WO2022044275A1 - 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 - Google Patents
凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 Download PDFInfo
- Publication number
- WO2022044275A1 WO2022044275A1 PCT/JP2020/032667 JP2020032667W WO2022044275A1 WO 2022044275 A1 WO2022044275 A1 WO 2022044275A1 JP 2020032667 W JP2020032667 W JP 2020032667W WO 2022044275 A1 WO2022044275 A1 WO 2022044275A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- forming
- transfer sheet
- uneven shape
- resin layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/02—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
- B32B37/025—Transfer laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/02—Homopolymers or copolymers of unsaturated alcohols
- C08L29/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D129/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Coating compositions based on hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Coating compositions based on derivatives of such polymers
- C09D129/02—Homopolymers or copolymers of unsaturated alcohols
- C09D129/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/716—Degradable
- B32B2307/7166—Water-soluble, water-dispersible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2329/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2329/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2329/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2339/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a single or double bond to nitrogen or by a heterocyclic ring containing nitrogen; Derivatives of such polymers
- C08J2339/04—Homopolymers or copolymers of monomers containing heterocyclic rings having nitrogen as ring member
- C08J2339/06—Homopolymers or copolymers of N-vinyl-pyrrolidones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2433/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2433/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters
- C08J2433/06—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters of esters containing only carbon, hydrogen, and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C08J2433/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2475/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
Definitions
- the present invention relates to a transfer sheet for forming an uneven shape suitable for forming a coating layer having irregularities on the surface of an aircraft body or the surface of an automobile body, a method for manufacturing the transfer sheet for forming the uneven shape, and a method for forming the uneven shape. Regarding.
- Patent Document 1 when forming an uneven shape on the surface of an aircraft body by using such a transfer sheet, a large device is not required, and a precise shape can be formed accurately even on a curved surface. Although it has an advantage, it is desired to shorten the washing work time required for washing with water.
- an object of the present invention is to shorten the washing work time in the step of forming the water-insoluble resin layer having an uneven shape on the transferred body, and further in the step of manufacturing the transfer sheet. It is an object of the present invention to provide a transfer sheet for forming an uneven shape capable of preventing cracking, a method for manufacturing such a transfer sheet for forming an uneven shape, and a method for forming the uneven shape.
- the transfer sheet for forming an uneven shape according to the present invention is made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C.
- a water-soluble resin layer having irregularities on its first surface and a water-insoluble resin layer laminated on the first surface are provided.
- the transfer sheet is attached to the surface of the transferred body, the surface is washed with water to remove the water-soluble resin layer, and the surface is water-insoluble.
- the uneven shape made of the resin layer is exposed.
- the water-soluble resin layer has a dissolution time of 0.2 seconds / ⁇ m or more in distilled water at 25 ° C.
- the water washing work time at the time of washing with water can be shortened.
- the water-soluble resin has a dissolution time of 1.0 second / ⁇ m or less in distilled water at 25 ° C., cracking in the process of manufacturing the transfer sheet can be prevented.
- the water-soluble resin contains polyvinyl alcohol and polyvinylpyrrolidone, and the total mass of polyvinyl alcohol and polyvinylpyrrolidone is 40% by mass or more with respect to the total amount of the water-soluble resin. It is preferably less than 100% by mass, more preferably 50% by mass or more and 98% by mass or less. This is because if it is less than 40% by mass, the film strength at room temperature is lowered and the unevenness workability is lowered. This is because if it is 100% by mass, the film strength at the time of heating decreases.
- the water-soluble resin preferably has a degree of polymerization of polyvinyl alcohol of 250 or more and 1000 or less, and more preferably 300 or more and 800 or less. This is because if the degree of polymerization of polyvinyl alcohol is less than 250, the hygroscopicity at room temperature will increase. This is because if the degree of polymerization of polyvinyl alcohol exceeds 1000, the solubility is lowered.
- the degree of polymerization of polyvinylpyrrolidone is preferably 100 or more and 2000 or less, and more preferably 200 or more and 1000 or less. This is because if the degree of polymerization of polyvinylpyrrolidone is less than 100, the hygroscopicity at room temperature will increase. This is because when the degree of polymerization of polyvinylpyrrolidone exceeds 2000, the solubility is lowered and the unevenness processability is lowered.
- the water-soluble resin preferably has a mass ratio of polyvinyl alcohol and polyvinylpyrrolidone in the range of 80:20 to 20:80, and is preferably 70:30 to 30:70. It is more preferable that it is in the range of. This is because if the mass ratio of polyvinyl alcohol is large, the solubility decreases. This is because if the mass ratio of polyvinylpyrrolidone is large, the hygroscopicity increases.
- the water-soluble resin preferably has a saponification degree of polyvinyl alcohol of 70% or more and 99% or less, and more preferably 80% or more and 90% or less. This is because if the saponification degree is lower than 70%, the strength of the film becomes weak and the uneven shape cannot be maintained. This is because when the saponification degree exceeds 99%, the solubility is low, that is, it becomes difficult to dissolve.
- the water-soluble resin layer preferably contains a latex or a plasticizer.
- the uneven shape is accurately transferred to the first surface of the water-soluble resin layer when the uneven shape is processed using a heated uneven roller. be able to.
- the water-soluble resin layer preferably contains latex in an amount of 2% by mass or more and 50% by mass or less, and contains latex in an amount of 5% by mass or more and 40% by mass or less. Is preferable. This is because if the latex is contained in an amount of less than 2% by mass, the film strength decreases when heated. This is because if the latex is contained in an amount of more than 50% by mass, the film strength at room temperature is lowered and the unevenness workability is lowered.
- the plasticizer contained in the water-soluble resin layer is typically a highly boiling alcohol, and may have a smaller content than the latex.
- the water-soluble resin layer preferably contains a plasticizer in an amount of 2% by mass or more and 10% by mass or less, and contains a plasticizer in an amount of 3% by mass or more and 8% by mass or less. It is preferable to do so. This is because if the plasticizer is contained in an amount of less than 2% by mass, the film strength decreases during heating. This is because if the plasticizer is contained in an amount of more than 10% by mass, the film strength at room temperature is lowered and the unevenness workability is lowered.
- the transfer sheet for forming an uneven shape according to the present invention is preferably a long sheet wound into a roll shape. This reduces the bulk and facilitates transportation and storage. In addition, the exposed area of the transfer sheet for forming the uneven shape is reduced, and moisture is less likely to be absorbed inside the sheet than on the surface of the sheet.
- the transfer sheet for forming an uneven shape according to the present invention includes a support layer laminated on the opposite surface of the first surface of the water-soluble resin layer, and is between the support layer and the water-soluble resin layer.
- the peel peeling force is preferably 2 g / cm or more and 70 g / cm or less. If the peel peeling force is less than 2 g / cm, it will peel off during handling, and if the peel peeling force exceeds 70 g / cm, it cannot be easily removed before the washing operation.
- the transfer sheet for forming an uneven shape according to the present invention is provided with a sliding layer on the opposite surface of the support layer in contact with the water-insoluble resin layer.
- the transfer sheet for forming an uneven shape according to the present invention may include an adhesive layer laminated on the surface side of the water-insoluble resin layer opposite to the surface facing the first surface of the water-soluble resin layer. As a result, the working time can be further shortened.
- the water-insoluble resin layer is formed by a coating liquid dissolved in a solvent, typically a coating material. By using the coating liquid, it becomes easy to adjust the penetrability of the water-soluble resin into the unevenness on the first surface depending on the resin composition, viscosity, and coating method.
- the water-insoluble resin layer is preferably made of polyurethane or acrylic resin.
- the water-insoluble resin layer is preferably made of a resin obtained by curing an ultraviolet curable resin composition.
- a resin obtained by curing the ultraviolet curable resin composition the viscosity can be easily adjusted and the uneven shape can be transferred with higher accuracy.
- the strength of the uneven shape can be ensured.
- the method for producing a transfer sheet for forming an uneven shape comprises a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C.
- the present invention includes a step of preparing a water-soluble resin layer having irregularities on the surface and a step of forming a water-insoluble resin layer on the first surface.
- the water-insoluble resin layer may be formed on the transferred body, and then the water-insoluble resin layer may be formed on the first surface.
- a roll-shaped water-soluble resin sheet constituting the water-soluble resin layer is used in the step of preparing the water-soluble resin layer having the unevenness on the first surface. It is preferable to include a step of feeding out and a step of transferring the unevenness to the first surface of the sent out water-soluble resin sheet by using a heated uneven roller.
- the method for producing a transfer sheet for forming an uneven shape according to the present invention may further include a step of forming a water-insoluble resin layer on the first surface and then winding the transfer sheet for forming an uneven shape in a roll shape. preferable.
- the water-insoluble resin layer is made of a coating material, and the step of forming the water-insoluble resin layer on the first surface is described on the first surface.
- a step of laminating the coating liquid of the coating material and a step of drying the coating liquid to form the coating material layer on the first surface of the water-soluble resin layer may be provided.
- the water-insoluble resin layer is made of a resin obtained by curing an ultraviolet curable resin composition
- the step of forming the water-insoluble resin layer on the first surface is The step of laminating the coating liquid of the ultraviolet resin composition on the first surface and the curing of the coating liquid to form a resin obtained by curing the ultraviolet curable resin composition on the first surface of the water-soluble resin layer. It may be provided with a step of performing.
- the method for forming an uneven shape according to the present invention includes a step of attaching the water-insoluble resin layer side of any of the above-mentioned transfer sheets for forming an uneven shape to the surface of the transferred body, and the unevenness attached to the surface of the transferred body.
- the present invention it is possible to shorten the washing work time in the step of forming the water-insoluble resin layer having an uneven shape on the transferred body, and further prevent cracking in the step of manufacturing the transfer sheet. ..
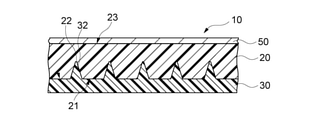
- FIG. 1 is a cross-sectional view of a transfer sheet for forming an uneven shape according to an embodiment of the present invention.
- the transfer sheet 10 for forming an uneven shape has a water-soluble resin layer 20 and a water-insoluble resin layer 30.
- the uneven shape forming transfer sheet 10 is used, for example, to form a water-insoluble resin layer 30 made of a coating material that functions as a riblet on the surface of an aircraft body or an automobile body.
- the use of the transfer sheet for forming an uneven shape according to the present invention is not limited as long as it is used not only for forming riblets but also for forming an uneven shape.
- ⁇ Water-soluble resin layer >>
- the water-soluble resin layer 20 is made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C., and has irregularities 22 on the first surface 21. It is more preferable that the water-soluble resin has a dissolution time of 0.5 seconds / ⁇ m or more and 0.6 seconds / ⁇ m or less in distilled water at 25 ° C.
- the dissolution time is the dissolution time per unit film thickness of the water-soluble resin layer. After measuring the thickness of the 2 cm square water-soluble resin layer fixed to the jig, put 800 ml of distilled water in a 1 L beaker and immerse the jig in a stirrer (600 rpm) while maintaining 25 ° C. The time from the time to dissolution was measured.
- the dissolution here is a state in which insoluble fine particles having a diameter of 1 mm or less are formed.
- the water-soluble resin polyvinyl alcohol, polyvinylpyrrolidone and / or gelatin and the like can be used, and among these, polyvinyl alcohol and polyvinylpyrrolidone are preferable.
- the water-soluble resin has a total mass of polyvinyl alcohol and polyvinylpyrrolidone of 40% by mass or more and less than 100% by mass.
- the water-soluble resin preferably has a total mass of polyvinyl alcohol and polyvinylpyrrolidone of 50% by mass or more and 98% by mass or less.
- the water-soluble resin has a degree of polymerization of polyvinyl alcohol of 250 or more and 1000 or less, and a degree of polymerization of polyvinylpyrrolidone of 100 or more and 2000 or less.
- the mass ratio of polyvinyl alcohol and polyvinylpyrrolidone in the water-soluble resin is in the range of 80:20 to 20:80.
- the water-soluble resin is more preferably in the mass ratio of polyvinyl alcohol to polyvinylpyrrolidone in the range of 70:30 to 30:70.
- the water-soluble resin includes latex (styrene / butadiene-based latex, acrylate-based latex), plasticizer (glycerin, diglycerin, trimethylolpropane, polyethylene glycol), and other highly water-soluble resins.
- Molecules (unmodified PVA resin, modified PVA resin other than anionic group, polyacrylic acid sodium, polyethylene oxide, polyvinylpyrrolidone, dextrin, chitosan, chitin, methylcellulose, hydroxyethylcellulose, etc.), fragrance, rust preventive, colorant It is also possible to contain a bulking agent, a defoaming agent, an ultraviolet absorber and the like.
- the water-soluble resin layer 20 contains a latex or a plasticizer. This makes it possible to prevent the occurrence of cracks during the processing of the uneven shape.
- the water-soluble resin layer 20 preferably contains tex in an amount of 2% by mass or more and 50% by mass or less, and preferably contains latex in an amount of 5% by mass or more and 40% by mass or less.
- the water-soluble resin layer 20 may contain a plasticizer instead of latex.
- the plasticizer is typically a high boiling alcohol and may have a lower content than latex.
- the water-soluble resin layer 20 preferably contains a plasticizer in an amount of 2% by mass or more and 10% by mass or less, and preferably contains a plasticizer in an amount of 3% by mass or more and 8% by mass or less.
- the water-soluble resin layer 20 is preferably thicker than the height of the peaks of the unevenness 22.
- the water-soluble resin layer 20 has a thickness of 50 ⁇ m or more and 250 ⁇ m or less, more preferably 80 ⁇ m or more and 200 ⁇ m or less, and at this time, the height of the ridges of the uneven 22 is 10 ⁇ m or more and 150 ⁇ m or less. be. If the thickness of the water-soluble resin layer is less than 50 ⁇ m, accurate recesses may not be formed, and if it exceeds 200 ⁇ m, the time for washing and removing the water-soluble resin sheet may become too long.
- the water-soluble resin layer 20 may be provided with the support layer 50 on the surface 23 opposite to the first surface 21 on which the water-insoluble resin layer 30 is laminated, as shown in FIG.
- the support layer 50 a known resin film, paper, coated paper, or the like can be used. This makes it possible to prevent dimensional deformation of the water-soluble resin and prevent scratches.
- the thickness of the support layer 50 is preferably 20 ⁇ m or more and 200 ⁇ m or less.
- the support layer 50 may be subjected to a surface treatment (not shown) for adjusting the adhesive force between the support layer 50 and the water-soluble resin layer 20.
- a surface treatment corona treatment, primer treatment, adhesive treatment, anchor treatment and the like can be used.
- the peel peeling force between the support layer and the water-soluble resin layer is 2 g / cmm or more and 70 g / cm or less, and more preferably 20 g / cmm or more and 50 g / cm or less.
- ⁇ Sliding layer of support of water-soluble resin layer >> Further, when the support layer 50 is a resin film, a layer (shown) for improving slippage is required on the surface of the support layer 50 opposite to the water-soluble resin layer 20. It may be provided.
- the layer may be coated with a coating liquid such as an acrylic polymer containing fine particles to a thickness of 2 to 30 ⁇ m, or may be coated with paper or coated paper.
- Water-insoluble resin layer 30 is laminated on the first surface 21 of the water-soluble resin layer 20.
- the water-insoluble resin constituting the water-insoluble resin layer 30 include alkyd resin-based, aminoalkido resin-based, acrylic resin-based, acrylic-urethane resin-based, polyurethane resin-based, epoxy resin-based, rubber chloride-based, olefin resin-based, and ultraviolet rays.
- Curable type, silicone resin type, electron beam curable type, silicon resin type, petroleum type, vinyl resin type, phenol resin type, fluororesin type, polyester resin type, melamine resin type, lacquer type and the like can be used.
- the water-insoluble resin layer 30 includes a polyhedral oligosilsesquioxane (POSS) -modified polyurethane, or a shape memory containing polyurethane, silicone, epoxy, polysulfide, ethylene propylene diene, fluorosilicone, and fluoroelastomer.
- PES polyhedral oligosilsesquioxane
- shape memory containing polyurethane, silicone, epoxy, polysulfide, ethylene propylene diene, fluorosilicone, and fluoroelastomer.
- the polyurethane resin is a reaction product of a polyol having a plurality of hydroxyl groups and a polyisocyanate.
- the polyol include polyester polyols, acrylic polyols, epoxy polyols, polyether polyols, hydroxyl group-terminated polybutadienes, polyolefin polyols, polycarbonate polyols, hydroxyl group-containing silicone resins and the like.
- the polyol preferably contains a hydroxyl value of about 200 to 800 mgKOH / g.
- isocyanates examples include 1,6-hexamethylene diisocyanate, cyclobutane-1,3-diisocyanate, cyclohexane-1,3 diisocyanate, isophorone diisocyanate (IPDI), isocyanatomethyloctylene diisocyanate (TTI), and 2,4-hexahydrotoluisocyanate.
- IPDI isophorone diisocyanate
- TTI isocyanatomethyloctylene diisocyanate
- 2,4-hexahydrotoluisocyanate examples include 1,6-hexamethylene diisocyanate, cyclobutane-1,3-diisocyanate, cyclohexane-1,3 diisocyanate, isophorone diisocyanate (IPDI), isocyanatomethyloctylene diisocyanate (TTI), and 2,4-hexahydrotoluisocyanate.
- Aromatic isocyanates such as isocyanate (H6TDI), hexahydro-1,3-phenylenediisocyanate, perhydro2,4'-diphenylmethane diisocyanate (H12MDI), 2-methylpentamethylene diisocyanate (MPDI), tetramethylxylylene diisocyanate (TXMDI) ,
- H6TDI isocyanate
- H12MDI hexahydro-1,3-phenylenediisocyanate
- MPDI 2-methylpentamethylene diisocyanate
- TXMDI tetramethylxylylene diisocyanate
- An aliphatic isocyanate and an alicyclic isocyanate can be used.
- aliphatic isocyanates are particularly preferable from the viewpoint of durability and mechanical properties of the resin.
- the molecular weight of the polyurethane resin is preferably about 1500 to 150,000, more preferably about 2000 to 120,000
- an acrylic monomer such as methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, 2 ethylhexyl acrylate, methoxyethylene glucol acrylate, and ethoxyethylene glucol acrylate is radically used. It is a polymerized resin. If necessary, the acrylic resin of the present invention may be copolymerized with 2-hydroxy (meth) acrylate, (meth) acrylic acid, glycidyl (meth) acrylate, or the like to introduce a hydroxyl group, a carboxyl group, an epoxy group, or the like. ..
- the molecular weight of the alkyl resin is preferably about 1500 to 150,000, more preferably about 2000 to 120,000.
- the ultraviolet curable resin composition is a composition that is cured by ultraviolet rays to form a hydrophobic polymer, and is a composition containing a curable monomer, a curable oligomer, a photopolymerization initiator, and if necessary, a sensitizer and a solvent. be.
- the viscosity of the ultraviolet curable resin composition is 20 mPa ⁇ s or more and 1000 mPa ⁇ s or less, more preferably 50 mPa ⁇ s or more and 800 mPa ⁇ s or less. If the viscosity is less than 20 mPa ⁇ s, it may be difficult to stack the liquid UV curable resin composition, and if it exceeds 1000 mPa ⁇ s, the liquid UV curable resin composition sufficiently penetrates into the recesses of the water-soluble resin sheet. It may not be possible.
- Curable monomers and oligomers are monomers or oligomers having functional groups that can be polymerized by radicals or acids generated by the initiator.
- a functional group include a vinyl group, a (meth) acryloyloxy group, a vinyloxy group, an epoxy group and the like, and among these, the (meth) acryloyloxy group is particularly preferable.
- these are polyethylene glycol diacrylate, propoxylated ethoxylated bisphenol A diacrylate (about 600 mPa ⁇ s), 1,10-decanediol diacrylate (about 10 mPa ⁇ s), and pentaerythritol triacrylate (about 800 mPa ⁇ s).
- Ethenylated bisphenol A dimethacrylate (about 500 mPa ⁇ s), tripropylene glycol diacrylate (about 10 mPa ⁇ s), polyethylene glycol # 400 dimethacrylate (about 35 mPa ⁇ s), 2-hydroxy-3-acryloyloxypropyl methacrylate (Approximately 45 mPa ⁇ s), Polyethylene Glycol # 200 Diacrylate (Approximately 20 mPa ⁇ s), Pentaerythritol Tetraacrylate Eethoxylated (Approximately 350 mPa ⁇ s), ethoxyglycerin Triacrylate (Approximately 200 mPa ⁇ s), Bisphenol A Diacrylate Eethoxylated (Approximately 1100 mPa ⁇ s), ethoxylated isocyanuric acid triacrylate (about 1000 mPa ⁇ s), and the like. These may be used alone or in combination of two or more.
- photopolymerization initiators can be used, and examples thereof include benzoin compounds, benzophenone compounds, acylphosphine oxide compounds, iodonium salt compounds, and sulfonium salt compounds.
- a known photosensitizer such as a xanthone compound or an anthracene compound may be used in combination, if necessary.
- a filler such as silica, a reactive diluent such as ethyl methacrylate or butyl methacrylate, an ultraviolet absorber, an antistatic agent and the like may be added to the ultraviolet curable resin composition, if necessary.
- these resins are laminated on the first surface 21 of the water-soluble resin layer 20 as a coating liquid (coating material) in which these resins are dissolved in a solvent.
- a solvent known solvents such as toluene, xylene, methyl ethyl ketone, methyl isobutyl ketone, ethyl acetate, butyl acetate and acetone can be used.
- the above-mentioned resin may be in the form of latex to prepare a coating liquid in which water is dispersed twice.
- cross-linking agent for the coating liquid of the present invention.
- the cross-linking agent known ones such as isocyanate-based, epoxy-based, and oxazoline-based can be used, but isocyanate-based cross-linking agents are preferable from the viewpoint of reactivity.
- isocyanate-based cross-linking agent those described in the above-mentioned urethane resin can be used.
- a known surfactant can be added to the coating liquid of the present invention, if necessary.
- the solid content concentration of the coating liquid of the present invention is not particularly limited, but is preferably about 5% by mass to 80% by mass.
- the viscosity of the coating liquid of the present invention is not particularly limited, but is preferably in the range of about 10 mP ⁇ s to 150 mP ⁇ s.
- the water-insoluble resin layer 30 is formed by applying a coating liquid containing a water-insoluble resin and then drying it so that the water-soluble resin layer 20 has a second surface 31 facing the first surface 21 of the water-soluble resin layer 20. It has an unevenness 32 corresponding to the unevenness 22 of the surface 21 of 1.
- the thickness of the water-insoluble resin layer 30 excluding the unevenness 32 is typically 5 ⁇ m to 70 ⁇ m.
- the height of the unevenness 32 of the water-insoluble resin layer 30 is typically 10 ⁇ m or more and 150 ⁇ m or less , more preferably 20 ⁇ m or more and 120 ⁇ m or less.
- the spacing between the irregularities is typically 10 ⁇ m or more and 400 ⁇ m or less, more preferably 20 ⁇ m or more and 300 ⁇ m or less.
- the width of the tip of the mountain of the unevenness 32 is preferably 0 ⁇ m or more and 40 ⁇ m or less, more preferably 0 ⁇ m or more and 30 ⁇ m or less.
- the shape of the mountain of the unevenness 32 is typically a triangle having an apex angle of 20 ° or more and 45 ° or less.
- the shape of the mountain of the unevenness 32 may be another shape.
- the shape of the unevenness 32 is determined by the shape of the unevenness 22 of the water-soluble resin layer 20.
- Adhesive layer >> If necessary, the water-insoluble resin layer 30 may be provided with an adhesive layer 60 on the opposite surface of the water-insoluble resin layer 30 on the water-soluble resin layer 20 side, as shown in FIG.
- the adhesive for the adhesive layer 60 known ones such as acrylic, rubber, and silicone can be used.
- the thickness of the adhesive layer 60 is preferably about 10 ⁇ m to 30 ⁇ m. It is preferable to attach a release film (not shown) to the opposite surface of the adhesive layer 60 on the water-insoluble resin layer 30 side.
- the base material 70 may be provided on the opposite surface of the water-insoluble resin layer 30 on the water-soluble resin layer 20 side.
- the base material 70 is not particularly limited as long as it is flexible.
- a known polymer sheet such as polyester or polyolefin can be used. Among them, holiethylene terephthalate is preferable in terms of strength and cost.
- the thickness of the base material 70 is not particularly limited, and for example, one having a thickness of about 20 ⁇ m to 100 ⁇ m can be used.
- both surfaces of the base material 70 may be subjected to surface treatment such as corona treatment or flame treatment, or may be provided with an undercoat layer such as acrylic or urethane.
- the base material 70 may be further provided with a decorative layer, a colored layer, or the like, or may be provided with a symbol, an identification mark, or the like, if necessary.
- an adhesive layer 80 may be provided on the opposite surface of the surface on which the water-insoluble resin layer 30 of the base material 70 is laminated.
- the adhesive layer 80 known ones such as acrylic, rubber, and silicone can be used.
- the thickness of the adhesive layer 80 is preferably about 10 ⁇ m to 30 ⁇ m. It is preferable to attach a release film (not shown) to the opposite surface of the base material 70 of the adhesive layer 80.
- FIG. 3 is an explanatory diagram showing a process of manufacturing the transfer sheet 10 for forming an uneven shape.
- a supply roll 1 is prepared in which a water-soluble resin sheet 2 made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C. is rolled.
- the method for producing the water-soluble resin sheet 2 is not particularly limited, but it can be produced, for example, by applying an aqueous solution containing polyvinyl alcohol on the support layer 50 and then drying it.
- the coating method is not particularly limited, and known methods such as a slide coater, a gravure coater, and a curtain coater can be used.
- the water-soluble resin sheet 2 may be composed of one layer or two or more layers.
- two sets of water-soluble resin sheet supports coated with an aqueous solution containing polyvinyl alcohol and then dried are prepared, and the respective coating layers are bonded to each other with a polyvinyl alcohol-based adhesive, and then the water-soluble resin sheet support is supported. May be formed by a method of peeling.
- the water-soluble resin sheet may be one in which the water-soluble resin sheet support is peeled off, or may be one having a water-soluble resin sheet support on one surface.
- the support layer 50 may be provided with a surface treatment (not shown) for adjusting the adhesive force between the support layer 50 and the water-soluble resin layer 20.
- a surface treatment corona treatment, primer treatment, adhesive treatment, anchor treatment and the like can be used.
- the peel peeling force between the support layer and the water-soluble resin layer is 2 g / cm or more and 70 or less, more preferably 20 g / cm or more and 50 g / cm or less. Sometimes it does not peel off.
- a layer (not shown) for improving slippage may be provided on the surface of the support layer 50 opposite to the water-soluble resin layer 20 and if necessary, and may be provided in advance. It may be left as it is, or the transfer sheet 10 for forming the uneven shape may be provided after manufacturing.
- ⁇ Processing method of concave part The water-soluble resin sheet 2 sent out from the supply roll 1 is run between the heating uneven roller 3 and the pressure roller 4. As a result, the unevenness formed on the surface of the heated uneven roller 3 is formed on the first surface of the water-soluble resin sheet 2.
- the water-soluble resin sheet 2 on which the unevenness is formed constitutes the water-soluble resin layer 20 shown in FIG.
- a water-soluble resin layer 20 made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C. and having irregularities on the first surface is prepared.
- the water-soluble resin layer 20 contains a latex or a plasticizer, and the water-soluble resin layer 20 has a dissolution time of 1.0 / ⁇ m or less in distilled water at 25 ° C. Since it is made of a sex resin, when the uneven shape is formed by using the heated uneven roller 3, the uneven shape can be transferred with high accuracy.
- a coating liquid (coating material) in which a water-insoluble resin is dissolved in a solvent will be described as an example.
- the coating material 6 is supplied from the coating material feeder 5 to the first surface of the water-soluble resin sheet 2 on which the unevenness is formed, and the coating material 6 is applied to the first surface.
- the coating material 6 applied to the first surface of the water-soluble resin sheet 2 constitutes the water-insoluble resin layer 30 shown in FIG. That is, the coating liquid is applied to the first surface.
- the coating method is not particularly limited, and known methods such as a bar coater, a slide coater, a gravure coater, a curtain coater, and a die coater can be used.
- the wet coating amount of the water-insoluble resin is preferably about 10 g / m 2 or more and 200 g / m 2 or less.
- the conditions for drying the coating liquid there are no particular restrictions on the conditions for drying the coating liquid, and a method of naturally drying at room temperature, a method of heating and drying at about 40 ° C to 150 ° C, etc. can be used. Further, in order to promote the reaction of the cross-linking agent after drying, it is also preferable to heat-treat at a temperature of about 40 ° C. to 80 ° C. for about 2 hours to 24 hours.
- the water-soluble resin sheet 2 coated with the coating material 6 is heated at 80 to 120 ° C. for 2 to 30 minutes by the heating device 7. This heating volatilizes the solvent of the coating material 6, dries it, and cures it.
- the transfer sheet 10 for forming an uneven shape, in which the water-soluble resin layer 20 and the water-insoluble resin layer 30 are laminated, as shown in FIG. 1, is manufactured. That is, the water-insoluble resin layer 30 is formed on the first surface of the water-soluble resin layer 20.
- a protective sheet (not shown) or the like may be attached to the water-insoluble resin layer 30.
- the cured layer is formed by the above-mentioned heating, but when the water-insoluble resin layer is an ultraviolet curable resin composition, the ultraviolet curable resin composition is cured by ultraviolet irradiation. To form a hardened layer. Since the method of forming the cured layer by irradiating with ultraviolet rays does not require heating at a high temperature for a long time, the transfer sheet for forming the uneven shape is not damaged by heat.
- the ultraviolet curable resin composition according to the present invention may be cured by irradiating ultraviolet rays from the ultraviolet curable resin composition side, or may be cured by irradiating ultraviolet rays from the water-soluble resin sheet side.
- the base material 70 When the base material 70 is provided, by irradiating the base material with ultraviolet rays from the water-soluble resin sheet side, the base material side does not need to be transparent so that the ultraviolet rays can be transmitted, and the base material can be colored or the base material is opaque. Layers can be freely laminated. Further, when the base material 70 is provided, the ultraviolet curable resin composition may be applied to the first surface of the water-soluble resin layer 20, and the base material 70 may be further laminated and then irradiated with ultraviolet rays.
- the ultraviolet curable resin composition may be applied to the material 70, and the first surface of the water-soluble resin layer 20 may be laminated therewith and then irradiated with ultraviolet rays.
- a xenon lamp, a mercury lamp, a metal halide lamp, an ultraviolet LED lamp, or the like can be used as the light source.
- the irradiation energy depends on the type of the polymerization initiator and the ultraviolet curable resin composition, but is preferably about 10 to 10000 mJ / cm 2 .
- heat treatment may be performed if necessary.
- the heating temperature and time are preferably about 100 ° C. to 200 ° C., 10 minutes to 120 minutes. By this heating, the curing of the ultraviolet curable resin composition further progresses, and the strength of the water-insoluble resin layer 30 is improved.
- the transfer sheet 10 for forming an uneven shape which is a water-soluble resin sheet 2 on which the coating material 6 is cured, is wound into a roll.
- the bulk of the transfer sheet 10 for forming the uneven shape is reduced, and the transfer and storage become easier. Further, the exposed area of the transfer sheet 10 for forming the uneven shape is reduced, and it becomes difficult for moisture to be absorbed into the inside of the sheet from the surface of the sheet.
- the water-soluble resin layer 20 is made of a water-soluble resin having a dissolution time of 1.0 / ⁇ m or less in distilled water at 25 ° C., the shape of the water-soluble resin layer may be deformed during the above-mentioned transportation and storage. Is gone.
- the adhesive layer 60 may be provided on the opposite surface of the water-insoluble resin layer 30 of the transfer sheet 10 for forming the uneven shape, which is in contact with the water-soluble resin layer.
- the method for laminating the adhesive layer is not particularly limited, but for example, after applying an adhesive on a hydrophobic polymer sheet, it is heated and cured at 80 to 150 ° C. for 1 to 30 minutes and then bonded to the water-insoluble resin layer 30. It may be laminated by a method of allowing it to be laminated, or it may be formed by a method of directly coating it on the water-insoluble resin layer 30.
- FIG. 7 is a diagram showing an example of a process of forming an uneven shape on a transferred body by using a transfer sheet 10 for forming an uneven shape.
- the coating material 41 is applied to the surface of the transferred body 40 (FIG. 7 (a)). It is preferable to use the same material as the water-insoluble resin layer 30 of the transfer sheet 10 for forming the uneven shape as the coating material 41. However, the present invention is not limited to using the same material as the water-insoluble resin layer 30 for the coating material 41.
- the coating material 41 include alkyd resin-based, aminoalkido resin-based, acrylic resin-based, acrylic-urethane resin-based, polyurethane resin-based, epoxy resin-based, rubber chloride-based, olefin resin-based, ultraviolet curable-based, silicone resin-based, and electrons.
- Wire-curing type silicon resin type, petroleum type, vinyl resin type, phenol resin type, fluororesin type, polyester resin type, melamine resin type, lacquer type and the like can be used.
- a primer paint or the like may be used as the coating material 41.
- the transfer sheet 10 for forming an uneven shape is attached to the surface of the transferred body 40 via the coating material 41 (FIG. 7 (b)).
- the transfer sheet 10 for forming the uneven shape is arranged on the surface of the transferred object 40 so that the water-insoluble resin layer 30 of the transfer sheet 10 for forming the uneven shape and the coating material 41 are in contact with each other, and the transfer sheet 10 for forming the uneven shape is water-soluble.
- a transfer sheet 10 for forming an uneven shape is attached to the surface of the transferred body 40 by applying pressure from the sex resin layer 20 side. Typically, the sheet sent out from the uneven shape forming transfer sheet 10 of the roll winding 11 is cut to a predetermined size, and the cut uneven shape forming transfer sheet 10 is attached to the surface of the transferred body 40.
- the water-soluble resin layer 20 of the transfer sheet 10 for forming an uneven shape attached to the surface of the transfer body 40 is removed to leave the water-insoluble resin layer 30 on the surface of the transfer body 40, and the water-insoluble resin layer 30 remains on the surface of the transfer body 40.
- the uneven shape composed of the water-insoluble resin layer 30 is exposed (FIG. 7 (c)).
- the removal of the water-soluble resin layer 20 is typically carried out by washing with water by an operator, that is, by ejecting water from a hose onto the surface of the transfer sheet 10 for forming an uneven shape attached to the surface of the transferred body 40 and water pressure.
- the sex resin layer 20 is removed.
- the water-soluble resin layer 20 is made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more in distilled water at 25 ° C., so that it is water-soluble in a shorter time when washed with water.
- the resin layer 20 can be removed.
- the forming method according to the present invention is not limited to the above aspect.
- the coating material 41 is applied to the water-insoluble resin layer 30 of the transfer sheet 10 for forming the uneven shape, and the coating material 41 is applied to the transfer material. Paste on the surface of 40.
- the water-soluble resin layer 20 of the transfer sheet 10 for forming the uneven shape is removed to leave the water-insoluble resin layer 30 on the surface of the transferred body 40, and the water-insoluble resin is left on the surface of the transferred body 40.
- the uneven shape composed of the layer 30 may be exposed.
- the adhesive layer 60 of the transfer sheet 10 for forming an uneven shape is directly applied to the surface of the transferred body 40. paste.
- the water-soluble resin layer 20 of the transfer sheet 10 for forming the uneven shape is removed to leave the water-insoluble resin layer 30 on the surface of the transferred body 40, and the water-insoluble resin is left on the surface of the transferred body 40.
- the uneven shape composed of the layer 30 may be exposed.
- the adhesive layer 80 of the uneven shape forming transfer sheet 10 is directly attached to the surface of the transferred body 40.
- the water-soluble resin layer 20 of the transfer sheet 10 for forming the uneven shape is removed to leave the water-insoluble resin layer 30 on the surface of the transferred body 40, and the surface of the transferred body 40 is left.
- the uneven shape made of the water-insoluble resin layer 30 may be exposed to the surface.
- the water-insoluble resin layer 30 in which the water-insoluble resin layer is made of a coating material has been described as an example, but the insoluble resin layer may be made of polyurethane or acrylic resin, and the water-insoluble resin layer may be made of polyurethane or acrylic resin.
- the ultraviolet curable resin composition may be made of a cured resin.
- the water-soluble resin layer 20 shown in FIGS. 7 to 10 may be provided with a support layer 50 and a layer for improving slippage.
- composition parts of polyvinyl alcohol (PVA) and polyvinylpyrrolidone (PVP) were used as the material of the water-soluble resin sheet constituting the water-soluble resin layer 20 of the transfer sheet 10 for forming the uneven shape.
- Latex was added as the case may be.
- a dye was also added.
- PVA "PVA-117” Kuraray Poval 28-98 Kuraray Co., Ltd. "PVA-205" Kuraray Poval 5-88 Kuraray Co., Ltd. "PVA-217” Kuraray Poval 22-88 Kuraray Co., Ltd.
- PVP "K15” Polyvinylpyrrolidone K15 Tokyo Chemical Industry Co., Ltd. "K30” Polyvinylpyrrolidone K30 Tokyo Chemical Industry Co., Ltd. "K90” Polyvinylpyrrolidone K95 Tokyo Chemical Industry Co., Ltd. Latex: Styrene-butadiene latex "LX407S6" Nippon Zeon Corporation Plasticizer: "Glycerin” Tokyo Kasei Kogyo Co., Ltd. Dye: "Aside Red 18" Tokyo Kasei Kogyo Co., Ltd.
- a water-soluble resin sheet was produced as follows. (1) PVA particles were added to distilled water and heated to 90 ° C. to completely dissolve them, then the solution was cooled to room temperature, and PVP particles and latex were added in order and mixed. Further, a small amount of dye was added to color the solution to prepare an aqueous solution.
- a mold corresponding to a heated concavo-convex roller 3 having an uneven convex portion processed was heated to 130 ° C. in an oven.
- the convex portion is a groove in which 20 isosceles triangles having a height of 50 ⁇ m and an apex angle of 45 degrees are lined up in parallel, and the distance between the grooves is 100 ⁇ m.
- PVA-117 has poor solubility. It is considered that the degree of saponification is high.
- PVA-205 has good solubility in combination with PVP.
- PVA-217 has improved solubility when combined with PVP, but is inferior to “PVA-205".
- PVA "PVA-205" Kuraray Poval 5-88 Kuraray PVP: "K30" Polyvinylpyrrolidone K30 Tokyo Kasei Kogyo Co., Ltd.
- Latex styrene-butadiene latex "LX407S6" ZEON CORPORATION
- a water-soluble resin sheet having a support was manufactured as follows. (1) A biaxially stretched polyethylene terephthalate sheet having a thickness of 50 ⁇ m was prepared as a support for the water-soluble resin sheet, and surface treatment (corona treatment with a treatment strength of 100 W ⁇ min / m 2 ) was carried out on one side.
- a mold (corresponding to a heated uneven roller 3) having a convex portion having an uneven shape was heated to 130 ° C.
- the convex portion is a groove in which 1000 isosceles triangles having a height of 50 ⁇ m and an apex angle of 45 degrees are lined up in parallel, and the distance between the grooves is 100 ⁇ m.
- Example 3 Further, the experimental results in which the water-insoluble resin layer is changed are shown below.
- PVA polyvinyl alcohol
- PVP polyvinylpyrrolidone
- latex styrene-butadiene latex "LX407S6" ZEON CORPORATION Dye: G Tokyo Chemical Industry Co., Ltd.
- a mold corresponding to a heated concavo-convex roller 3 having an uneven convex portion processed was heated to 130 ° C.
- the convex portion is a groove in which 1000 isosceles triangles having a height of 50 ⁇ m and an apex angle of 45 degrees are lined up in parallel, and the distance between the grooves is 100 ⁇ m.
- Example 3A-1 >> 3. 3. The following was used as the water-insoluble resin.
- UV curable resin UV681 Permbond Co., Ltd. (viscosity: 90 mPa ⁇ s)
- the transfer sheet for forming the uneven shape was manufactured as follows.
- the base material was manufactured as follows. (Equivalent to 70 and 80 in Fig. 6)
- One side of a sheet of biaxially stretched polyethylene terephthalate having a thickness of 50 ⁇ m was corona-treated with a treatment intensity of 100 W ⁇ min / m 2 .
- a black striped pattern was formed on this treated surface with ultraviolet curable ink.
- an adhesive sheet with a release film was attached to the opposite surface.
- the above-mentioned ultraviolet curable resin composition was applied to the surface of the base material on which the striped pattern was formed using a doctor blade so as to have a thickness of 200 ⁇ m.
- the water-soluble resin sheet was laminated on this and pressed at a pressure of 0.03 kg / cm 2 for 20 seconds.
- the water-soluble resin sheet was laminated so that the surface on which the recess was formed was in contact with the ultraviolet curable resin composition.
- the ultraviolet curable resin composition was cured with an energy of 500 mJ / cm 2 using a high-pressure mercury lamp to obtain a cured layer.
- the uneven shape was formed as follows.
- a 10 cm ⁇ 10 cm sample was cut out from the transfer sheet for forming the uneven shape created above.
- the release film on the back surface of this sample on the substrate side was peeled off, and a transfer sheet for forming an uneven shape was attached to a duralumin plate via an adhesive layer.
- a plastic spatula was used for bonding.
- the uneven shape was formed by the above process.
- Example 3A-2 was carried out in the same manner as in Example 3A-1 except that the ultraviolet curable resin composition was changed as follows. When the ultraviolet curable resin composition was applied onto the substrate, the end portion was expanded and the thickness of this portion was reduced, but the same good uneven shape as in Example 3A-1 could be obtained.
- -Ultraviolet curable resin composition Viscosity of about 10 mPa ⁇ s 1,10-decanediol diacrylate 80 parts by mass Tripropylene glycol diacrylate 20 parts by mass Photoinitiator Irgacure 907 6 parts by mass
- Example 3A-3 When Example 3A-3 was carried out in the same manner as in Example 3A-1 except that the ultraviolet curable resin composition was changed as follows, a good uneven shape similar to that in Example 3A-1 could be obtained.
- rice field. -Ultraviolet curable resin composition Viscosity of about 35 mPa ⁇ s Polyethylene Glycol # 400 Dimethacrylate 60 parts by mass 2-Hydroxy-3-acryloyloxypropyl methacrylate 30 parts by mass Polyethylene glycol # 200 Diacrylate 10 parts by mass Photoinitiator Irgacure 907 6 parts by mass
- Example 3A-4 When Example 3A-4 was carried out in the same manner as in Example 3A-1 except that the ultraviolet curable resin composition was changed as follows, a good uneven shape similar to that in Example 3A-1 could be obtained.
- rice field. -Ultraviolet curable resin composition Viscosity of about 300 mPa ⁇ s 80 parts by mass of pentaerythritol tetraacrylate ethoxylated ethoxyglycerin triacrylate 20 parts by mass Photoinitiator Irgacure 907 6 parts by mass
- Example 3A-5 When Example 3A-5 was carried out in the same manner as in Example 3A-1 except that the ultraviolet curable resin composition was changed as follows, a good uneven shape similar to that in Example 3A-1 could be obtained. rice field. -UV curable resin composition Viscosity approx. 700 mPa ⁇ s Ethoxybisphenol A dimethacrylate 20 parts by mass Pentaerythritol triacrylate 80 parts by mass Photoinitiator Irgacure 907 6 parts by mass
- Example 3A-6 The same procedure as in Example 3A-1 was carried out except that the ultraviolet curable resin composition was changed as follows and the water-soluble resin sheets were laminated and pressed at a pressure of 0.06 kg / cm 2 for 30 seconds. When Example 3A-6 was carried out, a good uneven shape similar to that of Example 3A-1 could be obtained.
- -Ultraviolet curable resin composition Viscosity of about 1500 mPa ⁇ s 80 parts by mass of ethoxylated bisphenol A diacrylate 10 parts by mass of ethoxylated isocyanuric acid triacrylate 10 parts by mass of dipentaerythritol polyacrylate 10 parts by mass of photoinitiator Irgacure 907 6 parts by mass
- Example 3A-7 A transfer sheet for forming an uneven shape was prepared in the same manner as in Example 3A-1. Next, a paper (sliding layer) having a basis weight of 70 g / m 2 was bonded to the surface of the transfer sheet for forming the uneven shape on the water-soluble resin sheet support side via an adhesive. After that, the uneven shape was formed in the same manner as in Example 1. When the transfer sheet for forming the uneven shape was attached to the duralumin plate, the plastic spatula slipped well and the workability was good. When the formed uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3A-8 Both sides of a biaxially stretched polyethylene terephthalate sheet having a thickness of 50 ⁇ m as a water-soluble resin sheet support were corona-treated with a treatment strength of 100 W ⁇ min / m 2 . The following coating liquid was applied to one of the surfaces so that the dry coating amount was 18 g / m 2 , and dried at 120 ° C. for 20 minutes to form a coating layer (slip layer).
- Example 3A-9 was carried out in the same manner as in Example 3A-1 except that Brilliant Blue was not added to the water-soluble resin sheet. Attention was paid to the fact that it is difficult to visually determine the degree of removal when removing the water-soluble resin sheet by washing with water. When the obtained uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3A-10 The same procedure as in Example 3A-1 was carried out except that the irradiation energy for curing the ultraviolet curable resin composition was 700 mJ / cm 2 and the heat treatment at 110 ° C. after curing was not performed for 20 minutes. Example 3A-10 was carried out. When the obtained uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3A-11 was carried out in the same manner as in Example 3A-1 except that the uneven shape was formed via the water-insoluble resin layer.
- the ultraviolet curable resin composition of Example 3A-1 was laminated on the surface of the water-soluble resin sheet cut out to a size of 10 cm ⁇ 10 cm and formed with recesses to prepare a transfer sheet for forming an uneven shape, and then bonded to a duralumin plate. Then, the ultraviolet curable resin composition was cured with an energy of 500 mJ / cm 2 using a high-pressure mercury lamp. Subsequent operations were carried out in the same manner as in Example 3A-1. When the obtained uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3B-1 The UV curable resin composition was changed to the following polyurethane resin. 3. 3. The following was used as the water-insoluble resin. Aerodur 3002 Clear Coat (AkzoNobel) 4.
- the transfer sheet for forming the uneven shape was prepared as follows. The above-mentioned polyurethane resin is applied to a water-soluble resin layer having irregularities on the first surface to a thickness of 20 ⁇ m using a doctor blade, and cured by natural drying for 12 hours to obtain a cured layer, which is used for forming an uneven shape. A transfer sheet was prepared. 5. The uneven shape was formed as follows. A sample of 10 cm ⁇ 10 cm was cut out from the transfer sheet for forming the uneven shape prepared above.
- Example 3A-1 Using a doctor blade, the above-mentioned polyurethane resin was applied to the surface of this sample on the water-insoluble resin layer side to a thickness of 20 ⁇ m and bonded to a duralumin plate. A plastic spatula was used for bonding. Next, when the water-soluble resin sheet was washed and removed in the same manner as in Example 3A-1, a good uneven shape could be obtained as in Example 3A-1.
- Example 3B-2 When Example 3B-2 was carried out in the same manner as in Example 3B-1 except that the polyurethane resin was changed as follows, a good uneven shape similar to that in Example 3B-1 could be obtained. Aerodur 3001 Base Coat (AkzoNobel)
- Example 3B-3 When Example 3B-3 was carried out in the same manner as in Example 3B-1 except that the polyurethane resin was changed as follows, a good uneven shape similar to that in Example 3B-1 could be obtained.
- Desothane Hard Disk 9008 Bubble Clear Coat (PPG) PPG
- Example 3B-4 This was carried out using the polyurethane resin of Example 3B-1 except that the concave-convex shape was formed through the adhesive layer. 4.
- the transfer sheet for forming the uneven shape was prepared as follows. The above-mentioned polyurethane resin is applied to a water-soluble resin layer having irregularities on the first surface to a thickness of 20 ⁇ m using a doctor blade, and is naturally dried for 12 hours to obtain a water-insoluble resin layer, and then released. An adhesive sheet with a mold film was attached to prepare a transfer sheet for forming an uneven shape. 5.
- the uneven shape was formed as follows. A sample of 10 cm ⁇ 10 cm was cut out from the transfer sheet for forming the uneven shape prepared above.
- the release film on the back surface of this sample on the substrate side was peeled off, and a transfer sheet for forming an uneven shape was attached to a duralumin plate via an adhesive layer.
- a plastic spatula was used for bonding.
- the water-soluble resin sheet support on the surface was peeled off.
- the water-soluble resin sheet on the surface was washed and removed with water. Water washing was performed by spraying tap water on the surface of the water-soluble resin sheet. It was visually confirmed that the water-soluble resin sheet was removed.
- the obtained uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3B-5 A transfer sheet for forming an uneven shape was prepared in the same manner as in Example 3B-4. Next, a paper (sliding layer) having a basis weight of 70 g / m 2 was bonded to the surface of the transfer sheet for forming the uneven shape on the water-soluble resin sheet support side via an adhesive. After that, an uneven shape was formed in the same manner as in Example 3B-4. When the transfer sheet for forming the uneven shape was attached to the duralumin plate, the plastic spatula slipped well and the workability was good. When the formed uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3B-6 Both sides of a biaxially stretched polyethylene terephthalate sheet having a thickness of 50 ⁇ m as a water-soluble resin sheet support were corona-treated with a treatment strength of 100 W ⁇ min / m 2 . The following coating liquid was applied to one of the surfaces so that the dry coating amount was 18 g / m 2 , and dried at 120 ° C. for 20 minutes to form a coating layer (slip layer).
- the present invention is not limited to the airframe of an aircraft, but can be applied to the transportation system fields such as the body of an automobile, the surface of a hull of a ship, the surface of a screw, a rocket, and a train. Further, it can be applied to sports with high speed such as skiing and sports fields such as swimming, and can also be applied to skis, clothing, swimwear and the like. It is also applicable to pipelines through which fluids flow. It can also be applied to a wind turbine that is a rotating object.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Decoration By Transfer Pictures (AREA)
- Laminated Bodies (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20951525.3A EP4205965A4 (en) | 2020-08-28 | 2020-08-28 | TRANSFER SHEET FOR TEXTURING FORMATION, METHOD FOR MANUFACTURING TRANSFER SHEET FOR TEXTURING FORMATION, AND METHOD FOR TEXTURING FORMATION |
| JP2022545213A JP7705867B2 (ja) | 2020-08-28 | 2020-08-28 | 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 |
| PCT/JP2020/032667 WO2022044275A1 (ja) | 2020-08-28 | 2020-08-28 | 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 |
| CN202080103601.9A CN116034024B (zh) | 2020-08-28 | 2020-08-28 | 凹凸形状形成用转印片及其制造方法和凹凸形状形成方法 |
| US18/042,866 US12420538B2 (en) | 2020-08-28 | 2020-08-28 | Transfer sheet for forming recessed and projecting shape, method of producing transfer sheet for forming recessed and projecting shape, and method of forming recessed and projecting shape |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/032667 WO2022044275A1 (ja) | 2020-08-28 | 2020-08-28 | 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022044275A1 true WO2022044275A1 (ja) | 2022-03-03 |
Family
ID=80352967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/032667 Ceased WO2022044275A1 (ja) | 2020-08-28 | 2020-08-28 | 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12420538B2 (https=) |
| EP (1) | EP4205965A4 (https=) |
| JP (1) | JP7705867B2 (https=) |
| CN (1) | CN116034024B (https=) |
| WO (1) | WO2022044275A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025063031A1 (ja) * | 2023-09-19 | 2025-03-27 | スタンレー電気株式会社 | 活性エネルギー線硬化型組成物及び樹脂成形体 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0211612B2 (https=) | 1985-05-14 | 1990-03-15 | Nippon Shokubai Kagaku Kogyo Kk | |
| JP2005238674A (ja) * | 2004-02-26 | 2005-09-08 | Dainippon Printing Co Ltd | 水圧転写シート及び金属調成形品の製造方法 |
| JP2013006409A (ja) * | 2011-05-24 | 2013-01-10 | Nippon Synthetic Chem Ind Co Ltd:The | 転写印刷用積層体に用いるベースフィルム、転写印刷用積層体、及びベースフィルムの製造方法 |
| JP2014043036A (ja) * | 2012-08-27 | 2014-03-13 | Kuraray Co Ltd | ポリビニルアルコールフィルムの製造方法 |
| JP2017082172A (ja) * | 2015-10-30 | 2017-05-18 | 日本合成化学工業株式会社 | 成形品 |
| JP2018158578A (ja) * | 2018-06-05 | 2018-10-11 | 大日本印刷株式会社 | 水圧転写フィルム |
| JP6511612B2 (ja) * | 2016-08-15 | 2019-05-15 | 国立研究開発法人宇宙航空研究開発機構 | リブレット用転写シート、リブレット用転写シートの製造方法及びリブレット成形方法 |
| JP2020066666A (ja) * | 2018-10-23 | 2020-04-30 | 日本酢ビ・ポバール株式会社 | 保護膜形成用組成物 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4481326A (en) * | 1980-12-15 | 1984-11-06 | Colgate Palmolive Company | Water soluble films of polyvinyl alcohol polyvinyl pyrrolidone |
| JP2004017610A (ja) | 2002-06-20 | 2004-01-22 | Toray Ind Inc | 離型フィルム |
| JP4053479B2 (ja) | 2003-08-20 | 2008-02-27 | 株式会社クラレ | 水圧転写用ベースフィルムおよび水圧転写用印刷シートの製造法 |
| JP2006123392A (ja) * | 2004-10-29 | 2006-05-18 | Dainippon Ink & Chem Inc | 水圧転写フィルムの製造方法 |
| JP5566011B2 (ja) * | 2007-07-18 | 2014-08-06 | 日本合成化学工業株式会社 | 水性合成樹脂エマルジョン、再乳化性エマルジョン粉末、及びそれを用いた接着剤組成物 |
| WO2010061790A1 (ja) | 2008-11-28 | 2010-06-03 | 株式会社クラレ | 水圧転写フィルムの製造方法 |
| TW201228831A (en) | 2010-12-22 | 2012-07-16 | Nippon Synthetic Chem Ind | Transfer-printing laminated material |
| TW201420344A (zh) | 2012-09-21 | 2014-06-01 | Nippon Synthetic Chem Ind | 聚乙烯醇系膜及其製造方法、以及使用聚乙烯醇系膜之熱轉印用積層體及使用其之熱轉印方法 |
| JP6205786B2 (ja) | 2013-03-28 | 2017-10-04 | 大日本印刷株式会社 | 水圧転写フィルム製造用転写箔、水圧転写フィルムの製造方法、及び加飾成形品の製造方法 |
| WO2018235301A1 (ja) * | 2017-06-19 | 2018-12-27 | 株式会社サンリュウ | 接着剤インクを用いた転写方法、転写物、及び転写装置 |
| JP7052277B2 (ja) | 2017-09-29 | 2022-04-12 | 大日本印刷株式会社 | 水圧転写フィルム及びその製造方法 |
| JP2019135095A (ja) * | 2018-02-05 | 2019-08-15 | 株式会社アイセロ | 水圧転写用フィルム |
-
2020
- 2020-08-28 CN CN202080103601.9A patent/CN116034024B/zh active Active
- 2020-08-28 JP JP2022545213A patent/JP7705867B2/ja active Active
- 2020-08-28 US US18/042,866 patent/US12420538B2/en active Active
- 2020-08-28 WO PCT/JP2020/032667 patent/WO2022044275A1/ja not_active Ceased
- 2020-08-28 EP EP20951525.3A patent/EP4205965A4/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0211612B2 (https=) | 1985-05-14 | 1990-03-15 | Nippon Shokubai Kagaku Kogyo Kk | |
| JP2005238674A (ja) * | 2004-02-26 | 2005-09-08 | Dainippon Printing Co Ltd | 水圧転写シート及び金属調成形品の製造方法 |
| JP2013006409A (ja) * | 2011-05-24 | 2013-01-10 | Nippon Synthetic Chem Ind Co Ltd:The | 転写印刷用積層体に用いるベースフィルム、転写印刷用積層体、及びベースフィルムの製造方法 |
| JP2014043036A (ja) * | 2012-08-27 | 2014-03-13 | Kuraray Co Ltd | ポリビニルアルコールフィルムの製造方法 |
| JP2017082172A (ja) * | 2015-10-30 | 2017-05-18 | 日本合成化学工業株式会社 | 成形品 |
| JP6511612B2 (ja) * | 2016-08-15 | 2019-05-15 | 国立研究開発法人宇宙航空研究開発機構 | リブレット用転写シート、リブレット用転写シートの製造方法及びリブレット成形方法 |
| JP2018158578A (ja) * | 2018-06-05 | 2018-10-11 | 大日本印刷株式会社 | 水圧転写フィルム |
| JP2020066666A (ja) * | 2018-10-23 | 2020-04-30 | 日本酢ビ・ポバール株式会社 | 保護膜形成用組成物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4205965A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025063031A1 (ja) * | 2023-09-19 | 2025-03-27 | スタンレー電気株式会社 | 活性エネルギー線硬化型組成物及び樹脂成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230321967A1 (en) | 2023-10-12 |
| EP4205965A1 (en) | 2023-07-05 |
| EP4205965A4 (en) | 2024-05-29 |
| US12420538B2 (en) | 2025-09-23 |
| JPWO2022044275A1 (https=) | 2022-03-03 |
| JP7705867B2 (ja) | 2025-07-10 |
| CN116034024A (zh) | 2023-04-28 |
| CN116034024B (zh) | 2026-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI279257B (en) | Hydraulic transfer film and production method for hydraulic transferred article using the same | |
| JP5155645B2 (ja) | 耐箔バリ性に優れた転写材の製造方法と転写材 | |
| CN110612337B (zh) | 光学层压体和包括该光学层压体的柔性显示器 | |
| KR102670592B1 (ko) | 신축성 uv 잉크를 사용한 굴곡진 표면 상으로의 uv 인쇄물 전사 | |
| JP6187714B1 (ja) | 転写箔 | |
| TWI783974B (zh) | 裝飾材及其製造方法 | |
| WO2017170963A1 (ja) | 熱転写シート | |
| JP2009062400A (ja) | 紫外線硬化型ハードコート剤及びフィルム成型物 | |
| JP7705867B2 (ja) | 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 | |
| JP2005231340A (ja) | 水圧転写用フィルムおよび水圧転写体 | |
| TW201348394A (zh) | 易剝離性黏著薄膜及金屬板之加工方法 | |
| JP2014172278A (ja) | 熱転写用フィルム、その製造方法、及びそれを使用した加飾品の製造方法 | |
| TW201002518A (en) | Production process of multi layer and the multi layer produced by such process | |
| HK40090282A (zh) | 凹凸形状形成用转印片及其制造方法和凹凸形状形成方法 | |
| WO1998008905A1 (fr) | Encre d'heliogravure durable et utilisations de celle-ci | |
| JP4277650B2 (ja) | 水圧転写用フィルムおよび水圧転写体 | |
| JP2005205659A (ja) | 水圧転写用フィルムの製造方法、水圧転写用フィルムおよび水圧転写体 | |
| JP2014159128A (ja) | 熱転写フィルムの製造方法、及びそれを使用した加飾品の製造方法 | |
| JP2006123392A (ja) | 水圧転写フィルムの製造方法 | |
| JP4601769B2 (ja) | フォトマスク用保護膜転写シート及び保護膜転写方法 | |
| JP2005297429A (ja) | 水圧転写用フィルムおよび水圧転写体 | |
| JPH0715011B2 (ja) | 光硬化性被覆用シート | |
| WO2024185616A1 (ja) | インクジェット印刷用媒体 | |
| JP2006264126A (ja) | 水圧転写フィルム及び水圧転写体 | |
| JP2005059275A (ja) | 水圧転写体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20951525 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022545213 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020951525 Country of ref document: EP Effective date: 20230328 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 18042866 Country of ref document: US |