WO2022097579A1 - 立毛人工皮革 - Google Patents
立毛人工皮革 Download PDFInfo
- Publication number
- WO2022097579A1 WO2022097579A1 PCT/JP2021/040077 JP2021040077W WO2022097579A1 WO 2022097579 A1 WO2022097579 A1 WO 2022097579A1 JP 2021040077 W JP2021040077 W JP 2021040077W WO 2022097579 A1 WO2022097579 A1 WO 2022097579A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber bundle
- polyurethane
- fiber
- artificial leather
- continuous region
- Prior art date
Links
- 239000002649 leather substitute Substances 0.000 title claims abstract description 139
- 239000000835 fiber Substances 0.000 claims abstract description 415
- 239000004814 polyurethane Substances 0.000 claims abstract description 291
- 229920002635 polyurethane Polymers 0.000 claims abstract description 290
- 229920001410 Microfiber Polymers 0.000 claims abstract description 83
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 72
- 239000002245 particle Substances 0.000 claims description 70
- 239000006185 dispersion Substances 0.000 claims description 44
- 230000008961 swelling Effects 0.000 claims description 23
- 125000000129 anionic group Chemical group 0.000 claims description 9
- 239000010985 leather Substances 0.000 claims description 4
- 230000000149 penetrating effect Effects 0.000 claims description 4
- 150000002009 diols Chemical class 0.000 description 67
- -1 polyethylene terephthalate Polymers 0.000 description 50
- 239000002131 composite material Substances 0.000 description 48
- 238000000034 method Methods 0.000 description 36
- 239000000839 emulsion Substances 0.000 description 31
- 239000000463 material Substances 0.000 description 31
- 230000000052 comparative effect Effects 0.000 description 24
- 238000004519 manufacturing process Methods 0.000 description 23
- 229920000642 polymer Polymers 0.000 description 22
- 229920000515 polycarbonate Polymers 0.000 description 21
- 239000004417 polycarbonate Substances 0.000 description 21
- 238000011282 treatment Methods 0.000 description 21
- 239000004372 Polyvinyl alcohol Substances 0.000 description 18
- 239000003431 cross linking reagent Substances 0.000 description 18
- 229920002451 polyvinyl alcohol Polymers 0.000 description 18
- 238000004043 dyeing Methods 0.000 description 15
- JOYRKODLDBILNP-UHFFFAOYSA-N urethane group Chemical group NC(=O)OCC JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 15
- 239000002253 acid Substances 0.000 description 14
- 150000001875 compounds Chemical group 0.000 description 13
- 239000011148 porous material Substances 0.000 description 13
- 238000012360 testing method Methods 0.000 description 13
- 239000002585 base Substances 0.000 description 12
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 11
- 238000001035 drying Methods 0.000 description 11
- 239000004970 Chain extender Substances 0.000 description 10
- 125000005442 diisocyanate group Chemical group 0.000 description 10
- 239000000975 dye Substances 0.000 description 10
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 9
- 229910052799 carbon Inorganic materials 0.000 description 9
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 8
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 150000001718 carbodiimides Chemical class 0.000 description 7
- 239000003349 gelling agent Substances 0.000 description 7
- 238000005470 impregnation Methods 0.000 description 7
- 239000004745 nonwoven fabric Substances 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 7
- 239000005020 polyethylene terephthalate Substances 0.000 description 7
- 239000004088 foaming agent Substances 0.000 description 6
- 241000209094 Oryza Species 0.000 description 5
- 235000007164 Oryza sativa Nutrition 0.000 description 5
- 125000002723 alicyclic group Chemical group 0.000 description 5
- BFNBIHQBYMNNAN-UHFFFAOYSA-N ammonium sulfate Chemical compound N.N.OS(O)(=O)=O BFNBIHQBYMNNAN-UHFFFAOYSA-N 0.000 description 5
- 229910052921 ammonium sulfate Inorganic materials 0.000 description 5
- 235000011130 ammonium sulphate Nutrition 0.000 description 5
- 239000004744 fabric Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 230000001771 impaired effect Effects 0.000 description 5
- 235000009566 rice Nutrition 0.000 description 5
- 150000003839 salts Chemical class 0.000 description 5
- QUSNBJAOOMFDIB-UHFFFAOYSA-N Ethylamine Chemical compound CCN QUSNBJAOOMFDIB-UHFFFAOYSA-N 0.000 description 4
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 4
- 239000004721 Polyphenylene oxide Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 4
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 229920000570 polyether Polymers 0.000 description 4
- WGYKZJWCGVVSQN-UHFFFAOYSA-N propylamine Chemical compound CCCN WGYKZJWCGVVSQN-UHFFFAOYSA-N 0.000 description 4
- 239000005871 repellent Substances 0.000 description 4
- 230000002940 repellent Effects 0.000 description 4
- 238000001878 scanning electron micrograph Methods 0.000 description 4
- 238000007447 staining method Methods 0.000 description 4
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- SJRJJKPEHAURKC-UHFFFAOYSA-N N-Methylmorpholine Chemical compound CN1CCOCC1 SJRJJKPEHAURKC-UHFFFAOYSA-N 0.000 description 3
- XSTXAVWGXDQKEL-UHFFFAOYSA-N Trichloroethylene Chemical compound ClC=C(Cl)Cl XSTXAVWGXDQKEL-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000004220 aggregation Methods 0.000 description 3
- 230000002776 aggregation Effects 0.000 description 3
- 229910052783 alkali metal Inorganic materials 0.000 description 3
- 150000003863 ammonium salts Chemical class 0.000 description 3
- 239000003963 antioxidant agent Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 125000000524 functional group Chemical group 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 239000012948 isocyanate Substances 0.000 description 3
- 150000002513 isocyanates Chemical class 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000012466 permeate Substances 0.000 description 3
- 229920001692 polycarbonate urethane Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000009987 spinning Methods 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- XSCLFFBWRKTMTE-UHFFFAOYSA-N 1,3-bis(isocyanatomethyl)cyclohexane Chemical compound O=C=NCC1CCCC(CN=C=O)C1 XSCLFFBWRKTMTE-UHFFFAOYSA-N 0.000 description 2
- PAMIQIKDUOTOBW-UHFFFAOYSA-N 1-methylpiperidine Chemical compound CN1CCCCC1 PAMIQIKDUOTOBW-UHFFFAOYSA-N 0.000 description 2
- RNLHGQLZWXBQNY-UHFFFAOYSA-N 3-(aminomethyl)-3,5,5-trimethylcyclohexan-1-amine Chemical compound CC1(C)CC(N)CC(C)(CN)C1 RNLHGQLZWXBQNY-UHFFFAOYSA-N 0.000 description 2
- HUZPBFGNLXHAAH-UHFFFAOYSA-N 5-methyl-1,3-dioxacycloundecan-2-one Chemical compound C1(OCC(C)CCCCCCO1)=O HUZPBFGNLXHAAH-UHFFFAOYSA-N 0.000 description 2
- FIURNUKOIGKIJB-UHFFFAOYSA-N 5-methyl-1,3-dioxan-2-one Chemical compound CC1COC(=O)OC1 FIURNUKOIGKIJB-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 2
- ROSDSFDQCJNGOL-UHFFFAOYSA-N Dimethylamine Chemical compound CNC ROSDSFDQCJNGOL-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 2
- BAVYZALUXZFZLV-UHFFFAOYSA-N Methylamine Chemical compound NC BAVYZALUXZFZLV-UHFFFAOYSA-N 0.000 description 2
- LRHPLDYGYMQRHN-UHFFFAOYSA-N N-Butanol Chemical compound CCCCO LRHPLDYGYMQRHN-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- GLUUGHFHXGJENI-UHFFFAOYSA-N Piperazine Chemical compound C1CNCCN1 GLUUGHFHXGJENI-UHFFFAOYSA-N 0.000 description 2
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 239000012736 aqueous medium Substances 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 239000004067 bulking agent Substances 0.000 description 2
- HQABUPZFAYXKJW-UHFFFAOYSA-N butan-1-amine Chemical compound CCCCN HQABUPZFAYXKJW-UHFFFAOYSA-N 0.000 description 2
- 150000001768 cations Chemical class 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 239000006258 conductive agent Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 150000004985 diamines Chemical class 0.000 description 2
- JQVDAXLFBXTEQA-UHFFFAOYSA-N dibutylamine Chemical compound CCCCNCCCC JQVDAXLFBXTEQA-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 229910001651 emery Inorganic materials 0.000 description 2
- 239000003995 emulsifying agent Substances 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 239000000417 fungicide Substances 0.000 description 2
- BTCSSZJGUNDROE-UHFFFAOYSA-N gamma-aminobutyric acid Chemical group NCCCC(O)=O BTCSSZJGUNDROE-UHFFFAOYSA-N 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 125000003010 ionic group Chemical group 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920001748 polybutylene Polymers 0.000 description 2
- 229920000379 polypropylene carbonate Polymers 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 125000000542 sulfonic acid group Chemical group 0.000 description 2
- 239000002562 thickening agent Substances 0.000 description 2
- GETQZCLCWQTVFV-UHFFFAOYSA-N trimethylamine Chemical compound CN(C)C GETQZCLCWQTVFV-UHFFFAOYSA-N 0.000 description 2
- 229920003169 water-soluble polymer Polymers 0.000 description 2
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 1
- ROHUXHMNZLHBSF-UHFFFAOYSA-N 1,4-bis(isocyanatomethyl)cyclohexane Chemical compound O=C=NCC1CCC(CN=C=O)CC1 ROHUXHMNZLHBSF-UHFFFAOYSA-N 0.000 description 1
- VILCJCGEZXAXTO-UHFFFAOYSA-N 2,2,2-tetramine Chemical class NCCNCCNCCN VILCJCGEZXAXTO-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- PTBDIHRZYDMNKB-UHFFFAOYSA-N 2,2-Bis(hydroxymethyl)propionic acid Chemical compound OCC(C)(CO)C(O)=O PTBDIHRZYDMNKB-UHFFFAOYSA-N 0.000 description 1
- JVYDLYGCSIHCMR-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)butanoic acid Chemical compound CCC(CO)(CO)C(O)=O JVYDLYGCSIHCMR-UHFFFAOYSA-N 0.000 description 1
- ASUUYDBHVNPPRZ-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)octanoic acid Chemical compound CCCCCCC(CO)(CO)C(O)=O ASUUYDBHVNPPRZ-UHFFFAOYSA-N 0.000 description 1
- IMSODMZESSGVBE-UHFFFAOYSA-N 2-Oxazoline Chemical compound C1CN=CO1 IMSODMZESSGVBE-UHFFFAOYSA-N 0.000 description 1
- WTPYFJNYAMXZJG-UHFFFAOYSA-N 2-[4-(2-hydroxyethoxy)phenoxy]ethanol Chemical class OCCOC1=CC=C(OCCO)C=C1 WTPYFJNYAMXZJG-UHFFFAOYSA-N 0.000 description 1
- BYPFICORERPGJY-UHFFFAOYSA-N 3,4-diisocyanatobicyclo[2.2.1]hept-2-ene Chemical compound C1CC2(N=C=O)C(N=C=O)=CC1C2 BYPFICORERPGJY-UHFFFAOYSA-N 0.000 description 1
- 125000001137 3-hydroxypropoxy group Chemical group [H]OC([H])([H])C([H])([H])C([H])([H])O* 0.000 description 1
- MVFNWZHRHUOGKQ-UHFFFAOYSA-N 4-methyl-1,7-dioxacyclotridecane-8,13-dione Chemical compound CC1CCOC(=O)CCCCC(=O)OCC1 MVFNWZHRHUOGKQ-UHFFFAOYSA-N 0.000 description 1
- SLXKOJJOQWFEFD-UHFFFAOYSA-N 6-aminohexanoic acid Chemical compound NCCCCCC(O)=O SLXKOJJOQWFEFD-UHFFFAOYSA-N 0.000 description 1
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- JLTDJTHDQAWBAV-UHFFFAOYSA-N N,N-dimethylaniline Chemical compound CN(C)C1=CC=CC=C1 JLTDJTHDQAWBAV-UHFFFAOYSA-N 0.000 description 1
- UEEJHVSXFDXPFK-UHFFFAOYSA-N N-dimethylaminoethanol Chemical compound CN(C)CCO UEEJHVSXFDXPFK-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- SJEYSFABYSGQBG-UHFFFAOYSA-M Patent blue Chemical compound [Na+].C1=CC(N(CC)CC)=CC=C1C(C=1C(=CC(=CC=1)S([O-])(=O)=O)S([O-])(=O)=O)=C1C=CC(=[N+](CC)CC)C=C1 SJEYSFABYSGQBG-UHFFFAOYSA-M 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical class CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 1
- PMZURENOXWZQFD-UHFFFAOYSA-L Sodium Sulfate Chemical compound [Na+].[Na+].[O-]S([O-])(=O)=O PMZURENOXWZQFD-UHFFFAOYSA-L 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- GSEJCLTVZPLZKY-UHFFFAOYSA-N Triethanolamine Chemical compound OCCN(CCO)CCO GSEJCLTVZPLZKY-UHFFFAOYSA-N 0.000 description 1
- 241001584775 Tunga penetrans Species 0.000 description 1
- GKXVJHDEWHKBFH-UHFFFAOYSA-N [2-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=CC=C1CN GKXVJHDEWHKBFH-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000980 acid dye Substances 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- IBVAQQYNSHJXBV-UHFFFAOYSA-N adipic acid dihydrazide Chemical compound NNC(=O)CCCCC(=O)NN IBVAQQYNSHJXBV-UHFFFAOYSA-N 0.000 description 1
- 229920003232 aliphatic polyester Polymers 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 150000001414 amino alcohols Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 229960002684 aminocaproic acid Drugs 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O ammonium group Chemical group [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 239000002280 amphoteric surfactant Substances 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 229940058302 antinematodal agent piperazine and derivative Drugs 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- UTTHLMXOSUFZCQ-UHFFFAOYSA-N benzene-1,3-dicarbohydrazide Chemical compound NNC(=O)C1=CC=CC(C(=O)NN)=C1 UTTHLMXOSUFZCQ-UHFFFAOYSA-N 0.000 description 1
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- OHJMTUPIZMNBFR-UHFFFAOYSA-N biuret Chemical compound NC(=O)NC(N)=O OHJMTUPIZMNBFR-UHFFFAOYSA-N 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical class OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 230000001112 coagulating effect Effects 0.000 description 1
- 230000015271 coagulation Effects 0.000 description 1
- 238000005345 coagulation Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- HPNMFZURTQLUMO-UHFFFAOYSA-N diethylamine Chemical compound CCNCC HPNMFZURTQLUMO-UHFFFAOYSA-N 0.000 description 1
- BVURNMLGDQYNAF-UHFFFAOYSA-N dimethyl(1-phenylethyl)amine Chemical compound CN(C)C(C)C1=CC=CC=C1 BVURNMLGDQYNAF-UHFFFAOYSA-N 0.000 description 1
- XXBDWLFCJWSEKW-UHFFFAOYSA-N dimethylbenzylamine Chemical compound CN(C)CC1=CC=CC=C1 XXBDWLFCJWSEKW-UHFFFAOYSA-N 0.000 description 1
- 239000000986 disperse dye Substances 0.000 description 1
- 238000004945 emulsification Methods 0.000 description 1
- 230000001804 emulsifying effect Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000007850 fluorescent dye Substances 0.000 description 1
- 230000000855 fungicidal effect Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 229960003692 gamma aminobutyric acid Drugs 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 150000004676 glycans Chemical class 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical class OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 125000004029 hydroxymethyl group Chemical group [H]OC([H])([H])* 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 229910003002 lithium salt Inorganic materials 0.000 description 1
- 159000000002 lithium salts Chemical class 0.000 description 1
- FJQXCDYVZAHXNS-UHFFFAOYSA-N methadone hydrochloride Chemical compound Cl.C=1C=CC=CC=1C(CC(C)N(C)C)(C(=O)CC)C1=CC=CC=C1 FJQXCDYVZAHXNS-UHFFFAOYSA-N 0.000 description 1
- CRVGTESFCCXCTH-UHFFFAOYSA-N methyl diethanolamine Chemical compound OCCN(C)CCO CRVGTESFCCXCTH-UHFFFAOYSA-N 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 230000000877 morphologic effect Effects 0.000 description 1
- LNOPIUAQISRISI-UHFFFAOYSA-N n'-hydroxy-2-propan-2-ylsulfonylethanimidamide Chemical compound CC(C)S(=O)(=O)CC(N)=NO LNOPIUAQISRISI-UHFFFAOYSA-N 0.000 description 1
- SXJVFQLYZSNZBT-UHFFFAOYSA-N nonane-1,9-diamine Chemical compound NCCCCCCCCCN SXJVFQLYZSNZBT-UHFFFAOYSA-N 0.000 description 1
- IOQPZZOEVPZRBK-UHFFFAOYSA-N octan-1-amine Chemical compound CCCCCCCCN IOQPZZOEVPZRBK-UHFFFAOYSA-N 0.000 description 1
- GLOBUAZSRIOKLN-UHFFFAOYSA-N pentane-1,4-diol Chemical compound CC(O)CCCO GLOBUAZSRIOKLN-UHFFFAOYSA-N 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002961 polybutylene succinate Polymers 0.000 description 1
- 239000004631 polybutylene succinate Substances 0.000 description 1
- 229920009537 polybutylene succinate adipate Polymers 0.000 description 1
- 239000004630 polybutylene succinate adipate Substances 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920003009 polyurethane dispersion Polymers 0.000 description 1
- 229920006306 polyurethane fiber Polymers 0.000 description 1
- 229920006264 polyurethane film Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- XAEFZNCEHLXOMS-UHFFFAOYSA-M potassium benzoate Chemical compound [K+].[O-]C(=O)C1=CC=CC=C1 XAEFZNCEHLXOMS-UHFFFAOYSA-M 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- 235000013772 propylene glycol Nutrition 0.000 description 1
- AOHJOMMDDJHIJH-UHFFFAOYSA-N propylenediamine Chemical compound CC(N)CN AOHJOMMDDJHIJH-UHFFFAOYSA-N 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 238000000518 rheometry Methods 0.000 description 1
- 229940116351 sebacate Drugs 0.000 description 1
- CXMXRPHRNRROMY-UHFFFAOYSA-L sebacate(2-) Chemical compound [O-]C(=O)CCCCCCCCC([O-])=O CXMXRPHRNRROMY-UHFFFAOYSA-L 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 159000000000 sodium salts Chemical class 0.000 description 1
- 229910052938 sodium sulfate Inorganic materials 0.000 description 1
- 235000011152 sodium sulphate Nutrition 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- IIACRCGMVDHOTQ-UHFFFAOYSA-N sulfamic acid group Chemical group S(N)(O)(=O)=O IIACRCGMVDHOTQ-UHFFFAOYSA-N 0.000 description 1
- 230000002522 swelling effect Effects 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- AGGKEGLBGGJEBZ-UHFFFAOYSA-N tetramethylenedisulfotetramine Chemical compound C1N(S2(=O)=O)CN3S(=O)(=O)N1CN2C3 AGGKEGLBGGJEBZ-UHFFFAOYSA-N 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images






Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
Definitions
- the present invention relates to a fluffy artificial leather having a fluffy surface with napped fibers, such as suede leather.
- Fleece artificial leather having a fluffy surface such as suede leather is preferably used as a surface material for bags, shoes, clothing, furniture, car seats, miscellaneous goods, and the like.
- the fluffy artificial leather contains a fiber entanglement such as a non-woven fabric and polyurethane impregnated in the fiber entanglement, and has a fluffy surface in which fibers are fluffed on at least one surface.
- Water-based polyurethane may be used in the production of napped artificial leather due to the recent demand for reduction of environmental load.
- the napped artificial leather manufactured using water-based polyurethane has a higher appearance than the napped artificial leather manufactured using solvent-based polyurethane coagulated from a conventionally widely used polyurethane organic solvent solution.
- Patent Document 1 describes an entangled body formed from an ultrafine fiber bundle and an artificial leather containing polyurethane impregnated inside the entangled body, in which a part of polyurethane permeates the inside of the fiber bundle and exists.
- an artificial leather in which the penetration ratio of polyurethane is in the range of 1 to 30% in area ratio in any cross section perpendicular to the length direction of the fiber bundle.
- Patent Document 1 controls the solubility of a water-soluble polymer component which is a sea component of a sea-island type composite fiber removed to form a fiber bundle, and applies a polyurethane aqueous dispersion to an entangled sea-island type composite fiber.
- Patent Document 2 is a fluffy artificial leather made of a non-woven fabric made of a fiber bundle of ultra-fine elongated fibers and polyurethane arbitrarily contained in the non-woven fabric, and having fluff of ultra-fine elongated fibers on at least one surface thereof.
- Fiber bundles of ultrafine long fibers are formed by removing the water-soluble resin from the composite long fibers containing the water-soluble resin, and water-based polyurethane obtained from a polyurethane aqueous dispersion is present at the root of the nap and its vicinity.
- a napped artificial leather having good pilling property.
- Patent Document 3 is a sheet-like material in which polyurethane having a porous structure is added as a binder to a fiber base material composed of ultrafine fibers and / or ultrafine fiber bundles, and is cut in the thickness direction of the sheet-like material. 5.
- the occupancy ratio of the portion having a cross-sectional area of 50 ⁇ m 2 or more independently is 0.1% or more with respect to the area of the artificial leather cross section in the observation field. Disclosure of sheet-like material of 0% or less.
- such a sheet-like material 1% or more and 35% or less of the outer circumference of the ultrafine fiber and / or the ultrafine fiber bundle cross section is covered with a polyurethane film in the cross section cut in the thickness direction.
- Patent Document 3 such a sheet-like material is obtained by an environment-friendly manufacturing process, has a uniform feeling comparable to that of artificial leather manufactured by using solvent-based polyurethane, and has a graceful fluffy surface. And disclose that it has a good texture.
- Patent Document 4 is a sheet-like material composed of a fiber base material and a porous water-based polyurethane, wherein the water-based polyurethane contains a polysaccharide and has pores of 1 to 200 ⁇ m. It has been disclosed. Patent Document 4 discloses that such a sheet-like material is obtained by an environmentally friendly manufacturing process and has a graceful appearance and a good texture regardless of the type of water-based polyurethane.
- Patent Document 5 is characterized in that the water-dispersed polyurethane is contained inside the fiber base material, the water-dispersed polyurethane contains a foaming agent, and the polyurethane has holes having a diameter of 10 to 200 ⁇ m. Sheets are disclosed. Patent Document 5 discloses that such a sheet-like material is obtained by an environmentally friendly manufacturing process and has a graceful appearance, good wear resistance, and texture.
- Patent Document 6 describes a method for producing a sheet-like product, which comprises applying a polyurethane liquid containing a water-dispersible polyurethane, a foaming agent, an anionic surfactant and / or an amphoteric surfactant to a fiber base material. It has been disclosed. According to Patent Document 6, such a sheet-like material has a brushed length that is as uniform as that of a sheet-like material to which an organic solvent-based polyurethane is applied, and has a graceful surface quality with excellent fiber fineness and a soft and repulsive feeling. Disclose that it has an excellent and good texture.
- the polyurethane aqueous dispersion in order to allow the polyurethane aqueous dispersion to permeate the entanglement of the sea-island type composite fibers before removing the sea component, the polyurethane aqueous dispersion is introduced into the fiber bundle of the aqueous polyurethane. Penetration was limited, and it was difficult to obtain artificial leather that could sufficiently reduce fiber loss by itself. In addition, since the water-based polyurethane permeates the inside of the fiber bundle in the entire thickness direction, the texture tends to be hard.
- water-based polyurethane When water-soluble polyvinyl alcohol is used as a sea component and the water-based polyurethane contains ether-based polyurethane, the water-based polyurethane swells and mixes with the water-soluble polyvinyl alcohol in the drying process after impregnation with the polyurethane aqueous dispersion. Therefore, the water-based polyurethane is likely to fall off in the step of extracting and removing the sea component and the step of dyeing the ultrafine fibers, and the amount of the water-based polyurethane dropped is changed, so that the content ratio of the water-based polyurethane contained in the obtained artificial leather is increased. The quality was difficult to stabilize due to the variation.
- a sheet-like material having a low adhesive force between the outer periphery of the fiber bundle and the water-based polyurethane, including small lumps in which particles of the water-based polyurethane are aggregated can be obtained. ..
- Such a sheet-like material has a soft texture because the gripping force of the water-based polyurethane with respect to the fiber bundle is low, but the quality and physical characteristics of the fluffy surface are low because the ultrafine fibers are easily pulled out.
- the content ratio of the water-based polyurethane is increased in order to give the texture a firm feel, the water-based polyurethane tends to be easily exposed on the nap surface, and the color unevenness tends to be conspicuous and the luxury of the nap surface tends to be lowered. rice field.
- the foaming agent contained in polyurethane hinders the aggregation of water-based polyurethane particles and makes it difficult to form a continuous structure, so that it is difficult to form a continuous structure.
- Small lumps of agglomerated polyurethane particles are scattered, and many pores are left between the agglomerated water-based polyurethane particles.
- the strength of the water-based polyurethane itself is low, and the outer periphery of the fiber bundle and the water-based polyurethane A sheet-like material having low adhesive strength with the material can be obtained.
- Such a sheet-like material has a soft texture, but the fibers are easily removed, so that the quality of the fluffy surface tends to be significantly deteriorated by use. Further, when the content ratio of the water-based polyurethane is low, the texture becomes firm, and when the content ratio of the water-based polyurethane is high, the color unevenness due to the exposure of the water-based polyurethane to the napped surface becomes conspicuous and the luxury feeling of the napped surface is lowered.
- An object of the present invention is to provide a fluffy artificial leather having an appearance and a high-class feeling with less color unevenness on the fluffy surface, a soft texture, and a high anti-pilling property.
- One aspect of the present invention is a fiber bundle entanglement containing a fiber bundle having an average fiber bundle diameter of 5 to 75 ⁇ m composed of ultrafine fibers having an average fiber diameter of 1 to 10 ⁇ m, and 5 to 20% by mass impregnated into the fiber bundle entanglement.
- Polyurethane has a fluffy surface on which ultrafine fibers are fluffed on at least one surface thereof, and in a cross section cut in the thickness direction, the polyurethane has a continuous region having a linear length of 50 ⁇ m or more and 0.04 mm 2 An average of 1 or more fibers are included per fiber bundle, and the fiber bundle is bonded to the continuous region with less than 1/4 of the outer circumference or to the continuous region with the first fiber bundle to which 1/4 or more of the outer circumference is adhered to the continuous region.
- the continuous region includes the second fiber bundle in which the continuous region is close to the outer periphery of the fiber bundle within the radius of the fiber bundle, and the continuous region includes the first fiber bundle and the second fiber.
- the total ratio of the number of the first fiber bundles and the number of the second fiber bundles to the total number of fiber bundles is 40% or more. It is a napped artificial leather in which the ratio of the number of the first fiber bundles to the total number of the number of the first fiber bundles and the number of the second fiber bundles is 40 to 70%. Since such fluffy artificial leather has a relatively low polyurethane content, it is unlikely to cause color unevenness due to the difference in color from the ultrafine fibers due to the exposure of polyurethane on the fluffy surface.
- the polyurethane contains an average of one or more continuous regions having a linear length of 50 ⁇ m or more per 0.04 mm 2 , and the continuous regions exist outside the fiber bundle without penetrating into the inside of the fiber bundle, and the first The ratio of the total number of the fiber bundles to the second fiber bundle is 40% or more with respect to the total number of fiber bundles.
- the first fiber bundle tends to harden the texture and reduce the graceful fluffy feeling, but firmly restrains the ultrafine fibers and effectively suppresses the loss of the ultrafine fibers.
- the second fiber bundle adheres to the continuous region in less than 1/4 of the outer circumference, or the continuous region is close to the continuous region within the radius of the fiber bundle from the outer circumference of the fiber bundle, so that the continuous region is close to the continuous region in the fiber axial direction. Since it is weakly restrained in places other than the cross section, it contributes to giving a graceful fluffy feeling by appropriately restraining the ultrafine fibers without over-hardening the texture.
- the number of the first fiber bundles is 40 to 70% of the total number of the first fiber bundles and the number of the second fiber bundles, so that the soft texture and the graceful fluffy feeling are obtained. It contributes to imparting a high anti-pilling property in a well-balanced manner by suppressing the loss of ultrafine fibers. That is, such a fluffy artificial leather is a fluffy artificial leather that has an appearance and a high-class feeling with less color unevenness on the napped surface, a soft texture, and a high anti-pilling property.
- the fluffy artificial leather includes a continuous region for adhering two or more first fiber bundles, so that the plurality of first fiber bundles are more strongly restrained through the continuous region and it is difficult for the ultrafine fibers to escape. It is preferable from the viewpoint of
- the continuous region is formed from the polyurethane aqueous dispersion, and the polyurethane does not have a particle interface due to the contour of the dispersed particles in the aqueous dispersion, so that the polyurethane becomes a strong film with high continuity, and the polyurethane falls off. It is preferable because it is less likely to be deformed or deformed, and an artificial napped leather having excellent quality and physical properties can be obtained.
- the polyurethane contains a crosslinked polyurethane having an anionic hydrophilic group because it is easy to form a continuous region as described above.
- polyurethane has a heat softening temperature of 170 ° C. or higher and a weight swelling rate of 1 to 8% with respect to hot water at 90 ° C. It is preferable because a continuous region that does not exist is easily formed. Such polyurethane is non-porous and is formed as a continuous region, so that high performance is exhibited.
- the present invention it is possible to obtain a fluffy artificial leather having an appearance and a high-class feeling with less color unevenness on the fluffy surface, a soft texture, and excellent anti-pilling property.
- FIG. 1 is a scanning electron microscope (SEM) photograph of a region including a fluffy surface in a cross section cut in the thickness direction of the fluffy artificial leather obtained in Example 1 at a magnification of 70 times.
- FIG. 2 is an SEM photograph of the cross section of the napped artificial leather obtained in Example 1 cut in the thickness direction at a magnification of 500 times.
- FIG. 3 is a diagram showing a state in which the boundaries of the fiber bundles appearing in FIG. 2 are determined and classified.
- FIG. 4 is an SEM photograph of a cross section of the napped artificial leather obtained in Comparative Example 1 cut in the thickness direction at a magnification of 500 times.
- FIG. 1 is a scanning electron microscope (SEM) photograph of a region including a fluffy surface in a cross section cut in the thickness direction of the fluffy artificial leather obtained in Example 1 at a magnification of 70 times.
- FIG. 2 is an SEM photograph of the cross section of the napped artificial leather obtained in Example 1 cut in the thickness direction at a magnification
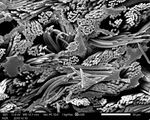
- FIG. 5 is an SEM photograph of a cross section of the napped artificial leather obtained in Comparative Example 5 cut in the thickness direction at a magnification of 500 times.
- FIG. 6 is an SEM photograph of the cross section of the napped artificial leather obtained in Comparative Example 6 cut in the thickness direction at a magnification of 500 times.
- FIG. 7 is an SEM photograph having a magnification of 500 times for explaining the determination of the first fiber bundle and the second fiber bundle.
- the fluffy artificial leather of the present embodiment contains an entangled fiber bundle having an average fiber bundle diameter of 5 to 75 ⁇ m, which is composed of ultrafine fibers having an average fiber diameter of 1 to 10 ⁇ m.
- the entanglement of the fiber bundle made of such ultrafine fibers is formed by removing the island component from the entanglement of the sea-island type composite fiber having a cross section containing the sea component and the island component.
- the entangled fabric include a non-woven fabric, a woven fabric, a knitted fabric, or an entangled fabric in which these are combined.
- the non-woven fabric is preferable from the viewpoint that a napped artificial leather having a particularly excellent fluffy surface can be obtained.
- the average fiber diameter of the ultrafine fibers is 1 to 10 ⁇ m, preferably 1.2 to 8 ⁇ m.
- the average fiber diameter of the ultrafine fibers exceeds 10 ⁇ m, it becomes difficult to obtain a high-quality fluffy surface having a graceful fluffy feeling due to the fluffed fibers, and fluffy pilling occurs due to friction with other articles. It will be easier to do.
- the average fiber diameter is less than 1 ⁇ m, the color-developing property at the time of coloring is lowered, and the mechanical properties of the ultrafine fibers are lowered, so that fluffing is likely to occur due to friction with other articles. Color transfer is reduced.
- the average fiber bundle diameter of the fiber bundle of the ultrafine fiber is 5 to 75 ⁇ m, preferably 10 to 60 ⁇ m.
- the average fiber bundle diameter of the fiber bundle exceeds 75 ⁇ m, the appearance is likely to be inferior in quality.
- the average fiber bundle diameter is less than 5 ⁇ m, the anti-pilling property tends to decrease.
- the average fiber diameter of the ultrafine fibers and the average fiber bundle diameter of the fiber bundles As for the average fiber diameter of the ultrafine fibers and the average fiber bundle diameter of the fiber bundles, referring to FIG. 7, 15 locations uniformly selected from the cross sections cut in parallel with the thickness direction of the fluffy artificial leather are scanned. A 500x magnified image was taken with an electron microscope (SEM), and the average fiber diameter of the ultrafine fibers cut in the direction perpendicular to the fiber axis direction was measured in each SEM image, and 15 locations were evenly selected. It is calculated as an average value. The fiber diameter and the fiber bundle diameter are the diameters when converted into circles having the same area.
- SEM electron microscope
- the napped artificial leather contains 5 to 20% by mass of polyurethane having a continuous region and having a linear length of 50 ⁇ m or more, which is applied to the fiber bundle entanglement including the fiber bundle.
- the napped artificial leather makes it difficult for color unevenness due to the difference in color between polyurethane and ultrafine fibers to appear on the napped surface, and also maintains a soft texture.
- the content ratio of polyurethane exceeds 20% by mass, color unevenness tends to appear on the fluffy surface, and it becomes difficult to maintain a soft texture.
- the content ratio of polyurethane is less than 5% by mass, the length and number of continuous regions are reduced, the ultrafine fibers are easily pulled out, and the anti-pilling property is lowered.
- the polyurethane content is particularly preferably 6 to 17% by mass.
- the polyurethane includes a continuous region of polyurethane having a linear length of 50 ⁇ m or more in the cross section of the fluffy artificial leather cut in the thickness direction. Further, in the continuous region, the polyurethane is sufficiently heat-sealed so as not to have an interface due to the contour of the dispersed particles, and the film is formed, so that the polyurethane is less likely to fall off or be deformed, whereby the polyurethane is less likely to fall off or be deformed. The quality and physical properties of the fluffy surface are improved. Further, in the continuous region, it is preferable that two or more first fiber bundles are adhered to each other.
- Such a continuous region does not include a large number of pores with an average diameter of 0.5-10 ⁇ m left when the dispersed particles are incompletely fused when the cross section is observed at a magnification of 500 times with SEM. For example, it does not include 10 or more holes.
- the fact that there is substantially no interface due to the contours of the dispersed particles means that the polyurethane is sufficiently heat-sealed to form a film, so that the polyurethane falls off or is deformed. It is preferable from the viewpoint that the quality and physical properties of the fluffy surface can be easily improved by making it difficult to loosen.
- including one or more continuous regions on average per 0.04 mm 2 means a field of view with an area of 0.04 mm 2 corresponding to 240 ⁇ m ⁇ 180 ⁇ m, which is a field of view when the cross section is observed at a magnification of 500 times by SEM. It is defined as one or more continuous regions being observed on average.
- the napped artificial leather adheres to the continuous region with less than 1/4 of the outer circumference, or adheres to the continuous region with the first fiber bundle in which 1/4 or more of the outer circumference is adhered to the continuous region in the cross section cut in the thickness direction.
- the first fiber bundle and the second fiber optionally include a second fiber bundle that is not adhered to but has a continuous region close to the outer periphery of the fiber bundle within a distance within the radius of the fiber bundle. Includes a third fiber bundle, which is the remaining fiber bundle excluding the bundle. Then, the continuous region exists outside the first fiber bundle and the second fiber bundle without penetrating into the inside of the second fiber bundle.
- FIG. 1 is an SEM photograph of a cross-sectional area obtained by cutting a fluffy artificial leather 10 in the thickness direction at a magnification of 70 times.
- FIG. 2 is an SEM photograph of a cross section of the napped artificial leather 10 cut in the thickness direction at a magnification of 500 times.
- FIG. 3 shows a state in which the boundaries of the fiber bundles appearing in FIG. 2 are determined and classified.
- the napped artificial leather 10 is a fiber bundle entangled body and a fiber bundle entangled body of a fiber bundle 1b having an average fiber bundle diameter of 5 to 75 ⁇ m composed of ultrafine fibers 1a having an average fiber diameter of 1 to 10 ⁇ m. Containing the polyurethane having formed the continuous region 2 imparted to the above. Further, referring to FIG. 1, the fluffy artificial leather 10 has a fluffy surface N formed by raising ultrafine fibers on the surface layer.
- the continuous region 2 of polyurethane does not penetrate into the fiber bundle.
- the fact that the continuous region 2 does not penetrate into the fiber bundle is defined as the absence of polyurethane that forms a continuous region inside the fiber bundle rather than the outer circumference of the ultrafine fibers that form the outer circumference of the fiber bundle. Will be done.
- FIG. 5 shows a cross-sectional photograph of napped artificial leather in which polyurethane has penetrated into the fiber bundle.
- the fluffy artificial leather contains a continuous region of polyurethane having a linear length of 50 ⁇ m or more in a cross section cut in the thickness direction.
- a continuous region of polyurethane is formed, for example, by forming a film of dispersed particles of polyurethane in an aqueous dispersion. Then, as will be described later, in the cross section cut in the thickness direction of the fluffy artificial leather, one or more continuous regions are included on average per 0.04 mm 2 .
- a continuous cross section of polyurethane having a linear length of 50 ⁇ m or more is defined as a continuous region of polyurethane.
- a continuous region having a linear length of 50 ⁇ m or more means that the maximum linear distance of the distance connecting the ends of the cross section of the continuous polyurethane formed by forming a film without interruption of polyurethane is 50 ⁇ m or more. Means. Referring to FIG. 2, the continuous region has a continuous linear length of 50 ⁇ m or more, as indicated by the length of the equivalent arrow. In such a continuous region, in an SEM image 500 times the cross section taken by SEM, a large number of pores and dispersed particles having an average diameter of 0.5 to 10 ⁇ m left when the dispersed particles are incompletely fused.
- the contoured interface is substantially non-observable on the surface. Specifically, for example, it is preferable that 10 or more holes having an average diameter of 0.5 to 10 ⁇ m, further 5 or more, and particularly 3 or more, are not observed. Further, in the continuous region, the polyurethane is sufficiently heat-sealed so as not to have an interface due to the contour of the dispersed particles, and the film is formed, so that the polyurethane is less likely to fall off or be deformed, whereby the polyurethane is less likely to fall off or be deformed. The quality and physical properties of the fluffy surface are improved. Referring to FIG.
- each continuous region is an independent continuous region, and in each case, a large number of pores having an average diameter of about 0.5 to 10 ⁇ m left when the dispersed particles are incompletely fused are observed. Not a continuous area.
- the continuous region has a linear length of 50 ⁇ m or more, preferably 75 ⁇ m or more, and more preferably 100 ⁇ m or more.
- the upper limit of the linear length is not particularly limited, but may be about 500 ⁇ m, and further may be about 250 ⁇ m.
- first fiber bundles are adhered to such a continuous region in such a continuous region.
- the continuous region adheres two or more first fiber bundles on the outer periphery thereof, the plurality of fiber bundles are more strongly constrained through the continuous region.
- the anti-pilling property is further improved by making it more difficult for the ultrafine fibers to escape.
- the number of the first fiber bundles adhered to the continuous region is two or more, further three or more, particularly four or more. In particular, it is preferable that the number is 5 or more.
- the upper limit is not particularly limited, but is preferably 30 or more preferably about 20.
- FIG. 3 a large number of cross sections of fiber bundles are observed in the cross section of the napped artificial leather 10 cut in the thickness direction.
- Each fiber bundle is classified into the following three types based on the state of adhesion between the outer circumference of the fiber bundle and the continuous region.
- A is the first fiber bundle
- B is the second fiber bundle
- C is the third fiber bundle.
- the third fiber bundle C is optionally included.
- the fiber bundle is classified as the first fiber bundle.
- the first fiber bundle adheres a continuous region to the outer periphery, thereby making it difficult for the continuous region to be deformed or dropped. As a result, the high-quality quality and anti-pilling property of the fluffy surface of the fluffy artificial leather are improved.
- the total number of fiber bundles ⁇ (A) + (B) + which is the sum of the number of first fiber bundles (A), the number of second fiber bundles (B), and the number of third fiber bundles (C).
- the ratio of the number (A) of the first fiber bundles to (C) ⁇ is preferably 15 to 55%, more preferably 20 to 50%.
- a second fiber is a fiber bundle in which a continuous region adheres to the outer periphery of the fiber bundle in less than 1/4 of the outer circumference, or does not adhere to the continuous region but is close to the continuous region. Classify as a bundle.
- the proximity of a continuous region to the outer circumference of a fiber bundle is defined as the existence of a continuous region within a distance within the radius of the fiber bundle from the outer circumference of the fiber bundle.
- the total number of fiber bundles ⁇ (A) + (B) + which is the sum of the number of first fiber bundles (A), the number of second fiber bundles (B), and the number of third fiber bundles (C).
- the ratio of the number (B) of the second fiber bundle to (C) ⁇ is preferably 15 to 55%, more preferably 20 to 50%.
- the total number of fiber bundles ⁇ (A) + (B) + which is the sum of the number of first fiber bundles (A), the number of second fiber bundles (B), and the number of third fiber bundles (C).
- the ratio of the number (C) of the third fiber bundle to (C) ⁇ is preferably 0 to 60%, more preferably 5 to 55%.
- the classification of each fiber bundle described above is determined by determining the boundary of the fiber bundle from the number of ultrafine fibers forming each fiber bundle with reference to FIG. 7.
- the boundary of the fiber bundle can be determined based on the SEM photograph taken at 500 to 1000 times.
- the boundary can be determined based on the average number of ultrafine fibers forming the fiber bundle and the number of fiber bundles.
- the fibers are adhered at a length of 1/4 or more of the outer circumference of the fiber bundle is extremely fine, which forms the outer circumference of the fiber bundle based on an SEM photograph taken at a magnification of 500 to 1000 times, referring to FIG.
- the outer circumference is specified by connecting the surfaces of the fibers, the length of the outer circumference is measured, and it is determined whether or not the length of the portion adhered to the continuous region of the outer circumference is 1/4 or more.
- the total number of the first fiber bundle, the second fiber bundle, and the third fiber bundle that may optionally exist is defined as the total number of fiber bundles.
- the total ratio of the number of the first fiber bundle and the number of the second fiber bundle to the total number of fiber bundles is 40% or more.
- the first fiber bundle A adhering to the continuous region 2 and the continuous region 2 with less than 1/4 of the outer circumference. It includes a second fiber bundle B which is adhered or whose continuous region is close to a distance within a radius of the fiber bundle from the outer circumference of the fiber bundle, and a third fiber bundle C which is another fiber bundle.
- the number of the first fiber bundles (A), the number of the second fiber bundles (B), and the number of the third fiber bundles (C) The total number of first fiber bundles (A) and the total number of second fiber bundles (B) with respect to the total total number of fiber bundles ⁇ (A) + (B) + (C) ⁇ ⁇ (A)
- the ratio of + (B) ⁇ , ⁇ (A) + (B) ⁇ / ⁇ (A) + (B) + (C) ⁇ x 100 (hereinafter, also referred to as the first ratio) is 40% or more. It is preferably 45% or more.
- the upper limit of the first ratio is not particularly limited, but in consideration of productivity, it is 99%, further 90%, particularly 80%.
- the number of the first fiber bundles (A) of the fluffy artificial leather 10 is 13, the number of the second fiber bundles (B) is 16, and the number of the third fiber bundles is 16.
- the number of each fiber bundle is the first fiber bundle A, the second fiber bundle B, or the second fiber bundle B identified from 15 SEM photographs collected evenly in the cross section cut in the thickness direction of the napped artificial leather. It is defined as the average number of third fiber bundles B. In each photograph, only the fiber bundles in which the entire ultrafine fibers are observed are counted.
- the napped artificial leather is the first with respect to the total number of fiber bundles ⁇ (A) + (B) ⁇ , which is the total of the number of the first fiber bundles (A) and the number of the second fiber bundles (B).
- (A) / ⁇ (A) + (B) ⁇ ⁇ 100 which is the ratio of the number of fiber bundles (A) in the above (hereinafter, also referred to as the second ratio), is 40 to 70%, and 45 to 65%. Is preferable.
- the second ratio is less than 40%, the ultrafine fibers are easily pulled out, the anti-pilling property is lowered, and the grace of the appearance is easily impaired. Further, when the second ratio is 70% or more, the texture becomes hard and the grace of the fluffy surface is lowered.
- the total number of fiber bundles which is the total of the number of first fiber bundles (A), the number of second fiber bundles (B) and the number of third fiber bundles (C) ⁇ (( A) + (B) + (C) ⁇ as the total ratio of the number of second fiber bundles (B) and the number of third fiber bundles (C) (hereinafter, also referred to as the third ratio).
- ⁇ (B) + (C) ⁇ / ⁇ (A) + (B) + (C) ⁇ ⁇ 100 is 50 to 90%, and further 55 to 85%, which has a soft texture and resistance. It is preferable because it has an excellent balance between pilling property and graceful appearance.
- the fluffy artificial leather of the present embodiment is manufactured by, for example, the following steps.
- an entangled body of sea-island type composite fibers containing a water-soluble polyvinyl alcohol-based resin (water-soluble PVA) as a sea component and a water-insoluble resin as an island component as ultrafine fibers is produced.
- the entangled body of the sea-island type composite fiber is impregnated with an aqueous dispersion of polyurethane having a high film-forming property.
- the fiber base material to which polyurethane is applied is produced by heating and drying at a temperature at which the dispersed particles of the aqueous dispersion of polyurethane are fused.
- the polyurethane aqueous dispersion having high film-forming property includes, for example, a urethane skeleton having a high thermal softening temperature, low swelling property with respect to hot water, and an acid group introduced as described later.
- An aqueous dispersion of self-emulsifying polyurethane having an anionic hydrophilic group is preferably used.
- sea-island type composite fibers The production of an entangled body of sea-island type composite fibers will be described.
- the entanglement of sea-island type composite fibers is produced as follows.
- a sea-island type composite fiber in which a water-insoluble resin for forming an island component to be an ultrafine fiber and a water-soluble PVA for forming a sea component form a sea-island structure in a cross section is melt-spun by a spunbond method or the like. Then, the melt-spun sea-island type composite fibers are collected on the net to form a long-fiber web, and the web is entangled by a needle punching method or a water flow entanglement method. In this way, an entangled combination of sea-island type composite fibers is produced.
- the long fiber is used as a staple. It may be cut to form a web of short fibers. Further, the formed web may be subjected to a fusion treatment in order to impart morphological stability. Further, in any of the steps from removing the sea component of the sea-island type composite fiber to forming the ultrafine fiber, the sea-island type composite fiber is subjected to fiber shrinkage treatment such as heat shrinkage treatment by steam, hot water or dry heat to obtain the sea island type composite fiber. It may be densified.
- the long fiber means a continuous fiber, not a short fiber intentionally cut after spinning.
- the island component resin for forming ultrafine fibers include polyethylene terephthalate (PET), isophthalic acid-modified PET, sulfoisophthalic acid-modified PET having cation dye dyeability, polybutylene terephthalate, and polyhexamethylene.
- Aromatic polyesters such as terephthalate; aliphatic polyesters such as polylactic acid, polyethylene succinate, polybutylene succinate, polybutylene succinate adipate, polyhydroxybutyrate-polyhydroxyvariate copolymer; nylon 6, nylon 66, nylon Examples thereof include thermoplastic resins such as nylon such as 10, nylon 11, nylon 12, and nylon 6-12. These may be used alone or in combination of two or more.
- polyester is preferable because it is easy to dye, has a small change in water absorption, and is excellent in durability.
- the resin for forming the ultrafine fibers includes various stabilizers such as a coloring pigment, an antioxidant, an ultraviolet absorber, a fluorescent agent, and a heat stabilizer, as needed, as long as the effects of the present invention are not impaired. , Deodorant, fungicide, lubricant, water repellent, oil repellent, bulking agent, inorganic fine particles, conductive agent and the like may be contained.
- water-soluble PVA is used to form sea components.
- Water-soluble PVA is preferable because it is dissolved and removed by an aqueous medium without using an organic solvent, and therefore has a low environmental load.
- the average fiber diameter of the sea-island type composite fiber for forming the fiber bundle made of ultrafine fibers is not particularly limited, but in consideration of the average fiber bundle diameter of the finally obtained fiber bundle, 5 to 75 ⁇ m, and further, 10 It is preferably ⁇ 60 ⁇ m.
- the number of islands of the sea-island type composite fiber is not particularly limited, but is preferably 5 to 200 islands, more preferably 9 to 100 islands in consideration of the average fiber diameter of the finally obtained ultrafine fibers.
- the average fiber diameter of the island component is preferably 1 to 10 ⁇ m, which is the same as the average fiber diameter of 1 to 10 ⁇ m of the ultrafine fibers that form the entangled body contained in the napped artificial leather.
- the entangled body of the sea-island type composite fiber produced as described above is impregnated with, for example, an aqueous dispersion of polyurethane having a high film-forming property, and heated and dried at a temperature at which the dispersed particles in the aqueous dispersion of polyurethane are fused.
- a fiber base material in which a water-based polyurethane is impregnated into an entangled body of sea-island type composite fibers is produced.
- Aqueous polyurethane is a polyurethane derived from a polyurethane aqueous dispersion such as an emulsion or dispersion in which polyurethane or its prepolymer is dispersed in an aqueous medium.
- aqueous dispersion of polyurethane for example, an anionic hydrophilic group having an acid group such as a carboxy group or a sulfonic acid group introduced into the urethane skeleton, and a cation having an ionic group such as an ammonium group introduced into the urethane skeleton.
- Emulsion or dispersion containing self-emulsifying polyurethane such as a sex hydrophilic group or a nonionic hydrophilic group introduced into a urethane skeleton; an emulsion of forced emulsified polyurethane obtained by forcibly emulsifying a polyurethane having no hydrophilic group with an emulsifier; self Examples thereof include emulsions or dispersions in which emulsified polyurethane and forced emulsified polyurethane are used in combination.
- an emulsion of self-emulsifying polyurethane having an anionic hydrophilic group such as an acid group introduced into a urethane skeleton, an emulsion of forced emulsified polyurethane having no hydrophilic group, or a combination thereof is dispersed. It is preferable because it has excellent stability. In addition, since it has good film-forming properties, does not easily form a particle interface due to the contours of dispersed particles, and has high adhesiveness to fiber bundles, it has an anionic hydrophilic group such as an acid group introduced into a urethane skeleton. Emulsions of emulsified polyurethane are particularly preferred.
- the average dispersed particle diameter of the dispersed particles of polyurethane in the polyurethane aqueous dispersion is good, the particle interface is less likely to occur due to the contour of the dispersed particles, and the adhesion to the ultrafine fiber bundle is also high, as described above. It is preferably 10 to 200 nm, more preferably 30 to 180 nm, from the viewpoint of easily forming a structure having a cross section including various fiber bundles. If the average dispersed particle size is too large, the film-forming property tends to be deteriorated, a particle interface due to the contour of the dispersed particles is formed, and it becomes difficult to form a continuous region.
- Polyurethane having a continuous region can be produced by using an aqueous dispersion of polyurethane having excellent film-forming properties, adhesiveness, and resistance to hydrothermal swelling in the dyeing process.
- an aqueous dispersion of polyurethane having excellent film-forming properties, adhesiveness, and resistance to hydrothermal swelling in the dyeing process On the other hand, when a polyurethane aqueous dispersion having low film-forming property, low adhesiveness, easy hydrothermal swelling, and low thermal softening temperature is used, an empty space with an average diameter of 0.5 to 10 ⁇ m is used.
- Polyurethane having no continuous region is formed due to the presence of a large number of pores or the formation of a particle interface due to the contours of dispersed particles. Polyurethane that does not form a continuous region has low film-forming properties, adhesiveness, and resistance to hydrothermal swelling in the dyeing process.
- Polyurethane can be obtained, for example, by reacting a urethane raw material containing a diisocyanate compound having two isocyanate groups, a polymer diol, a chain extender, and a polyfunctional compound or an acid group-containing compound used as necessary. ..
- the diisocyanate compound is a compound having two isocyanate groups.
- Specific examples thereof include aliphatic diisocyanates such as hexamethylene diisocyanate: isophorone diisocyanate, norbornene diisocyanate, 4,4'-dicyclohexylmethane diisocyanate, 1,3-bis (isocyanatomethyl) cyclohexane, and 1,4-bis (isocyanatomethyl).
- Alicyclic diisocyanate such as isocyanatomethyl) cyclohexane; aromatic diisocyanate such as 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, 4,4'-diphenylmethane diisocyanate (MDI), xylylene diisocyanate; isocyanurate
- polyfunctional isocyanate and its isocyanate block body which are polyfunctional compounds having a branched structure such as trifunctional or tetrafunctional isocyanate such as type, biuret type, and adduct type. These may be used alone or in combination of two or more.
- diisocyanates 70 to 100 mol% are alicyclic diisocyanates having no methyl group in the alicyclic structure, and 4,4'-, because a strong pseudocrystal structure is easily formed by aggregation of hard segments. It preferably contains at least one diisocyanate selected from diphenylmethane diisocyanates. These diisocyanates are preferable because they can easily suppress hydrothermal swelling and thus easily form a continuous region.
- diisocyanates particularly selected from 4,4'-dicyclohexylmethane diisocyanate, 1,3-bis (isocyanatomethyl) cyclohexane, 1,4-bis (isocyanatomethyl) cyclohexane, and 4,4'-diphenylmethane diisocyanate. It is preferable that the diisocyanate containing at least one of these is contained in an amount of 70 to 100 mol%, more preferably 80 to 100 mol%, based on the total diisocyanate component.
- the polymer diol is a polymer diol having two hydroxy groups. Specific examples thereof include polypropylene carbonate diol, poly (2-methyl-1,3-propylene carbonate) diol, polytetramethylene carbonate diol, polypentamethylene carbonate diol, polyhexamethylene carbonate diol, and poly (3-methyl).
- polyester-based diols such as sebacate) diols and polycaprolactone diols or copolymers thereof
- polymer diols such as polyester carbonate diols. These may be used alone or in combination of two or more.
- polypropylene carbonate diol poly (2-methyl-1,3-propylene carbonate) diol, polytetramethylene carbonate diol, polypentamethylene carbonate, polyhexamethylene carbonate diol, poly (3-methyl-1,5) -Pentylene carbonate) diol, polypentamethylene carbonate diol, polytetramethylene carbonate diol, polyoctamethylene carbonate diol, poly (2-methyl-1,8-octylene carbonate) diol, polynonanemethylene carbonate diol, polynonamethylene It is preferably a high molecular weight diol containing at least one selected from a polycarbonate diol and a polydecamethylene polycarbonate diol.
- the polymer diol contains a polycarbonate diol having an average carbon number of 4 to 6 excluding the carbon of the polycarbonate group of the repeating unit. .. It is also preferable that 50 to 100 mol% of the polymer diol contains a polycarbonate diol having a methyl branch. According to such a polymer diol, it is excellent in film-forming property, it is easy to form a continuous region because it is difficult to form a particle interface due to the contour of dispersed particles, it is also excellent in resistance to hydrothermal swelling in a dyeing process, and it is extremely fine. It is preferable because polyurethane which easily forms a continuous region can be easily obtained because of its excellent adhesiveness to fibers.
- an anionic hydrophilic group is introduced into the polyurethane skeleton as an acid group-containing compound for imparting self-emulsifying property to polyurethane and for forming a self-crosslinking structure by reacting with a cross-linking agent.
- a low molecular weight diol having an acid group for this purpose may be used in combination.
- the polymer diol is a polyfunctional small molecule such as triol such as trimethylolpropane or pentaol such as pentaerythritol as a polyfunctional compound for imparting a branched structure to form an internal crosslinked structure in polyurethane.
- a diol may be used in combination.
- the low molecular weight diol having an acid group examples include 2,2-bis (hydroxymethyl) propionic acid, 2,2-bis (hydroxymethyl) butanoic acid, and 2,2-bis (hydroxymethyl) hepanoic acid.
- an ammonium salt, an amine salt, an alkali metal salt and the like are used without particular limitation.
- the amine salt include primary monoamine salts such as methylamine, ethylamine, propylamine and octylamine; secondary monoamine salts such as dimethylamine, diethylamine and dibutylamine; trimethylamine, triethylamine, triethanolamine and N-methyldiethanolamine. , N, N-dimethylethanolamine, N-methylpiperidine, N-methylmorpholine, benzyldimethylamine, ⁇ -methylbenzyldimethylamine, N-dimethylaniline and other tertiary monoamine salts.
- alkali metal salt examples include sodium salt, potassium salt and lithium salt.
- the small molecule diol having an acid group may be used alone or in combination of two or more.
- the carboxyl group-containing diol has excellent self-emulsifying properties and film-forming properties, has excellent reactivity with a cross-linking agent, and is unlikely to form a particle interface due to the contours of dispersed particles, so that a continuous region can be easily formed. It is also preferable because it has excellent resistance to hot water swelling in the dyeing process.
- the chain extender is a small molecule compound having two functional groups having active hydrogen such as a hydroxyl group and an amino group.
- Specific examples of the chain extender include, for example, hydrazine, ethylenediamine, propylenediamine, hexamethylenediamine, nonamethylenediamine, xylylenediamine, isophoronediamine, piperazine and derivatives thereof; diamines such as adipic acid dihydrazide and isophthalic acid dihydrazide; Triamines such as diaminetriamines; tetramines such as triethylenetetramines; ethyleneglycols, propylene glycols, 1,4-butanediols, 1,6-hexanediols, 1,4-bis ( ⁇ -hydroxyethoxy) benzenes, 1,4-cyclohexanes.
- Diamines such as diols; examples thereof include amino alcohols such as aminoethyl alcohol and aminopropyl alcohol. These may be used alone or in combination of two or more. Among these, hydrazine, ethylenediamine, hexamethylenediamine, piperazine, isophoronediamine and their derivatives; triamines such as diethylenetriamine have excellent light resistance and mechanical properties, and are continuous because they do not easily form a particle interface due to the contour of dispersed particles. It is preferable because it is easy to form a region and has excellent resistance to hot water swelling in the dyeing process.
- the chain extender contains triol such as trimethylolpropane; pentaol such as pentaerythritol; triamine such as diethylenetriamine; and triol as a polyfunctional compound for imparting a branched structure to form an internal crosslinked structure in polyurethane.
- triol such as trimethylolpropane
- pentaol such as pentaerythritol
- triamine such as diethylenetriamine
- triol as a polyfunctional compound for imparting a branched structure to form an internal crosslinked structure in polyurethane.
- a polyfunctional low molecular weight diol such as tetramine such as ethylenetetramine may be used in combination.
- the chain extender contains monoamines such as ethylamine, propylamine and butylamine; and carboxyl groups such as 4-aminobutanoic acid and 6-aminohexanoic acid in order to adjust the molecular weight and the amount of functional groups. Containing monoamine compound; monool such as methanol, ethanol, propanol and butanol may be blended.
- an anionic hydrophilic group may be introduced into polyurethane to impart self-emulsifying property, and a cross-linking agent that reacts with an acid group may be blended in order to react with the cross-linking agent to form a self-cross-linking structure. ..
- a cross-linking agent that reacts with an acid group it is preferable to use a cross-linking agent having two functional groups in the molecule that react with the acid group.
- Specific examples of such a cross-linking agent include a carbodiimide-based cross-linking agent, an epoxy-based cross-linking agent, an oxazoline-based cross-linking agent, an aziridine-based cross-linking agent, and the like.
- the dispersed particles in the obtained aqueous dispersion have excellent film-forming properties and adhesiveness to ultrafine fibers, and it is easy to reduce the hot water swelling rate and the thermal softening temperature, and they fall off during dyeing.
- Carbodiimide-based cross-linking agent, epoxy-based Crosslinking agents are particularly preferred.
- the 100% modulus of polyurethane used in the production of the fluffy artificial leather of the present embodiment is preferably 1 to 8 MPa, more preferably 2 to 7 MPa from the viewpoint of easily forming a continuous region.
- the polyurethane used for the fluffy artificial leather of the present embodiment preferably has a heat softening temperature of 170 ° C. or higher, more preferably 175 ° C. or higher, because it is easy to form a continuous region. If the heat softening temperature of the polyurethane is too low, the polyurethane tends to easily fall off or be deformed due to the heat received in the drying step, the step of removing the water-soluble PVA, the dyeing step, etc. during the manufacturing process. .. Further, in each of the above steps of receiving heat, the polyurethane is deformed and infiltrates into the fiber bundle, so that the ultrafine fibers are bundled and the quality of the nap surface tends to be deteriorated.
- the thermal softening temperature of polyurethane is obtained by preparing a dry film of polyurethane of 100 to 400 ⁇ m and measuring the temperature at which the storage elastic modulus in the dynamic viscoelastic measurement is 1 ⁇ 106 MPa.
- Polyurethane having such a thermal softening temperature can be obtained by selecting a monomer composition as described above.
- the weight swelling rate of polyurethane with respect to hot water at 90 ° C. is 1 to 8%, more preferably 1 to 7%, because it is easy to form a continuous region.
- the weight swelling rate with respect to hot water exceeds 8%, for example, in each step of receiving the heat described above, the polyurethane is deformed or penetrates into the fiber bundle, so that the ultrafine fibers are focused and the fluffy surface is raised. It tends to reduce the quality.
- the polyurethane contained in the fluffy artificial leather of the present embodiment forms a continuous region as described above, and includes a continuous region that adheres to the ultrafine fibers forming the outer periphery of at least two or more fiber bundles.
- Polyurethane having such a continuous region is superior in adhesiveness to ultrafine fibers forming the outer periphery of the fiber bundle, as compared with polyurethane having a porous or discontinuous structure including a large number of pores.
- Polyurethane having a continuous region having no particle interface due to the contour of such dispersed particles is formed, for example, by using a polyurethane aqueous dispersion having a high film-forming property.
- polyurethane As an example of a polyurethane aqueous dispersion that easily forms a continuous region due to its high film-forming property and less likely to form a particle interface due to the contour of dispersed particles, for example, the average dispersed particle diameter of polyurethane is about 30 to 180 nm.
- Polyurethane is a self-emulsifying polyurethane having an anionic hydrophilic group such as containing an acid group-introduced urethane skeleton, and 60 to 100 mol% of the high molecular weight diol unit of polyurethane is polycarbonate diol.
- the unit is a repeating unit having an average carbon number of carbons of 4 to 6 excluding the carbon of the polycarbonate group, and / or 50 to 100 mol% of the high molecular weight diol contains a polycarbonate diol having a methyl branch.
- the organic isocyanate unit of polyurethane comprises at least one organic isocyanate unit selected from 70-100 mol% alicyclic diisocyanate units having no methyl group in the alicyclic structure and 4,4'-diphenylmethane diisocyanate units. Polyurethane can be mentioned. Further, polyurethane has a thermal softening temperature of 170 ° C. or higher and a weight swelling rate of 1 to 8% with respect to hot water at 90 ° C.
- an aqueous dispersion of polyurethane having a minimum film forming temperature (MFT) of 0 to 50 ° C. and further of about 0 to 30 ° C. can be mentioned.
- MFT is measured by the methods of ASTM D2354 and ISO2115.
- the aqueous dispersion contains pigments such as carbon black, colorants such as dyes, coagulation regulators, antioxidants, ultraviolet absorbers, fluorescent agents, fungicides, and penetrants, as long as the effects of the present invention are not impaired.
- pigments such as carbon black
- colorants such as dyes, coagulation regulators, antioxidants, ultraviolet absorbers, fluorescent agents, fungicides, and penetrants
- a polyurethane aqueous dispersion is applied to the internal voids of the entangled body of the sea-island type composite fiber by means such as dip nip treatment, knife coater, bar coater, and roll coater. Then, a method of drying and coagulating the polyurethane can be mentioned.
- a drying method a method of heat-treating in a dryer at 50 to 200 ° C., a method of heat-treating with a dryer after infrared heating, a method of heat-treating with a dryer after treating with a humidified atmosphere or steam, and a method of drying after ultrasonic heating.
- the temperature to be heat-treated is 120 to 180 ° C., further 130 to 170 ° C. because it is easy to form a continuous film having no particle interface due to the contour of the dispersed particles, and it is higher than the heat softening temperature of polyurethane. It is also preferable that the temperature is 10 to 40 ° C lower, more preferably 15 to 35 ° C lower.
- the polyurethane water dispersion migrates to the surface layer of the entanglement of the sea-island type composite fiber, so that the polyurethane is non-uniform. May be granted to.
- migration can be suppressed by the following method. For example, adjusting the dispersion particle size of polyurethane in a polyurethane aqueous dispersion; adjusting the type and amount of ionic groups of polyurethane; dispersion stability using an ammonium salt whose pH changes depending on the temperature of about 40 to 100 ° C.
- Associated heat-sensitive gelling agents such as monovalent or divalent alkali metal salts, alkaline earth metal salts, nonionic emulsifiers, associated water-soluble thickeners, water-soluble silicone compounds, or water-soluble Examples thereof include a method of lowering the dispersion stability at about 40 to 100 ° C. by using a sex polyurethane compound in combination. Further, by performing a cure treatment of heat treatment at about 120 to 170 ° C. after applying the polyurethane aqueous dispersion, after gelation, solidification, or drying, the particle interface due to the contour of the dispersed particles disappears. It is also possible to prevent the polyurethane from swelling and falling off easily in the dyeing step or the like.
- the dispersion particle size of the polyurethane in the aqueous polyurethane dispersion is adjusted by using a carboxyl group, and further, 40 to 100 ° C.
- the method of lowering the dispersion stability by using an ammonium salt whose pH changes depending on the degree of temperature is preferable from the viewpoint that the adhesive state of polyurethane to the fiber bundle as described above is easily formed.
- the method of applying a polyurethane aqueous dispersion and then immersing it in water, acidic water, alkaline water, or warm water to gel it leaves a particle interface due to the contour of the dispersed particles and makes it difficult to form a continuous region. Not preferable from the point of view.
- the apparent density of such an artificial leather raw machine is preferably 0.50 to 0.95 g / cm 3 .
- the thickness is preferably 0.1 to 3 mm.
- the fluffy artificial leather of the present embodiment has a suede-like or nubuck-like fluffy surface on which ultrafine fibers are fluffed on at least one surface thereof.
- a fluffy surface is formed by buffing the surface of the artificial leather raw machine with a contact buff, an emery buff, or the like.
- the buffing is preferably performed using, for example, sandpaper or emery paper having a count of 120 to 600.
- the root of the fluffy hair is provided to the extent that the effect of the present invention is not impaired, for the purpose of suppressing the loss of the napped fibers and improving the appearance and the physical characteristics of the fluffy surface.
- a polymer elastic body may be imparted so as to restrain. Examples of the method of applying the polymer elastic body so as to restrain the roots of the fluff include a method of applying an aqueous dispersion of the polymer elastic body or an organic solvent solution of the polymer elastic body to the fluff surface and then drying the polymer elastic body.
- the type of the polymer elastic body is not particularly limited, and examples thereof include polyurethane and acrylic elastic bodies. Among these, polyurethane, particularly water-based polyurethane, is preferable.
- Fleece artificial leather is usually dyed.
- the type of dye used for dyeing is not particularly limited. Specific examples thereof include disperse dyes, acid dyes, cationic dyes, sulfide dyes, gold-containing dyes, and slen dyes.
- the dyeing method used for dyeing is not particularly limited, and is appropriately selected depending on the type of fiber and the type of dye. Specific examples thereof include a high-pressure liquid flow staining method, a jigger staining method, a thermosol continuous staining method, a wins staining method, and the like.
- the napped artificial leather is subjected to shrinkage processing and kneading softening treatment to give flexibility to further adjust the texture, reverse seal brushing treatment, antifouling treatment, hydrophilic treatment, lubricant treatment, softener. Finishing treatments such as treatment, antioxidant treatment, UV absorber treatment, fluorescent agent treatment, and flame retardant treatment may be performed.
- the fluffy artificial leather of the present embodiment is a fluffy artificial leather manufactured by an environment-friendly process, and has an appearance and a high-class feeling with less color unevenness on the napped surface, a soft texture, and a high anti-pilling property. It becomes fluffy artificial leather.
- Average fiber diameter and average fiber bundle diameter Fifteen points evenly selected from the cross sections cut parallel to the thickness direction of the napped artificial leather were magnified at 500 times with a scanning electron microscope (SEM). Then, in each SEM image, the fiber diameter of the ultrafine fiber cut in the direction perpendicular to the fiber axis direction was measured. In addition, the fiber bundle diameter of the fiber bundle cut in the direction perpendicular to the fiber axis direction was measured. Then, the average fiber diameter of the ultrafine fibers or the average fiber bundle diameter of the fiber bundles was calculated as the average value of the 15 points. The fiber diameter and the fiber bundle diameter are the diameters when converted into circles having the same area.
- the boundary of the fiber bundle was determined based on the number of ultrafine fibers forming each fiber bundle. Then, it was determined whether or not the polyurethane having a continuous region was close to the outer periphery of each fiber bundle, and the fiber bundle in which the polyurethane was not close to each other was determined to be the third fiber bundle C. Then, among the fiber bundles other than the third fiber bundle, the fiber bundle adhered to the polyurethane having a continuous region with a length of 1/4 or more of the outer circumference of the fiber bundle was determined to be the first fiber bundle A.
- the polyurethane having a continuous region is not adhered to, or the polyurethane having a continuous region is adhered to the polyurethane having a continuous region with a length of less than 1/4 of the outer circumference of the fiber bundle, or is not adhered to the continuous region of the fiber bundle.
- the fiber bundle in which the continuous region is close to the outer circumference within the radius of the fiber bundle was determined to be the second fiber bundle B.
- the presence or absence of a continuous region identifies a region in which a film is formed without including five or more pores in the range of 0.5 to 10 ⁇ m in each SEM image 500 times the field of view of 240 ⁇ m ⁇ 180 ⁇ m.
- a region having a linear length of 50 ⁇ m or more was determined to be a continuous region.
- the particle interface due to the contour of the dispersed particles could be recognized in the continuous region.
- the determination of whether or not the area is close to the continuous region is made when the continuous region exists within the radius of the fiber bundle from the outer circumference of at least a part of the ultrafine fibers forming the outer circumference of the fiber bundle.
- each of the 15 SEM photographs was observed, and it was confirmed that at least one continuous region was present in the field of view of 240 ⁇ m ⁇ 180 ⁇ m (corresponding to 0.04 mm 2 ). Further, in each SEM photograph, the maximum straight line portion included in the continuous region was specified, and the average of each maximum straight line portion was calculated. Further, in each SEM photograph, the maximum value of the number of first fiber bundles to which the continuous region is adhered was specified, and the average of each maximum value was calculated.
- the numbers of the first fiber bundle A, the second fiber bundle B, and the third fiber bundle C were counted for each of the 15 SEM photographs. Then, the average of the counted numbers of the first fiber bundles A is (A), the average of the numbers of the second fiber bundles B is (B), and the average of the numbers of the third fiber bundles C is (C). Then, each ratio was calculated by the following formulas.
- the content ratio of polyurethane in the obtained fluffy artificial leather was calculated based on the weight of the residual polyurethane. Since the weight of PVA remaining without being removed and the weight of the ultrafine fibers falling off in each step are much smaller than the weight of the polyurethane that falls off, they are ignored in the calculation.
- the polyurethane content may be calculated from the obtained fluffy artificial leather by the following method. Using a scanning electron microscope (SEM), take three images of the average part of the fluffy artificial leather parallel to the thickness direction at a magnification of 500 times, and print each image on A4 size paper. ..
- SEM scanning electron microscope
- the printed paper is superposed on a transparent sheet such as an OHP (Overhead projector) sheet, and the polyurethane region is black-painted on the transparent sheet and transferred.
- the ultrafine fiber portion is also transferred in the same manner as the method of transferring polyurethane.
- the patterns of the transparent sheet in which the polyurethane region is black-painted and the transparent sheet in which the ultrafine fiber portion is black-painted are separately captured by a scanner to form an image.
- the total area of polyurethane and the total area of ultrafine fibers are obtained.
- a value (A) obtained by dividing the total area of polyurethane by the polymer density of polyurethane and a value (B) obtained by dividing the total area of ultrafine fibers by the polymer density constituting the ultrafine fibers were obtained, and (A) / ((A) / ( A) + (B)) ⁇ 100, the polyurethane content ratio is calculated.
- the image processing device one configured by installing image processing software on a computer is used. Specific examples of the image processing software include image-pro plus of Media Cybernetics.
- Thermal softening temperature of polyurethane The aqueous dispersion of polyurethane was air-dried to prepare a film having a thickness of 250 ⁇ m. Then, the film was heat-treated at 120 ° C. for 30 minutes. Then, after cooling, a 4 ⁇ 0.5 cm test piece was cut out from the film. Then, the test piece was set in a dynamic viscoelastic modulus measuring device (DVE-V4FT Rheospector manufactured by Rheology), and the measurement start temperature: -120 ° C., measurement mode: tensile, temperature rise rate: 3 ° C./min, frequency: The storage elastic modulus was measured under the condition of 11 Hz. The temperature at which the storage elastic modulus was 1 ⁇ 106 MPa was defined as the thermal softening temperature (° C.).
- DVE-V4FT Rheospector dynamic viscoelastic modulus measuring device
- the aqueous dispersion of polyurethane was air-dried to prepare a film having a thickness of 250 ⁇ m. Then, the film was heat-treated at 120 ° C. for 30 minutes. Then, after cooling, a 5 ⁇ 10 cm test piece was cut out and left in an atmosphere of 23 ° C. and 50% RH for 24 hours to adjust the state. Then, the weight of the test piece was measured. Then, the test piece was immersed in hot water at 90 ° C., held for 60 minutes, and then the temperature of the hot water was lowered to 60 ° C. Then, the test piece was taken out from the water.
- the anti-pilling property was measured using a Martindale testing machine under the conditions of a pressing load of 12 kPa, a friction cloth: a bristle friction cloth, a napped artificial leather: a diameter of 38 mm, and a number of times of 2000 times. Then, the determination was made based on the following pilling determination criteria of the ISO12945-2 method. Grade 5: No change. Grade 4: Beautiful fluff, but there is a small pilling in a very small part. Grade 3: There is some small pilling. Level 2: Most have obvious pilling. Level 1: The whole is pilling and the pilling is dense.
- Example 1 Thermoplastic water-soluble polyvinyl alcohol (PVA) was prepared as a sea component, and isophthalic acid-modified polyethylene terephthalate (IPA-modified PET) having a modification degree of 6 mol% was prepared as an island component. Then, the sea component and the island component are set to a base temperature of 260 ° C., and the nozzle holes forming a cross section in which 25 island components having a uniform cross-sectional area are distributed in the sea component resin are arranged in parallel. It was supplied to the mouthpiece and the molten strand was discharged from the nozzle hole. At this time, the pressure was adjusted so that the mass ratio of the sea component and the island component was 25/75 for the sea component / island component.
- PVA Thermoplastic water-soluble polyvinyl alcohol
- IPA-modified PET isophthalic acid-modified polyethylene terephthalate
- the molten strand was drawn by suction with a suction device so that the average spinning speed was 3700 m / min, and a sea-island type composite fiber having a fineness of 2.9 dtex was spun.
- the sea-island type composite fibers were continuously deposited on a movable net and lightly pressed with a 42 ° C. metal roll to reduce surface fluffing.
- the sea-island type composite fiber was peeled off from the net and passed between the metal roll of the lattice pattern and the back roll at a surface temperature of 55 ° C. and a linear pressure of 200 N / mm. In this way, a web having a basis weight of 32 g / m 2 was produced.
- a stacked web was prepared by stacking the web in 12 layers so as to have a total basis weight of 380 g / m 2 with a cross wrapper device, and a needle breakage prevention oil was sprayed. Then, using a 6-barb needle having a distance of 3.2 mm from the tip of the needle to the first barb, the stacked web is alternately needle-punched from both sides at a needle depth of 8.3 mm at 3300 punches / cm 2 . An entangled body of sea-island type composite fibers having a basis weight of 500 g / m 2 was produced. Then, the entangled body of the sea-island type composite fiber was subjected to a moist heat shrinkage treatment under the conditions of a temperature of 70 ° C., a humidity of 50% RH, and 30 seconds.
- a self-emulsifying polyurethane emulsion having an average dispersed particle diameter of 100 nm is impregnated into the entangled body of the sea-island type composite fiber that has been subjected to moist heat shrinkage treatment, and then gelled by moist heat treatment. By drying at 150 ° C., the particles were aggregated and formed into a film.
- the average dispersed particle size of the emulsion is the central particle size ( D50 ) of the particle size distribution of the dispersed particles measured by the laser diffraction type particle size distribution method using a Microtrack particle size analyzer.
- Polyurethane is a polymer containing 100 mol% of diisocyanate units containing 100 mol% of alicyclic diisocyanate units having no methyl group in the alicyclic structure and 100 mol% of polycarbonate diol units having an average carbon number of 5 excluding polycarbonate groups. It was a self-emulsifying polyurethane containing a diol unit and a urethane skeleton containing a chain extender and having a carboxyl group. The emulsion contained 15% by mass of polyurethane, 2.5% by mass of ammonium sulfate as a heat-sensitive gelling agent, and 2.5% by mass of a carbodiimide-based cross-linking agent. The 100% modulus of the water-based polyurethane was 5.0 MPa. Further, the application ratio when it was assumed that the polyurethane did not fall off was 10% by mass.
- the entangled body of the sea-island type composite fiber impregnated with polyurethane was immersed in hot water at 95 ° C. and repeatedly subjected to a dip nip treatment to dissolve and remove PVA, which is a sea component, and then dried.
- PVA which is a sea component
- the artificial leather raw machine was sliced and cut in half, and both sides were buffed to obtain a fluffy artificial leather base material adjusted to a thickness of 0.6 mm.
- the napped artificial leather base material was heat-treated with a liquid flow dyeing machine at a temperature of 120 ° C. for 60 minutes to dye it, dried, impregnated with a softener, and further dried. Then, the dyed napped artificial leather base material is shrink-processed at a drum temperature of 120 ° C. and a transport speed of 10 m / min to shrink 5.0% in the vertical direction (length direction), and then the napped surface is sealed. By applying, a fluffy artificial leather having a suede-like fluffy surface was obtained. In this way, a fluffy artificial leather having a fluffy surface on which ultrafine fibers having a thickness of 0.66 mm and a basis weight of 310 g / m 2 were fluffed was obtained.
- FIG. 2 shows an example of an SEM photograph of a cross section of the napped artificial leather obtained in Example 1 cut in the thickness direction. The evaluation results are shown in Table 1 below.
- Example 2 The number of islands of the island component of the ultrafine fiber was changed from 25 islands to 9 islands, the impregnation of the polyurethane emulsion was changed as follows, and the polyurethane application ratio was changed from 10% by mass to 18% by mass. A fluffy artificial leather was produced and evaluated in the same manner as in Example 1. The results are shown in Table 1.
- a self-emulsifying polyurethane emulsion having an average dispersed particle size of 150 nm is impregnated into an entangled body of moist heat-shrinked sea-island type composite fibers, and then dried at 150 ° C. to agglomerate and form a film. rice field.
- Polyurethane contains 100 mol% of 4,4'-diphenylmethane diisocyanate (MDI) units, a polycarbonate diol unit having an average carbon number of 4.5 excluding a polycarbonate group, and a 35 mol% polyether diol unit. It was a self-emulsifying polyurethane containing a high molecular weight diol unit containing 65 mol% and a urethane skeleton containing a chain extender unit and having a carboxyl group. The emulsion contained 15% by mass of polyurethane, 2.5% by mass of ammonium sulfate as a heat-sensitive gelling agent, and 2.5% by mass of a carbodiimide-based cross-linking agent. Further, the polyurethane had a 100% modulus of 6.0 MPa.
- MDI 4,4'-diphenylmethane diisocyanate
- Example 3 A napped artificial leather was produced in the same manner as in Example 1 except that the number of islands of the island component of the ultrafine fiber was changed from 25 islands to 200 islands and the polyurethane application ratio was changed from 10% by mass to 6% by mass. evaluated. The results are shown in Table 1.
- Example 4 A fluffy artificial leather was produced and evaluated in the same manner as in Example 1 except that the impregnation of the polyurethane emulsion was changed as follows and the polyurethane application ratio was changed from 10% by mass to 15% by mass. The results are shown in Table 1.
- a self-emulsifying polyurethane emulsion having an average dispersed particle size of 40 nm is impregnated into an entangled body of moist heat-shrinked sea-island type composite fibers, and then dried at 150 ° C. to agglomerate and form a film. rice field.
- the polyurethane contains a diisocyanate unit containing 90 mol% of an alicyclic diisocyanate unit and 10 mol% of an aliphatic diisocyanate unit, and 75 mol% of a diol having a methyl branch, and has an average carbon number of 6 excluding a polycarbonate group. It was an amorphous polycarbonate urethane containing a urethane skeleton containing a polymer diol unit containing 100 mol% of a polycarbonate diol unit and a chain extender unit and having a carboxyl group.
- the emulsion contained 15% by mass of polyurethane, 2.5% by mass of ammonium sulfate as a heat-sensitive gelling agent, and 2.5% by mass of a carbodiimide-based cross-linking agent. Further, the polyurethane had a 100% modulus of 3.0 MPa.
- Example 5 In Example 1, fluffy artificial leather was produced and evaluated in the same manner as in Example 1 except that the production of the web of the sea-island type composite fiber was changed as follows. The results are shown in Table 1.
- the molten strand was drawn by suction with a suction device so that the average spinning speed was 2500 m / min, and a sea-island type composite fiber having a fineness of 6.0 dtex was spun.
- the sea-island type composite fibers were continuously deposited on a movable net and lightly pressed with a 42 ° C. metal roll to reduce surface fluffing. Then, the sea-island type composite fiber was peeled off from the net and passed between the metal roll of the lattice pattern and the back roll at a surface temperature of 55 ° C. and a linear pressure of 200 N / mm.
- FIG. 4 shows an example of an SEM photograph of a cross section of the napped artificial leather obtained in Comparative Example 1 cut in the thickness direction.
- the polyurethane did not form a continuous region, and the particles were connected and adhered to the surface of the ultrafine fibers.
- a lot of polyurethane was easy to fall off.
- Example 2 A fluffy artificial leather was produced and evaluated in the same manner as in Example 1 except that the polyurethane application ratio was changed from 10% by mass to 22% by mass. The results are shown in Table 1.
- Example 3 A napped artificial leather was produced in the same manner as in Example 1 except that the number of islands of the island component of the ultrafine fiber was changed from 25 islands to 4 islands and the polyurethane application ratio was changed from 10% by mass to 3% by mass. evaluated. The results are shown in Table 1.
- Example 4 A fluffy artificial leather was produced and evaluated in the same manner as in Example 1 except that the impregnation of the polyurethane emulsion was changed as follows. The results are shown in Table 1.
- a self-emulsifying polyurethane emulsion having an average dispersed particle size of 200 nm is impregnated into an entangled body of moist heat-shrinked sea-island type composite fibers, and then dried at 150 ° C. to agglomerate and form a film. rice field.
- the polyurethane is a polymer diol unit containing 100 mol% of alicyclic diisocyanate unit having a methyl group in the alicyclic structure and 100 mol% of a polycarbonate diol unit having an average carbon number of 8 excluding the polycarbonate group. It was a self-emulsifying polycarbonate urethane containing a urethane skeleton containing a chain extender unit and having a carboxyl group. The emulsion contained 15% by mass of polyurethane, 2.5% by mass of ammonium sulfate as a heat-sensitive gelling agent, and 2.5% by mass of a carbodiimide-based cross-linking agent. Further, the polyurethane had a 100% modulus of 3.0 MPa, a thermal softening temperature of 168 ° C., and a hot water swelling rate of 9%.
- Example 5 A fluffy artificial leather was produced and evaluated in the same manner as in Example 1 except that the impregnation of the polyurethane emulsion was changed as follows. The results are shown in Table 1.
- a self-emulsifying polyurethane emulsion having an average dispersed particle size of 25 nm was impregnated into an entangled body of moist heat-shrinked sea-island type composite fibers, and then dried at 150 ° C. to aggregate and form a film. ..
- the polyurethane has a urethane skeleton containing a diisocyanate unit containing 100 mol% of an alicyclic diisocyanate unit having a methyl group in the alicyclic structure, a polymer diol unit containing 100 mol% of a polyether unit, and a chain extender unit. It was a self-emulsifying type polyether urethane having a carboxyl group. The emulsion contained 15% by mass of polyurethane, 2.5% by mass of ammonium sulfate as a heat-sensitive gelling agent, and 2.5% by mass of a carbodiimide-based cross-linking agent. Further, the polyurethane had a 100% modulus of 1.5 MPa, a thermal softening temperature of 155 ° C., and a hot water swelling rate of 12%.
- FIG. 5 shows an example of an SEM photograph of a cross section of the napped artificial leather obtained in Comparative Example 5 cut in the thickness direction.
- polyurethane formed a continuous region, but polyurethane infiltrated into the fiber bundle.
- Example 6 A fluffy artificial leather was produced and evaluated in the same manner as in Example 1 except that the impregnation of the polyurethane emulsion was changed as follows. The results are shown in Table 1.
- Polyurethane contains a diisocyanate unit containing 100 mol% of 4,4'-diphenylmethane diisocyanate (MDI) unit, a polymer diol unit containing 100 mol% of a polycarbonate unit having an average carbon number of 6 excluding a polycarbonate group, and a chain. It was a forced emulsification type polycarbonate urethane containing a urethane skeleton containing an extender unit and having no carboxyl group. The emulsion also contained 15% by mass of polyurethane and 2.5% by mass of sodium sulfate, which is a heat-sensitive gelling agent. The 100% modulus of the water-based polyurethane was 3.0 MPa.
- MDI 4,4'-diphenylmethane diisocyanate
- FIG. 6 shows an example of an SEM photograph of a cross section of the napped artificial leather obtained in Comparative Example 6 cut in the thickness direction.
- the polyurethane did not form a continuous region, and the polyurethane had a large number of pores of 1 to 5 ⁇ m.
- Example 7 A fluffy artificial leather was produced and evaluated in the same manner as in Example 1 except that 3 parts by mass of a foaming agent was added when the polyurethane emulsion was impregnated. The results are shown in Table 1.
- polyurethane was adhered as a continuous film in the form of a film on the surface of the ultrafine fibers forming the outer periphery of the fiber bundle, referring to the SEM photograph of 500 times.
- polyurethane was fixed in a discontinuous structure in which particles were connected to ultrafine fibers.
- the fluffy artificial leathers obtained in Examples 1 to 5 were excellent in the appearance and luxury of the fluffy surface, had a soft texture, and were also excellent in the anti-pilling property of the fluffy surface.
- the polyurethane applied at the time of production does not easily fall off, and stable quality napped artificial leather can be produced.
- the fluffy artificial leather obtained in Comparative Example 1 had conspicuous color unevenness, no texture, and was inferior in anti-pilling property. Further, it can be seen that it is difficult to obtain stable quality because the content ratio of the obtained fluffy artificial leather is 6% by mass while the addition ratio of polyurethane is 20% by mass.
- the napped artificial leather obtained in Comparative Example 2 having a polyurethane content of 22% by mass was excellent in anti-pilling property, but the napped surface had a rough texture and uneven color was conspicuous, and the texture was hard. ..
- the fluffy artificial leather obtained in Comparative Example 3 had a rough appearance of rugged fluff, had no texture, and was inferior in anti-pilling property.
- the fluffy artificial leather obtained in Comparative Example 4 using polyurethane having a hot water swelling rate of 9% and a heat softening temperature of 168 ° C. had a rough appearance, a slightly hard texture, and was inferior in anti-pilling property.
- the napped artificial leather obtained in Comparative Example 5 in which polyurethane having a hot water swelling rate of 12% and a thermal softening temperature of 155 ° C. was used and the polyurethane had penetrated into the fiber bundle had excellent anti-pilling properties. However, the texture and texture were inferior.
- the fluffy artificial leather obtained in Comparative Example 5 in which polyurethane has a nonionic property and an average dispersed particle diameter of 400 nm and has a discontinuous structure having pores has a rough appearance of rugged fluff and a textured waist. It was inferior in anti-pilling property. Further, the fluffy artificial leather obtained in Comparative Example 7 in which polyurethane contains a foaming agent had a rough appearance of rugged fluff, conspicuous color unevenness, no texture, and was inferior in anti-pilling property.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
Abstract
極細繊維からなる繊維束を含む繊維束絡合体と、それに含浸付与された5~20質量%のポリウレタンとを含み、ポリウレタンは、50μm以上の直線長さを有する連続領域を含み、連続領域に外周を接着された第1の繊維束と、外周を接着されていないが、繊維束の外周から繊維束の半径以内の距離に連続領域が近接している第2の繊維束と、を含み、連続領域は、繊維束の内部に浸入しておらず、繊維束の総数に対して、第1の繊維束の数と第2の繊維束の数との合計が40%以上であり、第1の繊維束の数と第2の繊維束の数との合計に対して、第1の繊維束の数が40~70%である、立毛人工皮革。
Description
本発明は、スエード皮革のような、繊維を立毛させた立毛面を有する立毛人工皮革に関する。
スエード皮革のような立毛面を有する立毛人工皮革は、鞄,靴,衣料,家具,カーシート,雑貨製品等の表面素材として好ましく用いられている。立毛人工皮革は、不織布等の繊維絡合体と繊維絡合体に含浸付与されたポリウレタンとを含み、少なくとも一面に繊維を立毛させた立毛面を有する。
立毛人工皮革の製造には、近年の環境負荷の低減の要望から、水系ポリウレタンが用いられることがある。しかしながら、水系ポリウレタンを用いて製造された立毛人工皮革は、従来広く用いられてきたポリウレタン有機溶剤溶液から凝固させた溶剤系ポリウレタンを用いて製造された立毛人工皮革に比べて、外観の高級感、風合いのソフト性、抗ピリング性に劣るという問題があった。
水系ポリウレタンを用いて製造される立毛人工皮革の改良については、例えば、次のような技術が知られている。
下記特許文献1は、極細繊維束から形成された絡合体および絡合体の内部に含浸付与されたポリウレタンを含む人工皮革において、ポリウレタンの一部が繊維束の内部に浸透して存在しており、ポリウレタンの浸透割合が、繊維束の長さ方向に垂直な任意の断面において、面積比で1~30%の範囲である人工皮革を開示する。特許文献1は、繊維束を形成するために除去される海島型複合繊維の海成分である水溶性ポリマー成分の溶解性を制御して、海島型複合繊維の絡合体にポリウレタンの水分散液を含浸させた後の乾燥過程で、水系ポリウレタンを繊維束の内部に一部、浸透させるように製造することにより、ソフトな風合いが維持されて、かつ、繊維の素抜けが抑制される人工皮革が得られることを開示する。
また、下記特許文献2は、極細長繊維の繊維束からなる不織布、および、不織布に任意に含有されたポリウレタンからなり、少なくとも一方の表面に極細長繊維の立毛を有する立毛人工皮革であって、極細長繊維の繊維束が水溶性樹脂を含む複合長繊維から水溶性樹脂を除去することにより形成され、立毛の根元およびその近傍にはポリウレタン水分散液から得られた水系ポリウレタンが存在する、抗ピリング性の良好な立毛人工皮革を開示する。
また、下記特許文献3は、極細繊維および/または極細繊維束からなる繊維基材に、多孔構造を有するポリウレタンがバインダーとして付与されてなるシート状物であって、シート状物の厚み方向に切断された断面において、切断面内に観察されるポリウレタンのうち、独立して50μm2以上の断面積を有する部分の占有比率が観察視野内の人工皮革断面の面積に対し0.1%以上5.0%以下であるシート状物を開示する。また、そのようなシート状物においては、厚み方向に切断された断面において、極細繊維および/または極細繊維束断面の外周の1%以上35%以下がポリウレタン被膜で覆われていることが開示されている。特許文献3は、このようなシート状物は、環境に配慮した製造工程によって得られ、溶剤型ポリウレタンを用いて製造された人工皮革と比べて遜色ない均一感があり、立毛面の優美な品位と良好な風合いを有することを開示する。
また、下記特許文献4は、繊維基材と多孔質の水系ポリウレタンからなるシート状物であって、水系ポリウレタンの内部に多糖類を含有し、かつ1~200μmの空孔を有するシート状物が開示されている。特許文献4は、このようなシート状物は、環境に配慮した製造工程によって得られ、水系ポリウレタンの種類によらず、優美な外観と良好な風合いを有することを開示する。
また、下記特許文献5は、繊維基材の内部に水分散型ポリウレタンを含有し、水分散型ポリウレタンに発泡剤を含有させてポリウレタンの内部に直径10~200μmの孔を有することを特徴とするシート状物が開示されている。特許文献5は、このようなシート状物は、環境に配慮した製造工程によって得られ、優美な外観と良好な耐摩耗性、風合いを有することを開示する。
また、下記特許文献6は、繊維基材に、水分散型ポリウレタンと発泡剤とアニオン系界面活性剤および/または両イオン系界面活性剤を含有するポリウレタン液を付与するシート状物の製造方法が開示されている。特許文献6は、このようなシート状物は、有機溶剤系ポリウレタンを適用したシート状物と同等に均一な起毛長からなり、繊維緻密感に優れた優美な表面品位と柔軟で反発感にも優れる良好な風合いを有することを開示する。
特許文献1に開示された人工皮革の製造方法によれば、海成分を除去する前の海島型複合繊維の絡合体にポリウレタン水分散液を浸透させるために、水系ポリウレタンの繊維束の内部への浸透は限定的であり、それだけで繊維の素抜けを充分に低減できる人工皮革は得られにくかった。また、厚み方向全体において、繊維束の内部に水系ポリウレタンを浸透させるために、風合いが硬くなりやすかった。また、海成分として水溶性ポリビニルアルコールを用い、水系ポリウレタンがエーテル系ポリウレタンを含む場合には、ポリウレタン水分散液の含浸後の乾燥過程において、水系ポリウレタンが膨潤して水溶性ポリビニルアルコールと混在する。そのために、海成分を抽出除去する工程や極細繊維を染色する工程において水系ポリウレタンが脱落しやすくなり、水系ポリウレタンの脱落量が変化することにより、得られる人工皮革に含まれる水系ポリウレタンの含有割合がばらつくために品質が安定しにくかった。
また、特許文献2に開示された人工皮革の製造方法によれば、不織布の表面部に連続又は不連続のポリウレタン層を形成するために、ポリウレタンが立毛面に露出しやすくなって、色ムラや毛羽立ち不足等、外観の高級感が劣りやすくなる傾向があった。
また、特許文献3に開示されたシート状物の製造方法によれば、水系ポリウレタンの粒子が凝集した小さい塊を含む、繊維束の外周と水系ポリウレタンとの接着力が低いシート状物が得られる。このようなシート状物は、繊維束に対する水系ポリウレタンの把持力が低いためにソフトな風合いを有するが、極細繊維が素抜けしやすくなるために、立毛面の品位や物性が低かった。また、凝集した水系ポリウレタンの粒子間に、例えば、直径0.5~10μm程度の空孔が多数残されるために、ポリウレタンの含有割合が低い場合には風合いに腰が出にくかった。また、風合いに腰を出させるために、水系ポリウレタンの含有割合を高くした場合には、水系ポリウレタンが立毛面に露出しやすくなって色ムラが目立って立毛面の高級感が低くなる傾向があった。
また、特許文献4に開示されたシート状物の製造方法によれば、1~200μmの空孔を有する多孔質の水系ポリウレタンを含むために、風合いはソフトになる。しかし、繊維束に対する水系ポリウレタンの把持力が低いために、極細繊維が素抜けしやすくなり、立毛面の品位や物性の低いシート状物が得られる。また、水系ポリウレタンが1~200μmの空孔を有するために、水系ポリウレタンの含有割合が低い場合には風合いの腰が出にくかった。また、風合いに腰を出させるために、水系ポリウレタンの含有割合を高くした場合には、水系ポリウレタンが立毛面に露出しやすくなって色ムラが目立って立毛面の高級感が低くなる傾向があった。
また、特許文献5および特許文献6に開示されたシート状物の製造方法によれば、ポリウレタンに含有させた発泡剤が水系ポリウレタン粒子の凝集を妨げ、連続した構造を形成しにくくなるため、水系ポリウレタンの粒子が凝集した小さい塊が点在し、また、凝集した水系ポリウレタンの粒子間には空孔が多数残された構造となり、水系ポリウレタン自体の強度が低く、また繊維束の外周と水系ポリウレタンとの接着力が低いシート状物が得られる。このようなシート状物は、風合いはソフトだが繊維が抜けやすいので、立毛面の品位が使用により著しく低下し易い。また、水系ポリウレタンの含有割合が低いと腰の無い風合いとなり、水系ポリウレタンの含有割合を高くすると、立毛面への水系ポリウレタン露出による色ムラが目立って立毛面の高級感が低くなる。
本発明は、立毛面の色ムラの少ない外観及び高級感と、ソフトな風合いと、高い抗ピリング性とを兼ね備えた立毛人工皮革を提供することを目的とする。
本発明の一局面は、平均繊維径1~10μmの極細繊維からなる平均繊維束径5~75μmの繊維束を含む繊維束絡合体と、繊維束絡合体に含浸付与された5~20質量%のポリウレタンとを含み、少なくともその一面に、極細繊維を立毛させた立毛面を有し、厚み方向に切断された断面において、ポリウレタンは、50μm以上の直線長さを有する連続領域を0.04mm2あたり平均1個以上含み、繊維束は、連続領域に外周の1/4以上を接着された第1の繊維束と、連続領域に外周の1/4未満で接着し、または、連続領域に接着していないが、繊維束の外周から該繊維束の半径以内の距離に連続領域が近接している第2の繊維束と、を含み、連続領域は、第1の繊維束及び第2の繊維束の内部に浸入せずにそれらの外部に存在し、繊維束の総数に対して、第1の繊維束の数と第2の繊維束の数との合計の割合が40%以上であり、第1の繊維束の数と第2の繊維束の数との合計に対して、第1の繊維束の数の割合が40~70%である、立毛人工皮革である。このような立毛人工皮革は、ポリウレタンの含有割合が比較的低いために、立毛面にポリウレタンが露出することによる極細繊維の色との違いによる色ムラを生じさせにくい。また、ポリウレタンが、50μm以上の直線長さを有する連続領域を0.04mm2あたり平均1個以上含み、連続領域が繊維束の内部に浸入せずに繊維束の外部に存在し、第1の繊維束と第2の繊維束との数の合計の割合が、繊維束の総数に対して、40%以上である。第1の繊維束は、風合いを硬化させたり、優美な立毛感を低下させたりしやすい反面、極細繊維をしっかりと拘束して極細繊維の素抜けを効果的に抑制する。また、第2の繊維束は、連続領域に外周の1/4未満で接着しまたは繊維束の外周から該繊維束の半径以内の距離に連続領域が近接していることにより、繊維軸方向の断面以外の箇所でところどころ弱く拘束されているために、風合いを硬化させすぎずに極細繊維を適度に拘束することにより、優美な立毛感を付与することに寄与する。そして、第1の繊維束の数と第2の繊維束の数との合計に対して、第1の繊維束の数が40~70%であることにより、ソフトな風合いと、優美な立毛感や極細繊維の素抜けを抑制することによる高い抗ピリング性とをバランスよく付与することに寄与する。すなわち、このような立毛人工皮革は、立毛面の色ムラの少ない外観及び高級感と、ソフトな風合いと、高い抗ピリング性とを兼ね備える立毛人工皮革になる。
また、立毛人工皮革は、第1の繊維束を2個以上接着する連続領域を含むことが、複数の第1の繊維束が連続領域を介してより強く拘束され、極細繊維を素抜けさせにくくする点から好ましい。
また、連続領域は、ポリウレタン水分散液から造膜され、水分散液における分散粒子の輪郭による粒子界面を有さないことが、ポリウレタンの連続性の高い強い膜になるために、ポリウレタンが脱落したり変形したりしにくくなり、立毛面の品位や物性により優れた立毛人工皮革が得られる点から好ましい。
また、ポリウレタンは、架橋された、アニオン性親水基を有するポリウレタンを含むことが、上述したような連続領域を形成しやすい点から好ましい。
また、ポリウレタンは、熱軟化温度が170℃以上であり、90℃の熱水に対する重量膨潤率が1~8%であることが、加熱乾燥によって、上述のような分散粒子の輪郭による粒子界面を有さない連続領域が形成されやすい点から好ましい。このようなポリウレタンは、非多孔質で、且つ、連続領域として形成されていることにより、高い性能を発現させる。
本発明によれば、立毛面の色ムラの少ない外観及び高級感と、ソフトな風合いと、優れた抗ピリング性とを兼ね備えた立毛人工皮革が得られる。
本実施形態の立毛人工皮革は、平均繊維径1~10μmの極細繊維からなる、平均繊維束径5~75μmの繊維束の絡合体を含む。このような極細繊維からなる繊維束の絡合体は、海成分と島成分とを含む断面を有する海島型複合繊維の絡合体から、島成分を除去することにより形成される。絡合体としては、不織布、織布、編布、またはこれらを組み合わせた絡合体が挙げられる。これらの中では、不織布が、立毛面の高級感にとくに優れる立毛人工皮革が得られる点から好ましい。
極細繊維の平均繊維径は、1~10μmであり、好ましくは1.2~8μmである。極細繊維の平均繊維径が10μmを超える場合には、立毛した繊維による優美な毛羽感を有する高級感のある立毛面が得られにくくなり、また、他の物品との摩擦により毛玉状のピリングが発生しやすくなる。一方、平均繊維径が1μm未満の場合には着色する際の発色性が低下し、また、極細繊維の機械的特性が低下して他の物品との摩擦により毛羽落ちを起こしやすくなることにより耐色移行性が低下する。
また、極細繊維の繊維束の平均繊維束径は5~75μmであり、好ましくは10~60μmである。繊維束の平均繊維束径が75μmを超える場合には、外観の高級感が劣りやすくなる。一方、平均繊維束径が5μm未満の場合には抗ピリング性が低下しやすくなる。
なお、極細繊維の平均繊維径及び繊維束の平均繊維束径は、図7を参照すれば、立毛人工皮革の厚み方向に平行に切断された断面から万遍なく選択された15箇所を走査型電子顕微鏡(SEM)で500倍の拡大撮影をし、各SEM画像において、繊維軸方向に対して垂直方向に切断された極細繊維の平均繊維径を計測し、万遍なく選択された15箇所の平均値として求められる。なお、繊維径及び繊維束径は同じ面積を有する円に換算したときの直径とする。
また、立毛人工皮革は、繊維束を含む繊維束絡合体に付与された、50μm以上の直線長さを有する、連続領域を有する、5~20質量%のポリウレタンを含む。
立毛人工皮革は、ポリウレタンを比較的低い割合で含有することにより、立毛面にポリウレタンと極細繊維との色の違いによる色ムラを現れにくくし、また、ソフトな風合いを保持させる。ポリウレタンの含有割合が20質量%を超える場合には、立毛面に色ムラが現れやすくなり、また、ソフトな風合いを保持しにくくなる。また、ポリウレタンの含有割合が5質量%未満の場合には、連続領域の長さ及び数が少なくなり、極細繊維が素抜けしやすくなって抗ピリング性が低下する。ポリウレタンの含有割合は、6~17質量%であることがとくに好ましい。
また、ポリウレタンは、厚み方向に切断された立毛人工皮革の断面において、50μm以上の直線長さを有する、ポリウレタンの連続領域を含む。また、連続領域は、ポリウレタンが分散粒子の輪郭による界面を有さないように充分に熱融着し、造膜していることにより、ポリウレタンが脱落したり変形したりしにくくなり、それにより、立毛面の品位や物性が向上する。また、連続領域は、第1の繊維束を2個以上接着していることが好ましい。このような連続領域は、SEMで500倍の倍率で断面を観察したときに、分散粒子が不完全に融着したときに残される平均直径0.5~10μmの多数の空孔を含まず、例えば、空孔を10個以上は含まない。また、好ましくは、連続領域においては、分散粒子の輪郭による界面を実質的に有さないことが、ポリウレタンが充分に熱融着されて造膜されていることにより、ポリウレタンが脱落したり変形したりしにくくなることにより、立毛面の品位や物性が向上しやすい点から好ましい。
なお、連続領域を0.04mm2あたり平均1個以上含むとは、SEMで500倍の倍率で断面を観察したときの視野である、240μm×180μmに相当する0.04mm2の面積の視野に連続領域が平均1個以上観察されることと定義される。
立毛人工皮革は、厚み方向に切断された断面において、外周の1/4以上を連続領域に接着された第1の繊維束と、連続領域に外周の1/4未満で接着し、または連続領域に接着していないが繊維束の外周から該繊維束の半径以内の距離に連続領域が近接している、第2の繊維束とを含み、任意に、第1の繊維束及び第2の繊維束を除いた残りの繊維束である第3の繊維束を含む。そして、連続領域は第1の繊維束及び第2の繊維束の内部に浸入せずにそれらの繊維束の外部に存在する。
本実施形態の立毛人工皮革の一実施形態である立毛人工皮革10を厚み方向に切断した断面におけるSEM写真を参照して、厚み方向に切断された断面における繊維束及びポリウレタンの形態についてさらに詳しく説明する。
図1は、立毛人工皮革10を厚み方向に切断した断面の一領域の、倍率70倍のSEM写真である。また、図2は、立毛人工皮革10を厚み方向に切断した断面の一領域の、倍率500倍のSEM写真である。また、図3は、図2に現れている繊維束の境界を確定し、分類した様子を示している。
図1~図3を参照すれば、立毛人工皮革10は、平均繊維径1~10μmの極細繊維1aからなる平均繊維束径5~75μmの繊維束1bの繊維束絡合体と、繊維束絡合体に付与された、連続領域2を形成したポリウレタンを含む。また、図1を参照すれば、立毛人工皮革10は、表層の極細繊維を起毛させて形成された立毛面Nを有する。
図2を参照すれば、実施形態の立毛人工皮革10においては、ポリウレタンの連続領域2が繊維束の内部に浸入していない。なお、連続領域2が繊維束の内部に浸入していないとは、繊維束の外周を形成する極細繊維の外周よりも繊維束の内側に連続領域を形成するポリウレタンが存在していないことと定義される。
連続領域を形成したポリウレタンが繊維束の内部に浸入している場合には、極細繊維がポリウレタンに拘束されすぎることにより、ソフトな風合いを失いやすくなる。また、連続領域を形成したポリウレタンが繊維束の内部に浸入している場合には、極細繊維がポリウレタンで集束されることにより、集束された極細繊維が立毛面に表出した場合に、立毛した極細繊維の毛羽立ちによる優美さを失いやすくなる。さらに、ポリウレタンが繊維束の内部に浸入した場合には、相対的に繊維束の外部に存在するポリウレタンの量が少なくなって、形成される第1の繊維束の数が少なくなりやすくなる。なお、参考のために、図5に、ポリウレタンが繊維束の内部に浸入している立毛人工皮革の断面写真を示す。
立毛人工皮革は、厚み方向に切断された断面において、50μm以上の直線長さを有する、ポリウレタンの連続領域を含む。このようなポリウレタンの連続領域は、例えば、水分散液中のポリウレタンの分散粒子を造膜させて形成される。そして、後述するように、立毛人工皮革の厚み方向に切断された断面において、連続領域を0.04mm2あたり平均1個以上含む。
ここで、50μm以上の直線長さを有する、連続したポリウレタンの断面をポリウレタンの連続領域と定義する。50μm以上の直線長さを有する連続領域とは、ポリウレタンが途切れずに造膜して形成された連続したポリウレタンの断面の、端と端とを結んだ距離の最大直線距離が50μm以上であることを意味する。図2を参照すれば、連続領域は、同等矢印の長さで示すように、50μm以上の連続する直線長さを有する。このような連続領域には、SEMで撮影した断面の500倍のSEM画像において、分散粒子が不完全に融着したときに残される平均直径0.5~10μmの多数の空孔や分散粒子の輪郭による界面が表面に実質的に観察されないことが好ましい。具体的には、例えば、平均直径0.5~10μmの空孔が10個以上、さらには5個以上、とくには3個以上観察されないことが好ましい。また、連続領域は、ポリウレタンが分散粒子の輪郭による界面を有さないように充分に熱融着し、造膜していることにより、ポリウレタンが脱落したり変形したりしにくくなり、それにより、立毛面の品位や物性が向上する。図2を参照すれば、立毛人工皮革10の厚さ方向の断面のSEM写真においては、直線長さ145μmの連続領域(R1)や、直線長さ80μmの連続領域(R2)が観察されている。各連続領域は、それぞれ、独立した連続する領域であり、何れも分散粒子が不完全に融着したときに残される平均直径0.5~10μm程度の多数の空孔が観察されるような不連続な領域ではない。
連続領域は、直線長さ50μm以上であり、75μm以上、さらには100μm以上であることが好ましい。また、直線長さの上限は特に限定されないが、500μm程度、さらには、250μm程度であってもよい。連続領域を形成していない場合には繊維束に対する拘束力が小さくなり、抗ピリング性の向上効果が低くなる。
また、このような、連続領域は第1の繊維束を2個以上接着していることが好ましい。連続領域が2個以上の第1の繊維束をその外周で接着している場合には、複数の繊維束が連続領域を介してより強く拘束される。それにより、極細繊維をより素抜けさせにくくすることにより抗ピリング性がより向上する点から好ましい。
連続領域は第1の繊維束を2個以上接着している場合、連続領域に接着される第1の繊維束の数としては、2個以上、さらには3個以上、とくには4個以上、ことには5個以上であることが好ましい。なお、上限は特に限定されないが、30個、さらには、20個程度であることが好ましい。
そして、さらに図3を参照すれば、立毛人工皮革10の厚み方向に切断された断面には、多数の繊維束の断面が観察される。各繊維束は、繊維束の外周と連続領域との接着状態に基づいて、次の3つの種類に分類される。図3中、Aは第1の繊維束、Bは第2の繊維束、Cは第3の繊維束である。第3の繊維束Cは、任意に含まれる。
(A)第1の繊維束
繊維束の外周に連続領域が接着している繊維束、詳しくは、その外周の1/4以上の長さで、外周を形成する極細繊維が連続領域に接着されている繊維束を第1の繊維束と分類する。第1の繊維束は外周に連続領域を接着させることにより、連続領域を変形させたり脱落させたりしにくくさせる。それにより、立毛人工皮革の立毛面の高級感のある品位や抗ピリング性を向上させる。第1の繊維束の数(A)と第2の繊維束の数(B)と第3の繊維束の数(C)との合計である繊維束の総数{(A)+(B)+(C)}に対する、第1の繊維束の数(A)の割合としては、15~55%、さらには、20~50%であることが好ましい。
繊維束の外周に連続領域が接着している繊維束、詳しくは、その外周の1/4以上の長さで、外周を形成する極細繊維が連続領域に接着されている繊維束を第1の繊維束と分類する。第1の繊維束は外周に連続領域を接着させることにより、連続領域を変形させたり脱落させたりしにくくさせる。それにより、立毛人工皮革の立毛面の高級感のある品位や抗ピリング性を向上させる。第1の繊維束の数(A)と第2の繊維束の数(B)と第3の繊維束の数(C)との合計である繊維束の総数{(A)+(B)+(C)}に対する、第1の繊維束の数(A)の割合としては、15~55%、さらには、20~50%であることが好ましい。
(B)第2の繊維束
繊維束の外周に連続領域が外周の1/4未満で接着し、または連続領域に接着していないが、連続領域に近接している繊維束を第2の繊維束と分類する。繊維束の外周に連続領域が近接しているとは、繊維束の外周から、その繊維束の半径以内の距離に連続領域が存在していることと定義する。第1の繊維束の数(A)と第2の繊維束の数(B)と第3の繊維束の数(C)との合計である繊維束の総数{(A)+(B)+(C)}に対する、第2の繊維束の数(B)の割合としては、15~55%、さらには、20~50%であることが好ましい。
繊維束の外周に連続領域が外周の1/4未満で接着し、または連続領域に接着していないが、連続領域に近接している繊維束を第2の繊維束と分類する。繊維束の外周に連続領域が近接しているとは、繊維束の外周から、その繊維束の半径以内の距離に連続領域が存在していることと定義する。第1の繊維束の数(A)と第2の繊維束の数(B)と第3の繊維束の数(C)との合計である繊維束の総数{(A)+(B)+(C)}に対する、第2の繊維束の数(B)の割合としては、15~55%、さらには、20~50%であることが好ましい。
(C)第3の繊維束
任意に存在することのある、第1の繊維束及び第2の繊維束以外の繊維束を第3の繊維束と分類する。すなわち、連続領域に接着も近接もしていない繊維束は第3の繊維束に分類される。また、連続領域を形成していないポリウレタンのみに接着する繊維束も第3の繊維束に分類される。第3の繊維束は存在しなくてもよいが、ある程度の割合まで存在することが許容される。第1の繊維束の数(A)と第2の繊維束の数(B)と第3の繊維束の数(C)との合計である繊維束の総数{(A)+(B)+(C)}に対する、第3の繊維束の数(C)の割合としては、0~60%、さらには、5~55%であることが好ましい。
任意に存在することのある、第1の繊維束及び第2の繊維束以外の繊維束を第3の繊維束と分類する。すなわち、連続領域に接着も近接もしていない繊維束は第3の繊維束に分類される。また、連続領域を形成していないポリウレタンのみに接着する繊維束も第3の繊維束に分類される。第3の繊維束は存在しなくてもよいが、ある程度の割合まで存在することが許容される。第1の繊維束の数(A)と第2の繊維束の数(B)と第3の繊維束の数(C)との合計である繊維束の総数{(A)+(B)+(C)}に対する、第3の繊維束の数(C)の割合としては、0~60%、さらには、5~55%であることが好ましい。
上述した各繊維束の分類は、図7を参照すれば、各繊維束を形成する極細繊維の本数から、繊維束の境界を確定して判定される。繊維束の境界の確定は、500~1000倍で撮影したSEM写真に基づいて確定できる。極細繊維束の境界が分かりにくい場合には、繊維束を形成する極細繊維の平均本数に基づき、繊維束の本数に基づいて境界を確定できる。
また、繊維束の外周の1/4以上の長さで接着しているか否かは、図7を参照すれば、500~1000倍で撮影したSEM写真に基づいて繊維束の外周を形成する極細繊維の表面を結んで外周を特定し、外周の長さを測定し、外周の連続領域に接着している部分の長さが1/4以上であるか否かを判定する。
立毛人工皮革においては、第1の繊維束と第2の繊維束と任意に存在してもよい第3の繊維束のそれぞれの数の合計を繊維束の総数とする。そして、本実施形態の立毛人工皮革においては、繊維束の総数に対する、第1の繊維束と第2の繊維束の数との合計の割合が40%以上である。
一例として、図3を参照すれば、立毛人工皮革10の厚み方向に切断された断面においては、連続領域2に接着する第1の繊維束Aと、連続領域2に外周の1/4未満で接着し、または繊維束の外周から該繊維束の半径以内の距離に連続領域が近接している第2の繊維束Bと、それら以外の繊維束である第3の繊維束Cとを含む。
そして、立毛人工皮革は、厚み方向に切断された断面において、第1の繊維束の数(A)と第2の繊維束の数(B)と第3の繊維束の数(C)との合計である繊維束の総数{(A)+(B)+(C)}に対する、第1の繊維束の数(A)と第2の繊維束の数(B)との合計{(A)+(B)}の割合である、{(A)+(B)}/{(A)+(B)+(C)}×100(以下、第1の割合とも称する)が、40%以上であり、好ましくは45%以上である。第1の割合が40%未満の場合には、極細繊維が素抜けやすくなって抗ピリング性が向上しにくくなり、また、立毛面の外観の高級感も損なわれやすくなる。また、第1の割合の上限は特に限定されないが、生産性を考慮すれば、99%、さらには、90%、とくには80%である。
図3を参照すれば、立毛人工皮革10の第1の繊維束の数(A)は13個であり、第2の繊維束の数(B)は16個であり、第3の繊維束の数(C)は23個である。従って、図3における第1の割合は、{(13+16)/(13+16+23)}×100=56%である。なお、各繊維束の数は、立毛人工皮革の厚み方向に切断された断面において、まんべんなく採取した15枚のSEM写真から特定された、第1の繊維束A、第2の繊維束B、または第3の繊維束B、の数の平均と定義される。なお、各写真においては、極細繊維の全体が観察されている繊維束のみを計数する。
また、立毛人工皮革は、第1の繊維束の数(A)と第2の繊維束の数(B)との合計である繊維束の総数{(A)+(B)}に対する、第1の繊維束の数(A)の割合(以下、第2の割合とも称する)である(A)/{(A)+(B)}×100が、40~70%であり、45~65%であることが好ましい。第2の割合が40%未満である場合には、極細繊維が素抜けやすくなって抗ピリング性が低下し、また、外観の優美さが損なわれやすくなる。また、第2の割合が70%以上である場合には、風合いが硬くなり、また、立毛面の優美さが低下する。
例えば、図3における第2の割合は、{13/(13+16)}×100=45%になる。
また、立毛人工皮革は、第1の繊維束の数(A)と第2の繊維束の数(B)と第3の繊維束の数(C)との合計である繊維束の総数{(A)+(B)+(C)}に対する、第2の繊維束の数(B)と第3の繊維束の数(C)との合計の割合(以下、第3の割合とも称する)である、{(B)+(C)}/{(A)+(B)+(C)}×100が50~90%、さらには55~85%であることが、柔らかな風合いと、抗ピリング性と、外観の優美さとのバランスに優れる点から好ましい。
例えば、図3における第3の割合は、{(16+23)/(13+16+23)}×100=75%になる。
次に、上述した本実施形態の立毛人工皮革の製造方法について、以下に詳しく説明する。本実施形態の立毛人工皮革は、例えば、次のような工程によって製造される。
はじめに、海成分として水溶性ポリビニルアルコール系樹脂(水溶性PVA)、島成分として極細繊維となる非水溶性樹脂、を含む海島型複合繊維の絡合体を製造する。そして、海島型複合繊維の絡合体に、造膜性の高いポリウレタンの水分散液を含浸させる。そして、ポリウレタンの水分散液の分散粒子が融着する温度で加熱乾燥することにより、ポリウレタンが付与された繊維基材を製造する。そして、繊維基材を形成する海島型複合繊維から海成分である水溶性PVAを除去された人工皮革生機を得る。そして、人工皮革生機の少なくとも一面にバフィングにより表層の極細繊維を起毛させて、立毛面を形成する。そして、必要に応じて人工皮革生機を染色する等の後処理を行う。上述した工程においては、造膜性の高いポリウレタン水分散液として、例えば、熱軟化温度が高く、熱水に対する膨潤性が低く、後述するような、酸基を導入されたウレタン骨格を含むようなアニオン性の親水性基を有する自己乳化型ポリウレタンの水分散液が好ましく用いられる。このような工程を経て、本実施形態の立毛人工皮革が得られる。以下、各工程について、詳しく説明する。
[海島型複合繊維の絡合体の製造]
海島型複合繊維の絡合体の製造について説明する。海島型複合繊維の絡合体は次のようにして製造される。極細繊維になる島成分を形成するための非水溶性樹脂と海成分を形成するための水溶性PVAとが横断面で海島構造を形成する海島型複合繊維をスパンボンド法などにより溶融紡糸する。そして、溶融紡糸された海島型複合繊維をネット上に捕集して長繊維のウェブを形成し、ウェブをニードルパンチ法や水流交絡法で絡合処理する。このようにして、海島型複合繊維の絡合体が製造される。
海島型複合繊維の絡合体の製造について説明する。海島型複合繊維の絡合体は次のようにして製造される。極細繊維になる島成分を形成するための非水溶性樹脂と海成分を形成するための水溶性PVAとが横断面で海島構造を形成する海島型複合繊維をスパンボンド法などにより溶融紡糸する。そして、溶融紡糸された海島型複合繊維をネット上に捕集して長繊維のウェブを形成し、ウェブをニードルパンチ法や水流交絡法で絡合処理する。このようにして、海島型複合繊維の絡合体が製造される。
海島型複合繊維のウェブを製造する方法としては、上述した長繊維の海島型複合繊維をカットせずにネット上に捕集して長繊維のウェブを形成させる方法の他、長繊維をステープルにカットして短繊維のウェブを形成させてもよい。また、形成されたウェブには、形態安定性を付与するために融着処理が施されてもよい。また、海島型複合繊維の海成分を除去して極細繊維を形成するまでの何れかの工程において、水蒸気あるいは熱水あるいは乾熱による熱収縮処理等の繊維収縮処理を施して海島型複合繊維を緻密化させてもよい。なお、長繊維とは、紡糸後に意図的にカットされた短繊維ではない、連続的な繊維であることを意味する。
極細繊維を形成するための島成分の樹脂の具体例としては、例えば、ポリエチレンテレフタレート(PET),イソフタル酸変性PET,カチオン染料可染性を有するスルホイソフタル酸変性PET,ポリブチレンテレフタレート,ポリヘキサメチレンテレフタレート等の芳香族ポリエステル;ポリ乳酸,ポリエチレンサクシネート,ポリブチレンサクシネート,ポリブチレンサクシネートアジペート,ポリヒドロキシブチレート-ポリヒドロキシバリレート共重合体等の脂肪族ポリエステル;ナイロン6,ナイロン66,ナイロン10,ナイロン11,ナイロン12,ナイロン6-12等のナイロン等の熱可塑性樹脂が挙げられる。これらは単独で用いても、2種以上を組み合わせて用いてもよい。これらの中では、ポリエステルが、染色しやすく、吸水変化が小さく、耐久性に優れる点から好ましい。また、極細繊維を形成するための樹脂には、本発明の効果を損なわない範囲で、必要に応じて、着色顔料、酸化防止剤、紫外線吸収剤、蛍光剤、熱安定剤等の各種安定剤、消臭剤、防かび剤、滑剤、撥水剤、撥油剤、増量剤、無機微粒子、導電剤等を含有させてもよい。
また、海成分を形成するためには水溶性PVAが用いられる。水溶性PVAは、有機溶剤を用いることなく水系媒体により溶解除去されるために、環境負荷が低い点から好ましい。
極細繊維からなる繊維束を形成するための海島型複合繊維の平均繊維径は特に限定されないが、最終的に得られる繊維束の平均繊維束径を考慮して、5~75μm、さらには、10~60μmであることが好ましい。また、海島型複合繊維の島数は特に限定されないが、最終的に得られる極細繊維の平均繊維径を考慮して、5~200島、さらには9~100島であることが好ましい。また、島成分の平均繊維径は、立毛人工皮革に含まれる絡合体を形成する極細繊維の平均繊維径1~10μmと同じ、1~10μmであることが好ましい。
[ポリウレタンが含浸付与された繊維基材の製造]
上述のように製造された海島型複合繊維の絡合体に、例えば、造膜性の高いポリウレタンの水分散液を含浸させ、ポリウレタンの水分散液中の分散粒子が融着する温度で加熱乾燥することにより、海島型複合繊維の絡合体に水系ポリウレタンが含浸付与された繊維基材が製造される。
上述のように製造された海島型複合繊維の絡合体に、例えば、造膜性の高いポリウレタンの水分散液を含浸させ、ポリウレタンの水分散液中の分散粒子が融着する温度で加熱乾燥することにより、海島型複合繊維の絡合体に水系ポリウレタンが含浸付与された繊維基材が製造される。
水系ポリウレタンとは、水系媒体にポリウレタンまたはそのプレポリマーが分散されたエマルジョンやディスパージョン等のポリウレタン水分散液に由来するポリウレタンである。ポリウレタンの水分散液としては、例えば、ウレタン骨格にカルボキシ基やスルホン酸基等の酸基を導入したようなアニオン性の親水基,ウレタン骨格にアンモニウム基等のイオン性基を導入したようなカチオン性の親水基,ウレタン骨格に非イオン性の親水基を導入したような自己乳化型ポリウレタンを含むエマルジョンまたはディスパージョン;親水基を有しないポリウレタンを乳化剤で強制乳化した強制乳化型ポリウレタンのエマルジョン;自己乳化型ポリウレタンと強制乳化型ポリウレタンとを併用したエマルジョンまたはディスパージョンが挙げられる。これらの中では、ウレタン骨格に酸基を導入したようなアニオン性の親水性基を有する自己乳化型ポリウレタンのエマルジョン、親水基を有しない強制乳化型ポリウレタンのエマルジョン、またはこれらを併用したものが分散安定性に優れる点から好ましい。また、造膜性が良好で、分散粒子の輪郭による粒子界面を生じにくく、繊維束との接着性も高い点から、ウレタン骨格に酸基を導入したようなアニオン性の親水性基を有する自己乳化型ポリウレタンのエマルジョンがとくに好ましい。
また、ポリウレタン水分散液におけるポリウレタンの分散粒子の平均分散粒子径としては、造膜性が良好で、分散粒子の輪郭による粒子界面を生じにくく、極細繊維束との接着性も高く、上述したような繊維束を含む断面の構造を形成しやすい点から、10~200nm、さらには、30~180nmであることが好ましい。平均分散粒子径が大きすぎる場合には、造膜性が低下して、分散粒子の輪郭による粒子界面を生じたり、連続領域が形成されにくくなったりする傾向がある。
連続領域を有するポリウレタンは、造膜性、接着性、及び染色工程における熱水膨潤に対する耐性に優れたポリウレタンの水分散液を用いることにより製造することができる。一方、造膜性が低かったり、接着性が低かったり、熱水膨潤しやすかったり、熱軟化温度が低かったりするポリウレタンの水分散液を用いた場合には、平均直径0.5~10μmの空孔が多数存在したり、分散粒子の輪郭による粒子界面を生じたりして、連続領域を有さないポリウレタンが形成される。連続領域を形成しないポリウレタンは、造膜性、接着性、染色工程における熱水膨潤に対する耐性が低くなる。
ポリウレタンは、例えば、イソシアネート基を2個有するジイソシアネート化合物、高分子ジオール、鎖伸長剤及び、必要に応じて用いられる多官能性化合物や酸基含有化合物等を含むウレタン原料を反応させることにより得られる。
ジイソシアネート化合物は、イソシアネート基を2個有する化合物である。その具体例としては、例えば、ヘキサメチレンジイソシアネート等の脂肪族ジイソシアネート:イソホロンジイソシアネート,ノルボルネンジイソシアネート,4,4’-ジシクロヘキシルメタンジイソシアネート,1,3-ビス(イソシアナトメチル)シクロヘキサン,1,4-ビス(イソシアナトメチル)シクロヘキサン等の脂環族ジイソシアネート;2,4-トリレンジイソシアネート,2,6-トリレンジイソシアネート,4,4’-ジフェニルメタンジイソシアネート(MDI),キシリレンジイソシアネート等の芳香族ジイソシアネート;イソシアヌレート型,ビウレット型,アダクト型等の3官能や4官能のイソシアネート等の分岐構造を与える多官能性化合物である、多官能イソシアネートやそのイソシアネートブロック体、等が挙げられる。これらは単独で用いても、2種以上を組み合わせて用いてもよい。
これらの中では、ハードセグメントの凝集による強い疑似結晶構造が形成されやすい点から、ジイソシアネートの70~100モル%が脂環構造にメチル基を有さない脂環族ジイソシアネート、及び4,4’-ジフェニルメタンジイソシアネートから選ばれる少なくとも1種のジイソシアネートを含むことが好ましい。これらのジイソシアネートは、熱水膨潤を抑制しやすいために、連続領域を形成させやすい点から好ましい。
上述したジイソシアネートの中でも、とくに、4,4’-ジシクロヘキシルメタンジイソシアネート,1,3-ビス(イソシアナトメチル)シクロヘキサン,1,4-ビス(イソシアナトメチル)シクロヘキサン,4,4’-ジフェニルメタンジイソシアネートから選ばれる少なくとも1種を含むジイソシアネートを全ジイソシアネート成分に対して70~100モル%、さらには、80~100モル%含むことが好ましい。
また、高分子ジオールはヒドロキシ基を2個有する高分子ジオールである。その具体例としては、例えば、ポリプロピレンカーボネートジオール,ポリ(2-メチル-1,3-プロピレンカーボネート)ジオール,ポリテトラメチレンカーボネートジオール,ポリペンタメチレンカーボネートジオール,ポリヘキサメチレンカーボネートジオール,ポリ(3-メチル-1,5-ペンチレンカーボネート)ジオール,ポリペンタメチレンカーボネートジオール,ポリテトラメチレンカーボネートジオール,ポリオクタメチレンカーボネートジオール,ポリ(2-メチル-1,8-オクチレンカーボネート)ジオール,ポリノナメチレンカーボネートジオール,ポリデカメチレンポリカーボネートジオール,ポリドデカメチレンポリカーボネートジオール等のポリカーボネート系ジオールまたはそれらの共重合体;ポリエチレングリコール,ポリプロピレングリコール,ポリテトラメチレングリコール,ポリ(メチルテトラメチレングリコール)等のポリエーテル系ジオールまたはそれらの共重合体;ポリブチレンアジペートジオール,ポリブチレンセバケートジオール,ポリヘキサメチレンアジペートジオール,ポリ(3-メチル-1,5-ペンチレンアジペート)ジオール,ポリ(3-メチル-1,5-ペンチレンセバケート)ジオール,ポリカプロラクトンジオール等のポリエステル系ジオールまたはそれらの共重合体;ポリエステルカーボネートジオール等の高分子ジオールが挙げられる。これらは単独で用いても2種以上を組み合わせて用いてもよい。これらの中では、ポリプロピレンカーボネートジオール,ポリ(2-メチル-1,3-プロピレンカーボネート)ジオール,ポリテトラメチレンカーボネートジオール,ポリペンタメチレンカーボネート,ポリヘキサメチレンカーボネートジオール,ポリ(3-メチル-1,5-ペンチレンカーボネート)ジオール,ポリペンタメチレンカーボネートジオール,ポリテトラメチレンカーボネートジオール,ポリオクタメチレンカーボネートジオール,ポリ(2-メチル-1,8-オクチレンカーボネート)ジオール,ポリノナンメチレンカーボネートジオール,ポリノナメチレンポリカーボネートジオール,ポリデカメチレンポリカーボネートジオールから選ばれる少なくとも1種を含む高分子ジオールであることが好ましい。
とくに、高分子ジオールの60~100モル%、さらには、70~100モル%が、繰り返し単位のポリカーボネート基の炭素を除いた基の平均炭素数が4~6であるポリカーボネートジオールを含むことが好ましい。また、高分子ジオールの50~100モル%が、メチル分岐を有するポリカーボネートジオールを含むことも好ましい。このような高分子ジオールによれば、造膜性に優れ、分散粒子の輪郭による粒子界面を生じにくいために連続領域を形成しやすく、染色工程における熱水膨潤に対する耐性にも優れ、また、極細繊維への接着性にも優れることにより、連続領域を形成しやすいポリウレタンが得られやすいから好ましい。
また、高分子ジオールには、ポリウレタンに自己乳化性を付与するとともに、架橋剤と反応させて自己架橋構造を形成させるための酸基含有化合物として、ポリウレタン骨格にアニオン性の親水性基を導入するための酸基を有する低分子ジオールを併用させてもよい。さらに、高分子ジオールには、ポリウレタンに内部架橋構造を形成させるための分岐構造を与えるための多官能性化合物として、トリメチロールプロパン等のトリオールや、ペンタエリスリトール等のペンタオール等の多官能低分子ジオールを併用させてもよい。内部架橋構造を形成させた場合には、熱水膨潤率を低下させやすく、また、熱軟化温度を向上させやすくなる。
酸基を有する低分子ジオールの具体例としては、例えば、2,2-ビス(ヒドロキシメチル)プロピオン酸,2,2-ビス(ヒドロキシメチル)ブタン酸,2,2-ビス(ヒドロキシメチル)ヘプタン酸,2,2-ビス(ヒドロキシメチル)オクタン酸等のカルボキシル基含有ジオール;3-(2,3-ヒドロキシプロポキシ)-1-プロパンスルホン酸等のスルホン酸基含有ジオール;N,N-ビス(2-ヒドロキシアルキル)スルファミン酸及びそのアルキルエーテル付加物等のスルファミン酸基含有ジオールまたはこれらの化合物の塩が挙げられる。各化合物の塩としては、例えば、アンモニウム塩,アミン塩,アルカリ金属塩等が特に限定なく用いられる。アミン塩としては、メチルアミン,エチルアミン,プロピルアミン及びオクチルアミン等の1級モノアミンの塩;ジメチルアミン,ジエチルアミン、ジブチルアミン等の2級モノアミンの塩;トリメチルアミン、トリエチルアミン,トリエタノールアミン,N-メチルジエタノールアミン,N,N-ジメチルエタノールアミン,N-メチルピペリジン,N-メチルモルホリン,ベンジルジメチルアミン,α-メチルベンジルジメチルアミン及びN-ジメチルアニリン等の3級モノアミンの塩が挙げられる。また、アルカリ金属塩としては、ナトリウム塩,カリウム塩,リチウム塩が挙げられる。酸基を有する低分子ジオールは単独で用いても2種以上を組み合わせて用いてもよい。これらの中では、カルボキシル基含有ジオールが、自己乳化性や造膜性に優れ、架橋剤との反応性に優れ、分散粒子の輪郭による粒子界面を生じにくいために連続領域を形成しやすく、また、染色工程における熱水膨潤に対する耐性にも優れる点から好ましい。
また、鎖伸長剤は、水酸基やアミノ基等の活性水素を有する官能基を2個有する低分子化合物である。鎖伸長剤の具体例としては、例えば、ヒドラジン,エチレンジアミン,プロピレンジアミン,ヘキサメチレンジアミン,ノナメチレンジアミン,キシリレンジアミン,イソホロンジアミン,ピペラジンおよびそれらの誘導体;アジピン酸ジヒドラジド,イソフタル酸ジヒドラジド等のジアミン;ジエチレントリアミン等のトリアミン;トリエチレンテトラミン等のテトラミン;エチレングリコール,プロピレングリコール,1,4-ブタンジオール,1,6-ヘキサンジオール,1,4-ビス(β-ヒドロキシエトキシ)ベンゼン,1,4-シクロヘキサンジオール等のジオール;アミノエチルアルコール,アミノプロピルアルコール等のアミノアルコール等が挙げられる。これらは単独で用いても2種以上を組み合わせて用いてもよい。これらの中では、ヒドラジン、エチレンジアミン、ヘキサメチレンジアミン、ピペラジン、イソホロンジアミン及びそれらの誘導体;ジエチレントリアミン等のトリアミンが、耐光性や機械的特性に優れ、分散粒子の輪郭による粒子界面を生じにくいことにより連続領域を形成しやすく、染色工程における熱水膨潤に対する耐性にも優れる点から好ましい。
また、鎖伸長剤には、ポリウレタンに内部架橋構造を形成させるための分岐構造を与えるための多官能性化合物として、トリメチロールプロパン等のトリオール;ペンタエリスリトール等のペンタオール;ジエチレントリアミン等のトリアミン;トリエチレンテトラミン等のテトラミン等の多官能低分子ジオールを併用させてもよい。内部架橋構造を形成させた場合には、熱水膨潤率を低下させやすく、また、熱軟化温度を向上させやすくなる。
また、鎖伸長剤には、分子量を調整したり、官能基の量を調整したりするために、エチルアミン,プロピルアミン,ブチルアミン等のモノアミン;4-アミノブタン酸,6-アミノヘキサン酸等のカルボキシル基含有モノアミン化合物;メタノール,エタノール,プロパノール,ブタノール等のモノオールを配合してもよい。
また、ポリウレタンにアニオン性の親水性基を導入して自己乳化性を付与するとともに、架橋剤と反応させて自己架橋構造を形成させるために、酸基と反応する架橋剤を配合してもよい。酸基と反応させる架橋剤としては、酸基と反応する官能基を分子内に2個有する架橋剤を用いることが好ましい。このような架橋剤の具体例としては、例えば、カルボジイミド系架橋剤、エポキシ系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤等が挙げられる。これらの中でも、得られる水分散液中の分散粒子の造膜性や極細繊維との接着性に優れ、熱水膨潤率を低下させたり、熱軟化温度を向上させたりさせやすく、染色での脱落や変形が抑制されやすく、本実施形態の極細繊維束に対する接着状態や分散粒子の輪郭が残存することによる粒子界面を生じさせないことにより連続領域を形成させやすい点から、カルボジイミド系架橋剤、エポキシ系架橋剤が特に好ましい。
本実施形態の立毛人工皮革の製造に用いられるポリウレタンの100%モジュラスとしては、1~8MPa、さらには、2~7MPaであることが連続領域を形成させやすい点から好ましい。
また、本実施形態の立毛人工皮革に用いられるポリウレタンは、熱軟化温度が170℃以上、さらには、175℃以上であることが連続領域を形成させやすい点から好ましい。ポリウレタンの熱軟化温度が低すぎる場合には、製造工程中の乾燥工程、水溶性PVAを除去する工程、染色工程等において受ける熱により、ポリウレタンが、脱落したり変形したりしやすくなる傾向がある。また、熱を受ける上記各工程において、ポリウレタンが変形して繊維束の内部に浸入することにより、極細繊維が集束されて立毛面の品位を低下させる傾向がある。
なお、ポリウレタンの熱軟化温度は、ポリウレタンの100~400μmの乾式フィルムを作成し、動的粘弾性測定における貯蔵弾性率が1×106MPaとなる温度を測定することにより得られる。このような熱軟化温度を有するポリウレタンは、上述のようなモノマー組成を選択することにより得られる。
また、ポリウレタンは、90℃の熱水に対する重量膨潤率が、1~8%、さらには1~7%であることが連続領域を形成させやすい点から好ましい。熱水に対する重量膨潤率が8%を超える場合には、例えば、上述した熱を受ける各工程において、ポリウレタンが変形したり、繊維束の内部に浸入することにより極細繊維が集束されて立毛面の品位を低下させたりする傾向がある。
本実施形態の立毛人工皮革に含まれるポリウレタンは、上述のように連続領域を形成し、少なくとも2個以上の繊維束の外周を形成する極細繊維に接着する連続領域を含む。このような連続領域を有するポリウレタンは、多数の空孔を含む多孔質または非連続構造のポリウレタンに比べて、繊維束の外周を形成する極細繊維との接着性に優れる。このような分散粒子の輪郭による粒子界面を有さない連続領域を有するポリウレタンは、例えば、造膜性の高いポリウレタン水分散液を用いて形成される。
造膜性が高く、分散粒子の輪郭による粒子界面を生じにくいことにより、連続領域を形成させやすいポリウレタン水分散液の一例としては、例えば、ポリウレタンの平均分散粒子径が30~180nm程度であり、ポリウレタンが、酸基を導入されたウレタン骨格を含むようなアニオン性の親水性基を有する自己乳化型ポリウレタンであり、ポリウレタンの高分子ジオール単位の60~100モル%がポリカーボネートジオールであり、ポリカーボネートジオール単位が、繰り返し単位のポリカーボネート基の炭素を除いた基の平均炭素数が4~6であるか、及び/または、高分子ジオールの50~100モル%が、メチル分岐を有するポリカーボネートジオールを含み、ポリウレタンの有機イソシアネート単位が、70~100モル%の脂環構造にメチル基を有さない脂環族ジイソシアネート単位及び4,4’-ジフェニルメタンジイソシアネート単位から選ばれる少なくとも1種の有機イソシアネート単位を含むような、ポリウレタンが挙げられる。さらには、熱軟化温度が170℃以上であり、90℃の熱水に対する重量膨潤率が1~8%である、ポリウレタンが挙げられる。また、例えば、最低造膜温度(MFT)が0~50℃、さらには、0~30℃程度であるようなポリウレタンの水分散液が挙げられる。MFTはASTM D2354やISO2115の方法により測定される。
水分散液には、本発明の効果を損なわない範囲で、カーボンブラック等の顔料や染料等の着色剤,凝固調節剤,酸化防止剤,紫外線吸収剤,蛍光剤,防黴剤,浸透剤,消泡剤,滑剤,撥水剤,撥油剤,増粘剤,増量剤,硬化促進剤,発泡剤,ポリビニルアルコールやカルボキシメチルセルロース等の水溶性高分子化合物,無機微粒子,導電剤等を配合してもよい。
海島型複合繊維の絡合体にポリウレタンを付与する方法としては、ディップニップ処理、ナイフコーター,バーコーター,ロールコーター等の手段により、海島型複合繊維の絡合体の内部空隙にポリウレタン水分散液を付与し、ポリウレタンを乾燥凝固させる方法が挙げられる。乾燥方法としては、50~200℃の乾燥機中で熱処理する方法、赤外線加熱の後に乾燥機で熱処理する方法、加湿雰囲気やスチームで処理した後に乾燥機で熱処理する方法、超音波加熱の後に乾燥機で熱処理する方法、またはこれらを組み合わせた方法が挙げられる。また、熱処理する温度は、分散粒子の輪郭による粒子界面を有さない連続膜を形成しやすいことから、120~180℃、さらには130~170℃であること、また、ポリウレタンの熱軟化温度よりも10~40℃低い、更には15~35℃低い温度であることが好ましい。
なお、海島型複合繊維の絡合体の内部空隙にポリウレタン水分散液を付与した後、乾燥する場合、ポリウレタン水分散液が海島型複合繊維の絡合体の表層にマイグレーションすることにより、ポリウレタンが不均一に付与されることがある。このような場合には、次のような方法によりマイグレーションを抑制することができる。例えば、ポリウレタン水分散液のポリウレタンの分散粒子径を調整すること;ポリウレタンのイオン性基の種類や量を調整すること;40~100℃程度の温度によってpHが変わるアンモニウム塩を利用し分散安定性を低下させること;1価または2価のアルカリ金属塩やアルカリ土類金属塩、ノニオン系乳化剤、会合型水溶性増粘剤、水溶性シリコーン系化合物等の会合型感熱ゲル化剤、または、水溶性ポリウレタン系化合物を併用することにより、40~100℃程度における分散安定性を低下させること、等の方法が挙げられる。また、ポリウレタン水分散液を付与した後の、ゲル化後、固化後、または乾燥後に、120~170℃程度で熱処理するキュア処理を行うことにより、分散粒子の輪郭による粒子界面を消失させて、染色工程等において、ポリウレタンが膨潤して脱落しにくくさせることもできる。
これらの中では、分散粒子の輪郭による粒子界面を消失させて連続領域を形成させやすい点から、カルボキシル基を用いてポリウレタン水分散液のポリウレタンの分散粒子径を調整し、更に、40~100℃程度の温度によってpHが変わるアンモニウム塩を利用して分散安定性を低下させることによる方法が、上述したような繊維束に対するポリウレタンの接着状態が形成されやすい点から好ましい。なお、ポリウレタン水分散液を付与した後、水、酸性水中、アルカリ性水中、または温水中に浸漬してゲル化させる方法は、分散粒子の輪郭による粒子界面を残存させて連続領域を形成させにくくする点から好ましくない。
[海島型複合繊維から海成分である水溶性PVAを除去して人工皮革生機を製造する工程]
海島型複合繊維の絡合体に含まれる海成分である水溶性PVAが溶解除去されることにより、島成分からなる極細繊維からなる繊維束の絡合体が形成される。海成分を除去する方法としては、例えば、85~100℃の熱水中で水溶性PVAが実質的に全て溶解除去されるまで、ディップニップ処理を繰り返すような方法が挙げられる。
海島型複合繊維の絡合体に含まれる海成分である水溶性PVAが溶解除去されることにより、島成分からなる極細繊維からなる繊維束の絡合体が形成される。海成分を除去する方法としては、例えば、85~100℃の熱水中で水溶性PVAが実質的に全て溶解除去されるまで、ディップニップ処理を繰り返すような方法が挙げられる。
このようにして、平均繊維径1~10μmの極細繊維からなる平均繊維束径5~75μmの繊維束を含む繊維束絡合体と、繊維束絡合体に含浸付与された5~20質量%の連続領域を有するポリウレタンとを含む人工皮革生機を得る。このような人工皮革生機の見かけ密度としては、0.50~0.95g/cm3であることが好ましい。また、厚さとしては、0.1~3mmであることが好ましい。
[人工皮革生機の少なくとも一面をバフィングして表層の極細繊維を立毛させて立毛面を形成する工程]
本実施形態の立毛人工皮革は、少なくともその一面に、極細繊維を立毛させたスエード調やヌバック調の立毛面を有する。このような立毛面は、人工皮革生機の表面をコンタクトバフやエメリーバフなどでバフィングすることにより形成される。バフィングは、例えば、120~600番手程度のサンドペーパーやエメリーペーパーを用いて行うことが好ましい。
本実施形態の立毛人工皮革は、少なくともその一面に、極細繊維を立毛させたスエード調やヌバック調の立毛面を有する。このような立毛面は、人工皮革生機の表面をコンタクトバフやエメリーバフなどでバフィングすることにより形成される。バフィングは、例えば、120~600番手程度のサンドペーパーやエメリーペーパーを用いて行うことが好ましい。
なお、立毛人工皮革の立毛面には、立毛された繊維の素抜けを抑制し、外観や立毛面の物性を向上させることを目的として、本発明の効果を損なわない範囲で、立毛の根元を拘束するように高分子弾性体を付与してもよい。立毛の根元を拘束するように高分子弾性体を付与方法としては、立毛面に高分子弾性体の水分散液または高分子弾性体の有機溶剤溶液を塗布した後、乾燥する方法が挙げられる。高分子弾性体の種類は特に限定されないが、ポリウレタン、アクリル弾性体等が挙げられる。これらの中では、ポリウレタン、特には、水系ポリウレタンが好ましい。
[立毛面を形成された人工皮革生機を染色する工程]
立毛人工皮革は、通常、染色される。染色に用いられる染料の種類はとくに限定されない。その具体例としては、例えば、分散染料,酸性染料,カチオン染料,硫化染料,含金染料,またはスレン染料等が挙げられる。また、染色に用いられる染色方法も特に限定されず、繊維の種類や染料の種類に応じて適宜選択される。その具体例としては、例えば、高圧液流染色法,ジッガー染色法,サーモゾル連続染色法,ウインス染色法等が挙げられる。
立毛人工皮革は、通常、染色される。染色に用いられる染料の種類はとくに限定されない。その具体例としては、例えば、分散染料,酸性染料,カチオン染料,硫化染料,含金染料,またはスレン染料等が挙げられる。また、染色に用いられる染色方法も特に限定されず、繊維の種類や染料の種類に応じて適宜選択される。その具体例としては、例えば、高圧液流染色法,ジッガー染色法,サーモゾル連続染色法,ウインス染色法等が挙げられる。
[後処理する工程]
立毛人工皮革には、さらに風合いを調整するために柔軟性を付与する収縮加工処理や揉み柔軟化処理が施されたり、逆シールのブラッシング処理,防汚処理,親水化処理,滑剤処理,柔軟剤処理,酸化防止剤処理,紫外線吸収剤処理,蛍光剤処理,難燃処理等の仕上げ処理が施されたりしてもよい。
立毛人工皮革には、さらに風合いを調整するために柔軟性を付与する収縮加工処理や揉み柔軟化処理が施されたり、逆シールのブラッシング処理,防汚処理,親水化処理,滑剤処理,柔軟剤処理,酸化防止剤処理,紫外線吸収剤処理,蛍光剤処理,難燃処理等の仕上げ処理が施されたりしてもよい。
このようにして本実施形態の立毛人工皮革が得られる。本実施形態の立毛人工皮革は、環境に配慮した工程によって製造される立毛人工皮革であって、立毛面の色ムラの少ない外観及び高級感、ソフトな風合いと、高い抗ピリング性とを兼ね備えた立毛人工皮革になる。
以下、実施例により本発明をさらに具体的に説明する。なお、本発明の範囲はこれらの実施例に何ら限定されるものではない。
はじめに、本実施例で用いた立毛人工皮革の評価方法を以下にまとめて説明する。
(平均繊維径及び平均繊維束径)
立毛人工皮革の厚み方向に平行に切断された断面から万遍なく選択された15箇所を走査型電子顕微鏡(SEM)で、500倍で拡大撮影した。そして、各SEM画像において、繊維軸方向に対して垂直方向に切断された極細繊維の繊維径を計測した。また、繊維軸方向に対して垂直方向に切断された繊維束の繊維束径を計測した。そして、15箇所の平均値として、極細繊維の平均繊維径または繊維束の平均繊維束径を算出した。なお、繊維径及び繊維束径は同じ面積を有する円に換算したときの直径とする。
立毛人工皮革の厚み方向に平行に切断された断面から万遍なく選択された15箇所を走査型電子顕微鏡(SEM)で、500倍で拡大撮影した。そして、各SEM画像において、繊維軸方向に対して垂直方向に切断された極細繊維の繊維径を計測した。また、繊維軸方向に対して垂直方向に切断された繊維束の繊維束径を計測した。そして、15箇所の平均値として、極細繊維の平均繊維径または繊維束の平均繊維束径を算出した。なお、繊維径及び繊維束径は同じ面積を有する円に換算したときの直径とする。
(ポリウレタンの連続領域、各繊維束の分類、及び各繊維束の割合の算出)
立毛人工皮革を厚み方向に平行に切断して、断面を露出させた。そして、断面から万遍なく選択された15箇所のSEM写真を倍率500倍で撮影した。そして、15枚のSEM写真のそれぞれに観察される繊維束の種類を次のように分類した。
立毛人工皮革を厚み方向に平行に切断して、断面を露出させた。そして、断面から万遍なく選択された15箇所のSEM写真を倍率500倍で撮影した。そして、15枚のSEM写真のそれぞれに観察される繊維束の種類を次のように分類した。
各繊維束を形成する極細繊維の本数に基づいて、繊維束の境界を確定した。そして、各繊維束の外周に連続領域を有するポリウレタンが近接しているか否かを判定し、ポリウレタンが近接していない繊維束を第3の繊維束Cと判定した。そして、第3の繊維束以外の繊維束のうち、連続領域を有するポリウレタンに繊維束の外周の1/4以上の長さで接着している繊維束を第1の繊維束Aと判定した。また、連続領域を有するポリウレタンに接着していない、または、連続領域を有するポリウレタンに繊維束の外周の1/4未満の長さで接着し、または連続領域に接着していないが、繊維束の外周から該繊維束の半径以内の距離に連続領域が近接している繊維束を第2の繊維束Bと判定した。
なお、連続領域の有無は、240μm×180μmの視野の500倍の各SEM画像において、直径0.5~10μmの範囲の空孔を5個以上含まないで造膜している領域を識別し、各領域のうち、50μm以上の直線長さを有する領域を連続領域と判定した。さらに、連続領域に分散粒子の輪郭による粒子界面が認識できるか否かを確認した。また、連続領域に近接しているか否かの判定は、繊維束の外周を形成している少なくとも一部の極細繊維の外周から繊維束の半径以内の距離に連続領域が存在している場合には、連続領域と繊維束とが近接していると判定した。また、繊維束の外周を形成する極細繊維の外周よりも繊維束の内側に連続領域を形成するポリウレタンが存在していない場合には、連続領域が繊維束の内部に浸入していないと判定した。また、連続領域が繊維束を2個以上接着または接触させているか否かを判定した。
また、15枚の各SEM写真を観察し、240μm×180μm(0.04mm2相当)の視野に、連続領域が少なくとも一つは存在することを確認した。また、各SEM写真において、連続領域に含まれる最大の直線部分を特定し、各最大の直線部分の平均を算出した。さらに、各SEM写真において、連続領域が接着している第1の繊維束の数の最大値を特定し、各最大値の平均を算出した。
そして、15枚の各SEM写真について、第1の繊維束A、第2の繊維束B、第3の繊維束Cの数を計数した。そして、計数された、第1の繊維束Aの数の平均を(A)、第2の繊維束Bの数の平均を(B)、第3の繊維束Cの数の平均を(C)としたとき、以下の各式により、各割合を求めた。
・繊維束の数の総数に対する第1の繊維束の数と第2の繊維束の数との合計の割合(%)={(A)+(B)}/{(A)+(B)+(C)}×100(%)
・第1の繊維束の数と第2の繊維束の数の総数に対する、第1の繊維束の数の割合(%)=(A)/{(A)+(B)}×100(%)
・繊維束の総数に対する、第2の繊維束の数と第3の繊維束の数の合計の割合={(B)+(C)}/{(A)+(B)+(C)}×100(%)
・繊維束の数の総数に対する第1の繊維束の数と第2の繊維束の数との合計の割合(%)={(A)+(B)}/{(A)+(B)+(C)}×100(%)
・第1の繊維束の数と第2の繊維束の数の総数に対する、第1の繊維束の数の割合(%)=(A)/{(A)+(B)}×100(%)
・繊維束の総数に対する、第2の繊維束の数と第3の繊維束の数の合計の割合={(B)+(C)}/{(A)+(B)+(C)}×100(%)
(ポリウレタンの含有割合)
立毛人工皮革の製造時に、ポリウレタンを含浸付与された海島型複合繊維の絡合体が、海島型複合繊維中のPVAの除去工程以降の各工程を経る際の、ポリウレタンの脱落による重量変化をトレースすることにより、脱落したポリウレタンの総重量を算出した。そして、製造時に海島型複合繊維の絡合体に付与されたポリウレタンの重量から脱落したポリウレタンの総重量を減じることにより、立毛人工皮革中に残留したポリウレタンの重量を求めた。そして、残留したポリウレタンの重量に基づいて、得られた立毛人工皮革中のポリウレタンの含有割合を算出した。なお、脱落するポリウレタンの重量に比べて、除去されずに残留するPVAの重量、及び各工程において脱落する極細繊維の重量は、はるかに小さいために、それらは無視して計算した。
なお、得られた立毛人工皮革から次のような方法により、ポリウレタンの含有割合を算出してもよい。立毛人工皮革の厚さ方向に平行な断面の部分を、走査型電子顕微鏡(SEM)を用い、倍率500倍で平均的な箇所を3枚撮影し、それぞれの画像をA4サイズの用紙に印刷する。そして、印刷された用紙をOHP(Overhead projector)シート等の透明シートに重ね、透明シートにポリウレタンの領域を黒塗りして転写する。極細繊維部位についても、ポリウレタンを転写した方法と同様に転写する。そして、ポリウレタンの領域を黒塗りした透明シート、及び極細繊維部位を黒塗りした透明シートの模様を別々にスキャナーで取り込んで画像を形成する。そして画像処理装置で、得られた画像から面積10ドット以下のノイズを除去した後、ポリウレタンの総面積、並びに、極細繊維の総面積を求める。そして、ポリウレタンの総面積からポリウレタンのポリマー密度を除した値(A)、並びに、極細繊維の総面積から極細繊維を構成するポリマー密度を除した値(B)を求め、(A)/((A)+(B))×100、により、ポリウレタンの含有割合を算出する。画像処理装置は、コンピュータに画像処理ソフトをインストールして構成されるものが用いられる。画像処理ソフトの具体例としては、例えば、Media Cybernetics社のimage-pro plusが挙げられる。
立毛人工皮革の製造時に、ポリウレタンを含浸付与された海島型複合繊維の絡合体が、海島型複合繊維中のPVAの除去工程以降の各工程を経る際の、ポリウレタンの脱落による重量変化をトレースすることにより、脱落したポリウレタンの総重量を算出した。そして、製造時に海島型複合繊維の絡合体に付与されたポリウレタンの重量から脱落したポリウレタンの総重量を減じることにより、立毛人工皮革中に残留したポリウレタンの重量を求めた。そして、残留したポリウレタンの重量に基づいて、得られた立毛人工皮革中のポリウレタンの含有割合を算出した。なお、脱落するポリウレタンの重量に比べて、除去されずに残留するPVAの重量、及び各工程において脱落する極細繊維の重量は、はるかに小さいために、それらは無視して計算した。
なお、得られた立毛人工皮革から次のような方法により、ポリウレタンの含有割合を算出してもよい。立毛人工皮革の厚さ方向に平行な断面の部分を、走査型電子顕微鏡(SEM)を用い、倍率500倍で平均的な箇所を3枚撮影し、それぞれの画像をA4サイズの用紙に印刷する。そして、印刷された用紙をOHP(Overhead projector)シート等の透明シートに重ね、透明シートにポリウレタンの領域を黒塗りして転写する。極細繊維部位についても、ポリウレタンを転写した方法と同様に転写する。そして、ポリウレタンの領域を黒塗りした透明シート、及び極細繊維部位を黒塗りした透明シートの模様を別々にスキャナーで取り込んで画像を形成する。そして画像処理装置で、得られた画像から面積10ドット以下のノイズを除去した後、ポリウレタンの総面積、並びに、極細繊維の総面積を求める。そして、ポリウレタンの総面積からポリウレタンのポリマー密度を除した値(A)、並びに、極細繊維の総面積から極細繊維を構成するポリマー密度を除した値(B)を求め、(A)/((A)+(B))×100、により、ポリウレタンの含有割合を算出する。画像処理装置は、コンピュータに画像処理ソフトをインストールして構成されるものが用いられる。画像処理ソフトの具体例としては、例えば、Media Cybernetics社のimage-pro plusが挙げられる。
(ポリウレタンの熱軟化温度)
ポリウレタンの水分散液を風乾して厚み250μmのフィルムを作成した。そして、フィルムを120℃で30分間熱処理した。そして、冷却後、フィルムから4×0.5cmの試験片を切り出した。そして、動的粘弾性測定装置(レオロジー社製DVE-V4FTレオスペクトラー)に試験片をセットし、測定開始温度:-120℃、測定モード:引張、昇温速度:3℃/分、周波数:11Hzの条件で貯蔵弾性率を測定した。そして、貯蔵弾性率が1×106MPaとなる温度を熱軟化温度(℃)とした。
ポリウレタンの水分散液を風乾して厚み250μmのフィルムを作成した。そして、フィルムを120℃で30分間熱処理した。そして、冷却後、フィルムから4×0.5cmの試験片を切り出した。そして、動的粘弾性測定装置(レオロジー社製DVE-V4FTレオスペクトラー)に試験片をセットし、測定開始温度:-120℃、測定モード:引張、昇温速度:3℃/分、周波数:11Hzの条件で貯蔵弾性率を測定した。そして、貯蔵弾性率が1×106MPaとなる温度を熱軟化温度(℃)とした。
(ポリウレタンの熱水膨潤率)
ポリウレタンの水分散液を風乾して厚み250μmのフィルムを作成した。そして、フィルムを120℃で30分間熱処理した。そして、冷却後、5×10cmの試験片を切り出し、23℃50%RHの雰囲気に24時間放置して状態調整した。そして、試験片の重量を測定した。そして、90℃の熱水に試験片を浸漬し、60分間保持した後、熱水を60℃まで降温させた。そして、水中から試験片を取り出した。そして、試験片の表面に付いた水を拭き取った直後に試験片の重量を測定した。そして、下記式により、ポリウレタンの熱水膨潤率(%)を算出した。
・ポリウレタンの熱水膨潤率(%)=((熱水浸漬後重量-熱水浸漬前重量))/(熱水浸漬前重量)×100
ポリウレタンの水分散液を風乾して厚み250μmのフィルムを作成した。そして、フィルムを120℃で30分間熱処理した。そして、冷却後、5×10cmの試験片を切り出し、23℃50%RHの雰囲気に24時間放置して状態調整した。そして、試験片の重量を測定した。そして、90℃の熱水に試験片を浸漬し、60分間保持した後、熱水を60℃まで降温させた。そして、水中から試験片を取り出した。そして、試験片の表面に付いた水を拭き取った直後に試験片の重量を測定した。そして、下記式により、ポリウレタンの熱水膨潤率(%)を算出した。
・ポリウレタンの熱水膨潤率(%)=((熱水浸漬後重量-熱水浸漬前重量))/(熱水浸漬前重量)×100
(立毛面の触感及び外観)
立毛人工皮革から20cm×20cmの試験片を切りだした。そして、試験片の立毛面の触感及び外観を以下の基準で判定した。
A:さらっとした触感であり、高級感のある優美な外観であった。また、色ムラがなかった。
B:極細繊維が集束してザラザラとした触感であるか、または、外観に色ムラが有った。
立毛人工皮革から20cm×20cmの試験片を切りだした。そして、試験片の立毛面の触感及び外観を以下の基準で判定した。
A:さらっとした触感であり、高級感のある優美な外観であった。また、色ムラがなかった。
B:極細繊維が集束してザラザラとした触感であるか、または、外観に色ムラが有った。
(風合い)
立毛人工皮革から20cm×20cmの試験片を切りだした。そして、試験片の風合いを以下の基準で判定した。
A:ソフトな風合いであった。
B:硬い風合いであった。
C:腰が無くボキボキした折れが生じた。
立毛人工皮革から20cm×20cmの試験片を切りだした。そして、試験片の風合いを以下の基準で判定した。
A:ソフトな風合いであった。
B:硬い風合いであった。
C:腰が無くボキボキした折れが生じた。
(抗ピリング性)
ISO12947-2法に準拠し、押圧荷重:12kPa、摩擦布:毛摩擦布、立毛人工皮革:直径38mm、回数2000回の条件で、マーチンデール試験機を用いて、抗ピリング性を測定した。そして、ISO12945-2法の以下のピリング判定基準に基づいて判定した。
5級:変化無し。
4級:綺麗な毛羽立ちであるが、極一部に小さなピリングが有る。
3級:小さなピリングが部分的に有る。
2級:大部分に明らかなピリングが有る。
1級:全体がピリングになりピリングが密集している。
ISO12947-2法に準拠し、押圧荷重:12kPa、摩擦布:毛摩擦布、立毛人工皮革:直径38mm、回数2000回の条件で、マーチンデール試験機を用いて、抗ピリング性を測定した。そして、ISO12945-2法の以下のピリング判定基準に基づいて判定した。
5級:変化無し。
4級:綺麗な毛羽立ちであるが、極一部に小さなピリングが有る。
3級:小さなピリングが部分的に有る。
2級:大部分に明らかなピリングが有る。
1級:全体がピリングになりピリングが密集している。
[実施例1]
海成分として熱可塑性水溶性ポリビニルアルコール(PVA)、島成分として変性度6モル%のイソフタル酸変性ポリエチレンテレフタレート(IPA変性PET)を準備した。そして、海成分及び島成分を、口金温度260℃に設定された、海成分樹脂中に均一な断面積の島成分が25個分布した断面を形成するノズル孔が並列状に配置された複合紡糸用口金に供給し、溶融ストランドをノズル孔から吐出させた。このとき、海成分と島成分との質量比率が海成分/島成分=25/75となるように圧力調整しながら供給した。
海成分として熱可塑性水溶性ポリビニルアルコール(PVA)、島成分として変性度6モル%のイソフタル酸変性ポリエチレンテレフタレート(IPA変性PET)を準備した。そして、海成分及び島成分を、口金温度260℃に設定された、海成分樹脂中に均一な断面積の島成分が25個分布した断面を形成するノズル孔が並列状に配置された複合紡糸用口金に供給し、溶融ストランドをノズル孔から吐出させた。このとき、海成分と島成分との質量比率が海成分/島成分=25/75となるように圧力調整しながら供給した。
そして、溶融ストランドを平均紡糸速度が3700m/分となるように吸引装置で吸引することにより延伸させて、繊度が2.9dtexの海島型複合繊維を紡糸した。海島型複合繊維は、可動型のネット上に連続的に堆積され、表面の毛羽立ちを抑えるために42℃の金属ロールで軽く圧さえられた。そして、海島型複合繊維をネットから剥離し、表面温度55℃、線圧200N/mmで格子柄の金属ロールとバックロールとの間を通過させた。このようにして、目付32g/m2のウェブを製造した。
次に、ウェブをクロスラッパー装置で総目付380g/m2になるように12層に重ねた積重ウェブを作成し、針折れ防止油剤をスプレーした。そして、針先端から第1バーブまでの距離が3.2mmである6バーブ針を用いて、積重ウェブを針深度8.3mmで両面から交互に3300パンチ/cm2でニードルパンチすることにより、目付500g/m2の海島型複合繊維の絡合体を製造した。そして、温度70℃、湿度50%RH、30秒間の条件で海島型複合繊維の絡合体に湿熱収縮処理をした。
そして、湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が100nmである自己乳化型のポリウレタンのエマルジョンを含浸付与した後、湿熱処理することによりゲル化させた後、150℃で乾燥させることにより凝集させて造膜させた。なお、エマルジョンの平均分散粒子径は、マイクロトラック粒度分析計を用いてレーザー回折式粒度分布法により測定された分散粒子の粒度分布の中心粒子径(D50)である。
なお、ポリウレタンは、脂環構造にメチル基を有さない脂環族ジイソシアネート単位を100モル%含むジイソシアネート単位と、ポリカーボネート基を除く平均炭素数が5であるポリカーボネートジオール単位を100モル%含む高分子ジオール単位と、鎖伸長剤を含むウレタン骨格を含み、カルボキシル基を有する自己乳化型ポリウレタンであった。また、エマルジョンは、ポリウレタン15質量%と、感熱ゲル化剤である硫酸アンモニウム2.5質量%と、カルボジイミド系架橋剤2.5質量%を含んでいた。また、水系ポリウレタンは、100%モジュラスが5.0MPaであった。また、ポリウレタンが脱落しないと仮定したときの付与割合は10質量%であった。
そして、ポリウレタンを含浸付与された海島型複合繊維の絡合体を95℃の熱水中に浸漬して繰り返しディップニップ処理を行うことにより、海成分であるPVAを溶解除去し、その後、乾燥した。このようにして、長繊維のイソフタル酸変性ポリエチレンテレフタレートの極細繊維25本からなる繊維束が三次元的に交絡した繊維束絡合体である不織布を含む人工皮革生機を作成した。
そして、人工皮革生機をスライスして半裁し、その両面をバフィングすることにより厚さ0.6mmに調整された立毛人工皮革基材を得た。
そして、立毛人工皮革基材を液流染色機で温度120℃×60分間熱処理して染色し、乾燥した後、柔軟剤を含浸処理し、さらに乾燥した。そして、染色後の立毛人工皮革基材をドラム温度120℃、搬送速度10m/分で収縮加工処理してタテ方向(長さ方向)に5.0%収縮させた後、立毛面にシール処理を施すことによりスエード調の立毛面を有する立毛人工皮革を得た。このようにして、厚さ0.66mm、目付310g/m2の極細繊維を立毛させた立毛面を有する立毛人工皮革を得た。
得られた人工皮革を上記評価方法に従って評価した。図2に実施例1で得られた立毛人工皮革の厚み方向に切断された断面のSEM写真の一例を示す。また、評価結果を下記表1に示す。

[実施例2]
極細繊維の島成分の島数を25島から9島に変更し、また、ポリウレタンのエマルジョンの含浸付与を以下のように変更し、且つ、ポリウレタンの付与割合を10質量%から18質量%に変更した以外は実施例1と同様にして立毛人工皮革を製造し評価した。結果を表1に示す。
極細繊維の島成分の島数を25島から9島に変更し、また、ポリウレタンのエマルジョンの含浸付与を以下のように変更し、且つ、ポリウレタンの付与割合を10質量%から18質量%に変更した以外は実施例1と同様にして立毛人工皮革を製造し評価した。結果を表1に示す。
(ポリウレタンのエマルジョンの含浸付与)
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が150nmである自己乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させることにより凝集させて造膜させた。
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が150nmである自己乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させることにより凝集させて造膜させた。
なお、ポリウレタンは、4,4’-ジフェニルメタンジイソシアネート(MDI)単位を100モル%含むジイソシアネート単位と、ポリカーボネート基を除く平均炭素数が4.5であるポリカーボネートジオール単位と35モル%のポリエーテルジオール単位を65モル%含む高分子ジオール単位と、鎖伸長剤単位を含むウレタン骨格を含み、カルボキシル基を有する、自己乳化型のポリウレタンであった。また、エマルジョンは、ポリウレタン15質量%と、感熱ゲル化剤である硫酸アンモニウム2.5質量%と、カルボジイミド系架橋剤2.5質量%を含んでいた。また、ポリウレタンは、100%モジュラスが6.0MPaであった。
[実施例3]
極細繊維の島成分の島数を25島から200島に変更し、ポリウレタンの付与割合を10質量%から6質量%に変更した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
極細繊維の島成分の島数を25島から200島に変更し、ポリウレタンの付与割合を10質量%から6質量%に変更した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
[実施例4]
ポリウレタンのエマルジョンの含浸付与を以下のように変更し、且つ、ポリウレタンの付与割合を10質量%から15質量%に変更した以外は実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
ポリウレタンのエマルジョンの含浸付与を以下のように変更し、且つ、ポリウレタンの付与割合を10質量%から15質量%に変更した以外は実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
(ポリウレタンのエマルジョンの含浸付与)
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が40nmである自己乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させることにより凝集させて造膜させた。
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が40nmである自己乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させることにより凝集させて造膜させた。
なお、ポリウレタンは、脂環族ジイソシアネート単位90モル%と脂肪族ジイソシアネート単位10モル%とを含むジイソシアネート単位と、メチル分岐を有するジオールを75モル%含有しポリカーボネート基を除く平均炭素数が6であるポリカーボネートジオール単位100モル%を含む高分子ジオール単位と、鎖伸長剤単位とを含むウレタン骨格を含み、カルボキシル基を有する、非晶性ポリカーボネートウレタンであった。また、エマルジョンは、ポリウレタン15質量%と、感熱ゲル化剤である硫酸アンモニウム2.5質量%と、カルボジイミド系架橋剤2.5質量%を含んでいた。また、ポリウレタンは100%モジュラスが3.0MPaであった。
[実施例5]
実施例1において、海島型複合繊維のウェブの製造を次のように変更した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
溶融ストランドを平均紡糸速度が2500m/分となるように吸引装置で吸引することにより延伸させて、繊度が6.0dtexの海島型複合繊維を紡糸した。海島型複合繊維は、可動型のネット上に連続的に堆積され、表面の毛羽立ちを抑えるために42℃の金属ロールで軽く圧さえられた。そして、海島型複合繊維をネットから剥離し、表面温度55℃、線圧200N/mmで格子柄の金属ロールとバックロールとの間を通過させた。
実施例1において、海島型複合繊維のウェブの製造を次のように変更した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
溶融ストランドを平均紡糸速度が2500m/分となるように吸引装置で吸引することにより延伸させて、繊度が6.0dtexの海島型複合繊維を紡糸した。海島型複合繊維は、可動型のネット上に連続的に堆積され、表面の毛羽立ちを抑えるために42℃の金属ロールで軽く圧さえられた。そして、海島型複合繊維をネットから剥離し、表面温度55℃、線圧200N/mmで格子柄の金属ロールとバックロールとの間を通過させた。
[比較例1]
ポリウレタンの付与割合を10質量%から20質量%に変更し、また、ポリウレタン水分散液の含浸付与後、熱水中に浸漬してゲル化させて凝集させた後に150℃で乾燥した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。図4に比較例1で得られた立毛人工皮革の厚み方向に切断された断面のSEM写真の一例を示す。比較例1の立毛人工皮革においては、ポリウレタンが連続領域を形成しておらず、粒子が連結して極細繊維の表面に付着していた。また、ポリウレタンが多く脱落しやすかった。
ポリウレタンの付与割合を10質量%から20質量%に変更し、また、ポリウレタン水分散液の含浸付与後、熱水中に浸漬してゲル化させて凝集させた後に150℃で乾燥した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。図4に比較例1で得られた立毛人工皮革の厚み方向に切断された断面のSEM写真の一例を示す。比較例1の立毛人工皮革においては、ポリウレタンが連続領域を形成しておらず、粒子が連結して極細繊維の表面に付着していた。また、ポリウレタンが多く脱落しやすかった。
[比較例2]
ポリウレタンの付与割合を10質量%から22質量%に変更した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
ポリウレタンの付与割合を10質量%から22質量%に変更した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
[比較例3]
極細繊維の島成分の島数を25島から4島に変更し、ポリウレタンの付与割合を10質量%から3質量%に変更した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
極細繊維の島成分の島数を25島から4島に変更し、ポリウレタンの付与割合を10質量%から3質量%に変更した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
[比較例4]
ポリウレタンのエマルジョンの含浸付与を以下のように変更した以外は実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
ポリウレタンのエマルジョンの含浸付与を以下のように変更した以外は実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
(ポリウレタンのエマルジョンの含浸付与)
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が200nmである自己乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させることにより凝集させて造膜させた。
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が200nmである自己乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させることにより凝集させて造膜させた。
なお、ポリウレタンは、脂環構造にメチル基を有する脂環族ジイソシアネート単位100モル%を含むジイソシアネート単位と、ポリカーボネート基を除く平均炭素数が8であるポリカーボネートジオール単位100モル%を含む高分子ジオール単位と、鎖伸長剤単位とを含むウレタン骨格を含み、カルボキシル基を有する、自己乳化型のポリカーボネートウレタンであった。また、エマルジョンは、ポリウレタン15質量%と、感熱ゲル化剤である硫酸アンモニウム2.5質量%と、カルボジイミド系架橋剤2.5質量%を含んでいた。また、ポリウレタンは100%モジュラスが3.0MPaであり、熱軟化温度168℃、熱水膨潤率9%であった。
[比較例5]
ポリウレタンのエマルジョンの含浸付与を以下のように変更した以外は実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
ポリウレタンのエマルジョンの含浸付与を以下のように変更した以外は実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
(ポリウレタンのエマルジョンの含浸付与)
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が25nmである自己乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させて凝集させて造膜させた。
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が25nmである自己乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させて凝集させて造膜させた。
なお、ポリウレタンは、脂環構造にメチル基を有する脂環族ジイソシアネート単位100モル%を含むジイソシアネート単位と、ポリエーテル単位100モル%を含む高分子ジオール単位と、鎖伸長剤単位とを含むウレタン骨格を含む、カルボキシル基を有する自己乳化型のポリエーテルウレタンであった。また、エマルジョンは、ポリウレタン15質量%と、感熱ゲル化剤である硫酸アンモニウム2.5質量%と、カルボジイミド系架橋剤2.5質量%を含んでいた。また、ポリウレタンは100%モジュラスが1.5MPaであり、熱軟化温度155℃、熱水膨潤率12%であった。
図5に比較例5で得られた立毛人工皮革の厚み方向に切断された断面のSEM写真の一例を示す。比較例5の立毛人工皮革においては、ポリウレタンが連続領域を形成していたが、ポリウレタンが繊維束の内部に浸入していた。
[比較例6]
ポリウレタンのエマルジョンの含浸付与を以下のように変更した以外は実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
ポリウレタンのエマルジョンの含浸付与を以下のように変更した以外は実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
(ポリウレタンのエマルジョンの含浸付与)
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が400nmである強制乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させて凝集させた。
湿熱収縮処理された海島型複合繊維の絡合体に分散粒子の平均分散粒子径が400nmである強制乳化型のポリウレタンのエマルジョンを含浸付与した後、150℃で乾燥させて凝集させた。
なお、ポリウレタンは、4,4’-ジフェニルメタンジイソシアネート(MDI)単位100モル%を含むジイソシアネート単位と、ポリカーボネート基を除く平均炭素数が6であるポリカーボネート単位100モル%を含む高分子ジオール単位と、鎖伸長剤単位とを含むウレタン骨格を含み、カルボキシル基を有さない、強制乳化型のポリカーボネートウレタンであった。また、エマルジョンは、ポリウレタン15質量%と、感熱ゲル化剤である硫酸ナトリウム2.5質量%とを含んでいた。また、水系ポリウレタンは100%モジュラスが3.0MPaであった。
図6に比較例6で得られた立毛人工皮革の厚み方向に切断された断面のSEM写真の一例を示す。比較例6の立毛人工皮革においては、ポリウレタンが連続領域を形成しておらず、ポリウレタンが1~5μmの多数の空孔を有していた。
[比較例7]
ポリウレタンのエマルジョンの含浸付与の際、発泡剤を3質量部添加した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
ポリウレタンのエマルジョンの含浸付与の際、発泡剤を3質量部添加した以外は、実施例1と同様にして立毛人工皮革を製造し、評価した。結果を表1に示す。
実施例1~5で得られた立毛人工皮革においては、500倍のSEM写真を参照すれば、ポリウレタンが繊維束の外周を形成する極細繊維の表面に皮膜状に連続膜として固着していた。一方、比較例1で得られた立毛人工皮革においては、ポリウレタンが極細繊維に粒子がつながった非連続構造で固着していた。
実施例1~5で得られた立毛人工皮革は、立毛面の外観及び高級感に優れ、ソフトな風合いであり、且つ、立毛面の抗ピリング性にも優れていた。また、製造時において付与されたポリウレタンが脱落しにくく、安定した品質の立毛人工皮革が製造できることがわかる。一方、比較例1で得られた立毛人工皮革は、色ムラが目立ち、風合いの腰も無く、抗ピリング性にも劣っていた。また、ポリウレタンの付与割合が20質量%であったのに対して、得られた立毛人工皮革における含有割合は6質量%であり、安定した品質が得られにくいことがわかる。また、ポリウレタンの含有割合が22質量%である比較例2で得られた立毛人工皮革は、抗ピリング性は優れているが、立毛面がザラザラした触感で色ムラも目立ち、硬い風合いであった。また、比較例3で得られた立毛人工皮革は、ボサボサした立毛の粗い外観で、風合いの腰も無く、抗ピリング性にも劣っていた。
また、熱水膨潤率が9%、熱軟化温度が168℃であるポリウレタンを用いた比較例4で得られた立毛人工皮革は、粗い外観で風合いもやや硬く、抗ピリング性に劣っていた。また、熱水膨潤率が12%、熱軟化温度が155℃であるポリウレタンを用い、ポリウレタンが繊維束の内部に浸入していた比較例5で得られた立毛人工皮革は、抗ピリング性は優れるものの、触感と風合いが劣っていた。また、ポリウレタンがノニオン性で平均分散粒子径が400nmであって、空孔を有した非連続構造である比較例5で得られた立毛人工皮革は、ボサボサした立毛の粗い外観で、風合いの腰が無く、抗ピリング性に劣っていた。
さらに、ポリウレタンに発泡剤を含有させた比較例7で得られた立毛人工皮革は、ボサボサした立毛の粗い外観で、色ムラが目立ち、風合いの腰も無く、抗ピリング性にも劣っていた。
さらに、ポリウレタンに発泡剤を含有させた比較例7で得られた立毛人工皮革は、ボサボサした立毛の粗い外観で、色ムラが目立ち、風合いの腰も無く、抗ピリング性にも劣っていた。
Claims (8)
- 平均繊維径1~10μmの極細繊維からなる平均繊維束径5~75μmの繊維束を含む繊維束絡合体と、前記繊維束絡合体に含浸付与された5~20質量%のポリウレタンと、を含み、少なくともその一面に、前記極細繊維を立毛させた立毛面を有し、
厚み方向に切断された断面において、
前記ポリウレタンは、50μm以上の直線長さを有する連続領域を0.04mm2あたり平均1個以上含み、
前記繊維束は、
前記連続領域に外周の1/4以上を接着された第1の繊維束と、
前記連続領域に外周の1/4未満で接着し、または、前記連続領域に接着していないが、繊維束の外周から該繊維束の半径以内の距離に連続領域が近接している第2の繊維束と、を含み、
前記連続領域は、前記第1の繊維束及び前記第2の繊維束の内部に浸入せずにそれらの外部に存在し、
前記繊維束の総数に対して、前記第1の繊維束の数と前記第2の繊維束の数との合計の割合が40%以上であり、
前記第1の繊維束の数と前記第2の繊維束の数との合計に対して、前記第1の繊維束の数の割合が40~70%である、立毛人工皮革。 - 前記第1の繊維束を2個以上接着する前記連続領域を含む、請求項1に記載の立毛人工皮革。
- 前記第1の繊維束及び前記第2の繊維束以外の繊維束である第3の繊維束をさらに含み、
前記第1の繊維束の数と前記第2の繊維束の数と前記第3の繊維束の数との合計に対して、前記第2の繊維束の数と前記第3の繊維束との合計の割合が50~90%である、請求項1または2に記載の立毛人工皮革。 - 前記第1の繊維束及び前記第2の繊維束以外の繊維束である第3の繊維束をさらに含み、
前記第1の繊維束の数と前記第2の繊維束の数と前記第3の繊維束の数との合計に対して、前記第1の繊維束の数の割合が15~55%である、請求項1~3の何れか1項に記載の立毛人工皮革。 - 前記第1の繊維束及び前記第2の繊維束以外の繊維束である第3の繊維束をさらに含み
前記第1の繊維束の数と前記第2の繊維束の数と前記第3の繊維束の数との合計に対して、前記第2の繊維束の数の割合が15~55%である、請求項1~4の何れか1項に記載の立毛人工皮革。 - 前記連続領域は、前記ポリウレタンの水分散液から造膜されており、前記水分散液における分散粒子の輪郭による粒子界面を有さない、請求項1~5の何れか1項に記載の立毛人工皮革。
- 前記ポリウレタンは、架橋された、アニオン性親水基を有するポリウレタンを含む、請求項1~6の何れか1項に記載の立毛人工皮革。
- 前記ポリウレタンは、熱軟化温度が170℃以上であり、90℃の熱水に対する重量膨潤率が1~8%である、請求項1~7の何れか1項に記載の立毛人工皮革。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-185339 | 2020-11-05 | ||
| JP2020185339 | 2020-11-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022097579A1 true WO2022097579A1 (ja) | 2022-05-12 |
Family
ID=81457928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/040077 WO2022097579A1 (ja) | 2020-11-05 | 2021-10-29 | 立毛人工皮革 |
Country Status (2)
| Country | Link |
|---|---|
| TW (1) | TW202225521A (ja) |
| WO (1) | WO2022097579A1 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006077378A (ja) * | 2004-09-13 | 2006-03-23 | Kuraray Co Ltd | 人工皮革用基材およびその製造方法 |
| JP2008075237A (ja) * | 2006-08-24 | 2008-04-03 | Toray Ind Inc | シート状物、その製造方法、並びにそれを用いてなる内装材、衣料用資材及び工業用資材 |
| JP2008261082A (ja) * | 2007-03-19 | 2008-10-30 | Toray Ind Inc | 伸縮性シートとその製造方法 |
| JP2009293150A (ja) * | 2008-06-05 | 2009-12-17 | Toray Ind Inc | シート状物 |
| JP2013067917A (ja) * | 2011-09-22 | 2013-04-18 | Kuraray Co Ltd | 皮革様シート |
| JP2019026996A (ja) * | 2017-07-28 | 2019-02-21 | 東レ株式会社 | シート状物およびその製造方法 |
| JP2019199499A (ja) * | 2018-05-14 | 2019-11-21 | 三井化学株式会社 | ポリウレタン樹脂組成物、コーティング剤、接着剤、塗料および合成擬革 |
-
2021
- 2021-10-29 WO PCT/JP2021/040077 patent/WO2022097579A1/ja active Application Filing
- 2021-11-05 TW TW110141276A patent/TW202225521A/zh unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006077378A (ja) * | 2004-09-13 | 2006-03-23 | Kuraray Co Ltd | 人工皮革用基材およびその製造方法 |
| JP2008075237A (ja) * | 2006-08-24 | 2008-04-03 | Toray Ind Inc | シート状物、その製造方法、並びにそれを用いてなる内装材、衣料用資材及び工業用資材 |
| JP2008261082A (ja) * | 2007-03-19 | 2008-10-30 | Toray Ind Inc | 伸縮性シートとその製造方法 |
| JP2009293150A (ja) * | 2008-06-05 | 2009-12-17 | Toray Ind Inc | シート状物 |
| JP2013067917A (ja) * | 2011-09-22 | 2013-04-18 | Kuraray Co Ltd | 皮革様シート |
| JP2019026996A (ja) * | 2017-07-28 | 2019-02-21 | 東レ株式会社 | シート状物およびその製造方法 |
| JP2019199499A (ja) * | 2018-05-14 | 2019-11-21 | 三井化学株式会社 | ポリウレタン樹脂組成物、コーティング剤、接着剤、塗料および合成擬革 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202225521A (zh) | 2022-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200149216A1 (en) | Sheet-like article and a production method therefor | |
| KR100621300B1 (ko) | 피혁형시트의 제조방법 | |
| JP6449775B2 (ja) | 立毛調人工皮革及びその製造方法 | |
| KR102372954B1 (ko) | 은부조 인공 피혁 | |
| JP5593379B2 (ja) | 皮革様シート | |
| JPWO2015115290A1 (ja) | シート状物およびその製造方法 | |
| JP2014065980A (ja) | 皮革様シートおよび皮革様シートの製造方法 | |
| EP0940492A1 (en) | Non-woven fabric and artificial leather | |
| CN107075793A (zh) | 片状物的制造方法 | |
| JP6346873B2 (ja) | 人工皮革 | |
| JP2013181252A (ja) | 伸縮性人工皮革の製造方法 | |
| JP2007046183A (ja) | 皮革様シート状物、その製造方法ならびにそれを用いてなる内装材および衣料資材。 | |
| WO2022097579A1 (ja) | 立毛人工皮革 | |
| JP5860737B2 (ja) | 伸縮性人工皮革 | |
| WO2022114041A1 (ja) | 人工皮革およびその製造方法 | |
| JP7211956B2 (ja) | 立毛人工皮革 | |
| JP2014029043A (ja) | 皮革様シートおよび皮革様シートの製造方法 | |
| JP2012017541A (ja) | 銀付調人工皮革 | |
| JP2022075626A (ja) | 立毛人工皮革及びその製造方法 | |
| JP2007119936A (ja) | 皮革様シート状物用基材およびその製造方法 | |
| JP4867398B2 (ja) | シート状物の製造方法 | |
| JP2014065979A (ja) | 皮革様シートおよび皮革様シートの製造方法 | |
| JP2000017581A (ja) | 皮革様シート状物の製造方法 | |
| WO2024009907A1 (ja) | 立毛人工皮革及びその製造方法 | |
| JP4549915B2 (ja) | スエード調人工皮革およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21889132 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21889132 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |