries fluctuate according to the grain boundary setting angle, the GOS value fluctuates when the grain boundary setting angle is changed.
- the GOS value is also a value calculated by EBSD analysis software.
- the GOS value represents a wide range of misorientations within the grain.
- the GOS value is a parameter that reflects the change in the overall crystal orientation of the crystal grains, and corresponds to the integration of the local misorientation (KAM) described above.
- KAM local misorientation
- the GOS value does not depend on the number of Steps, but increases as the grain size increases when the twist of the crystal orientation per unit length is the same. Below, the GOS value uses the average value obtained from the area fraction (Area Fraction) within the measurement range.
- the developed product tends to have a larger GOS value/average grain size than the conventional product (solid line).
- the grain boundary setting angle 15° and calculating the GOS value/average grain size, the developed product and the conventional product can be roughly distinguished.
- Figure 27 shows the measurement results of multiple developed products and multiple conventional products. It is a graph made into a crystal grain size. In FIG. 27, a straight line representing ⁇ 0.18 ⁇ average crystal grain size+2.25 is indicated by a dashed line.
- the developed product When the grain boundary setting angle is set to 2°, the developed product has a larger GOS value/average grain size than the conventional product under the same average grain size.
- the conventional product solid line
- the developed product broken line
- the value becomes "-0.18 ⁇ average grain size + 2.25" or more.
- the GOS value/average grain size measured when the grain boundary setting angle is set to 2° and check whether the value is -0.18 ⁇ average grain size + 2.25 or more. They can be distinguished according to whether they are:
- FIG. 28 shows the measurement results of multiple developed products and multiple conventional products, and is a graph in which the horizontal axis is the degree of integration and the vertical axis is the GOS value/average grain size at a grain boundary setting angle of 2°.
- a straight line representing 0.06 ⁇ integration+1.45 is indicated by a dashed line.
- the developed product When the grain boundary setting angle is set to 2°, the developed product has a larger GOS value/average grain size than the conventional product under the same degree of integration, and the conventional product (solid line) has a GOS value. /average number of crystal grains is "0.06 x degree of accumulation + 1.45 or less", while the developed product (solid line) has a GOS value/average number of crystal grains of "0.06 x degree of accumulation + 1.45" or more.
- the GOS value/average grain size at a grain boundary setting angle of 2° is above or below the standard value, based on the value calculated by "0.06 x degree of integration + 1.45". can be distinguished by
- Figure 29 shows the measurement results of multiple developed products and multiple conventional products.
- / is a graph of average crystal grain size.
- the conventional product is indicated by a solid line, and the developed product is indicated by a broken line.
- a straight line representing ⁇ 0.6 ⁇ average GAM value+1.5 is indicated by a dashed line.
- the GAM (Grain Average Misorientation) value (also known as the average GAM value) is the average value of the misorientation between adjacent pixels within a single crystal grain, and is one of the indices representing the twist of the crystal orientation within the grain. . A larger GAM value indicates that the crystal lattice is more distorted.
- the GAM value differs depending on the distance between measurement points (pixels) at the time of measurement (represented by the “number of steps”).
- a GAM value is a value calculated by EBSD analysis software.
- the GAM value is the average of m orientation differences between measurement points in the grain.
- the GAM value defined from the average of the local misorientation corresponds to the average value of the local misorientation KAM (Kernel Average Misorientation) value for each crystal grain, and its absolute value depends on the number of steps of EBSD measurement. Since the wire 13 with uneven strain changes the GAM value when the number of steps is changed, the number of steps is fixed at 0.07 ⁇ m in this embodiment. In the following, the average value obtained from the area fraction (Area Fraction) within the measurement range is used as the GAM value.
- the developed product when the grain boundary setting angle is set to 2°, the developed product (dashed line) has a larger value of GOS value/average grain size than the conventional product (solid line).
- the value of GOS value/average crystal grain size at a grain boundary setting angle of 2° is above the reference value, with the value of "-0.6 x GAM value + 1.5" as the reference (threshold). or below.
- Fig. 30 is a graph showing the measurement results of multiple conventional products, with the horizontal axis as tensile strength (MPa) and the vertical axis as hardness (Hv).
- FIG. 30 shows the relationship between tensile strength and hardness for conventional wires 13 made from steel grades SWRH42A, SWRH62A, SWRH82A, SWRH82B, SWRS92A, 92A-Cr, 92B-Si and 102A-Cr. .
