WO2022004817A1 - 鋼板、部材及びそれらの製造方法 - Google Patents
鋼板、部材及びそれらの製造方法 Download PDFInfo
- Publication number
- WO2022004817A1 WO2022004817A1 PCT/JP2021/024843 JP2021024843W WO2022004817A1 WO 2022004817 A1 WO2022004817 A1 WO 2022004817A1 JP 2021024843 W JP2021024843 W JP 2021024843W WO 2022004817 A1 WO2022004817 A1 WO 2022004817A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- steel
- temperature
- bending
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 187
- 239000010959 steel Substances 0.000 title claims abstract description 187
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 37
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 94
- 238000005452 bending Methods 0.000 claims abstract description 84
- 238000005096 rolling process Methods 0.000 claims abstract description 50
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 44
- 229910001566 austenite Inorganic materials 0.000 claims abstract description 41
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 41
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 17
- 239000000203 mixture Substances 0.000 claims abstract description 16
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 15
- 230000008859 change Effects 0.000 claims abstract description 11
- 238000000034 method Methods 0.000 claims description 57
- 238000001816 cooling Methods 0.000 claims description 56
- 239000002245 particle Substances 0.000 claims description 44
- 238000005496 tempering Methods 0.000 claims description 40
- 230000008569 process Effects 0.000 claims description 38
- 230000000717 retained effect Effects 0.000 claims description 32
- 238000000137 annealing Methods 0.000 claims description 28
- 230000009466 transformation Effects 0.000 claims description 22
- 238000003466 welding Methods 0.000 claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 18
- 238000007747 plating Methods 0.000 claims description 18
- 238000005097 cold rolling Methods 0.000 claims description 16
- 238000005246 galvanizing Methods 0.000 claims description 15
- 238000005098 hot rolling Methods 0.000 claims description 12
- 238000000465 moulding Methods 0.000 claims description 11
- 230000006835 compression Effects 0.000 claims description 9
- 238000007906 compression Methods 0.000 claims description 9
- 238000004804 winding Methods 0.000 claims description 8
- 230000009467 reduction Effects 0.000 claims description 7
- 239000010960 cold rolled steel Substances 0.000 claims description 5
- 239000012535 impurity Substances 0.000 claims description 5
- 239000004615 ingredient Substances 0.000 claims 1
- 238000012360 testing method Methods 0.000 description 58
- 230000000694 effects Effects 0.000 description 28
- 238000012545 processing Methods 0.000 description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 11
- 230000015572 biosynthetic process Effects 0.000 description 9
- 230000007423 decrease Effects 0.000 description 9
- 238000005275 alloying Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 150000001247 metal acetylides Chemical class 0.000 description 8
- 238000005728 strengthening Methods 0.000 description 8
- 238000011282 treatment Methods 0.000 description 8
- 238000010521 absorption reaction Methods 0.000 description 7
- 229910052750 molybdenum Inorganic materials 0.000 description 7
- 229910052720 vanadium Inorganic materials 0.000 description 7
- 238000002441 X-ray diffraction Methods 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 229910052759 nickel Inorganic materials 0.000 description 6
- 229910052758 niobium Inorganic materials 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 238000010791 quenching Methods 0.000 description 6
- 229910052718 tin Inorganic materials 0.000 description 6
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 5
- 229910052804 chromium Inorganic materials 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 238000009864 tensile test Methods 0.000 description 5
- 229910052725 zinc Inorganic materials 0.000 description 5
- 239000011701 zinc Substances 0.000 description 5
- 229910001567 cementite Inorganic materials 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 4
- 229910001562 pearlite Inorganic materials 0.000 description 4
- 238000005498 polishing Methods 0.000 description 4
- 230000000171 quenching effect Effects 0.000 description 4
- 239000011800 void material Substances 0.000 description 4
- 229910001335 Galvanized steel Inorganic materials 0.000 description 3
- 239000008397 galvanized steel Substances 0.000 description 3
- 238000005554 pickling Methods 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- 238000012935 Averaging Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000005121 nitriding Methods 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 241000282414 Homo sapiens Species 0.000 description 1
- 241000282342 Martes americana Species 0.000 description 1
- 229910001035 Soft ferrite Inorganic materials 0.000 description 1
- -1 TiN Chemical class 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229910000797 Ultra-high-strength steel Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005261 decarburization Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/185—Hardening; Quenching with or without subsequent tempering from an intercritical temperature
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
- C21D1/22—Martempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/25—Hardening, combined with annealing between 300 degrees Celsius and 600 degrees Celsius, i.e. heat refining ("Vergüten")
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to steel sheets, members, and methods for manufacturing them, which have high strength and excellent collision characteristics.
- the steel sheet of the present invention can be suitably used for parts mainly used in the automobile field.
- high-strength steel sheets with a tensile strength (hereinafter, also simply referred to as TS) of 980 MPa or more have already been put into practical use in non-deformable members, but high-strength steel sheets have been increased in energy-absorbing members.
- TS tensile strength
- High-strength high-tensile steel has a problem that it is liable to cause member breakage starting from a portion that has undergone primary processing by molding at the time of collision, and it is not possible to stably exhibit collision energy absorption capacity. Therefore, there is room to contribute to environmental conservation by reducing the weight while ensuring safety in the event of a collision by suppressing member breakage during a collision and stably exerting high absorption energy. From the above, it is necessary to apply a high-strength steel plate having a TS of 590 MPa or more, which has excellent collision characteristics, to the energy absorbing member.
- Patent Document 1 discloses a technique relating to an ultra-high strength steel plate having a TS of 1200 MPa class, which is excellent in formability and impact resistance.
- Patent Document 2 discloses a technique relating to a high-strength steel plate having a maximum tensile strength of 780 MPa or more and applicable to a shock absorbing member at the time of a collision.
- Patent Document 1 Although the collision characteristics are examined in Patent Document 1, the impact resistance on the premise that the member does not break at the time of collision is examined, and the collision characteristics from the viewpoint of the member breakage are examined. Not.
- the hat material is subjected to a crack determination in a dynamic shaft crushing test by a drop weight, and the fracture resistance property of TS over 780 MPa is evaluated.
- the crack determination after crushing the process from cracking to rupture during crushing, which is important for collision characteristics, cannot be evaluated. The reason is that if cracks occur at an early stage in the process of crushing, even a slight crack that does not penetrate the plate thickness may reduce the absorbed energy. In addition, if cracks occur in the later stage of the crushing process, even large cracks that penetrate the plate thickness may have little effect on the absorbed energy. Therefore, it is considered that the evaluation of the fracture resistance is not sufficient only by the crack determination after crushing.
- the present invention has been made in view of such circumstances, and is suitable for an energy absorbing member of an automobile, has a tensile strength (TS) of 590 MPa or more, and has excellent collision characteristics.
- TS tensile strength
- the present inventors have found the following as a result of repeated diligent research to solve the above problems.
- Ferrite 40-85%
- tempered martensite and bainite total 10-55%
- retained austenite It has a steel structure of 3 to 15%, total of ferrite, tempered martensite, bainite and retained austenite: 93% or more, and is 0 to 50 ⁇ m from the surface of the steel plate on the compression side when the steel plate is bent by a predetermined 90 °.
- the amount of change in (particle size in the plate thickness direction) / (particle size in the direction orthogonal to the plate thickness) of tempered martensite before and after bending was set to 0.50 or more. From these, it was found that a steel sheet having high strength and excellent collision characteristics can be obtained.
- ferrite 40-85%
- total tempered martensite and bainite 10-55%
- retained austenite 3-15%
- ferrite, tempered martensite, bainite and retained austenite total 93% or more.
- Radius of curvature / Plate thickness Tempering martensite in the L cross section within the region of 0 to 50 ⁇ m from the surface of the steel plate on the compression side when it is bent 90 ° in the rolling (L) direction with the width (C) direction as the axis at 4.2.
- the amount of change in (particle size in the plate thickness direction) / (particle size in the direction orthogonal to the plate thickness) of the site before and after bending is 0.50 or more.
- the composition of the components is mass%. C: 0.03 to 0.20%, Si: 0.1-2.0%, Mn: 0.5-2.5%, P: 0.05% or less, S: 0.05% or less, Sol.
- the steel sheet according to [1] which contains Al: 0.005 to 0.1% and N: 0.010% or less, and the balance is Fe and unavoidable impurities.
- the composition of the components is further increased by mass%.
- [5] A member obtained by subjecting at least one of molding and welding to the steel sheet according to any one of [1] to [4].
- [6] A steel slab having a carbon equivalent Ceq of 0.35% or more and less than 0.60% and having the component composition described in [2] or [3] is hot at a finish rolling temperature of 850 to 950 ° C.
- the annealing step of heating the cold-rolled steel sheet after the cold rolling step to an annealing temperature of 720 to 860 ° C.
- a method for producing a steel sheet comprising: a heat treatment step of holding in a temperature range of 100 to 300 ° C. for 20 seconds or more after the tempering step.
- a steel sheet having a tensile strength (TS) of 590 MPa or more and excellent collision characteristics can be obtained.
- the member obtained by molding or welding the steel sheet of the present invention can be suitably used as an energy absorbing member used in the automobile field.
- the steel sheet of the present invention has a component composition having a carbon equivalent Ceq of 0.35% or more and less than 0.60%, an area ratio of ferrite: 40 to 85%, and a total of tempered martensite and bainite: 10 to 55%.
- Retained austenite 3 to 15%, total of ferrite, tempered martensite, bainite and retained austenite: 93% or more.
- Carbon equivalent Ceq 0.35% or more and less than 0.60% Carbon equivalent Ceq is the effect of elements other than C converted into C as an index of steel strength.
- the strength of the present invention can be obtained by setting the carbon equivalent Ceq to 0.35% or more, preferably 0.40% or more.
- the carbon equivalent Ceq is less than 0.60%, preferably 0.55% or less, the effect of improving the collision characteristics of the present invention can be obtained.
- the carbon equivalent Ceq can be calculated by the following formula.
- the area ratio of ferrite 40-85% If the area ratio of ferrite is less than 40%, the tempered martensite fraction may become excessive and the collision characteristics may deteriorate. Therefore, the area ratio of ferrite is 40% or more, preferably 50% or more. On the other hand, if the area ratio of ferrite exceeds 85%, the ferrite fraction may become excessive and the TS may decrease. Therefore, the area ratio of ferrite is 85% or less, preferably 80% or less. Further, it is more preferably 75% or less, and further preferably 70% or less.
- Total area ratio of tempered martensite and bainite 10-55% Tempering martensite and bainite are effective in improving absorption energy and increasing strength while suppressing member breakage during collision deformation. If the total area ratio of tempered martensite and bainite is less than 10%, TS may decrease. Therefore, the total area ratio is 10% or more, preferably 20% or more. Further, if the total area ratio of tempered martensite and bainite exceeds 55%, the collision characteristics may deteriorate. Therefore, the total area ratio is 55% or less, preferably 50% or less. Further, the range of the area ratios of tempered martensite and bainite is not particularly limited as long as the above range is satisfied, but the area ratio of bainite is preferably 3 to 20%.
- Bainite is effective in concentrating C to untransformed austenite during retention in the tempering step to obtain retained austenite and to improve the absorbed energy at the time of collision. If the area ratio of bainite is less than 3%, this effect may be small. On the other hand, when the area ratio of bainite exceeds 20%, C is excessively concentrated in untransformed austenite during holding in the tempering step, and the martensitic transformation start temperature Ms (hereinafter, also simply referred to as Ms point or Ms) becomes. descend.
- Ms point or Ms martensitic transformation start temperature
- the martensite generated during cooling after holding has a high amount of solid solution C and undergoes martensitic transformation at a lower temperature, so that the tempering of martensite during cooling is insufficient as compared with the case where the Ms point is high. ..
- the area ratio of bainite is preferably 3% or more.
- the area ratio of bainite is preferably 20% or less.
- the area ratio of bainite is more preferably 5% or more, still more preferably 8% or more.
- the area ratio of bainite is more preferably 18% or less, still more preferably 15% or less.
- Area ratio of retained austenite 3 to 15% Retained austenite is effective in delaying the occurrence of cracks at the time of collision and improving the collision characteristics.
- the mechanism is not clear, but it is thought to be as follows.
