WO2022172765A1 - 炭素繊維強化プラスチック及びその製造方法 - Google Patents
炭素繊維強化プラスチック及びその製造方法 Download PDFInfo
- Publication number
- WO2022172765A1 WO2022172765A1 PCT/JP2022/003096 JP2022003096W WO2022172765A1 WO 2022172765 A1 WO2022172765 A1 WO 2022172765A1 JP 2022003096 W JP2022003096 W JP 2022003096W WO 2022172765 A1 WO2022172765 A1 WO 2022172765A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- carbon fiber
- carbon
- reinforced plastic
- resin
- fiber reinforced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
- B32B5/073—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper characterised by the fibrous or filamentary layer being mechanically connected to another layer by sewing, stitching, hook-and-loop fastening or stitchbonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/24—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least three directions forming a three-dimensional [3D] structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/08—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/08—Impregnating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/12—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by the relative arrangement of fibres or filaments of different layers, e.g. the fibres or filaments being parallel or perpendicular to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/262—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a woven fabric layer
- B32B5/263—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a woven fabric layer next to one or more woven fabric layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/08—Interconnection of layers by mechanical means
- B32B7/09—Interconnection of layers by mechanical means by stitching, needling or sewing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B2038/0052—Other operations not otherwise provided for
- B32B2038/008—Sewing, stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/07—Parts immersed or impregnated in a matrix
- B32B2305/076—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/10—Fibres of continuous length
- B32B2305/18—Fabrics, textiles
- B32B2305/188—Woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2313/00—Elements other than metals
- B32B2313/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2363/00—Epoxy resins
Definitions
- the present invention relates to carbon fiber reinforced plastics and methods for producing the same.
- carbon fiber reinforced plastics those in which multiple carbon fiber layers are laminated and embedded in a resin body are known. Such carbon fiber reinforced plastics are attracting attention as new materials because they are lighter and stronger than aluminum or iron.
- carbon fiber reinforced plastics have a problem that so-called delamination tends to occur when a shearing force acts perpendicularly to the stacking direction of the carbon fiber layers.
- Patent Document 1 a plurality of carbon fiber layers made of carbon fibers, a resin body in which the carbon fiber layers are embedded, and a A carbon fiber reinforced plastic is described that includes pins inserted into and fixed to a plurality of holes formed in a resin body.
- An object of the present invention is to provide a carbon fiber reinforced plastic that can sufficiently suppress delamination, and a method for producing the same.
- a substrate portion in which a plurality of carbon fiber layers in which carbon fibers are arranged in at least one direction are laminated, a resin impregnated in the substrate portion, and a carbon-based thread, A carbon fiber reinforced plastic is provided, wherein the carbon-based yarn penetrates a plurality of the carbon fiber layers.
- the resin impregnated in the base material portion is a thermosetting resin
- the thermosetting resin is an epoxy resin
- the resin impregnated in the base material portion is a thermoplastic resin
- the thermoplastic resin is a polyamide resin, a polypropylene resin, a polyphenylene sulfide resin, a polycarbonate resin, and thermoplastic polyurethane resin.
- the carbon-based yarn is selected from the group consisting of a carbon nanotube yarn and a composite yarn of a resin impregnated in the base material portion and the carbon nanotube yarn. At least one is preferred.
- the axial direction of the carbon fibers in at least one carbon fiber layer and the axial direction of the carbon fibers in another carbon fiber layer are not parallel.
- a method for producing a carbon fiber reinforced plastic comprising: laminating a plurality of prepregs each comprising the carbon fiber layer and a resin impregnated in the carbon fiber layer; and penetrating a plurality of said carbon fiber layers.
- a method for producing a carbon fiber reinforced plastic comprising a step of laminating a plurality of the carbon fiber layers to form the base material portion;
- a method for producing a carbon fiber reinforced plastic is provided, comprising the steps of penetrating a layer and impregnating a resin into the substrate portion.
- the tensile strength of the carbon-based yarn is 500 MPa or more.
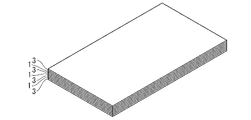
- FIG. 1 is a schematic diagram showing a carbon fiber reinforced plastic according to a first embodiment of the present invention
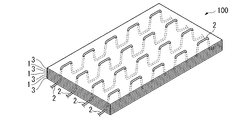
- FIG. FIG. 2 is a schematic diagram showing a state in which carbon-based yarns penetrate a carbon fiber layer in the first embodiment of the present invention
- FIG. 5 is a diagram for explaining a method for manufacturing carbon fiber reinforced plastic according to a second embodiment of the present invention
- FIG. 5 is a diagram for explaining a method for manufacturing carbon fiber reinforced plastic according to a second embodiment of the present invention
- FIG. 5 is a diagram for explaining a method for manufacturing carbon fiber reinforced plastic according to a second embodiment of the present invention
- FIG. 5 is a schematic diagram showing multiple carbon fiber layers with non-parallel axial directions of the carbon fibers in the third embodiment of the present invention
- FIG. 2 is a schematic diagram showing a state in which two carbon-based threads are used to sew a plurality of carbon fiber layers
- FIG. 2 is a schematic diagram showing a state in which two carbon-based threads are used to sew a plurality of carbon fiber layers
- FIG. 2 is a schematic diagram showing a state in which two carbon-based threads are used to sew a plurality of carbon fiber layers
- FIG. 2 is a schematic diagram showing a state in which two carbon-based threads are used to sew a plurality of carbon fiber layers
- a carbon fiber reinforced plastic 100 includes a plurality of carbon fiber layers 1, carbon-based yarns 2, and a plurality of resin layers 3, as shown in FIG.
- a plurality of carbon fiber layers 1 constitute a substrate portion.
- the resin layer 3 is a layer made of a resin impregnated into the substrate portion.
- the carbon-based yarn 2 penetrates through the plurality of carbon fiber layers 1 in a direction substantially perpendicular to the carbon fiber layers 1 . Since the carbon-based yarn 2 penetrates the plurality of carbon fiber layers 1 in this way, the strength in the vertical direction of the carbon fiber layer 1 that is not reinforced by the carbon fiber layers 1 can be improved. Also, the carbon fiber layers 1 can be fastened together with the carbon-based thread 2 . In this way, delamination in the carbon fiber reinforced plastic 100 can be sufficiently suppressed.
- the carbon fiber layer 1 is a layer in which carbon fibers are arranged in at least one direction.
- the carbon fiber layer 1 may be carbon fiber cloth.
- the carbon fiber layer 1 may be, for example, a cloth in which warp yarns 11 and weft yarns 12 are woven, as shown in FIG.
- the number of carbon fiber layers 1 may be plural, and may be two layers or three layers or more.
- Carbon fibers are fibers in which 90% or more by mass is composed of carbon, which is obtained by thermally carbonizing precursors of organic fibers. Carbon fibers can be produced by carbonizing acrylic fibers or pitch (a by-product of petroleum, coal, coal tar, etc.) as a raw material at a high temperature. Carbon fibers include, for example, PAN-based carbon fibers (carbon fibers using acrylic fibers) and pitch-based carbon fibers (carbon fibers using pitch).
- the thickness of the carbon fiber layer 1 is preferably 100 ⁇ m or more and 5000 ⁇ m or less. If the thickness of the carbon fiber layer 1 is within the above range, the carbon-based yarn 2 can easily penetrate the carbon fiber layer 1 .
- the carbon-based yarn 2 is a yarn that can penetrate the plurality of carbon fiber layers 1 and contains fibers made of a carbon-based material. Note that the carbon-based yarn 2 does not include the carbon fiber described above. Carbon fiber is not flexible enough, and like thread, it cannot be sewn. On the other hand, as shown in FIG. 2, the carbon-based thread 2 can be passed through the weave of the carbon-fiber cloth, and the plurality of carbon-fiber layers 1 can be sewn with the carbon-based thread 2 . With such a carbon-based yarn 2, the material of the substrate portion can be entirely carbon-based material, and the strength of the substrate portion can be further improved.
- Examples of the carbon-based yarn 2 include carbon nanotube yarns and carbon nanotube composite yarns of other materials and carbon nanotube yarns (hereinafter sometimes referred to as "CNT composite yarns").
- a carbon nanotube yarn is, for example, a carbon nanotube forest (a growth body in which a plurality of carbon nanotubes are grown on a substrate so as to be oriented vertically to the substrate, and is sometimes referred to as an "array”. ), the carbon nanotube sheet is pulled out in a sheet form, and the pulled out carbon nanotube sheet is bundled, and then the bundle of carbon nanotubes is twisted to obtain a filamentous linear body.
- a carbon nanotube yarn can be obtained by spinning a carbon nanotube dispersion.
- the production of carbon nanotube filaments by spinning can be performed, for example, by the method disclosed in US Publication No. US 2013/0251619 (Japanese Patent Application Laid-Open No. 2012-126635). From the viewpoint of obtaining carbon nanotube yarns of high purity, it is preferable to obtain carbon nanotube yarns by twisting a carbon nanotube sheet.
- the carbon nanotube yarn may be a yarn in which two or more carbon nanotube yarns are twisted together.
- a CNT composite yarn for example, (1) a process to obtain a carbon nanotube yarn by drawing carbon nanotubes in a sheet form from the end of a carbon nanotube forest, bundling the drawn carbon nanotube sheet, and then twisting the bundle of carbon nanotubes.
- a forest, sheet or bundle of carbon nanotubes, or a yarn provided with a resin film on the surface of the twisted yarn (2) a CNT composite yarn in which a bundle of carbon nanotubes is twisted together with yarns of other materials, ( 3) A CNT composite yarn obtained by twisting a yarn of another material with a carbon nanotube yarn or a CNT composite yarn.
- the CNT composite yarn of (3) is a composite yarn when two yarns are knitted, but if at least one carbon nanotube or CNT composite yarn is included, three or more are twisted together. There may be.
- the other material used for the CNT composite yarn is preferably a resin impregnated into the substrate portion. Since such a resin is the same resin as the resin of the resin layer 3 described later, when impregnating the resin after sewing the carbon fiber layer with the CNT composite yarn, the CNT composite yarn is impregnated with the resin. easier.
- the carbon-based yarn 2 is a twisted yarn, it is preferably Z twisted (left twisted). In the case of Z-twisting, it is possible to suppress unraveling of the thread when sewing with the carbon-based thread 2 using an embroidery machine.
- the tensile strength of the carbon-based yarn 2 is preferably 500 MPa or more.
- the diameter of the carbon-based yarn 2 (in the case of twisted yarn, the diameter of the twisted yarn) is preferably 50 ⁇ m or more and 1000 ⁇ m or less. If the diameter of the carbon-based thread 2 is within the above range, the carbon-based thread 2 can easily sew the carbon fiber layer 1 .
- the average distance between adjacent penetration points is preferably 0.1 mm or more and 500 mm or less. If the average distance is within the above range, the strength of the carbon fiber layer 1 in the vertical direction can be improved.
- the resin layer 3 is a layer made of a resin impregnated into the substrate portion.
- the resin layer 3 is the resin of the carbon fiber reinforced plastic 100 , and this resin is reinforced by the base material portion including the carbon fiber layer 1 and the carbon-based yarns 2 .
- a method for impregnating the base material portion with the resin (1) the carbon fiber layer 1 is immersed in the resin, taken out, and then dried to impregnate the carbon fiber layer 1 with the resin to prepare a prepreg; A method of laminating the prepreg, (2) a method of impregnating the base portion with the resin by preparing a base portion, immersing the base portion in a resin, taking out the resin, and then drying the base portion.
- the resin includes a thermosetting resin and a thermoplastic resin.
- Thermosetting resins include epoxy resins, polyester resins, phenol resins, thermosetting polyimide resins, and the like. Among these, epoxy resins are preferable from the viewpoint of strength and the like.
- thermoplastic resins include polyamide resins, polypropylene resins, polyphenylene sulfide resins, polycarbonate resins, and thermoplastic polyurethane resins.
- the thickness of the resin layer 3 is preferably 10 ⁇ m or more and 1000 ⁇ m or less. If the thickness of the resin layer 3 is within the above range, the carbon-based thread 2 can easily penetrate the resin layer 3 .
- the method for producing the carbon fiber reinforced plastic according to the present embodiment is a method for producing the carbon fiber reinforced plastic 100 according to the present embodiment, as shown in FIGS.
- the method includes a step of laminating a plurality of prepregs 10 each having a layer 3 (lamination step), and a step of penetrating the plurality of carbon fiber layers with the carbon-based yarn 2 (penetration step).
- a prepreg 10 as shown in FIG. 3A is prepared.
- the prepreg 10 can be produced by impregnating the carbon fiber layer 1 with resin and forming the resin layer 3 so as to cover the carbon fiber layer 1 .
- the resin used here is a thermosetting resin
- an uncured thermosetting resin is used.
- a substrate portion is formed by laminating a plurality of carbon fiber layers 1 .
- the inside of the base material portion is impregnated with a resin, and the periphery of the base material portion is also covered with the resin layer 3 .
- the carbon-based yarn 2 pierces the plurality of carbon fiber layers 1 .
- the carbon-based thread 2 penetrates from the lower surface to the upper surface of the substrate portion formed by laminating a plurality of carbon fiber layers 1, moves in the planar direction of the substrate portion, and penetrates from the upper surface to the lower surface.
- the base material portion can be sewn with the carbon-based thread 2 .
- a known method for penetrating the carbon fiber layer 1 with the carbon-based thread 2 a known method can be appropriately adopted. Specifically, it may be hand-stitched or a device may be used. Devices used here include a sewing machine, an embroidery machine, and the like.
- thermosetting resin When the resin is a thermosetting resin, a step of curing the thermosetting resin may be provided after the step of penetrating. If the thermosetting resin is cured after the piercing step in this way, it is in an uncured state in the piercing step, so that the base material portion can be easily sewn with the carbon-based thread 2 .
- the following effects can be obtained.
- the thermosetting resin is cured after the piercing step. With such a configuration, the substrate portion can be easily sewn with the carbon-based thread 2 because the carbon-based thread 2 is in an uncured state in the piercing step.
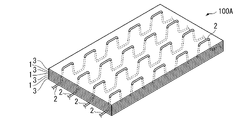
- the method for producing the carbon fiber reinforced plastic according to the present embodiment is a method for producing the carbon fiber reinforced plastic 100A according to the present embodiment, wherein a plurality of carbon fiber layers 1 are laminated. Then, a step of forming a substrate portion (substrate portion forming step), a step of penetrating the plurality of carbon fiber layers 1 with the carbon-based yarn 2 (penetrating step), and impregnating the substrate portion with a resin. and a step (impregnation step).
- a plurality of carbon fiber layers 1 are laminated to form a base material part.
- the carbon-based yarn 2 pierces the plurality of carbon fiber layers 1 .
- the carbon-based thread 2 penetrates from the lower surface to the upper surface of the base material portion formed by laminating a plurality of carbon fiber layers 1, moves in the planar direction of the base material portion, and penetrates from the upper surface to the lower surface.
- the base material portion can be sewn with the carbon-based thread 2 .
- the carbon-based thread 2 is passed through the substrate portion that is not impregnated with resin. Therefore, the base material portion can be easily sewn with the carbon-based thread 2 .
- FIG. 5 the axial direction of the carbon fibers in at least one carbon fiber layer 1 (the axial direction of the warp yarns 11) and the axial direction of the carbon fibers in another carbon fiber layer (the axial direction of the warp yarns 11) axial direction) are not parallel.
- the strength is higher in the axial direction of the carbon fiber than in the other directions.
- the strength in one direction is high, but the strength in the other directions is low.
- the carbon fiber layer 1 is arranged on the substrate portion as shown in FIG. 5, the strength in various directions can be increased.
- the axial direction of the warp yarns 11 in at least one carbon fiber layer 1 is not parallel to the axial direction of the warp yarns 11 in another carbon fiber layer. Therefore, the strength in various directions can be increased in the carbon fiber reinforced plastic 100 .
- the present invention is not limited to the above-described embodiments, and includes modifications, improvements, etc. within the scope of achieving the object of the present invention.
- the method of sewing when sewing the base material portion with the carbon-based thread 2 is a flat stitch, but the method is not limited to this.
- the sewing method may be reverse stitching or various stitches (overcast, cross stitch, chain stitch, blanket stitch, knot, etc.).
- one carbon-based thread 2 is used to sew a plurality of carbon fiber layers 1, but the present invention is not limited to this.
- a plurality of carbon fiber layers 1 may be stitched with two or more carbon-based threads 2 .
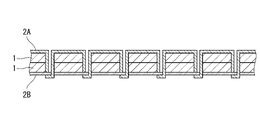
- FIG. 6A to 6C are schematic diagrams showing a state in which two carbon-based threads 2 (needle thread 2A and bobbin thread 2B) are used to sew a plurality of carbon fiber layers 1.
- FIG. 6A When the upper thread 2A and the lower thread 2B have approximately the same strength, both the upper thread 2A and the lower thread 2B penetrate the carbon fiber layer 1 as shown in FIG. 6A.
- the needle thread 2A is stronger than the bobbin thread 2B, only the bobbin thread 2B can pass through the carbon fiber layer 1, as shown in FIG. 6B.
- the bobbin thread 2B is made stronger than the needle thread 2A, only the needle thread 2A can pass through the carbon fiber layer 1 as shown in FIG. 6C.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022581310A JPWO2022172765A1 (https=) | 2021-02-12 | 2022-01-27 | |
| US18/264,892 US20240123703A1 (en) | 2021-02-12 | 2022-01-27 | Carbon fiber-reinforced plastic and production method therefor |
| EP22752594.6A EP4279238A4 (en) | 2021-02-12 | 2022-01-27 | CARBON FIBER REINFORCED PLASTIC AND ITS PRODUCTION PROCESS |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021021036 | 2021-02-12 | ||
| JP2021-021036 | 2021-02-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022172765A1 true WO2022172765A1 (ja) | 2022-08-18 |
Family
ID=82838722
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/003096 Ceased WO2022172765A1 (ja) | 2021-02-12 | 2022-01-27 | 炭素繊維強化プラスチック及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240123703A1 (https=) |
| EP (1) | EP4279238A4 (https=) |
| JP (1) | JPWO2022172765A1 (https=) |
| TW (1) | TW202244148A (https=) |
| WO (1) | WO2022172765A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011110796A (ja) | 2009-11-26 | 2011-06-09 | Jx Nippon Oil & Energy Corp | 炭素繊維強化プラスチック成形体及びその製造方法 |
| JP2012126635A (ja) | 2010-11-22 | 2012-07-05 | Furukawa Electric Co Ltd:The | 凝集紡糸構造体の製造方法および凝集紡糸構造体 |
| US20130251619A1 (en) | 2010-11-22 | 2013-09-26 | National Institute Of Advanced Industrial Science And Technology | Aggregated thread structure, production method thereof, and electric wire using the same |
| JP2015030950A (ja) * | 2013-08-05 | 2015-02-16 | 株式会社Shindo | ステッチ基材およびそれを用いた繊維強化プラスチック |
| US20170370039A1 (en) * | 2016-06-28 | 2017-12-28 | University Of Dayton | Carbon nanotube thread z-axis multifunctional stitching |
| JP2018059009A (ja) * | 2016-10-07 | 2018-04-12 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料 |
| JP2019202547A (ja) * | 2019-07-19 | 2019-11-28 | 三菱ケミカル株式会社 | プリプレグ |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5841950A (ja) * | 1981-08-31 | 1983-03-11 | 東レ株式会社 | 繊維強化樹脂用補強基材 |
| US20100021682A1 (en) * | 2008-07-25 | 2010-01-28 | Florida State University Research Foundation | Composite material and method for increasing z-axis thermal conductivity of composite sheet material |
| WO2012106406A1 (en) * | 2011-02-01 | 2012-08-09 | General Nano Llc | Methods of coating carbon nanotube elongates |
| KR102189113B1 (ko) * | 2019-03-28 | 2020-12-09 | 한국과학기술연구원 | 스티치 부재를 포함하는 섬유강화 복합 구조체 및 이의 제조 방법 |
-
2022
- 2022-01-27 EP EP22752594.6A patent/EP4279238A4/en active Pending
- 2022-01-27 JP JP2022581310A patent/JPWO2022172765A1/ja active Pending
- 2022-01-27 WO PCT/JP2022/003096 patent/WO2022172765A1/ja not_active Ceased
- 2022-01-27 US US18/264,892 patent/US20240123703A1/en active Pending
- 2022-02-08 TW TW111104515A patent/TW202244148A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011110796A (ja) | 2009-11-26 | 2011-06-09 | Jx Nippon Oil & Energy Corp | 炭素繊維強化プラスチック成形体及びその製造方法 |
| JP2012126635A (ja) | 2010-11-22 | 2012-07-05 | Furukawa Electric Co Ltd:The | 凝集紡糸構造体の製造方法および凝集紡糸構造体 |
| US20130251619A1 (en) | 2010-11-22 | 2013-09-26 | National Institute Of Advanced Industrial Science And Technology | Aggregated thread structure, production method thereof, and electric wire using the same |
| JP2015030950A (ja) * | 2013-08-05 | 2015-02-16 | 株式会社Shindo | ステッチ基材およびそれを用いた繊維強化プラスチック |
| US20170370039A1 (en) * | 2016-06-28 | 2017-12-28 | University Of Dayton | Carbon nanotube thread z-axis multifunctional stitching |
| JP2018059009A (ja) * | 2016-10-07 | 2018-04-12 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料 |
| JP2019202547A (ja) * | 2019-07-19 | 2019-11-28 | 三菱ケミカル株式会社 | プリプレグ |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4279238A4 (en) | 2024-12-25 |
| EP4279238A1 (en) | 2023-11-22 |
| JPWO2022172765A1 (https=) | 2022-08-18 |
| TW202244148A (zh) | 2022-11-16 |
| US20240123703A1 (en) | 2024-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR900004485A (ko) | 성형가능 복합재료의 제조방법 | |
| JP5279121B2 (ja) | 繊維強化複合材料 | |
| CN107107394A (zh) | 带状干燥纤维增强体 | |
| CN1860016B (zh) | 无卷曲可浸入增强织物及由其制成的复合增强材料 | |
| US12480238B2 (en) | Unidirectional laid nonwoven and use thereof | |
| JP5707734B2 (ja) | 繊維強化プラスチック用一方向性の強化繊維織編物及びその繊維基材と、同繊維基材の製造方法及び同繊維基材を使った繊維強化プラスチックの成形方法 | |
| JPWO2023189755A5 (https=) | ||
| CN102026799B (zh) | 夹芯复合材料的开口补强装置 | |
| JP5849284B2 (ja) | 繊維強化複合編物材料の製造方法 | |
| RU2005106254A (ru) | Графитовые ткани на основе пека и прошитые иглами войлоки для подложек газодиффузионного слоя топливного элемента, и армированные композиты с высокой теплопроводностью | |
| JP5433836B2 (ja) | 熱可塑性繊維糸を巻縫いした織物の炭素繊維強化複合材料 | |
| JP2009074186A (ja) | 炭素繊維織物の製造方法 | |
| JP2009019201A (ja) | 成形材料、プリフォームおよび繊維強化樹脂 | |
| WO2022172765A1 (ja) | 炭素繊維強化プラスチック及びその製造方法 | |
| EP4061987B1 (en) | Composite materials comprising a reinforcing knitted structure and a resin, and a production method | |
| JP7836292B2 (ja) | プリフォーム構造体、繊維強化プラスチック、及びプリフォーム構造体の製造方法 | |
| KR20060083981A (ko) | 무권축 함침 가능 보강 직물과 이로부터 만들어진 복합보강재 | |
| WO2007018096A1 (ja) | 繊維強化プラスチック用多軸不織シートおよびその製造方法 | |
| JP2015214776A (ja) | 織成時の耳部利用の繊維材料 | |
| EP4435162B1 (en) | Fiber structure and fiber-reinforced composite material | |
| JP5690386B2 (ja) | 織物による炭素繊維強化複合材料の成形方法 | |
| KR102448814B1 (ko) | 탄소복합재 프리폼 제조방법 | |
| JP2019112738A (ja) | 炭素繊維テープ材およびそれを用いた炭素繊維積層シート、ならびに炭素繊維強化プラスチック成形品 | |
| JP2022003179A (ja) | 繊維束、繊維基材、及び繊維強化複合材 | |
| JPS5892557A (ja) | 繊維積層体の製造方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22752594 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022581310 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18264892 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 2022752594 Country of ref document: EP Effective date: 20230816 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |