WO2022153659A1 - ピッキングシステム及びピッキングシステムの制御方法 - Google Patents
ピッキングシステム及びピッキングシステムの制御方法 Download PDFInfo
- Publication number
- WO2022153659A1 WO2022153659A1 PCT/JP2021/041936 JP2021041936W WO2022153659A1 WO 2022153659 A1 WO2022153659 A1 WO 2022153659A1 JP 2021041936 W JP2021041936 W JP 2021041936W WO 2022153659 A1 WO2022153659 A1 WO 2022153659A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- order
- picking
- arrival
- article
- transport
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
Definitions
- the present invention relates to a picking system and a control method thereof.
- a group of goods is taken out from an automated warehouse and loaded on a pallet, and the pallet is delivered to a picking station via a trolley transport system.
- the sorting preparation work picking work
- the article group is transported to the automatic sorter (conveyor) and sorted by the automatic sorter to the sorting destination corresponding to each article (for example, patent). Reference 1).
- the worker takes out the item instructed to be picked from the pallet and transfers it to the automatic sorter. For this reason, in the automatic sorter, since the transportation is executed in units of one product of one order, the number of transportations increases, and there is a possibility that the transportation capacity of the automatic sorter, which is a conveyor, cannot cope with the transportation.
- the present invention is intended to solve the above-mentioned problems, and an object of the present invention is to provide a picking system or the like capable of increasing the number of transports.
- the picking system is connected to a plurality of automated warehouses, each of which has a rack and a loading / unloading trolley, and stores a plurality of articles, and a plurality of automated warehouses. Based on an order that includes multiple picking stations that accept goods delivered from an automated warehouse, multiple transport vehicles on which the container is placed and travels on the floor, and at least one item contained within the container. It is provided with a controller that determines the arrival order of containers to a predetermined picking station from which the article is picked, controls a plurality of transport vehicles based on the arrival order, and controls delivery from an automated warehouse.
- the controller determines the order of arrival of the container to a predetermined picking station where the article is picked, based on an order containing at least one article contained in the container. Then, the controller controls a plurality of transport vehicles based on the determined arrival order. As a result, it is possible to synchronize the delivery timing of the article with respect to the predetermined picking station and the arrival timing of the transport vehicle provided with the container for accommodating the article so that the waiting time is minimized. That is, since it is possible to collect the transport vehicles provided with the containers that require the articles in a predetermined picking station, it is possible to increase the number of transports.
- controller determines the order of arrival so that multiple containers containing the same type of goods are consecutive.
- the controller determines the arrival order so that the plurality of the containers accommodating the same type of articles are contiguous, a plurality of transport vehicles provided with the containers accommodating the articles are continuously determined. You can arrive at the picking station. As a result, at the predetermined picking station, the worker can continuously transfer the article to the container of each transport vehicle, so that the transfer work can be made more efficient. In addition, the number of times of warehousing and unloading on the warehousing and unloading trolley can be reduced.
- the controller makes the order of arrival in a plurality of containers determined so that the order of arrival is continuous in no particular order.
- the controller makes the arrival order in the plurality of containers determined so that the arrival order is continuous in no particular order, the transport vehicle can arrive at the predetermined picking station more efficiently.
- the controller makes a plurality of transport vehicles stand by at a branch road with respect to the main route of the plurality of transport vehicles so as to line up in parallel.
- the controller outputs the delivery instruction of the goods to the predetermined picking station to the automated warehouse based on the order, and then outputs the transportation instruction to the transport vehicle on which the container corresponding to the order is placed.
- the controller outputs the delivery instruction of the goods to the predetermined picking station to the automated warehouse based on the order, and then outputs the transportation instruction to the transport vehicle on which the container corresponding to the order is placed. That is, since the transport instruction is output based on the warehousing instruction, the transport vehicle heads for the predetermined picking station during the warehousing operation. Therefore, it is possible to suppress the time that the transport vehicle waits unnecessarily.
- the controller outputs a transport instruction to the transport vehicle on which the container corresponding to the order is placed, and after the transport vehicle reaches the vicinity of the predetermined picking station, automatically issues a delivery instruction of the article to the predetermined picking station. Output to the warehouse.
- the controller outputs a transport instruction to the transport vehicle on which the container corresponding to the order is placed, and after the transport vehicle reaches the vicinity of the predetermined picking station, the goods are delivered to the predetermined picking station.
- Output instructions to the automated warehouse That is, since the delivery instruction is output after the transport vehicle reaches the vicinity of the predetermined picking station, it is possible to suppress a situation in which the article arrives at the predetermined picking station but the transport vehicle does not arrive.
- the control method of the picking system includes a plurality of automated warehouses each having a rack and a loading / unloading carriage and storing a plurality of articles, and a plurality of automated warehouses. It is a control method of a picking system having a plurality of picking stations connected to and receiving goods discharged from an automated warehouse, and a plurality of transport vehicles on which a container is placed and travels on a floor surface. Based on an order containing at least one article to be contained, the order of arrival of the containers to a predetermined picking station where the article is picked is determined, multiple transport vehicles are controlled based on the order of arrival, and the goods are delivered from the automated warehouse. To control.
- the arrival order is determined so that a plurality of containers accommodating the same type of articles are contiguous
- a plurality of transport vehicles provided with containers accommodating the articles are continuously picked at a predetermined picking station. Can be arrived at.
- the worker can continuously transfer the article to the container of each transport vehicle, so that the transfer work can be made more efficient.
- the number of times of warehousing and unloading on the warehousing and unloading trolley can be reduced.
- it is explanatory drawing which shows the state of a plurality of transport vehicles when the arrival order is not determined. It is explanatory drawing which shows the state of a plurality of transport vehicles at the time of determining the arrival order which concerns on embodiment. It is explanatory drawing which shows the state which the transport vehicles are arranged in parallel in the plurality of branch roads which concerns on embodiment.
- FIG. 1 is a plan view showing an outline of the configuration of the picking system 10 according to the embodiment.
- the picking system 10 according to the present embodiment includes a plurality of automated warehouses 20, a plurality of picking stations 30, a plurality of automatic guided vehicles 40, and a controller 50.
- the plurality of automated warehouses 20 are arranged side by side in the Y-axis direction, and each stores a plurality of types of goods.
- each automated warehouse 20 includes a pair of racks 21 and a transfer device 22 arranged between the pair of racks 21.
- the rack 21 extends in the X-axis direction and has a plurality of shelf boards stacked in multiple stages in the Z-axis direction.
- the shelf board of each stage can hold a plurality of cases 23 containing articles. At least one article of the same type is contained in one case 23.
- the transfer device 22 is a device that transfers the case 23 between the picking station 30 corresponding to the automated warehouse 20 and each rack 21.
- the transfer device 22 is not particularly limited, and transfer devices such as stacker cranes, lifts, and conveyors can be exemplified.
- the transfer device 22 in the transfer device 22, rails are laid along the X-axis direction at heights corresponding to the shelves of the rack 21, and the case is reciprocated on the rails at each rack 21. It is a shuttle-type transfer device provided with a warehousing / delivery trolley 24 for transferring the 23.
- the warehousing cart 24 receives the case 23 mounted on the shelf board in each stage of the rack 21, moves along the X-axis direction (extending direction of the shelf board), and has different shelf boards of the same height. It is a vehicle that can deliver the case 23 to the place.
- Each stage of the rack 21 is provided with a conveyor 28 that receives the case 23 from the loading / unloading carriage 24 and transfers it in the horizontal direction. Further, an elevating device 29 is provided between the picking station 30 and each conveyor 28 so that the case 23 can be transferred in the vertical direction and the case 23 can be transferred between each conveyor 28 and the picking station 30. ..
- Each picking station 30 is connected to the automated warehouse 20 so as to have a one-to-one relationship with one automated warehouse 20. Specifically, the picking station 30 carries out the carrying-in unit 31 that receives the case 23 sent from the elevating device 29, the accommodating unit 32 in which the article in the case 23 is picked by the worker P, and the article.
- This is a device in which a carry-out unit 33 that returns the case 23 to the elevating device 29 is connected by a conveyor 34.
- the conveyor 34 either a driven type or a non-driven type can be arbitrarily adopted.
- the plurality of transport vehicles 40 are transport vehicles on which the container 60 is placed and travels on the floor surface.
- each transport vehicle 40 is an AGV (Automated Guided Vehicle).
- AGV Automated Guided Vehicle
- each transport vehicle 40 stops at each picking station 30 while traveling counterclockwise on the annular main route 70, so that an article based on the order is delivered by the worker P at each picking station 30. Be transferred.
- the order is an order indicating a group of articles housed in one container 60.
- the article group includes at least one article, and the order indicates each article forming the article group.
- the main route 70 is provided with a plurality of tributaries 72 connecting the main route 70 and each picking station 30.
- the tributary flow path 72 is formed in a substantially U shape so that the transport vehicle 40 heading for the picking station 30 and the transport vehicle 40 away from the picking station 30 do not interfere with each other.
- a shipping conveyor for transporting the container 60 to the packing work area is arranged on the main route 70, and the transport vehicle 40 having the container 60 containing all the articles based on the order is shipped.
- the shipping conveyor transports the container 60 to the packing work area.
- the packing work area is a work area for packing the articles in the container 60 into a cardboard box. After that, on the shipping conveyor, the empty container 60 is automatically or manually mounted on the transport vehicle 40.
- the container 60 is a container called an Oricon or the like, and has identification information capable of identifying each container 60.
- the container 60 is attached with a barcode as identification information, or has an RF tag or the like in which the identification information is stored.
- FIG. 2 is a block diagram showing a control configuration of the picking system 10 according to the embodiment.
- the controller 50 is communicably connected to each loading / unloading carriage 24, a conveyor 28, an elevating device 29, each picking station 30, and each transport vehicle 40 in a plurality of automated warehouses 20. It is a computer that controls these.
- the controller 50 is a higher-level computer in the chain of command for each control target.
- the controller 50 includes, for example, a computer provided with a CPU (Central Processing Unit), a storage device such as a memory, an interface for inputting / outputting information, and the like.
- the controller 50 controls the operation of each controlled object by, for example, the CPU executing a predetermined program stored in the storage device.
- the controller 50 is communicatively connected to the server device 200 that receives an order from the orderer.
- the controller 50 controls each control target based on the order received from the server device 200.
- the transport vehicle 40 on which the empty container 60 is placed controls the transport vehicle 40 after associating the container 60 with the order.
- the controller 50 guides the transport vehicle 40 having the container 60 to which the order is associated to each picking station 30 where the articles included in the order are picked. Specifically, the controller 50 searches the inventory of each item included in the order and confirms the storage position thereof.
- the controller 50 outputs the delivery instruction of the article to the predetermined picking station 30 corresponding to the storage position of each article to the loading / unloading carriage 24, and then outputs the delivery instruction to the transport vehicle 40 provided with the container 60 corresponding to the order. Output the transport instruction.
- the delivery timing of the article to the predetermined picking station 30 and the arrival timing of the transport vehicle 40 provided with the container 60 for accommodating the article are synchronized.
- the picking station 30 in which at least one article is stored may be different from the picking station 30 in which other articles are stored.
- the controller 50 outputs a transport instruction to the transport vehicle 40 provided with the container 60 corresponding to the order via these picking stations 30.
- a plurality of transport vehicles 40 may be concentrated on a predetermined picking station 30.
- the controller 50 determines in advance the order of arrival of the plurality of transport vehicles 40 with respect to the predetermined picking station 30.
- the arrival order of the plurality of transport vehicles 40 can be rephrased as the arrival order of the plurality of containers 60.
- FIG. 3 is an explanatory diagram showing a state of a plurality of transport vehicles 40 when the arrival order is not determined as a comparative example.
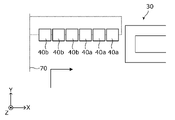
- FIG. 4 is an explanatory diagram showing a state of a plurality of transport vehicles 40 when the arrival order is determined according to the embodiment.
- the illustration of the container 60 mounted on each transport vehicle 40 is omitted.
- the transport vehicle 40 corresponding to the order including the article A is referred to as the first transport vehicle 40a
- the transport vehicle 40 corresponding to the order including the article B is referred to as the second transport vehicle 40b. That is, the first transport vehicle 40a is the transport vehicle 40 on which the container 60 into which the article A is loaded is placed, and the second transport vehicle 40b is the transport vehicle 40 on which the container 60 into which the article B is loaded is placed. be. Further, it is assumed that there are a plurality of the first transport vehicle 40a and the second transport vehicle 40b, respectively.
- each of the first transport vehicles 40a and each second transport vehicle 40b will arrive at the predetermined picking station 30 in the order of traveling on the main route 70.
- FIG. 3 shows a case where the first transport vehicle 40a and the second transport vehicle 40b alternately and repeatedly arrive at a predetermined picking station 30 one by one.
- the case 23 having the article A and the case 23 having the article B are alternately repeated and transported to the predetermined picking station 30.
- the warehousing / delivery operation in the automated warehouse 20 becomes complicated, and the number of picking processes cannot be expected to increase.
- FIG. 4 shows a case where the arrival order is determined so that each of the second transport vehicles 40b is continuous after each of the first transport vehicles 40a is continuous.
- the case 23 holding the article A stays until the loading of the article A into each first transport vehicle 40a is completed.
- the case 23 having the article B is transported to the predetermined picking station 30. Even in the case 23 having the article B, the case 23 stays until the loading of the article B into each of the second transport vehicles 40b is completed.
- the warehousing / delivery operation in the automated warehouse 20 is streamlined, so that the time required for the warehousing / delivery operation can be shortened and the number of transports can be increased. Further, since the worker P can continuously transfer the same type of articles to the container 60 of each transport vehicle 40, the transfer work can be made more efficient.
- controller 50 may arrive in any order within the plurality of first transport vehicles 40a determined so that the arrival order is continuous.
- the term "in no particular order” means that the order may be any order in the plurality of first transport vehicles 40a having a continuous arrival order. This also applies to the arrival order within the plurality of second transport vehicles 40b determined so that the arrival order is continuous.
- the controller 50 manages the first transport vehicle 40a determined so that the arrival order is continuous, that is, the transport vehicle 40 on which the container 60 for picking the same article is placed as one group.
- the transport vehicles 40 within the group are free to arrive in any order.
- the controller 50 determines the arrival order so that the picking operation is performed in order from the transport vehicle 40 that arrived first, depending on the transport travel of each transport vehicle 40 in the same group. Further, the controller 50 determines the arrival order of the transport vehicles 40 outside the group so as to wait until all the transport vehicles 40 within the group arrive.
- the controller 50 controls each transport vehicle 40 so that the transport vehicles 40 (a plurality of first transport vehicles 40a and a plurality of second transport vehicles 40b) are lined up in the order of arrival.
- the main route 70 is provided with a branch route for changing the order of the transport vehicles 40. It is sufficient that one branch path is provided for the main path 70, but it is preferable that a plurality of branch paths are provided in order to smoothly change the order.
- the branch road 71 is shown by a chain double-dashed line. As shown in FIG. 1, a plurality of branch paths 71 are provided for the main path 70.
- the branch path 71 is arranged at each picking station 30 on the immediate upstream side of the main path 70 in the transport direction.
- the branch road 71 is a virtual route arranged on the floor surface. Further, the transport vehicle 40 that has moved to the branch road 71 stands by at a position that does not interfere with the transport vehicle 40 that travels on the main route 70.
- the controller 50 is based on the traveling status of each transport vehicle 40 traveling on the main route 70, the stay status of each transport vehicle 40 at each picking station 30, the status at the start of transport of each transport vehicle 40, and the like.
- the transport vehicle 40 that is likely to arrive at the predetermined picking station 30 is determined before the arrival order.
- the controller 50 moves the transport vehicle 40, which is likely to arrive at the predetermined picking station 30 before the arrival order, to the branch road 71 and puts it on standby.
- the controller 50 causes the transport vehicle 40 traveling on the main route 70 corresponding to the arrival order to pass the branch point with the branch road 71.
- the controller 50 returns from the branch road 71 to the main route 70 and heads for the predetermined picking station 30.
- the order can be changed immediately before the plurality of transport vehicles 40 arrive at each picking station 30.
- the controller 50 grasps the arrangement of the transport vehicles 40 in the main route 70.
- the second transport vehicle 40b exists between the plurality of first transport vehicles 40a determined so that the arrival order is continuous
- the second transport vehicle 40b is moved to the branch road 71 and put on standby. Then, when all of the plurality of first transport vehicles 40a have passed, the movement toward the predetermined picking station 30 is started.
- the controller 50 arranges the plurality of transport vehicles 40 in parallel on the plurality of branch paths 71. You may let me.
- FIG. 5 is an explanatory diagram showing a state in which the transport vehicles 40b are lined up in parallel in the plurality of branch roads 71 according to the embodiment.
- FIG. 5 shows a case where two second transport vehicles 40b are more likely to arrive at a predetermined picking station 30 than the first transport vehicle 40a whose arrival order is earlier. In this case, these two second transport vehicles 40b are waiting side by side in parallel at a plurality of branch roads 71 on the upstream side of the predetermined picking station 30. That is, each of the second transport vehicles 40b is on standby at each of the plurality of branch roads 71.
- the two second transport vehicles 40b return to the main route 70 and head for the predetermined picking station 30 after the first transport vehicle 40a, which has the first arrival order, is directed to the predetermined picking station 30 first.
- the two second transport vehicles 40b return to the main route 70 and head for the predetermined picking station 30 after the first transport vehicle 40a, which has the first arrival order, is directed to the predetermined picking station 30 first.
- branch paths 71 have a loop path 73. It is possible to smoothly change the order by returning the transport vehicles 40 to the main route 70 one by one based on the order of arrival while patrolling the plurality of transport vehicles 40 on the loop road 73.
- the picking system 10 has a rack 21 and a loading / unloading cart 24, respectively, and is connected to a plurality of automated warehouses 20 for storing a plurality of articles and a plurality of automated warehouses 20.
- a plurality of picking stations 30 for receiving articles delivered from the automated warehouse 20 and a plurality of transport vehicles 40 on which a container 60 is placed and traveling on the floor surface, and at least one article housed in the container 60.
- a controller that determines the arrival order of the container 60 with respect to a predetermined picking station 30 from which the article is picked based on the order including, controls a plurality of transport vehicles 40 based on the arrival order, and controls delivery from the automated warehouse 20. It has 50 and.
- control method of the picking system 10 determines the arrival order of the container 60 to a predetermined picking station 30 in which the article is picked, based on an order including at least one article housed in the container 60.
- the plurality of transport vehicles 40 are controlled based on the order of arrival, and the delivery from the automated warehouse 20 is controlled.
- the controller 50 determines the order of arrival of the container 60 to a predetermined picking station 30 where the articles are picked, based on an order containing at least one article contained in the container 60. Then, the controller 50 controls a plurality of transport vehicles 40 based on the determined arrival order. Thereby, the delivery timing of the article to the predetermined picking station 30 and the arrival timing of the transport vehicle 40 provided with the container 60 for accommodating the article can be synchronized. That is, since the transport vehicle 40 provided with the container 60 that requires the article can be collected in a predetermined picking station 30, the number of transports can be increased.
- controller 50 determines the arrival order so that a plurality of first transport vehicles 40a accommodating the same type of article A are continuous. Similarly, the controller 50 determines the arrival order so that a plurality of second transport vehicles 40b accommodating articles of the same type B are continuous.
- the controller 50 determines the arrival order so that the plurality of transport vehicles 40 accommodating the same type of articles are continuous, the plurality of transport vehicles 40 provided with the container 60 accommodating the articles are. It is possible to continuously arrive at the predetermined picking station 30. As a result, at the predetermined picking station 30, the worker P can continuously transfer the article to the container 60 of each transport vehicle 40, so that the transfer work can be made more efficient. In addition, the number of times of warehousing and unloading on the warehousing and unloading trolley 24 can be reduced.
- controller 50 makes the arrival order in the first transport vehicle 40a determined so that the arrival order is continuous in no particular order. Similarly, the controller 50 makes the arrival order in the second transport vehicle 40b determined so that the arrival order is continuous in no particular order.
- the controller 50 arranges the arrival order in the plurality of transport vehicles 40 determined to be continuous in the arrival order in no particular order, the transport vehicles 40 arrive at the predetermined picking station 30 more efficiently. Can be made to.
- controller 50 makes the plurality of transport vehicles 40 stand by at the branch road 71 with respect to the main route 70 of the plurality of transport vehicles 40 so as to be lined up in parallel.
- the plurality of transport vehicles 40 stand by in parallel on the branch road 71 with respect to the main route 70, it is possible to smoothly change the arrival order of the plurality of transport vehicles 40.
- controller 50 outputs the delivery instruction of the article to the predetermined picking station 30 to the automated warehouse 20 based on the order, and then outputs the transfer instruction to the transfer vehicle 40 on which the container 60 corresponding to the order is placed. do.
- the transport vehicle 40 since the transport instruction is output based on the warehousing instruction, the transport vehicle 40 heads for the predetermined picking station 30 during the warehousing operation. Therefore, it is possible to suppress the time that the transport vehicle 40 wastefully waits.
- the present invention is not limited to the above embodiment.
- the present invention also includes a form obtained by subjecting a person skilled in the art to a modification of the above embodiment, and another form realized by arbitrarily combining the components of the above embodiment.
- the case where the transport instruction of the transport vehicle 40 is output is exemplified based on the delivery instruction of the article.
- the controller 50 outputs a transport instruction to the transport vehicle 40 on which the container 60 corresponding to the order is placed, and after the transport vehicle 40 reaches the vicinity of the predetermined picking station 30, a predetermined picking is performed.
- the delivery instruction of the goods to the station 30 may be output to the automated warehouse 20.
- the controller 50 searches the inventory of each item included in the order and confirms the storage position thereof.
- the controller 50 outputs a transport instruction to each transport vehicle 40 so as to go to a predetermined picking station 30 corresponding to the storage position of each article.
- the controller 50 outputs the delivery instruction of the article to the predetermined picking station 30 to the automated warehouse 20 after the transport vehicle 40 reaches the vicinity of the predetermined picking station 30. That is, since the delivery instruction is output after the transport vehicle 40 reaches the vicinity of the predetermined picking station 30, it is possible to suppress the situation where the article arrives at the predetermined picking station 30 but the transport vehicle 40 does not arrive. Can be done.
- the picking system 10 needs to be provided with a position sensor for determining whether or not the transport vehicle 40 has entered the vicinity of each picking station 30.
- the position sensor may be a sensor that detects that the transport vehicle 40 has entered within a predetermined range centered on each picking station 30. Further, even if the controller 50 determines whether or not the transport vehicle 40 has entered the vicinity of each picking station 30 by comparing the detection result of the self-position sensor provided in the transport vehicle 40 with the absolute position of each picking station 30. good.
- the controller 50 may synchronize the delivery timing of the article with respect to the predetermined picking station 30 and the arrival timing of the transport vehicle 40 provided with the container 60 for accommodating the article so that the waiting time is minimized. ..
- the controller 50 sequentially manages the positions of the case 23 during delivery or the transport vehicle 40 in motion, calculates the arrival order or time, and changes the order and travel route of the transport vehicle 40 to change the delivery timing. It is possible to synchronize the arrival timing with the arrival timing so that the waiting time is not generated as much as possible.
- the controller 50 may calculate the estimated arrival time of the transport vehicle 40 at a predetermined picking station 30 in accordance with the output of the transport instruction to the transport vehicle 40. In this case, the controller 50 can output an instruction to issue the goods to the predetermined picking station 30 to the automated warehouse 20 so as to correspond to the estimated arrival time. As a result, the arrival timing of the transport vehicle 40 to the predetermined picking station 30 and the arrival timing of the article can be synchronized so as not to generate a waiting time.
- a buffer area in which the transport vehicle 40 can stand by may be provided in the vicinity of each picking station 30.
- the buffer area is arranged at a position that does not interfere with the transport vehicle 40 traveling on the main route 70.
- the controller 50 can output an instruction to issue the goods to the predetermined picking station 30 to the automated warehouse 20 based on the arrival. Even in this case, the arrival timing of the transport vehicle 40 to the predetermined picking station 30 and the arrival timing of the article can be more synchronized. It is also possible to change the arrival order of the plurality of transport vehicles 40 using the buffer area.
- the picking station H, the picking station I, the picking station J, and so on are arranged in this order from the upstream side.
- the predetermined transport vehicle 40 was scheduled to pass through the picking stations H and I in that order, but at the picking station I, since many other transport vehicles 40 are waiting for picking, the picking station H is first reached.
- the order of arrival is determined so as to go to the picking station I and then to the picking station I.
- the controller 50 may determine the arrival order of the plurality of transport vehicles 40 with respect to the picking station H or the picking station I.
- the controller 50 changes the schedule for the predetermined transport vehicle 40 to pick the article ⁇ at the picking station I, and determines the arrival order so as to go to the picking station I. In this way, the controller 50 may determine the arrival order of the plurality of transport vehicles 40 with respect to the picking station H or the picking station I.
- the transport vehicle system of the present invention is applied to a picking system including a transport vehicle such as an AGV.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Warehouses Or Storage Devices (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022575092A JP7416287B2 (ja) | 2021-01-12 | 2021-11-15 | ピッキングシステム及びピッキングシステムの制御方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-002617 | 2021-01-12 | ||
| JP2021002617 | 2021-01-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022153659A1 true WO2022153659A1 (ja) | 2022-07-21 |
Family
ID=82447149
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/041936 Ceased WO2022153659A1 (ja) | 2021-01-12 | 2021-11-15 | ピッキングシステム及びピッキングシステムの制御方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7416287B2 (https=) |
| TW (1) | TWI861459B (https=) |
| WO (1) | WO2022153659A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2024176885A1 (https=) * | 2023-02-21 | 2024-08-29 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102779469B1 (ko) * | 2022-09-30 | 2025-03-12 | 쿠팡 주식회사 | 전자 장치 및 그의 동작 방법 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06171719A (ja) * | 1992-12-03 | 1994-06-21 | Murata Mach Ltd | ピッキング表示システム |
| US20060229762A1 (en) * | 2004-03-17 | 2006-10-12 | Gerhard Schaefer | System and method for order picking of articles into order containers |
| WO2015097736A1 (ja) * | 2013-12-24 | 2015-07-02 | 株式会社日立製作所 | ピッキングシステム |
| JP2016210547A (ja) * | 2015-05-01 | 2016-12-15 | 村田機械株式会社 | ピッキングシステム |
| JP2018041343A (ja) * | 2016-09-08 | 2018-03-15 | 株式会社東芝 | 自動走行車の制御システム |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2017353094B2 (en) * | 2016-11-04 | 2023-11-30 | WITRON Logistik + Informatik GmbH & Co. KG | Flexible and compact order-picking system |
| CN111776557B (zh) * | 2019-04-03 | 2022-03-22 | 星猿哲科技(上海)有限公司 | 物品拣选系统、相关方法、装置及可读存储介质 |
-
2021
- 2021-11-15 WO PCT/JP2021/041936 patent/WO2022153659A1/ja not_active Ceased
- 2021-11-15 JP JP2022575092A patent/JP7416287B2/ja active Active
-
2022
- 2022-01-05 TW TW111100365A patent/TWI861459B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06171719A (ja) * | 1992-12-03 | 1994-06-21 | Murata Mach Ltd | ピッキング表示システム |
| US20060229762A1 (en) * | 2004-03-17 | 2006-10-12 | Gerhard Schaefer | System and method for order picking of articles into order containers |
| WO2015097736A1 (ja) * | 2013-12-24 | 2015-07-02 | 株式会社日立製作所 | ピッキングシステム |
| JP2016210547A (ja) * | 2015-05-01 | 2016-12-15 | 村田機械株式会社 | ピッキングシステム |
| JP2018041343A (ja) * | 2016-09-08 | 2018-03-15 | 株式会社東芝 | 自動走行車の制御システム |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2024176885A1 (https=) * | 2023-02-21 | 2024-08-29 | ||
| WO2024176885A1 (ja) * | 2023-02-21 | 2024-08-29 | 株式会社ダイフク | 物品搬送設備(article transport facility) |
| JP7816630B2 (ja) | 2023-02-21 | 2026-02-18 | 株式会社ダイフク | 物品搬送設備(article transport facility) |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI861459B (zh) | 2024-11-11 |
| JPWO2022153659A1 (https=) | 2022-07-21 |
| JP7416287B2 (ja) | 2024-01-17 |
| TW202233499A (zh) | 2022-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10207871B2 (en) | Storage and order-picking system | |
| JP7082047B2 (ja) | 注文処理エリアを有する倉庫内で注文を処理する方法 | |
| US10059519B2 (en) | Storage and order-picking system and method for providing articles in a particular order | |
| JP7007271B2 (ja) | 選別ステーションにおいて所望の順序で保管ユニットを保管設備から利用可能にすることによる注文調達方法 | |
| CN112292336A (zh) | 订单履行的系统和方法 | |
| JP7206955B2 (ja) | 自動倉庫制御装置及び自動倉庫におけるクレーンの出庫制御方法 | |
| JP5930406B2 (ja) | ピッキング設備 | |
| US12129120B2 (en) | System and method for picking flat-pack articles | |
| JP7276595B2 (ja) | 自動倉庫システム、及び、自動倉庫システムの制御方法 | |
| CN112543946B (zh) | 在两个仓储区域之间的货物转移改善的仓储和分拣系统及分拣方法 | |
| JP7318860B2 (ja) | 物流システム | |
| US12103779B2 (en) | System and method for picking flatpack articles | |
| JP2004010289A (ja) | 物流設備 | |
| JP7416287B2 (ja) | ピッキングシステム及びピッキングシステムの制御方法 | |
| JP2018188236A (ja) | ピッキングシステム | |
| JP3617422B2 (ja) | 物流設備 | |
| WO2020235186A1 (ja) | 自動倉庫システム | |
| JP2016210547A (ja) | ピッキングシステム | |
| JP6421875B2 (ja) | 集品システム及び集品方法 | |
| JP2007076831A (ja) | 搬送システム | |
| WO2022107419A1 (ja) | 搬送システム | |
| JP7247436B2 (ja) | 物流システム | |
| JP2022188876A (ja) | 物品収容設備 | |
| JP7192184B1 (ja) | 無人移送車による多層ピッキングシステム | |
| CN118107937A (zh) | 工作站、搬运系统及搬运方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21919550 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022575092 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21919550 Country of ref document: EP Kind code of ref document: A1 |