- the residual austenite is work-hardened during collision deformation, and the radius of curvature during bending deformation increases, so that the strain at the bent portion is dispersed. By dispersing the strain, the stress concentration on the void generation part due to the primary processing is relaxed, and as a result, the collision characteristics are improved. If the area ratio of retained austenite is less than 3%, such an effect cannot be obtained. In addition, TS may decrease. Therefore, the area ratio of retained austenite is 3% or more, preferably 5% or more.
- the area ratio of the retained austenite exceeds 15%, the fresh martensite generated by the work-induced transformation may reduce the fracture resistance at the time of collision. Therefore, the area ratio of retained austenite is 15% or less, preferably 10% or less.
- Total area ratio of ferrite, tempered martensite, bainite, and retained austenite 93% or more
- the area ratio of phases other than the above is high. Therefore, it becomes difficult to achieve both strength and collision characteristics.
- the phases other than the above include fresh martensite, pearlite, and cementite, and if these phases exceed 7% in total, they may become a starting point of void formation during collision deformation and deteriorate the collision characteristics.
- the strength may decrease as pearlite and cementite increase.
- the total area ratio of ferrite, tempered martensite, bainite, and retained austenite is 93% or more, high strength and collision characteristics can be obtained regardless of the type and area ratio of the remaining phases. Therefore, the total area ratio is 93% or more, preferably 95% or more.
- the total area ratio may be 100%.
- the remaining structures other than the above include pearlite and cementite, and the total area ratio of these remaining structures is 7% or less. Preferably, the total area ratio of the remaining tissue is 5% or less.
- the area ratio of ferrite, tempered martensite, and bainite is the ratio of the area of each phase to the observed area.
- the area ratio of each tissue is measured as follows. After polishing the plate thickness cross section of the steel plate cut at right angles to the rolling direction, it is corroded with 3% by volume nital, and the plate thickness 1/4 position is photographed in 3 fields with a SEM (scanning electron microscope) at a magnification of 1500 times. From the obtained image data, the area ratio of each structure is obtained using Image-Pro manufactured by Media Cybernetics. 3 Let the average value of the area ratio of the visual field be the area ratio of each tissue.
- ferrite is black
- bainite is black containing island-like retained austenite or gray containing aligned carbides
- tempered martensite is light gray containing fine misaligned carbides
- retained austenite is white. Can be distinguished as.
- the volume fraction of retained austenite was obtained by measuring the X-ray diffraction intensity shown below, and the volume fraction was regarded as the area fraction of retained austenite.
- the volume fraction of retained austenite is the volume fraction of fcc iron (200), (220), (311) with respect to the X-ray diffraction integral intensity of the (200), (211), (220) planes of bcc iron on the plate thickness 1/4 plane. ) The ratio of the X-ray diffraction integrated intensity of the surface.
- Radiation of curvature / Plate thickness Tempering Marten in the L cross section within the region of 0 to 50 ⁇ m from the surface of the steel plate on the compression side when it is bent 90 ° in the rolling (L) direction with the width (C) direction as the axis at 4.2.
- the amount of change in the site (particle size in the plate thickness direction) / (particle size in the direction perpendicular to the plate thickness) before and after bending is 0.50 or more.
- High collision characteristics can be obtained by setting the amount of change in particle size) / (particle size in the direction orthogonal to the plate thickness) before and after bending to 0.50 or more. This mechanism is not clear, but it is thought to be as follows.
- the starting point of member breakage at the time of collision which causes deterioration of collision characteristics, is the occurrence and propagation of cracks. It is considered that cracks are likely to occur due to a decrease in work hardening ability and formation and connection of voids in a region of high hardness difference.
- it is deformed so as to be bent back in the direction orthogonal to the primary processing at the portion subjected to the primary processing.
- stress is concentrated around the voids, which promotes the generation and growth of cracks, resulting in fracture.
- the amount of change in (particle size in the plate thickness direction) / (particle size in the direction orthogonal to the plate thickness) of the tempered martensite before and after bending is set to 0.50 or more.
- the amount of change can be obtained, for example, by controlling the cooling rate after annealing and heat treatment after the tempering step in the manufacturing method described later.
- the cooling rate is increased to suppress the ferrite transformation during cooling and suppress the decrease in the Ms point.
- the martensite produced by slowing the cooling rate is tempered from the cooling stage. It is considered that by creating softened tempered martensite, it plastically deforms following ferrite during bending and suppresses the formation of voids.
- the martensite generated after the tempering step becomes tempered martensite that suppresses void formation due to plastic deformation while maintaining a certain level of strength in a predetermined temperature range (100 to 300 ° C.), and high absorption energy can be stably obtained. It is thought that it will be possible.
- the amount of change in (particle size in the plate thickness direction) / (particle size in the direction orthogonal to the plate thickness) of the tempered martensite before and after bending is calculated by the following measurement method.
- the grain size of the tempered martensite in the plate thickness direction (hereinafter, also referred to as “particle size a1”) and the tempered martensite in the L cross section within the region of 0 to 50 ⁇ m from the surface of the steel sheet.
- the particle size in the direction orthogonal to the plate thickness of the site (hereinafter, also referred to as “particle size a2”) is measured.
- the particle size in the plate thickness direction of the tempered martensite (hereinafter, also referred to as “particle size b1”) and the particle size in the direction orthogonal to the plate thickness of the tempered martensite (hereinafter, also referred to as “particle size b2”). ) Is measured.
- the measurement position of the particle size after bending in the rolling direction is defined as a region formed by bending and including a corner portion extending in the width (C) direction (see reference numeral D1 in FIG. 1). More specifically, in the region that becomes the lowermost part in the width direction and the direction perpendicular to the rolling direction (pressing direction of the pressing portion such as a punch) due to bending, the tempered martensite in the region of 0 to 50 ⁇ m in the plate thickness direction. Measure the particle size.
- the amount of change in (particle size in the plate thickness direction) / (particle size in the direction orthogonal to the plate thickness) of the tempered martensite before and after the bending process is set to "(particle size b1 / particle size b2). -(Particle size a1 / Particle size a2) "is calculated.
- the particle size of the tempered martensite in the plate thickness direction and the particle size of the tempered martensite in the direction orthogonal to the plate thickness are measured as follows. After polishing the thick cross section of the steel plate cut in the rolling direction, the L cross section within the region of 0 to 50 ⁇ m from the surface of the steel plate at the bending apex on the compression side is photographed in 3 fields with a SEM (scanning electron microscope) at a magnification of 3000 times. .. From the obtained image data, using Image-Pro manufactured by Media Cybernetics, the particle size in the plate thickness direction of tempered martensite (length in the plate thickness direction) and the particle size in the direction perpendicular to the plate thickness of tempered martensite. (Length in the direction perpendicular to the plate thickness) is calculated. Each particle size is calculated by averaging the particle sizes of the three fields. This measurement is performed before the 90 ° bending process and after the 90 ° bending process, respectively.
- performing 90 ° bending in the rolling (L) direction about the width (C) direction means that when the steel plate is viewed in the width (C) direction (see reference numeral D1 in FIG. 1) (width direction).
- One of the steel plate surfaces in the width direction and the direction perpendicular to the rolling direction see reference numerals D1 and D2 in FIG. 1) so that the distance between both ends is shortened in the steel plate view (horizontal vertical cross-sectional view in the width direction). It refers to bending by pressing from the side and pressing until the angle formed by the flat parts that have not been bent at both ends becomes 90 °.
- the surface of the steel plate on the compression side refers to the surface of the steel plate on one side of the pressing (the surface of the steel plate in contact with the pressing portion such as a punch to be pressed).
- the L cross section refers to a cross section that is parallel to the rolling direction before bending and is perpendicular to the surface of the steel sheet (cross section perpendicular to the width direction).
- the L cross section after bending is a cross section formed by cutting in parallel with the direction of deformation due to bending, and refers to a cross section perpendicular to the width direction.
- the 90 ° bending process can be performed by bending process by V block method or bending process by draw forming.
- the steel sheet of the present invention may have an electrogalvanized layer, a hot-dip galvanized layer, or an alloyed hot-dip galvanized layer on the surface of the steel sheet.
- the tensile strength (TS) of the steel sheet of the present invention is 590 MPa or more.
- the high strength in the present invention means that the tensile strength (TS) is 590 MPa or more.
- the upper limit of the tensile strength (TS) is not particularly limited, but is preferably less than 980 MPa from the viewpoint of harmony with other characteristics.
- JIS Z2241 (2011) in which a JIS No. 5 tensile test piece (JIS Z2201) is collected from a steel plate in a direction perpendicular to the rolling direction and the strain rate is 10 -3 / s. ), A tensile test is performed to determine the tensile strength (TS).
- the thickness of the steel plate of the present invention is preferably 0.2 mm or more and 3.2 mm or less from the viewpoint of effectively obtaining the effect of the present invention.
- the steel sheet of the present invention has excellent collision characteristics.
- excellent in collision characteristics means that the fracture resistance characteristics are good and the absorption energy is good.
- Good fracture resistance in the present invention means that the average value ⁇ S of the stroke at the maximum load when the bending-orthogonal bending test described below is performed is 30 mm or more.
- Good collision characteristics in the present invention means that the shaft crushing test described below is carried out, and the average value Ave of the area in the range of stroke 0 to 100 mm in the stroke-load graph at the time of crushing is 35,000 N or more. It means that it is.
- a test piece is prepared by subjecting a steel sheet to a 90 ° bending process (primary bending process) in the rolling (L) direction with the width (C) direction as the axis at a radius of curvature / plate thickness of 4.2.
- the punch B1 is pushed into the steel plate placed on the die A1 having the V groove to obtain the test piece T1.
- the punch B2 is pushed into the test piece T1 placed on the support roll A2 so that the bending direction is perpendicular to the rolling direction, and orthogonal bending (secondary bending) is performed.
- D1 indicates the width (C) direction
- D2 indicates the rolling (L) direction.
- FIG. 4 shows a test piece T1 obtained by bending a steel sheet by 90 ° (primary bending).
- FIG. 5 shows a test piece T2 that has been subjected to orthogonal bending (secondary bending process) to the test piece T1.
- the position shown by the broken line on the test piece T2 of FIG. 5 corresponds to the position shown by the broken line on the test piece T1 of FIG. 4 before performing the orthogonal bending.
- the conditions for orthogonal bending are as follows. [Orthogonal bending conditions] Test method: Roll support, punch pushing roll diameter: ⁇ 30 mm Punch tip R: 0.4 mm Distance between rolls: (plate thickness x 2) + 0.5 mm Stroke speed: 20 mm / min Test piece size: 60 mm x 60 mm Bending direction: Rolling orthogonal direction In the stroke-load curve obtained when the above orthogonal bending is performed, the stroke at the maximum load is obtained. Let ⁇ S be the average value of the strokes at the maximum load when the bending-orthogonal bending test is performed three times.
- the above shaft crush test is performed as follows. First, in consideration of the influence of the plate thickness, the shaft crushing test is carried out using a steel plate having a plate thickness of 1.2 mm.
- the steel sheet obtained in the above manufacturing process is cut out and molded (bent) to a depth of 40 mm using a die having a punch shoulder radius of 5.0 mm and a die shoulder radius of 5.0 mm.
- the hat-shaped member 10 shown in FIGS. 6 and 7 is manufactured. Further, the steel plate used as the material of the hat-shaped member is separately cut into a size of 200 mm ⁇ 80 mm.
- the cut steel plate 20 and the hat-shaped member 10 are spot-welded to produce a test member 30 as shown in FIGS. 6 and 7.
- FIG. 6 is a front view of the test member 30 produced by spot welding the hat-shaped member 10 and the steel plate 20.
- FIG. 7 is a perspective view of the test member 30. As shown in FIG. 7, the positions of the spot welded portions 40 are such that the end portion of the steel plate and the welded portion are at a distance of 10 mm and the distance between the welded portions is 45 mm.
- the test member 30 is joined to the main plate 50 by TIG welding to prepare a sample for a shaft crush test.
- the impactor 60 is collided with the prepared sample for the shaft crush test at a constant velocity at a collision speed of 10 m / s, and the sample for the shaft crush test is crushed by 100 mm. As shown in FIG.
- the crushing direction D3 is a direction parallel to the longitudinal direction of the test member 30.
