WO2021210511A1 - ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法 - Google Patents
ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法 Download PDFInfo
- Publication number
- WO2021210511A1 WO2021210511A1 PCT/JP2021/015059 JP2021015059W WO2021210511A1 WO 2021210511 A1 WO2021210511 A1 WO 2021210511A1 JP 2021015059 W JP2021015059 W JP 2021015059W WO 2021210511 A1 WO2021210511 A1 WO 2021210511A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- hydroxybutyrate
- poly
- acid
- tube
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
- C08L67/04—Polyesters derived from hydroxycarboxylic acids, e.g. lactones
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/04—Hoses, i.e. flexible pipes made of rubber or flexible plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9115—Cooling of hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/919—Thermal treatment of the stream of extruded material, e.g. cooling using a bath, e.g. extruding into an open bath to coagulate or cool the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92904—Die; Nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/04—Polyesters derived from hydroxycarboxylic acids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0088—Blends of polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0059—Degradable
- B29K2995/006—Bio-degradable, e.g. bioabsorbable, bioresorbable or bioerodible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0077—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/008—Drinking straws
Definitions
- the present invention relates to a poly (3-hydroxybutyrate) resin tube and a method for producing the same.
- tubular molded product such as a straw containing polylactic acid as a main component is disclosed.
- polylactic acid can be biodegraded by compost, it cannot be expected to decompose in a short period of time in the ocean where the temperature is low, so there is a problem that it cannot be a countermeasure against marine pollution.
- poly (3-hydroxybutyrate) -based resin (hereinafter, may be abbreviated as "P3HB-based resin”) is produced as an energy storage substance in the cells of many microbial species. Since it is a thermoplastic polyester that accumulates and can undergo biodegradation not only in soil but also in seawater, it is attracting attention as a material that solves the above problems.
- Patent Document 1 discloses a tubular molded product made of a P3HB-based resin, an aliphatic polyester-based resin, and an inorganic filler.
- one aspect of the present invention is to provide a P3HB-based resin tube containing a P3HB-based resin which is a material that biodegrades in seawater and having improved properties, and a method for producing the same. be.
- the present inventors have made a bellows at room temperature by including a specific resin in a specific compounding ratio in a P3HB-based resin tube which is a material that biodegrades in seawater.
- a P3HB-based resin tube that can be processed and has excellent repeated bending resistance can be obtained, and have completed the present invention.
- one aspect of the present invention contains 95 to 60% by weight of a poly (3-hydroxybutyrate) resin and 5 to 40% by weight of an aliphatic-aromatic polyester resin to increase the yield point elongation in a tensile test. It is a poly (3-hydroxybutyrate) resin tube having a tensile elongation of 50% or more in the tensile test and a wall thickness of 0.01 to 0.6 mm.
- a P3HB-based resin tube capable of bellows processing at room temperature and excellent in repeated bending resistance, and a method for producing the same.
- DSC differential scanning calorimetry
- the poly (3-hydroxybutyrate) -based resin tube (hereinafter, referred to as “the present tube”) according to the embodiment of the present invention contains 95 to 60% by weight of the poly (3-hydroxybutyrate) -based resin and fat. It contains 5 to 40% by weight of a group-aromatic polyester resin, has a yield point elongation in a tensile test, has a tensile elongation of 50% or more in the tensile test, and has a wall thickness of 0.01 to 0. It is characterized by being 6 mm.
- P3HB-based resins have a characteristic that it is difficult to maintain their shape when they are heated and plasticized, and it is difficult to achieve both shape maintenance by heating and moldability, resulting in inferior secondary workability. There is. Therefore, as a result of previous studies by the present inventors, by using a P3HB-based resin showing a specific melting point behavior, the P3HB-based resin is easy to bend, can be suitably used as a straw, and can be rapidly decomposed even in seawater. Succeeded in developing a resin tube.
- the present inventors have made (1) normal temperature by including the P3HB-based resin and the aliphatic-aromatic polyester-based resin in a specific blending ratio.
- a P3HB-based resin tube that can be bellows-processed and has excellent resistance to repeated bending can be obtained, and (2) a resin pellet containing a mixture of a P3HB-based resin and an aliphatic-aromatic polyester-based resin.
- the film formed from is having a yield point elongation and a higher tensile elongation.
- Poly (3-hydroxybutyrate) resin tube (Poly (3-hydroxybutyrate) resin) This tube contains a poly (3-hydroxybutyrate) resin.
- the P3HB-based resin is an aliphatic polyester resin that can be produced from a microorganism and has 3-hydroxybutyrate as a repeating unit.
- the P3HB-based resin may be a poly (3-hydroxybutyrate) having only 3-hydroxybutyrate as a repeating unit, or 3-hydroxybutyrate and other hydroxyalkanoates. It may be a copolymer with.
- the P3HB-based resin may be a mixture of a homopolymer and one or more copolymers, or a mixture of two or more copolymers. good.
- the type of copolymerization is not particularly limited, and may be random copolymerization, alternate copolymerization, block copolymerization, graft copolymerization, or the like.
- examples of the P3HB-based resin include poly (3-hydroxybutyrate) (P3HB), poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) (P3HB3HH), and poly.
- P3HB3HV poly (3-hydroxybutyrate-co-4-hydroxybutyrate)
- P3HB4HB poly (3-hydroxybutyrate-co-3) -Hydroxyoctanoate)
- P3HB3HO poly (3-hydroxybutyrate-co-3-hydroxyoctanoate)
- P3HB3HOD poly (3-hydroxybutyrate-co-3-hydroxyoctanoate)
- P3HB3HD poly (3-hydroxybutyrate-co-3-hydroxyvariate-co-3-hydroxyhexanoate
- P3HB3HV3HH poly 3-hydroxybutyrate-co-3-hydroxyhexanoate
- the melting point and the crystallinity can be changed, and as a result, the physical properties such as the Young rate and the heat resistance can be changed, and the physical properties between polypropylene and polyethylene can be changed.
- a copolymer of 3-hydroxybutyric acid and 3-hydroxyhexanoic acid from the viewpoint that it can be applied and that it is a resin that is industrially easy to produce and is physically useful as described above.
- Certain P3HB3HH is more preferred.
- P3HB3HH is preferable from the viewpoint that the melting point can be lowered and the molding process at a low temperature becomes possible.
- P3HB3HV The melting point, Young's modulus, etc. of the above P3HB3HV change depending on the ratio of the 3-hydroxybutyrate component and the 3-hydroxyvariate component, but the crystallinity is 50% or more because both components co-crystallize. high. Therefore, P3HB3HV is more flexible than P3HB, but the improvement of brittleness is insufficient.
- the P3HB-based resin can be produced by, for example, a microorganism.
- the microorganism that produces the P3HB-based resin is not particularly limited as long as it is a microorganism that has the ability to produce the P3HB-based resin.
- Bacillus megaterium which was discovered in 1925, is the first P3HB-producing bacterium, and other cupriavidus necator (former classification: Alcaligenes europhos), Larstonia eutropha (R) , Natural microorganisms such as Alcaligenes lattice. It is known that P3HB is accumulated in the cells of these microorganisms.
- Examples of the bacterium that produces a copolymer of hydroxybutyrate and other hydroxyalkanoates include Aeromonas caviae, which is a P3HB3HV and P3HB3HH-producing bacterium, and Alcaligenes, which is a P3HB4HB-producing bacterium. It has been known.
- P3HB3HH in order to increase the productivity of P3HB3HH, Alcaligenes utrophas AC32 strain (Alcaligenes europhos AC32, FERM BP-6038) (T. Fukui, Y. Doi, J. Baeri) into which a gene of the P3HA synthase group was introduced was introduced.
- microbial cells in which P3HB3HH is accumulated in the cells by culturing these microorganisms under appropriate conditions are used.
- a recombinant microorganism into which various P3HB resin synthesis-related genes have been introduced may be used according to the P3HB resin to be produced, or the culture conditions including the type of substrate may be optimized. ..
- P3HB3HH can also be produced, for example, by the method described in International Publication No. 2010/0134883.
- Examples of commercially available products of P3HB3HH include Kaneka Corporation “Kaneka Biodegradable Polymer PHBH®” (for example, X131A and 151C used in Examples).
- the composition ratio of the repeating unit of P3HB3HH is such that the composition ratio of 3-hydroxybutyrate unit / 3-hydroxyhexanoate unit is 80/20 or more from the viewpoint of the balance between flexibility and strength. It is preferably 99/1 (mol / mol), more preferably 85/15 to 97/3 (mol / mol).
- the composition ratio of 3-hydroxybutyrate unit / 3-hydroxyhexanoate unit is 99/1 (mol / mol) or less, sufficient flexibility is obtained, and when it is 80/20 (mol / mol) or more. If there is, sufficient hardness can be obtained.
- the weight average molecular weight of the P3HB resin (hereinafter, may be referred to as “Mw”) is not particularly limited, but is preferably 150,000 to 800,000, more preferably 200,000 to 700,000. It is preferable, and more preferably 250,000 to 600,000.
- Mw weight average molecular weight
- the weight average molecular weight is 150,000 or more, sufficient mechanical properties and the like can be obtained, and when it is 800,000 or less, a sufficient crystallization rate can be obtained and good molding processability can be achieved.
- the weight average molecular weight of the P3HB resin is determined by gel permeation chromatography (GPC) (Showa Denko's "Shodex GPC-101"), and polystyrene gel (Showa Denko's "Shodex K-804") is used for the column to transfer chloroform. It can be obtained as a phase and as a molecular weight when converted to polystyrene.
- GPC gel permeation chromatography
- the P3HB resin is preferably a mixture of two or more polymers having different physical characteristics from the viewpoint of the balance between flexibility and strength and molding processability.
- the P3HB-based resin is a mixture of two or more polymers having different crystallinities.
- the mixing ratio in the mixture of two or more kinds of polymers having different crystallinities is not particularly limited, and can be appropriately set according to the type of the polymer to be mixed and the like.
- a mixture of two kinds of polymers from the viewpoint of molding processability, when the mixture is 100% by weight, it is preferable to contain 50% by weight or more of the polymer having a higher crystallinity.
- a polymer having a high crystallinity of 3HB / 3HH molar ratio: 99/1 to 93/7 is contained in an amount of 50% by weight or more.
- the P3HB-based resin is Kaneka biodegradable polymer PHBH® X131A, which is a P3HB-based resin having a high degree of crystallization, and a low degree of crystallization. It is a mixture with Kaneka biodegradable polymer PHBH® 151C, which is a P3HB-based resin.
- These mixing ratios are not particularly limited, and can be appropriately set according to the type of resin to be mixed and the like. However, from the viewpoint of molding processability, it is preferable that the weight ratio of X131A is larger than the weight ratio of 151C.
- X131A has a 3HB / 3HH molar ratio of 94/6, an MFR of 3 g / 10 minutes (160 ° C.-5 kgf), and a melting point of 144 ° C.
- 151C has a 3HB / 3HH molar ratio: 89/11, MFR: 3 g / 10 minutes (160 ° C-5 kgf), and a melting point: 125 ° C.
- This tube contains an aliphatic-aromatic polyester resin.
- the "aliphatic-aromatic polyester resin” is a polyester polymer having a repeating unit derived from an aliphatic dicarboxylic acid, a repeating unit derived from an aromatic dicarboxylic acid, and a repeating unit derived from a diol. ..
- Examples of the aliphatic dicarboxylic acid that is a constituent of the aliphatic-aromatic polyester resin include succinic acid, adipic acid, azelaic acid, sebacic acid, brassic acid, pimelic acid, suberic acid, fumaric acid, and itaconic acid. Can be mentioned. These may be used alone or in combination of two or more. Of these, adipic acid, azelaic acid, sebacic acid, and succinic acid are preferable.
- aromatic dicarboxylic acid that is a constituent of the aliphatic-aromatic polyester resin
- examples of the aromatic dicarboxylic acid that is a constituent of the aliphatic-aromatic polyester resin include terephthalic acid, isophthalic acid, and frangylcarboxylic acid. These may be used alone or in combination of two or more. Of these, terephthalic acid and flange carboxylic acid are preferable.
- diol that is a constituent component of the aliphatic-aromatic polyester resin examples include 1,2-ethanediol, 1,3-propanediol, and 1,4-butanediol. These may be used alone or in combination of two or more. Of these, 1,4-butanediol is preferable.
- specific examples of the aliphatic-aromatic polyester resin include polybutylene succinate terephthalate (PBST), polybutylene adipate terephthalate (PBAT), polybutylene succinate terephthalate (PBSeT), and the like.
- examples thereof include polybutylene azelate terephthalate (PBAzT).
- polybutylene adipate terephthalate (PBAT), polybutylene sebacate terephthalate (PBSeT), and polybutylene azelate terephthalate (PBAzT) are particularly preferable from the viewpoints of industrial availability, heat resistance, and / or marine degradability. ..
- a commercially available product may be used as the aliphatic-aromatic polyester resin, and for example, BASF's Ecoflex (registered trademark) F blend C1200 or the like can be used.
- the composition ratio of the repeating unit of the aliphatic-aromatic polyester resin has a composition ratio of the aliphatic dicarboxylic acid unit / aromatic dicarboxylic acid unit of 95/5 or more from the viewpoint of mechanical properties. It is preferably 30/70 (mol / mol), more preferably 90/10 to 40/60 (mol / mol).
- the total of the aliphatic dicarboxylic acid unit and the aromatic dicarboxylic acid unit is 100 mol%, if the aromatic dicarboxylic acid unit is 5 mol% or more, the mechanical properties are good. Further, when the aromatic dicarboxylic acid unit is 70 mol% or less, the biodegradability is excellent.
- the weight average molecular weight of the aliphatic-aromatic polyester resin is not particularly limited, but is preferably 10,000 to 500,000, more preferably 20,000 to 400,000. If the weight average molecular weight is 500,000 or less, the processing is easy, and if it is 10,000 or more, the physical properties are excellent.
- the weight average molecular weight of the aliphatic-aromatic polyester resin can be determined by the same method as the weight average molecular weight of the P3HB resin.
- This tube contains the poly (3-hydroxybutyrate) resin and the aliphatic-aromatic polyester resin in a specific blending ratio, and has a wall thickness of 0.01 mm or more and 0.6 mm or less. It is a tube.
- the "tube” means an elongated cylindrical molded product having a substantially constant wall thickness, having a wall surface having a substantially circular cross-sectional shape, and having a hollow inside.
- the wall thickness of this tube is not particularly limited, but it is in the range of 0.01 mm or more because it is not crushed by suction when drinking a beverage as a straw. Further, as will be described later, when the tube is formed by melt extrusion, the wall thickness of the tube is preferably 0.05 mm or more in order to maintain the strength that can withstand the water pressure in the resin solidification step in water. It is more preferably 0.1 mm or more, and further preferably 0.12 mm or more.
- the wall thickness of this tube is 0.6 mm because it has moderate flexibility, so it is hard to break, it is hard to get injured when you poke your fingertips, and it is easy to biodegrade even in seawater.
- the range is as follows, more preferably 0.4 mm or less.
- the blending ratio of the P3HB resin and the aliphatic-aromatic polyester resin in the tube is, for example, 95 to 60% by weight of the P3HB resin and the aliphatic-aromatic polyester resin.
- the ratio contains 5 to 40% by weight, preferably 94 to 62% by weight of the P3HB resin and 6 to 38% by weight of the aliphatic-aromatic polyester resin, more preferably P3HB.
- the ratio contains 93 to 65% by weight of the based resin and 7 to 35% by weight of the aliphatic-aromatic polyester resin, and more preferably 92 to 67% by weight of the P3HB based resin and the aliphatic-aromatic polyester type.
- the ratio includes 8 to 33% by weight of the resin.
- the tube can be bellows-processed at room temperature, and further, it has an excellent effect of repeated bending resistance.
- the repeated bending resistance of this tube is measured and evaluated by the method described in Examples.
- the tube in differential scanning calorimetry, the top temperature of the crystal melting curve in the range of 130 ⁇ 155 °C (Tm a) , the end temperature of the crystal melting curve (Tm b) It contains a mixture of a poly (3-hydroxybutyrate) -based resin and an aliphatic-aromatic polyester-based resin having a difference (hereinafter, sometimes referred to as “difference in melting point temperature”) of 10 ° C. or higher.
- difference in melting point temperature a poly (3-hydroxybutyrate) -based resin and an aliphatic-aromatic polyester-based resin having a difference (hereinafter, sometimes referred to as “difference in melting point temperature”) of 10 ° C. or higher.
- the difference in melting point temperature is 10 ° C. or higher, preferably 12 ° C. or higher, more preferably 15 ° C. or higher, and even more preferably 17 ° C. or higher.
- the tube is secondarily processed, the overall shape of the tube can be maintained while heating and plasticizing a predetermined portion of the tube, and the molding to the tube by the secondary processing can be easily realized. be able to. That is, both shape maintenance by heating and moldability can be achieved, and excellent secondary workability can be achieved.
- the straw can be easily provided with a bent portion and an elastic structure, and a highly convenient straw can be provided.
- the tube can be provided with a characteristic of being excellent in repeated bending resistance.
- the upper limit is not particularly limited, but is, for example, 50 ° C. or lower, more preferably 40 ° C. or lower, from the viewpoint of ease of production of a mixture of the P3HB-based resin and the aliphatic-aromatic polyester-based resin. It is more preferably 35 ° C. or lower, and particularly preferably 30 ° C. or lower.
- top temperature of crystal melting curve in differential scanning calorimetry (Tm a)" and “End temperature of the crystal melting curve (Tm b)” is defined as follows.
- An aluminum pan is filled with 4 to 10 mg of a resin sample, and the temperature is raised from 30 ° C. to 180 ° C. at a rate of 10 ° C./min under a nitrogen stream using a differential scanning calorimeter to melt the resin sample and absorb heat. Get a curve.
- the melting point peak present in the range of 130 ⁇ 155 ° C., the top temperature of the melting peak endotherm is maximized and Tm a, the temperature of heat absorption was not recognized was Tm b.
- Tm a is the temperature at which the endothermic was not recognized and Tm b.
- Tm b is the temperature at which the endothermic was not recognized.
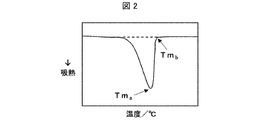
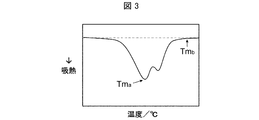
- FIGS. 1-3 “Differential scanning calorimetry top temperature of crystal melting curve in the analysis (Tm a)” and “End temperature of the crystal melting curve (Tm b)” indicates the respective positions represented by FIGS. 1-3.
- FIG. 1 is a Tm a is present in the range of 130 ⁇ 155 ° C., and the DSC chart difference is 10 ° C. or more and Tm b and Tm a schematically showing.
- FIG. 1 is a Tm a is present in the range of 130 ⁇ 155 ° C.
- the DSC chart difference is 10 ° C. or more
- Tm a is present in the range of 130 ⁇ 155 ° C., in which the DSC chart difference between Tm b and Tm a is less than 10 ° C. schematically showing.
- Tm a is present in the range of 130 ⁇ 155 ° C., in the case than Tm a there is another melting peak to the high temperature side, and the difference between Tm b and Tm a is 10 ° C. or higher DSC The chart is schematically shown.
- the thermal decomposition temperature of the mixture of the P3HB resin and the aliphatic-aromatic polyester resin does not exceed 180 ° C. In the temperature range, it becomes easy to process the resin while sufficiently melting it to leave some crystals, and it is possible to achieve excellent secondary processability and to have the property of being excellent in repeated bending resistance.
- examples of the mixture of the P3HB-based resin and the aliphatic-aromatic polyester-based resin satisfying the difference in melting point temperature include the commercially available P3HB-based resin and the aliphatic-aromatic resin described above.
- a mixture with a polyester resin can be used.
- the P3HB-based resin for example, Kaneka Corporation “Kaneka Biodegradable Polymer PHBH®” (for example, X131A, 151C used in Examples) and the like are used.
- the aliphatic-aromatic polyester resin for example, BASF's Ecoflex (registered trademark) F blend C1200 or the like is used.
- the tube may use one type of P3HB-based resin alone, or may use two or more types of P3HB-based resins in combination.
- the resin described in the above section poly (3-hydroxybutyrate) -based resin
- the tube contains one biodegradable resin other than the poly (3-hydroxybutyrate) resin and the aliphatic-aromatic polyester resin within the range in which the effect of the present invention is exhibited. It may contain seeds or two or more species. Examples of such other resins include aliphatic polyester resins such as polybutylene succinate adipate, polybutylene succinate, polycaprolactone, and polylactic acid. The amount of these resins added is not particularly limited, but is preferably 30 parts by weight or less, more preferably 20 parts by weight or less, based on 100 parts by weight of the P3HB-based resin. The lower limit is not particularly limited and may be 0 parts by weight.
- the present tube may contain additives usually used in the art as long as the effects of the present invention are exhibited.
- additives include colorants such as pigments and dyes, odor absorbers such as activated charcoal and zeolite, fragrances such as vanillin and dextrin, plasticizers, antioxidants, antioxidants, and weather resistance improvers.
- examples thereof include ultraviolet absorbers, crystal nucleating agents, lubricants, mold release agents, water repellent agents, antibacterial agents, and slidability improving agents.
- the processability can be significantly improved by adding the crystal nucleating agent.
- a crystal nucleating agent for example, pentaerythritol or the like can be used.
- As an additive only one kind may be contained. Two or more types may be included. The content of these additives can be appropriately set by those skilled in the art according to the purpose of use.
- the obtained tube has high rigidity, does not exhibit yield point elongation, and the tensile elongation is reduced.
- Such tubes are inferior in bellows formability and repeated bending resistance. Therefore, it is preferable that the tube is substantially free of inorganic fillers. More specifically, the content of the inorganic filler in this tube is preferably less than 5% by weight, more preferably less than 3% by weight, and even more preferably less than 1% by weight.
- the inorganic filler include talc, calcium carbonate, mica, silica, titanium oxide, alumina, zeolite, clay and the like.
- This tube has a yield point elongation. Since this tube has a yield point elongation, the tube has excellent resistance to repeated bending.
- yield point elongation means a state in which the yield point is further extended even after the yield point is exceeded in the tensile test.
- the yield point elongation of this tube is evaluated by the tensile test described in Examples.
- the tensile elongation of this tube is 50% or more, preferably 55% or more, more preferably 75% or more, still more preferably 100% or more.
- the upper limit of the tensile elongation of the tube is not particularly limited as long as the effect of the present invention is obtained, but is, for example, 500%.
- the tensile elongation of this tube is measured by the tensile test described in Examples.
- the outer diameter of this tube is not particularly limited, but is preferably 2 to 10 mm, more preferably 4 to 8 mm, and even more preferably 5 to 7 mm from the viewpoint of ease of use when drinking a beverage as a straw.
- the cross-sectional shape of this tube is substantially circular, but from the viewpoint of usability as a straw, it is preferable that the tube is closer to a perfect circle. Therefore, the flatness of the cross-sectional shape of this tube [100 ⁇ (maximum outer diameter value-minimum outer diameter value) / maximum outer diameter value] is preferably 10% or less, more preferably 8% or less. It is more preferably 5% or less, and particularly preferably 3% or less. In addition, "flatness is 0%" means that the cross-sectional shape is a perfect circle.
- the length of this tube is not particularly limited, but is preferably 50 to 350 mm, more preferably 70 to 300 mm, and even more preferably 90 to 270 mm from the viewpoint of ease of use when drinking a beverage as a straw.
- the main tube used as a straw may be a tube that has not been secondary processed, or may be a tube that has undergone secondary processing such as forming a stopper portion or forming a bellows portion.
- the method for producing a poly (3-hydroxybutyrate) resin tube according to an embodiment of the present invention is the above-mentioned (poly (3-hydroxybutyrate) resin).
- Tube) is a method for producing a poly (3-hydroxybutyrate) resin tube, and an extruder is used to extrude a mixture of the poly (3-hydroxybutyrate) resin and the aliphatic-aromatic polyester resin. after melting in a medium, comprising the step of introducing into water from an annular die extruded, the temperature of the annular die, and setting the temperature between the Tm a and Tm b.
- P3HB-based resins have an extremely slow crystallization rate as compared with other crystalline resins such as polypropylene. Therefore, due to cooling and solidification, the P3HB resin tube tends to be flattened (in other words, the flatness tends to be large) under the influence of water pressure in water. In particular, the larger the outer diameter of the P3HB resin tube and the thinner the wall thickness, the more the flattening due to water pressure tends to be remarkable. Therefore, it has been difficult to manufacture a thin-walled tube containing a P3HB-based resin having a cross-sectional shape close to a perfect circle.
- the temperature of the annular die is set to the temperature of the mixture of the P3HB-based resin and the aliphatic-aromatic polyester-based resin.
- a top temperature of crystal melting curve in the range of 130 ⁇ 155 ° C. in differential scanning calorimetry (Tm a) is preferably set to a temperature between the end temperature of the crystal melting curve (Tm b).
- the P3HB resin formed from the mixture of the P3HB resin and the aliphatic-aromatic polyester resin is melted to a level that can be molded, and at the same time, one of the crystals is contained in the molten resin. The part will remain. As a result, the crystal solidification in water after extrusion can be rapidly promoted, so that the flattening of the tube due to the influence of water pressure can be suppressed.
- the method for producing this tube it is preferable to use a P3HB-based resin having a melt viscosity at 160 ° C. of 10,000 poise or more as the P3HB-based resin.
- the melt viscosity is more preferably 11000 poise or more, further preferably 12000 poise or more, and particularly preferably 13000 poise or more.
- the upper limit of the melt viscosity is not particularly limited, but is preferably 30,000 poise or less from the viewpoint of surface smoothness of the tube and prevention of pressure increase of the annular die.
- the melt viscosity is a value measured for the entire P3HB-based resin contained in the P3HB-based resin tube (in the case of a tube containing an additive, the entire resin containing the additive).
- the production method is a method for producing the poly (3-hydroxybutyrate) -based resin tube according to the above (poly (3-hydroxybutyrate) -based resin tube), and the poly (3-hydroxybutyrate) -based resin tube is produced. It is characterized by including a step of shaping a (3-hydroxybutyrate) resin tube at room temperature. Since this tube can be bellows processed at room temperature and has excellent resistance to repeated bending, a molded product processed into a desired shape can be easily obtained according to the present embodiment.
- ⁇ 1> Contains 95 to 60% by weight of a poly (3-hydroxybutyrate) resin and 5 to 40% by weight of an aliphatic-aromatic polyester resin. It has a yield point elongation in the tensile test, and the tensile elongation in the tensile test is 50% or more.
- the aliphatic-aromatic polyester resin has a structural unit derived from an aliphatic dicarboxylic acid, a structural unit derived from an aromatic dicarboxylic acid, and a structural unit derived from a diol.
- the aliphatic dicarboxylic acid is at least one selected from the group consisting of succinic acid, adipic acid, azelaic acid, sebacic acid, brassic acid, pimelic acid, suberic acid, fumaric acid, and itaconic acid.
- the aromatic dicarboxylic acid is at least one selected from the group consisting of terephthalic acid, isophthalic acid, and flange carboxylic acid.
- the difference between the end temperature of the crystal melting curve (Tm b) is the 10 ° C. or more, ⁇ 1> or poly (3-hydroxybutyrate according to ⁇ 2>) resin tube.
- ⁇ 4> The poly according to any one of ⁇ 1> to ⁇ 3>, wherein the poly (3-hydroxybutyrate) resin is poly (3-hydroxybutyrate-co-3-hydroxyhexanoate). (3-Hydroxybutyrate) resin tube.
- ⁇ 5> The method for producing a poly (3-hydroxybutyrate) resin tube according to any one of ⁇ 1> to ⁇ 4>.
- a step of melting a mixture of the poly (3-hydroxybutyrate) resin and the aliphatic-aromatic polyester resin in an extruder, extruding the mixture from a cyclic die, and putting the mixture into water is included.
- the temperature of the annular die is set to a temperature between the Tm a and Tm b, production method.
- ⁇ 6> The method for producing a poly (3-hydroxybutyrate) resin tube according to any one of ⁇ 1> to ⁇ 4>.
- a manufacturing method including a step of shaping a poly (3-hydroxybutyrate) resin
- Resin raw material 1 Made by Kaneka, Kaneka biodegradable polymer PHBH (registered trademark) X131A [Poly (3-hydroxybutyrate-co-3-hydroxyhexanoate)]
- Resin raw material 2 Made by Kaneka, Kaneka biodegradable polymer PHBH (registered trademark) 151C [Poly (3-hydroxybutyrate-co-3-hydroxyhexanoate)]
- Resin raw material 3 Made by BASF, Ecoflex (registered trademark) F blend C1200 [aliphatic-aromatic polyester resin (polybutylene adipate terephthalate)]
- Resin Raw Material 4 Made by BASF, Ecoflex® FS Blend C2200 [Aliphatic-Aromatic Polyester Resin (Polybutylene Sevacate Telephthalate)] [Measurement and evaluation method] Evaluation in Examples and Comparative Examples was carried out by the following method.
- a film of about 100 ⁇ m was prepared by sandwiching 2 g of a resin sample (resin pellet) and a 120 ⁇ m SUS spacer between PETs that had undergone mold release treatment and pressing the resin sample (resin pellet) with a press machine heated to 170 ° C. at a pressure of 4 MPa.
- the produced film was subjected to a tensile test using a tensile tester (manufactured by Shimadzu Corporation: EZ-LX 1 kN) under the condition of a tensile speed of 100 mm / min in accordance with JIS K 7127.
- the yield point elongation was evaluated and the tensile elongation was calculated.
- the case where the yield point was further extended beyond the yield point was evaluated as " ⁇ ".
- the resin raw materials 1 to 3 were mixed at the blending ratios shown in Table 1, and 1 part by weight of pentaerythritol was blended as a crystal nucleating agent with respect to a total of 100 parts by weight of the resin raw materials and dry blended.
- the obtained resin material (resin mixture) was put into a ⁇ 26 mm isodirectional twin-screw extruder in which the cylinder temperature was set to 150 ° C. and the die temperature was set to 150 ° C. and extruded.
- the extruded resin material was passed through a water tank filled with hot water at 40 ° C. to solidify the strands, and the strands were cut with a pelletizer to obtain resin pellets.
- Example 1 The cylinder temperature and die temperature of a ⁇ 50 mm single-screw extruder to which an annular die (outer diameter 15 mm, inner diameter 13.5 mm) was connected were set to 150 ° C., and resin pellets were charged and extruded into a tube shape. The extruded resin pellets were passed through a water tank at 30 ° C. located 50 mm away from the annular die to obtain a resin tube having an outer diameter of 6 mm and a wall thickness of 0.13 mm. The evaluation results are shown in Table 1.
- Examples 2 to 9 A resin tube having an outer diameter of 6 mm and a wall thickness of 0.2 mm was obtained in the same manner as in Example 1 except that the compounding ratio of the resin pellets was changed as shown in Table 1. The evaluation results are shown in Table 1.
- the films formed from the resin pellets containing no aliphatic-aromatic polyester resin of Comparative Examples 1 and 2 did not exhibit yield point elongation and did not exhibit tensile elongation. Therefore, although the tube can be manufactured, the bellows formability and the resistance to repeated bending are inferior. Further, the film formed from the resin pellets containing no aliphatic-aromatic polyester resin of Comparative Example 3 has good yield point elongation but small tensile elongation, and therefore has good repeated bending resistance at room temperature. Bellows processing was difficult.
- this tube can be bellows processed at room temperature and has excellent resistance to repeated bending, it can be suitably used in various fields where a tube is required (for example, a straw).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
Abstract
本発明の目的は、繰り返し曲げ耐性に優れたポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法を提供することである。ポリ(3-ヒドロキシブチレート)系樹脂95~60重量%と、脂肪族-芳香族ポリエステル系樹脂5~40重量%とを含み、引張試験における降伏点伸びを有し、かつ、前記引張試験における引張伸びが50%以上であり、肉厚が0.01~0.6mmである、ポリ(3-ヒドロキシブチレート)系樹脂チューブを提供することにより、上記課題を解決する。
Description
本発明は、ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法に関する。
近年、欧州を中心に生ゴミの分別回収やコンポスト処理が進められており、生ゴミと共にコンポスト処理できるプラスチック製品が望まれている。そのようなプラスチック製品の一例として、ポリ乳酸を主成分とするストロー等の管状成形品(チューブ)が開示されている。
しかし、ポリ乳酸は、コンポストでの生分解は可能であるが、温度が低い海洋中では短期間での分解が期待できないため、海洋汚染の対策にはなり得ないとの問題がある。
この問題に対し、ポリ(3-ヒドロキシブチレート)系樹脂(以下において、「P3HB系樹脂」と略して言及する場合もある。)は、多くの微生物種の細胞内にエネルギー貯蔵物質として生産、蓄積される熱可塑性ポリエステルであり、土中だけでなく、海水中でも生分解が進行しうる材料であるため、上記の問題を解決する素材として注目されている。
例えば、特許文献1には、P3HB系樹脂、脂肪族ポリエステル系樹脂および無機フィラーからなる管状成形品が開示されている。
しかしながら、特許文献1に開示される管状成形品は、無機フィラーを含むために、繰り返し曲げ耐性において改善の余地があることがわかった。この場合、例えば、常温における蛇腹加工が難しいという課題がある。
そこで、本発明の一態様は、海水中で生分解する材料であるP3HB系樹脂を含み、かつ、改善された特性を有するP3HB系樹脂チューブおよびその製造方法を提供することを目的とするものである。
本発明者らは、上記課題を解決すべく鋭意検討した結果、海水中で生分解する材料であるP3HB系樹脂チューブにおいて、特定の樹脂を特定の配合比率で含ませることにより、常温での蛇腹加工が可能であり、かつ、繰り返し曲げ耐性に優れたP3HB系樹脂チューブが得られるとの新規知見を見出し、本発明を完成するに至った。
したがって、本発明の一態様は、ポリ(3-ヒドロキシブチレート)系樹脂95~60重量%と、脂肪族-芳香族ポリエステル系樹脂5~40重量%とを含み、引張試験における降伏点伸びを有し、かつ、前記引張試験における引張伸びが50%以上であり、肉厚が0.01~0.6mmである、ポリ(3-ヒドロキシブチレート)系樹脂チューブである。
本発明の一態様によれば、常温での蛇腹加工が可能であり、かつ、繰り返し曲げ耐性に優れたP3HB系樹脂チューブおよびその製造方法を提供することができる。
本発明の実施の一形態について、以下に詳細に説明する。なお、本明細書において特記しない限り、数値範囲を表す「A~B」は、「A以上、B以下」を意味する。また、本明細書中に記載された文献の全てが、本明細書中において参考文献として援用される。
〔1.本発明の概要〕
本発明の一実施形態に係るポリ(3-ヒドロキシブチレート)系樹脂チューブ(以下、「本チューブ」と称する。)は、ポリ(3-ヒドロキシブチレート)系樹脂95~60重量%と、脂肪族-芳香族ポリエステル系樹脂5~40重量%とを含み、引張試験における降伏点伸びを有し、かつ、前記引張試験における引張伸びが50%以上であり、肉厚が0.01~0.6mmであることを特徴とする。
本発明の一実施形態に係るポリ(3-ヒドロキシブチレート)系樹脂チューブ(以下、「本チューブ」と称する。)は、ポリ(3-ヒドロキシブチレート)系樹脂95~60重量%と、脂肪族-芳香族ポリエステル系樹脂5~40重量%とを含み、引張試験における降伏点伸びを有し、かつ、前記引張試験における引張伸びが50%以上であり、肉厚が0.01~0.6mmであることを特徴とする。
P3HB系樹脂は、一般的に、加熱して可塑化すると、その形状を維持しにくいという特性を有しており、加熱による形状維持と付型性が両立しにくく、二次加工性に劣る問題がある。そこで、以前に、本発明者らが検討した結果、特定の融点挙動を示すP3HB系樹脂を用いることにより、しなりやすく、ストローとして好適に使用でき、かつ、海水中でも速やかに分解し得るP3HB系樹脂チューブの開発に成功した。
しかし、P3HB系樹脂チューブについてさらに詳細な検討を進める中で、上記P3HB系樹脂チューブは、常温における蛇腹加工が難しく、更には、繰り返し曲げ耐性において新たな課題があることを見出した。
そこで、本発明者らは、P3HB系樹脂チューブについて鋭意検討を行った結果、P3HB系樹脂と、脂肪族-芳香族ポリエステル系樹脂とを、特定の配合比率で含ませることにより、(1)常温での蛇腹加工が可能であり、かつ、繰り返し曲げ耐性に優れたP3HB系樹脂チューブが得られること、および(2)P3HB系樹脂と、脂肪族-芳香族ポリエステル系樹脂との混合物を含む樹脂ペレットから形成されたフィルムが、降伏点伸びを有し、さらに高い引張伸びを有していること、を初めて見出した。
上記のような特性を有するP3HB系樹脂チューブの開示は初めてであり、本発明は、種々の分野での利用において極めて有用である。
〔2.ポリ(3-ヒドロキシブチレート)系樹脂チューブ〕
(ポリ(3-ヒドロキシブチレート)系樹脂)
本チューブは、ポリ(3-ヒドロキシブチレート)系樹脂を含む。
(ポリ(3-ヒドロキシブチレート)系樹脂)
本チューブは、ポリ(3-ヒドロキシブチレート)系樹脂を含む。
本明細書において、P3HB系樹脂は、3-ヒドロキシブチレートを繰り返し単位とする、微生物から生産され得る脂肪族ポリエステル樹脂である。
本発明の一実施形態において、P3HB系樹脂は、3-ヒドロキシブチレートのみを繰り返し単位とするポリ(3-ヒドロキシブチレート)であってもよいし、3-ヒドロキシブチレートと他のヒドロキシアルカノエートとの共重合体であってもよい。
本発明の一実施形態において、P3HB系樹脂は、単独重合体と1種または2種以上の共重合体との混合物であってもよいし、2種以上の共重合体の混合物であってもよい。共重合の形式は特に限定されず、ランダム共重合、交互共重合、ブロック共重合、グラフト共重合等であり得る。
本発明の一実施形態において、P3HB系樹脂としては、例えば、ポリ(3-ヒドロキシブチレート)(P3HB)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)(P3HB3HH)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバリレート)(P3HB3HV)、ポリ(3-ヒドロキシブチレート-コ-4-ヒドロキシブチレート)(P3HB4HB)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシオクタノエート)(P3HB3HO)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシオクタデカノエート)(P3HB3HOD)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシデカノエート)(P3HB3HD)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバリレート-コ-3-ヒドロキシヘキサノエート)(P3HB3HV3HH)等が挙げられる。中でも、工業的に生産が容易であることから、P3HB、P3HB3HH、P3HB3HV、P3HB4HBが好ましい。
また、繰り返し単位の組成比を変えることで、融点、結晶化度を変化させ、結果として、ヤング率、耐熱性等の物性を変化させることができ、かつ、ポリプロピレンとポリエチレンとの間の物性を付与することが可能であること、および上記したように工業的に生産が容易であり、物性的に有用な樹脂であるという観点から、3-ヒドロキシ酪酸と3-ヒドロキシヘキサン酸の共重合体であるP3HB3HHがより好ましい。特に、180℃以上の加熱下で熱分解しやすい特性を有するP3HB系樹脂の中でも、P3HB3HHは、融点を低くすることができ、低温での成形加工が可能となる観点からも好ましい。
なお、上記P3HB3HVは、3-ヒドロキシブチレート成分と3-ヒドロキシバリレート成分との比率によって融点、ヤング率等が変化するが、両成分が共結晶化するために結晶化度は50%以上と高い。したがって、P3HB3HVは、P3HBに比べれば柔軟ではあるが、脆性の改良は不十分である。
P3HB系樹脂は、例えば、微生物により産生され得る。P3HB系樹脂を生産する微生物としては、P3HB系樹脂の生産能を有する微生物であれば特に限定されない。例えば、P3HB生産菌としては、1925年に発見されたBacillus megateriumが最初で、他にもカプリアビダス・ネケイター(Cupriavidus necator)(旧分類:アルカリゲネス・ユートロファス(Alcaligenes eutrophus)、ラルストニア・ユートロフア(Ralstonia eutropha))、アルカリゲネス・ラタス(Alcaligenes latus)等の天然微生物が挙げられる。これらの微生物ではP3HBが菌体内に蓄積されることが知られている。
また、ヒドロキシブチレートとその他のヒドロキシアルカノエートとの共重合体の生産菌としては、P3HB3HVおよびP3HB3HH生産菌であるアエロモナス・キヤビエ(Aeromonas caviae)、P3HB4HB生産菌であるアルカリゲネス・ユートロファス(Alcaligenes eutrophus)等が知られている。特に、P3HB3HHに関し、P3HB3HHの生産性を上げるために、P3HA合成酵素群の遺伝子を導入したアルカリゲネス・ユートロファス AC32株(Alcaligenes eutrophus AC32, FERM BP-6038)(T.Fukui,Y.Doi,J.Bateriol.,179,p4821-4830(1997))等がより好ましく、これらの微生物を適切な条件で培養して菌体内にP3HB3HHを蓄積させた微生物菌体が用いられる。また上記以外にも、生産したいP3HB系樹脂に合わせて、各種P3HB系樹脂合成関連遺伝子を導入した遺伝子組換え微生物を用いても良いし、基質の種類を含む培養条件の最適化をすればよい。
また、P3HB3HHは、例えば、国際公開第2010/013483号公報に記載された方法によっても製造され得る。P3HB3HHの市販品としては、例えば、株式会社カネカ「カネカ生分解性ポリマーPHBH(登録商標)」(例えば、実施例で使用されるX131A、151C)等が挙げられる。
本発明の一実施形態において、P3HB3HHの繰り返し単位の組成比は、柔軟性および強度のバランスの観点から、3-ヒドロキシブチレート単位/3-ヒドロキシヘキサノエート単位の組成比が、80/20~99/1(mol/mol)であることが好ましく、85/15~97/3(mol/mol)であることがより好ましい。3-ヒドロキシブチレート単位/3-ヒドロキシヘキサノエート単位の組成比が、99/1(mol/mol)以下であると、十分な柔軟性が得られ、80/20(mol/mol)以上であると、十分な硬度が得られる。
本発明の一実施形態において、P3HB系樹脂の重量平均分子量(以下、「Mw」と称する場合がある。)は、特に限定されないが、15万~80万が好ましく、20万~70万がより好ましく、25万~60万がさらに好ましい。重量平均分子量が15万以上であると、十分な機械物性等が得られ、80万以下であると、十分な結晶化速度が得られ、良好な成形加工性が達成される。P3HB系樹脂の重量平均分子量は、ゲル浸透クロマトグラフィー(GPC)(昭和電工製「Shodex GPC-101」)によって、カラムにポリスチレンゲル(昭和電工製「Shodex K-804」)を用い、クロロホルムを移動相とし、ポリスチレン換算した場合の分子量として求めることができる。
本発明の一実施形態において、P3HB系樹脂は、柔軟性および強度、並びに成形加工性のバランスの観点から、物性の異なる2種以上の重合体の混合物であることが好ましい。好ましい一実施形態において、P3HB系樹脂は、結晶化度の異なる2種以上の重合体の混合物である。結晶化度の異なる2種以上の重合体を用いることにより、特に、後述する樹脂混合物の融点温度における差が大きくなり易いため、成形加工が容易となる効果を奏する。
結晶化度の異なる2種以上の重合体の混合物における混合比は特に限定されず、混合する重合体の種類等に応じて適宜設定することができる。2種の重合体の混合物の場合、成形加工性の観点からは、混合物100重量%とした場合、結晶化度の高い方の重合体を50重量%以上含むことが好ましい。また、3種以上の重合体の混合物の場合、成形加工性の観点からは、結晶化度の最も高い重合体を50重量%以上含むことが好ましい。例えば、結晶化度の高い重合体である3HB/3HHモル比:99/1~93/7のものを50重量%以上含むことが好ましい。
物性の異なる2種以上の重合体を混合する好ましい例として、P3HB系樹脂は、結晶化度の高いP3HB系樹脂である、カネカ生分解性ポリマーPHBH(登録商標)X131Aと、結晶化度の低いP3HB系樹脂である、カネカ生分解性ポリマーPHBH(登録商標)151Cとの混合物である。これらの混合比は特に限定されず、混合する樹脂の種類等に応じて適宜に設定することができる。但し、成形加工性の観点からは、X131Aの重量比が、151Cの重量比より多いことが好ましい。なお、X131Aは、3HB/3HHモル比:94/6、MFR:3g/10分(160℃-5kgf)、融点:144℃である。151Cは、3HB/3HHモル比:89/11、MFR:3g/10分(160℃-5kgf)、融点:125℃である。
(脂肪族-芳香族ポリエステル系樹脂)
本チューブは、脂肪族-芳香族ポリエステル系樹脂を含む。本明細書において、「脂肪族-芳香族ポリエステル系樹脂」は、脂肪族ジカルボン酸由来の繰り返し単位と、芳香族ジカルボン酸由来の繰り返し単位と、ジオール由来の繰り返し単位とを有するポリエステル重合体である。
本チューブは、脂肪族-芳香族ポリエステル系樹脂を含む。本明細書において、「脂肪族-芳香族ポリエステル系樹脂」は、脂肪族ジカルボン酸由来の繰り返し単位と、芳香族ジカルボン酸由来の繰り返し単位と、ジオール由来の繰り返し単位とを有するポリエステル重合体である。
脂肪族-芳香族ポリエステル系樹脂の構成成分となる脂肪族ジカルボン酸としては、例えば、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ブラシル酸、ピメリン酸、スベリン酸、フマル酸、およびイタコン酸等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。中でも、アジピン酸、アゼライン酸、セバシン酸、コハク酸が好ましい。
脂肪族-芳香族ポリエステル系樹脂の構成成分となる芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸、およびフランジカルボン酸等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。中でも、テレフタル酸、フランジカルボン酸が好ましい。
脂肪族-芳香族ポリエステル系樹脂の構成成分となるジオールとしては、1,2-エタンジオール、1,3-プロパンジオール、および1,4-ブタンジオール等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。中でも、1,4-ブタンジオールが好ましい。
本発明の一実施形態において、脂肪族-芳香族ポリエステル系樹脂の具体例としては、例えば、ポリブチレンサクシネートテレフタレート(PBST)、ポリブチレンアジペートテレフタレート(PBAT)、ポリブチレンセバケートテレフタレート(PBSeT)、ポリブチレンアゼレートテレフタレート(PBAzT)等が挙げられる。中でも、工業的な入手性、耐熱性、および/または海洋分解性等の観点から、ポリブチレンアジペートテレフタレート(PBAT)、ポリブチレンセバケートテレフタレート(PBSeT)、ポリブチレンアゼレートテレフタレート(PBAzT)が特に好ましい。
本発明の一実施形態において、脂肪族-芳香族ポリエステル系樹脂は、市販品を用いてもよく、例えば、BASF製、Ecoflex(登録商標)Fブレンド C1200等が使用され得る。
本発明の一実施形態において、脂肪族-芳香族ポリエステル系樹脂の繰り返し単位の組成比は、機械特性の観点から、脂肪族ジカルボン酸単位/芳香族ジカルボン酸単位の組成比が、95/5~30/70(mol/mol)であることが好ましく、90/10~40/60(mol/mol)であることがより好ましい。脂肪族ジカルボン酸単位と芳香族ジカルボン酸単位との合計を100mol%としたとき、芳香族ジカルボン酸単位が5mol%以上であれば機械特性が良好となる。また、芳香族ジカルボン酸単位が70mol%以下であれば生分解性に優れる。
本発明の一実施形態において、脂肪族-芳香族ポリエステル系樹脂の重量平均分子量は、特に限定されないが、1万~50万が好ましく、2万~40万がより好ましい。重量平均分子量が50万以下であれば、加工が容易となり、1万以上であれば、物性に優れる。脂肪族-芳香族ポリエステル系樹脂の重量平均分子量は、P3HB系樹脂の重量平均分子量と同様の方法により求めることができる。
(ポリ(3-ヒドロキシブチレート)系樹脂チューブ)
本チューブは、上記ポリ(3-ヒドロキシブチレート)系樹脂および上記脂肪族-芳香族ポリエステル系樹脂を特定の配合比率で含むものであり、肉厚が0.01mm以上、0.6mm以下であるチューブである。
本チューブは、上記ポリ(3-ヒドロキシブチレート)系樹脂および上記脂肪族-芳香族ポリエステル系樹脂を特定の配合比率で含むものであり、肉厚が0.01mm以上、0.6mm以下であるチューブである。
本明細書において、「チューブ」とは、略一定の肉厚を有しており、断面形状が略円形の壁面から構成され、内部が空洞になっている細長い円筒状の成形品を意味する。
本チューブの肉厚は、特に限定されないが、ストローとして飲料を飲む際の吸引で潰れることがないことから、0.01mm以上の範囲である。また、後述するように溶融押出によってチューブを成形する際に、水中での樹脂の固化工程において、水圧に耐え得る強度を保持するためにも、本チューブの肉厚は、好ましくは0.05mm以上であり、より好ましくは0.1mm以上であり、さらに好ましくは0.12mm以上である。
また、本チューブの肉厚は、適度な柔軟性を有していることから割れにくく、指先などを突いたりした際に怪我をしにくく、かつ、海水中でも生分解しやすいことから、0.6mm以下の範囲であり、より好ましくは、0.4mm以下である。
本発明の一実施形態において、本チューブ中のP3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との配合比率は、例えば、P3HB系樹脂95~60重量%と、脂肪族-芳香族ポリエステル系樹脂5~40重量%とを含む比率であり、好ましくは、P3HB系樹脂94~62重量%と、脂肪族-芳香族ポリエステル系樹脂6~38重量%とを含む比率であり、より好ましくは、P3HB系樹脂93~65重量%と、脂肪族-芳香族ポリエステル系樹脂7~35重量%とを含む比率であり、さらに好ましくは、P3HB系樹脂92~67重量%と、脂肪族-芳香族ポリエステル系樹脂8~33重量%とを含む比率である。P3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との配合比率が上記範囲内であると、本チューブは、常温で蛇腹加工が可能となり、更には、繰り返し曲げ耐性に優れる効果を奏する。なお、本チューブの繰り返し曲げ耐性は、実施例に記載の方法で測定および評価される。
本発明の一実施形態において、本チューブは、示差走査熱量分析において、130~155℃の範囲にある結晶融解曲線のトップ温度(Tma)と、結晶融解曲線のエンド温度(Tmb)との差(以下、「融点温度における差」と称する場合もある。)が10℃以上である、ポリ(3-ヒドロキシブチレート)系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物を含む。上記混合物を含むことにより、成形加工が容易となる効果を奏する。
本発明の一実施形態において、融点温度における差は、10℃以上であり、好ましくは、12℃以上であり、より好ましくは、15℃以上であり、さらに好ましくは、17℃以上である。上記の範囲内であると、P3HB系樹脂および脂肪族-芳香族ポリエステル系樹脂を溶融させると同時に、一部の結晶を溶融させずに残存させることが容易になる。これにより、チューブを二次加工する際に、チューブの所定部分を加熱して可塑化しながら、チューブの全体的形状を維持することができ、二次加工によるチューブへの付型を容易に実現することができる。すなわち、加熱による形状維持と付型性を両立することができ、優れた二次加工性を達成することができる。その結果、ストローに折り曲げ部や伸縮構造を容易に持たせることができ、利便性の高いストローを提供することができる。さらには、上記チューブに繰り返し曲げ耐性に優れるという特性を持たせることができる。
また、上述した優れた二次加工性に加えて、後述するように溶融押出によってチューブを成形する際に、押出後の水中でのP3HB系樹脂および脂肪族-芳香族ポリエステル系樹脂の固化を速めて、水圧によるチューブの偏平化を回避しやすくなる利点もある。
また、上限については、特に限定されないが、P3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物の製造の容易さの観点から、例えば、50℃以下であり、より好ましくは、40℃以下であり、さらに好ましくは、35℃以下であり、特に好ましくは、30℃以下である。
本明細書において、「示差走査熱量分析における結晶融解曲線のトップ温度(Tma)」および「結晶融解曲線のエンド温度(Tmb)」は、以下の通り定義される。樹脂試料4~10mgをアルミパンに充填し、示差走査熱量分析器を用いて、窒素気流下、30℃から180℃まで10℃/分の速度で昇温して前記樹脂試料を融解して吸熱曲線を得る。得られた吸熱曲線において、130~155℃の範囲に存在する融点ピークについて、吸熱量が最大となった融点ピークのトップ温度をTmaとし、吸熱が認められなくなった温度をTmbとした。Tmaより高温側に別の融点ピークがある場合は、その吸熱が認められなくなった温度をTmbとした。例えば、「示差走査熱量分析における結晶融解曲線のトップ温度(Tma)」および「結晶融解曲線のエンド温度(Tmb)」は、図1~3で表されるそれぞれの位置を示す。具体的には、図1は、Tmaが130~155℃の範囲に存在し、かつTmbとTmaとの差が10℃以上であるDSCチャートを模式的に示したものである。また、図2は、Tmaが130~155℃の範囲に存在するが、TmbとTmaとの差が10℃未満であるDSCチャートを模式的に示したものである。図3は、Tmaが130~155℃の範囲に存在し、Tmaより高温側に別の融点ピークがある場合であって、かつTmbとTmaとの差が10℃以上であるDSCチャートを模式的に示したものである。
本発明の一実施形態において、P3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物におけるTmaとTmbとしては、例えば、(i)Tma=130~155℃に対して、Tmb=160~180℃であり、(ii)より好ましくはTma=140~145℃に対して、Tmb=165~175℃である。P3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物の融点が上記範囲内であると、P3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物の熱分解温度の180℃を超えない温度領域で、樹脂を十分溶融させながら一部の結晶を残す加工が容易となり、優れた二次加工性が達成できるとともに、繰り返し曲げ耐性に優れるという特性を持たせることができる。
なお、示差走査熱量分析において、130~155℃の範囲にある結晶融解曲線のトップ温度(Tma)と、結晶融解曲線のエンド温度(Tmb)との差は、後述する実施例に記載の方法で測定される。
本発明の一実施形態において、融点温度における差を満たすP3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物としては、例えば、上記に記載した市販品のP3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物が使用され得る。P3HB系樹脂としては、例えば、株式会社カネカ「カネカ生分解性ポリマーPHBH(登録商標)」(例えば、実施例で使用されるX131A、151C)等が使用される。また、脂肪族-芳香族ポリエステル系樹脂としては、例えば、BASF製、Ecoflex(登録商標)Fブレンド C1200等が使用される。
本発明の一実施形態において、本チューブは、1種のP3HB系樹脂を単独で使用することもできるし、2種以上のP3HB系樹脂を組み合わせて使用することもできる。2種以上のP3HB系樹脂を組み合わせて使用する場合、例えば、上記(ポリ(3-ヒドロキシブチレート)系樹脂)の項で記載した樹脂が使用される。
また、本発明の一実施形態において、本チューブは、本発明の効果を奏する範囲で、ポリ(3-ヒドロキシブチレート)系樹脂および脂肪族-芳香族ポリエステル系樹脂以外の生分解性樹脂を1種または2種以上含んでいてもよい。そのような他の樹脂としては、例えば、ポリブチレンサクシネートアジペート、ポリブチレンサクシネート、ポリカプロラクトン、ポリ乳酸等の脂肪族ポリエステル系樹脂等が挙げられる。これらの樹脂の添加量は、特に限定されないが、P3HB系樹脂100重量部に対して、30重量部以下が好ましく、より好ましくは、20重量部以下である。下限は特に限定されず、0重量部であってもよい。
また、本チューブは、本発明の効果を奏する範囲で、当該技術分野において通常用いられる添加剤を含んでいてもよい。そのような添加剤としては、例えば、顔料、染料等の着色剤、活性炭、ゼオライト等の臭気吸収剤、バニリン、デキストリン等の香料、可塑剤、酸化防止剤、抗酸化剤、耐候性改良剤、紫外線吸収剤、結晶核剤、滑剤、離型剤、撥水剤、抗菌剤、摺動性改良剤等が挙げられる。中でも、結晶核剤を添加することにより、加工性が大幅に向上できる。そのような結晶核剤としては、例えば、ペンタエリスリトール等が使用できる。添加剤としては、1種のみが含まれていてもよいし。2種以上が含まれていてもよい。これら添加剤の含有量は、その使用目的に応じて当業者が適宜設定可能である。
一方、上記P3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物に無機フィラーを添加すると、得られるチューブは、剛性が高く、降伏点伸びを発現せず、引張伸びが低下することが本発明において見出された。このようなチューブは、蛇腹成形性および繰り返し曲げ耐性に劣る。そのため、本チューブは、無機フィラーを実質的に含まないことが好ましい。より具体的には、本チューブは、無機フィラーの含有量が5重量%未満であることが好ましく、3重量%未満であることがより好ましく、1重量%未満であることがさらに好ましい。上記無機フィラーの具体例としては、タルク、炭酸カルシウム、マイカ、シリカ、酸化チタン、アルミナ、ゼオライト、クレイ等が挙げられる。
本チューブは、降伏点伸びを有する。本チューブが降伏点伸びを有することにより、チューブが繰り返し曲げ耐性に優れる。
本明細書において、「降伏点伸び」とは、引張試験において降伏点を超えてからも更に伸びる状態を意味する。なお、本チューブの降伏点伸びは、実施例に記載の引張試験により評価される。
本チューブの引張伸びは、50%以上であり、好ましくは、55%以上であり、より好ましくは、75%以上であり、さらに好ましくは、100%以上である。本チューブの引張伸びが50%以上であると、蛇腹成形性に優れる。本チューブの引張伸びの上限は、本発明の効果を奏する限り特に限定されないが、例えば、500%である。なお、本チューブの引張伸びは、実施例に記載の引張試験により測定される。
本チューブの外径は、特に限定されないが、ストローとして飲料を飲む際の使用のしやすさから、2~10mmが好ましく、4~8mmがより好ましく、5~7mmがさらに好ましい。
本チューブの断面形状は、略円形であるが、ストローとしての利用性の観点から、真円に近いほど好ましい。よって、本チューブの断面形状の偏平率[100×(外径最大値-外径最小値)/外径最大値]は、10%以下であることが好ましく、8%以下であることがより好ましく、5%以下であることがさらに好ましく、3%以下であることが特に好ましい。なお、「偏平度が0%」は、断面形状が真円であることを意味する。
本チューブの長さは、特に限定されないが、ストローとして飲料を飲む際の使用のしやすさから、50~350mmが好ましく、70~300mmがより好ましく、90~270mmがさらに好ましい。
本チューブは、ストローとして好適に使用することができる。ストローとして使用される本チューブは、二次加工されていないチューブであってもよいし、ストッパー部の形成や蛇腹部の形成等の二次加工が施されたチューブであってもよい。
〔3.製造方法〕
本発明の一実施形態に係るポリ(3-ヒドロキシブチレート)系樹脂チューブの製造方法(以下、「本チューブの製造方法」と称する。)は、上記(ポリ(3-ヒドロキシブチレート)系樹脂チューブ)に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブを製造する方法であり、上記ポリ(3-ヒドロキシブチレート)系樹脂と上記脂肪族-芳香族ポリエステル系樹脂との混合物を押出機中で溶融した後、環状ダイから押出して水中に投入する工程を含み、上記環状ダイの温度を、上記TmaとTmbとの間の温度に設定することを特徴とする。
本発明の一実施形態に係るポリ(3-ヒドロキシブチレート)系樹脂チューブの製造方法(以下、「本チューブの製造方法」と称する。)は、上記(ポリ(3-ヒドロキシブチレート)系樹脂チューブ)に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブを製造する方法であり、上記ポリ(3-ヒドロキシブチレート)系樹脂と上記脂肪族-芳香族ポリエステル系樹脂との混合物を押出機中で溶融した後、環状ダイから押出して水中に投入する工程を含み、上記環状ダイの温度を、上記TmaとTmbとの間の温度に設定することを特徴とする。
一般的に、P3HB系樹脂は、ポリプロピレン等の他の結晶性樹脂と比べて、結晶化速度が極めて遅い。そのため、冷却固化のために、水中で水圧の影響を受けてP3HB系樹脂チューブは偏平化しやすい(換言すれば、上記偏平率が大きくなりやすい)傾向がある。特に、P3HB系樹脂チューブの外径が大きく、肉厚が薄いものほど、水圧による扁平化が顕著になる傾向がある。そのため、P3HB系樹脂を含む薄肉チューブであって断面形状が真円に近いものの製造は、困難であった。
偏平化が抑制された薄肉チューブの成形加工を容易に実現するために、本チューブの製造方法では、上記環状ダイの温度を、上記P3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物の示差走査熱量分析における130~155℃の範囲にある結晶融解曲線のトップ温度(Tma)と、結晶融解曲線のエンド温度(Tmb)との間の温度に設定することが好ましい。この条件を採用することで、上記P3HB系樹脂と脂肪族-芳香族ポリエステル系樹脂との混合物から形成されるP3HB系樹脂を成形加工可能なレベルまで溶融させると同時に、溶融樹脂中に結晶の一部が残存することになる。その結果、押出後の水中での結晶固化を迅速に進行させることができるため、水圧の影響によるチューブの扁平化を抑制することが可能となる。
また、本チューブの製造方法では、P3HB系樹脂として、160℃における溶融粘度が10000poise以上を示すP3HB系樹脂を用いることが好ましい。このように溶融粘度が高いP3HB系樹脂を用いることによって、固化時の水中での水圧の影響を抑制することができ、これにより、水中でのチューブの偏平化をさらに抑制することができる。上記溶融粘度は、11000poise以上であることがより好ましく、12000poise以上であることがさらに好ましく、13000poise以上であることが特に好ましい。上記溶融粘度の上限は特に限定されないが、チューブの表面平滑性や環状ダイの圧力上昇防止の観点から、30000poise以下であることが好ましい。なお、上記溶融粘度は、P3HB系樹脂チューブに含まれるP3HB系樹脂全体(添加剤を含むチューブである場合は、当該添加剤を含む樹脂全体)について測定される値である。
本発明の一実施形態において、本製造方法は、上記(ポリ(3-ヒドロキシブチレート)系樹脂チューブ)に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブを製造する方法であり、前記ポリ(3-ヒドロキシブチレート)系樹脂チューブを常温で賦形加工する工程を含む、ことを特徴とする。本チューブは、常温での蛇腹加工が可能であり、かつ、繰り返し曲げ耐性に優れることから、本実施形態により、所望の形状に加工した成形品を容易に得ることができる。
本発明は上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
<1>ポリ(3-ヒドロキシブチレート)系樹脂95~60重量%と、脂肪族-芳香族ポリエステル系樹脂5~40重量%とを含み、
引張試験における降伏点伸びを有し、かつ、前記引張試験における引張伸びが50%以上であり、
肉厚が0.01~0.6mmである、ポリ(3-ヒドロキシブチレート)系樹脂チューブ。
<2>前記脂肪族-芳香族ポリエステル系樹脂が、脂肪族ジカルボン酸由来の構造単位と、芳香族ジカルボン酸由来の構造単位と、ジオール由来の構造単位とを有し、
前記脂肪族ジカルボン酸は、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ブラシル酸、ピメリン酸、スベリン酸、フマル酸、およびイタコン酸からなる群より選択される少なくとも1つであり、
前記芳香族ジカルボン酸は、テレフタル酸、イソフタル酸、およびフランジカルボン酸からなる群より選択される少なくとも1つであり、
前記ジオールは、1,2-エタンジオール、1,3-プロパンジオール、および1,4-ブタンジオールからなる群より選択される少なくとも1つである、<1>に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブ。
<3>前記ポリ(3-ヒドロキシブチレート)系樹脂と前記脂肪族-芳香族ポリエステル系樹脂との混合物が、示差走査熱量分析において、130~155℃の範囲にある結晶融解曲線のトップ温度(Tma)と、結晶融解曲線のエンド温度(Tmb)との差が10℃以上である、<1>または<2>に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブ。
<4>前記ポリ(3-ヒドロキシブチレート)系樹脂が、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)である、<1>~<3>のいずれかに記載のポリ(3-ヒドロキシブチレート)系樹脂チューブ。
<5><1>~<4>のいずれかに記載のポリ(3-ヒドロキシブチレート)系樹脂チューブを製造する方法であり、
前記ポリ(3-ヒドロキシブチレート)系樹脂と前記脂肪族-芳香族ポリエステル系樹脂との混合物を押出機中で溶融した後、環状ダイから押出して水中に投入する工程を含み、
前記環状ダイの温度を、前記TmaとTmbとの間の温度に設定する、製造方法。
<6><1>~<4>のいずれかに記載のポリ(3-ヒドロキシブチレート)系樹脂チューブを製造する方法であり、
前記ポリ(3-ヒドロキシブチレート)系樹脂チューブを常温で賦形加工する工程を含む、製造方法。
<1>ポリ(3-ヒドロキシブチレート)系樹脂95~60重量%と、脂肪族-芳香族ポリエステル系樹脂5~40重量%とを含み、
引張試験における降伏点伸びを有し、かつ、前記引張試験における引張伸びが50%以上であり、
肉厚が0.01~0.6mmである、ポリ(3-ヒドロキシブチレート)系樹脂チューブ。
<2>前記脂肪族-芳香族ポリエステル系樹脂が、脂肪族ジカルボン酸由来の構造単位と、芳香族ジカルボン酸由来の構造単位と、ジオール由来の構造単位とを有し、
前記脂肪族ジカルボン酸は、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ブラシル酸、ピメリン酸、スベリン酸、フマル酸、およびイタコン酸からなる群より選択される少なくとも1つであり、
前記芳香族ジカルボン酸は、テレフタル酸、イソフタル酸、およびフランジカルボン酸からなる群より選択される少なくとも1つであり、
前記ジオールは、1,2-エタンジオール、1,3-プロパンジオール、および1,4-ブタンジオールからなる群より選択される少なくとも1つである、<1>に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブ。
<3>前記ポリ(3-ヒドロキシブチレート)系樹脂と前記脂肪族-芳香族ポリエステル系樹脂との混合物が、示差走査熱量分析において、130~155℃の範囲にある結晶融解曲線のトップ温度(Tma)と、結晶融解曲線のエンド温度(Tmb)との差が10℃以上である、<1>または<2>に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブ。
<4>前記ポリ(3-ヒドロキシブチレート)系樹脂が、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)である、<1>~<3>のいずれかに記載のポリ(3-ヒドロキシブチレート)系樹脂チューブ。
<5><1>~<4>のいずれかに記載のポリ(3-ヒドロキシブチレート)系樹脂チューブを製造する方法であり、
前記ポリ(3-ヒドロキシブチレート)系樹脂と前記脂肪族-芳香族ポリエステル系樹脂との混合物を押出機中で溶融した後、環状ダイから押出して水中に投入する工程を含み、
前記環状ダイの温度を、前記TmaとTmbとの間の温度に設定する、製造方法。
<6><1>~<4>のいずれかに記載のポリ(3-ヒドロキシブチレート)系樹脂チューブを製造する方法であり、
前記ポリ(3-ヒドロキシブチレート)系樹脂チューブを常温で賦形加工する工程を含む、製造方法。
以下、本発明を実施例に基づいてより詳細に説明するが、本発明はこれら実施例に限定されるものではない。
〔材料〕
実施例および比較例において、以下の材料を使用した。
実施例および比較例において、以下の材料を使用した。
樹脂原料1:カネカ製、カネカ生分解性ポリマーPHBH(登録商標) X131A 〔ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)〕
樹脂原料2:カネカ製、カネカ生分解性ポリマーPHBH(登録商標) 151C 〔ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)〕
樹脂原料3:BASF製、Ecoflex(登録商標) Fブレンド C1200 〔脂肪族-芳香族ポリエステル系樹脂(ポリブチレンアジペートテレフタレート)〕
樹脂原料4:BASF製、Ecoflex(登録商標) FSブレンド C2200 〔脂肪族-芳香族ポリエステル系樹脂(ポリブチレンセバケートテレフタレート)〕
〔測定および評価方法〕
実施例および比較例における評価を、以下の方法で行った。
樹脂原料2:カネカ製、カネカ生分解性ポリマーPHBH(登録商標) 151C 〔ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)〕
樹脂原料3:BASF製、Ecoflex(登録商標) Fブレンド C1200 〔脂肪族-芳香族ポリエステル系樹脂(ポリブチレンアジペートテレフタレート)〕
樹脂原料4:BASF製、Ecoflex(登録商標) FSブレンド C2200 〔脂肪族-芳香族ポリエステル系樹脂(ポリブチレンセバケートテレフタレート)〕
〔測定および評価方法〕
実施例および比較例における評価を、以下の方法で行った。
(示差走査熱量分析評価)
樹脂試料(樹脂ペレット)4~10mgをアルミパンに充填し、示差走査熱量分析器を用いて、窒素気流下、30℃から180℃まで10℃/分の速度で昇温して樹脂試料が融解した時に得られる吸熱曲線を得た。130~155℃の範囲に存在する融点ピークについて、吸熱量が最大となった融点ピークのトップ温度をTmaとし、吸熱が認められなくなった温度をTmbとした。Tmaより高温側に別の融点ピークがある場合は、その吸熱が認められなくなった温度をTmbとした。
樹脂試料(樹脂ペレット)4~10mgをアルミパンに充填し、示差走査熱量分析器を用いて、窒素気流下、30℃から180℃まで10℃/分の速度で昇温して樹脂試料が融解した時に得られる吸熱曲線を得た。130~155℃の範囲に存在する融点ピークについて、吸熱量が最大となった融点ピークのトップ温度をTmaとし、吸熱が認められなくなった温度をTmbとした。Tmaより高温側に別の融点ピークがある場合は、その吸熱が認められなくなった温度をTmbとした。
(引張試験:降伏点伸びおよび引張伸び)
樹脂試料(樹脂ペレット)2gと、120μmのSUS製スペーサーとを、離型処理したPETで挟み込み、170℃に加熱したプレス機により4MPaの圧力でプレスすることで、約100μmのフィルムを作製した。作製したフィルムについて、引張試験機(島津製作所製:EZ-LX 1kN)を用いて、JIS K 7127に準拠して、引張速度100mm/minの条件で引張試験を行った。引張試験により得られたS-Sカーブに基づき、降伏点伸びの評価および引張伸びの算出を行った。降伏点伸びの評価については、降伏点を超えて更に伸びる場合を「○」と評価した。
樹脂試料(樹脂ペレット)2gと、120μmのSUS製スペーサーとを、離型処理したPETで挟み込み、170℃に加熱したプレス機により4MPaの圧力でプレスすることで、約100μmのフィルムを作製した。作製したフィルムについて、引張試験機(島津製作所製:EZ-LX 1kN)を用いて、JIS K 7127に準拠して、引張速度100mm/minの条件で引張試験を行った。引張試験により得られたS-Sカーブに基づき、降伏点伸びの評価および引張伸びの算出を行った。降伏点伸びの評価については、降伏点を超えて更に伸びる場合を「○」と評価した。
(繰り返し曲げ耐性)
樹脂チューブに割れもしくはクラックが生じるまで手動で120度屈曲する運動を繰り返し行い、繰り返し曲げ耐性の評価を行った。評価は、室温25℃、湿度60%の環境で行った。100回以上の屈曲運動でも割れもしくはひびが生じなければ、繰り返し曲げ耐性が良好(「○」)であるとした。
樹脂チューブに割れもしくはクラックが生じるまで手動で120度屈曲する運動を繰り返し行い、繰り返し曲げ耐性の評価を行った。評価は、室温25℃、湿度60%の環境で行った。100回以上の屈曲運動でも割れもしくはひびが生じなければ、繰り返し曲げ耐性が良好(「○」)であるとした。
(蛇腹加工)
蛇腹加工機を用いて常温において蛇腹加工を樹脂チューブに施した。蛇腹加工ができたものは蛇腹成形性が良好(「○」)であるとした。
蛇腹加工機を用いて常温において蛇腹加工を樹脂チューブに施した。蛇腹加工ができたものは蛇腹成形性が良好(「○」)であるとした。
(チューブ成形)
製造したチューブの扁平率が10%以下の場合、チューブ成形性が良好(「○」)であるとした。扁平率(%)は、以下の式で計算される。
製造したチューブの扁平率が10%以下の場合、チューブ成形性が良好(「○」)であるとした。扁平率(%)は、以下の式で計算される。
100×(外径最大値-外径最小値)/外径最大値
〔樹脂ペレットの製造〕
樹脂原料1~3を表1に示す配合比で混合し、樹脂原料の合計100重量部に対し、結晶核剤としてペンタエリスリトール1重量部を配合してドライブレンドした。得られた樹脂材料(樹脂混合物)を、シリンダー温度を150℃、ダイ温度を150℃に設定したφ26mmの同方向二軸押出機に投入して押出した。押出した樹脂材料を、40℃の湯を満たした水槽に通してストランドを固化し、ペレタイザーで裁断することにより、樹脂ペレットを得た。
〔樹脂ペレットの製造〕
樹脂原料1~3を表1に示す配合比で混合し、樹脂原料の合計100重量部に対し、結晶核剤としてペンタエリスリトール1重量部を配合してドライブレンドした。得られた樹脂材料(樹脂混合物)を、シリンダー温度を150℃、ダイ温度を150℃に設定したφ26mmの同方向二軸押出機に投入して押出した。押出した樹脂材料を、40℃の湯を満たした水槽に通してストランドを固化し、ペレタイザーで裁断することにより、樹脂ペレットを得た。
〔実施例1〕
環状ダイ(外径15mm、内径13.5mm)を接続したφ50mmの単軸押出機のシリンダー温度およびダイ温度をそれぞれ150℃に設定し、樹脂ペレットを投入してチューブ状に押出した。押出した樹脂ペレットを、環状ダイから50mm離した位置にある30℃の水槽に通すことで、外径6mm、肉厚0.13mmの樹脂チューブを得た。評価結果を表1に示す。
環状ダイ(外径15mm、内径13.5mm)を接続したφ50mmの単軸押出機のシリンダー温度およびダイ温度をそれぞれ150℃に設定し、樹脂ペレットを投入してチューブ状に押出した。押出した樹脂ペレットを、環状ダイから50mm離した位置にある30℃の水槽に通すことで、外径6mm、肉厚0.13mmの樹脂チューブを得た。評価結果を表1に示す。
〔実施例2~9〕
樹脂ペレットの配合比率を表1の通り変更した以外は実施例1と同様にして、外径6mm、肉厚0.2mmの樹脂チューブを得た。評価結果を表1に示す。
樹脂ペレットの配合比率を表1の通り変更した以外は実施例1と同様にして、外径6mm、肉厚0.2mmの樹脂チューブを得た。評価結果を表1に示す。
〔比較例1~3〕
樹脂ペレットの配合比率を表1の通り変更した以外は実施例1と同様にして、外径6mm、肉厚0.2mmの樹脂チューブを得た。評価結果を表1に示す。
樹脂ペレットの配合比率を表1の通り変更した以外は実施例1と同様にして、外径6mm、肉厚0.2mmの樹脂チューブを得た。評価結果を表1に示す。

実施例1~9のポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)と脂肪族-芳香族ポリエステル系樹脂とを含む樹脂ペレットから形成されたフィルムは、降伏点伸びおよび高い引張伸びを発現していることが分かった。また、上記樹脂ペレットを用いて樹脂チューブを製造した場合、樹脂チューブを良好に成形でき、常温における蛇腹加工が可能であり、かつ、高い繰り返し曲げ耐性を有していることが分かった。従い、実施例1~9の樹脂チューブは、ストロー等のチューブ製品として、実用性に優れていると言える。
一方、比較例1~2の脂肪族-芳香族ポリエステル系樹脂を含まない樹脂ペレットから形成されたフィルムは、降伏点伸びを発現せず、引張伸びも発現しないことが分かった。よって、チューブの製造は可能であるが、蛇腹成形性および繰り返し曲げ耐性に劣る結果となった。また、比較例3の脂肪族-芳香族ポリエステル系樹脂を含まない樹脂ペレットから形成されたフィルムは、降伏点伸びは発現するものの、引張伸びは小さいため、繰り返し曲げ耐性は良好であるものの常温における蛇腹加工が困難であった。
本チューブは、常温での蛇腹加工が可能であり、かつ、繰り返し曲げ耐性に優れているため、チューブが必要とされる種々の分野(例えば、ストロー等)において、好適に利用することができる。
Claims (6)
- ポリ(3-ヒドロキシブチレート)系樹脂95~60重量%と、脂肪族-芳香族ポリエステル系樹脂5~40重量%とを含み、
引張試験における降伏点伸びを有し、かつ、前記引張試験における引張伸びが50%以上であり、
肉厚が0.01~0.6mmである、ポリ(3-ヒドロキシブチレート)系樹脂チューブ。 - 前記脂肪族-芳香族ポリエステル系樹脂が、脂肪族ジカルボン酸由来の繰り返し単位と、芳香族ジカルボン酸由来の繰り返し単位と、ジオール由来の繰り返し単位とを有し、
前記脂肪族ジカルボン酸は、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ブラシル酸、ピメリン酸、スベリン酸、フマル酸、およびイタコン酸からなる群より選択される少なくとも1つであり、
前記芳香族ジカルボン酸は、テレフタル酸、イソフタル酸、およびフランジカルボン酸からなる群より選択される少なくとも1つであり、
前記ジオールは、1,2-エタンジオール、1,3-プロパンジオール、および1,4-ブタンジオールからなる群より選択される少なくとも1つである、請求項1に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブ。 - 前記ポリ(3-ヒドロキシブチレート)系樹脂と前記脂肪族-芳香族ポリエステル系樹脂との混合物が、示差走査熱量分析において、130~155℃の範囲にある結晶融解曲線のトップ温度(Tma)と、結晶融解曲線のエンド温度(Tmb)との差が10℃以上である、請求項1または2に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブ。
- 前記ポリ(3-ヒドロキシブチレート)系樹脂が、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)である、請求項1~3のいずれか1項に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブ。
- 請求項1~4のいずれか1項に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブを製造する方法であり、
前記ポリ(3-ヒドロキシブチレート)系樹脂と前記脂肪族-芳香族ポリエステル系樹脂との混合物を押出機中で溶融した後、環状ダイから押出して水中に投入する工程を含み、
前記環状ダイの温度を、前記TmaとTmbとの間の温度に設定する、製造方法。 - 請求項1~4のいずれか1項に記載のポリ(3-ヒドロキシブチレート)系樹脂チューブを製造する方法であり、
前記ポリ(3-ヒドロキシブチレート)系樹脂チューブを常温で賦形加工する工程を含む、製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/907,518 US20230145613A1 (en) | 2020-04-17 | 2021-04-09 | Poly(3-hydroxybutyrate)-based resin tube and method for producing same |
| JP2022515355A JPWO2021210511A1 (ja) | 2020-04-17 | 2021-04-09 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020074313 | 2020-04-17 | ||
| JP2020-074313 | 2020-04-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021210511A1 true WO2021210511A1 (ja) | 2021-10-21 |
Family
ID=78083796
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/015059 WO2021210511A1 (ja) | 2020-04-17 | 2021-04-09 | ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20230145613A1 (ja) |
| JP (1) | JPWO2021210511A1 (ja) |
| WO (1) | WO2021210511A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023100673A1 (ja) * | 2021-12-03 | 2023-06-08 | 株式会社カネカ | 樹脂チューブ |
| WO2024202717A1 (ja) * | 2023-03-30 | 2024-10-03 | 株式会社カネカ | 射出成形用樹脂組成物および射出成形体 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005350530A (ja) * | 2004-06-09 | 2005-12-22 | Toray Ind Inc | 生分解性管状成形品 |
| JP2006136657A (ja) * | 2004-11-15 | 2006-06-01 | Showa Denko Plastic Products Co Ltd | 多段式ストロー |
| WO2010013483A1 (ja) * | 2008-08-01 | 2010-02-04 | 株式会社カネカ | 樹脂組成物及びシート |
| US20110189414A1 (en) * | 2008-05-06 | 2011-08-04 | Whitehouse Robert S | Biodegradable polyester blends |
| JP2011208040A (ja) * | 2010-03-30 | 2011-10-20 | Fuji Chemical Kk | 管状成形品 |
| WO2020040093A1 (ja) * | 2018-08-20 | 2020-02-27 | 株式会社カネカ | ポリ(3-ヒドロキシブチレート)系樹脂チューブ及びその製造方法 |
| JP2020122131A (ja) * | 2018-08-30 | 2020-08-13 | 三菱ケミカル株式会社 | 管状体、ストロー、綿棒及び風船用スティック |
-
2021
- 2021-04-09 WO PCT/JP2021/015059 patent/WO2021210511A1/ja active Application Filing
- 2021-04-09 US US17/907,518 patent/US20230145613A1/en active Pending
- 2021-04-09 JP JP2022515355A patent/JPWO2021210511A1/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005350530A (ja) * | 2004-06-09 | 2005-12-22 | Toray Ind Inc | 生分解性管状成形品 |
| JP2006136657A (ja) * | 2004-11-15 | 2006-06-01 | Showa Denko Plastic Products Co Ltd | 多段式ストロー |
| US20110189414A1 (en) * | 2008-05-06 | 2011-08-04 | Whitehouse Robert S | Biodegradable polyester blends |
| WO2010013483A1 (ja) * | 2008-08-01 | 2010-02-04 | 株式会社カネカ | 樹脂組成物及びシート |
| JP2011208040A (ja) * | 2010-03-30 | 2011-10-20 | Fuji Chemical Kk | 管状成形品 |
| WO2020040093A1 (ja) * | 2018-08-20 | 2020-02-27 | 株式会社カネカ | ポリ(3-ヒドロキシブチレート)系樹脂チューブ及びその製造方法 |
| JP2020122131A (ja) * | 2018-08-30 | 2020-08-13 | 三菱ケミカル株式会社 | 管状体、ストロー、綿棒及び風船用スティック |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023100673A1 (ja) * | 2021-12-03 | 2023-06-08 | 株式会社カネカ | 樹脂チューブ |
| WO2024202717A1 (ja) * | 2023-03-30 | 2024-10-03 | 株式会社カネカ | 射出成形用樹脂組成物および射出成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021210511A1 (ja) | 2021-10-21 |
| US20230145613A1 (en) | 2023-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111801385B (zh) | 成形体、片材及容器,以及管状体、吸管、棉签及气球用杆 | |
| WO2021210511A1 (ja) | ポリ(3-ヒドロキシブチレート)系樹脂チューブおよびその製造方法 | |
| TW201130904A (en) | Thermoformed article made from polybutylene succinate (PBS) and modified polybutylene succinate (MPBS) | |
| US20160185955A1 (en) | Heat Resistant Polylactic Acid | |
| JPWO2017138392A1 (ja) | 生分解性ポリエステル樹脂組成物および該樹脂組成物から成る成形体 | |
| JPWO2020040093A1 (ja) | ポリ(3−ヒドロキシブチレート)系樹脂チューブ及びその製造方法 | |
| JP5212183B2 (ja) | 樹脂組成物及びこれを用いた成形品 | |
| JP2021091866A (ja) | ポリ(3−ヒドロキシブチレート)系樹脂チューブおよびその製造方法 | |
| JP2010142986A (ja) | 熱可塑性樹脂の成形方法及び成形品 | |
| JP4503215B2 (ja) | 乳酸系樹脂組成物、過酸化物変性乳酸系樹脂組成物、並びに、それらの成形体 | |
| JP2009040948A (ja) | 射出成形用ポリ乳酸樹脂組成物及びその製造方法 | |
| CN113166489B (zh) | 可生物降解的增强复合材料 | |
| JP5556009B2 (ja) | 樹脂組成物の成形方法及び成形品 | |
| JP4326832B2 (ja) | 生分解性ポリエステル系樹脂組成物の製造方法 | |
| JP3860163B2 (ja) | 脂肪族ポリエステル樹脂組成物及びフィルム | |
| JP5230078B2 (ja) | 樹脂組成物およびこれを用いたフィルム | |
| JP4841869B2 (ja) | 樹脂組成物及び成形体 | |
| JP2008063582A (ja) | 乳酸系樹脂組成物、過酸化物変性乳酸系樹脂組成物、並びに、それらの成形体 | |
| JP4534806B2 (ja) | 脂肪族ポリエステル組成物及びその製造方法 | |
| US12122908B2 (en) | Reinforced biodegradable composite material | |
| JP2012117034A (ja) | ポリ乳酸の溶融結晶化組成物、その成形品並びに成形法 | |
| WO2022009717A1 (ja) | 樹脂チューブ | |
| EP4282618A1 (en) | Method for producing molded body containing poly-3-hydroxybutyrate-based resin, and use of same | |
| JP2021050286A (ja) | 樹脂組成物およびその利用 | |
| JP2008019418A (ja) | 生分解性樹脂組成物及びそれを用いた成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21787548 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022515355 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21787548 Country of ref document: EP Kind code of ref document: A1 |