- FIG. 30 plots the normal torsion fracture surface in the torsion test.
- the hardness of the conventional product falls within the range of 0.2 TS + 88 ⁇ hardness ⁇ 0.2 TS + 123 (TS is tensile strength).
- Fig. 31 shows the measurement results of multiple developed products, and is a graph with tensile strength (MPa) on the horizontal axis and hardness (Hv) on the vertical axis, similar to Fig. 30.
- FIG. 31 also plots the normal torsion fracture surface in the torsion test.
- Wire 13 a developed product made from steel type SWRH62A, was particularly remarkable, and the relationship between tensile strength and hardness was 0.16TS + 90 ⁇ hardness ⁇ 0.16TS + 290 (TS was within the range indicated by the tensile strength). It was also found that the developed product can control the relationship between tensile strength and hardness by changing the heating conditions and isothermal transformation temperature during patenting in the wire manufacturing equipment, as described above. Comparing the graph (a) and the graph (b) in the graph of FIG.
- the wire 13 shown in the graph (a) has a hardness of 570 Hv
- the wire 13 shown in graph b) has a hardness of about 480Hv.
- the wire 13 shown in graph (b) has the same tensile strength as the wire 13 shown in graph (a), but is superior in toughness.
- Fig. 32 shows the work hardening curve of wire 13 of steel grade SWRH62A, with true strain on the horizontal axis and tensile strength (MPa) on the vertical axis.
- Fig. 32 shows graphs (broken lines) of three developed wires 13, all of which were made from steel grade SWRH62A but with different temperatures of molten lead 17.
- Graphs (both solid lines) of two conventional wires 13 produced with different temperatures of the molten lead 17 are shown.
- the conventional wire 13 made by setting the temperature of the molten lead 17 (lead furnace temperature) to 450°C does not have the same tensile strength as the remaining four wires 13 even if the true strain is increased. is not improved.
- the tensile strength of the wire 13 increases as the true strain increases, regardless of whether the temperature of the molten lead 17 is set to 450°C or even lower to 425°C.
- the tensile strength of the conventional wire 13 decreases when the temperature of the molten lead 17 is lowered, but the tensile strength of the wire 13 of the developed product does not decrease even if the molten lead 17 at a low temperature is used. That is, in the developed product, even if the temperature of the molten lead 17 is lowered to 425°C, the wire 13 having excellent tensile strength can be obtained. Compared to the case where the temperature of the molten lead 17 is 565°C, by setting the temperature of the molten lead 17 at 425°C, the heat loss from the bathtub 16 can be reduced, and the fuel cost can be reduced by about 20%. can. In other words, the developed product has better energy efficiency than the conventional product because the tensile strength does not decrease even if molten lead 17 is used at a low temperature.
- Fig. 35 shows work hardening curves of wire 13 of steel types SWRH42A and SWRH62A.
- Figure 33 shows the graphs of four developed products created with different temperatures of molten lead 17 (broken lines) and the graphs of two conventional products created with different temperatures of molten lead 17 (solid lines). )It is shown.
- the tensile strength of wire 13 made by heating molten lead 17 to 450°C is higher than that of molten lead 17 when comparing the developed wires 13 of the same steel grade. It is superior to the tensile strength of wire 13 at 565°C. That is, the tensile strength of the developed product can be controlled by controlling the temperature of the molten lead 17, and the tensile strength can be improved by using the molten lead 17 at a low temperature.
- the developed product is superior in tensile strength to the conventional product. This can be seen from the graph shown in 33.
- Fig. 34 shows work hardening curves of wire 13 of steel types SWRH82A and SWRH82B.
- the work hardening curve of steel grade SWRH82B has a slightly larger slope than the work hardening curve of steel grade SWRH82A, indicating superior tensile strength.
- the developed product does not require the addition of expensive alloying elements (manganese as mentioned above) to increase the tensile strength.
- the developed product achieves high strength without adopting steel grades containing expensive alloying elements (manganese, chromium, etc.) for high strength, and can reduce costs.
- Fig. 35 shows work hardening curves of wire 13 of steel grades SWRH92A, 92A-Cr (chromium added), and 92B-Si (manganese-rich and silicon-added) wire 13. It can also be seen from FIG. 35 that the developed product does not require the addition of expensive alloying elements (chromium, silicon, etc.) to increase the tensile strength.
- Fig. 36 shows the work hardening curve of steel type 102A-Cr. It can be seen that the developed product has higher tensile strength than the conventional product.
- FIGS. 32 to 36 Compare FIGS. 32 to 36 from the viewpoint of carbon content. Focusing on the tensile strength of the developed product when the molten lead 17 is at 450°C, the lower the carbon content (for example, see Fig. 32), the higher the tensile strength of the developed product when comparing the developed product and the conventional product of the same steel grade. The slope of the work hardening curve is larger than that of the conventional product, and the tensile strength tends to be higher. Conversely, as the carbon content increases (see, for example, FIG. 36), the slope of the work hardening curve of the developed product approaches that of the conventional product. However, focusing on the tensile strength immediately after heat treatment (when the true strain is 0), the developed steel has higher tensile strength than the conventional steel, and the developed steel has higher tensile strength than the conventional steel. I know there is.
- the difference in slope of the work hardening curve between the developed product and the conventional product does not occur as much as when the temperature of the molten lead 17 is 450°C.
- the tensile strength of the developed steel is higher than that of the conventional steel, and the tensile strength of the developed steel is higher than that of the conventional steel. Excellent tensile strength.
- the developed product makes it possible to manufacture wires 13 with various tensile strengths and hardnesses while starting from fewer steel grades (fewer types of steel 11) than before, making it easier to manage wire manufacturing plants. Become.
- the isothermal transformation temperature the temperature of molten lead 17
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
Description
0.16TS+90≦硬度≦0.16TS+290
図7および図8は,熱処理前の鋼材11としてはいずれも同一(いずれも直径2.11mmのSWRH62A)であるが,図4および図5にそれぞれ示すようにパテンティングの方法を異ならせることによって得られた熱処理鋼材12の後方散乱電子(Backscattered Electron:BSE)画像であり,図7が従来品のBSE画像,図8が開発品のBSE画像である。後方散乱電子画像は,熱処理鋼材12を研磨し,アルゴンガスを用いたミリング処理を行い,熱処理鋼材12の長手方向を撮影した。図7および図8のBSE画像の下部に示される白色横長矩形の長さが1μmに相当する(倍率は10,000倍)。図9は図7に示す従来品のBSE画像の一部拡大模式図を,図10は図8に示す開発品のBSE画像の一部拡大模式図を,それぞれ示している。
12 熱処理鋼材
13 ワイヤ
14 電源
15 給電ロール
16 浴槽
17 溶融鉛
22,31 ダイス
Claims (7)
- 質量%においてC:0.38~1.05%,Mn:0.0~1.0%,Cr:0.0~0.50%およびSi:0.0~1.5%を含有し,残部がFeおよび不可避的不純物である熱処理鋼材を伸線加工した伸線材であって,
粒界設定角度2°,Step数0.07μmにおけるGOS値/平均結晶粒径が-0.6×GAM値+1.5以上であることを特徴とする,
伸線材。 - 質量%においてC:0.38~1.05%,Mn:0.0~1.0%,Cr:0.0~0.50%およびSi:0.0~1.5%を含有し,残部がFeおよび不可避的不純物である熱処理鋼材を伸線加工した伸線材であって,
粒界設定角度2°におけるGOS値/平均結晶粒径が-0.18×平均結晶粒径+2.25以上であることを特徴とする,
伸線材。 - 質量%においてC:0.38~1.05%,Mn:0.0~1.0%,Cr:0.0~0.50%およびSi:0.0~1.5%を含有し,残部がFeおよび不可避的不純物である熱処理鋼材を伸線加工した伸線材であって,
粒界設定角度2°におけるGOS値/平均結晶粒径が0.06×長手方向[101]の集積度+1.45以上であることを特徴とする,
伸線材。 - 質量%においてC:0.38~1.05%,Mn:0.0~1.0%,Cr:0.0~0.50%およびSi:0.0~1.5%を含有し,残部がFeおよび不可避的不純物である熱処理鋼材を伸線加工した伸線材であって,
捻回試験で捻回破面が正常な範囲において,引張強さ(TS)と硬度が以下の関係にあり,パテンティング時の加熱条件および恒温変態温度にしたがって引張強さと硬度との関係を調整可能であることを特徴とする,
伸線材。
0.16TS+90≦硬度≦0.16TS+290 - 質量%においてC:0.38~1.05%,Mn:0.0~1.0%,Cr:0.0~0.50%およびSi:0.0~1.5%を含有し,残部がFeおよび不可避的不純物である熱処理鋼材を伸線加工した伸線材であって,
上記伸線加工前の熱処理鋼材について反射電子像(BSE)によって組織を観察したときに,フェライトと鉄炭化物の二相組織において,視野中において屈折,湾曲,分岐をしている鉄炭化物の面積比が9%以上であることを特徴とする,
伸線材。 - 質量%においてC:0.38~1.05%,Mn:0.0~1.0%,Cr:0.0~0.50%およびSi:0.0~1.5%を含有し,残部がFeおよび不可避的不純物である鋼材を用意する工程と,
上記鋼材自体を発熱させることによって上記鋼材を直接に加熱する工程と,
恒温変態を行うことができる冷却媒体が貯められた浴槽に上記加熱された鋼材を通過させることによって上記鋼材を冷却する工程と,
上記冷却された鋼材を伸線する工程を含み,
上記加熱工程は加熱最終段階の温度勾配が一番大きく,上記加熱工程の加熱最終段落において上記鋼材が所定加熱最高温度に到達した直後に上記加熱された鋼材を上記冷却媒体に進入させることによって,上記所定加熱最高温度を保持せずに冷却を開始することを特徴とする,
伸線材の製造方法。 - 質量%においてC:0.38~1.05%,Mn:0.0~1.0%,Cr:0.0~0.50%およびSi:0.0~1.5%を含有し,残部がFeおよび不可避的不純物である鋼材を,常温から800℃以上に数秒内に加熱する工程と,
加熱最高温度を保持することなく,加熱された鋼材を数秒内に620℃以下に冷却する工程と,
上記冷却された鋼材を伸線する工程を含む,
伸線材の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/285,775 US20240183010A1 (en) | 2021-04-15 | 2022-04-14 | Wiredrawn product and method for manufacturing wiredrawn product |
| JP2023514680A JPWO2022220281A1 (ja) | 2021-04-15 | 2022-04-14 | |
| EP22788204.0A EP4324945A1 (en) | 2021-04-15 | 2022-04-14 | Drawn wire material, and method for producing drawn wire material |
| KR1020237038894A KR20230169306A (ko) | 2021-04-15 | 2022-04-14 | 신선재 및 신선재의 제조 방법 |
| CN202280028527.8A CN117222770A (zh) | 2021-04-15 | 2022-04-14 | 拉丝材料以及拉丝材料的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-069178 | 2021-04-15 | ||
| JP2021069178 | 2021-04-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022220281A1 true WO2022220281A1 (ja) | 2022-10-20 |
Family
ID=83640752
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/017810 WO2022220281A1 (ja) | 2021-04-15 | 2022-04-14 | 伸線材および伸線材の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240183010A1 (ja) |
| EP (1) | EP4324945A1 (ja) |
| JP (1) | JPWO2022220281A1 (ja) |
| KR (1) | KR20230169306A (ja) |
| CN (1) | CN117222770A (ja) |
| WO (1) | WO2022220281A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024161659A1 (ja) * | 2023-02-03 | 2024-08-08 | 日本製鉄株式会社 | 線材、鋼線、ロープ、及びロープの製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06322480A (ja) * | 1993-05-13 | 1994-11-22 | Sumitomo Metal Ind Ltd | 伸線強化高強度鋼線用線材およびその製造方法 |
| JPH10183242A (ja) * | 1996-12-20 | 1998-07-14 | Sumitomo Metal Ind Ltd | 高強度鋼線の製造方法 |
| JP2008007856A (ja) * | 2006-06-01 | 2008-01-17 | Nippon Steel Corp | 高延性の直接パテンティング線材の製造方法 |
| WO2015119247A1 (ja) * | 2014-02-06 | 2015-08-13 | 新日鐵住金株式会社 | 鋼線 |
| JP2017504721A (ja) * | 2013-12-24 | 2017-02-09 | アルセロールミタル・ワイヤ・フランス | 高い疲労強度および水素脆性に対する耐性を有する冷間圧延鋼線ならびに該鋼線が組み込まれる可撓性導管の補強 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3599551B2 (ja) | 1998-01-09 | 2004-12-08 | 株式会社神戸製鋼所 | 生引き性に優れた線材 |
-
2022
- 2022-04-14 WO PCT/JP2022/017810 patent/WO2022220281A1/ja active Application Filing
- 2022-04-14 EP EP22788204.0A patent/EP4324945A1/en active Pending
- 2022-04-14 US US18/285,775 patent/US20240183010A1/en active Pending
- 2022-04-14 CN CN202280028527.8A patent/CN117222770A/zh active Pending
- 2022-04-14 KR KR1020237038894A patent/KR20230169306A/ko unknown
- 2022-04-14 JP JP2023514680A patent/JPWO2022220281A1/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06322480A (ja) * | 1993-05-13 | 1994-11-22 | Sumitomo Metal Ind Ltd | 伸線強化高強度鋼線用線材およびその製造方法 |
| JPH10183242A (ja) * | 1996-12-20 | 1998-07-14 | Sumitomo Metal Ind Ltd | 高強度鋼線の製造方法 |
| JP2008007856A (ja) * | 2006-06-01 | 2008-01-17 | Nippon Steel Corp | 高延性の直接パテンティング線材の製造方法 |
| JP2017504721A (ja) * | 2013-12-24 | 2017-02-09 | アルセロールミタル・ワイヤ・フランス | 高い疲労強度および水素脆性に対する耐性を有する冷間圧延鋼線ならびに該鋼線が組み込まれる可撓性導管の補強 |
| WO2015119247A1 (ja) * | 2014-02-06 | 2015-08-13 | 新日鐵住金株式会社 | 鋼線 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024161659A1 (ja) * | 2023-02-03 | 2024-08-08 | 日本製鉄株式会社 | 線材、鋼線、ロープ、及びロープの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4324945A1 (en) | 2024-02-21 |
| CN117222770A (zh) | 2023-12-12 |
| JPWO2022220281A1 (ja) | 2022-10-20 |
| KR20230169306A (ko) | 2023-12-15 |
| US20240183010A1 (en) | 2024-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4555768B2 (ja) | 高強度ばね用鋼線 | |
| JP4943564B2 (ja) | ソーワイヤ用素線及びその製造方法 | |
| US20110168302A1 (en) | High-strength ultrathin steel wire and method of manufacturing the same | |
| US9540718B2 (en) | High-strength steel wire material exhibiting excellent cold-drawing properties, and high-strength steel wire | |
| US6645319B2 (en) | Wire rod for drawing superior in twisting characteristics and method for production thereof | |
| US20190024222A1 (en) | Steel wire for non-heat treated machine part and non-heat treated machine part | |
| WO2018193810A1 (ja) | 高強度低熱膨張合金線 | |
| WO2018212327A1 (ja) | 線材、鋼線、及び鋼線の製造方法 | |
| WO2022220281A1 (ja) | 伸線材および伸線材の製造方法 | |
| CN109963957A (zh) | 钢线材及钢线材的制造方法 | |
| JP5900710B2 (ja) | 伸線加工性に優れた高炭素鋼線材とその製造方法 | |
| JP2010229469A (ja) | 冷間加工特性に優れる高強度線材及びその製造方法 | |
| US6527883B1 (en) | Steel wire and method of manufacturing the same | |
| CN108368583A (zh) | 非调质机械部件用钢丝及非调质机械部件 | |
| US20170241001A1 (en) | Steel wire rod for bearings having excellent drawability and coil formability after drawing | |
| KR102534998B1 (ko) | 열간 압연 선재 | |
| US10808305B2 (en) | High-strength PC steel wire | |
| JP2007262496A (ja) | 延性に優れた高強度極細鋼線 | |
| JP5573223B2 (ja) | 耐断線性に優れた高強度極細鋼線及びその製造方法 | |
| WO2022220238A1 (ja) | 熱処理鋼材および鋼材の熱処理方法 | |
| JP2006249561A (ja) | 延性に優れた高強度極細鋼線 | |
| Abid et al. | Effect of Deformation Rate on the Microstructure and Drawability of Medium-Carbon Steel | |
| CN108070785A (zh) | 延性优良的高碳线材及其制造方法 | |
| EP4357477A1 (en) | Wire rod having excellent drawability, and manufacturing method therefor | |
| CN108350544A (zh) | 钢线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22788204 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18285775 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280028527.8 Country of ref document: CN Ref document number: 2023514680 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 20237038894 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020237038894 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022788204 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022788204 Country of ref document: EP Effective date: 20231115 |