- the area in the range of stroke 0 to 100 mm in the stroke-load graph at the time of crushing is obtained, and the average value of the area when the test is performed three times is defined as the absorbed energy ( Fave ).
- C 0.03 to 0.20% C is an element necessary for improving the strength because it facilitates the formation of a phase other than ferrite and forms an alloy compound with Nb, Ti, and the like. If the C content is less than 0.03%, the desired strength may not be secured even if the production conditions are optimized. Therefore, the C content is preferably 0.03% or more, more preferably 0.05% or more. On the other hand, if the C content exceeds 0.20%, the strength of martensite increases excessively, and the collision characteristics of the present invention may not be obtained even if the production conditions are optimized. Therefore, the C content is preferably 0.20% or less, more preferably 0.18% or less.
- Si 0.1-2.0%
- Si is a ferrite-forming element and is also a solid solution strengthening element. Therefore, it contributes to improving the balance between strength and ductility.
- the Si content is preferably 0.1% or more, more preferably 0.2% or more.
- the Si content is preferably 2.0% or less, more preferably 1.5% or less.
- Mn 0.5-2.5%
- Mn is a martensite-forming element and is also a solid solution-enhancing element. It also contributes to the stabilization of retained austenite.
- the Mn content is preferably 0.5% or more.
- the Mn content is more preferably 1.0% or more.
- the Mn content is preferably 2.5% or less, more preferably 2.0% or less.
- P 0.05% or less
- the P content is preferably 0.05% or less, more preferably 0.01% or less.
- the lower limit that is currently industrially feasible is 0.002%, preferably 0.002% or more.
- the S content should be as low as possible, but the S content is preferably 0.05% or less from the viewpoint of manufacturing cost.
- the S content is more preferably 0.01% or less.
- Sol. Al 0.005 to 0.1% Al acts as a deoxidizing agent and is also a solid solution strengthening element. Sol. If the Al content is less than 0.005%, these effects may not be obtained, and even if the steel structure of the present invention is satisfied, the strength may decrease. Therefore, Sol. The Al content is preferably 0.005% or more. On the other hand, Sol. If the Al content exceeds 0.1%, the slab quality during steelmaking deteriorates. Therefore, Sol. The Al content is preferably 0.1% or less, more preferably 0.04% or less.
- N 0.010% or less N forms a nitride such as TiN, (Nb, Ti) (C, N), AlN, or a carbonitride-based coarse inclusion in the steel to reduce the collision characteristics. Therefore, it is necessary to suppress the content.
- the N content exceeds 0.010%, the collision characteristics tend to deteriorate, so the N content is preferably 0.010% or less.
- the N content is more preferably 0.007% or less, still more preferably 0.005% or less.
- the lower limit of the N content is not particularly limited, but the lower limit that can be industrially implemented at present is 0.0003%, preferably 0.0003% or more.
- the component composition of the steel sheet in the present invention contains the above-mentioned component elements as basic components, and the balance contains iron (Fe) and unavoidable impurities.
- the steel sheet of the present invention contains the above-mentioned basic components, and the balance has a component composition consisting of iron (Fe) and unavoidable impurities.
- the steel sheet of the present invention can appropriately contain the components (arbitrary elements) described below according to desired characteristics.
- Cr 1.0% or less
- Mo 0.5% or less
- V 0.5% or less
- Ti 0.5% or less
- Nb 0.5% or less
- B 0.005% or less
- Ni Select from 1.0% or less
- Cu 1.0% or less
- Sb 1.0% or less
- Sn 1.0% or less
- Ca 1.0% or less
- REM 0.005% or less
- At least one kind of Cr, Mo, and V is an element that improves hardenability and is effective for strengthening steel.
- the second phase fraction may become excessive and the fracture resistance at the time of collision may be deteriorated.
- the Cr content is preferably 1.0% or less, the Mo content is preferably 0.5% or less, and the V content is preferably 0.5% or less. Is. More preferably, the Cr content is 0.8% or less, the Mo content is 0.4% or less, and the V content is 0.4% or less. Since the effect of the present invention can be obtained even if the content of Cr, Mo, and V is small, the lower limit of the content of each is not particularly limited. In order to obtain the effect of quenchability more effectively, the contents of Cr, Mo and V are preferably 0.005% or more, respectively. More preferably, the contents of Cr, Mo and V are 0.01% or more, respectively.
- Ti and Nb are elements that are effective in strengthening the precipitation of steel. However, if the Ti content and the Nb content each exceed 0.5%, the fracture resistance at the time of collision may deteriorate. Therefore, when any of Ti and Nb is contained, the Ti content and the Nb content are preferably 0.5% or less, respectively. More preferably, the Ti content and the Nb content are 0.4% or less, respectively. Since the effect of the present invention can be obtained even if the contents of Ti and Nb are small, the lower limit of the respective contents is not particularly limited. In order to more effectively obtain the effect of steel precipitation strengthening, the Ti content and the Nb content are preferably 0.005% or more, respectively. More preferably, the Ti content and the Nb content are 0.01% or more, respectively.
- the B contributes to the improvement of hardenability by suppressing the formation and growth of ferrite from the austenite grain boundaries, and can be added as needed. However, if the B content exceeds 0.005%, the fracture resistance at the time of collision may deteriorate. Therefore, when B is contained, the B content is preferably 0.005% or less. More preferably, the B content is 0.004% or less. Since the effect of the present invention can be obtained even if the B content is small, the lower limit of the B content is not particularly limited. In order to more effectively obtain the effect of improving hardenability, the B content is preferably 0.0003% or more. More preferably, the B content is 0.0005% or more.
- Ni and Cu are effective elements for strengthening steel. However, if Ni and Cu each exceed 1.0%, the fracture resistance at the time of collision may deteriorate. Therefore, when any of Ni and Cu is contained, the content of Ni and Cu is preferably 1.0% or less, respectively. More preferably, the Ni content and the Cu content are 0.9% or less, respectively. Since the effect of the present invention can be obtained even if the contents of Ni and Cu are small, the lower limit of the respective contents is not particularly limited. In order to obtain the effect of strengthening the steel more effectively, the Ni content and the Cu content are preferably 0.005% or more, respectively. More preferably, the Ni content and the Cu content are 0.01% or more, respectively.
- Sn and Sb can be added as needed from the viewpoint of suppressing nitriding and oxidation of the surface of the steel sheet and decarburization of the region near the surface of the steel sheet. Suppressing such nitriding and oxidation has the effect of preventing the amount of martensite produced on the surface of the steel sheet from decreasing and improving the collision characteristics. However, if Sb and Sn each exceed 1.0%, the collision characteristics may deteriorate due to grain boundary embrittlement. Therefore, when any of Sb and Sn is contained, the Sb content and the Sn content are preferably 1.0% or less, respectively. More preferably, the Sb content and the Sn content are 0.9% or less, respectively.
- the lower limit of the respective contents is not particularly limited.
- the Sb content and the Sn content are preferably 0.005% or more, respectively. More preferably, the Sb content and the Sn content are 0.01% or more, respectively.
- Both Ca and REM are effective elements for improving processability by controlling the morphology of sulfides.
- the content of Ca and REM is preferably 0.005% or less, respectively. More preferably, the Ca content and the REM content are 0.004% or less, respectively. Since the effect of the present invention can be obtained even if the contents of Ca and REM are small, the lower limit of the respective contents is not particularly limited.
- the contents of Ca and REM are preferably 0.001% or more, respectively. More preferably, the Ca content and the REM content are 0.002% or more, respectively.
- the element is considered to be contained as an unavoidable impurity.
- the temperature at which the steel slab (steel material), steel plate, etc. shown below is heated or cooled means the surface temperature of the steel slab (steel material), steel plate, etc., unless otherwise specified.
- the method for producing a steel plate of the present invention is, for example, a hot rolling step in which a steel slab having the above-mentioned composition is hot-rolled at a finish rolling temperature of 850 to 950 ° C. and wound at a winding temperature of 600 ° C. or lower.
- the cold-rolled steel sheet after the hot-rolled step is cold-rolled at a reduction rate of over 20%, and the cold-rolled steel sheet after the cold-rolled step is heated to a shrinking temperature of 720 to 860 ° C.
- the cooling stop temperature from the martensite transformation start temperature Ms (Ms-250).
- the method for producing a steel plate of the present invention may include a plating step of applying electrozinc plating, hot-dip galvanizing, or alloying hot-dip galvanizing to the surface of the steel plate after the tempering step and before the heat treatment step. ..
- the composition of the steel slab used in the method for producing a steel sheet of the present invention satisfies the carbon equivalent Ceq: 0.35% or more and less than 0.60%. Carbon equivalent Ceq: 0.35% or more and less than 0.60% is a range optimized for producing the steel sheet of the present invention under the production conditions of the present invention.
- Finish rolling temperature 850-950 ° C If the finish rolling temperature is less than 850 ° C., ferrite transformation occurs during rolling and the strength is locally reduced, so that the strength may not be obtained even if the structure of the present invention is satisfied. Therefore, the finish rolling temperature is 850 ° C. or higher, preferably 880 ° C. or higher. On the other hand, when the finish rolling temperature exceeds 950 ° C., the crystal grains become coarse and the strength may not be obtained even if the structure of the present invention is satisfied. Therefore, the finish rolling temperature is 950 ° C. or lower, preferably 930 ° C. or lower.
- Winding temperature 600 ° C or less
- the winding temperature exceeds 600 ° C, the carbides in the hot-rolled steel sheet become coarse, and such coarsened carbides do not melt completely during soaking during annealing, so the required strength is required. May not be obtained. Therefore, the winding temperature is 600 ° C. or lower, preferably 580 ° C. or lower.
- the lower limit of the take-up temperature is not particularly limited, but it is preferable that the take-up temperature is 400 ° C. or higher from the viewpoint of preventing the steel sheet from having a shape defect and preventing the steel sheet from becoming excessively hard.
- the hot-rolled steel sheet obtained by the hot-rolling process is subjected to pretreatment such as pickling and degreasing by a commonly known method, and then cold-rolled as necessary.
- pretreatment such as pickling and degreasing by a commonly known method
- cold-rolled as necessary.
- the conditions of the cold rolling process when cold rolling is performed will be described.
- Cold rolling reduction rate 20% or more When the cold rolling reduction rate is 20% or less, recrystallization of ferrite is not promoted, unrecrystallized ferrite remains, and the steel structure of the present invention may not be obtained. be. Therefore, the rolling reduction of cold rolling is more than 20%, preferably 30% or more.
- the annealing temperature is 720 to 860 ° C. and the holding time is 30 seconds or more and the annealing temperature is less than 720 ° C., the formation of austenite is insufficient and excess ferrite is formed, so that the steel structure of the present invention cannot be obtained. Therefore, the annealing temperature is 720 ° C. or higher, preferably 740 ° C. or higher. On the other hand, if the annealing temperature exceeds 860 ° C., the ferrite fraction of the present invention cannot be secured. In addition, the excess of bainite may reduce the fracture resistance. Therefore, the annealing temperature is 860 ° C or lower, preferably 840 ° C or lower.
- the holding time is 30 seconds or more, preferably 60 seconds or more.
- the upper limit of the holding time is not particularly limited, but the holding time is preferably 600 seconds or less so as not to impair the productivity.
- Average cooling rate in the temperature range from the annealing temperature to the martensitic transformation start temperature Ms 20 ° C./s or more If the average cooling rate is less than 20 ° C./s, the fracture resistance characteristics of the present invention cannot be obtained. The reason for this is not clear, but it is thought to be as follows. If the cooling rate is less than 20 ° C./s, ferrite and bainite are excessively generated during cooling, and the martensitic transformation start temperature Ms decreases. Therefore, the amount of martensitic transformation at the time of cooling stop is reduced, and the martensitic transformation is performed at a lower temperature, so that the tempering of martensite during cooling becomes insufficient as compared with the case where the Ms point is high.
- the average cooling rate is set to 20 ° C./s or higher.
- Ms can be obtained by the following formula.
- each element symbol represents the content (mass%) of each element, and the element not contained is 0.
- [ ⁇ area%] is the ferrite area ratio after annealing.
- the ferrite area ratio after annealing is determined in advance by simulating the heating rate, annealing temperature, and holding time during annealing with a thermal expansion measuring device.
- the average cooling rate in the temperature range from the annealing temperature to the martensitic transformation start temperature Ms is more preferably 30 ° C./s or more.
- the upper limit of the average cooling rate is not particularly limited, but is preferably 200 ° C./s or less from the viewpoint of reducing the manufacturing cost.
- Average cooling rate from martensitic transformation start temperature Ms to cooling stop temperature 2 to 15 ° C / s If the average cooling rate is less than 2 ° C./s, bainite containing carbides is excessively formed during cooling, and the steel structure of the present invention cannot be obtained. Therefore, the average cooling rate is 2 ° C./s or higher, preferably 5 ° C./s or higher. On the other hand, when cooled at an average cooling rate exceeding 15 ° C./s, the fracture resistance characteristics of the present invention cannot be obtained. The reason for this is not clear, but it is thought to be as follows.
- the average cooling rate is 15 ° C./s or less, preferably 10 ° C./s or less.
- Cooling shutdown temperature (Ms-250 ° C) to (Ms-50 ° C) If the cooling shutdown temperature exceeds (Ms-50 ° C.), the formation of tempered martensite is insufficient, and the steel structure of the present invention cannot be obtained. Therefore, the cooling shutdown temperature is (Ms-50 ° C.) or lower, preferably (Ms-100 ° C.) or lower. On the other hand, if it is less than (Ms-250 ° C.), tempered martensite may be excessive and the production of retained austenite may be insufficient. Therefore, the cooling shutdown temperature is (Ms-250 ° C.) or higher, preferably (Ms-200 ° C.) or higher.
- tempering is performed. The conditions of the tempering process will be described.
- the tempering temperature is 300 to 500 ° C. and the holding time is 20 seconds or more and less than 300 ° C.
- the tempering of martensite is insufficient and the steel structure and collision characteristics of the present invention cannot be obtained.
- the bainite transformation may be insufficient, a preferable amount of bainite may not be obtained for improving the fracture resistance, and the fracture resistance may be deteriorated. Therefore, the tempering temperature is 300 ° C. or higher, preferably 350 ° C. or higher.
- the temperature exceeds 500 ° C. ferrite may be excessively generated and the steel structure of the present invention may not be obtained.
- the bainite transformation may be insufficient, a preferable amount of bainite may not be obtained for improving the fracture resistance, and the fracture resistance may be deteriorated. Therefore, the tempering temperature is 500 ° C. or lower, preferably 450 ° C. or lower. Further, if the holding time is less than 20 seconds, the tempering of martensite becomes insufficient, and it is considered that the tempered martensite does not follow the ferrite and is not deformed during the primary processing, and voids are likely to occur, resulting in deterioration of collision characteristics. .. In addition, the bainite transformation may be insufficient, and a preferable amount of bainite may not be obtained for improving the fracture resistance, and the fracture resistance may be deteriorated. Therefore, the holding time is 20 seconds or more, preferably 30 seconds or more. The upper limit of the holding time is not particularly limited, but the holding time is preferably 500 seconds or less so as not to impair the productivity.
- Holding temperature after tempering step 100 to 300 ° C., holding time: 20 seconds or more
- the method for producing a steel plate of the present invention includes a heat treatment step of holding in a temperature range of 100 to 300 ° C. for 20 seconds or more after the tempering step. If the holding temperature is less than 100 ° C. or more than 300 ° C., or the holding time is less than 20 seconds, the steel structure and fracture resistance characteristics of the present invention cannot be obtained. The reason for this is not clear, but it is thought to be as follows.
- the holding temperature is 100 ° C. or higher, preferably 150 ° C. or higher.
- the holding temperature exceeds 300 ° C, the amount of martensite produced may be small, and the martensite generated during cooling after holding may not be tempered and remains as fresh martensite until the final structure. It is considered that the steel structure and collision characteristics of the present invention cannot be obtained.
- the holding temperature is 300 ° C. or lower, preferably 250 ° C. or lower.
- the holding time is 20 seconds or more, preferably 30 seconds or more. Retention in the temperature range of 100 to 300 ° C. may be carried out after cooling to a temperature range of 100 to 300 ° C. after the tempering step, or after the tempering step, cooling to less than 100 ° C. and then 100 to 300 ° C. It may be carried out after reheating to a temperature range.
- the holding temperature does not have to be constant as long as it is within the above-mentioned temperature range, and even if the cooling rate changes during cooling, it is within the specified range.
- the gist of the present invention is not impaired.
- the steel sheet may be heat-treated by any equipment as long as the heat history is satisfied.
- the surface of the steel plate may be subjected to electrozinc plating, hot-dip galvanizing, or alloyed hot-dip galvanizing after the tempering step and before the heat treatment step.
- the electrozinc plating treatment is preferably performed by energizing while immersing in a zinc solution at 50 to 60 ° C.
- the hot-dip galvanizing treatment is preferably performed by immersing the steel sheet obtained above in a zinc plating bath having a temperature of 440 ° C. or higher and 500 ° C. or lower. After that, it is preferable to adjust the amount of plating adhesion by gas wiping or the like. It should be noted that there may be an alloying step in which the alloying treatment is performed after the hot dip galvanizing treatment step. When the zinc plating is alloyed, it is preferable to hold it for 1 second or more and 40 seconds or less in a temperature range of 450 ° C. or higher and 580 ° C. or lower for alloying.
- the steel sheet after hot-dip galvanizing or alloying hot-dip galvanizing can be temper-rolled for the purpose of shape correction and surface roughness adjustment.
- the pressure adjusting ratio exceeds 0.5%, the bendability may deteriorate due to surface hardening, so the pressure adjusting ratio is preferably 0.5% or less. More preferably, it is 0.3% or less.
- various coating treatments such as resin and oil coating can be applied.
- the conditions of other manufacturing methods are not particularly limited, but it is preferable to carry out under the following conditions.
- the slab is preferably manufactured by a continuous casting method in order to prevent macrosegregation, and can also be manufactured by an ingot forming method or a thin slab casting method.
- To hot-roll the slab the slab may be cooled to room temperature and then reheated for hot rolling. It is also possible to charge the slab into a heating furnace without cooling it to room temperature and perform hot rolling. In addition, an energy-saving process of hot rolling immediately after performing a small amount of heat retention can also be applied.
- heating the slab it is preferable to heat it to 1100 ° C. or higher because it prevents the rolling load from increasing and the carbides dissolve. Further, in order to prevent an increase in scale loss, the heating temperature of the slab is preferably 1300 ° C. or lower.
- the scale of the rolled steel sheet may be removed by pickling or the like. After pickling, cold rolling, annealing, and galvanization are performed under the above conditions.
- the member of the present invention is formed by subjecting the steel sheet of the present invention to at least one of molding and welding. Further, the method for manufacturing a member of the present invention includes a step of performing at least one of molding and welding on the steel sheet manufactured by the method for manufacturing a steel sheet of the present invention.
- the steel sheet of the present invention has high strength and excellent collision characteristics. Therefore, the member obtained by using the steel plate of the present invention also has high strength, excellent collision characteristics, and is less likely to break the member at the time of collision deformation. Therefore, the member of the present invention can be suitably used as an energy absorbing member in an automobile part.
- general processing methods such as press processing can be used without limitation.
- welding general welding such as spot welding and arc welding can be used without limitation.
- Example 1 The steel having the composition shown in Table 1 was melted in a vacuum melting furnace and lump-rolled to obtain a steel slab. These steel slabs were heated and subjected to hot rolling, cold rolling, annealing, quenching, tempering, and heat treatment under the conditions shown in Table 2 to produce a steel sheet. When the steel sheets were manufactured under the conditions shown in Table 2, some of the steel sheets were plated after the tempering step. In the electrozinc plating treatment, the steel sheet was immersed in a zinc solution and energized to form an electrozinc plating layer (EG) having a plating adhesion amount of 10 to 100 g / m 2.
- EG electrozinc plating layer
- the steel sheet was immersed in a plating bath to form a hot-dip galvanizing layer (GI) having a plating adhesion amount of 10 to 100 g / m 2.
- a hot-dip galvanizing layer GI
- an alloyed hot-dip galvanized layer GA was formed by forming a hot-dip galvanized layer on a steel sheet and then performing an alloying treatment. The final thickness of each steel plate was 1.2 mm.
- the obtained steel sheet is subjected to skin pass rolling with a rolling reduction of 0.2%, and then the area ratio of ferrite (F), bainite (B), tempered martensite (TM) and retained austenite (RA) is according to the following method. I asked for each. Further, according to the above method, when bending is performed by 90 ° in the rolling (L) direction with the width (C) direction as the axis at the radius of curvature / plate thickness: 4.2, it is within the region of 0 to 50 ⁇ m from the surface of the steel plate on the compression side. The amount of change in the tempered martensite (particle size in the plate thickness direction) / (particle size in the direction orthogonal to the plate thickness) before and after bending was also measured in the L cross section of.
- the area ratio of each tissue is measured as follows. After polishing the plate thickness cross section of the steel plate cut at right angles to the rolling direction, it is corroded with 3% by volume nital, and the plate thickness 1/4 position is photographed in 3 fields with a SEM (scanning electron microscope) at a magnification of 1500 times. From the obtained image data, the area ratio of each structure is obtained using Image-Pro manufactured by Media Cybernetics. 3 Let the average value of the area ratio of the visual field be the area ratio of each tissue. In the above image data, ferrite is black, bainite is black containing island-like retained austenite or gray containing aligned carbides, tempered martensite is light gray containing fine misaligned carbides, and retained austenite is white.
- the residual structure is determined by subtracting the total area ratio of ferrite (F), bainite (B), tempered martensite (TM) and retained austenite (RA) from 100%. , These remnants were determined to be pearlite and / or cementite.
- the volume fraction of retained austenite is the volume fraction of fcc iron (200), (220), (311) with respect to the X-ray diffraction integral intensity of the (200), (211), (220) planes of bcc iron on the plate thickness 1/4 plane. ) The ratio of the X-ray diffraction integrated intensity of the surface.
- the particle size of the tempered martensite in the plate thickness direction and the particle size of the tempered martensite in the direction orthogonal to the plate thickness were measured as follows. After polishing the sheet thickness section obtained by cutting the steel sheet in the rolling direction, the L section within the region of 0 to 50 ⁇ m from the surface of the steel sheet at the bending apex on the compression side was photographed in 3 fields with a SEM (scanning electron microscope) at a magnification of 3000 times. .. From the obtained image data, using Image-Pro manufactured by Media Cybernetics, the particle size in the plate thickness direction of tempered martensite (length in the plate thickness direction) and the particle size in the direction perpendicular to the plate thickness of tempered martensite. (Length in the direction perpendicular to the plate thickness) was calculated. Each particle size is calculated by averaging the particle sizes of the three fields. This measurement was performed before the 90 ° bending process and after the 90 ° bending process, respectively.
- ⁇ Tensile test> A JIS No. 5 tensile test piece (JIS Z2201) is sampled from each of the obtained steel sheets in a direction perpendicular to the rolling direction, and a tensile test in accordance with JIS Z2241 (2011) with a strain rate of 10 -3 / s is performed. The tensile strength (TS) was determined. A TS of 590 MPa or more was regarded as acceptable.
- FIG. 4 shows a test piece T1 obtained by bending a steel sheet by 90 ° (primary bending).
- FIG. 5 shows a test piece T2 that has been subjected to orthogonal bending (secondary bending process) to the test piece T1.
- the position shown by the broken line on the test piece T2 of FIG. 5 corresponds to the position shown by the broken line on the test piece T1 of FIG. 4 before performing the orthogonal bending.
- the conditions for orthogonal bending are as follows. [Orthogonal bending conditions] Test method: Roll support, punch pushing roll diameter: ⁇ 30 mm Punch tip R: 0.4 mm Distance between rolls: (plate thickness x 2) + 0.5 mm Stroke speed: 20 mm / min Test piece size: 60 mm x 60 mm Bending direction: Rolling orthogonal direction In the stroke-load curve obtained when the above orthogonal bending is performed, the stroke at the maximum load is obtained. The average value of the strokes at the maximum load when the bending-orthogonal bending test was performed three times was defined as ⁇ S. It was evaluated that the fracture resistance was good when ⁇ S was 30 mm or more.
- FIG. 6 is a front view of the test member 30 produced by spot welding the hat-shaped member 10 and the steel plate 20.
- FIG. 7 is a perspective view of the test member 30. As shown in FIG. 7, the positions of the spot welded portions 40 are such that the end portion of the steel plate and the welded portion are 10 mm apart and the welded portion is 45 mm apart.
- the test member 30 was joined to the main plate 50 by TIG welding to prepare a sample for a shaft crush test.
- the impactor 60 was collided with the prepared sample for the shaft crush test at a constant velocity at a collision speed of 10 m / s, and the sample for the shaft crush test was crushed by 100 mm. As shown in FIG.
- the crushing direction D3 is a direction parallel to the longitudinal direction of the test member 30.
- the area in the range of stroke 0 to 100 mm was obtained, and the average value of the area when the test was performed three times was taken as the absorbed energy ( Fave ).
- F ave was evaluated as good absorption energy at more than 35000N.
- the collision property was evaluated as good.
- the steel sheet of the invention example had a TS of 590 MPa or more and was excellent in collision characteristics.
- the steel sheet of the comparative example had a TS of less than 590 MPa or poor collision characteristics.
- Example 2 No. 1 in Table 3 of Example 1.
- the steel sheet of No. 3 (example of the present invention) was formed by press working to manufacture the member of the example of the present invention. Further, No. 1 in Table 3 of Example 1. No. 3 in Table 3 and No. 3 in Table 3 of Example 1.
- the steel plate of 9 (example of the present invention) was joined by spot welding to manufacture the member of the example of the present invention.
- the member of the present invention example manufactured by using the steel plate of the present invention has excellent collision characteristics and high strength, and No. 1 in Table 3 of Example 1 is used.
- Example 3 No. 1 in Table 3 of Example 1.
- the galvanized steel sheet of No. 1 (example of the present invention) was formed by press working to manufacture the member of the example of the present invention. Further, No. 1 in Table 3 of Example 1.
- the galvanized steel sheet of No. 1 and No. 1 of Table 3 of Example 1. 4 (Example of the present invention) was joined to the galvanized steel sheet by spot welding to manufacture the member of the example of the present invention.
- the member of the present invention example manufactured by using the steel plate of the present invention has excellent collision characteristics and high strength, and No. 1 in Table 3 of Example 1 is used.
- a steel sheet having a TS of 590 MPa or more and excellent collision characteristics can be obtained. If the member obtained from the steel plate of the present invention is used as an automobile part, it can contribute to the weight reduction of the automobile and greatly contribute to the high performance of the automobile body.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
[1]炭素当量Ceqが0.35%以上0.60%未満を満たす成分組成と、
面積率で、フェライト:40~85%、焼戻しマルテンサイト及びベイナイトの合計:10~55%、残留オーステナイト:3~15%、フェライト、焼戻しマルテンサイト、ベイナイト及び残留オーステナイトの合計:93%以上である鋼組織を有し、
曲率半径/板厚:4.2で幅(C)方向を軸に圧延(L)方向に90°曲げ加工した際に、圧縮側の鋼板表面から0~50μm領域内のL断面において、焼戻しマルテンサイトの(板厚方向の粒径)/(板厚と直交方向の粒径)の曲げ加工前後での変化量が0.50以上であり、
引張強度が590MPa以上である鋼板。
[2]前記成分組成は、質量%で、
C:0.03~0.20%、
Si:0.1~2.0%、
Mn:0.5~2.5%、
P:0.05%以下、
S:0.05%以下、
Sol.Al:0.005~0.1%、及び
N:0.010%以下を含有し、残部がFe及び不可避的不純物からなる[1]に記載の鋼板。
[3]前記成分組成は、さらに、質量%で、
Cr:1.0%以下、
Mo:0.5%以下、
V:0.5%以下、
Ti:0.5%以下、
Nb:0.5%以下、
B:0.005%以下、
Ni:1.0%以下、
Cu:1.0%以下、
Sb:1.0%以下、
Sn:1.0%以下、
Ca:0.005%以下、及び
REM:0.005%以下のうちから選ばれる少なくとも1種を含有する[2]に記載の鋼板。
[4]鋼板の表面に、電気亜鉛めっき層、溶融亜鉛めっき層、又は合金化溶融亜鉛めっき層を有する[1]から[3]までのいずれか一つに記載の鋼板。
[5][1]から[4]までのいずれか一つに記載の鋼板に対して、成形加工及び溶接の少なくとも一方を施してなる部材。
[6]炭素当量Ceqが0.35%以上0.60%未満を満たし、かつ[2]又は[3]に記載の成分組成を有する鋼スラブを、仕上げ圧延温度を850~950℃として熱間圧延を施し、600℃以下の巻取温度で巻き取る熱間圧延工程と、
前記熱間圧延工程後の熱延鋼板を20%超えの圧下率で冷間圧延する冷間圧延工程と、
前記冷間圧延工程後の冷延鋼板を720~860℃の焼鈍温度まで加熱し、30秒以上保持する焼鈍工程と、
前記焼鈍温度からマルテンサイト変態開始温度Msまでの温度域を平均冷却速度20℃/s以上で冷却した後、前記マルテンサイト変態開始温度Msから冷却停止温度:(Ms-250℃)~(Ms-50℃)までを平均冷却速度2~15℃/sで冷却する焼入れ工程と、
300~500℃の温度域で20秒以上保持する焼戻し工程と、
前記焼戻し工程後に、100~300℃の温度域で20秒以上保持する熱処理工程と、を有する鋼板の製造方法。
[7]前記焼戻し工程後、かつ前記熱処理工程前に、鋼板の表面に、電気亜鉛めっき、溶融亜鉛めっき、又は合金化溶融亜鉛めっきを施すめっき工程を有する[6]に記載の鋼板の製造方法。
[8][6]又は[7]に記載の鋼板の製造方法によって製造された鋼板に対して、成形加工及び溶接の少なくとも一方を施す工程を有する部材の製造方法。
炭素当量Ceqは鋼の強度における指標としてC以外の元素の影響をC量に換算したものである。炭素当量Ceqを0.35%以上0.60%未満とすることで、後述するフェライト等の各金属組織の面積率を本発明の範囲内に制御することができる。炭素当量Ceqを0.35%以上、好ましくは0.40%以上とすることで、本発明の強度を得ることができる。一方、炭素当量Ceqを0.60%未満、好ましくは0.55%以下とすることで、本発明の衝突特性向上の効果を得ることができる。
ただし、上記式中の[元素記号%]は、各元素の含有量(質量%)を表し、含有しない元素は0とする。
フェライトの面積率が40%未満では、焼戻しマルテンサイト分率が過剰となり、衝突特性が低下する場合がある。したがって、フェライトの面積率は40%以上であり、好ましくは50%以上である。一方、フェライトの面積率が85%を超えるとフェライト分率が過剰となりTSが低下する場合がある。したがって、フェライトの面積率は85%以下であり、好ましくは80%以下である。また、より好ましくは、75%以下であり、さらに好ましくは、70%以下である。
焼戻しマルテンサイト及びベイナイトは、衝突変形時に部材破断を抑制しつつ吸収エネルギーを向上させ、高強度化させるのに有効である。焼戻しマルテンサイト及びベイナイトの合計面積率が10%未満では、TSが低下してしまう場合がある。したがって、合計面積率は10%以上であり、好ましくは20%以上である。また、焼戻しマルテンサイト及びベイナイトの合計面積率が55%を超えると衝突特性が低下する場合がある。したがって、合計面積率は55%以下であり、好ましくは50%以下である。
また、上記の範囲を満たしていれば焼戻しマルテンサイト及びベイナイトのそれぞれの面積率の範囲は特に限定されないが、ベイナイトの面積率は3~20%であることが好ましい。この範囲が好ましい理由は次のように考えられる。ベイナイトは焼戻し工程における保持中に未変態オーステナイトへCを濃化させ、残留オーステナイトを得ることと、衝突時の吸収エネルギーを向上させることに有効である。ベイナイトの面積率が3%未満ではこうした効果が小さくなる場合がある。一方、ベイナイトの面積率が20%を超えると、焼戻し工程における保持中に未変態オーステナイト中にCが過度に濃化し、マルテンサイト変態開始温度Ms(以下単に、Ms点又はMsともいう。)が低下する。そのため、保持後の冷却時に生成するマルテンサイトは固溶C量が高く、さらに、より低温でマルテンサイト変態するため、Ms点が高い場合に比べて冷却中におけるマルテンサイトの焼戻しが不十分となる。その結果、焼戻しマルテンサイトによる高度差緩和の効果が小さくなり、一次加工時に焼戻しマルテンサイトがフェライトに追随して変形せず、ボイドが発生しやすくなり、衝突特性が低下する場合がある。したがって、ベイナイトの面積率は3%以上であることが好ましい。また、ベイナイトの面積率は20%以下であることが好ましい。
また、ベイナイトの面積率は、より好ましくは5%以上であり、さらに好ましくは8%以上である。また、ベイナイトの面積率は、より好ましくは18%以下であり、さらに好ましくは15%以下である。
残留オーステナイトは衝突時の割れ発生を遅延させ、衝突特性を向上させるのに有効である。メカニズムは明らかではないが、次のように考えられる。残留オーステナイトは衝突変形時に加工硬化することで曲げ変形中の曲率半径が大きくなることで曲げ部のひずみが分散される。ひずみが分散されることによって一次加工によるボイド生成部への応力集中が緩和され、その結果衝突特性が向上する。残留オーステナイトの面積率が3%未満ではこうした効果を得られない。また、TSが低下してしまう場合がある。したがって、残留オーステナイトの面積率は3%以上であり、好ましくは5%以上である。一方、残留オーステナイトの面積率が15%を超えると、加工誘起変態によって生成したフレッシュマルテンサイトによって衝突時の耐破断特性を低下させる場合がある。したがって、残留オーステナイトの面積率は15%以下であり、好ましくは10%以下である。
フェライト、焼戻しマルテンサイト、ベイナイト、及び残留オーステナイトの合計面積率が93%未満になると、上記以外の相の面積率が高くなり、強度と衝突特性を両立することが困難となる。上記以外の相には、例えば、フレッシュマルテンサイト、パーライト、セメンタイトが挙げられ、これらの相が合計で7%を超えると、衝突変形時にボイド生成の起点となり衝突特性を低下させる場合がある。またパーライトやセメンタイトが増加すると強度が低下する場合がある。フェライト、焼戻しマルテンサイト、ベイナイト、及び残留オーステナイトの合計面積率が93%以上であれば残りの相の種類や面積率にかかわらず高い強度及び衝突特性が得られる。したがって、合計面積率は93%以上であり、好ましくは95%以上である。合計面積率は100%であってもよい。なお、上記以外の残部の組織としては、パーライト及びセメンタイトがあり、これら残部の組織の合計面積率は7%以下である。好ましくは、この残部の組織の合計面積率は5%以下である。
本発明の鋼板において、上記焼戻しマルテンサイトの(板厚方向の粒径)/(板厚と直交方向の粒径)の曲げ加工前後での変化量を0.50以上とすることで高い衝突特性が得られる。このメカニズムは明らかではないが、次のように考えられる。衝突特性劣化の原因となる衝突時の部材破断は、割れの発生及び進展が起点となる。割れは加工硬化能の低下及び高硬度差領域でのボイドの生成や連結によって発生しやすくなると考えられる。また、実部材の衝突では一次加工を受けた箇所で一次加工と直交方向に曲げ戻されるように変形する。このとき一次加工の高硬度差領域でボイドが発生するとボイドの周辺に応力が集中し、割れの発生・進展が助長され、その結果破断に至る。そこで、マルテンサイトを焼戻すことによって高硬度差領域を減少させ、さらに曲げ変形時に軟質なフェライト相に追随して塑性変形させることで一次加工部におけるボイド発生を抑制し、また必要に応じて残留オーステナイトを活用し変形中に一次加工部での応力集中を抑制することで、ボイドからの割れの進展を抑制することで部材破断を抑制し、高い衝突特性が得られる。したがって、これらの効果を得るために、上記焼戻しマルテンサイトの(板厚方向の粒径)/(板厚と直交方向の粒径)の曲げ加工前後での変化量を0.50以上とする。
曲げ加工後の粒径の圧延方向における測定位置については、曲げ加工により形成され、幅(C)方向(図1の符号D1参照)に延びた角部を含む領域とする。より具体的には、曲げ加工により幅方向及び圧延方向に垂直な方向(パンチ等の押圧部の押圧方向)で最下部となる領域において、板厚方向に0~50μm領域内で焼戻しマルテンサイトの粒径を測定する。
また、圧縮側の鋼板表面とは、上記の押圧した一方の側の鋼板表面(押圧を施すパンチ等の押圧部と接触する方の鋼板表面)のことを指す。
また、L断面とは、曲げ加工前については圧延方向に平行で、鋼板表面に対し垂直な断面(幅方向に対し垂直な断面)のことを指す。
また、曲げ加工後のL断面については、曲げ加工による変形の方向に対し平行に切断することで形成される断面であって、幅方向に対し垂直な断面のことを指す。
まず、鋼板に対して、曲率半径/板厚:4.2で幅(C)方向を軸に圧延(L)方向に90°曲げ加工(一次曲げ加工)を施し、試験片を準備する。90°曲げ加工(一次曲げ加工)では、図2に示すように、V溝を有するダイA1の上に載せた鋼板に対して、パンチB1を押し込んで試験片T1を得る。次に、図3に示すように、支持ロールA2の上に載せた試験片T1に対して、曲げ方向が圧延直角方向となるようにして、パンチB2を押し込んで直交曲げ(二次曲げ加工)を施す。図2及び図3において、D1は幅(C)方向、D2は圧延(L)方向を示している。
[直交曲げ条件]
試験方法:ロール支持、パンチ押し込み
ロール径:φ30mm
パンチ先端R:0.4mm
ロール間距離:(板厚×2)+0.5mm
ストローク速度:20mm/min
試験片サイズ:60mm×60mm
曲げ方向:圧延直角方向
上記直交曲げを施した際に得られるストローク-荷重曲線において、荷重最大時のストロークを求める。上記曲げ-直交曲げ試験を3回実施した際の当該荷重最大時のストロークの平均値をΔSとする。
まず、軸圧壊試験では板厚の影響を考慮し、全て板厚1.2mmの鋼板で実施する。上記製造工程で得られた鋼板を切り出し、パンチ肩半径が5.0mmであり、ダイ肩半径が5.0mmである金型を用いて、深さ40mmとなるように成形加工(曲げ加工)して、図6及び図7に示すハット型部材10を作製する。また、ハット型部材の素材として用いた鋼板を、200mm×80mmの大きさに別途切り出す。次に、その切り出した後の鋼板20と、ハット型部材10とをスポット溶接し、図6及び図7に示すような試験用部材30を作製する。図6は、ハット型部材10と鋼板20とをスポット溶接して作製した試験用部材30の正面図である。図7は、試験用部材30の斜視図である。スポット溶接部40の位置は、図7に示すように、鋼板の端部と溶接部が10mm、溶接部間が45mmの間隔となるようにする。次に、図8に示すように、試験用部材30を地板50とTIG溶接により接合して軸圧壊試験用サンプルを作製する。次に、作製した軸圧壊試験用サンプルにインパクター60を衝突速度10m/sで等速衝突させ、軸圧壊試験用のサンプルを100mm圧壊する。図8に示すように、圧壊方向D3は、試験用部材30の長手方向と平行な方向とする。圧壊時のストローク-荷重のグラフにおける、ストローク0~100mmの範囲における面積を求め、3回試験を行った際の当該面積の平均値を吸収エネルギー(Fave)とする。
Cはフェライト以外の相を生成しやすくし、また、NbやTiなどと合金化合物を形成するため、強度向上に必要な元素である。C含有量が0.03%未満では、製造条件の最適化を図っても、所望の強度を確保できない場合がある。したがって、C含有量は好ましくは0.03%以上であり、より好ましくは0.05%以上である。一方、C含有量が0.20%を超えるとマルテンサイトの強度が過剰に増加し、製造条件の最適化を図っても本発明の衝突特性が得られない場合がある。したがって、C含有量は好ましくは0.20%以下であり、より好ましくは0.18%以下である。
Siはフェライト生成元素であり、また、固溶強化元素でもある。したがって、強度と延性のバランスの向上に寄与する。この効果を得るために、Si含有量は好ましくは0.1%以上であり、より好ましくは0.2%以上である。一方、Si含有量が2.0%を超えると、亜鉛めっき付着、密着性の低下及び表面性状の劣化を引き起こす場合がある。したがって、Si含有量は好ましくは2.0%以下であり、より好ましくは1.5%以下である。
Mnはマルテンサイトの生成元素であり、また、固溶強化元素でもある。また、残留オーステナイト安定化に寄与する。これらの効果を得るために、Mn含有量は好ましくは0.5%以上である。Mn含有量は、より好ましくは1.0%以上である。一方、Mn含有量が2.5%を超えるとマルテンサイトが過剰に生成し、衝突特性が低下する場合がある。したがって、Mn含有量は好ましくは2.5%以下であり、より好ましくは2.0%以下である。
Pは、鋼の強化に有効な元素である。しかしながら、P含有量が0.05%を超えると合金化速度を大幅に遅延させる場合がある。また、Pを0.05%超えて過剰に含有させると、粒界偏析により脆化を引き起こし、本発明の鋼組織を満たしても衝突時の耐破断特性を劣化させる場合がある。したがって、P含有量は好ましくは0.05%以下であり、より好ましくは0.01%以下である。P含有量に特に下限は無いが、現在工業的に実施可能な下限は0.002%であり、0.002%以上であることが好ましい。
Sは、MnSなどの介在物となって、溶接部のメタルフローに沿った割れの原因となり、本発明の鋼組織を満たしても衝突特性が低下する場合がある。したがって、S量は極力低い方がよいが、製造コストの面からS含有量は好ましくは0.05%以下である。S含有量は、より好ましくは、0.01%以下である。S含有量に特に下限は無いが、現在工業的に実施可能な下限は0.0002%であり、0.0002%以上であることが好ましい。
Alは脱酸剤として作用し、また、固溶強化元素でもある。Sol.Al含有量が0.005%未満ではこれらの効果は得られない場合があり、本発明の鋼組織を満たしても強度が低下する場合がある。したがって、Sol.Al含有量は、好ましくは0.005%以上である。一方、Sol.Al含有量が0.1%を超えると製鋼時におけるスラブ品質を劣化させる。したがって、Sol.Al含有量は、好ましくは0.1%以下であり、より好ましくは0.04%以下である。
Nは、鋼中でTiN、(Nb、Ti)(C、N)、AlN等の窒化物、炭窒化物系の粗大介在物を形成して衝突特性を低下させることから、含有量を抑える必要がある。Nの含有量が0.010%超えの場合に衝突特性が低下しやすくなるので、N含有量は好ましくは0.010%以下である。N含有量は、より好ましくは0.007%以下、さらに好ましくは0.005%以下である。なお、N含有量の下限は特に限定されるものではないが、現在工業的に実施可能な下限は0.0003%であり、0.0003%以上であることが好ましい。
Cr、Mo、Vは焼き入れ性を上げ、鋼の強化に有効な元素である。しかし、Cr:1.0%、Mo:0.5%、V:0.5%を超えて過剰に添加すると、上記の効果が飽和し、さらに原料コストが増加する。また、第2相分率が過大となり衝突時の耐破断特性を劣化させる場合がある。したがって、Cr、Mo、Vのいずれかを含有する場合、Cr含有量は好ましくは1.0%以下、Mo含有量は好ましくは0.5%以下、V含有量は好ましくは0.5%以下である。より好ましくは、Cr含有量は0.8%以下であり、Mo含有量は0.4%以下であり、V含有量は0.4%以下である。Cr、Mo、Vの含有量が少なくても本発明の効果は得られるので、それぞれの含有量の下限は特に限定されない。焼き入れ性の効果をより有効に得るためには、Cr、Mo、Vの含有量はそれぞれ0.005%以上であることが好ましい。より好ましくは、Cr、Mo、Vの含有量はそれぞれ0.01%以上である。
仕上げ圧延温度が850℃未満の場合、圧延時にフェライト変態が起こり、局所的に強度が低下するため、本発明の組織を満たしても強度が得られない場合がある。したがって、仕上げ圧延温度は850℃以上であり、好ましくは880℃以上である。一方、仕上げ圧延温度が950℃を超えると結晶粒が粗大化し、本発明の組織を満たしても強度が得られない場合がある。したがって、仕上げ圧延温度は950℃以下であり、好ましくは930℃以下である。
巻取温度が600℃を超えた場合、熱延鋼板中の炭化物が粗大化し、このような粗大化した炭化物は焼鈍時の均熱中に溶けきらないため、必要な強度を得ることができない場合がある。したがって、巻取温度は、600℃以下であり、好ましくは580℃以下である。巻取温度の下限は特に限定されないが、鋼板の形状不良を発生しにくくし、かつ鋼板が過度に硬質化することを防ぐ観点から、巻取温度を400℃以上とすることが好ましい。
冷間圧延の圧下率が20%以下では、フェライトの再結晶が促進されず、未再結晶フェライトが残存し、本発明の鋼組織が得られない場合がある。したがって、冷間圧延の圧下率は20%超えであり、好ましくは30%以上である。
焼鈍温度が720℃未満では、オーステナイトの生成が不十分となり、過剰なフェライトが生成して本発明の鋼組織が得られない。したがって、焼鈍温度は720℃以上であり、好ましくは740℃以上である。一方、焼鈍温度が860℃を超えると本発明のフェライト分率を確保できなくなる。また、ベイナイトが過剰となることで、耐破断特性が低下する場合がある。したがって、焼鈍温度は860℃以下であり、好ましくは840℃以下である。また、保持時間が30秒未満では、オーステナイトの生成が不十分となり、過剰なフェライトが生成して本発明の鋼組織が得られない。したがって、保持時間は30秒以上であり、好ましくは60秒以上である。保持時間の上限は特に限定されないが、生産性を損なわないようにするために、保持時間を600秒以下とすることが好ましい。
平均冷却速度が20℃/s未満では、本発明の耐破断特性が得られない。この理由は明らかではないが以下のように考えられる。冷却速度が20℃/s未満では冷却中にフェライトやベイナイトが過度に生成し、マルテンサイト変態開始温度Msが低下する。そのため冷却停止時のマルテンサイト変態量が減少し、また、より低温でマルテンサイト変態するため、Ms点が高い場合に比べて冷却中におけるマルテンサイトの焼戻しが不十分となる。その結果焼戻しマルテンサイトによる高度差緩和の効果が小さくなり、一次加工時に焼戻しマルテンサイトがフェライトに追随して変形せず、ボイドが発生しやすくなり、衝突特性が低下すると考えられる。したがって、平均冷却速度は20℃/s以上とする。なお、Msは以下の式により求めることができる。
なお、上記式において、各元素記号は各元素の含有量(質量%)を表し、含有しない元素は0とする。
平均冷却速度が2℃/s未満では、冷却中に炭化物を含むベイナイトが過度に生成して本発明の鋼組織が得られない。したがって、平均冷却速度は2℃/s以上であり、好ましくは5℃/s以上である。一方、15℃/sを超える平均冷却速度で冷却すると、本発明の耐破断特性が得られない。この理由は明らかではないが以下のように考えられる。冷却速度を15℃/s以下とすることでMs点から冷却停止温度に到達するまでの時間が長くなり、マルテンサイトが冷却中にも焼戻され、焼戻しマルテンサイトによる高度差緩和の効果がより大きくなると考えられる。冷却速度が15℃/sを超えるとこの効果が得られなくなり、その結果一次加工時に焼戻しマルテンサイトがフェライトに追随して変形せず、ボイドが発生しやすくなり、衝突特性が低下すると考えられる。したがって、平均冷却速度は15℃/s以下であり、好ましくは10℃/s以下である。
冷却停止温度が(Ms-50℃)超えでは焼戻しマルテンサイトの生成が不十分であり、本発明の鋼組織が得られない。したがって、冷却停止温度は、(Ms-50℃)以下であり、好ましくは(Ms-100℃)以下である。一方、(Ms-250℃)未満では焼戻しマルテンサイトが過剰になり、残留オーステナイトの生成が不十分となる場合がある。したがって、冷却停止温度は(Ms-250℃)以上であり、好ましくは(Ms-200℃)以上である。
300℃未満ではマルテンサイトの焼戻しが不十分となり、本発明の鋼組織及び衝突特性が得られない。また、ベイナイト変態が不十分となり、耐破断特性向上のために好ましい量のベイナイトが得られず、耐破断特性が低下する場合がある。したがって、焼戻し温度は300℃以上であり、好ましくは350℃以上である。一方、500℃を超えるとフェライトが過剰に生成して本発明の鋼組織が得られない場合がある。また、ベイナイト変態が不十分となり、耐破断特性向上のために好ましい量のベイナイトが得られず、耐破断特性が低下する場合がある。したがって、焼戻し温度は500℃以下であり、好ましくは450℃以下である。また、保持時間が20秒未満ではマルテンサイトの焼戻しが不十分となり、一次加工時に焼戻しマルテンサイトがフェライトに追随して変形せず、ボイドが発生しやすくなり、その結果衝突特性が低下すると考えられる。また、ベイナイト変態が不十分となり、耐破断特性向上のために好ましい量のベイナイトが得られず、耐破断特性が低下する場合もある。したがって、保持時間は20秒以上であり、好ましくは30秒以上である。保持時間の上限は特に限定されないが、生産性を損なわないようにするために、保持時間を500秒以下とすることが好ましい。
本発明の鋼板の製造方法は、焼戻し工程後に、100~300℃の温度域で20秒以上保持する熱処理工程を有する。保持温度が100℃未満又は300℃超え、若しくは保持時間が20秒未満では本発明の鋼組織及び耐破断特性が得られない。この理由は明らかではないが次のように考えられる。100℃未満では焼戻し工程後の冷却中に生成したマルテンサイトの焼戻しが不十分となり、一次加工時に焼戻しマルテンサイトがフェライトに追随して変形せず、ボイドが発生しやすくなり、その結果衝突特性が低下すると考えられる。したがって、保持温度は100℃以上であり、好ましくは150℃以上である。一方、保持温度が300℃超えでは、マルテンサイトの生成量が少ない状態で保持される場合があり、保持後の冷却中に生成するマルテンサイトが焼戻されずにフレッシュマルテンサイトとして最終組織まで残るため本発明の鋼組織及び衝突特性が得られないと考えられる。また、保持温度が300℃超えではベイナイト変態が進行し、本発明の鋼組織が得られない場合がある。したがって、保持温度は300℃以下であり、好ましくは250℃以下である。また保持時間が20秒未満では、焼戻し工程後の冷却中に生成したマルテンサイトの焼戻しが不十分となり、本発明の衝突特性が得られない場合がある。したがって、保持時間は20秒以上であり、好ましくは30秒以上である。100~300℃の温度域での保持は、焼戻し工程後に100~300℃の温度域に冷却してから実施してもよいし、焼戻し工程後に100℃未満まで冷却し、その後100~300℃の温度域まで再加熱してから実施してもよい。
冷間圧延、焼鈍、亜鉛めっきが施される。
表1に示す成分組成の鋼を真空溶解炉により溶製し、分塊圧延して鋼スラブとした。これらの鋼スラブを加熱し、表2に示す条件で、熱間圧延、冷間圧延、焼鈍、焼入れ、焼戻し、熱処理を施し、鋼板を製造した。表2に示す条件で鋼板を製造する際に、焼戻し工程後に、一部の鋼板にめっき処理を施した。電気亜鉛めっき処理では、鋼板を亜鉛溶液に浸漬しつつ通電し、めっき付着量10~100g/m2の電気亜鉛めっき層(EG)を形成させた。また、溶融亜鉛めっき処理では、鋼板をめっき浴中に浸漬し、めっき付着量10~100g/m2の溶融亜鉛めっき層(GI)を形成させた。また、合金化溶融亜鉛めっきでは、鋼板に溶融亜鉛めっき層を形成した後に合金化処理を行い、合金化溶融亜鉛めっき層(GA)を形成させた。なお、最終的な各鋼板の板厚は、1.2mmであった。

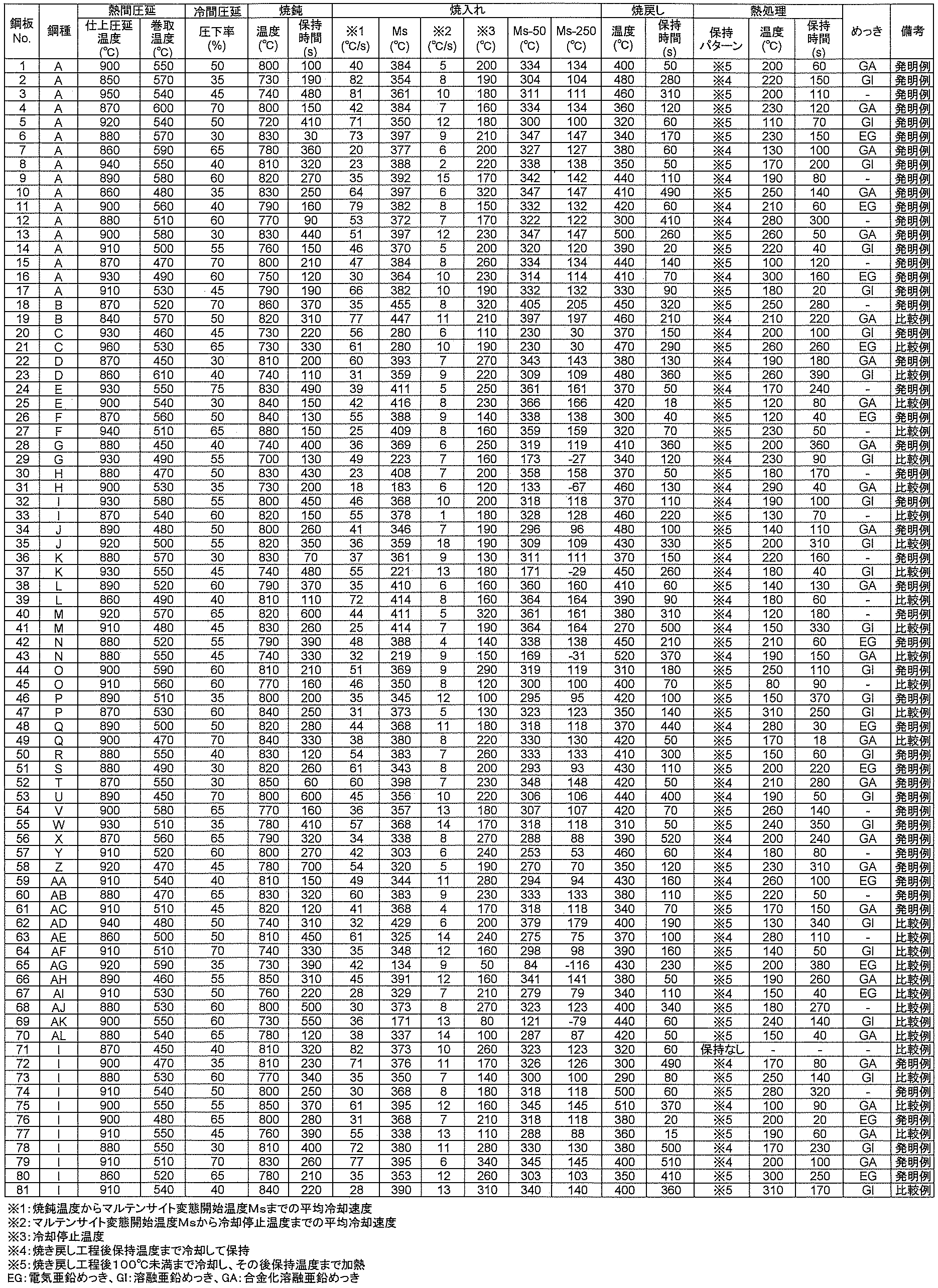
得られた各鋼板から圧延方向に対して直角方向にJIS5号引張試験片(JIS Z2201)を採取し、歪速度を10-3/sとするJIS Z2241(2011)の規定に準拠した引張試験を行い、引張強度(TS)を求めた。なお、TSが590MPa以上を合格とした。
得られた鋼板に対して、曲率半径/板厚:4.2で幅(C)方向を軸に圧延(L)方向に90°曲げ加工(一次曲げ加工)を施し、試験片を準備した。90°曲げ加工(一次曲げ加工)では、図2に示すように、V溝を有するダイA1の上に載せた鋼板に対して、パンチB1を押し込んで試験片T1を得た。次に、図3に示すように、支持ロールA2の上に載せた試験片T1に対して、曲げ方向が圧延直角方向となるようにして、パンチB2を押し込んで直交曲げ(二次曲げ加工)を施した。図2及び図3において、D1は幅(C)方向、D2は圧延(L)方向を示している。
[直交曲げ条件]
試験方法:ロール支持、パンチ押し込み
ロール径:φ30mm
パンチ先端R:0.4mm
ロール間距離:(板厚×2)+0.5mm
ストローク速度:20mm/min
試験片サイズ:60mm×60mm
曲げ方向:圧延直角方向
上記直交曲げを施した際に得られるストローク-荷重曲線において、荷重最大時のストロークを求めた。上記曲げ-直交曲げ試験を3回実施した際の当該荷重最大時のストロークの平均値をΔSとした。ΔSが30mm以上で耐破断特性が良好と評価した。
軸圧壊試験では板厚の影響を考慮し、全て板厚1.2mmの鋼板で実施した。上記製造工程で得られた鋼板を切り出し、パンチ肩半径が5.0mmであり、ダイ肩半径が5.0mmである金型を用いて、深さ40mmとなるように成形加工(曲げ加工)して、図6及び図7に示すハット型部材10を作製した。また、ハット型部材の素材として用いた鋼板を、200mm×80mmの大きさに別途切り出した。次に、その切り出した後の鋼板20と、ハット型部材10とをスポット溶接し、図6及び図7に示すような試験用部材30を作製した。図6は、ハット型部材10と鋼板20とをスポット溶接して作製した試験用部材30の正面図である。図7は、試験用部材30の斜視図である。スポット溶接部40の位置は、図7に示すように、鋼板の端部と溶接部が10mm、溶接部間が45mmの間隔となるようにした。次に、図8に示すように、試験用部材30を地板50とTIG溶接により接合して軸圧壊試験用サンプルを作製した。次に、作製した軸圧壊試験用サンプルにインパクター60を衝突速度10m/sで等速衝突させ、軸圧壊試験用のサンプルを100mm圧壊した。図8に示すように、圧壊方向D3は、試験用部材30の長手方向と平行な方向とした。圧壊時のストローク-荷重のグラフにおける、ストローク0~100mmの範囲における面積を求め、3回試験を行った際の当該面積の平均値を吸収エネルギー(Fave)とした。Faveが35000N以上で吸収エネルギーが良好と評価した。また、耐破断特性及び吸収エネルギーの両方が良好の場合、衝突特性が良好と評価した。

実施例1の表3のNo.3(本発明例)の鋼板を、プレス加工により成形加工して、本発明例の部材を製造した。さらに、実施例1の表3のNo.3の鋼板と、実施例1の表3のNo.9(本発明例)の鋼板とをスポット溶接により接合し、本発明例の部材を製造した。本発明の鋼板を用いて製造した本発明例の部材は、衝突特性に優れており、高強度であり、実施例1の表3のNo.3(本発明例)の鋼板の成形加工により製造した部材、および実施例1の表3のNo.3の鋼板と、実施例1の表3のNo.9(本発明例)の鋼板とをスポット溶接して製造した部材のすべてにおいて、自動車用骨格部品等に好適に用いることができることを確認できた。
実施例1の表3のNo.1(本発明例)の亜鉛めっき鋼板を、プレス加工により成形加工して、本発明例の部材を製造した。さらに、実施例1の表3のNo.1の亜鉛めっき鋼板と、実施例1の表3のNo.4(本発明例)の亜鉛めっき鋼板とをスポット溶接により接合し、本発明例の部材を製造した。本発明の鋼板を用いて製造した本発明例の部材は、衝突特性に優れており、高強度であり、実施例1の表3のNo.1(本発明例)の鋼板の成形加工により製造した部材、および実施例1の表3のNo.1の鋼板と、実施例1の表3のNo.4(本発明例)の鋼板とをスポット溶接して製造した部材のすべてにおいて、自動車用骨格部品等に好適に用いることができることを確認できた。
20 鋼板
30 試験用部材
40 スポット溶接部
50 地板
60 インパクター
A1 ダイ
A2 支持ロール
B1 パンチ
B2 パンチ
D1 幅(C)方向
D2 圧延(L)方向
D3 圧壊方向
T1 試験片
T2 試験片
X0 角部
XA 曲げ加工後の焼戻しマルテンサイトの粒径の測定位置(測定領域)
Claims (8)
- 炭素当量Ceqが0.35%以上0.60%未満を満たす成分組成と、
面積率で、フェライト:40~85%、焼戻しマルテンサイト及びベイナイトの合計:10~55%、残留オーステナイト:3~15%、フェライト、焼戻しマルテンサイト、ベイナイト及び残留オーステナイトの合計:93%以上である鋼組織を有し、
曲率半径/板厚:4.2で幅(C)方向を軸に圧延(L)方向に90°曲げ加工した際に、圧縮側の鋼板表面から0~50μm領域内のL断面において、焼戻しマルテンサイトの(板厚方向の粒径)/(板厚と直交方向の粒径)の曲げ加工前後での変化量が0.50以上であり、
引張強度が590MPa以上である鋼板。 - 前記成分組成は、質量%で、
C:0.03~0.20%、
Si:0.1~2.0%、
Mn:0.5~2.5%、
P:0.05%以下、
S:0.05%以下、
Sol.Al:0.005~0.1%、及び
N:0.010%以下を含有し、残部がFe及び不可避的不純物からなる請求項1に記載の鋼板。 - 前記成分組成は、さらに、質量%で、
Cr:1.0%以下、
Mo:0.5%以下、
V:0.5%以下、
Ti:0.5%以下、
Nb:0.5%以下、
B:0.005%以下、
Ni:1.0%以下、
Cu:1.0%以下、
Sb:1.0%以下、
Sn:1.0%以下、
Ca:0.005%以下、及び
REM:0.005%以下のうちから選ばれる少なくとも1種を含有する請求項2に記載の鋼板。 - 鋼板の表面に、電気亜鉛めっき層、溶融亜鉛めっき層、又は合金化溶融亜鉛めっき層を有する請求項1から請求項3までのいずれか一項に記載の鋼板。
- 請求項1から請求項4までのいずれか一項に記載の鋼板に対して、成形加工及び溶接の少なくとも一方を施してなる部材。
- 炭素当量Ceqが0.35%以上0.60%未満を満たし、かつ請求項2又は請求項3に記載の成分組成を有する鋼スラブを、仕上げ圧延温度を850~950℃として熱間圧延を施し、600℃以下の巻取温度で巻き取る熱間圧延工程と、
前記熱間圧延工程後の熱延鋼板を20%超えの圧下率で冷間圧延する冷間圧延工程と、
前記冷間圧延工程後の冷延鋼板を720~860℃の焼鈍温度まで加熱し、30秒以上保持する焼鈍工程と、
前記焼鈍温度からマルテンサイト変態開始温度Msまでの温度域を平均冷却速度20℃/s以上で冷却した後、前記マルテンサイト変態開始温度Msから冷却停止温度:(Ms-250℃)~(Ms-50℃)までを平均冷却速度2~15℃/sで冷却する焼入れ工程と、
300~500℃の温度域で20秒以上保持する焼戻し工程と、
前記焼戻し工程後に、100~300℃の温度域で20秒以上保持する熱処理工程と、を有する鋼板の製造方法。 - 前記焼戻し工程後、かつ前記熱処理工程前に、鋼板の表面に、電気亜鉛めっき、溶融亜鉛めっき、又は合金化溶融亜鉛めっきを施すめっき工程を有する請求項6に記載の鋼板の製造方法。
- 請求項6又は請求項7に記載の鋼板の製造方法によって製造された鋼板に対して、成形加工及び溶接の少なくとも一方を施す工程を有する部材の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21832103.2A EP4137593A4 (en) | 2020-06-30 | 2021-06-30 | STEEL SHEET, ELEMENT, AND METHODS OF MANUFACTURING SAME |
| CN202180043496.9A CN115698362B (zh) | 2020-06-30 | 2021-06-30 | 钢板、构件及它们的制造方法 |
| JP2021559344A JP7031800B1 (ja) | 2020-06-30 | 2021-06-30 | 鋼板、部材及びそれらの製造方法 |
| KR1020227044056A KR20230012026A (ko) | 2020-06-30 | 2021-06-30 | 강판, 부재 및 그들의 제조 방법 |
| MX2022016358A MX2022016358A (es) | 2020-06-30 | 2021-06-30 | Chapa de acero, miembro y metodo para producirlos. |
| US18/010,928 US20240229201A1 (en) | 2020-06-30 | 2021-06-30 | Steel sheet, member, and method for producing them |
| JP2021209243A JP2022034013A (ja) | 2020-06-30 | 2021-12-23 | 鋼板、部材及びそれらの製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-113060 | 2020-06-30 | ||
| JP2020113060 | 2020-06-30 | ||
| JP2021-076975 | 2021-04-30 | ||
| JP2021076975 | 2021-04-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022004817A1 true WO2022004817A1 (ja) | 2022-01-06 |
Family
ID=79316309
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/024843 WO2022004817A1 (ja) | 2020-06-30 | 2021-06-30 | 鋼板、部材及びそれらの製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20240229201A1 (ja) |
| EP (1) | EP4137593A4 (ja) |
| JP (2) | JP7031800B1 (ja) |
| KR (1) | KR20230012026A (ja) |
| CN (1) | CN115698362B (ja) |
| MX (1) | MX2022016358A (ja) |
| WO (1) | WO2022004817A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024203410A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2024203411A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11189839A (ja) * | 1997-12-26 | 1999-07-13 | Nippon Steel Corp | 高い動的変形抵抗を有する高強度鋼板とその製造方法 |
| JP2006089804A (ja) * | 2004-09-24 | 2006-04-06 | Nisshin Steel Co Ltd | 縮管性に優れたインパネリインフォースメント用高強度電縫鋼管の製造方法 |
| JP2009161165A (ja) * | 2007-12-05 | 2009-07-23 | Honda Motor Co Ltd | 車両用強度部材 |
| JP2010236066A (ja) * | 2009-03-31 | 2010-10-21 | Kobe Steel Ltd | 加工性および形状凍結性に優れた高強度冷延鋼板 |
| JP2012031462A (ja) | 2010-07-29 | 2012-02-16 | Jfe Steel Corp | 成形性および耐衝撃性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2015175061A (ja) | 2014-03-18 | 2015-10-05 | 新日鐵住金株式会社 | 引張最大強度780MPaを有する衝突特性に優れた高強度鋼板、高強度溶融亜鉛めっき鋼板、並びに、高強度合金化溶融亜鉛めっき鋼板とそれらの製造方法。 |
| WO2020158063A1 (ja) * | 2019-01-29 | 2020-08-06 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3406094B2 (ja) * | 1994-11-10 | 2003-05-12 | 株式会社神戸製鋼所 | 耐水素脆化特性にすぐれる超高強度薄鋼板の製造方法 |
| JP5493986B2 (ja) * | 2009-04-27 | 2014-05-14 | Jfeスチール株式会社 | 加工性に優れた高強度鋼板および高強度溶融亜鉛めっき鋼板並びにそれらの製造方法 |
| KR101115739B1 (ko) * | 2009-09-09 | 2012-03-06 | 주식회사 포스코 | 점용접성, 강도 및 연신율이 우수한 자동차용 강판 및 그 제조방법 |
| JP6749818B2 (ja) * | 2016-02-29 | 2020-09-02 | 株式会社神戸製鋼所 | 高強度鋼板およびその製造方法 |
| JP2019052341A (ja) * | 2017-09-14 | 2019-04-04 | Jfeスチール株式会社 | 曲げ加工性に優れた非調質低降伏比高張力厚鋼板およびその製造方法 |
| MX2020008623A (es) * | 2018-02-19 | 2020-09-21 | Jfe Steel Corp | Lamina de acero de alta resistencia y metodo de produccion para la misma. |
| WO2019208556A1 (ja) * | 2018-04-23 | 2019-10-31 | 日本製鉄株式会社 | 鋼部材およびその製造方法 |
| JP7218533B2 (ja) * | 2018-10-09 | 2023-02-07 | 日本製鉄株式会社 | 鋼材およびその製造方法 |
-
2021
- 2021-06-30 JP JP2021559344A patent/JP7031800B1/ja active Active
- 2021-06-30 US US18/010,928 patent/US20240229201A1/en active Pending
- 2021-06-30 CN CN202180043496.9A patent/CN115698362B/zh active Active
- 2021-06-30 WO PCT/JP2021/024843 patent/WO2022004817A1/ja active Application Filing
- 2021-06-30 EP EP21832103.2A patent/EP4137593A4/en active Pending
- 2021-06-30 KR KR1020227044056A patent/KR20230012026A/ko unknown
- 2021-06-30 MX MX2022016358A patent/MX2022016358A/es unknown
- 2021-12-23 JP JP2021209243A patent/JP2022034013A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11189839A (ja) * | 1997-12-26 | 1999-07-13 | Nippon Steel Corp | 高い動的変形抵抗を有する高強度鋼板とその製造方法 |
| JP2006089804A (ja) * | 2004-09-24 | 2006-04-06 | Nisshin Steel Co Ltd | 縮管性に優れたインパネリインフォースメント用高強度電縫鋼管の製造方法 |
| JP2009161165A (ja) * | 2007-12-05 | 2009-07-23 | Honda Motor Co Ltd | 車両用強度部材 |
| JP2010236066A (ja) * | 2009-03-31 | 2010-10-21 | Kobe Steel Ltd | 加工性および形状凍結性に優れた高強度冷延鋼板 |
| JP2012031462A (ja) | 2010-07-29 | 2012-02-16 | Jfe Steel Corp | 成形性および耐衝撃性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP2015175061A (ja) | 2014-03-18 | 2015-10-05 | 新日鐵住金株式会社 | 引張最大強度780MPaを有する衝突特性に優れた高強度鋼板、高強度溶融亜鉛めっき鋼板、並びに、高強度合金化溶融亜鉛めっき鋼板とそれらの製造方法。 |
| WO2020158063A1 (ja) * | 2019-01-29 | 2020-08-06 | Jfeスチール株式会社 | 高強度溶融亜鉛めっき鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4137593A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024203410A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| WO2024203411A1 (ja) * | 2023-03-31 | 2024-10-03 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7031800B1 (ja) | 2022-03-08 |
| CN115698362B (zh) | 2024-05-14 |
| EP4137593A1 (en) | 2023-02-22 |
| US20240229201A1 (en) | 2024-07-11 |
| CN115698362A (zh) | 2023-02-03 |
| JP2022034013A (ja) | 2022-03-02 |
| EP4137593A4 (en) | 2023-09-06 |
| MX2022016358A (es) | 2023-01-30 |
| JPWO2022004817A1 (ja) | 2022-01-06 |
| KR20230012026A (ko) | 2023-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022004820A1 (ja) | 亜鉛めっき鋼板、部材及びそれらの製造方法 | |
| JP7044197B2 (ja) | 鋼板の製造方法及び部材の製造方法 | |
| JP7028379B1 (ja) | 鋼板、部材及びそれらの製造方法 | |
| JP6787535B1 (ja) | 高強度鋼板およびその製造方法 | |
| JP6795122B1 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| JP5070865B2 (ja) | 局部延性能に優れた熱延鋼板及びその製造方法 | |
| JP7031800B1 (ja) | 鋼板、部材及びそれらの製造方法 | |
| JP7028381B1 (ja) | 亜鉛めっき鋼板、部材及びそれらの製造方法 | |
| JP5070864B2 (ja) | 熱延鋼板及びその製造方法 | |
| JP7056631B2 (ja) | 高強度溶融亜鉛めっき鋼板およびその製造方法 | |
| WO2023162190A1 (ja) | 鋼板、部材、それらの製造方法、冷延鋼板用熱延鋼板の製造方法及び冷延鋼板の製造方法 | |
| WO2023162381A1 (ja) | 鋼板、部材、それらの製造方法、冷延鋼板用熱延鋼板の製造方法及び冷延鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021559344 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21832103 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021832103 Country of ref document: EP Effective date: 20221117 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202217069514 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 20227044056 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18010928 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |