WO2022044275A1 - 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 - Google Patents
凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 Download PDFInfo
- Publication number
- WO2022044275A1 WO2022044275A1 PCT/JP2020/032667 JP2020032667W WO2022044275A1 WO 2022044275 A1 WO2022044275 A1 WO 2022044275A1 JP 2020032667 W JP2020032667 W JP 2020032667W WO 2022044275 A1 WO2022044275 A1 WO 2022044275A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- forming
- transfer sheet
- uneven shape
- resin layer
- Prior art date
Links
- 238000012546 transfer Methods 0.000 title claims abstract description 160
- 238000000034 method Methods 0.000 title claims description 47
- 238000004519 manufacturing process Methods 0.000 title claims description 31
- 230000015572 biosynthetic process Effects 0.000 title abstract description 5
- 229920005989 resin Polymers 0.000 claims abstract description 320
- 239000011347 resin Substances 0.000 claims abstract description 320
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 34
- 239000012153 distilled water Substances 0.000 claims abstract description 16
- 239000010410 layer Substances 0.000 claims description 229
- 238000000576 coating method Methods 0.000 claims description 70
- 239000011248 coating agent Substances 0.000 claims description 67
- 239000000463 material Substances 0.000 claims description 60
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 47
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 42
- 239000011342 resin composition Substances 0.000 claims description 42
- 229920000036 polyvinylpyrrolidone Polymers 0.000 claims description 39
- 239000001267 polyvinylpyrrolidone Substances 0.000 claims description 39
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 claims description 39
- 239000004816 latex Substances 0.000 claims description 34
- 229920000126 latex Polymers 0.000 claims description 34
- 239000007788 liquid Substances 0.000 claims description 28
- 239000012790 adhesive layer Substances 0.000 claims description 22
- 238000004090 dissolution Methods 0.000 claims description 19
- 239000004014 plasticizer Substances 0.000 claims description 18
- 229920005749 polyurethane resin Polymers 0.000 claims description 18
- 238000006116 polymerization reaction Methods 0.000 claims description 12
- 229920000178 Acrylic resin Polymers 0.000 claims description 11
- 239000004925 Acrylic resin Substances 0.000 claims description 11
- 230000008569 process Effects 0.000 claims description 11
- 238000001035 drying Methods 0.000 claims description 9
- 239000004814 polyurethane Substances 0.000 claims description 9
- 238000004381 surface treatment Methods 0.000 claims description 9
- 238000010030 laminating Methods 0.000 claims description 7
- 239000012791 sliding layer Substances 0.000 claims description 6
- 238000007127 saponification reaction Methods 0.000 claims description 5
- 238000004804 winding Methods 0.000 claims description 5
- -1 etc.) Substances 0.000 description 20
- 238000005406 washing Methods 0.000 description 14
- 238000010438 heat treatment Methods 0.000 description 13
- 239000000853 adhesive Substances 0.000 description 11
- 230000001070 adhesive effect Effects 0.000 description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 9
- 239000012948 isocyanate Substances 0.000 description 9
- 230000003287 optical effect Effects 0.000 description 9
- 229910000737 Duralumin Inorganic materials 0.000 description 8
- 239000011247 coating layer Substances 0.000 description 8
- 229920005862 polyol Polymers 0.000 description 8
- 239000002904 solvent Substances 0.000 description 8
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 7
- 238000005336 cracking Methods 0.000 description 7
- 238000011156 evaluation Methods 0.000 description 7
- 229920003023 plastic Polymers 0.000 description 7
- 239000004033 plastic Substances 0.000 description 7
- 150000003077 polyols Chemical class 0.000 description 7
- 239000002202 Polyethylene glycol Substances 0.000 description 6
- 239000007864 aqueous solution Substances 0.000 description 6
- 229920001971 elastomer Polymers 0.000 description 6
- 229920001223 polyethylene glycol Polymers 0.000 description 6
- LWRBVKNFOYUCNP-UHFFFAOYSA-N 2-methyl-1-(4-methylsulfanylphenyl)-2-morpholin-4-ylpropan-1-one Chemical compound C1=CC(SC)=CC=C1C(=O)C(C)(C)N1CCOCC1 LWRBVKNFOYUCNP-UHFFFAOYSA-N 0.000 description 5
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 5
- 238000003851 corona treatment Methods 0.000 description 5
- 239000003431 cross linking reagent Substances 0.000 description 5
- 238000002474 experimental method Methods 0.000 description 5
- 239000010419 fine particle Substances 0.000 description 5
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 5
- 150000002513 isocyanates Chemical class 0.000 description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- 239000005060 rubber Substances 0.000 description 5
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 4
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000001678 irradiating effect Effects 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 229920001225 polyester resin Polymers 0.000 description 4
- 239000004645 polyester resin Substances 0.000 description 4
- 229920006316 polyvinylpyrrolidine Polymers 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- 241000209094 Oryza Species 0.000 description 3
- 235000007164 Oryza sativa Nutrition 0.000 description 3
- 239000002174 Styrene-butadiene Substances 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- FHLPGTXWCFQMIU-UHFFFAOYSA-N [4-[2-(4-prop-2-enoyloxyphenyl)propan-2-yl]phenyl] prop-2-enoate Chemical class C=1C=C(OC(=O)C=C)C=CC=1C(C)(C)C1=CC=C(OC(=O)C=C)C=C1 FHLPGTXWCFQMIU-UHFFFAOYSA-N 0.000 description 3
- 125000004386 diacrylate group Chemical group 0.000 description 3
- 239000003999 initiator Substances 0.000 description 3
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 3
- 229910052753 mercury Inorganic materials 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 235000009566 rice Nutrition 0.000 description 3
- 229920002050 silicone resin Polymers 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000011115 styrene butadiene Substances 0.000 description 3
- 229920003048 styrene butadiene rubber Polymers 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 3
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 3
- ZODNDDPVCIAZIQ-UHFFFAOYSA-N (2-hydroxy-3-prop-2-enoyloxypropyl) 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC(O)COC(=O)C=C ZODNDDPVCIAZIQ-UHFFFAOYSA-N 0.000 description 2
- ZDQNWDNMNKSMHI-UHFFFAOYSA-N 1-[2-(2-prop-2-enoyloxypropoxy)propoxy]propan-2-yl prop-2-enoate Chemical compound C=CC(=O)OC(C)COC(C)COCC(C)OC(=O)C=C ZDQNWDNMNKSMHI-UHFFFAOYSA-N 0.000 description 2
- RHNJVKIVSXGYBD-UHFFFAOYSA-N 10-prop-2-enoyloxydecyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCCCCCOC(=O)C=C RHNJVKIVSXGYBD-UHFFFAOYSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 239000004640 Melamine resin Substances 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- QCXXDZUWBAHYPA-UHFFFAOYSA-N OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.O=C1NC(=O)NC(=O)N1 Chemical class OC(=O)C=C.OC(=O)C=C.OC(=O)C=C.O=C1NC(=O)NC(=O)N1 QCXXDZUWBAHYPA-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 description 2
- 229920000180 alkyd Polymers 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 125000000524 functional group Chemical group 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- 229920001600 hydrophobic polymer Polymers 0.000 description 2
- 239000004922 lacquer Substances 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000008399 tap water Substances 0.000 description 2
- 235000020679 tap water Nutrition 0.000 description 2
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- MYWOJODOMFBVCB-UHFFFAOYSA-N 1,2,6-trimethylphenanthrene Chemical compound CC1=CC=C2C3=CC(C)=CC=C3C=CC2=C1C MYWOJODOMFBVCB-UHFFFAOYSA-N 0.000 description 1
- NGKKXKRXUOBKGI-UHFFFAOYSA-N 1,2,9-triisocyanatononane Chemical compound O=C=NCCCCCCCC(N=C=O)CN=C=O NGKKXKRXUOBKGI-UHFFFAOYSA-N 0.000 description 1
- NNOZGCICXAYKLW-UHFFFAOYSA-N 1,2-bis(2-isocyanatopropan-2-yl)benzene Chemical compound O=C=NC(C)(C)C1=CC=CC=C1C(C)(C)N=C=O NNOZGCICXAYKLW-UHFFFAOYSA-N 0.000 description 1
- GNQKHBSIBXSFFD-UHFFFAOYSA-N 1,3-diisocyanatocyclohexane Chemical compound O=C=NC1CCCC(N=C=O)C1 GNQKHBSIBXSFFD-UHFFFAOYSA-N 0.000 description 1
- AHBNSOZREBSAMG-UHFFFAOYSA-N 1,5-diisocyanato-2-methylpentane Chemical compound O=C=NCC(C)CCCN=C=O AHBNSOZREBSAMG-UHFFFAOYSA-N 0.000 description 1
- 229940008841 1,6-hexamethylene diisocyanate Drugs 0.000 description 1
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- IMSODMZESSGVBE-UHFFFAOYSA-N 2-Oxazoline Chemical compound C1CN=CO1 IMSODMZESSGVBE-UHFFFAOYSA-N 0.000 description 1
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 1
- SGHZXLIDFTYFHQ-UHFFFAOYSA-L Brilliant Blue Chemical compound [Na+].[Na+].C=1C=C(C(=C2C=CC(C=C2)=[N+](CC)CC=2C=C(C=CC=2)S([O-])(=O)=O)C=2C(=CC=CC=2)S([O-])(=O)=O)C=CC=1N(CC)CC1=CC=CC(S([O-])(=O)=O)=C1 SGHZXLIDFTYFHQ-UHFFFAOYSA-L 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- CQIKUTCUBQBVTQ-UHFFFAOYSA-N CCOC(OC(=O)C=C)C(COC(=O)C=C)OC(=O)C=C Chemical compound CCOC(OC(=O)C=C)C(COC(=O)C=C)OC(=O)C=C CQIKUTCUBQBVTQ-UHFFFAOYSA-N 0.000 description 1
- 229920002101 Chitin Polymers 0.000 description 1
- 229920001661 Chitosan Polymers 0.000 description 1
- 241000251730 Chondrichthyes Species 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- 229920002943 EPDM rubber Polymers 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 108010010803 Gelatin Proteins 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- MWPLVEDNUUSJAV-UHFFFAOYSA-N anthracene Natural products C1=CC=CC2=CC3=CC=CC=C3C=C21 MWPLVEDNUUSJAV-UHFFFAOYSA-N 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- ISAOCJYIOMOJEB-UHFFFAOYSA-N benzoin Chemical class C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 1
- 150000008366 benzophenones Chemical class 0.000 description 1
- QUZSUMLPWDHKCJ-UHFFFAOYSA-N bisphenol A dimethacrylate Chemical compound C1=CC(OC(=O)C(=C)C)=CC=C1C(C)(C)C1=CC=C(OC(=O)C(C)=C)C=C1 QUZSUMLPWDHKCJ-UHFFFAOYSA-N 0.000 description 1
- 239000004067 bulking agent Substances 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- 229940105990 diglycerin Drugs 0.000 description 1
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical group CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 229920005560 fluorosilicone rubber Polymers 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 229920000159 gelatin Polymers 0.000 description 1
- 239000008273 gelatin Substances 0.000 description 1
- 235000019322 gelatine Nutrition 0.000 description 1
- 235000011852 gelatine desserts Nutrition 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical group COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000003504 photosensitizing agent Substances 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920005906 polyester polyol Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 239000005077 polysulfide Substances 0.000 description 1
- 229920001021 polysulfide Polymers 0.000 description 1
- 150000008117 polysulfides Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 230000009182 swimming Effects 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- JNELGWHKGNBSMD-UHFFFAOYSA-N xanthone powder Natural products C1=CC=C2C(=O)C3=CC=CC=C3OC2=C1 JNELGWHKGNBSMD-UHFFFAOYSA-N 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/02—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
- B32B37/025—Transfer laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/02—Homopolymers or copolymers of unsaturated alcohols
- C08L29/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D129/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Coating compositions based on hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Coating compositions based on derivatives of such polymers
- C09D129/02—Homopolymers or copolymers of unsaturated alcohols
- C09D129/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/716—Degradable
- B32B2307/7166—Water-soluble, water-dispersible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2329/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2329/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2329/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2339/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a single or double bond to nitrogen or by a heterocyclic ring containing nitrogen; Derivatives of such polymers
- C08J2339/04—Homopolymers or copolymers of monomers containing heterocyclic rings having nitrogen as ring member
- C08J2339/06—Homopolymers or copolymers of N-vinyl-pyrrolidones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2433/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2433/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters
- C08J2433/06—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters of esters containing only carbon, hydrogen, and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C08J2433/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2475/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
Definitions
- the present invention relates to a transfer sheet for forming an uneven shape suitable for forming a coating layer having irregularities on the surface of an aircraft body or the surface of an automobile body, a method for manufacturing the transfer sheet for forming the uneven shape, and a method for forming the uneven shape. Regarding.
- Patent Document 1 when forming an uneven shape on the surface of an aircraft body by using such a transfer sheet, a large device is not required, and a precise shape can be formed accurately even on a curved surface. Although it has an advantage, it is desired to shorten the washing work time required for washing with water.
- an object of the present invention is to shorten the washing work time in the step of forming the water-insoluble resin layer having an uneven shape on the transferred body, and further in the step of manufacturing the transfer sheet. It is an object of the present invention to provide a transfer sheet for forming an uneven shape capable of preventing cracking, a method for manufacturing such a transfer sheet for forming an uneven shape, and a method for forming the uneven shape.
- the transfer sheet for forming an uneven shape according to the present invention is made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C.
- a water-soluble resin layer having irregularities on its first surface and a water-insoluble resin layer laminated on the first surface are provided.
- the transfer sheet is attached to the surface of the transferred body, the surface is washed with water to remove the water-soluble resin layer, and the surface is water-insoluble.
- the uneven shape made of the resin layer is exposed.
- the water-soluble resin layer has a dissolution time of 0.2 seconds / ⁇ m or more in distilled water at 25 ° C.
- the water washing work time at the time of washing with water can be shortened.
- the water-soluble resin has a dissolution time of 1.0 second / ⁇ m or less in distilled water at 25 ° C., cracking in the process of manufacturing the transfer sheet can be prevented.
- the water-soluble resin contains polyvinyl alcohol and polyvinylpyrrolidone, and the total mass of polyvinyl alcohol and polyvinylpyrrolidone is 40% by mass or more with respect to the total amount of the water-soluble resin. It is preferably less than 100% by mass, more preferably 50% by mass or more and 98% by mass or less. This is because if it is less than 40% by mass, the film strength at room temperature is lowered and the unevenness workability is lowered. This is because if it is 100% by mass, the film strength at the time of heating decreases.
- the water-soluble resin preferably has a degree of polymerization of polyvinyl alcohol of 250 or more and 1000 or less, and more preferably 300 or more and 800 or less. This is because if the degree of polymerization of polyvinyl alcohol is less than 250, the hygroscopicity at room temperature will increase. This is because if the degree of polymerization of polyvinyl alcohol exceeds 1000, the solubility is lowered.
- the degree of polymerization of polyvinylpyrrolidone is preferably 100 or more and 2000 or less, and more preferably 200 or more and 1000 or less. This is because if the degree of polymerization of polyvinylpyrrolidone is less than 100, the hygroscopicity at room temperature will increase. This is because when the degree of polymerization of polyvinylpyrrolidone exceeds 2000, the solubility is lowered and the unevenness processability is lowered.
- the water-soluble resin preferably has a mass ratio of polyvinyl alcohol and polyvinylpyrrolidone in the range of 80:20 to 20:80, and is preferably 70:30 to 30:70. It is more preferable that it is in the range of. This is because if the mass ratio of polyvinyl alcohol is large, the solubility decreases. This is because if the mass ratio of polyvinylpyrrolidone is large, the hygroscopicity increases.
- the water-soluble resin preferably has a saponification degree of polyvinyl alcohol of 70% or more and 99% or less, and more preferably 80% or more and 90% or less. This is because if the saponification degree is lower than 70%, the strength of the film becomes weak and the uneven shape cannot be maintained. This is because when the saponification degree exceeds 99%, the solubility is low, that is, it becomes difficult to dissolve.
- the water-soluble resin layer preferably contains a latex or a plasticizer.
- the uneven shape is accurately transferred to the first surface of the water-soluble resin layer when the uneven shape is processed using a heated uneven roller. be able to.
- the water-soluble resin layer preferably contains latex in an amount of 2% by mass or more and 50% by mass or less, and contains latex in an amount of 5% by mass or more and 40% by mass or less. Is preferable. This is because if the latex is contained in an amount of less than 2% by mass, the film strength decreases when heated. This is because if the latex is contained in an amount of more than 50% by mass, the film strength at room temperature is lowered and the unevenness workability is lowered.
- the plasticizer contained in the water-soluble resin layer is typically a highly boiling alcohol, and may have a smaller content than the latex.
- the water-soluble resin layer preferably contains a plasticizer in an amount of 2% by mass or more and 10% by mass or less, and contains a plasticizer in an amount of 3% by mass or more and 8% by mass or less. It is preferable to do so. This is because if the plasticizer is contained in an amount of less than 2% by mass, the film strength decreases during heating. This is because if the plasticizer is contained in an amount of more than 10% by mass, the film strength at room temperature is lowered and the unevenness workability is lowered.
- the transfer sheet for forming an uneven shape according to the present invention is preferably a long sheet wound into a roll shape. This reduces the bulk and facilitates transportation and storage. In addition, the exposed area of the transfer sheet for forming the uneven shape is reduced, and moisture is less likely to be absorbed inside the sheet than on the surface of the sheet.
- the transfer sheet for forming an uneven shape according to the present invention includes a support layer laminated on the opposite surface of the first surface of the water-soluble resin layer, and is between the support layer and the water-soluble resin layer.
- the peel peeling force is preferably 2 g / cm or more and 70 g / cm or less. If the peel peeling force is less than 2 g / cm, it will peel off during handling, and if the peel peeling force exceeds 70 g / cm, it cannot be easily removed before the washing operation.
- the transfer sheet for forming an uneven shape according to the present invention is provided with a sliding layer on the opposite surface of the support layer in contact with the water-insoluble resin layer.
- the transfer sheet for forming an uneven shape according to the present invention may include an adhesive layer laminated on the surface side of the water-insoluble resin layer opposite to the surface facing the first surface of the water-soluble resin layer. As a result, the working time can be further shortened.
- the water-insoluble resin layer is formed by a coating liquid dissolved in a solvent, typically a coating material. By using the coating liquid, it becomes easy to adjust the penetrability of the water-soluble resin into the unevenness on the first surface depending on the resin composition, viscosity, and coating method.
- the water-insoluble resin layer is preferably made of polyurethane or acrylic resin.
- the water-insoluble resin layer is preferably made of a resin obtained by curing an ultraviolet curable resin composition.
- a resin obtained by curing the ultraviolet curable resin composition the viscosity can be easily adjusted and the uneven shape can be transferred with higher accuracy.
- the strength of the uneven shape can be ensured.
- the method for producing a transfer sheet for forming an uneven shape comprises a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C.
- the present invention includes a step of preparing a water-soluble resin layer having irregularities on the surface and a step of forming a water-insoluble resin layer on the first surface.
- the water-insoluble resin layer may be formed on the transferred body, and then the water-insoluble resin layer may be formed on the first surface.
- a roll-shaped water-soluble resin sheet constituting the water-soluble resin layer is used in the step of preparing the water-soluble resin layer having the unevenness on the first surface. It is preferable to include a step of feeding out and a step of transferring the unevenness to the first surface of the sent out water-soluble resin sheet by using a heated uneven roller.
- the method for producing a transfer sheet for forming an uneven shape according to the present invention may further include a step of forming a water-insoluble resin layer on the first surface and then winding the transfer sheet for forming an uneven shape in a roll shape. preferable.
- the water-insoluble resin layer is made of a coating material, and the step of forming the water-insoluble resin layer on the first surface is described on the first surface.
- a step of laminating the coating liquid of the coating material and a step of drying the coating liquid to form the coating material layer on the first surface of the water-soluble resin layer may be provided.
- the water-insoluble resin layer is made of a resin obtained by curing an ultraviolet curable resin composition
- the step of forming the water-insoluble resin layer on the first surface is The step of laminating the coating liquid of the ultraviolet resin composition on the first surface and the curing of the coating liquid to form a resin obtained by curing the ultraviolet curable resin composition on the first surface of the water-soluble resin layer. It may be provided with a step of performing.
- the method for forming an uneven shape according to the present invention includes a step of attaching the water-insoluble resin layer side of any of the above-mentioned transfer sheets for forming an uneven shape to the surface of the transferred body, and the unevenness attached to the surface of the transferred body.
- the present invention it is possible to shorten the washing work time in the step of forming the water-insoluble resin layer having an uneven shape on the transferred body, and further prevent cracking in the step of manufacturing the transfer sheet. ..
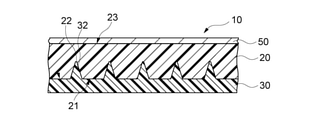
- FIG. 1 is a cross-sectional view of a transfer sheet for forming an uneven shape according to an embodiment of the present invention.
- the transfer sheet 10 for forming an uneven shape has a water-soluble resin layer 20 and a water-insoluble resin layer 30.
- the uneven shape forming transfer sheet 10 is used, for example, to form a water-insoluble resin layer 30 made of a coating material that functions as a riblet on the surface of an aircraft body or an automobile body.
- the use of the transfer sheet for forming an uneven shape according to the present invention is not limited as long as it is used not only for forming riblets but also for forming an uneven shape.
- ⁇ Water-soluble resin layer >>
- the water-soluble resin layer 20 is made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C., and has irregularities 22 on the first surface 21. It is more preferable that the water-soluble resin has a dissolution time of 0.5 seconds / ⁇ m or more and 0.6 seconds / ⁇ m or less in distilled water at 25 ° C.
- the dissolution time is the dissolution time per unit film thickness of the water-soluble resin layer. After measuring the thickness of the 2 cm square water-soluble resin layer fixed to the jig, put 800 ml of distilled water in a 1 L beaker and immerse the jig in a stirrer (600 rpm) while maintaining 25 ° C. The time from the time to dissolution was measured.
- the dissolution here is a state in which insoluble fine particles having a diameter of 1 mm or less are formed.
- the water-soluble resin polyvinyl alcohol, polyvinylpyrrolidone and / or gelatin and the like can be used, and among these, polyvinyl alcohol and polyvinylpyrrolidone are preferable.
- the water-soluble resin has a total mass of polyvinyl alcohol and polyvinylpyrrolidone of 40% by mass or more and less than 100% by mass.
- the water-soluble resin preferably has a total mass of polyvinyl alcohol and polyvinylpyrrolidone of 50% by mass or more and 98% by mass or less.
- the water-soluble resin has a degree of polymerization of polyvinyl alcohol of 250 or more and 1000 or less, and a degree of polymerization of polyvinylpyrrolidone of 100 or more and 2000 or less.
- the mass ratio of polyvinyl alcohol and polyvinylpyrrolidone in the water-soluble resin is in the range of 80:20 to 20:80.
- the water-soluble resin is more preferably in the mass ratio of polyvinyl alcohol to polyvinylpyrrolidone in the range of 70:30 to 30:70.
- the water-soluble resin includes latex (styrene / butadiene-based latex, acrylate-based latex), plasticizer (glycerin, diglycerin, trimethylolpropane, polyethylene glycol), and other highly water-soluble resins.
- Molecules (unmodified PVA resin, modified PVA resin other than anionic group, polyacrylic acid sodium, polyethylene oxide, polyvinylpyrrolidone, dextrin, chitosan, chitin, methylcellulose, hydroxyethylcellulose, etc.), fragrance, rust preventive, colorant It is also possible to contain a bulking agent, a defoaming agent, an ultraviolet absorber and the like.
- the water-soluble resin layer 20 contains a latex or a plasticizer. This makes it possible to prevent the occurrence of cracks during the processing of the uneven shape.
- the water-soluble resin layer 20 preferably contains tex in an amount of 2% by mass or more and 50% by mass or less, and preferably contains latex in an amount of 5% by mass or more and 40% by mass or less.
- the water-soluble resin layer 20 may contain a plasticizer instead of latex.
- the plasticizer is typically a high boiling alcohol and may have a lower content than latex.
- the water-soluble resin layer 20 preferably contains a plasticizer in an amount of 2% by mass or more and 10% by mass or less, and preferably contains a plasticizer in an amount of 3% by mass or more and 8% by mass or less.
- the water-soluble resin layer 20 is preferably thicker than the height of the peaks of the unevenness 22.
- the water-soluble resin layer 20 has a thickness of 50 ⁇ m or more and 250 ⁇ m or less, more preferably 80 ⁇ m or more and 200 ⁇ m or less, and at this time, the height of the ridges of the uneven 22 is 10 ⁇ m or more and 150 ⁇ m or less. be. If the thickness of the water-soluble resin layer is less than 50 ⁇ m, accurate recesses may not be formed, and if it exceeds 200 ⁇ m, the time for washing and removing the water-soluble resin sheet may become too long.
- the water-soluble resin layer 20 may be provided with the support layer 50 on the surface 23 opposite to the first surface 21 on which the water-insoluble resin layer 30 is laminated, as shown in FIG.
- the support layer 50 a known resin film, paper, coated paper, or the like can be used. This makes it possible to prevent dimensional deformation of the water-soluble resin and prevent scratches.
- the thickness of the support layer 50 is preferably 20 ⁇ m or more and 200 ⁇ m or less.
- the support layer 50 may be subjected to a surface treatment (not shown) for adjusting the adhesive force between the support layer 50 and the water-soluble resin layer 20.
- a surface treatment corona treatment, primer treatment, adhesive treatment, anchor treatment and the like can be used.
- the peel peeling force between the support layer and the water-soluble resin layer is 2 g / cmm or more and 70 g / cm or less, and more preferably 20 g / cmm or more and 50 g / cm or less.
- ⁇ Sliding layer of support of water-soluble resin layer >> Further, when the support layer 50 is a resin film, a layer (shown) for improving slippage is required on the surface of the support layer 50 opposite to the water-soluble resin layer 20. It may be provided.
- the layer may be coated with a coating liquid such as an acrylic polymer containing fine particles to a thickness of 2 to 30 ⁇ m, or may be coated with paper or coated paper.
- Water-insoluble resin layer 30 is laminated on the first surface 21 of the water-soluble resin layer 20.
- the water-insoluble resin constituting the water-insoluble resin layer 30 include alkyd resin-based, aminoalkido resin-based, acrylic resin-based, acrylic-urethane resin-based, polyurethane resin-based, epoxy resin-based, rubber chloride-based, olefin resin-based, and ultraviolet rays.
- Curable type, silicone resin type, electron beam curable type, silicon resin type, petroleum type, vinyl resin type, phenol resin type, fluororesin type, polyester resin type, melamine resin type, lacquer type and the like can be used.
- the water-insoluble resin layer 30 includes a polyhedral oligosilsesquioxane (POSS) -modified polyurethane, or a shape memory containing polyurethane, silicone, epoxy, polysulfide, ethylene propylene diene, fluorosilicone, and fluoroelastomer.
- PES polyhedral oligosilsesquioxane
- shape memory containing polyurethane, silicone, epoxy, polysulfide, ethylene propylene diene, fluorosilicone, and fluoroelastomer.
- the polyurethane resin is a reaction product of a polyol having a plurality of hydroxyl groups and a polyisocyanate.
- the polyol include polyester polyols, acrylic polyols, epoxy polyols, polyether polyols, hydroxyl group-terminated polybutadienes, polyolefin polyols, polycarbonate polyols, hydroxyl group-containing silicone resins and the like.
- the polyol preferably contains a hydroxyl value of about 200 to 800 mgKOH / g.
- isocyanates examples include 1,6-hexamethylene diisocyanate, cyclobutane-1,3-diisocyanate, cyclohexane-1,3 diisocyanate, isophorone diisocyanate (IPDI), isocyanatomethyloctylene diisocyanate (TTI), and 2,4-hexahydrotoluisocyanate.
- IPDI isophorone diisocyanate
- TTI isocyanatomethyloctylene diisocyanate
- 2,4-hexahydrotoluisocyanate examples include 1,6-hexamethylene diisocyanate, cyclobutane-1,3-diisocyanate, cyclohexane-1,3 diisocyanate, isophorone diisocyanate (IPDI), isocyanatomethyloctylene diisocyanate (TTI), and 2,4-hexahydrotoluisocyanate.
- Aromatic isocyanates such as isocyanate (H6TDI), hexahydro-1,3-phenylenediisocyanate, perhydro2,4'-diphenylmethane diisocyanate (H12MDI), 2-methylpentamethylene diisocyanate (MPDI), tetramethylxylylene diisocyanate (TXMDI) ,
- H6TDI isocyanate
- H12MDI hexahydro-1,3-phenylenediisocyanate
- MPDI 2-methylpentamethylene diisocyanate
- TXMDI tetramethylxylylene diisocyanate
- An aliphatic isocyanate and an alicyclic isocyanate can be used.
- aliphatic isocyanates are particularly preferable from the viewpoint of durability and mechanical properties of the resin.
- the molecular weight of the polyurethane resin is preferably about 1500 to 150,000, more preferably about 2000 to 120,000
- an acrylic monomer such as methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, 2 ethylhexyl acrylate, methoxyethylene glucol acrylate, and ethoxyethylene glucol acrylate is radically used. It is a polymerized resin. If necessary, the acrylic resin of the present invention may be copolymerized with 2-hydroxy (meth) acrylate, (meth) acrylic acid, glycidyl (meth) acrylate, or the like to introduce a hydroxyl group, a carboxyl group, an epoxy group, or the like. ..
- the molecular weight of the alkyl resin is preferably about 1500 to 150,000, more preferably about 2000 to 120,000.
- the ultraviolet curable resin composition is a composition that is cured by ultraviolet rays to form a hydrophobic polymer, and is a composition containing a curable monomer, a curable oligomer, a photopolymerization initiator, and if necessary, a sensitizer and a solvent. be.
- the viscosity of the ultraviolet curable resin composition is 20 mPa ⁇ s or more and 1000 mPa ⁇ s or less, more preferably 50 mPa ⁇ s or more and 800 mPa ⁇ s or less. If the viscosity is less than 20 mPa ⁇ s, it may be difficult to stack the liquid UV curable resin composition, and if it exceeds 1000 mPa ⁇ s, the liquid UV curable resin composition sufficiently penetrates into the recesses of the water-soluble resin sheet. It may not be possible.
- Curable monomers and oligomers are monomers or oligomers having functional groups that can be polymerized by radicals or acids generated by the initiator.
- a functional group include a vinyl group, a (meth) acryloyloxy group, a vinyloxy group, an epoxy group and the like, and among these, the (meth) acryloyloxy group is particularly preferable.
- these are polyethylene glycol diacrylate, propoxylated ethoxylated bisphenol A diacrylate (about 600 mPa ⁇ s), 1,10-decanediol diacrylate (about 10 mPa ⁇ s), and pentaerythritol triacrylate (about 800 mPa ⁇ s).
- Ethenylated bisphenol A dimethacrylate (about 500 mPa ⁇ s), tripropylene glycol diacrylate (about 10 mPa ⁇ s), polyethylene glycol # 400 dimethacrylate (about 35 mPa ⁇ s), 2-hydroxy-3-acryloyloxypropyl methacrylate (Approximately 45 mPa ⁇ s), Polyethylene Glycol # 200 Diacrylate (Approximately 20 mPa ⁇ s), Pentaerythritol Tetraacrylate Eethoxylated (Approximately 350 mPa ⁇ s), ethoxyglycerin Triacrylate (Approximately 200 mPa ⁇ s), Bisphenol A Diacrylate Eethoxylated (Approximately 1100 mPa ⁇ s), ethoxylated isocyanuric acid triacrylate (about 1000 mPa ⁇ s), and the like. These may be used alone or in combination of two or more.
- photopolymerization initiators can be used, and examples thereof include benzoin compounds, benzophenone compounds, acylphosphine oxide compounds, iodonium salt compounds, and sulfonium salt compounds.
- a known photosensitizer such as a xanthone compound or an anthracene compound may be used in combination, if necessary.
- a filler such as silica, a reactive diluent such as ethyl methacrylate or butyl methacrylate, an ultraviolet absorber, an antistatic agent and the like may be added to the ultraviolet curable resin composition, if necessary.
- these resins are laminated on the first surface 21 of the water-soluble resin layer 20 as a coating liquid (coating material) in which these resins are dissolved in a solvent.
- a solvent known solvents such as toluene, xylene, methyl ethyl ketone, methyl isobutyl ketone, ethyl acetate, butyl acetate and acetone can be used.
- the above-mentioned resin may be in the form of latex to prepare a coating liquid in which water is dispersed twice.
- cross-linking agent for the coating liquid of the present invention.
- the cross-linking agent known ones such as isocyanate-based, epoxy-based, and oxazoline-based can be used, but isocyanate-based cross-linking agents are preferable from the viewpoint of reactivity.
- isocyanate-based cross-linking agent those described in the above-mentioned urethane resin can be used.
- a known surfactant can be added to the coating liquid of the present invention, if necessary.
- the solid content concentration of the coating liquid of the present invention is not particularly limited, but is preferably about 5% by mass to 80% by mass.
- the viscosity of the coating liquid of the present invention is not particularly limited, but is preferably in the range of about 10 mP ⁇ s to 150 mP ⁇ s.
- the water-insoluble resin layer 30 is formed by applying a coating liquid containing a water-insoluble resin and then drying it so that the water-soluble resin layer 20 has a second surface 31 facing the first surface 21 of the water-soluble resin layer 20. It has an unevenness 32 corresponding to the unevenness 22 of the surface 21 of 1.
- the thickness of the water-insoluble resin layer 30 excluding the unevenness 32 is typically 5 ⁇ m to 70 ⁇ m.
- the height of the unevenness 32 of the water-insoluble resin layer 30 is typically 10 ⁇ m or more and 150 ⁇ m or less , more preferably 20 ⁇ m or more and 120 ⁇ m or less.
- the spacing between the irregularities is typically 10 ⁇ m or more and 400 ⁇ m or less, more preferably 20 ⁇ m or more and 300 ⁇ m or less.
- the width of the tip of the mountain of the unevenness 32 is preferably 0 ⁇ m or more and 40 ⁇ m or less, more preferably 0 ⁇ m or more and 30 ⁇ m or less.
- the shape of the mountain of the unevenness 32 is typically a triangle having an apex angle of 20 ° or more and 45 ° or less.
- the shape of the mountain of the unevenness 32 may be another shape.
- the shape of the unevenness 32 is determined by the shape of the unevenness 22 of the water-soluble resin layer 20.
- Adhesive layer >> If necessary, the water-insoluble resin layer 30 may be provided with an adhesive layer 60 on the opposite surface of the water-insoluble resin layer 30 on the water-soluble resin layer 20 side, as shown in FIG.
- the adhesive for the adhesive layer 60 known ones such as acrylic, rubber, and silicone can be used.
- the thickness of the adhesive layer 60 is preferably about 10 ⁇ m to 30 ⁇ m. It is preferable to attach a release film (not shown) to the opposite surface of the adhesive layer 60 on the water-insoluble resin layer 30 side.
- the base material 70 may be provided on the opposite surface of the water-insoluble resin layer 30 on the water-soluble resin layer 20 side.
- the base material 70 is not particularly limited as long as it is flexible.
- a known polymer sheet such as polyester or polyolefin can be used. Among them, holiethylene terephthalate is preferable in terms of strength and cost.
- the thickness of the base material 70 is not particularly limited, and for example, one having a thickness of about 20 ⁇ m to 100 ⁇ m can be used.
- both surfaces of the base material 70 may be subjected to surface treatment such as corona treatment or flame treatment, or may be provided with an undercoat layer such as acrylic or urethane.
- the base material 70 may be further provided with a decorative layer, a colored layer, or the like, or may be provided with a symbol, an identification mark, or the like, if necessary.
- an adhesive layer 80 may be provided on the opposite surface of the surface on which the water-insoluble resin layer 30 of the base material 70 is laminated.
- the adhesive layer 80 known ones such as acrylic, rubber, and silicone can be used.
- the thickness of the adhesive layer 80 is preferably about 10 ⁇ m to 30 ⁇ m. It is preferable to attach a release film (not shown) to the opposite surface of the base material 70 of the adhesive layer 80.
- FIG. 3 is an explanatory diagram showing a process of manufacturing the transfer sheet 10 for forming an uneven shape.
- a supply roll 1 is prepared in which a water-soluble resin sheet 2 made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C. is rolled.
- the method for producing the water-soluble resin sheet 2 is not particularly limited, but it can be produced, for example, by applying an aqueous solution containing polyvinyl alcohol on the support layer 50 and then drying it.
- the coating method is not particularly limited, and known methods such as a slide coater, a gravure coater, and a curtain coater can be used.
- the water-soluble resin sheet 2 may be composed of one layer or two or more layers.
- two sets of water-soluble resin sheet supports coated with an aqueous solution containing polyvinyl alcohol and then dried are prepared, and the respective coating layers are bonded to each other with a polyvinyl alcohol-based adhesive, and then the water-soluble resin sheet support is supported. May be formed by a method of peeling.
- the water-soluble resin sheet may be one in which the water-soluble resin sheet support is peeled off, or may be one having a water-soluble resin sheet support on one surface.
- the support layer 50 may be provided with a surface treatment (not shown) for adjusting the adhesive force between the support layer 50 and the water-soluble resin layer 20.
- a surface treatment corona treatment, primer treatment, adhesive treatment, anchor treatment and the like can be used.
- the peel peeling force between the support layer and the water-soluble resin layer is 2 g / cm or more and 70 or less, more preferably 20 g / cm or more and 50 g / cm or less. Sometimes it does not peel off.
- a layer (not shown) for improving slippage may be provided on the surface of the support layer 50 opposite to the water-soluble resin layer 20 and if necessary, and may be provided in advance. It may be left as it is, or the transfer sheet 10 for forming the uneven shape may be provided after manufacturing.
- ⁇ Processing method of concave part The water-soluble resin sheet 2 sent out from the supply roll 1 is run between the heating uneven roller 3 and the pressure roller 4. As a result, the unevenness formed on the surface of the heated uneven roller 3 is formed on the first surface of the water-soluble resin sheet 2.
- the water-soluble resin sheet 2 on which the unevenness is formed constitutes the water-soluble resin layer 20 shown in FIG.
- a water-soluble resin layer 20 made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more and 1.0 seconds / ⁇ m or less in distilled water at 25 ° C. and having irregularities on the first surface is prepared.
- the water-soluble resin layer 20 contains a latex or a plasticizer, and the water-soluble resin layer 20 has a dissolution time of 1.0 / ⁇ m or less in distilled water at 25 ° C. Since it is made of a sex resin, when the uneven shape is formed by using the heated uneven roller 3, the uneven shape can be transferred with high accuracy.
- a coating liquid (coating material) in which a water-insoluble resin is dissolved in a solvent will be described as an example.
- the coating material 6 is supplied from the coating material feeder 5 to the first surface of the water-soluble resin sheet 2 on which the unevenness is formed, and the coating material 6 is applied to the first surface.
- the coating material 6 applied to the first surface of the water-soluble resin sheet 2 constitutes the water-insoluble resin layer 30 shown in FIG. That is, the coating liquid is applied to the first surface.
- the coating method is not particularly limited, and known methods such as a bar coater, a slide coater, a gravure coater, a curtain coater, and a die coater can be used.
- the wet coating amount of the water-insoluble resin is preferably about 10 g / m 2 or more and 200 g / m 2 or less.
- the conditions for drying the coating liquid there are no particular restrictions on the conditions for drying the coating liquid, and a method of naturally drying at room temperature, a method of heating and drying at about 40 ° C to 150 ° C, etc. can be used. Further, in order to promote the reaction of the cross-linking agent after drying, it is also preferable to heat-treat at a temperature of about 40 ° C. to 80 ° C. for about 2 hours to 24 hours.
- the water-soluble resin sheet 2 coated with the coating material 6 is heated at 80 to 120 ° C. for 2 to 30 minutes by the heating device 7. This heating volatilizes the solvent of the coating material 6, dries it, and cures it.
- the transfer sheet 10 for forming an uneven shape, in which the water-soluble resin layer 20 and the water-insoluble resin layer 30 are laminated, as shown in FIG. 1, is manufactured. That is, the water-insoluble resin layer 30 is formed on the first surface of the water-soluble resin layer 20.
- a protective sheet (not shown) or the like may be attached to the water-insoluble resin layer 30.
- the cured layer is formed by the above-mentioned heating, but when the water-insoluble resin layer is an ultraviolet curable resin composition, the ultraviolet curable resin composition is cured by ultraviolet irradiation. To form a hardened layer. Since the method of forming the cured layer by irradiating with ultraviolet rays does not require heating at a high temperature for a long time, the transfer sheet for forming the uneven shape is not damaged by heat.
- the ultraviolet curable resin composition according to the present invention may be cured by irradiating ultraviolet rays from the ultraviolet curable resin composition side, or may be cured by irradiating ultraviolet rays from the water-soluble resin sheet side.
- the base material 70 When the base material 70 is provided, by irradiating the base material with ultraviolet rays from the water-soluble resin sheet side, the base material side does not need to be transparent so that the ultraviolet rays can be transmitted, and the base material can be colored or the base material is opaque. Layers can be freely laminated. Further, when the base material 70 is provided, the ultraviolet curable resin composition may be applied to the first surface of the water-soluble resin layer 20, and the base material 70 may be further laminated and then irradiated with ultraviolet rays.
- the ultraviolet curable resin composition may be applied to the material 70, and the first surface of the water-soluble resin layer 20 may be laminated therewith and then irradiated with ultraviolet rays.
- a xenon lamp, a mercury lamp, a metal halide lamp, an ultraviolet LED lamp, or the like can be used as the light source.
- the irradiation energy depends on the type of the polymerization initiator and the ultraviolet curable resin composition, but is preferably about 10 to 10000 mJ / cm 2 .
- heat treatment may be performed if necessary.
- the heating temperature and time are preferably about 100 ° C. to 200 ° C., 10 minutes to 120 minutes. By this heating, the curing of the ultraviolet curable resin composition further progresses, and the strength of the water-insoluble resin layer 30 is improved.
- the transfer sheet 10 for forming an uneven shape which is a water-soluble resin sheet 2 on which the coating material 6 is cured, is wound into a roll.
- the bulk of the transfer sheet 10 for forming the uneven shape is reduced, and the transfer and storage become easier. Further, the exposed area of the transfer sheet 10 for forming the uneven shape is reduced, and it becomes difficult for moisture to be absorbed into the inside of the sheet from the surface of the sheet.
- the water-soluble resin layer 20 is made of a water-soluble resin having a dissolution time of 1.0 / ⁇ m or less in distilled water at 25 ° C., the shape of the water-soluble resin layer may be deformed during the above-mentioned transportation and storage. Is gone.
- the adhesive layer 60 may be provided on the opposite surface of the water-insoluble resin layer 30 of the transfer sheet 10 for forming the uneven shape, which is in contact with the water-soluble resin layer.
- the method for laminating the adhesive layer is not particularly limited, but for example, after applying an adhesive on a hydrophobic polymer sheet, it is heated and cured at 80 to 150 ° C. for 1 to 30 minutes and then bonded to the water-insoluble resin layer 30. It may be laminated by a method of allowing it to be laminated, or it may be formed by a method of directly coating it on the water-insoluble resin layer 30.
- FIG. 7 is a diagram showing an example of a process of forming an uneven shape on a transferred body by using a transfer sheet 10 for forming an uneven shape.
- the coating material 41 is applied to the surface of the transferred body 40 (FIG. 7 (a)). It is preferable to use the same material as the water-insoluble resin layer 30 of the transfer sheet 10 for forming the uneven shape as the coating material 41. However, the present invention is not limited to using the same material as the water-insoluble resin layer 30 for the coating material 41.
- the coating material 41 include alkyd resin-based, aminoalkido resin-based, acrylic resin-based, acrylic-urethane resin-based, polyurethane resin-based, epoxy resin-based, rubber chloride-based, olefin resin-based, ultraviolet curable-based, silicone resin-based, and electrons.
- Wire-curing type silicon resin type, petroleum type, vinyl resin type, phenol resin type, fluororesin type, polyester resin type, melamine resin type, lacquer type and the like can be used.
- a primer paint or the like may be used as the coating material 41.
- the transfer sheet 10 for forming an uneven shape is attached to the surface of the transferred body 40 via the coating material 41 (FIG. 7 (b)).
- the transfer sheet 10 for forming the uneven shape is arranged on the surface of the transferred object 40 so that the water-insoluble resin layer 30 of the transfer sheet 10 for forming the uneven shape and the coating material 41 are in contact with each other, and the transfer sheet 10 for forming the uneven shape is water-soluble.
- a transfer sheet 10 for forming an uneven shape is attached to the surface of the transferred body 40 by applying pressure from the sex resin layer 20 side. Typically, the sheet sent out from the uneven shape forming transfer sheet 10 of the roll winding 11 is cut to a predetermined size, and the cut uneven shape forming transfer sheet 10 is attached to the surface of the transferred body 40.
- the water-soluble resin layer 20 of the transfer sheet 10 for forming an uneven shape attached to the surface of the transfer body 40 is removed to leave the water-insoluble resin layer 30 on the surface of the transfer body 40, and the water-insoluble resin layer 30 remains on the surface of the transfer body 40.
- the uneven shape composed of the water-insoluble resin layer 30 is exposed (FIG. 7 (c)).
- the removal of the water-soluble resin layer 20 is typically carried out by washing with water by an operator, that is, by ejecting water from a hose onto the surface of the transfer sheet 10 for forming an uneven shape attached to the surface of the transferred body 40 and water pressure.
- the sex resin layer 20 is removed.
- the water-soluble resin layer 20 is made of a water-soluble resin having a dissolution time of 0.2 seconds / ⁇ m or more in distilled water at 25 ° C., so that it is water-soluble in a shorter time when washed with water.
- the resin layer 20 can be removed.
- the forming method according to the present invention is not limited to the above aspect.
- the coating material 41 is applied to the water-insoluble resin layer 30 of the transfer sheet 10 for forming the uneven shape, and the coating material 41 is applied to the transfer material. Paste on the surface of 40.
- the water-soluble resin layer 20 of the transfer sheet 10 for forming the uneven shape is removed to leave the water-insoluble resin layer 30 on the surface of the transferred body 40, and the water-insoluble resin is left on the surface of the transferred body 40.
- the uneven shape composed of the layer 30 may be exposed.
- the adhesive layer 60 of the transfer sheet 10 for forming an uneven shape is directly applied to the surface of the transferred body 40. paste.
- the water-soluble resin layer 20 of the transfer sheet 10 for forming the uneven shape is removed to leave the water-insoluble resin layer 30 on the surface of the transferred body 40, and the water-insoluble resin is left on the surface of the transferred body 40.
- the uneven shape composed of the layer 30 may be exposed.
- the adhesive layer 80 of the uneven shape forming transfer sheet 10 is directly attached to the surface of the transferred body 40.
- the water-soluble resin layer 20 of the transfer sheet 10 for forming the uneven shape is removed to leave the water-insoluble resin layer 30 on the surface of the transferred body 40, and the surface of the transferred body 40 is left.
- the uneven shape made of the water-insoluble resin layer 30 may be exposed to the surface.
- the water-insoluble resin layer 30 in which the water-insoluble resin layer is made of a coating material has been described as an example, but the insoluble resin layer may be made of polyurethane or acrylic resin, and the water-insoluble resin layer may be made of polyurethane or acrylic resin.
- the ultraviolet curable resin composition may be made of a cured resin.
- the water-soluble resin layer 20 shown in FIGS. 7 to 10 may be provided with a support layer 50 and a layer for improving slippage.
- composition parts of polyvinyl alcohol (PVA) and polyvinylpyrrolidone (PVP) were used as the material of the water-soluble resin sheet constituting the water-soluble resin layer 20 of the transfer sheet 10 for forming the uneven shape.
- Latex was added as the case may be.
- a dye was also added.
- PVA "PVA-117” Kuraray Poval 28-98 Kuraray Co., Ltd. "PVA-205" Kuraray Poval 5-88 Kuraray Co., Ltd. "PVA-217” Kuraray Poval 22-88 Kuraray Co., Ltd.
- PVP "K15” Polyvinylpyrrolidone K15 Tokyo Chemical Industry Co., Ltd. "K30” Polyvinylpyrrolidone K30 Tokyo Chemical Industry Co., Ltd. "K90” Polyvinylpyrrolidone K95 Tokyo Chemical Industry Co., Ltd. Latex: Styrene-butadiene latex "LX407S6" Nippon Zeon Corporation Plasticizer: "Glycerin” Tokyo Kasei Kogyo Co., Ltd. Dye: "Aside Red 18" Tokyo Kasei Kogyo Co., Ltd.
- a water-soluble resin sheet was produced as follows. (1) PVA particles were added to distilled water and heated to 90 ° C. to completely dissolve them, then the solution was cooled to room temperature, and PVP particles and latex were added in order and mixed. Further, a small amount of dye was added to color the solution to prepare an aqueous solution.
- a mold corresponding to a heated concavo-convex roller 3 having an uneven convex portion processed was heated to 130 ° C. in an oven.
- the convex portion is a groove in which 20 isosceles triangles having a height of 50 ⁇ m and an apex angle of 45 degrees are lined up in parallel, and the distance between the grooves is 100 ⁇ m.
- PVA-117 has poor solubility. It is considered that the degree of saponification is high.
- PVA-205 has good solubility in combination with PVP.
- PVA-217 has improved solubility when combined with PVP, but is inferior to “PVA-205".
- PVA "PVA-205" Kuraray Poval 5-88 Kuraray PVP: "K30" Polyvinylpyrrolidone K30 Tokyo Kasei Kogyo Co., Ltd.
- Latex styrene-butadiene latex "LX407S6" ZEON CORPORATION
- a water-soluble resin sheet having a support was manufactured as follows. (1) A biaxially stretched polyethylene terephthalate sheet having a thickness of 50 ⁇ m was prepared as a support for the water-soluble resin sheet, and surface treatment (corona treatment with a treatment strength of 100 W ⁇ min / m 2 ) was carried out on one side.
- a mold (corresponding to a heated uneven roller 3) having a convex portion having an uneven shape was heated to 130 ° C.
- the convex portion is a groove in which 1000 isosceles triangles having a height of 50 ⁇ m and an apex angle of 45 degrees are lined up in parallel, and the distance between the grooves is 100 ⁇ m.
- Example 3 Further, the experimental results in which the water-insoluble resin layer is changed are shown below.
- PVA polyvinyl alcohol
- PVP polyvinylpyrrolidone
- latex styrene-butadiene latex "LX407S6" ZEON CORPORATION Dye: G Tokyo Chemical Industry Co., Ltd.
- a mold corresponding to a heated concavo-convex roller 3 having an uneven convex portion processed was heated to 130 ° C.
- the convex portion is a groove in which 1000 isosceles triangles having a height of 50 ⁇ m and an apex angle of 45 degrees are lined up in parallel, and the distance between the grooves is 100 ⁇ m.
- Example 3A-1 >> 3. 3. The following was used as the water-insoluble resin.
- UV curable resin UV681 Permbond Co., Ltd. (viscosity: 90 mPa ⁇ s)
- the transfer sheet for forming the uneven shape was manufactured as follows.
- the base material was manufactured as follows. (Equivalent to 70 and 80 in Fig. 6)
- One side of a sheet of biaxially stretched polyethylene terephthalate having a thickness of 50 ⁇ m was corona-treated with a treatment intensity of 100 W ⁇ min / m 2 .
- a black striped pattern was formed on this treated surface with ultraviolet curable ink.
- an adhesive sheet with a release film was attached to the opposite surface.
- the above-mentioned ultraviolet curable resin composition was applied to the surface of the base material on which the striped pattern was formed using a doctor blade so as to have a thickness of 200 ⁇ m.
- the water-soluble resin sheet was laminated on this and pressed at a pressure of 0.03 kg / cm 2 for 20 seconds.
- the water-soluble resin sheet was laminated so that the surface on which the recess was formed was in contact with the ultraviolet curable resin composition.
- the ultraviolet curable resin composition was cured with an energy of 500 mJ / cm 2 using a high-pressure mercury lamp to obtain a cured layer.
- the uneven shape was formed as follows.
- a 10 cm ⁇ 10 cm sample was cut out from the transfer sheet for forming the uneven shape created above.
- the release film on the back surface of this sample on the substrate side was peeled off, and a transfer sheet for forming an uneven shape was attached to a duralumin plate via an adhesive layer.
- a plastic spatula was used for bonding.
- the uneven shape was formed by the above process.
- Example 3A-2 was carried out in the same manner as in Example 3A-1 except that the ultraviolet curable resin composition was changed as follows. When the ultraviolet curable resin composition was applied onto the substrate, the end portion was expanded and the thickness of this portion was reduced, but the same good uneven shape as in Example 3A-1 could be obtained.
- -Ultraviolet curable resin composition Viscosity of about 10 mPa ⁇ s 1,10-decanediol diacrylate 80 parts by mass Tripropylene glycol diacrylate 20 parts by mass Photoinitiator Irgacure 907 6 parts by mass
- Example 3A-3 When Example 3A-3 was carried out in the same manner as in Example 3A-1 except that the ultraviolet curable resin composition was changed as follows, a good uneven shape similar to that in Example 3A-1 could be obtained.
- rice field. -Ultraviolet curable resin composition Viscosity of about 35 mPa ⁇ s Polyethylene Glycol # 400 Dimethacrylate 60 parts by mass 2-Hydroxy-3-acryloyloxypropyl methacrylate 30 parts by mass Polyethylene glycol # 200 Diacrylate 10 parts by mass Photoinitiator Irgacure 907 6 parts by mass
- Example 3A-4 When Example 3A-4 was carried out in the same manner as in Example 3A-1 except that the ultraviolet curable resin composition was changed as follows, a good uneven shape similar to that in Example 3A-1 could be obtained.
- rice field. -Ultraviolet curable resin composition Viscosity of about 300 mPa ⁇ s 80 parts by mass of pentaerythritol tetraacrylate ethoxylated ethoxyglycerin triacrylate 20 parts by mass Photoinitiator Irgacure 907 6 parts by mass
- Example 3A-5 When Example 3A-5 was carried out in the same manner as in Example 3A-1 except that the ultraviolet curable resin composition was changed as follows, a good uneven shape similar to that in Example 3A-1 could be obtained. rice field. -UV curable resin composition Viscosity approx. 700 mPa ⁇ s Ethoxybisphenol A dimethacrylate 20 parts by mass Pentaerythritol triacrylate 80 parts by mass Photoinitiator Irgacure 907 6 parts by mass
- Example 3A-6 The same procedure as in Example 3A-1 was carried out except that the ultraviolet curable resin composition was changed as follows and the water-soluble resin sheets were laminated and pressed at a pressure of 0.06 kg / cm 2 for 30 seconds. When Example 3A-6 was carried out, a good uneven shape similar to that of Example 3A-1 could be obtained.
- -Ultraviolet curable resin composition Viscosity of about 1500 mPa ⁇ s 80 parts by mass of ethoxylated bisphenol A diacrylate 10 parts by mass of ethoxylated isocyanuric acid triacrylate 10 parts by mass of dipentaerythritol polyacrylate 10 parts by mass of photoinitiator Irgacure 907 6 parts by mass
- Example 3A-7 A transfer sheet for forming an uneven shape was prepared in the same manner as in Example 3A-1. Next, a paper (sliding layer) having a basis weight of 70 g / m 2 was bonded to the surface of the transfer sheet for forming the uneven shape on the water-soluble resin sheet support side via an adhesive. After that, the uneven shape was formed in the same manner as in Example 1. When the transfer sheet for forming the uneven shape was attached to the duralumin plate, the plastic spatula slipped well and the workability was good. When the formed uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3A-8 Both sides of a biaxially stretched polyethylene terephthalate sheet having a thickness of 50 ⁇ m as a water-soluble resin sheet support were corona-treated with a treatment strength of 100 W ⁇ min / m 2 . The following coating liquid was applied to one of the surfaces so that the dry coating amount was 18 g / m 2 , and dried at 120 ° C. for 20 minutes to form a coating layer (slip layer).
- Example 3A-9 was carried out in the same manner as in Example 3A-1 except that Brilliant Blue was not added to the water-soluble resin sheet. Attention was paid to the fact that it is difficult to visually determine the degree of removal when removing the water-soluble resin sheet by washing with water. When the obtained uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3A-10 The same procedure as in Example 3A-1 was carried out except that the irradiation energy for curing the ultraviolet curable resin composition was 700 mJ / cm 2 and the heat treatment at 110 ° C. after curing was not performed for 20 minutes. Example 3A-10 was carried out. When the obtained uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3A-11 was carried out in the same manner as in Example 3A-1 except that the uneven shape was formed via the water-insoluble resin layer.
- the ultraviolet curable resin composition of Example 3A-1 was laminated on the surface of the water-soluble resin sheet cut out to a size of 10 cm ⁇ 10 cm and formed with recesses to prepare a transfer sheet for forming an uneven shape, and then bonded to a duralumin plate. Then, the ultraviolet curable resin composition was cured with an energy of 500 mJ / cm 2 using a high-pressure mercury lamp. Subsequent operations were carried out in the same manner as in Example 3A-1. When the obtained uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3B-1 The UV curable resin composition was changed to the following polyurethane resin. 3. 3. The following was used as the water-insoluble resin. Aerodur 3002 Clear Coat (AkzoNobel) 4.
- the transfer sheet for forming the uneven shape was prepared as follows. The above-mentioned polyurethane resin is applied to a water-soluble resin layer having irregularities on the first surface to a thickness of 20 ⁇ m using a doctor blade, and cured by natural drying for 12 hours to obtain a cured layer, which is used for forming an uneven shape. A transfer sheet was prepared. 5. The uneven shape was formed as follows. A sample of 10 cm ⁇ 10 cm was cut out from the transfer sheet for forming the uneven shape prepared above.
- Example 3A-1 Using a doctor blade, the above-mentioned polyurethane resin was applied to the surface of this sample on the water-insoluble resin layer side to a thickness of 20 ⁇ m and bonded to a duralumin plate. A plastic spatula was used for bonding. Next, when the water-soluble resin sheet was washed and removed in the same manner as in Example 3A-1, a good uneven shape could be obtained as in Example 3A-1.
- Example 3B-2 When Example 3B-2 was carried out in the same manner as in Example 3B-1 except that the polyurethane resin was changed as follows, a good uneven shape similar to that in Example 3B-1 could be obtained. Aerodur 3001 Base Coat (AkzoNobel)
- Example 3B-3 When Example 3B-3 was carried out in the same manner as in Example 3B-1 except that the polyurethane resin was changed as follows, a good uneven shape similar to that in Example 3B-1 could be obtained.
- Desothane Hard Disk 9008 Bubble Clear Coat (PPG) PPG
- Example 3B-4 This was carried out using the polyurethane resin of Example 3B-1 except that the concave-convex shape was formed through the adhesive layer. 4.
- the transfer sheet for forming the uneven shape was prepared as follows. The above-mentioned polyurethane resin is applied to a water-soluble resin layer having irregularities on the first surface to a thickness of 20 ⁇ m using a doctor blade, and is naturally dried for 12 hours to obtain a water-insoluble resin layer, and then released. An adhesive sheet with a mold film was attached to prepare a transfer sheet for forming an uneven shape. 5.
- the uneven shape was formed as follows. A sample of 10 cm ⁇ 10 cm was cut out from the transfer sheet for forming the uneven shape prepared above.
- the release film on the back surface of this sample on the substrate side was peeled off, and a transfer sheet for forming an uneven shape was attached to a duralumin plate via an adhesive layer.
- a plastic spatula was used for bonding.
- the water-soluble resin sheet support on the surface was peeled off.
- the water-soluble resin sheet on the surface was washed and removed with water. Water washing was performed by spraying tap water on the surface of the water-soluble resin sheet. It was visually confirmed that the water-soluble resin sheet was removed.
- the obtained uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3B-5 A transfer sheet for forming an uneven shape was prepared in the same manner as in Example 3B-4. Next, a paper (sliding layer) having a basis weight of 70 g / m 2 was bonded to the surface of the transfer sheet for forming the uneven shape on the water-soluble resin sheet support side via an adhesive. After that, an uneven shape was formed in the same manner as in Example 3B-4. When the transfer sheet for forming the uneven shape was attached to the duralumin plate, the plastic spatula slipped well and the workability was good. When the formed uneven shape was observed with an optical microscope, the shape of the concave portion was correctly reproduced without any damage such as chipping.
- Example 3B-6 Both sides of a biaxially stretched polyethylene terephthalate sheet having a thickness of 50 ⁇ m as a water-soluble resin sheet support were corona-treated with a treatment strength of 100 W ⁇ min / m 2 . The following coating liquid was applied to one of the surfaces so that the dry coating amount was 18 g / m 2 , and dried at 120 ° C. for 20 minutes to form a coating layer (slip layer).
- the present invention is not limited to the airframe of an aircraft, but can be applied to the transportation system fields such as the body of an automobile, the surface of a hull of a ship, the surface of a screw, a rocket, and a train. Further, it can be applied to sports with high speed such as skiing and sports fields such as swimming, and can also be applied to skis, clothing, swimwear and the like. It is also applicable to pipelines through which fluids flow. It can also be applied to a wind turbine that is a rotating object.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Decoration By Transfer Pictures (AREA)
- Laminated Bodies (AREA)
Abstract
凹凸形状形成用転写シート(10)は、25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなり、その第1の面に凹凸を有する水溶性樹脂層(20)と、前記第1の面に積層された水不溶性樹脂層(30)とを有する。
Description
本発明は、例えば航空機の機体表面や自動車のボディー表面などに凹凸を有するコーティング層を形成するのに好適な凹凸形状形成用転写シート、その凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法に関する。
航空機の機体表面や自動車のボディー表面などに凹凸形状を形成することで、表面を流れる流体の抵抗を低減し、燃費が向上することが知られている。その凹凸形状の一例としては、サメ肌形状やリブレットがある。
本発明者等は、水溶性樹脂層とコーティング材層と積層した転写シートを航空機の機体表面や自動車のボディー表面などに直接貼り付け、その表面を水洗いすることで、その表面にコーティング材層からなる凹凸形状を露出させる技術を提案した(特許文献1参照)。この技術により、被転写体の形状に影響されることなく、被転写体に所望の凹凸形状を転写することができる。
本発明者等は、水溶性樹脂層とコーティング材層と積層した転写シートを航空機の機体表面や自動車のボディー表面などに直接貼り付け、その表面を水洗いすることで、その表面にコーティング材層からなる凹凸形状を露出させる技術を提案した(特許文献1参照)。この技術により、被転写体の形状に影響されることなく、被転写体に所望の凹凸形状を転写することができる。
特許文献1に記載の技術においては、例えば航空機の機体の表面にこのような転写シートを使って凹凸形状を形成する場合、大型装置が不要であり、曲面でも精度よく精密な形状が形成できるという利点があるが、水洗いに要する水洗作業時間を短縮することが要望されている。
以上のような事情に鑑み、本発明の目的は、被転写体に凹凸形状の水不溶性樹脂層を形成する工程での水洗作業時間を短縮することができ、更に当該転写シートを製造する工程での割れを防止することができる凹凸形状形成用転写シート、そのような凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法を提供することにある。
上記目的を達成するため、本発明に係る凹凸形状形成用転写シートは、25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなり、その第1の面に凹凸を有する水溶性樹脂層と、前記第1の面に積層された水不溶性樹脂層とを具備する。
被転写体に凹凸形状の水不溶性樹脂層を形成する工程では、被転写体表面に当該転写シートを貼り付けた後、その表面を水洗いして水溶性樹脂層を除去し、その表面に水不溶性樹脂層からなる凹凸形状を露出させる。本発明では、水溶性樹脂層が25℃の蒸留水に対する溶解時間が0.2秒/μm以上であるので、上記の水洗いの際の水洗作業時間を短縮することができる。一方、水溶性樹脂が25℃の蒸留水に対する溶解時間が1.0秒/μm以下であるので、当該転写シートを製造する工程での割れを防止することができる。
本発明に係る凹凸形状形成用転写シートでは、前記水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンを含有し、ポリビニルアルコールとポリビニルピロリドンとの合計質量が前記水溶性樹脂の全量に対して40質量パーセント以上で100質量パーセント未満であることが好ましく、50質量%以上98質量%以下がより好ましい。40質量%未満であると、常温での膜強度が低下し、凹凸加工性が低下するからである。100質量%であると、加熱時の膜強度が低下するからである。
本発明に係る凹凸形状形成用転写シートでは、前記水溶性樹脂は、ポリビニルアルコールの重合度が250以上で1000以下であることが好ましく、300以上で800以下であることがより好ましい。ポリビニルアルコールの重合度が250未満であると、常温での吸湿性が上がってしまうからである。ポリビニルアルコールの重合度が1000を超えると、溶解性が低下するからである。
本発明に係る凹凸形状形成用転写シートでは、前記水溶性樹脂は、ポリビニルアルコールの重合度が250以上で1000以下であることが好ましく、300以上で800以下であることがより好ましい。ポリビニルアルコールの重合度が250未満であると、常温での吸湿性が上がってしまうからである。ポリビニルアルコールの重合度が1000を超えると、溶解性が低下するからである。
また、前記水溶性樹脂は、ポリビニルピロリドンの重合度が100以上で2000以下であることが好ましく、200以上で1000以下であることがより好ましい。ポリビニルピロリドンの重合度が100未満であると、常温での吸湿性が上がってしまうからである。ポリビニルピロリドンの重合度が2000を超えると、溶解性が低下し、凸凹加工性が低下するからである。
本発明に係る凹凸形状形成用転写シートでは、前記水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンとの質量比が80:20~20:80の範囲にあることが好ましく、70:30~30:70の範囲にあることがより好ましい。ポリビニルアルコールの質量比が多いと、溶解性が低下するからである。ポリビニルピロリドンの質量比が多いと、吸湿性が上がってしまうからである。
本発明に係る凹凸形状形成用転写シートでは、前記水溶性樹脂は、前記ポリビニルアルコールのけん化度が70%以上で99%以下が好ましく、80%以上で90%以下がより好ましい。けん化度が70%より低いと、膜の強度が弱くなり、凸凹の形状が保てなくなるからである。けん化度が99%を超えると、溶解性が低い、すなわち溶けにくくなるからである。
本発明に係る凹凸形状形成用転写シートでは、前記水溶性樹脂層は、ラテックス又は可塑剤を含有することが好ましい。
水溶性樹脂層がラテックス又は可塑剤を含有することで、水溶性樹脂層の第1の面に典型的には加熱凹凸ローラを使って凹凸形状を加工する際に、精度よく凹凸形状を転写することができる。
本発明に係る凹凸形状形成用転写シートでは、前記水溶性樹脂層は、ラテックスを2質量パーセント以上で50質量パーセント以下含有することが好ましく、ラテックスを5質量パーセント以上で40質量パーセント以下含有することが好ましい。ラテックスを2質量パーセント未満含有すると、加熱時に膜強度が低下するからである。ラテックスを50質量パーセントを超えて含有すると、常温での膜強度が低下し、凸凹加工性が低下するからである。
前記水溶性樹脂層に含有される可塑剤は、典型的には高沸騰アルコールであり、前記ラテックスより少ない含有量でよい。本発明に係る凹凸形状形成用転写シートでは、前記水溶性樹脂層は、可塑剤を2質量パーセント以上で10質量パーセント以下含有することが好ましく、可塑剤を3質量パーセント以上で8質量パーセント以下含有することが好ましい。可塑剤を2質量パーセント未満含有すると、加熱時に膜強度が低下するからである。可塑剤を10質量パーセントを超えて含有すると、常温での膜強度が低下し、凸凹加工性が低下するからである。
本発明に係る凹凸形状形成用転写シートは、ロール状に巻き取られた長尺シートであることが好ましい。これにより、嵩が減り、搬送や保管がし易くなる。また、凹凸形状形成用転写シートの露出面積が減り、湿気がシート表面よりシート内部に吸収され難くなる。
本発明に係る凹凸形状形成用転写シートは、前記水溶性樹脂層の前記第1の面の反対面に積層された支持体層を具備し、前記支持体層と前記水溶性樹脂層の間のピール剥離力が2g/cm以上70g/cm以下であることが好ましい。ピール剥離力が2g/cm未満の場合、取扱い時に剥離してしまい、ピール剥離力が70g/cmを超える場合、水洗作業の前に容易に取り除くことができなくなる。
本発明に係る凹凸形状形成用転写シートは、前記支持体層の前記水不溶性樹脂層と接する面の反対面に滑り層を具備することが好ましい。滑り層を有することで、凹凸形状形成用転写シートを被転写体へ貼り付ける際に、ヘラやゴムベラなどを効率よく滑らせることができ、シワや空気だまりの発生を防止できる。
本発明に係る凹凸形状形成用転写シートでは、前記水不溶性樹脂層の前記水溶性樹脂層第1の面と対向する面と反対の面側に積層された粘着層を具備してもよい。これにより、さらなる作業時間を短縮することができる。
本発明に係る凹凸形状形成用転写シートでは、前記水不溶性樹脂層は、溶媒に溶解した塗布液、典型的にはコーティング材により形成したものであることが好ましい。塗布液を用いることで、その樹脂組成や粘性、塗布方法により、水溶性樹脂の第1の面に有する凹凸への入り込み性を調整しやすくなる。
本発明に係る凹凸形状形成用転写シートでは、前記水不溶性樹脂層は、ポリウレタン又はアクリル樹脂からなることが好ましい。ポリウレタン又はアクリル樹脂を用いることで、水不溶性樹脂層の強度及び耐久性を向上させることができ、またコスト化が可能となる。
本発明に係る凹凸形状形成用転写シートでは、前記水不溶性樹脂層は、紫外線硬化樹脂組成物を硬化した樹脂からなることが好ましい。紫外線硬化樹脂組成物を硬化した樹脂を用いることで、粘度調整が容易であり、凹凸形状を更に精度よく転写させることができる。また、凹凸形状の強度を確保できる。
本発明に係る凹凸形状形成用転写シートでは、前記水不溶性樹脂層は、溶媒に溶解した塗布液、典型的にはコーティング材により形成したものであることが好ましい。塗布液を用いることで、その樹脂組成や粘性、塗布方法により、水溶性樹脂の第1の面に有する凹凸への入り込み性を調整しやすくなる。
本発明に係る凹凸形状形成用転写シートでは、前記水不溶性樹脂層は、ポリウレタン又はアクリル樹脂からなることが好ましい。ポリウレタン又はアクリル樹脂を用いることで、水不溶性樹脂層の強度及び耐久性を向上させることができ、またコスト化が可能となる。
本発明に係る凹凸形状形成用転写シートでは、前記水不溶性樹脂層は、紫外線硬化樹脂組成物を硬化した樹脂からなることが好ましい。紫外線硬化樹脂組成物を硬化した樹脂を用いることで、粘度調整が容易であり、凹凸形状を更に精度よく転写させることができる。また、凹凸形状の強度を確保できる。
本発明に係る凹凸形状形成用転写シートの製造方法は、25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなり、第1の面に凹凸を有する水溶性樹脂層を準備する工程と、前記第1の面に水不溶性樹脂層を形成する工程とを具備する。本発明は、被転写体に水不溶性樹脂層を形成し、その後に前記第1の面に水不溶性樹脂層を形成させるようにしてもよい。
本発明に係る凹凸形状形成用転写シートの製造方法では、前記第1の面に凹凸を有する水溶性樹脂層を準備する工程は、前記水溶性樹脂層を構成するロール状の水溶性樹脂シートを送り出す工程と、前記送り出された水溶性樹脂シートの第1の面に加熱凹凸ローラを使って凹凸を転写する工程とを具備することが好ましい。
本発明に係る凹凸形状形成用転写シートの製造方法では、前記第1の面に水不溶性樹脂層を形成した後に、当該凹凸形状形成用転写シートをロール状に巻き取る工程をさらに具備することが好ましい。
本発明に係る凹凸形状形成用転写シートの製造方法では、前記水不溶性樹脂層は、コーティング材からなり、前記第1の面に水不溶性樹脂層を形成する工程は、前記第1の面に前記コーティング材の塗布液を積層する工程と、前記塗布液を乾燥させて前記水溶性樹脂層の第1の面にコーティング材層を形成する工程とを具備してもよい。
本発明に係る凹凸形状形成用転写シートの製造方法では、前記水不溶性樹脂層は、紫外線硬化樹脂組成物を硬化した樹脂からなり、前記第1の面に水不溶性樹脂層を形成する工程は、前記第1の面に前記紫外線樹脂組成物の塗布液を積層する工程と、前記塗布液を硬化させて前記水溶性樹脂層の第1の面に前記紫外線硬化樹脂組成物を硬化した樹脂を形成する工程とを具備してもよい。
本発明に係る凹凸形状形成方法は、前記のいずれかの凹凸形状形成用転写シートの水不溶性樹脂層側を、被転写体表面に貼り付ける工程と、前記被転写体表面に貼り付けた前記凹凸形状形成用転写シートの前記水溶性樹脂層を除去して前記被転写体表面に前記水不溶性樹脂層を残存させ、前記被転写体表面に前記水不溶性樹脂層からなる凹凸形状を露出させる工程とを具備する。
本発明によれば、被転写体に凹凸形状の水不溶性樹脂層を形成する工程での水洗作業時間を短縮することができ、更に当該転写シートを製造する工程での割れを防止することができる。
以下、図面を参照しながら、本発明の実施形態を説明する。
<凹凸形状形成用転写シートの構成>
図1は、本発明の一実施形態に係る凹凸形状形成用転写シートの断面図である。
図1は、本発明の一実施形態に係る凹凸形状形成用転写シートの断面図である。
図1に示すように、凹凸形状形成用転写シート10は、水溶性樹脂層20と、水不溶性樹脂層30とを有する。
凹凸形状形成用転写シート10は、例えば航空機の機体や自動車のボディーの表面にリブレットとして機能するコーティング材からなる水不溶性樹脂層30を形成するために用いられる。ただし、本発明に係る凹凸形状形成用転写シートは、リブレット形成用だけではなく凹凸形状形成用であればその用途は限定されない。
<<水溶性樹脂層>>
水溶性樹脂層20は、25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなり、第1の面21に凹凸22を有する。水溶性樹脂は、25℃の蒸留水に対する溶解時間が0.5秒/μm以上で0.6秒/μm以下であることがより好ましい。
<<水溶性樹脂層>>
水溶性樹脂層20は、25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなり、第1の面21に凹凸22を有する。水溶性樹脂は、25℃の蒸留水に対する溶解時間が0.5秒/μm以上で0.6秒/μm以下であることがより好ましい。
ここでの溶解時間とは、水溶性樹脂層の単位膜厚あたりの溶解時間である。治具に固定した2cm角の水溶性樹脂層の厚みを測定した後、1Lのビーカーに蒸留水800mlを入れ25℃を保ちながらスターラー(600rpm)により攪拌している中へ、治具ごと浸漬させてから溶解するまでの時間を測定した。ここでの溶解とは、直径1mm以下の不溶微粒子となった状態とした。
水溶性樹脂は、ポリビニルアルコール、ポリビニルピロリドン及び/又はゼラチンなどを使用できるが、この中ではポリビニルアルコール、ポリビニルピロリドンが好ましい。さらにポリビニルアルコールとポリビニルピロリドンを併用したものは溶解時間、凹凸加工性、膜強度の点で特に好ましい。
水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンとの合計質量が40質量パーセント以上で100質量パーセント未満である。水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンとの合計質量が50質量パーセント以上で98質量パーセント以下であることがより好ましい。
水溶性樹脂は、ポリビニルアルコール、ポリビニルピロリドン及び/又はゼラチンなどを使用できるが、この中ではポリビニルアルコール、ポリビニルピロリドンが好ましい。さらにポリビニルアルコールとポリビニルピロリドンを併用したものは溶解時間、凹凸加工性、膜強度の点で特に好ましい。
水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンとの合計質量が40質量パーセント以上で100質量パーセント未満である。水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンとの合計質量が50質量パーセント以上で98質量パーセント以下であることがより好ましい。
水溶性樹脂は、ポリビニルアルコールの重合度が250以上で1000以下であり、ポリビニルピロリドンの重合度が100以上で2000以下である。
水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンとの質量比が80:20~20:80の範囲にある。水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンとの質量比が70:30~30:70の範囲にあることがより好ましい。
水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンを含む組成物以外にラテックス(スチレン・ブタジエン系ラテックス、アクリレート系ラテックス)や可塑剤(グリセリン、ジグリセリン、トリメチロールプロパン、ポリエチレングリコール)、他の水溶性高分子(未変性PVA系樹脂、アニオン性基以外の変性PVA系樹脂、ポリアクリル酸ソーダ、ポリエチレンオキサイド、ポリビニルピロリドン、デキストリン、キトサン、キチン、メチルセルロース、ヒドロキシエチルセルロース等)、香料、防錆剤、着色剤、増量剤、消泡剤、紫外線吸収剤等を含有させることも可能である。
水溶性樹脂層20は、ラテックス又は可塑剤を含有する。これにより、凹凸形状加工時の割れの発生を防止することができる。この水溶性樹脂層20は、テックスを2質量パーセント以上で50質量パーセント以下含有することが好ましく、ラテックスを5質量パーセント以上で40質量パーセント以下含有することが好ましい。
水溶性樹脂層20は、ラテックスに代えて可塑剤を含有してもよい。可塑剤は、典型的には高沸騰アルコールであり、ラテックスより少ない含有量でよい。この水溶性樹脂層20は、可塑剤を2質量パーセント以上で10質量パーセント以下含有することが好ましく、可塑剤を3質量パーセント以上で8質量パーセント以下含有することが好ましい。
水溶性樹脂層20は、凹凸22の山の高さよりも厚いことが好ましい。典型的には、水溶性樹脂層20は、厚さ50μm以上で250μm以下、より好ましくは厚さ80μm以上で200μm以下であり、この時凹凸22の山の高さは、10μm以上で150μm以下である。水溶性樹脂層の厚みが50μm未満の場合、正確な凹部が形成できない場合があり、200μmを超えると水溶性樹脂シートの水洗除去の時間が長くなりすぎる場合がある。
<<水溶性樹脂層の支持体>>
水溶性樹脂層20には必要に応じて、図2に示すように、水不溶性樹脂層30を積層する第1の面21の反対側の面23に支持体層50を設けてもよい。支持体層50は公知の樹脂フィルムや紙、コート紙などを用いることができる。これにより、水溶性樹脂の寸法変形を防止したり、傷つきを防止できる。支持体層50の厚さは、20μm以上で200μm以下であることが好ましい。
<<水溶性樹脂層の支持体>>
水溶性樹脂層20には必要に応じて、図2に示すように、水不溶性樹脂層30を積層する第1の面21の反対側の面23に支持体層50を設けてもよい。支持体層50は公知の樹脂フィルムや紙、コート紙などを用いることができる。これにより、水溶性樹脂の寸法変形を防止したり、傷つきを防止できる。支持体層50の厚さは、20μm以上で200μm以下であることが好ましい。
また、その支持体層50には、当該支持体層50と水溶性樹脂層20との接着力を調整するための表面処理(図示せず)を実施してもよい。表面処理としては、コロナ処理、プライマ処理、粘着処理、アンカー処理などを使用できる。該支持体層と該水溶性樹脂層の間のピール剥離力は2g/cmm以上70g/cm以下であり、より好ましくは、20g/cmm以上50g/cm以下である。
<<水溶性樹脂層の支持体の滑り層>>
さらに、支持体層50が樹脂フィルムの場合には、支持体層50の水溶性樹脂層20との対向面の反対側の面には、必要に応じて滑りを改良するための層(図示せず)を設けてもよい。当該層は、例えば微粒子などを含んだアクリル系ポリマーなどの塗布液を厚さ2~30μmで塗布してもよいし、紙やコート紙を貼付けてもよい。
さらに、支持体層50が樹脂フィルムの場合には、支持体層50の水溶性樹脂層20との対向面の反対側の面には、必要に応じて滑りを改良するための層(図示せず)を設けてもよい。当該層は、例えば微粒子などを含んだアクリル系ポリマーなどの塗布液を厚さ2~30μmで塗布してもよいし、紙やコート紙を貼付けてもよい。
<<水不溶性樹脂層>>
水不溶性樹脂層30は、水溶性樹脂層20の第1の面21に積層される。
水不溶性樹脂層30を構成する水不溶性樹脂としては、アルキド樹脂系、アミノアルキド樹脂系、アクリル樹脂系、アクリル-ウレタン樹脂系、ポリウレタン樹脂系、エポキシ樹脂系、塩化ゴム系、オレフィン樹脂系、紫外線硬化系、シリコーン樹脂系、電子線硬化系、珪素樹脂系、石油系、ビニル樹脂系、フェノール樹脂系、フッ素樹脂系、ポリエステル樹脂系、メラミン樹脂系、ラッカー系などを用いることができる。また、水不溶性樹脂層30としては、ポリヘドラルオリゴシルセスキオキサン(POSS)-修飾ポリウレタンや、或いは、ポリウレタン、シリコーン、エポキシ、ポリスルフィド、エチレンプロピレンジエン、フルオロシリコーン、及びフルオロエラストマーを含む形状記憶エラストマーなどを用いることで、変形しなくてよい、という利点が得られる。
水不溶性樹脂層30は、水溶性樹脂層20の第1の面21に積層される。
水不溶性樹脂層30を構成する水不溶性樹脂としては、アルキド樹脂系、アミノアルキド樹脂系、アクリル樹脂系、アクリル-ウレタン樹脂系、ポリウレタン樹脂系、エポキシ樹脂系、塩化ゴム系、オレフィン樹脂系、紫外線硬化系、シリコーン樹脂系、電子線硬化系、珪素樹脂系、石油系、ビニル樹脂系、フェノール樹脂系、フッ素樹脂系、ポリエステル樹脂系、メラミン樹脂系、ラッカー系などを用いることができる。また、水不溶性樹脂層30としては、ポリヘドラルオリゴシルセスキオキサン(POSS)-修飾ポリウレタンや、或いは、ポリウレタン、シリコーン、エポキシ、ポリスルフィド、エチレンプロピレンジエン、フルオロシリコーン、及びフルオロエラストマーを含む形状記憶エラストマーなどを用いることで、変形しなくてよい、という利点が得られる。
この中でも樹脂の強度、耐久性、コストなどの観点からポリウレタン樹脂とアクリル樹脂が特に好ましい。
<<<ポリウレタン、アクリル>>>
ポリウレタン樹脂としては、複数の水酸基を持つポリオールとポリイソシアネートの反応物である。ポリオールとしては、ポリエステルポリオール、アクリルポリオール、エポキシポリオール、ポリエーテルポリオール、水酸基末端ポリブタジエン、ポリオレフィンポリオール、ポリカーボネートポリオール、水酸基含有シリコーン樹脂などを挙げることができる。ポリオールとしては、水酸基価が200~800mgKOH/g程度含むものが好ましい。イソシアネートとしては1,6-ヘキサメチレンジイソシアネート、 シクロブタン-1,3-ジイソシアネート、 シクロヘキサン-1,3ジイソシアネート、 イソホロンジイソシアネート(IPDI)、 イソシアナトメチルオクチレンジイソシアネート(TTI)、 2,4-ヘキサヒドロトルイレンジイソシアネート(H6TDI)、 ヘキサヒドロ-1,3-フェニレンジイソシアネート、 ペルヒドロ2,4'-ジフェニルメタンジイソシアネート(H12MDI)、 2-メチルペンタメチレンジイソシアネート(MPDI)、 テトラメチルキシリレンジイソシアネート(TXMDI)などの芳香族系イソシアネート、脂肪族系イソシアネート、脂環族系イソシアネートを用いることができる。この中でも脂肪族系イソシアネートは耐久性と樹脂の力学特性の観点から特に好ましい。ポリウレタン樹脂の分子量は1500から150000程度、より好ましくは2000から120000程度が好ましい。
<<<ポリウレタン、アクリル>>>
ポリウレタン樹脂としては、複数の水酸基を持つポリオールとポリイソシアネートの反応物である。ポリオールとしては、ポリエステルポリオール、アクリルポリオール、エポキシポリオール、ポリエーテルポリオール、水酸基末端ポリブタジエン、ポリオレフィンポリオール、ポリカーボネートポリオール、水酸基含有シリコーン樹脂などを挙げることができる。ポリオールとしては、水酸基価が200~800mgKOH/g程度含むものが好ましい。イソシアネートとしては1,6-ヘキサメチレンジイソシアネート、 シクロブタン-1,3-ジイソシアネート、 シクロヘキサン-1,3ジイソシアネート、 イソホロンジイソシアネート(IPDI)、 イソシアナトメチルオクチレンジイソシアネート(TTI)、 2,4-ヘキサヒドロトルイレンジイソシアネート(H6TDI)、 ヘキサヒドロ-1,3-フェニレンジイソシアネート、 ペルヒドロ2,4'-ジフェニルメタンジイソシアネート(H12MDI)、 2-メチルペンタメチレンジイソシアネート(MPDI)、 テトラメチルキシリレンジイソシアネート(TXMDI)などの芳香族系イソシアネート、脂肪族系イソシアネート、脂環族系イソシアネートを用いることができる。この中でも脂肪族系イソシアネートは耐久性と樹脂の力学特性の観点から特に好ましい。ポリウレタン樹脂の分子量は1500から150000程度、より好ましくは2000から120000程度が好ましい。
アクリル樹脂としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、2エチルヘキシルアクリレート、メトキシエチレングルコールアクリレート、エトキシエチレングルコールアクリレートなどのアクリルモノマーをラジカル重合した樹脂である。
本発明のアクリル樹脂には必要に応じて2-ヒドロキシ(メタ)アクリレート、(メタ)アクリル酸、グリシジル(メタ)アクリレートなどを共重合して水酸基、カルボキシル基、エポキシ基などを導入してもよい。
アルキル樹脂の分子量は1500から150000程度、より好ましくは2000から120000程度が好ましい。
<<<紫外線硬化樹脂>>>
紫外線硬化樹脂組成物としては、紫外線により硬化して疎水的なポリマーを形成するもので、硬化性モノマー、硬化性オリゴマー、光重合開始剤、必要に応じて増感剤や溶剤を含む組成物である。
本発明のアクリル樹脂には必要に応じて2-ヒドロキシ(メタ)アクリレート、(メタ)アクリル酸、グリシジル(メタ)アクリレートなどを共重合して水酸基、カルボキシル基、エポキシ基などを導入してもよい。
アルキル樹脂の分子量は1500から150000程度、より好ましくは2000から120000程度が好ましい。
<<<紫外線硬化樹脂>>>
紫外線硬化樹脂組成物としては、紫外線により硬化して疎水的なポリマーを形成するもので、硬化性モノマー、硬化性オリゴマー、光重合開始剤、必要に応じて増感剤や溶剤を含む組成物である。
紫外線硬化樹脂組成物の粘度は20mPa・s以上1000mPa・s以下、より好ましくは50mPa・s以上800mPa・s以下が好ましい。粘度が20mPa・s未満の場合は液体状の紫外線硬化樹脂組成物を積層しにくくなる場合があり、1000mPa・sを超えると液体状の紫外線硬化樹脂組成物が水溶性樹脂シートの凹部に充分浸入できない場合がある。
硬化性モノマー、硬化性オリゴマーは開始剤により生成したラジカルまたは酸により重合しうる官能基を持つモノマーまたはオリゴマーである。このような官能基としてはビニル基、(メタ)アクリロイルオキシ基、ビニルオキシ基、エポキシ基などが挙げられるが、この中で(メタ)アクリロイルオキシ基は特に好ましい。これらの中にはポリエチレングリコールジアクリレート、プロポキシ化エトキシ化ビスフェノールAジアクリレート(約600mPa・s)、1、10-デカンジオールジアクリレート(約10mPa・s)、ペンタエリスリトールトリアクリレート(約800mPa・s)、エトキシ化ビスフェノールAジメタクリレート(約500mPa・s)、トリプロピレングリコールジアクリレート(約10mPa・s)、ポリエチレングリコール#400ジメタクリレート(約35mPa・s)、2-ヒドロキシ-3-アクリロイロキシプロピルメタクリレート(約45mPa・s)、ポリエチレングリコール#200ジアクリレート(約20mPa・s)、エトキシ化ペンタエリスリトールテトラアクリレート(約350mPa・s)、エトキシグリセリントリアクリレート(約200mPa・s)、エトキシ化ビスフェノールAジアクリレート(約1100mPa・s)、エトキシ化イソシアヌル酸トリアクリレート(約1000mPa・s)、などがある。これらは単独で用いてもよいし複数を混合して用いてもよい。
光重合開始剤としては公知のものが使用可能であり、例えばベンゾイン化合物、ベンゾフェノン化合物、アシルフォスフィンオキサイド化合物、ヨードニウム塩化合物、スルホニウム塩化合物などがある。
本発明では必要に応じてキサントン化合物、アントラセン化合物などの公知の光増感剤を併用してもよい。
その他の素材として紫外線硬化樹脂組成物には必要に応じてシリカ等のフィラー、エチルメタクリレートやブチルメタクリレートなどの反応性希釈剤、紫外線吸収剤、帯電防止剤等を添加してもよい。
本発明ではこれらの樹脂を溶媒に溶解した塗布液(コーティング材)として、水溶性樹脂層20の第1の面21に積層される。溶媒としては、トルエン、キシレン、メチルエチルケトン、メチルイソブチルケトン、酢酸エチル、酢酸ブチル、アセトンなどの公知の溶剤を使用できる。また先述の樹脂をラテックスの形態にして、水を分散倍とした塗布液としてもよい。
本発明の塗布液には架橋剤を用いることが好ましい。架橋剤としてはイソシアネート系、エポキシ系、オキサゾリン系などの公知のものを使用することができるが、反応性の観点からイソシアネート系の架橋剤が好ましい。イソシアネート系の架橋剤としては、前述のウレタン樹脂のところで述べたものを使用することができる。
本発明の塗布液には必要に応じて、公知の界面活性剤を添加することができる。
本発明の塗布液の固形分濃度には特に制限はないが、5質量%から80質量%程度が好ましい。
また本発明の塗布液の粘度にも特に制限はないが、10mP・sから150mP・s程度の範囲が好ましい。
水不溶性樹脂層30は、水不溶性樹脂を含む塗布液を塗布後乾燥させることで、水溶性樹脂層20の第1の面21と対向する第2の面31に、水溶性樹脂層20の第1の面21の凹凸22に応じた凹凸32を有する。
水不溶性樹脂層30の凹凸32を除いた厚さは典型的には5μm~70μmである。
水不溶性樹脂層30の凹凸32を除いた厚さは典型的には5μm~70μmである。
水不溶性樹脂層30の凹凸32の高さは典型的には10μm以上150μm以下であり、より好ましくは20μm以上120μm以下が好ましい。凹凸の間隔は、典型的には10μm以上400μm以下、より好ましくは20μm以上300μm以下が好ましい。凹凸32の山の先端部の幅は0μm以上40μm以下、より好ましくは0μm以上30μm以下が好ましい。
凹凸32の山の形状は、典型的には頂角が20°以上で45°以下の三角形である。凹凸32の山の形状は、他の形状であってもよい。凹凸32の形状は、水溶性樹脂層20の凹凸22の形状により決定される。
<<粘着層>>
なお、水不溶性樹脂層30には必要に応じて、図4に示すように、水不溶性樹脂層30の水溶性樹脂層20側の面の反対面に粘着層60を設けてもよい。
<<粘着層>>
なお、水不溶性樹脂層30には必要に応じて、図4に示すように、水不溶性樹脂層30の水溶性樹脂層20側の面の反対面に粘着層60を設けてもよい。
粘着層60の粘着剤としては、アクリル系、ゴム系、シリコーン系などの公知のものを用いることができる。粘着層60の厚みは10μmから30μm程度が好ましい。粘着層60の水不溶性樹脂層30側の面の反対面には、離型フィルム(図示せず)を張り合わせることが好ましい。
また、図5に示すように、水不溶性樹脂層30の水溶性樹脂層20側の面の反対面に基材70を設けてもよい。基材70としては可撓性があるものであれば特に制限はない。例えばポリエステル、ポリオレフィン等の公知のポリマーシートを用いることができる。中でもホリエチレンテレフタレートは強度やコストの点で好ましい。基材70の厚みには特に制限はなく、例えば20μmから100μm程度のものを用いることができる。基材70の両面には接着性を改良するために、コロナ処理や火炎処理のような表面処理を施したり、アクリル系やウレタン系などの下塗り層を設けてもよい。基材70にはさらに必要に応じて加飾層、着色層などを設けてもよいし、記号や識別マーク等を施してもよい。
また、図6に示すように、基材70の水不溶性樹脂層30を積層する面の反対面には粘着層80を設けてもよい。粘着層80としてはアクリル系、ゴム系、シリコーン系などの公知のものを用いることができる。粘着層80の厚みは10μmから30μm程度が好ましい。粘着層80の基材70の反対側の面には、離型フィルム(図示せず)を張り合わせることが好ましい。
<凹凸形状形成用転写シートの製造方法>
図3は凹凸形状形成用転写シート10を製造する工程を示す説明図である。
<<水溶性樹脂層の形成方法>>
25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなる水溶性樹脂シート2がロール状になった供給ロール1を準備する。
<凹凸形状形成用転写シートの製造方法>
図3は凹凸形状形成用転写シート10を製造する工程を示す説明図である。
<<水溶性樹脂層の形成方法>>
25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなる水溶性樹脂シート2がロール状になった供給ロール1を準備する。
なお、水溶性樹脂シート2の作成方法は特に限定されるものではないが、例えば支持体層50上にポリビニルアルコールを含む水溶液を塗布後乾燥する方法等で作成できる。塗布方法は特に限定されるものではなく、スライドコーター、グラビアコーターやカーテンコーターなどの公知の方法を用いることができる。水溶性樹脂シート2は1層から成っていても、2層以上からなっていてもよい。また水溶性樹脂シート支持体にポリビニルアルコールを含む水溶液を塗布後乾燥したものを2組用意して、それぞれの塗布層どうしをポリビニルアルコール系接着剤で貼合して、その後水溶性樹脂シート支持体を剥離する方法で形成してもよい。水溶性樹脂シートは水溶性樹脂シート支持体を剥離したものでもよいし、一方の面に水溶性樹脂シート支持体を有したものでもよい。
また、支持体層50は、当該支持体層50と水溶性樹脂層20との接着力を調整するための表面処理(図示せず)を設けてもよい。表面処理としては、コロナ処理、プライマ処理、粘着処理、アンカー処理などを使用できる。該支持体層と該水溶性樹脂層の間のピール剥離力は2g/cm以上70以下、より好ましくは、20g/cm以上50g/cm以下であることで、以降の工程における凹凸形成時や加工時に剥離することがない。
さらに、支持体層50の水溶性樹脂層20との対向面の反対側の面には、必要に応じて滑りを改良するための層(図示せず)を設けてもよく、事前に設けておいてもよいし、凹凸形状形成用転写シート10を製造後に設けてもよい。
<<凹部の加工方法>>
供給ロール1より送り出された水溶性樹脂シート2を加熱凹凸ローラ3と加圧ローラ4との間を走行させる。これにより、水溶性樹脂シート2の第1の面に加熱凹凸ローラ3の表面に形成された凹凸が形成される。凹凸が形成された水溶性樹脂シート2が図1に示した水溶性樹脂層20を構成する。つまり、25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなり、第1の面に凹凸を有する水溶性樹脂層20が準備される。本実施形態に係る製造方法では、水溶性樹脂層20がラテックス又は可塑剤を含有しており、また水溶性樹脂層20が25℃の蒸留水に対する溶解時間が1.0/μm以下である水溶性樹脂からなるので、加熱凹凸ローラ3を使って凹凸形状を形成する際に、精度よく凹凸形状を転写することができる。
<<水不溶性樹脂層の形成方法>>
以下、水不溶性樹脂を溶媒に溶解した塗布液(コーティング材)を例に説明する。
<<凹部の加工方法>>
供給ロール1より送り出された水溶性樹脂シート2を加熱凹凸ローラ3と加圧ローラ4との間を走行させる。これにより、水溶性樹脂シート2の第1の面に加熱凹凸ローラ3の表面に形成された凹凸が形成される。凹凸が形成された水溶性樹脂シート2が図1に示した水溶性樹脂層20を構成する。つまり、25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなり、第1の面に凹凸を有する水溶性樹脂層20が準備される。本実施形態に係る製造方法では、水溶性樹脂層20がラテックス又は可塑剤を含有しており、また水溶性樹脂層20が25℃の蒸留水に対する溶解時間が1.0/μm以下である水溶性樹脂からなるので、加熱凹凸ローラ3を使って凹凸形状を形成する際に、精度よく凹凸形状を転写することができる。
<<水不溶性樹脂層の形成方法>>
以下、水不溶性樹脂を溶媒に溶解した塗布液(コーティング材)を例に説明する。
凹凸が形成された水溶性樹脂シート2の第1の面にコーティング材供給器5よりコーティング材料6を供給して、第1の面にコーティング材料6を塗布する。水溶性樹脂シート2の第1の面に塗布されたコーティング材料6が図1に示した水不溶性樹脂層30を構成する。つまり、第1の面に塗布液が塗布される。塗布方法には特に制限がなくバーコーター、スライドコーター、グラビアコーター、カーテンコーター、ダイコーターなどの公知の方法を用いることができる。この際の水不溶性樹脂のウエット塗布量は10g/m2以上200g/m2以下程度が好ましい。
塗布液を乾燥する条件には特に制約はなく、室温で自然乾燥する方法、40℃から150℃程度で加熱乾燥する方法などを用いることができる。さらに、乾燥後架橋剤の反応を進めるため40℃~80℃程度の温度で2時間から24時間程度加熱処理することも好ましい。
例えば、コーティング材料6が塗布された水溶性樹脂シート2を加熱装置7により80~120℃で2~30分、加熱する。この加熱によりコーティング材料6の溶媒を揮発して乾燥し、硬化させる。これにより、図1に示した、水溶性樹脂層20と水不溶性樹脂層30とが積層された凹凸形状形成用転写シート10が製造される。つまり、水溶性樹脂層20の第1の面に水不溶性樹脂層30が形成される。
なお、水不溶性樹脂層30には必要に応じて保護シート(図示せず)などを貼合してもよい。
水不溶性樹脂層がポリウレタンやアクリル樹脂である場合には、前述の加熱により硬化層を形成するが、水不溶性樹脂層が紫外線硬化樹脂組成物の場合には紫外線照射により紫外線硬化樹脂組成物を硬化して硬化層を形成する。紫外線照射により硬化層を形成する方法では高い温度で長時間の加熱が不要であるので、凹凸形状形成用転写シートが熱によるダメージを受けることがない。
本発明に係る紫外線硬化樹脂組成物は紫外線硬化樹脂組成物側から紫外線を照射して硬化させてもよいし、水溶性樹脂シート側から紫外線を照射して硬化させてもよい。基材70を設ける場合には、水溶性樹脂シート側から紫外線を照射することで、基材側は紫外線が透過する様、透明である必要がなくなり、基材を着色したり、基材に不透明な層を自由に積層できるようになる。また、基材70を設ける場合には、水溶性樹脂層20の第1の面に紫外線硬化樹脂組成物を塗布し、更に基材70を積層させてから紫外線を照射させてもよいし、基材70に紫外線硬化樹脂組成物を塗布し、そこへ水溶性樹脂層20の第1の面を積層させてから紫外線を照射させてもよい。
光源としてはキセノンランプ、水銀灯、メタルハライドランプ、紫外線LEDランプなどを用いることができる。照射エネルギーは重合開始剤の種類や紫外線硬化樹脂組成物によるが、10~10000mJ/cm2程度が望ましい。
光源としてはキセノンランプ、水銀灯、メタルハライドランプ、紫外線LEDランプなどを用いることができる。照射エネルギーは重合開始剤の種類や紫外線硬化樹脂組成物によるが、10~10000mJ/cm2程度が望ましい。
本発明では紫外線で硬化させた後に、必要に応じて加熱処理を行ってもよい。加熱温度と時間は100℃~200℃、10分~120分程度が好ましい。この加熱により紫外線硬化樹脂組成物の硬化がさらに進み、水不溶性樹脂層30の強度が向上する。
コーティング材料6が硬化した水溶性樹脂シート2である凹凸形状形成用転写シート10をロール状に巻き取る。ロール巻き11とすることで、凹凸形状形成用転写シート10の嵩が減り、搬送や保管がし易くなる。また、凹凸形状形成用転写シート10の露出面積が減り、湿気がシート表面よりシート内部に吸収され難くなる。一方、水溶性樹脂層20が25℃の蒸留水に対する溶解時間が1.0/μm以下である水溶性樹脂からなるので、上記の搬送や保管する際に、水溶性樹脂層の形状が崩れることがなくなる。
<<粘着層の形成方法>>
本発明では、凹凸形状形成用転写シート10の水不溶性樹脂層30の水溶性樹脂層と接する面の反対面に粘着層60を設けてもよい。粘着層積層方法は特に限定されるものではないが、例えば疎水性ポリマーシート上に粘着剤を塗工した後に、80~150℃で1~30分加熱キュアさせ、水不溶性樹脂層30へ貼合させる方法で積層してもよいし、直接、水不溶性樹脂層30へ塗工する方法で形成してもよい。
<被転写体表面へ凹凸形状を形成する方法>
以下、水不溶性樹脂を溶媒に溶解した塗布液(コーティング材)を例に説明する。
図7は被転写体に凹凸形状形成用転写シート10を使って凹凸形状を形成する工程の一例を示す図である。
<<粘着層の形成方法>>
本発明では、凹凸形状形成用転写シート10の水不溶性樹脂層30の水溶性樹脂層と接する面の反対面に粘着層60を設けてもよい。粘着層積層方法は特に限定されるものではないが、例えば疎水性ポリマーシート上に粘着剤を塗工した後に、80~150℃で1~30分加熱キュアさせ、水不溶性樹脂層30へ貼合させる方法で積層してもよいし、直接、水不溶性樹脂層30へ塗工する方法で形成してもよい。
<被転写体表面へ凹凸形状を形成する方法>
以下、水不溶性樹脂を溶媒に溶解した塗布液(コーティング材)を例に説明する。
図7は被転写体に凹凸形状形成用転写シート10を使って凹凸形状を形成する工程の一例を示す図である。
被転写体40の表面にコーティング材41を塗布する(図7(a))。コーティング材41は凹凸形状形成用転写シート10の水不溶性樹脂層30と同じ材料を用いることが好ましい。ただし、本発明はコーティング材41を水不溶性樹脂層30と同じ材料を用いることに限定されない。コーティング材41としては、アルキド樹脂系、アミノアルキド樹脂系、アクリル樹脂系、アクリル-ウレタン樹脂系、ポリウレタン樹脂系、エポキシ樹脂系、塩化ゴム系、オレフィン樹脂系、紫外線硬化系、シリコーン樹脂系、電子線硬化系、珪素樹脂系、石油系、ビニル樹脂系、フェノール樹脂系、フッ素樹脂系、ポリエステル樹脂系、メラミン樹脂系、ラッカー系などを用いることができる。コーティング材41としてプライマ塗料等を用いてもよい。
コーティング材41を介して被転写体40の表面に凹凸形状形成用転写シート10を貼り付ける(図7(b))。凹凸形状形成用転写シート10の水不溶性樹脂層30とコーティング材41とが接するように、被転写体40の表面に凹凸形状形成用転写シート10を配置し、凹凸形状形成用転写シート10の水溶性樹脂層20側より圧力をかけて、被転写体40の表面に凹凸形状形成用転写シート10を貼り付ける。典型的には、ロール巻き11の凹凸形状形成用転写シート10から送り出したシートを所定の大きさに切断し、切断した凹凸形状形成用転写シート10を被転写体40の表面に貼り付ける。
被転写体40の表面に貼り付けた凹凸形状形成用転写シート10の水溶性樹脂層20を除去して被転写体40の表面に水不溶性樹脂層30を残存させ、被転写体40の表面に水不溶性樹脂層30からなる凹凸形状を露出させる(図7(c))。水溶性樹脂層20の除去は、典型的には、作業者が水洗い、すなわち被転写体40の表面に貼り付けた凹凸形状形成用転写シート10の表面にホースから水を噴出して水圧によって水溶性樹脂層20を除去する。水洗いの条件としては、例えば温水を使用するのがよく、その際にスポンジ、ブラシなどを使用してもよい。本実施形態に係る形成方法では、水溶性樹脂層20は、25℃の蒸留水に対する溶解時間が0.2秒/μm以上である水溶性樹脂からなるので、水洗いの際により短時間で水溶性樹脂層20を除去できる。
なお、本発明に係る形成方法は、上記の態様に限定させない。
例えば図8に示すように、被転写体40の表面にコーティング材41を塗布する代わりに、凹凸形状形成用転写シート10の水不溶性樹脂層30にコーティング材41を塗布し、それを被転写体40の表面に貼り付ける。その後、図示はしないが、凹凸形状形成用転写シート10の水溶性樹脂層20を除去して被転写体40の表面に水不溶性樹脂層30を残存させ、被転写体40の表面に水不溶性樹脂層30からなる凹凸形状を露出させてもよい。
また、図4に示した構成の凹凸形状形成用転写シート10を用いた場合には、図9に示すように、凹凸形状形成用転写シート10の粘着層60を被転写体40の表面に直接貼り付ける。その後、図示はしないが、凹凸形状形成用転写シート10の水溶性樹脂層20を除去して被転写体40の表面に水不溶性樹脂層30を残存させ、被転写体40の表面に水不溶性樹脂層30からなる凹凸形状を露出させてもよい。
更に、図6に示した凹凸形状形成用転写シート10を用い、図10に示すように、凹凸形状形成用転写シート10の粘着層80を被転写体40の表面に直接貼り付ける。ここで、例えばその後、図示はしないが、凹凸形状形成用転写シート10の水溶性樹脂層20を除去して被転写体40の表面に水不溶性樹脂層30を残存させ、被転写体40の表面に水不溶性樹脂層30からなる凹凸形状を露出させてもよい。
これらの例では、水不溶性樹脂層がコーティング材からなる水不溶性樹脂層30を例に取り説明したが、不溶性樹脂層はポリウレタン又はアクリル樹脂からなるものであってもよいし、水不溶性樹脂層は紫外線硬化樹脂組成物を硬化した樹脂からなるものであってもよい。また、図7~10に示した水溶性樹脂層20へ支持体層50と滑りを改良するための層を設けてもよい。
<実施例1>
以下実施例により本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。実施例の内容を本発明の趣旨を変更したものは、もちろん本発明に含まれる。
以下実施例により本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。実施例の内容を本発明の趣旨を変更したものは、もちろん本発明に含まれる。
まず、水溶性樹脂層20の「溶解性」及び「凹凸加工性」を評価するために行った実験結果を以下に示す。
本実験では、凹凸形状形成用転写シート10の水溶性樹脂層20を構成する水溶性樹脂シートの材料として以下のポリビニルアルコール(PVA)とポリビニルピロリドン(PVP)の組成部を用いた。場合に応じて、ラテックスを添加した。また、色素も添加した。
PVA:「PVA-117」 クラレポバール28-98 株式会社クラレ
「PVA-205」 クラレポバール5-88 株式会社クラレ
「PVAー217」 クラレポバール22-88 株式会社クラレ

PVP:「K15」 ポリビニルピロリドンK15 東京化学工業株式会社
「K30」 ポリビニルピロリドンK30 東京化学工業株式会社
「K90」 ポリビニルピロリドンK95 東京化学工業株式会社

ラテックス:スチレン・ブタジエン系ラテックス「LX407S6」 日本ゼオン株式会社
可塑剤:「グリセリン」 東京化成工業株式会社
色素:「Asid Red 18」 東京化成工業株式会社
「PVA-205」 クラレポバール5-88 株式会社クラレ
「PVAー217」 クラレポバール22-88 株式会社クラレ
「K30」 ポリビニルピロリドンK30 東京化学工業株式会社
「K90」 ポリビニルピロリドンK95 東京化学工業株式会社
可塑剤:「グリセリン」 東京化成工業株式会社
色素:「Asid Red 18」 東京化成工業株式会社
1.水溶性樹脂シートを以下のとおり製作した。
(1)蒸留水にPVA粒子を加え90℃に加熱して完全に溶解させた後、この溶液を室温まで冷却してPVP粒子とラテックスを順に加え混合した。さらに微量の色素を加え溶液を着色し、水溶液を作製した。
(1)蒸留水にPVA粒子を加え90℃に加熱して完全に溶解させた後、この溶液を室温まで冷却してPVP粒子とラテックスを順に加え混合した。さらに微量の色素を加え溶液を着色し、水溶液を作製した。
(2)得られた水溶液を、バーコーターを用いて塗布し、常温乾燥により厚み100μmの膜(水溶性樹脂シート)とした。
2.溶解性の評価方法
(1)2×3cmにカットした水溶性樹脂シートの治具固定用耳を除く2cm角の範囲を、厚み計にて膜厚を測定した。
(1)2×3cmにカットした水溶性樹脂シートの治具固定用耳を除く2cm角の範囲を、厚み計にて膜厚を測定した。
(2)1Lのビーカーに蒸留水800mLを入れ、25℃を保ちながらスターラー(600rpm)により撹拌している中へ、治具に固定した2cm角の水溶性樹脂シートを浸漬させ、浸漬させてから溶解するまでの時間を測定した。ここでの溶解とは、直径1mm以下の不溶微粒子となった状態とした。
3.凹凸加工性の評価方法
(1)凹凸形状の凸部が加工された金型(加熱凹凸ローラ3に相当)をオーブンで130℃に加熱した。凸部は高さ50μm、頂角45度の二等辺三角形が20本並行に並んだ溝であり、溝の間隔は100μmである。
(1)凹凸形状の凸部が加工された金型(加熱凹凸ローラ3に相当)をオーブンで130℃に加熱した。凸部は高さ50μm、頂角45度の二等辺三角形が20本並行に並んだ溝であり、溝の間隔は100μmである。
(2)金型をオーブンから取り出し水溶性樹脂シートに50kgf/cmで押し付けて、凹部を加工した。
(3)水溶性樹脂シートへの凹凸の転写具合を、ディノライトを用いて断面評価した。
評価結果を表3に示す。

上記評価結果から以下の結論を得た。
1.PVAについて
「PVA-117」は、溶解性が悪い。けん化度が高いと考えられる。
「PVA-205」は、PVPとの組み合わせにより溶解度がよい。
「PVA-217」は、PVPとの組み合わせにより溶解度が向上するが、「PVA-205」より劣る。
「PVA-117」は、溶解性が悪い。けん化度が高いと考えられる。
「PVA-205」は、PVPとの組み合わせにより溶解度がよい。
「PVA-217」は、PVPとの組み合わせにより溶解度が向上するが、「PVA-205」より劣る。
2.「PVA-205」とPVPとの組み合わせについて
(1)「K15」との組み合わせ
「PVA-205」と「K15」との質量比が1:1の場合には130℃での曲げにより割れが発生した。
「PVA-205」と「K15」との質量比が1:3の場合には常温吸湿性が高い。
(1)「K15」との組み合わせ
「PVA-205」と「K15」との質量比が1:1の場合には130℃での曲げにより割れが発生した。
「PVA-205」と「K15」との質量比が1:3の場合には常温吸湿性が高い。
(2)「K30」との組み合わせ
「PVA-205」と「K30」との質量比が1:1の場合には130℃での曲げにより割れが発生した。
「PVA-205」と「K30」との質量比が1:1の場合には130℃での曲げにより割れが発生した。
「PVA-205」と「K30」との質量比が1:3の場合には「K15」の同条件の場合と比べて常温吸湿性が低い。
(3)「K90」との組み合わせ
「PVA-205」と「K90」との質量比が1:1の場合には同条件の「K15」及び「K30」より溶解性が劣る。
3.ラテックスについて
溶解性を維持しつつ、130℃での割れを対策するには、ラテックスを含有させることが有効であることが分かった。
「PVA-205」と「K90」との質量比が1:1の場合には同条件の「K15」及び「K30」より溶解性が劣る。
3.ラテックスについて
溶解性を維持しつつ、130℃での割れを対策するには、ラテックスを含有させることが有効であることが分かった。
なお、PVAの重合度を上げる、又は、PVPの重合度を上げる、という方法は130℃での割れ対策として有効であるが、溶解性が落ちる。また、ラテックスや可塑剤の含有量が多すぎても、凹凸形状保持性が落ちる。
4.結論
以上より、次のような結論を得た。
4.結論
以上より、次のような結論を得た。
PVA:PVP=1:1に対し、ラテックスを10~40質量パーセント含有させたときに、「溶解性」、「130℃での膜強度」及び「130℃での凹凸の加工性」の点でより結果が得られる。
<実施例2>
次に、支持体を有する水溶性樹脂シートの水溶性樹脂層と支持体層の間の「剥離力」を評価するために行った実験結果を以下に示す。
本実験では、水溶性樹脂シートの材料として以下のポリビニルアルコール(PVA)、ポリビニルピロリドン(PVP)、ラテックスを用いた。
次に、支持体を有する水溶性樹脂シートの水溶性樹脂層と支持体層の間の「剥離力」を評価するために行った実験結果を以下に示す。
本実験では、水溶性樹脂シートの材料として以下のポリビニルアルコール(PVA)、ポリビニルピロリドン(PVP)、ラテックスを用いた。
PVA:「PVA-205」 クラレポバール5-88 株式会社クラレ
PVP:「K30」 ポリビニルピロリドンK30 東京化成工業株式会社
ラテックス:スチレン・ブタジエン系ラテックス「LX407S6」 日本ゼオン株式会社
PVP:「K30」 ポリビニルピロリドンK30 東京化成工業株式会社
ラテックス:スチレン・ブタジエン系ラテックス「LX407S6」 日本ゼオン株式会社
1.支持体を有する水溶性樹脂シートを以下のとおり製作した。
(1)水溶性樹脂シートの支持体として厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートを準備し、片面に表面処理(100W・min/m2の処理強度でコロナ処理)を実施した。
(1)水溶性樹脂シートの支持体として厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートを準備し、片面に表面処理(100W・min/m2の処理強度でコロナ処理)を実施した。
(2)処理面に、PVA:PVP=1:1にラテックスを30質量パーセントを溶解させた水溶液をバーコーターを用いて塗布し、常温乾燥により厚み100μmの膜(水溶性樹脂シート)を製作した。
2.剥離力の評価方法
(1)凹凸形状の凸部が加工された金型(加熱凹凸ローラ3に相当)を130℃に加熱した。凸部は高さ50μm、頂角45度の二等辺三角形が1000本平行に並んだ溝であり、溝の間隔は100μmである。
(1)凹凸形状の凸部が加工された金型(加熱凹凸ローラ3に相当)を130℃に加熱した。凸部は高さ50μm、頂角45度の二等辺三角形が1000本平行に並んだ溝であり、溝の間隔は100μmである。
(2)金型を水溶性樹脂シートの水溶性樹脂層面へ50kgf/cmで押し付けて、凹部を形成し、この時の水溶性樹脂層と支持体層の間の剥離有無を評価した。
評価結果を表4に示す。

上記評価結果から以下の結論を得た。
支持体を有する水溶性樹脂シート(長尺)を搬送しながら凹凸加工や凹凸形成を行うには、支持体への表面処理により、水溶性樹脂層と支持体層の間の剥離を防止することができる。ただし、水溶性樹脂の水洗工程を考慮し、水溶性樹脂層と支持体層の間のピール強度の上限は手で剥離できる強度が好ましい。
評価結果を表4に示す。
支持体を有する水溶性樹脂シート(長尺)を搬送しながら凹凸加工や凹凸形成を行うには、支持体への表面処理により、水溶性樹脂層と支持体層の間の剥離を防止することができる。ただし、水溶性樹脂の水洗工程を考慮し、水溶性樹脂層と支持体層の間のピール強度の上限は手で剥離できる強度が好ましい。
<実施例3>
更に、水不溶性樹脂層を変更した実験結果を以下に示す。
本実験では、水溶性樹脂シートの材料として以下のポリビニルアルコール(PVA)、ポリビニルピロリドン(PVP)、ラテックスを用いた。また、色素も添加した。
PVA:「PVA-205」 クラレポバール5-88 株式会社クラレ
PVP:「K30」 ポリビニルピロリドンK30 東京化成工業株式会社
ラテックス:スチレン・ブタジエン系ラテックス「LX407S6」 日本ゼオン株式会社
色素:G 東京化成工業株式会社
更に、水不溶性樹脂層を変更した実験結果を以下に示す。
本実験では、水溶性樹脂シートの材料として以下のポリビニルアルコール(PVA)、ポリビニルピロリドン(PVP)、ラテックスを用いた。また、色素も添加した。
PVA:「PVA-205」 クラレポバール5-88 株式会社クラレ
PVP:「K30」 ポリビニルピロリドンK30 東京化成工業株式会社
ラテックス:スチレン・ブタジエン系ラテックス「LX407S6」 日本ゼオン株式会社
色素:G 東京化成工業株式会社
1.支持体を有する水溶性樹脂シートを以下のとおり製作した。
(1)水溶性樹脂シートの支持体として厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートを準備し、片面に表面処理(100W・min/m2の処理強度でコロナ処理)を実施した。
(2)処理面に、PVA:PVP=1:1にラテックスを30質量パーセントを溶解させた水溶液をバーコーターを用いて塗布し、80℃で15分乾燥して厚さ80μmの塗布層を形成した。この塗布操作をあと1回繰り返して厚さ160μmの塗布層を形成した。
(1)水溶性樹脂シートの支持体として厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートを準備し、片面に表面処理(100W・min/m2の処理強度でコロナ処理)を実施した。
(2)処理面に、PVA:PVP=1:1にラテックスを30質量パーセントを溶解させた水溶液をバーコーターを用いて塗布し、80℃で15分乾燥して厚さ80μmの塗布層を形成した。この塗布操作をあと1回繰り返して厚さ160μmの塗布層を形成した。
2.水溶性樹脂シートへの凹凸加工
(1)凹凸形状の凸部が加工された金型(加熱凹凸ローラ3に相当)を130℃に加熱した。凸部は高さ50μm、頂角45度の二等辺三角形が1000本平行に並んだ溝であり、溝の間隔は100μmである。
(1)凹凸形状の凸部が加工された金型(加熱凹凸ローラ3に相当)を130℃に加熱した。凸部は高さ50μm、頂角45度の二等辺三角形が1000本平行に並んだ溝であり、溝の間隔は100μmである。
(2)金型を水溶性樹脂シートの水溶性樹脂層面へ50kgf/cmで押し付けて、凹部を形成した。
≪実施例3A-1≫
3.水不溶性樹脂として下記を用いた。
3.水不溶性樹脂として下記を用いた。
紫外線硬化樹脂:UV681 パーマボンド社(粘度:90mPa・s)
4.凹凸形状形成用転写シートは以下の通り製作した。
まず、基材を以下の通り製作した。(図6の70と80に相当)
厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートの片面を100W・min/m2の処理強度でコロナ処理した。この処理面に紫外線硬化インクで黒色のストライプ状の模様を形成した。
さらにこの反対面に離型フィルム付きの粘着シートを貼合した。
次に、基材のストライプ状の模様を形成した面に、ドクターブレードを用いて前述の紫外線硬化樹脂組成物を厚み200μmになるように塗布した。次いでこの上に上記水溶性樹脂シートを積層して0.03Kg/cm2の圧力で20秒間加圧した。なお、水溶性樹脂シートは凹部を形成した面が紫外線硬化樹脂組成物と接する向きに積層した。
まず、基材を以下の通り製作した。(図6の70と80に相当)
厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートの片面を100W・min/m2の処理強度でコロナ処理した。この処理面に紫外線硬化インクで黒色のストライプ状の模様を形成した。
さらにこの反対面に離型フィルム付きの粘着シートを貼合した。
次に、基材のストライプ状の模様を形成した面に、ドクターブレードを用いて前述の紫外線硬化樹脂組成物を厚み200μmになるように塗布した。次いでこの上に上記水溶性樹脂シートを積層して0.03Kg/cm2の圧力で20秒間加圧した。なお、水溶性樹脂シートは凹部を形成した面が紫外線硬化樹脂組成物と接する向きに積層した。
次いで高圧水銀灯を用いて500mJ/cm2のエネルギーで紫外線硬化樹脂組成物を硬化させて硬化層を得た。
次いで、110℃で20分間加熱処理を行った。
以上の工程で凹凸形状形成用転写シートを製作した。
5.凹凸形状形成は以下のとおり実施した。
5.凹凸形状形成は以下のとおり実施した。
上記で作成した凹凸形状形成用転写シートから10cm×10cmの試料を切り出した。この試料の基材側の裏面の離型フィルムを剥離して、粘着層を介して凹凸形状形成用転写シートをジュラルミン板に貼合した。貼合にはプラスチック製のヘラを用いた。
次いで表面の水溶性樹脂シート支持体を剥離した。
その後、表面の水溶性樹脂シートを水洗除去した。水洗には水道水を水溶性樹脂シートの表面に吹き付ける方法で行った。水溶性樹脂シートが除去されたことは目視で確認した。
以上の工程で凹凸形状を形成した。
形成した凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
≪実施例3A-2≫
紫外線硬化樹脂組成物を以下のように変更した以外は実施例3A-1と同様にして実施例3A-2を実施した。紫外線硬化樹脂組成物を基材上に塗布した際に端部が拡がって、この部分の厚みが薄くなったこと以外は実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約10mPa・s
1、10-デカンジオールジアクリレート 80質量部
トリプロピレングリコールジアクリレート 20質量部
光開始剤 イルガキュア907 6質量部
≪実施例3A-2≫
紫外線硬化樹脂組成物を以下のように変更した以外は実施例3A-1と同様にして実施例3A-2を実施した。紫外線硬化樹脂組成物を基材上に塗布した際に端部が拡がって、この部分の厚みが薄くなったこと以外は実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約10mPa・s
1、10-デカンジオールジアクリレート 80質量部
トリプロピレングリコールジアクリレート 20質量部
光開始剤 イルガキュア907 6質量部
≪実施例3A-3≫
紫外線硬化樹脂組成物を以下のように変更した以外は実施例3A-1と同様にして実施例3A-3を実施したところ、実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約35mPa・s
ポリエチレングリコール#400ジメタクリレート 60質量部
2-ヒドロキシ-3-アクリロイロキシプロピルメタクリレート 30質量部
ポリエチレングリコール#200ジアクリレート 10質量部
光開始剤 イルガキュア907 6質量部
紫外線硬化樹脂組成物を以下のように変更した以外は実施例3A-1と同様にして実施例3A-3を実施したところ、実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約35mPa・s
ポリエチレングリコール#400ジメタクリレート 60質量部
2-ヒドロキシ-3-アクリロイロキシプロピルメタクリレート 30質量部
ポリエチレングリコール#200ジアクリレート 10質量部
光開始剤 イルガキュア907 6質量部
≪実施例3A-4≫
紫外線硬化樹脂組成物を以下のように変更した以外は実施例3A-1と同様にして実施例3A-4を実施したところ、実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約300mPa・s
エトキシ化ペンタエリスリトールテトラアクリレート 80質量部
エトキシグリセリントリアクリレート 20質量部
光開始剤 イルガキュア907 6質量部
紫外線硬化樹脂組成物を以下のように変更した以外は実施例3A-1と同様にして実施例3A-4を実施したところ、実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約300mPa・s
エトキシ化ペンタエリスリトールテトラアクリレート 80質量部
エトキシグリセリントリアクリレート 20質量部
光開始剤 イルガキュア907 6質量部
≪実施例3A-5≫
紫外線硬化樹脂組成物を以下のように変更した以外は実施例3A-1と同様にして実施例3A-5を実施したところ、実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約700mPa・s
エトキシ化ビスフェノールAジメタクリレート 20質量部
ペンタエリスリトールトリアクリレート 80質量部
光開始剤 イルガキュア907 6質量部
紫外線硬化樹脂組成物を以下のように変更した以外は実施例3A-1と同様にして実施例3A-5を実施したところ、実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約700mPa・s
エトキシ化ビスフェノールAジメタクリレート 20質量部
ペンタエリスリトールトリアクリレート 80質量部
光開始剤 イルガキュア907 6質量部
≪実施例3A-6≫
紫外線硬化樹脂組成物を以下のように変更したことと、水溶性樹脂シートを積層して0.06Kg/cm2の圧力で30秒間加圧したこと以外は実施例3A-1と同様にして実施例3A-6を実施したところ、実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約1500mPa・s
エトキシ化ビスフェノールAジアクリレート 80質量部
エトキシ化イソシアヌル酸トリアクリレート 10質量部
ジペンタエリスリトールポリアクリレート 10質量部
光開始剤 イルガキュア907 6質量部
紫外線硬化樹脂組成物を以下のように変更したことと、水溶性樹脂シートを積層して0.06Kg/cm2の圧力で30秒間加圧したこと以外は実施例3A-1と同様にして実施例3A-6を実施したところ、実施例3A-1と同様な良好な凹凸形状を得ることができた。
・紫外線硬化樹脂組成物
粘度約1500mPa・s
エトキシ化ビスフェノールAジアクリレート 80質量部
エトキシ化イソシアヌル酸トリアクリレート 10質量部
ジペンタエリスリトールポリアクリレート 10質量部
光開始剤 イルガキュア907 6質量部
≪実施例3A-7≫
実施例3A-1と同様の方法で凹凸形状形成用転写シートを作成した。
次いで、凹凸形状形成用転写シートの水溶性樹脂シート支持体側の表面に粘着剤を介して坪量が70g/m2の紙(滑り層)を貼合した。
その後は実施例1と同様にして凹凸形状を形成した。凹凸形状形成用転写シートをジュラルミン板に貼合する際にプラスチック製のヘラの滑りが良好で作業性が良かった。
形成した凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
実施例3A-1と同様の方法で凹凸形状形成用転写シートを作成した。
次いで、凹凸形状形成用転写シートの水溶性樹脂シート支持体側の表面に粘着剤を介して坪量が70g/m2の紙(滑り層)を貼合した。
その後は実施例1と同様にして凹凸形状を形成した。凹凸形状形成用転写シートをジュラルミン板に貼合する際にプラスチック製のヘラの滑りが良好で作業性が良かった。
形成した凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
≪実施例3A-8≫
水溶性樹脂シート支持体として厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートの両面を100W・min/m2の処理強度でコロナ処理した。
この一方の面に下記塗布液を乾燥塗布量が18g/m2となるように塗布して、120℃で20分間乾燥して塗布層(滑り層)を形成した。
・塗布層塗布液
バイロナールMD1245 (東洋紡株式会社製水性ポリエステル樹脂 濃度30%) 30質量部
アクリル微粒子MX2000 (綜研化学株式会社製、粒径20μm) 8質量部
純水を加えて100gとした。
次いで、この反対面に実施例3A-1と同様にして水溶性樹脂シートを形成した。
この水溶性樹脂シートを用いて実施例3A-1と同様にして凹凸形状を形成した。凹凸形状形成用転写シートをジュラルミン板に貼合する際にプラスチック製のヘラの滑りが良好で作業性が良かった。
形成した凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
水溶性樹脂シート支持体として厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートの両面を100W・min/m2の処理強度でコロナ処理した。
この一方の面に下記塗布液を乾燥塗布量が18g/m2となるように塗布して、120℃で20分間乾燥して塗布層(滑り層)を形成した。
・塗布層塗布液
バイロナールMD1245 (東洋紡株式会社製水性ポリエステル樹脂 濃度30%) 30質量部
アクリル微粒子MX2000 (綜研化学株式会社製、粒径20μm) 8質量部
純水を加えて100gとした。
次いで、この反対面に実施例3A-1と同様にして水溶性樹脂シートを形成した。
この水溶性樹脂シートを用いて実施例3A-1と同様にして凹凸形状を形成した。凹凸形状形成用転写シートをジュラルミン板に貼合する際にプラスチック製のヘラの滑りが良好で作業性が良かった。
形成した凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
≪実施例3A-9≫
水溶性樹脂シートにブリリアントブルーを添加しなかったこと以外は実施例3A-1と同様にして実施例3A-9を実施した。
水溶性樹脂シートの水洗除去時に、除去の程度が目視で判りにくいという点に注意を払った。得られた凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
水溶性樹脂シートにブリリアントブルーを添加しなかったこと以外は実施例3A-1と同様にして実施例3A-9を実施した。
水溶性樹脂シートの水洗除去時に、除去の程度が目視で判りにくいという点に注意を払った。得られた凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
≪実施例3A-10≫
紫外線硬化樹脂組成物を硬化する際の照射エネルギーを700mJ/cm2としたことと、硬化後の110℃で20分間の加熱処理を行わなかったこと以外は実施例3A-1と同様にして実施例3A-10を実施した。
得られた凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
紫外線硬化樹脂組成物を硬化する際の照射エネルギーを700mJ/cm2としたことと、硬化後の110℃で20分間の加熱処理を行わなかったこと以外は実施例3A-1と同様にして実施例3A-10を実施した。
得られた凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
≪実施例3A-11≫
水不溶性樹脂層を介して凹凸形状を形成した以外は実施例3A-1と同様にして実施例3A-11を実施した。
10cm×10cmに切り出した水溶性樹脂シートの凹部を形成した面に実施例3A-1の紫外線硬化樹脂組成物を積層し凹凸形状形成用転写シートを作製した後、ジュラルミン板に貼合した。次いで高圧水銀灯を用いて500mJ/cm2のエネルギーで紫外線硬化樹脂組成物を硬化させた。その後の操作は実施例3A-1と同様にして実施例3A-11を実施した。
得られた凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
水不溶性樹脂層を介して凹凸形状を形成した以外は実施例3A-1と同様にして実施例3A-11を実施した。
10cm×10cmに切り出した水溶性樹脂シートの凹部を形成した面に実施例3A-1の紫外線硬化樹脂組成物を積層し凹凸形状形成用転写シートを作製した後、ジュラルミン板に貼合した。次いで高圧水銀灯を用いて500mJ/cm2のエネルギーで紫外線硬化樹脂組成物を硬化させた。その後の操作は実施例3A-1と同様にして実施例3A-11を実施した。
得られた凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
≪実施例3B-1≫
紫外線硬化樹脂組成物を以下のポリウレタン樹脂に変更した。
3.水不溶性樹脂として下記を用いた。
Aerodur 3002 Clear Coat (アクゾノーベル社)
4.凹凸形状形成用転写シートは以下の通り作製した。
第1の面に凹凸を有する水溶性樹脂層にドクターブレードを用いて前述のポリウレタン樹脂を厚み20μmになるように塗布し、12時間自然乾燥により硬化させて硬化層を得て、凹凸形状形成用転写シートを作製した。
5.凹凸形状形成は以下のとおり実施した。
上記で作成した凹凸形状形成用転写シートから10cm×10cmの試料を切り出した。この試料の水不溶性樹脂層側の面にドクターブレードを用いて前述のポリウレタン樹脂を厚み20μmになるように塗布しジュラルミン板に貼合した。貼合にはプラスチック製のヘラを用いた。
次いで実施例3A-1と同様に水溶性樹脂シートの水洗除去を行った所、実施例3A-1と同様に良好な凹凸形状を得ることができた。
紫外線硬化樹脂組成物を以下のポリウレタン樹脂に変更した。
3.水不溶性樹脂として下記を用いた。
Aerodur 3002 Clear Coat (アクゾノーベル社)
4.凹凸形状形成用転写シートは以下の通り作製した。
第1の面に凹凸を有する水溶性樹脂層にドクターブレードを用いて前述のポリウレタン樹脂を厚み20μmになるように塗布し、12時間自然乾燥により硬化させて硬化層を得て、凹凸形状形成用転写シートを作製した。
5.凹凸形状形成は以下のとおり実施した。
上記で作成した凹凸形状形成用転写シートから10cm×10cmの試料を切り出した。この試料の水不溶性樹脂層側の面にドクターブレードを用いて前述のポリウレタン樹脂を厚み20μmになるように塗布しジュラルミン板に貼合した。貼合にはプラスチック製のヘラを用いた。
次いで実施例3A-1と同様に水溶性樹脂シートの水洗除去を行った所、実施例3A-1と同様に良好な凹凸形状を得ることができた。
≪実施例3B-2≫
ポリウレタン樹脂を以下のように変更した以外は実施例3B-1と同様にして実施例3B-2を実施したところ、実施例3B-1と同様な良好な凹凸形状を得ることができた。
Aerodur 3001 Base Coat (アクゾノーベル社)
ポリウレタン樹脂を以下のように変更した以外は実施例3B-1と同様にして実施例3B-2を実施したところ、実施例3B-1と同様な良好な凹凸形状を得ることができた。
Aerodur 3001 Base Coat (アクゾノーベル社)
≪実施例3B-3≫
ポリウレタン樹脂を以下のように変更した以外は実施例3B-1と同様にして実施例3B-3を実施したところ、実施例3B-1と同様な良好な凹凸形状を得ることができた。
Desothane ハードディスク 9008 Buffable Clear Coat (PPG社)
ポリウレタン樹脂を以下のように変更した以外は実施例3B-1と同様にして実施例3B-3を実施したところ、実施例3B-1と同様な良好な凹凸形状を得ることができた。
Desothane ハードディスク 9008 Buffable Clear Coat (PPG社)
≪実施例3B-4≫
粘着層を介して凹凸形状を形成した以外は実施例3B-1のポリウレタン樹脂用いて実施した。
4.凹凸形状形成用転写シートは以下の通り作製した。
第1の面に凹凸を有する水溶性樹脂層にドクターブレードを用いて前述のポリウレタン樹脂を厚み20μmになるように塗布し、12時間自然乾燥により硬化させて水不溶性樹脂層を得た後、離型フィルム付きの粘着シートを貼合し、凹凸形状形成用転写シートを作製した。
5.凹凸形状形成は以下のとおり実施した。
上記で作成した凹凸形状形成用転写シートから10cm×10cmの試料を切り出した。この試料の基材側の裏面の離型フィルムを剥離して、粘着層を介して凹凸形状形成用転写シートをジュラルミン板に貼合した。貼合にはプラスチック製のヘラを用いた。
次いで表面の水溶性樹脂シート支持体を剥離した。
その後、表面の水溶性樹脂シートを水洗除去した。水洗には水道水を水溶性樹脂シートの表面に吹き付ける方法で行った。水溶性樹脂シートが除去されたことは目視で確認した。
得られた凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
粘着層を介して凹凸形状を形成した以外は実施例3B-1のポリウレタン樹脂用いて実施した。
4.凹凸形状形成用転写シートは以下の通り作製した。
第1の面に凹凸を有する水溶性樹脂層にドクターブレードを用いて前述のポリウレタン樹脂を厚み20μmになるように塗布し、12時間自然乾燥により硬化させて水不溶性樹脂層を得た後、離型フィルム付きの粘着シートを貼合し、凹凸形状形成用転写シートを作製した。
5.凹凸形状形成は以下のとおり実施した。
上記で作成した凹凸形状形成用転写シートから10cm×10cmの試料を切り出した。この試料の基材側の裏面の離型フィルムを剥離して、粘着層を介して凹凸形状形成用転写シートをジュラルミン板に貼合した。貼合にはプラスチック製のヘラを用いた。
次いで表面の水溶性樹脂シート支持体を剥離した。
その後、表面の水溶性樹脂シートを水洗除去した。水洗には水道水を水溶性樹脂シートの表面に吹き付ける方法で行った。水溶性樹脂シートが除去されたことは目視で確認した。
得られた凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
≪実施例3B-5≫
実施例3B-4と同様の方法で凹凸形状形成用転写シートを作成した。
次いで、凹凸形状形成用転写シートの水溶性樹脂シート支持体側の表面に粘着剤を介して坪量が70g/m2の紙(滑り層)を貼合した。
その後は実施例3B-4と同様にして凹凸形状を形成した。凹凸形状形成用転写シートをジュラルミン板に貼合する際にプラスチック製のヘラの滑りが良好で作業性が良かった。
形成した凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
実施例3B-4と同様の方法で凹凸形状形成用転写シートを作成した。
次いで、凹凸形状形成用転写シートの水溶性樹脂シート支持体側の表面に粘着剤を介して坪量が70g/m2の紙(滑り層)を貼合した。
その後は実施例3B-4と同様にして凹凸形状を形成した。凹凸形状形成用転写シートをジュラルミン板に貼合する際にプラスチック製のヘラの滑りが良好で作業性が良かった。
形成した凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
≪実施例3B-6≫
水溶性樹脂シート支持体として厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートの両面を100W・min/m2の処理強度でコロナ処理した。
この一方の面に下記塗布液を乾燥塗布量が18g/m2となるように塗布して、120℃で20分間乾燥して塗布層(滑り層)を形成した。
・塗布層塗布液
バイロナールMD1245 (東洋紡株式会社製水性ポリエステル樹脂 濃度30%) 30質量部
アクリル微粒子MX2000 (綜研化学株式会社製、粒径20μm) 8質量部純水を加えて100gとした。
次いで、この反対面に実施例3と同様にして水溶性樹脂シートを形成した。
この水溶性樹脂シートを用いて実施例3B-4と同様にして凹凸形状を形成した。凹凸形状形成用転写シートをジュラルミン板に貼合する際にプラスチック製のヘラの滑りが良好で作業性が良かった。
形成した凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
水溶性樹脂シート支持体として厚さ50μmの2軸延伸ポリエチレンテレフタレートのシートの両面を100W・min/m2の処理強度でコロナ処理した。
この一方の面に下記塗布液を乾燥塗布量が18g/m2となるように塗布して、120℃で20分間乾燥して塗布層(滑り層)を形成した。
・塗布層塗布液
バイロナールMD1245 (東洋紡株式会社製水性ポリエステル樹脂 濃度30%) 30質量部
アクリル微粒子MX2000 (綜研化学株式会社製、粒径20μm) 8質量部純水を加えて100gとした。
次いで、この反対面に実施例3と同様にして水溶性樹脂シートを形成した。
この水溶性樹脂シートを用いて実施例3B-4と同様にして凹凸形状を形成した。凹凸形状形成用転写シートをジュラルミン板に貼合する際にプラスチック製のヘラの滑りが良好で作業性が良かった。
形成した凹凸形状を光学顕微鏡で観察したところ、欠け等の破損もなく、凹部の形状を正しく再現していた。
<その他>
本発明を航空機に適用する場合、航空機をメンテ用のドックに入れて本発明に係る塗布作業をすると想定しているが、本発明によればその作業日数を短縮でき、塗布作業に要する費用を抑えることができる。また、作業日数を短縮できるので、運航スケジュールに与える影響を小さくすることができる。
本発明を航空機に適用する場合、航空機をメンテ用のドックに入れて本発明に係る塗布作業をすると想定しているが、本発明によればその作業日数を短縮でき、塗布作業に要する費用を抑えることができる。また、作業日数を短縮できるので、運航スケジュールに与える影響を小さくすることができる。
本発明は、上記の実施形態には限定されるものではなく種々変更を加え得ることは勿論である。
本発明は、航空機の機体に限らず、自動車のボディー、船の船体表面、スクリュー表面、ロケット、電車等の輸送系分野に適用できる。また、スキーなどの高速のスピードを伴うスポーツや水泳等のスポーツ分野等に適用可能であり、スキー板やウエア、水着などにも適用可能である。また、流体が流れるパイプラインにも適用可能である。また、回転物体である風車にも適用可能である。
2 :水溶性樹脂シート
3 :加熱凹凸ローラ
6 :コーティング材料
10 :凹凸形状形成用転写シート
11 :凹凸形状形成用転写シートのロール巻き
20 :水溶性樹脂層
21 :第1の面
22 :凹凸
30 :水不溶性樹脂層
32 :凹凸
40 :被転写体
41 :コーティング材
50 :支持体層
60 :粘着層
70 :基材
80 :粘着層
3 :加熱凹凸ローラ
6 :コーティング材料
10 :凹凸形状形成用転写シート
11 :凹凸形状形成用転写シートのロール巻き
20 :水溶性樹脂層
21 :第1の面
22 :凹凸
30 :水不溶性樹脂層
32 :凹凸
40 :被転写体
41 :コーティング材
50 :支持体層
60 :粘着層
70 :基材
80 :粘着層
Claims (23)
- 25℃の蒸留水に対する溶解時間が0.2秒/μm以上で1.0秒/μm以下である水溶性樹脂からなり、その第1の面に凹凸を有する水溶性樹脂層と、
前記第1の面に積層された水不溶性樹脂層と
を具備する凹凸形状形成用転写シート。 - 請求項1に記載の凹凸形状形成用転写シートであって、
前記水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンを含有し、ポリビニルアルコールとポリビニルピロリドンとの合計質量が前記水溶性樹脂の全量に対して40質量パーセント以上で100質量パーセント未満である
凹凸形状形成用転写シート。 - 請求項1又は2に記載の凹凸形状形成用転写シートであって、
前記水溶性樹脂は、ポリビニルアルコールの重合度が250以上で1000以下であり、ポリビニルピロリドンの重合度が100以上で2000以下の水溶性樹脂である
凹凸形状形成用転写シート。 - 請求項1乃至3のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
前記水溶性樹脂は、ポリビニルアルコールとポリビニルピロリドンとの質量比が80:20~20:80の範囲にある
凹凸形状形成用転写シート。 - 請求項2乃至4のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
前記水溶性樹脂は、前記ポリビニルアルコールのけん化度が70%以上で99%以下である
凹凸形状形成用転写シート。 - 請求項1乃至5のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
前記水溶性樹脂層は、ラテックス又は可塑剤を含有する
凹凸形状形成用転写シート。 - 請求項6に記載の凹凸形状形成用転写シートであって、
前記水溶性樹脂層は、ラテックスを2質量パーセント以上で50質量パーセント以下含有する
凹凸形状形成用転写シート。 - 請求項6に記載の凹凸形状形成用転写シートであって、
前記水溶性樹脂層は、可塑剤を2質量パーセント以上で10質量パーセント以下含有する
凹凸形状形成用転写シート。 - 請求項1乃至8のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
当該凹凸形状形成用転写シートは、ロール状に巻き取られた長尺シートからなる
凹凸形状形成用転写シート。 - 請求項1乃至9のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
前記水溶性樹脂層の前記第1の面の反対面に積層された支持体層を具備し、
前記支持体層と前記水溶性樹脂層の間のピール剥離力が2g/cm以上70g/cm以下である
凹凸形状形成用転写シート。 - 請求項1乃至10のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
前記支持体層の前記水不溶性樹脂層と接する面の反対面に滑り層
を具備する凹凸形状形成用転写シート。 - 請求項1乃至11のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
前記水不溶性樹脂層の前記水溶性樹脂層の第1の面と対向する面と反対の面側に積層された粘着層
を具備する凹凸形状形成用転写シート。 - 請求項1乃至12のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
前記水不溶性樹脂層は、コーティング材からなる
凹凸形状形成用転写シート。 - 請求項1乃至13のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
前記水不溶性樹脂層は、ポリウレタン又はアクリル樹脂からなる
凹凸形状形成用転写シート。 - 請求項1乃至13のうちいずれか1項に記載の凹凸形状形成用転写シートであって、
前記水不溶性樹脂層は、紫外線硬化樹脂組成物を硬化した樹脂からなる
凹凸形状形成用転写シート。 - 請求項1乃至15のうちいずれか1項に記載の凹凸形状形成用転写シートの製造方法であって、
前記第1の面に凹凸を有する前記水溶性樹脂層を準備する工程と、
前記第1の面に水不溶性樹脂層を形成する工程と
を具備する凹凸形状形成用転写シートの製造方法。 - 請求項16に記載の凹凸形状形成用転写シートの製造方法であって、
前記水溶性樹脂層を構成するロール状の水溶性樹脂シートを送り出す工程と、
前記送り出された水溶性樹脂シートの第1の面に加熱凹凸ローラを使って凹凸を転写する工程と
を具備する凹凸形状形成用転写シートの製造方法。 - 請求項16又は17に記載の凹凸形状形成用転写シートの製造方法であって、
前記第1の面に水不溶性樹脂層を形成した後に、当該凹凸形状形成用転写シートをロール状に巻き取る工程
をさらに具備する凹凸形状形成用転写シートの製造方法。 - 請求項16乃至18のうちいずれか1項に記載の凹凸形状形成用転写シートの製造方法であって、
支持体を準備する工程と、
前記支持体層に表面処理を施す工程と、
前記支持体の表面処理を施した面に前記水溶性樹脂層を積層する工程と
を具備する凹凸形状形成用転写シートの製造方法。 - 請求項16乃至19のうちいずれか1項に記載の凹凸形状形成用転写シートの製造方法であって、
前記水不溶性樹脂層の前記水溶性樹脂層の第1の面と対向する面と反対面に粘着層を積層する工程
を具備する凹凸形状形成用転写シートの製造方法。 - 請求項16乃至20のうちいずれか1項に記載の凹凸形状形成用転写シートの製造方法であって、
前記水不溶性樹脂層は、コーティング材からなり、
前記第1の面に水不溶性樹脂層を形成する工程は、
前記第1の面に前記コーティング材となる塗布液を積層する工程と、
前記塗布液を乾燥させて前記水溶性樹脂層の第1の面に前記水不溶性樹脂層を形成する工程と
を具備する凹凸形状形成用転写シートの製造方法。 - 請求項16乃至20のうちいずれか1項に記載の凹凸形状形成用転写シートの製造方法であって、
前記水不溶性樹脂層は、紫外線硬化樹脂組成物を硬化した樹脂からなり、
前記第1の面に水不溶性樹脂層を形成する工程は、
前記第1の面に前記紫外線樹脂組成物となる塗布液を積層する工程と、
前記塗布液を硬化させて前記水溶性樹脂層の第1の面に前記紫外線硬化樹脂組成物を硬化した樹脂からなる前記水不溶性樹脂層を形成する工程と
を具備する凹凸形状形成用転写シートの製造方法。 - 請求項1乃至15のうちいずれか1項に記載の凹凸形状形成用転写シートの前記水不溶性樹脂層側を、被転写体表面に貼り付ける工程と、
前記被転写体表面に貼り付けた前記凹凸形状形成用転写シートの前記水溶性樹脂層を除去して前記被転写体表面に前記水不溶性樹脂層を残存させ、前記被転写体表面に前記水不溶性樹脂層からなる凹凸形状を露出させる工程と
を具備する凹凸形状形成方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20951525.3A EP4205965A1 (en) | 2020-08-28 | 2020-08-28 | Transfer sheet for texturing formation, manufacturing method for transfer sheet for texturing formation, and texturing formation method |
| CN202080103601.9A CN116034024A (zh) | 2020-08-28 | 2020-08-28 | 凹凸形状形成用转印片及其制造方法和凹凸形状形成方法 |
| PCT/JP2020/032667 WO2022044275A1 (ja) | 2020-08-28 | 2020-08-28 | 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 |
| US18/042,866 US20230321967A1 (en) | 2020-08-28 | 2020-08-28 | Transfer sheet for forming recessed and projecting shape, method of producing transfer sheet for forming recessed and projecting shape, and method of forming recessed and projecting shape |
| JP2022545213A JPWO2022044275A1 (ja) | 2020-08-28 | 2020-08-28 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/032667 WO2022044275A1 (ja) | 2020-08-28 | 2020-08-28 | 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022044275A1 true WO2022044275A1 (ja) | 2022-03-03 |
Family
ID=80352967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/032667 WO2022044275A1 (ja) | 2020-08-28 | 2020-08-28 | 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230321967A1 (ja) |
| EP (1) | EP4205965A1 (ja) |
| JP (1) | JPWO2022044275A1 (ja) |
| CN (1) | CN116034024A (ja) |
| WO (1) | WO2022044275A1 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0211612B2 (ja) | 1985-05-14 | 1990-03-15 | Nippon Shokubai Kagaku Kogyo Kk | |
| JP2005238674A (ja) * | 2004-02-26 | 2005-09-08 | Dainippon Printing Co Ltd | 水圧転写シート及び金属調成形品の製造方法 |
| JP2013006409A (ja) * | 2011-05-24 | 2013-01-10 | Nippon Synthetic Chem Ind Co Ltd:The | 転写印刷用積層体に用いるベースフィルム、転写印刷用積層体、及びベースフィルムの製造方法 |
| JP2014043036A (ja) * | 2012-08-27 | 2014-03-13 | Kuraray Co Ltd | ポリビニルアルコールフィルムの製造方法 |
| JP2017082172A (ja) * | 2015-10-30 | 2017-05-18 | 日本合成化学工業株式会社 | 成形品 |
| JP2018158578A (ja) * | 2018-06-05 | 2018-10-11 | 大日本印刷株式会社 | 水圧転写フィルム |
| JP6511612B2 (ja) * | 2016-08-15 | 2019-05-15 | 国立研究開発法人宇宙航空研究開発機構 | リブレット用転写シート、リブレット用転写シートの製造方法及びリブレット成形方法 |
| JP2020066666A (ja) * | 2018-10-23 | 2020-04-30 | 日本酢ビ・ポバール株式会社 | 保護膜形成用組成物 |
-
2020
- 2020-08-28 CN CN202080103601.9A patent/CN116034024A/zh active Pending
- 2020-08-28 WO PCT/JP2020/032667 patent/WO2022044275A1/ja unknown
- 2020-08-28 JP JP2022545213A patent/JPWO2022044275A1/ja active Pending
- 2020-08-28 US US18/042,866 patent/US20230321967A1/en active Pending
- 2020-08-28 EP EP20951525.3A patent/EP4205965A1/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0211612B2 (ja) | 1985-05-14 | 1990-03-15 | Nippon Shokubai Kagaku Kogyo Kk | |
| JP2005238674A (ja) * | 2004-02-26 | 2005-09-08 | Dainippon Printing Co Ltd | 水圧転写シート及び金属調成形品の製造方法 |
| JP2013006409A (ja) * | 2011-05-24 | 2013-01-10 | Nippon Synthetic Chem Ind Co Ltd:The | 転写印刷用積層体に用いるベースフィルム、転写印刷用積層体、及びベースフィルムの製造方法 |
| JP2014043036A (ja) * | 2012-08-27 | 2014-03-13 | Kuraray Co Ltd | ポリビニルアルコールフィルムの製造方法 |
| JP2017082172A (ja) * | 2015-10-30 | 2017-05-18 | 日本合成化学工業株式会社 | 成形品 |
| JP6511612B2 (ja) * | 2016-08-15 | 2019-05-15 | 国立研究開発法人宇宙航空研究開発機構 | リブレット用転写シート、リブレット用転写シートの製造方法及びリブレット成形方法 |
| JP2018158578A (ja) * | 2018-06-05 | 2018-10-11 | 大日本印刷株式会社 | 水圧転写フィルム |
| JP2020066666A (ja) * | 2018-10-23 | 2020-04-30 | 日本酢ビ・ポバール株式会社 | 保護膜形成用組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4205965A1 (en) | 2023-07-05 |
| US20230321967A1 (en) | 2023-10-12 |
| CN116034024A (zh) | 2023-04-28 |
| JPWO2022044275A1 (ja) | 2022-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI279257B (en) | Hydraulic transfer film and production method for hydraulic transferred article using the same | |
| JP5155645B2 (ja) | 耐箔バリ性に優れた転写材の製造方法と転写材 | |
| TWI498214B (zh) | 熱轉印用薄膜及使用其之加飾成形品 | |
| WO2017170963A1 (ja) | 熱転写シート | |
| JP6187714B1 (ja) | 転写箔 | |
| TWI783974B (zh) | 裝飾材及其製造方法 | |
| KR20190095881A (ko) | 신축성 uv 잉크를 사용한 굴곡진 표면 상으로의 uv 인쇄물 전사 | |
| JP2009062400A (ja) | 紫外線硬化型ハードコート剤及びフィルム成型物 | |
| KR20060081710A (ko) | 수압 전사용 필름 및 수압 전사체 | |
| WO2022044275A1 (ja) | 凹凸形状形成用転写シート、凹凸形状形成用転写シートの製造方法及び凹凸形状形成方法 | |
| JP4437245B2 (ja) | 水圧転写用フィルムおよび水圧転写体 | |
| JP2014172278A (ja) | 熱転写用フィルム、その製造方法、及びそれを使用した加飾品の製造方法 | |
| TW201348394A (zh) | 易剝離性黏著薄膜及金屬板之加工方法 | |
| TW201002518A (en) | Production process of multi layer and the multi layer produced by such process | |
| JP4277650B2 (ja) | 水圧転写用フィルムおよび水圧転写体 | |
| JP2014159128A (ja) | 熱転写フィルムの製造方法、及びそれを使用した加飾品の製造方法 | |
| WO1998008905A1 (fr) | Encre d'heliogravure durable et utilisations de celle-ci | |
| JPH07103245B2 (ja) | 被覆物の製造方法 | |
| JP2005205659A (ja) | 水圧転写用フィルムの製造方法、水圧転写用フィルムおよび水圧転写体 | |
| JP2006264126A (ja) | 水圧転写フィルム及び水圧転写体 | |
| WO2016021658A1 (ja) | 加飾タイヤ及びその製造方法 | |
| JP4601769B2 (ja) | フォトマスク用保護膜転写シート及び保護膜転写方法 | |
| JP2005297429A (ja) | 水圧転写用フィルムおよび水圧転写体 | |
| JP2006123392A (ja) | 水圧転写フィルムの製造方法 | |
| JPH0715011B2 (ja) | 光硬化性被覆用シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20951525 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022545213 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020951525 Country of ref document: EP Effective date: 20230328 |