WO2022137978A1 - ステアリング装置 - Google Patents
ステアリング装置 Download PDFInfo
- Publication number
- WO2022137978A1 WO2022137978A1 PCT/JP2021/043343 JP2021043343W WO2022137978A1 WO 2022137978 A1 WO2022137978 A1 WO 2022137978A1 JP 2021043343 W JP2021043343 W JP 2021043343W WO 2022137978 A1 WO2022137978 A1 WO 2022137978A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- shaft
- steering
- press
- fitting
- steering device
- Prior art date
Links
- 230000005540 biological transmission Effects 0.000 claims abstract description 7
- 230000002093 peripheral effect Effects 0.000 claims description 93
- 238000003825 pressing Methods 0.000 claims description 60
- 239000002184 metal Substances 0.000 claims description 59
- 239000003638 chemical reducing agent Substances 0.000 claims description 16
- 239000007788 liquid Substances 0.000 claims description 14
- 239000007769 metal material Substances 0.000 claims description 11
- 239000012530 fluid Substances 0.000 claims description 6
- 238000000034 method Methods 0.000 description 43
- 238000010586 diagram Methods 0.000 description 13
- 230000004043 responsiveness Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 239000004519 grease Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000009792 diffusion process Methods 0.000 description 4
- 230000004323 axial length Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000000696 magnetic material Substances 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 230000005355 Hall effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D5/00—Power-assisted or power-driven steering
- B62D5/04—Power-assisted or power-driven steering electrical, e.g. using an electric servo-motor connected to, or forming part of, the steering gear
- B62D5/0421—Electric motor acting on or near steering gear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D5/00—Power-assisted or power-driven steering
- B62D5/04—Power-assisted or power-driven steering electrical, e.g. using an electric servo-motor connected to, or forming part of, the steering gear
- B62D5/0442—Conversion of rotational into longitudinal movement
- B62D5/0454—Worm gears
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D5/00—Power-assisted or power-driven steering
- B62D5/06—Power-assisted or power-driven steering fluid, i.e. using a pressurised fluid for most or all the force required for steering a vehicle
- B62D5/08—Power-assisted or power-driven steering fluid, i.e. using a pressurised fluid for most or all the force required for steering a vehicle characterised by type of steering valve used
- B62D5/083—Rotary valves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D5/00—Power-assisted or power-driven steering
- B62D5/06—Power-assisted or power-driven steering fluid, i.e. using a pressurised fluid for most or all the force required for steering a vehicle
- B62D5/20—Power-assisted or power-driven steering fluid, i.e. using a pressurised fluid for most or all the force required for steering a vehicle specially adapted for particular type of steering gear or particular application
- B62D5/24—Power-assisted or power-driven steering fluid, i.e. using a pressurised fluid for most or all the force required for steering a vehicle specially adapted for particular type of steering gear or particular application for worm type
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H1/00—Toothed gearings for conveying rotary motion
- F16H1/02—Toothed gearings for conveying rotary motion without gears having orbital motion
- F16H1/04—Toothed gearings for conveying rotary motion without gears having orbital motion involving only two intermeshing members
- F16H1/12—Toothed gearings for conveying rotary motion without gears having orbital motion involving only two intermeshing members with non-parallel axes
- F16H1/16—Toothed gearings for conveying rotary motion without gears having orbital motion involving only two intermeshing members with non-parallel axes comprising worm and worm-wheel
Definitions
- the present invention relates to a steering device.
- the steering shaft is connected to the first shaft connected to the steering wheel and the first shaft, and the rotational force input from the first shaft is output to the transmission mechanism side. It has a second shaft and a connecting shaft that rotatably accommodates the first shaft and is connected to the second shaft via a spline portion. Further, the connecting shaft is connected to the electric motor via a speed reducer.
- the present invention has been devised in view of the conventional circumstances, and one object of the present invention is to provide a steering device capable of improving the responsiveness of a rotational force with respect to a second axis.
- the electric motor applies a rotational force to the second shaft via a speed reducer.
- the responsiveness of the rotational force with respect to the second axis can be improved.
- FIG. 2 is a partially enlarged cross-sectional view of the steering device of FIG.
- FIG. 2 is a partially enlarged cross-sectional view of the steering device of FIG.
- FIG. 2 is a partially enlarged cross-sectional view of the steering device of FIG.
- It is sectional drawing of the 1st press-fitting apparatus of 1st Embodiment.
- It is a process drawing which shows the fixing process of the fixed shaft part of 1st Embodiment.
- It is a process diagram which shows the press-fitting process of the worm wheel of 1st Embodiment.
- It is explanatory drawing of 1st Embodiment which shows the worm wheel in the state of being press-fitted into the intermediate shaft.
- FIG. 1 is a perspective view of the steering device of the first embodiment
- FIG. 2 is a vertical sectional view of the steering device of the first embodiment cut along the line AA of FIG. 1
- FIG. 3 is a view. 2 is a partially enlarged cross-sectional view of the steering device of 2.
- the longitudinal direction of the steering shaft 7 is defined as "axial direction”
- the direction perpendicular to the steering shaft 7 is defined as “diametrical direction”
- the direction is defined as "circumferential direction”.
- FIGS. 2 and 3 the electric motor 2, the EPS controller 3, the worm shaft 21, and the like are shown by broken lines.
- the steering device is an integral type steering device used for large vehicles and the like, and is mainly composed of a steering device main body 1, an electric motor 2, and an EPS controller (ECU) 3.
- ECU EPS controller
- the steering device main body 1 includes a steering mechanism 4, a sector shaft 5, and a power cylinder 6.
- the steering mechanism 4 is used for inputting a rotational force from a steering wheel (not shown), and has a steering shaft 7.
- a part of the steering shaft 7 is housed in the housing 8, and includes an input shaft 9, a connecting shaft 10, an intermediate shaft 11, and an output shaft 12.
- the input shaft 9 is formed in a cylindrical shape, and one end side thereof is linked to the steering wheel to input the steering torque of the driver. Further, as shown in FIGS. 2 and 3, the input shaft 9 is inserted into the connecting shaft 10 whose other end is substantially cylindrical.
- a first annular accommodating groove 9a for accommodating the first needle bearing Nb1 is formed in the outer peripheral portion of the input shaft 9 in the center in the axial direction, and an annular recess for accommodating the second needle bearing Nb2 is formed at the other end in the axial direction.
- the portion 9b is formed.
- the input shaft 9 is rotatably supported by the inner peripheral surface of the connecting shaft 10 via the first and second needle bearings Nb1 and Nb2.
- connection shaft 10 accommodates the other end of the input shaft 9 on one end side, and further connects the input shaft 9 and the intermediate shaft 11 by connecting the other end side to the intermediate shaft 11 via the spline portion 13. ..
- the other end of the connecting shaft 10 may be connected to the intermediate shaft 11 via a threaded portion instead of the spline portion 13.
- the connecting shaft 10 has a cylindrical shape that is continuous in a step-reduced diameter shape from one end side to the other end side, and a large-diameter cylindrical portion 10a located on one end side and the large-diameter cylindrical portion.
- a step portion 10d provided in a step-reduced shape on one end side is provided on the radial end surface of the annular projecting portion 10c, and constitutes a step portion 10d and a part of the housing 8.
- a first ball bearing Bb1 that rotatably supports the connecting shaft 10 is provided between the input side housing 14 and the inner peripheral wall.
- the first ball bearing Bb1 is the outer race 17 of the first ball bearing Bb1 with respect to the stepped portion 14a provided on the input side housing 14 due to the tightening force generated when the first ball bearing Bb1 is fixed to the input side housing 14 via the bolt 15. Is fixed to the input side housing 14 by pressing it toward one end side by the fastening ring 16.
- the outer peripheral portion of the small-diameter cylindrical portion 10b is fixed to the inner peripheral portion of the small-diameter concave portion 20b of the cylindrical intermediate shaft 11 described later via the spline portion 13.
- One end side of the intermediate shaft 11 is rotatably connected to the input shaft 9 via the first torsion bar 18 and is used for inputting the drive torque of the electric motor 2 via the speed reducer 19 provided on the outer peripheral portion. ..
- a storage recess 20 for accommodating a portion on the other end side of the annular protrusion 10c of the connection shaft 10 is formed with an opening toward one end side.
- the accommodating recess 20 is located on one end side and has a circular large diameter recess 20a having an inner diameter corresponding to the outer diameter of the other end side of the large diameter cylindrical portion 10a of the connecting shaft 10, and the large diameter recess 20a in the axial direction.
- a speed reducer 19 which is connected to an electric motor 2 and is formed of a worm gear in which a worm shaft 21 and a worm wheel 22 are meshed with each other is provided on the outer peripheral portion of the intermediate shaft 11 on one end side.
- the worm wheel 22 has a cylindrical metal core metal portion 23 and a synthetic resin diagonal tooth portion 24 provided on the outer peripheral portion on one end side of the core metal portion 23.
- the slanted tooth portion 24 may be formed of a metal material.
- the length of the core metal portion 23 along the axial direction is longer than the length of the slanted tooth portion 24 along the axial direction.
- the core metal portion 23 has a more detailed outer peripheral portion on one end side of the intermediate shaft 11 by pressing the axial end surface 23a on one end side of the core metal portion 23 toward the other end side by using the first press-fitting device 48 described later.
- the core metal portion 23 may be attached to the outer peripheral portion of the intermediate shaft 11 by shrink fitting or cold fitting.
- the core metal portion 23 may be attached to the outer peripheral portion of the intermediate shaft 11 by using a wedge screw, an adhesive, a spline, or the like.
- the core metal portion 23 is attached to the outer peripheral portion of the intermediate shaft 11 using a spline or the like, the intermediate shaft 11 and the core metal portion 23 can be attached by coating the spline with resin or inserting a pin into the spline. You may try to suppress the backlash between.
- the slanted tooth portion 24 meshes with a worm (not shown) formed on the outer periphery of the worm shaft 21.
- annular grease diffusion preventing member 25 for suppressing the intrusion of grease leaked from the meshing portion between the slanted tooth portion 24 and the worm into the output shaft 12 side is provided.
- the grease diffusion prevention member 25 has an outer diameter larger than the outer diameter of the slanted tooth portion 24, and is fixed to the outer peripheral portion on the lower end side of the core metal portion 23 by, for example, press fitting.
- the fixing of the grease diffusion prevention member 25 is not limited to the fixing by press fitting, and may be fixed by a fixing member such as a screw. Further, instead of fixing with screws or the like, the grease diffusion preventing member 25 may be adhered to the outer peripheral portion on the lower end side of the core metal portion 23 with an adhesive.
- the other end side of the intermediate shaft 11 is inserted into the opening recess 12a formed in the one end side enlarged diameter portion of the output shaft 12.
- One end side of the output shaft 12 is rotatably connected to the intermediate shaft 11 via the second torsion bar 26, and the steering torque input by the intermediate shaft 11 is transferred to the piston via the ball screw mechanism 27 which is a conversion mechanism. Output to 28.
- the ball screw mechanism 27 includes the output shaft 12 as a screw shaft having a ball groove 27a formed as a spiral groove on the outer peripheral portion on the other end side, and a ball on the inner peripheral portion provided on the outer peripheral side of the output shaft 12.
- the piston 28 as a nut in which a ball groove 27b, which is a spiral groove corresponding to the groove 27a, is formed, and a plurality of balls 27c provided between the piston 28 and the output shaft 12 (partially broken in FIG. 2). (Indicated by) and.
- a well-known rotary valve 29 as a control valve is configured between the intermediate shaft 11 and the output shaft 12.
- the rotary valve 29 is a hydraulic fluid supplied by a pump device (not shown) mounted on the vehicle according to the twist amount and the twist direction of the second torsion bar 26 derived from the relative rotation angles of the intermediate shaft 11 and the output shaft 12. Is selectively supplied to the first and second liquid chambers (pressure chambers) P1 and P2, which will be described later.
- the sector shaft 5 has a sector gear 5a, and the sector gear 5a rotates with the axial movement of the piston 28 by engaging with the rack teeth 28a of the piston 28 provided on the outer periphery of the other end side of the steering shaft 7. ..
- the sector shaft 5 is linked to the steering wheel via a pitman arm (not shown) and is used for steering.
- the ball screw mechanism 27, the sector shaft 5, and the pitman arm constitute a transmission mechanism that converts the rotational force (steering force) input to the steering shaft 7 into the steering force of the steering wheel.
- a rack bar or a pinion shaft constituting the rack & pinion mechanism can be used as the transmission mechanism.
- the power cylinder 6 is configured by defining a pair of liquid chambers P1 and P2 in which a cylindrical piston 28 slidably housed in the housing 8 defines steering torque. It is a hydraulic actuator that generates an assist torque to assist.
- the electric motor 2 is configured as a three-phase AC brushless motor that applies rotational torque to the intermediate shaft 11 according to the amount of twist of the first torsion bar 18.
- the electric motor 2 is integrally configured with the EPS controller 3, and is housed in a motor housing 30 integrally formed with an input side housing 14 for accommodating an input shaft 9 and the like. ..
- the electric motor 2 has a motor shaft (not shown), and one end of the motor shaft in the axial direction is connected to the worm shaft 21 shown by a virtual line in FIGS. 2 and 3.
- a worm is integrally formed on the outer periphery of the worm shaft 21, and the worm meshes with the slanted tooth portion 24 of the worm wheel 22.
- the torque sensor 31 is provided around the outer peripheral portion on one end side of the annular protrusion 10c of the connecting shaft 10 in a state where the first torsion bar 18 penetrates the inside of the annular torque sensor 31.
- the torque sensor 31 is mainly composed of a permanent magnet 32, a pair of first and second yokes 33 and 34, a pair of first and second magnetic collecting rings 35 and 36, and a magnetic sensor 37. ..
- the permanent magnets 32, the yokes 33, 34, and the magnetic collecting rings 35, 36 are all arranged so as to be substantially concentric with the rotation center line of the steering shaft 7.
- the permanent magnet 32 is a magnetic member that is formed in a substantially cylindrical shape by a magnetic material and is attached and fixed to the outer periphery of one end of the connection shaft 10.
- the permanent magnet 32 is configured by alternately arranging (magnetizing) N poles and S poles along the circumferential direction of the permanent magnet 32.
- the pair of yokes 33 and 34 are all formed in a substantially cylindrical shape by a soft magnetic material.
- the yokes 33 and 34 are provided so that one end side, which is the intermediate shaft 11 side, is aligned in a row along the circumferential direction and faces the permanent magnet 32 in the radial direction.
- the first yoke 33 is arranged on the inner peripheral side and the second yoke 34 is arranged on the outer peripheral side, so that they face each other in the radial direction.
- the pair of magnetic collecting rings 35 and 36 are substantially annular rings that collect the magnetic flux generated by the permanent magnet 32 leaking to the other ends of both yokes 33 and 34 within a predetermined range, and are the other ends of the yokes 33 and 34. Arranged between the radial sides of the side.
- the magnetic collecting ring 35 is arranged on the outer peripheral side, and the magnetic collecting ring 36 is arranged on the inner peripheral side, and both face each other in the radial direction.
- a Hall element 38 is arranged between the magnetic collecting rings 35 and 36 in the radial direction.
- a magnetic collecting portion 35a that is pressed inward in the radial direction is provided at a predetermined position in the circumferential direction of the magnetic collecting ring 35, while the magnetic collecting portion 35a faces the magnetic collecting portion 35a in the circumferential direction of the magnetic collecting ring 36. Is provided with a magnetic collecting portion 36a that protrudes outward in the radial direction.
- the magnetic sensor 37 is connected to a Hall element 38 housed and arranged in a radial gap between the magnetic collecting portion 35a and the magnetic collecting portion 35b, and a control board 39 arranged above the Hall element 38. It is composed of a connection terminal 40 for making a connection.
- the magnetic sensor 37 detects the magnetic flux passing between the magnetic collecting portions 35a and 36a by the Hall element 38 by utilizing the Hall effect of the Hall element 38, and outputs a signal corresponding to this magnetic flux to the control board 39.
- the relative rotation angle between the input shaft 9 and the intermediate shaft 11 on the control board 39 is calculated, and the steering torque is calculated based on the relative rotation angle.
- the housing 8 has a cylindrical shape in which one end side is opened and the other end side is closed, and the output side housing 41 defining the first and second liquid chambers P1 and P2 and the one end opening of the output side housing 41 are closed.
- the above-mentioned input which is connected to the intermediate housing 42 and is connected to the intermediate housing 42 and houses the input shaft 9, the connecting shaft 10, a part of the intermediate shaft 11, and the torque sensor 31. It is composed of a side housing 14.
- the output side housing 41 and the intermediate housing 42 are fastened to each other via a plurality of fixing means, for example, bolts 43, while the intermediate housing 42 and the input side housing 14 are connected to each other. They are fastened to each other by fixing means, such as screws 44.
- a power cylinder main body 41a formed along the axial direction of the steering shaft 7 and a part thereof so as to be orthogonal to the power cylinder main body 41a and a part of the power cylinder main body 41a.
- a shaft accommodating portion 41b formed so as to face the surface is provided.
- Rack teeth 28a and sector gears 5a that can mesh with each other are provided on the outer peripheral portions of the piston 28 and the sector shaft 5.
- the sector shaft 5 rotates with the axial movement of the piston 28, whereby the pitman arm is pulled in the vehicle body width direction, and the direction of the steering wheel is changed. ..
- the hydraulic fluid in the first liquid chamber P1 is guided to the shaft accommodating portion 41b, whereby lubrication between the rack teeth 28a and the sector gear 5a is performed.
- a shaft insertion hole 42a into which the intermediate shaft 11 and the output shaft 12 that overlap each other are inserted is stepped along the axial direction from one end side to the other end side. It penetrates in a reduced diameter.
- a bearing Bn that rotatably supports the output shaft 12 is provided on the large diameter portion on one end side.
- an introduction port 45 communicating with a pump device (not shown) and a supply / discharge port 46 for supplying / discharging the hydraulic pressure introduced from the introduction port 45 to the respective liquid chambers P1 and P2.
- a discharge port 47 is provided for discharging the hydraulic fluid discharged from the liquid chambers P1 and P2 to a reservoir tank (not shown) via the supply / discharge port 46.
- the supply / discharge port 46 communicates with the first liquid chamber P1 via the first supply / discharge passage L1 provided in the enlarged diameter portion on one end side of the output shaft 12, and is provided inside the output side housing 41. 2 It communicates with the second liquid chamber P2 via the supply / discharge passage L2 and the like.
- the other end portion of the steering device having the intermediate housing 42 and the output side housing 41 is preassembled and combined with the preassembled one end side portion of the steering device including the input shaft 9 via the connecting shaft 10.
- the hydraulic fluid pumped by the pump device is supplied to the liquid chambers P1 and P2 on one side according to the steering direction via the rotary valve 29.
- the hydraulic fluid (surplus) corresponding to the supply amount is discharged from the liquid chambers P1 and P2 on the other side to the reservoir tank.
- an assist torque based on the hydraulic pressure acting on the piston 28 is applied to the sector shaft 5.
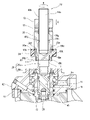
- FIG. 4 is a cross-sectional view of the first press-fitting device 48 used in the press-fitting method of the worm wheel 22 in the first embodiment.
- the first press-fitting device 48 is provided so as to be movable in the axial direction with respect to the fixed shaft portion 49 fixed to the intermediate shaft 11 and the fixed shaft portion 49, and presses the core metal portion 23 of the worm wheel 22.
- a pressing portion 50 is provided on the fixed shaft portion 49 via a male screw portion 49h and a female screw portion 51a, which will be described later, and a pressing force can be applied to the pressing portion 50 by the reaction force of tightening the female screw portion 51a to the male screw portion 49h.
- a nut 51 which is a pressing force applying portion, and a central shaft portion 49b, which will be described later, of a fixed shaft portion 49, which is provided between the nut 51 and the pressing portion 50, and an inner peripheral surface of the pressing portion 50. It is provided with a thrust bearing 52, which is a friction reducing portion for reducing friction between the two.
- the fixed shaft portion 49 is formed in a columnar shape by a metal material.
- the fixed shaft portion 49 is formed integrally with the columnar one end side shaft portion 49a located on the one end side in the axial direction and the one end side shaft portion 49a, and has a diameter larger than that of the one end side shaft portion 49a. It has a columnar central shaft portion 49b and a columnar other end side shaft portion 49c formed integrally with the central shaft portion 49b and having a diameter smaller than that of the central shaft portion 49b.
- the outer peripheral portion of the one-end side shaft portion 49a is formed from the central shaft portion 49b to the vicinity of one end in the axial direction, and has a threaded portion 49d having a male screw portion 49h that meshes with a female screw portion 51a provided on the inner peripheral portion of the nut 51. It is integrally formed with the threaded portion 49d so as to have a smaller diameter than the threaded portion 49d, and includes a non-threaded portion 49e having no male threaded portion.
- the other end side shaft portion 49c is formed in a step-reduced diameter shape from the central shaft portion 49b toward the other end side in the axial direction, and has a large diameter cylindrical portion 49f adjacent to the central shaft portion 49b in the axial direction and the large diameter portion 49f. It is integrally formed with the diameter column portion 49f, and has a small diameter column portion 49g having a smaller diameter than the large diameter column portion 49f. On the outer peripheral portion of the small-diameter cylindrical portion 49g, a male screw portion 49i screwed into a female screw portion 11b provided on the intermediate shaft 11 is formed.
- the pressing portion 50 is formed in a cylindrical shape by a metal material.
- the pressing portion 50 has an annular protruding portion 50a that projects radially inward from the inner peripheral surface on one end side in the axial direction.
- the inner diameter of the annular protrusion 50a is set to be slightly larger than the maximum outer diameter (outer diameter of the thread) of the male threaded portion 49h of the one end side shaft portion 49a. Further, the inner diameter of the portion of the pressing portion 50 that does not include the annular protrusion 50a is set to have a size corresponding to the outer diameter of the central shaft portion 49b.
- the other end surface in the axial direction of the pressing portion 50 is intermediate between the pressing surface 50b that presses the axial end surface 23a of the core metal portion 23 when the core metal portion 23 is press-fitted into the intermediate shaft 11 and the pressing surface 50b when the press-fitting of the core metal portion 23 is completed. It has a contact surface 50c that abuts on one end surface 11a in the axial direction of the shaft 11.
- the pressing surface 50b is an annular surface located on the radial outer side of the pressing portion 50.
- the contact surface 50c is an annular surface located inside the pressing portion 50 in the radial direction and offset from the pressing surface 50b toward one end in the axial direction via the step 50d.
- FIG. 5 is a process diagram showing a fixing step of the fixed shaft portion 49 among a plurality of steps of the press-fitting method of the worm wheel 22 in the first embodiment.
- FIG. 6 is a process diagram showing a press-fitting process of the worm wheel 22 among a plurality of steps of the press-fitting method of the worm wheel 22 in the first embodiment.
- FIG. 7 is an explanatory diagram showing a worm wheel 22 in a state of being press-fitted into the intermediate shaft 11.
- the portion on the other end side of the steering device including the intermediate shaft 11 and the output shaft 12 is arranged so that the accommodating recess 20 of the intermediate shaft 11 faces upward.
- the male screw portion of the small diameter cylindrical portion 49 g of the fixed shaft portion 49 is located at the center of the bottom of the small diameter recess 20b of the intermediate shaft 11.
- the female threaded portion 11b that meshes with the 49i is formed in advance.
- the male screw portion 49i of the small diameter cylindrical portion 49 g is screwed into the female screw portion 11b of the intermediate shaft 11 to attach the fixed shaft portion 49 to the intermediate shaft 11. Fix it.
- the portion on the other end side of the central shaft portion 49b of the fixed shaft portion 49 in the axial direction is inside the accommodating recess 20 of the intermediate shaft 11. Is located in.
- the worm wheel 22 is arranged around one end in the axial direction of the central shaft portion 49b of the fixed shaft portion 49, and then the core metal portion 23 of the worm wheel 22 is provided.
- the pressing portion 50 is arranged from one end side in the axial direction of the fixed shaft portion 49 so that the pressing surface 50b of the pressing portion 50 is in contact with the axial end surface 23a.
- the thrust bearing 52 is arranged so as to be adjacent to one end portion in the axial direction of the pressing portion 50 in the axial direction.
- the nut 51 is arranged so as to be adjacent to one end in the axial direction of the thrust bearing 52 in the axial direction.
- the nut 51 is rotated in the direction of arrow B, and the female screw portion 51a of the nut 51 is moved toward the other end side in the direction of arrow C with respect to the male screw portion 49h of the fixed one-end side shaft portion 49a.
- the reaction force due to this screwing is transmitted to the pressing portion 50 via the thrust bearing 52.
- the core metal portion 23 is pressed by the pressing portion 50 in the direction of arrow C, so that the core metal portion is pressed against the outer peripheral portion of the intermediate shaft portion 11.
- the inner peripheral portion of the portion 23 is press-fitted. As shown in FIG.
- the core metal portion 23 of the worm wheel 22 constituting the speed reducer 19 is connected to the outer peripheral portion of the intermediate shaft 11, and the electric motor 2 rotates to the intermediate shaft 11 via the speed reducer 19. Give power. If the core metal portion 23 is connected to the outer peripheral portion of the connecting shaft 10, the rotational force from the electric motor 2 is transmitted to the intermediate shaft 11 via the spline portion 13 between the connecting shaft 10 and the intermediate shaft 11. The rotational force from the electric motor 2 is transmitted to the intermediate shaft 11 with the deterioration of the responsiveness caused by the backlash of the spline portion 13.
- the intermediate responsiveness is not deteriorated due to the play.
- the responsiveness of the rotational force from the electric motor 2 to the shaft 11 can be improved.
- the speed reducer 19 by amplifying the rotational force of the electric motor 2 provided on the outside of the intermediate shaft 11 by the speed reducer 19 as in the present embodiment, the radial dimension of the input side housing 14 accommodating the intermediate shaft 11 and the like is reduced. Can be made to.
- the core metal portion 23 of the worm wheel 22 is press-fitted into the outer peripheral portion of the intermediate shaft 11 by using the first press-fitting device 48, and at the time of this press-fitting, the small diameter recess of the intermediate shaft 11 is formed.
- the fixed shaft portion 49 is fixed to the intermediate shaft 11 by screwing the male screw portion 49i of the small diameter cylindrical portion 49 g of the fixed shaft portion 49 into the female screw portion 11b formed near the center of the bottom portion of the 20b.
- the pressing portion 50, the thrust bearing 52 and the nut 51 are sequentially arranged from one end side in the axial direction of the fixed shaft portion 49, the nut 51 is rotated in the direction of arrow B to rotate the fixed shaft portion 49 of the fixed shaft portion 49.
- the core metal portion 23 is press-fitted into the outer peripheral portion of the intermediate shaft 11 while sliding the pressing portion 50 on the outer peripheral portion of the central shaft portion 49b.
- the electric motor 2 of the present embodiment is premised on applying a rotational force much larger than that of the hollow motor of the well-known technique described above, and the rotational force transmitted to the intermediate shaft 11 via the speed reducer 19 is also the same. Will grow to. Therefore, in order to withstand such a large rotational force, when the core metal portion 23 is press-fitted into the outer peripheral portion of the intermediate shaft 11, the hollow motor is significantly press-fitted into the outer peripheral portion of the intermediate shaft. Large pressure input is required. Therefore, in this embodiment, it is particularly important to reduce the thrust force applied to the intermediate shaft 11 and suppress damage to the second torsion bar 26.
- the female screw portion 11b is formed near the bottom of the small diameter recess 20b which is relatively long away from the axial end surface 11a of the intermediate shaft 11 to the other end side, so that the female screw portion 11b is formed. Compared with the case where it is formed in the vicinity of the one end surface 11a in the axial direction, it is possible to improve the degree of freedom in design such that the inlay of the fixed shaft portion 49 can be sufficiently secured in the accommodating recess 20 of the intermediate shaft 11.
- the input shaft 9 and the intermediate shaft 11 are connected to each other via the first torsion bar 18 and the cylindrical connecting shaft 10 provided around the first torsion bar 18.
- the connection shaft 10 comprises an input side steering device portion of the steering device including the input shaft 9, the torque sensor 31 and the electric motor 2, and an output side portion of the steering device including the intermediate shaft 11, the output shaft 12, the power cylinder 6, and the like. Separated. Therefore, the steering device can be easily manufactured only by appropriately arranging and fixing the input side steering device portion also preassembled to the output side portion of the preassembled steering device via the connecting shaft 10.
- the connecting shaft 10 is not provided in the steering device, it is necessary to assemble from the input side portion to the output side portion by a series of operations, and it takes a relatively long time to manufacture the steering device. It will be necessary. Further, when maintaining the steering device, it is easier to remove the input side portion from the output side portion of the steering device and inside the input side portion and the output side portion as compared with the steering device that does not have the connecting shaft 10. Can be accessed and maintained.
- the intermediate shaft is rotatably supported with respect to the housing by providing ball bearings at two locations, the outer peripheral portion on one end side and the outer peripheral portion on the other end side of the intermediate shaft.
- the outer peripheral portion on one end side of the connecting shaft 10 is rotatably supported by the ball bearing Bb1, while the other end side portion of the connecting shaft 10 is inside the accommodating recess 20 of the intermediate shaft 11. It has been inserted. Therefore, in the present embodiment, the other end side portion of the connection shaft 10 is inserted into the accommodating recess 20 more than the other end side portion of the connection shaft of the prior art, so that the connection shaft 10 is tilted with respect to the intermediate shaft 11. Can be suppressed. Further, in the present embodiment, unlike the prior art, a ball bearing provided on the outer peripheral portion on the other end side of the connecting shaft 10 is not required, so that the manufacturing cost of the steering device can be reduced.
- FIG. 8 is a cross-sectional view of the second press-fitting device 53 used in the press-fitting method of the worm wheel 22 in the second embodiment.
- the fixed shaft portion 49 of the second press-fitting device 53 has one end side shaft portion 49a and a central shaft portion 49b. Is configured by connecting with screws. Further, the shape of the axially other end of the pressing portion 50 of the second press-fitting device 53 of the second embodiment is the same as the shape of the axially other end of the pressing portion 50 of the first press-fitting device 48 of the first embodiment. different.
- the outer peripheral portion of the one-end side shaft portion 49a has a male screw portion 49h formed from one end in the axial direction to the other end in the axial direction.
- the portion of the male screw portion 49h on the other end side in the axial direction is fixed to the central shaft portion 49b by being screwed into the female screw portion 49j formed at one end portion in the axial direction of the central shaft portion 49b.
- the central shaft portion 49b has a shorter axial length than the central shaft portion 49b of the first embodiment, and is formed so that the outer diameter is substantially equal to the outer diameter of the intermediate shaft 11. As shown in FIG. 8, the central shaft portion 49b has a small-diameter cylindrical shaft portion 49k on the other end side in the axial direction, and the outer peripheral portion of the small-diameter cylindrical shaft portion 49k is provided on the intermediate shaft 11 to be described later. A male screw portion 49n screwed into the female screw portion 11c of the above is formed.
- the annular surface 49m located at the base of the small-diameter cylindrical shaft portion 49k of the central shaft portion 49b is an intermediate shaft in a state where the fixed shaft portion 49 is fixed to the intermediate shaft 11 in the fixing step of the fixed shaft portion 49 described later. It abuts on one end surface 11a in the axial direction of 11.
- the other end surface in the axial direction of the pressing portion 50 is a pressing surface 50b that presses the axial end surface 23a of the core metal portion 23 when the core metal portion 23 is press-fitted into the intermediate shaft 11, and the core metal portion 23 is press-fitted into the intermediate shaft 11. It is provided with a non-pressing surface 50e that does not sometimes press the axial end surface 23a of the core metal portion 23.
- the pressing surface 50b is an annular surface located inside the pressing portion 50 in the radial direction.
- the non-pressing surface 50e is an annular surface located on the radial outer side of the pressing portion 50 and offset from the pressing surface 50b toward one end in the axial direction via the step 50f.
- FIG. 9 is a process diagram showing a fixing step of the fixed shaft portion 49 among a plurality of steps of the press-fitting method of the worm wheel 22 in the second embodiment.
- FIG. 10 is a process diagram showing a press-fitting process of the worm wheel 22 among a plurality of steps of the press-fitting method of the worm wheel 22 in the second embodiment.
- FIG. 11 is an explanatory diagram showing a worm wheel 22 in a state of being press-fitted into the intermediate shaft 11.
- the portion on the other end side of the steering device including the intermediate shaft 11 and the output shaft 12 is arranged so that the accommodating recess 20 of the intermediate shaft 11 faces upward.
- the male screw portion of the small diameter cylindrical shaft portion 49k of the fixed shaft portion 49 is used on the inner peripheral surface of one end of the intermediate shaft 11.
- a female screw portion 11c that meshes with 49n is formed in advance.
- the male screw portion 49n of the small diameter cylindrical shaft portion 49k is screwed into the female screw portion 11c of the intermediate shaft 11 to screw the fixed shaft portion 49 into the intermediate shaft 11.
- the small diameter cylindrical shaft portion 49k of the fixed shaft portion 49 is arranged in the large diameter recess 20a of the accommodating recess 20 of the intermediate shaft 11.
- the annular surface 49m of the central shaft portion 49b is in contact with the axial end surface 11a of the intermediate shaft 11.
- the worm wheel 22 shown in FIG. 10 the worm wheel 22, the pressing portion 50, the thrust bearing 52, and the nut are formed from one end side in the axial direction of the fixed shaft portion 49, as in the press-fitting process of the first embodiment. 51 are sequentially arranged.
- the pressing portion 50 is moved in the direction of arrow C via the thrust bearing 52, and the intermediate shaft 11
- the inner peripheral portion of the core metal portion 23 is press-fitted into the outer peripheral portion.
- the axial end surface 23a of the core metal portion 23 is slightly the other end of the axial end surface 11a of the intermediate shaft 11.
- the annular surface 50g on the other side of the annular protrusion 50a of the pressing portion 50 in the axial direction is in contact with the annular facing surface 49o provided at one end of the central shaft portion 49b in the axial direction.
- the male screw portion 49n of the small-diameter cylindrical shaft portion 49k of the fixed shaft portion 49 is screwed into the female screw portion 11c formed near the axial end surface 11a of the intermediate shaft 11. Therefore, as compared with the case where the female thread portion 11b is formed near the center of the bottom of the small diameter recess 20b of the intermediate shaft 11 as in the first embodiment, the axial length of the fixed shaft portion 49 is shorter, so that the cover is covered. The manufacturing cost for the fixed shaft portion 49 can be reduced.
- the female threaded portion 11c formed near the one end surface 11a in the axial direction that is, the female threaded portion 11c formed on the inner peripheral surface of the large diameter recess 20a of the accommodating recess 20, is located at the center of the small diameter recess 20b of the first embodiment. Since the outer diameter is larger than that of the female threaded portion 11b, a large area of engagement with the male threaded portion 49n is secured as compared with the first embodiment. Therefore, the female threaded portion 11c of the second embodiment can increase the fixing force with respect to the fixed shaft portion 49 as compared with the female threaded portion 11b of the first embodiment.
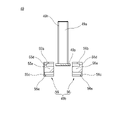
- FIG. 12 is a cross-sectional view of a fixed shaft portion 49 of the third press-fitting device 54 used in the press-fitting method of the worm wheel 22 in the third embodiment.
- the fixed shaft portion 49 is not formed by connecting the one end side shaft portion 49a and the central shaft portion 49b with screws as in the second embodiment, but rather in a half-split shape.
- the fixed shaft portion 49 is configured by sandwiching the other end portion of the one end side shaft portion 49a in the axial direction by the central shaft portion 49b configured in the above.
- the one-end side shaft portion 49a has an annular protrusion 49p that protrudes radially outward from the outer peripheral portion of the other end in the axial direction.
- the central shaft portion 49b has a first half portion 55 and a second half portion 56 formed by dividing a relatively thick circular plate-shaped member into two in the radial direction.
- the first half portion 55 includes a semicircular first plate-shaped portion 55a that cooperates with the semicircular second plate-shaped portion 56a of the second half portion 56 to form a circular plate-shaped portion, and the first half-circular portion 55a.
- a first end-side projecting portion that protrudes from the outer peripheral portion of the plate-shaped portion 55a toward one end in the axial direction and forms an annular portion in cooperation with the semicircular second end-side projecting portion 56b of the second half portion 56. It projects from the outer peripheral portion of the first plate-shaped portion 55a to the other end side in the axial direction, and forms an annular portion in cooperation with the semicircular second end side protruding portion 56c of the second half portion 56. It has a first protruding portion 55c on the other end side.
- a first semicircular groove 55d that is continuous in a semicircular shape along the circumferential direction is formed on the inner peripheral surface of the first one end side protrusion 55b, and the first semicircular groove 55d is a second.
- an annular groove in which the annular protrusion 49p of the one end side shaft portion 49a is fitted is formed.
- the first protruding portion 55c on the other end side has a semicircular first protruding portion 55e protruding radially inward from the other end in the axial direction, and the first protruding portion 55e is the second half portion 56.
- an annular protrusion to be fitted into the annular recess 11d described later formed on the outer peripheral surface of the intermediate shaft 11 is formed.
- the second half portion 56 has the same shape as the first plate-shaped portion 55a, the first one end side protrusion 55b, the first other end side protrusion 55c, the first semicircular groove 55d, and the first protrusion 55e. It includes a second plate-shaped portion 56a, a second one end side protrusion 56b, a second second end side protrusion 56c, a second semicircular groove 56d, and a second protrusion 56e.
- FIG. 13 is a process diagram showing a fixing step of the fixed shaft portion 49 among a plurality of steps of the press-fitting method of the worm wheel 22 in the third embodiment.
- FIG. 14 is a process diagram showing a press-fitting process of the worm wheel 22 among a plurality of steps of the press-fitting method of the worm wheel 22 in the third embodiment.
- FIG. 15 is an explanatory diagram showing a worm wheel 22 in a state of being press-fitted into the intermediate shaft 11.
- the portion on the other end side of the steering device including the intermediate shaft 11 and the output shaft 12 is arranged so that the accommodating recess 20 of the intermediate shaft 11 faces upward.
- annular recess 11d continuous in the circumferential direction is formed in advance on the outer periphery of one end of the intermediate shaft 11 by machining.
- the one end side shaft portion 49a is arranged at a position separated from the one end surface 11a in the axial direction of the intermediate shaft 11 by a predetermined distance.
- the first half portion 55 and the second half portion 56 are moved from the radial outer side to the radial inner side as shown in FIG. 13, and are brought into contact with each other.
- the first protrusion 55e and the second protrusion 56e constituting the annular protrusion are annular to the intermediate shaft 11. It is fitted in the recess 11d, and at the same time, the annular protrusion 49p of the one end side shaft portion 49a is fitted in the annular groove composed of the first semicircular groove 55d and the second semicircular groove 56d.
- the pressing portion 50 is pressed via the thrust bearing 52 by screwing the nut 51 in the arrow B direction as in the press-fitting process of the first and second embodiments. It is moved in the direction of arrow C, and the inner peripheral portion of the core metal portion 23 is press-fitted into the outer peripheral portion of the intermediate shaft 11.
- the axial end surface 23a of the core metal portion 23 is located slightly on the other end side of the annular recess 11d of the intermediate shaft 11.
- the annular surface 50g on the other end side of the annular protrusion 50a of the pressing portion 50 abuts on the axial end 55f of the first half portion 55 and the axial end 56f of the second half portion 56.
- the core metal portion 23 of the worm wheel 22 is press-fitted into the outer peripheral portion of the intermediate shaft 11 by using the third press-fitting device 54, and at the time of this press-fitting, the circle provided on the intermediate shaft 11
- the fixed shaft portion 49 is fixed to the intermediate shaft 11 by fitting the first protrusion 55e of the first half portion 55 and the second protrusion 56e of the second half portion 56 into the annular recess 11d. Therefore, the fixed shaft portion 49 can be easily fixed to the intermediate shaft 11 without the need for forming a screw or removing chips associated with the formation of a screw due to the relatively simple fitting connection of the unevenness.
- the pressing portion 50, the thrust bearing 52 and the nut 51 is directed in the arrow B direction.
- the core metal portion 23 is press-fitted into the outer peripheral portion of the intermediate shaft 11 while sliding the pressing portion 50 on the outer peripheral portions of the first half portion 55 and the second half portion 56.
- the thrust force applied to the intermediate shaft 11 is reduced as compared with the case where the pressing force is directly applied to the core metal portion 23 without using the fixed shaft portion 49, and the second torsion fixed to the intermediate shaft 11 is reduced. Damage to the bar 26 can be suppressed.
- FIG. 16 is a process diagram showing a press-fitting process of the worm wheel 22 according to the fourth embodiment.
- the fourth press-fitting device 57 has a fixed shaft portion 49 from which one end side shaft portion 49a is removed from the fixed shaft portion 49 of the first embodiment, and a pressing portion 50 of the first embodiment. Has a pressing portion 50 having a different shape on one end side in the axial direction.
- one end in the axial direction of the central shaft portion 49b of the fixed shaft portion 49 is suspended from the fixed wall 58 provided in the work place, while the other end side shaft portion 49c is the intermediate shaft 11. Is fixed to the intermediate shaft 11 via a screw connection between the female screw portion 11b and the male screw portion 49i of the other end side shaft portion 49c.
- the pressing portion 50 has an extended end portion 50h in which one end portion in the axial direction is expanded toward one end in a stepped diameter expansion shape, and the annularly continuous axial end surface 50i of the extended end portion 50h is a press (not shown). It is a pressing surface to which the pressing force D is applied by the machine.
- the bottom portion of the output side housing 41 of the steering device is installed on the saucer 59, and the saucer 59 is further attached to the floor portion 61 of the work place via the spring 60.
- the spring 60 absorbs the load acting on the intermediate shaft 11 when the worm wheel 22 is press-fitted.
- a pressing force D is applied to the core metal portion 23 of the worm wheel 22 by a press machine (not shown), and the axial end surface 23a of the pressing portion 50 is pressed toward the other end of the intermediate shaft.
- the core metal portion 23 of the worm wheel 22 is press-fitted into the outer peripheral portion of 11.
- one axial end of the central shaft portion 49b is suspended from the fixed wall 58, and the bottom portion of the output side housing 41 of the steering device is attached to the floor portion 61 via the saucer 59 and the spring 60.
- the core metal portion 23 of the worm wheel 22 can be press-fitted into the outer peripheral portion of the intermediate shaft 11 by a press machine.
- the load acting on the intermediate shaft 11 is absorbed by the spring 60, so that damage to the second torsion bar 26 fixed to the intermediate shaft 11 can be suppressed.
- FIG. 17 is a partial vertical sectional view of the steering device of the fifth embodiment.
- the connecting shaft 10 of the first embodiment is abolished, and the input shaft 9 is directly accommodated in the accommodating recess 20 of the intermediate shaft 11 having a larger axial length than that of the first embodiment. ing.
- the core metal portion 23 of the worm wheel 22 is not fastened to the outer peripheral portion of the intermediate shaft 11 by press fitting, but the core metal portion 23 has a tapered screw 62 provided on one end side and the like. It is attached and fixed to the outer peripheral portion of the intermediate shaft 11 via a key 63 (shown by a broken line in FIG. 17) provided on the end side. Further, the axially other end surface 23b of the core metal portion 23 is restricted from moving to the other end side by the retaining ring 64 provided on the outer peripheral portion of the intermediate shaft 11. Further, the outer peripheral portion of the core metal portion 23 on one end side in the axial direction is rotatably supported by a second ball bearing Bb2 provided on the inner peripheral portion of the input side housing 14.
- the input shaft 9 and the intermediate shaft 11 are connected to each other via the first torsion bar 18 without the connection shaft, and the electric motor 2 is intermediate via the speed reducer 19.
- a rotational force is applied to the shaft 11.
- the rotational force from the electric motor 2 acts directly on the intermediate shaft 11, and the responsiveness from the electric motor 2 to the intermediate shaft 11 can be improved. ..
- FIG. 18 is a partial vertical sectional view of the steering device of the sixth embodiment.
- the third ball bearing Bb3, which is smaller than the first ball bearing Bb1 of the first embodiment, is used. Further, in the sixth embodiment, the stepped portion 14a of the first embodiment is abolished, and the input side housing 14 has an inner peripheral surface 14b formed to have a diameter slightly smaller than the outer diameter of the slanted tooth portion 24. is doing.
- the inner peripheral surface 14b is continuous in the axial direction from the vicinity of the root portion of the bolt 15 to the position where it overlaps the lower half portion of the permanent magnet 32 in the radial direction.
- An annular snap ring groove 14c is formed at a position on the inner peripheral surface 14b slightly lower than the torque sensor 31, and the snap ring groove 14c has, for example, a spiral-shaped snap ring 65. Is fitted.
- the snap ring 65 holds the outer race 17 with the fastening ring 16 by pressing the outer race 17 of the third ball bearing Bb3 in the axial direction by the C-shaped fastening ring 16 tightened by the bolt 15.
- a C-shaped snap ring may be used as for the snap ring 65.
- an inner race fitting groove portion 67 into which the inner race 66 of the third ball bearing Bb3 is fitted and an inner race fitting groove portion 67 adjacent to the inner race fitting groove portion 67 in the axial direction form a C shape. It has an accommodating recessed groove portion 69 for accommodating the retaining ring 68.
- the retaining ring 68 holds the inner race 66 by pressing the inner race 66 toward one end against the side wall of the inner race fitting groove portion 67. As shown in FIG. 18, in the state where the inner race 66 is held, the inner race 66 overlaps the magnetic collecting ring 35 of the torque sensor 31 in the axial direction.
- the snap ring 65 is provided in the snap ring groove 14c of the input side housing 14, and the outer race 17 is held by pressing the outer race 17 against the snap ring 65 by the fastening ring 16. Will be done.
- the requirement of supporting the connecting shaft 10 is originally satisfied even if the rated load of the ball bearing is small.
- the first ball bearing Bb1 having a large rated load is intentionally used, and the first ball bearing Bb1 is pressed against the stepped portion 14a of the input side housing 14 by the retaining ring 16 to hold it.
- the first ball bearing Bb1 is pressed against the stepped portion 14a of the input side housing 14 by the retaining ring 16 to hold it.
- the third ball bearing Bb3 having a small rated load is used as in the sixth embodiment, it is not necessary to provide the stepped portion 14a of the first embodiment, and the inner diameter of the inner peripheral surface 14b of the input side housing 14 becomes larger. It becomes narrower, and it is necessary to provide a new fixing portion for fixing the third ball bearing Bb3 on the inner peripheral surface 14b. Therefore, in the sixth embodiment, the knapling groove 14c into which the snap ring 65 is fitted is formed on the inner peripheral surface 14b.
- the step portion 14a of the first embodiment is abolished in the radial direction of the steering device.
- the dimensions can be reduced and the manufacturing cost of the steering device can be reduced.
- the inner race 66 of the third ball bearing Bb3 is placed further inside in the radial direction so as to avoid interference between the third ball bearing Bb3 and the lower end portion of the torque sensor 31. Since it can be arranged in, the radial dimension of the steering device can be further reduced, and the manufacturing cost of the steering device can be further reduced.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Power Steering Mechanism (AREA)
Abstract
Description
(ステアリング装置の構成)
図1は、第1の実施形態のステアリング装置の斜視図、図2は、図1の線A-Aに沿って切断した第1の実施形態のステアリング装置の縦断面図、図3は、図2のステアリング装置の部分的な拡大断面図である。図1~図3では、説明の便宜上、操舵軸7の長手方向を「軸方向」と定義し、操舵軸7と直行する方向を「径方向」と定義し、さらに、操舵軸7の周囲の方向を「周方向」と定義する。また、軸方向のうち図示せぬステアリングホイールに連係する側(各図中の上側)を「一端」とし、ピストン28に連係する側(各図中の下側)を「他端」として説明する。なお、図2および図3では、電動モータ2、EPSコントローラ3およびウォームシャフト21等を破線で示してある。
第1の実施形態では、減速機19を構成するウォームホイール22の芯金部23が中間軸11の外周部に接続されており、電動モータ2が、減速機19を介して中間軸11に回転力を付与する。仮に、芯金部23が接続軸10の外周部に接続されていると、電動モータ2からの回転力が接続軸10と中間軸11との間のスプライン部13を介して中間軸11へ伝達されることになり、電動モータ2からの回転力が、スプライン部13のガタに起因する応答性の悪化を伴って中間軸11へ伝達されてしまう。そこで、第1の実施形態では、電動モータ2からの回転力が接続軸10を経由せずに中間軸11へ直接伝達されるので、上記ガタに起因する応答性の悪化を伴うことなく、中間軸11に対する電動モータ2からの回転力の応答性を向上させることができる。
さらに、本実施形態では、従来技術と異なり、接続軸10の他端側の外周部に設けられるボールベアリングが必要ないので、ステアリング装置の製造コストを削減することができる。
図8は、第2の実施形態におけるウォームホイール22の圧入方法で用いられる第2圧入装置53の断面図である。
第2の実施形態では、中間軸11の軸方向一端面11a付近に形成された雌ねじ部11cに、被固定軸部49の小径円柱軸部49kの雄ねじ部49nがねじ込まれる。従って、第1の実施形態のように中間軸11の小径凹部20bの底部の中央付近に雌ねじ部11bを形成する場合と比べて、被固定軸部49の軸方向長さが短くなるから、被固定軸部49にかかる製造コストを削減することができる。
図12は、第3の実施形態におけるウォームホイール22の圧入方法で用いられる第3圧入装置54の被固定軸部49の断面図である。
第3の実施形態では、ウォームホイール22の芯金部23は、第3圧入装置54を用いて中間軸11の外周部に圧入され、この圧入の際には、中間軸11に設けられた円環状凹部11dに第1半部55の第1突起部55eおよび第2半部56の第2突起部56eをはめ込むことで、中間軸11に被固定軸部49を固定する。従って、比較的簡潔な凹凸の嵌め合い結合により、ねじの形成やこの形成に伴う切り粉の除去等を必要とせずに、中間軸11に被固定軸部49を容易に固定することができる。
図16は、第4の実施形態のウォームホイール22の圧入工程を示す工程図である。
第4の実施形態では、中央軸部49bの軸方向一端部が固定壁58から吊り下げられ、ステアリング装置の出力側ハウジング41の底部が受け皿59およびばね60を介して床部61に取り付けられている。このように設けられたステアリング装置においてプレス機により中間軸11の外周部にウォームホイール22の芯金部23を圧入することができる。この圧入の際、中間軸11に作用する荷重がばね60により吸収されるので、中間軸11に固定された第2トーションバー26の損傷を抑制することができる。
図17は、第5の実施形態のステアリング装置の部分的な縦断面図である。
第5の実施形態では、入力軸9と中間軸11とは、接続軸を介さずに、第1トーションバー18を介して互いに連結されており、電動モータ2が、減速機19を介して中間軸11に回転力を付与する。このように構成された第5の実施形態のステアリング装置においても、電動モータ2からの回転力が中間軸11に直接作用し、電動モータ2から中間軸11への応答性を向上させることができる。
図18は、第6の実施形態のステアリング装置の部分的な縦断面図である。
第6の実施形態では、スナップリング65が、入力側ハウジング14のスナップリング溝14cに設けられており、留め輪16によってスナップリング65に対してアウターレース17を押し付けることで、アウターレース17が保持される。
Claims (13)
- ステアリングホイールからの回転力が入力される操舵軸と、
前記操舵軸の回転を転舵輪に伝達する伝達機構と、
前記伝達機構に設けられたピストンおよび該ピストンによって画定された一対の液室を有し、前記転舵輪を操舵させる操舵力を付与可能なパワーシリンダと、
前記操舵軸の回転に応じて作動液を前記一対の液室に選択的に供給可能なロータリバルブと、
前記操舵軸に減速機を介して回転力を付与可能な電動モータと、
を備え、前記操舵軸が、前記ステアリングホイールに接続された第1軸と、該第1軸に接続され、前記第1軸から入力された回転力を前記伝達機構側へ出力する第2軸とを有する、ステアリング装置において、
前記電動モータは、前記減速機を介して前記第2軸に接続されている、ステアリング装置。 - 前記第1軸と前記第2軸とは、トーションバーを介して互いに連結される、請求項1に記載のステアリング装置。
- 前記第2軸は金属材料により形成され、
前記減速機は、金属材料により形成された筒状の芯金部を有したウォームホイールを備え、
前記芯金部は、圧入によって前記第2軸の外周部に締結される、請求項2に記載のステアリング装置。 - 前記第2軸は、前記第1軸側に位置する軸方向端面に形成された収容凹部を有しており、前記収容凹部の内周面には、前記芯金部の圧入に供する圧入装置の雄ねじ部と噛み合う雌ねじ部が設けられている、請求項3に記載のステアリング装置。
- 前記第2軸は、その外周面に形成された円環状凹部を有しており、該円環状凹部には、前記芯金部の圧入に供する圧入装置の突起部が嵌め込まれる、請求項3に記載のステアリング装置。
- 前記第2軸は金属材料により形成され、
前記減速機は、金属材料により形成された筒状の芯金部を有したウォームホイールを備え、
前記芯金部は、焼き嵌めまたは冷やし嵌めによって前記第2軸の外周部に締結される、請求項2に記載のステアリング装置。 - 前記第1軸と前記第2軸とは、トーションバーと、該トーションバーの周囲に設けられた筒状の接続軸とを介して互いに連結される、請求項1に記載のステアリング装置。
- 前記第2軸は金属材料により形成され、
前記減速機は、金属材料により形成された筒状の芯金部を有したウォームホイールを備え、
前記芯金部は、圧入によって前記第2軸の外周部に締結される、請求項7に記載のステアリング装置。 - 前記第2軸は、前記第1軸側に位置する軸方向端面に形成された収容凹部を有しており、前記収容凹部の内周面には、前記芯金部の圧入に供する圧入装置の雄ねじ部と噛み合う雌ねじ部が設けられている、請求項8に記載のステアリング装置。
- 前記第2軸は、その外周面に形成された円環状凹部を有しており、該円環状凹部には、前記芯金部の圧入に供する圧入装置の突起部が嵌め込まれる、請求項8に記載のステアリング装置。
- 前記第2軸は金属材料により形成され、
前記減速機は、金属材料により形成された筒状の芯金部を有したウォームホイールを備え、
前記芯金部は、焼き嵌めまたは冷やし嵌めによって前記第2軸の外周部に締結される、請求項7に記載のステアリング装置。 - 前記第2軸は、前記第1軸側に位置する軸方向端面に形成された収容凹部を有しており、前記接続軸は、前記収容凹部内に挿入される、請求項7に記載のステアリング装置。
- 前記操舵軸を収容するハウジングと、前記ハウジングに設けられ、前記接続軸を回転可能に支持するボールベアリングと、前記ハウジングの内周面に設けられ、前記ボールベアリングのアウタ-レースを支持するスナップリングと、前記スナップリングに対して前記ボールベアリングのアウタ-レースを押し付ける留め輪とをさらに備える、請求項7に記載のステアリング装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/268,811 US20240294207A1 (en) | 2020-12-22 | 2021-11-26 | Steering device |
| CN202180086248.2A CN116648400A (zh) | 2020-12-22 | 2021-11-26 | 转向装置 |
| JP2022572003A JP7476358B2 (ja) | 2020-12-22 | 2021-11-26 | ステアリング装置 |
| DE112021006685.4T DE112021006685T5 (de) | 2020-12-22 | 2021-11-26 | Lenkvorrichtung |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020212848 | 2020-12-22 | ||
| JP2020-212848 | 2020-12-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022137978A1 true WO2022137978A1 (ja) | 2022-06-30 |
Family
ID=82157662
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/043343 WO2022137978A1 (ja) | 2020-12-22 | 2021-11-26 | ステアリング装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240294207A1 (ja) |
| JP (1) | JP7476358B2 (ja) |
| CN (1) | CN116648400A (ja) |
| DE (1) | DE112021006685T5 (ja) |
| WO (1) | WO2022137978A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH115552A (ja) * | 1997-06-16 | 1999-01-12 | Aisin Seiki Co Ltd | 車両用操舵装置 |
| WO2007037499A1 (ja) * | 2005-09-29 | 2007-04-05 | Nsk Ltd. | 電動パワーステアリング装置 |
| JP2010071375A (ja) * | 2008-09-17 | 2010-04-02 | Jtekt Corp | 歯車減速装置およびそれを備えた電動パワーステアリング装置 |
| WO2015141255A1 (ja) * | 2014-03-19 | 2015-09-24 | 日立オートモティブシステムズステアリング株式会社 | パワーステアリング装置 |
| JP2019098940A (ja) * | 2017-12-04 | 2019-06-24 | 株式会社ジェイテクト | ウォーム減速機の製造方法、およびウォーム減速機 |
| JP2019156082A (ja) * | 2018-03-12 | 2019-09-19 | クノールブレムゼステアリングシステムジャパン株式会社 | ステアリング装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105128929A (zh) | 2015-09-21 | 2015-12-09 | 北京理工大学 | 一种智能化线控电液转向系统 |
| JP6513748B2 (ja) | 2017-08-02 | 2019-05-15 | Jx金属株式会社 | リチウム回収方法 |
-
2021
- 2021-11-26 US US18/268,811 patent/US20240294207A1/en active Pending
- 2021-11-26 DE DE112021006685.4T patent/DE112021006685T5/de active Pending
- 2021-11-26 CN CN202180086248.2A patent/CN116648400A/zh active Pending
- 2021-11-26 JP JP2022572003A patent/JP7476358B2/ja active Active
- 2021-11-26 WO PCT/JP2021/043343 patent/WO2022137978A1/ja active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH115552A (ja) * | 1997-06-16 | 1999-01-12 | Aisin Seiki Co Ltd | 車両用操舵装置 |
| WO2007037499A1 (ja) * | 2005-09-29 | 2007-04-05 | Nsk Ltd. | 電動パワーステアリング装置 |
| JP2010071375A (ja) * | 2008-09-17 | 2010-04-02 | Jtekt Corp | 歯車減速装置およびそれを備えた電動パワーステアリング装置 |
| WO2015141255A1 (ja) * | 2014-03-19 | 2015-09-24 | 日立オートモティブシステムズステアリング株式会社 | パワーステアリング装置 |
| JP2019098940A (ja) * | 2017-12-04 | 2019-06-24 | 株式会社ジェイテクト | ウォーム減速機の製造方法、およびウォーム減速機 |
| JP2019156082A (ja) * | 2018-03-12 | 2019-09-19 | クノールブレムゼステアリングシステムジャパン株式会社 | ステアリング装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112021006685T5 (de) | 2023-10-19 |
| US20240294207A1 (en) | 2024-09-05 |
| JP7476358B2 (ja) | 2024-04-30 |
| JPWO2022137978A1 (ja) | 2022-06-30 |
| CN116648400A (zh) | 2023-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6228929B2 (ja) | パワーステアリング装置 | |
| US9415797B2 (en) | Automobile active steering system with cycloidal-pin wheel mechanism | |
| US4841790A (en) | Electro mechanical actuator | |
| US8181734B2 (en) | Motor vehicle steering system | |
| US20020148672A1 (en) | Electric power steering apparatus | |
| US7866436B2 (en) | Steering apparatus for motor vehicle | |
| EP1544077A2 (en) | Electric steering system | |
| KR20070091224A (ko) | 전동 파워 스티어링 장치 | |
| EP2728221A2 (en) | Transmission ratio variable device | |
| US20110108354A1 (en) | Transmission ratio variable mechanism and vehicle steering apparatus | |
| WO2022137978A1 (ja) | ステアリング装置 | |
| CN101654118B (zh) | 齿轮阀体及具有该齿轮阀体的车用齿轮阀组件 | |
| JP2004331049A (ja) | 電動舵取装置の軸受固定方法 | |
| JP5013194B2 (ja) | 車両用操舵装置 | |
| JP2006290237A (ja) | 電動パワーステアリング装置 | |
| JPWO2020059403A1 (ja) | ステアリング装置 | |
| CN216070180U (zh) | 电动助力转向器总成的减速器和电动助力转向器总成 | |
| KR20130014089A (ko) | Eps 모터 | |
| JP2023009729A (ja) | 電動パワーステアリング装置 | |
| JP2006044616A (ja) | ピニオン・アシスト式電動パワーステアリング装置 | |
| JP2011051387A (ja) | 電動パワーステアリング装置 | |
| KR100848488B1 (ko) | 자동차의 동력 보조 조향장치 | |
| JP2000072008A (ja) | 電動パワーステアリング装置 | |
| JP2022095290A (ja) | 電動パワーステアリング装置 | |
| KR20240058682A (ko) | 차량용 제동장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21910131 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022572003 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202180086248.2 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18268811 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112021006685 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21910131 Country of ref document: EP Kind code of ref document: A1 |