WO2021200612A1 - 圧力測定用シートセット及びその製造方法、圧力測定用シート、並びに、シート - Google Patents
圧力測定用シートセット及びその製造方法、圧力測定用シート、並びに、シート Download PDFInfo
- Publication number
- WO2021200612A1 WO2021200612A1 PCT/JP2021/012763 JP2021012763W WO2021200612A1 WO 2021200612 A1 WO2021200612 A1 WO 2021200612A1 JP 2021012763 W JP2021012763 W JP 2021012763W WO 2021200612 A1 WO2021200612 A1 WO 2021200612A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- sheet
- pressure measurement
- color
- solvent
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L5/00—Apparatus for, or methods of, measuring force, work, mechanical power, or torque, specially adapted for specific purposes
Definitions
- the present invention relates to a pressure measurement sheet set and a method for manufacturing the same, a pressure measurement sheet, and a sheet.
- Patent Document 1 proposes a pressure measurement sheet using microcapsules containing a color former and a solvent that dissolves the color former.
- the first layer contains microcapsules containing a solvent having a boiling point of 100 ° C. or higher and a color former.
- the second layer contains a color developer and contains When observing a 5 cm ⁇ 5 cm region on the surface of the second layer opposite to the second resin substrate with a laser microscope, the observation region has a depth of 2 ⁇ m or more, a width of 10 ⁇ m or less, and a length.
- [2] The sheet set for pressure measurement according to [1], which has 10 or more of the cracks in an arbitrary 500 ⁇ m ⁇ 500 ⁇ m visual field within the 5 cm ⁇ 5 cm region.
- [3] The sheet set for pressure measurement according to [1] or [2], wherein the solvent having a boiling point of 100 ° C. or higher contains a solvent containing an aromatic group.
- [4] The sheet set for pressure measurement according to any one of [1] to [3], wherein the solvent having a boiling point of 100 ° C. or higher contains two or more kinds of solvents containing aromatic groups.
- [5] The sheet set for pressure measurement according to any one of [1] to [4], wherein the solvent having a boiling point of 100 ° C.
- the solvent having a boiling point of 100 ° C. or higher further contains a solvent containing an aliphatic structure.
- the content of the solvent containing the aromatic group is 50.0 to 90.0% by mass with respect to the total mass of the solvent containing the aromatic group and the solvent containing the aliphatic structure [3] to.
- the sheet set for pressure measurement according to any one of [5].
- the pressure measuring sheet according to any one of [3] to [6], wherein the oil absorption of the solvent containing the aromatic group with respect to the second sheet is 2.0 to 20.0 g / m 2. set.
- a pressure measuring sheet having a resin base material, a second layer, and a first layer in this order.
- the first layer contains microcapsules containing a solvent having a boiling point of 100 ° C. or higher and a color former.
- the second layer contains a color developer and contains When a 5 cm ⁇ 5 cm region on the surface of the second layer on the first layer side is observed with a laser microscope, cracks having a depth of 2 ⁇ m or more, a width of 10 ⁇ m or less, and a length of 10 ⁇ m or more in the observation region. Is observed, a sheet for pressure measurement.
- the step of producing the first sheet was obtained by applying a composition for forming a first layer containing microcapsules containing a solvent having a boiling point of 100 ° C. or higher and a color former on the first resin base material.
- the second layer contains a color developer and contains When a 5 cm ⁇ 5 cm region on the surface of the second layer opposite to the second resin substrate was observed with a laser microscope, the observation region had a depth of 2 ⁇ m or more, a width of 10 ⁇ m or less, and a length.
- a pressure measurement sheet set showing a high color development density a method for manufacturing the same, and a pressure measurement sheet showing a high color development density. Further, according to the present invention, it is possible to provide a sheet to be used in a pressure measurement sheet set showing a high color development density.
- the numerical range represented by using "-" in the present specification means a range including the numerical values before and after "-" as the lower limit value and the upper limit value.
- the upper limit value or the lower limit value described in a certain numerical range may be replaced with the upper limit value or the lower limit value of another numerical range described stepwise. good.
- the upper limit value or the lower limit value described in a certain numerical range may be replaced with the value shown in the examples.
- (meth) acrylic acid means both acrylic acid and methacrylic acid.
- the feature of the pressure measurement sheet set and the pressure measurement sheet of the present invention is that the surface of the second layer containing the color developer has cracks of a predetermined size (hereinafter, also referred to as "specific cracks"). Can be mentioned.
- the surface of the second layer is intended to be the surface of the second layer opposite to the second resin base material side in the pressure measurement sheet set, and in the pressure measurement sheet, the second layer of the second layer is intended.
- the surface on the one-layer side is intended.
- the pressure measurement sheet set and the pressure measurement sheet of the present invention having the above configuration have a high color density of the color-developing portion generated by the reaction between the color-developing agent and the color-developing agent in the pressurized region.
- the present inventors speculate as follows.
- the color former moves from the first layer to the second layer in the pressurized region due to the presence of specific cracks on the surface of the second layer containing the color developer.
- the solvent easily permeates into the inside of the second layer along the specific crack, and the color-developing reaction between the color-developing agent and the color-developing agent easily proceeds. That is, it is presumed that the color development density at the color development portion is excellent by the above mechanism.
- the present inventors have now stated that the above-mentioned solvent in microcapsules (hereinafter, also referred to as “specific microcapsules”) containing a solvent having a boiling point of 100 ° C. or higher and a color former contained in the first layer is aromatic. It has been confirmed that when two or more kinds of solvents containing group groups are contained, the color-developing density in the color-developing portion is more excellent.
- the reason for the above is that the color former is easily absorbed into the inside of the second layer by moving to the second layer containing the developer in a state where the color former is dissolved by a solvent (a state in which precipitation is more suppressed), and the color developer and the color developer. It is presumed that this is because the color reaction with the agent has become easier to proceed.
- the specific microcapsules When the boiling point of the solvent contained in the specific microcapsules is 100 ° C. or higher, the specific microcapsules are manufactured and / or stored, and / or the pressure measurement sheet set and the pressure measurement sheet are manufactured. And / or during storage, the volatilization of the solvent is suppressed and it is easy to maintain it in the specific microcapsules. It is presumed that this point is also one of the reasons why the color-developing reaction between the color-developing agent and the color-developing agent in the pressurized region becomes easier to proceed when the pressure measuring sheet set and the pressure measuring sheet are used. Will be done.
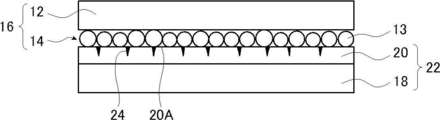
- FIG. 1 is a cross-sectional view of an embodiment of a pressure measurement sheet set.
- the pressure measurement sheet set 10 is a first sheet 16 having a first layer 14 including microcapsules 13 containing a solvent and a color former, which are arranged on the first resin base material 12 and the first resin base material 12.
- a second sheet 22 having a second layer 20 containing a color developer arranged on the second resin base material 18 and the second resin base material 18.
- a specific crack 24 is present on the surface 20A of the second layer 20 opposite to the side having the second resin base material 18.
- the specific crack 24 is a depth of 2 ⁇ m or more and a width of 10 ⁇ m or less, which is measured based on an observation image obtained by observing the surface 20A of the second layer 20 using a laser microscope. Moreover, it represents a crack having a length of 10 ⁇ m or more. The crack represents a recess (opening) that extends continuously. The specific crack 24 may or may not penetrate the second layer 20.
- FIG. 2 shows an example of an observation image of the specific crack 24 observed by a laser microscope.
- the first layer 14 in the first sheet 16 and the second layer 20 in the second sheet 22 face each other.
- the sheet 16 and the second sheet 22 are laminated and used.
- microcapsules are formed in the pressurized region. 13 is broken, the color-developing agent contained in the microcapsules 13 comes out from the microcapsules 13, and the color-developing reaction proceeds with the color-developing agent in the second layer 20. As a result, color development progresses in the pressurized region.
- the first resin base material 12 and the first layer 14 are directly laminated, but the present invention is not limited to this mode, and as will be described later, the first resin base material 12 and the first layer 14 are directly laminated.
- Another layer for example, an adhesion layer
- the second resin base material 18 and the second layer 20 are directly laminated, but the present invention is not limited to this mode, and as will be described later, the second resin base material 18 and the second layer 20 are directly laminated.
- Another layer (for example, an adhesion layer) may be arranged between the and.
- the specific microcapsule usually has a core portion and a capsule wall for encapsulating a core material (encapsulated (also referred to as an encapsulated component)) forming the core portion.
- the specific microcapsules contain a solvent having a boiling point of 100 ° C. or higher and a color former as a core material (inclusion component). Since the color-developing agent is encapsulated in the microcapsules, the color-developing agent can exist stably until the microcapsules are destroyed by pressure.
- the specific microcapsules have a capsule wall containing a core material.
- the material (wall material) for the capsule wall of the specific microcapsules include known resins conventionally used as the wall material for microcapsules containing a color former in the use of pressure-sensitive copying paper or thermal recording paper.
- the resin include polyurethane, polyurea, polyurethane urea, melamine-formaldehyde resin, and gelatin.
- the polyisocyanate is a compound having two or more isocyanate groups, and examples thereof include aromatic polyisocyanates and aliphatic polyisocyanates.
- the polyisocyanate may be, for example, an adduct of a polyol such as trimethylolpropane and a bifunctional polyisocyanate.
- the polyol is a compound having two or more hydroxyl groups.
- a low molecular weight polyol eg, an aliphatic polyol or an aromatic polyol.
- a “low molecular weight polyol” has a molecular weight of 400 or less.
- the polyamine is a compound having two or more amino groups (primary amino group or secondary amino group), and is, for example, diethylenetriamine, triethylenetetramine, 1,3-propylenediamine, and hexa.
- Aliper polyvalent amines such as methylenediamine; epoxy compound adducts of aliphatic polyamines; alicyclic polyvalent amines such as piperazine; 3,9-bis-aminopropyl-2,4,8,10-tetraoxa Examples thereof include heterocyclic diamines such as Spiro- (5,5) undecane.
- the color-developing agent contained in the specific macrocapsule is preferably a color-developing agent containing an aromatic group (hereinafter, also referred to as “specific color-developing agent”) in that the color-developing density of the color-developing portion is further increased.
- the specific microcapsules preferably contain a color former containing an aromatic group as the color former.
- the specific microcapsules more preferably contain two or more kinds of color formers containing aromatic groups. When two or more kinds of color formers are contained, it is easy to maintain the state of being dissolved in the solvent, so that the color density is more excellent.
- "containing an aromatic group” is intended to include a monocyclic aromatic ring group and / or a condensed polycyclic aromatic ring group in the molecule.
- the aromatic ring contained in the aromatic group examples include an aromatic hydrocarbon ring and an aromatic heterocycle.
- the aromatic hydrocarbon ring may be either a monocyclic ring or a condensed polycyclic ring.
- the said aromatic hydrocarbon ring may have a substituent.
- the aromatic hydrocarbon ring may have a plurality of substituents, the substituents may be bonded to each other to form an alicyclic.
- the aromatic hydrocarbon ring may have an alicyclic structure (for example, a benzolactone ring or the like).
- the number of carbon atoms in the aromatic hydrocarbon ring is not particularly limited, but is preferably 6 to 30, more preferably 6 to 18, and even more preferably 6 to 10.
- Examples of the monocyclic aromatic hydrocarbon ring include a benzene ring.
- the fused polycyclic aromatic hydrocarbon ring include a naphthalene ring.
- the aromatic heterocycle may be either a monocyclic ring or a condensed polycyclic ring. Further, the aromatic heterocycle may have a substituent. When the aromatic heterocycle has a plurality of substituents, the substituents may be bonded to each other to form an alicyclic. In other words, the aromatic heterocycle may include an alicyclic structure. Examples of the hetero atom contained in the aromatic heterocycle include a nitrogen atom, an oxygen atom, and a sulfur atom. The number of ring members of the aromatic heterocycle is not particularly limited, but is preferably 5 to 18.
- aromatic heterocycle examples include a pyridine ring, a pyridazine ring, a pyrimidine ring, a pyrazine ring, a triazine ring, a thiophene ring, a thiazole ring, an imidazole ring, a xanthene ring, and a benzoxanthene ring.
- the number of aromatic groups in the specific color former is not particularly limited, and may be one or two or more.
- the specific color former contains two or more aromatic groups
- the two aromatic groups have a polycyclic structure (however, many condensed groups) by bonding substituents that can exist on each aromatic group to each other. It may form a ring structure).
- Specific color former those known in the application of pressure-sensitive copying paper or thermal recording paper can be used as long as they contain an aromatic group.
- Specific color formers include, for example, triphenylmethanephthalide compounds, fluorene compounds, phenothiazine compounds, indolylphthalide compounds, azaindrillphthalide compounds, leucooramine compounds, rhodamine lactam compounds, and the like. Examples thereof include triphenylmethane-based compounds, diphenylmethane-based compounds, triazene-based compounds, spiropyran-based compounds, and fluorene-based compounds.
- a color-developing agent containing a xanthene ring in the molecule is preferable because the color-developing concentration is more excellent.
- the content of the specific color former is preferably 50 to 100% by mass, more preferably 80 to 100% by mass, and even more preferably 90 to 100% by mass with respect to the total amount of the color former.
- the solvent contained in the specific macrocapsule having a boiling point of 100 ° C. or higher preferably contains a solvent containing an aromatic group.
- the specific microcapsules preferably have a boiling point of 100 ° C. or higher and contain a solvent containing an aromatic group (hereinafter, also referred to as “specific solvent”).
- containing an aromatic group is intended to include a monocyclic aromatic ring group and / or a condensed polycyclic aromatic ring group in the molecule.
- the aromatic ring contained in the aromatic ring group examples include an aromatic hydrocarbon ring and an aromatic heterocycle.
- the aromatic hydrocarbon ring may be either a monocyclic ring or a condensed polycyclic ring.
- the said aromatic hydrocarbon ring may have a substituent.
- the aromatic hydrocarbon ring has a plurality of substituents, the substituents may be bonded to each other to form an alicyclic.
- the aromatic hydrocarbon ring may include an alicyclic structure.
- the number of carbon atoms in the aromatic hydrocarbon ring is not particularly limited, but is preferably 6 to 30, more preferably 6 to 18, and even more preferably 6 to 10.
- Examples of the monocyclic aromatic hydrocarbon ring include a benzene ring.
- Examples of the fused polycyclic aromatic hydrocarbon ring include a naphthalene ring.
- the aromatic heterocycle may be either a monocyclic ring or a condensed polycyclic ring. Further, the aromatic heterocycle may have a substituent. When the aromatic heterocycle has a plurality of substituents, the substituents may be bonded to each other to form an alicyclic. In other words, the aromatic heterocycle may include an alicyclic structure. Examples of the hetero atom contained in the aromatic heterocycle include a nitrogen atom, an oxygen atom, and a sulfur atom. The number of ring members of the aromatic heterocycle is not particularly limited, but is preferably 5 to 18.
- the number of aromatic groups in the specific solvent is not particularly limited, and may be one or two or more.
- the specific solvent contains two or more aromatic groups
- the two aromatic groups have a polycyclic structure (however, condensed polycycles) by bonding substituents that can exist on each aromatic group to each other. The structure may not be included).
- m 1 represents 0 or 1.
- m 1 1 is preferable in that the color density of the color-developing portion is further increased.
- Ar 1 is, -L A -R substituent represented by A (hereinafter, also referred to as "substituent W".) represents an aromatic ring having a.
- substituent W represents an aromatic ring having a.
- the aromatic ring represented by Ar 1 include an aromatic hydrocarbon ring and an aromatic heterocycle. The aromatic hydrocarbon ring and the aromatic heterocycle are as described above.
- L A is a single bond, oxy sulfonyl group (* 1 -SO 2 -O- * 2 ), or, a sulfonyloxy group - represents the (* 1 -O-SO 2 * 2).
- * 1 represents the bonding position with Ar 1
- * 2 represents the bonding position with RA .
- RA represents a monovalent aliphatic hydrocarbon group.
- the monovalent aliphatic hydrocarbon group represented by RA may be either a monovalent saturated aliphatic hydrocarbon group or a monovalent unsaturated aliphatic hydrocarbon group. Further, it may be linear, branched chain, or cyclic.
- the number of carbon atoms of the monovalent aliphatic hydrocarbon group is not particularly limited, but is, for example, 1 to 15, preferably 1 to 10, more preferably 1 to 6, and even more preferably 1 to 4.
- Examples of the monovalent aliphatic hydrocarbon group include an alkyl group, an alkenyl group, and an alkynyl group, and an alkyl group is preferable.
- the monovalent aliphatic hydrocarbon group may further have a substituent.
- the aromatic ring represented by Ar 1 is optionally having one substituent represented by -L A -R A, may have two or more.
- Ar 1 and Ar 2 each independently represent a monovalent aromatic group which may have a substituent.
- Examples of the monovalent aromatic group represented by Ar 1 and Ar 2 include a monovalent aromatic hydrocarbon group and a monovalent aromatic heterocyclic group.
- the aromatic hydrocarbon ring contained in the monovalent aromatic hydrocarbon group and the aromatic heterocycle contained in the monovalent aromatic heterocyclic group are as described above.
- the monovalent aromatic hydrocarbon group and the monovalent aromatic heterocyclic group can be formed by removing one hydrogen atom from the aromatic hydrocarbon ring and the aromatic heterocycle.
- a monovalent aromatic hydrocarbon group is preferable, and a phenyl group is more preferable.
- the monovalent aromatic group represented by Ar 1 and Ar 2 may further have a substituent.
- the substituent is not particularly limited, but a non-aromatic substituent is preferable, and examples thereof include the above-mentioned substituent W and the like.
- R 1 represents an aromatic group of monovalent which may have a substituent.
- R 1 is synonymous with Ar 1 and Ar 2 (that is, a monovalent aromatic group which may have a substituent ) when m 1 represents 1 in the general formula (1), and is a preferred embodiment. Is the same.
- the divalent aliphatic hydrocarbon group represented by L 1 may be either a divalent saturated aliphatic hydrocarbon group or a divalent unsaturated aliphatic hydrocarbon group. Further, it may be linear, branched chain, or cyclic.
- the number of carbon atoms of the divalent aliphatic hydrocarbon group is not particularly limited, but is, for example, 1 to 10, preferably 1 to 6, more preferably 1 to 4, and even more preferably 1 or 2.
- Examples of the divalent aliphatic hydrocarbon group include an alkylene group, an alkaneylene group, and an alkynylene group, and an alkylene group is preferable.
- L 1 is preferably a single bond or a divalent aliphatic hydrocarbon group.
- L 11 represents a single bond or a divalent aliphatic hydrocarbon group.
- the divalent aliphatic hydrocarbon group represented by L 11 has the same meaning as the divalent aliphatic hydrocarbon group represented by L 1 in the general formula (1), and the preferred embodiment is also the same.
- R 11 and R 12 each independently represent a non-aromatic substituent.
- the non-aromatic substituent represented by R 11 and R 12 is not particularly limited, but a monovalent aliphatic hydrocarbon group is preferable, and specifically, it is represented by RA in the above-mentioned substituent W. The same as the monovalent aliphatic hydrocarbon group to be used can be mentioned.
- n 11 and n 12 each independently represent an integer from 0 to 5.
- n 11 and n 12 preferably represent an integer of 0-2. Among them, it is preferable that any one of n 11 and n 12 represents 1 or 2, and the other represents 0 or 1. In the case where n 11 and n 12 represents an integer of 2 or more, R 12 mutually R 11 and between the presence of a plurality of existing in plural numbers may being the same or different.
- solvent represented by the general formula (1A) examples include 1,2-dimethyl-4- (1-phenylethyl) benzene, 1,3-dimethyl-4- (1-phenylethyl) benzene, and the like.
- 1,4-Dimethyl-2- (1-phenylethyl) benzene 1- (ethylphenyl) -1-phenylethane, isopropylbiphenyl (eg 4-isopropylbiphenyl), diisopropylbiphenyl (eg 4,4'-isopropyl) Biphenyl), ⁇ -methylstyrene dimer and the like.
- L 21 represents a single bond, an oxysulfonyl group (* 1- SO 2- O- * 2 ), or a sulfonyloxy group (* 1- O-SO 2- * 2 ).
- * 1 represents the bonding position with the phenyl group specified in the general formula (1B)
- * 2 represents the bonding position with R 22 .
- R 21 represents a non-aromatic substituent.
- the non-aromatic substituent represented by R 21 is synonymous with the non-aromatic substituent represented by R 11 in the general formula (1A), and the preferred embodiment is also the same.
- n 21 represents an integer from 0 to 5.
- n 21 preferably represents an integer of 0 to 2.
- R 22 represents a monovalent aliphatic hydrocarbon group.
- Examples of the monovalent aliphatic hydrocarbon group represented by R 22 include those similar to the monovalent aliphatic hydrocarbon group represented by RA in the substituent W described above.
- Specific examples of the solvent represented by the general formula (1B) include methyl benzenesulfonate, methyl p-toluenesulfonate, and linear alkylbenzene having 1 to 15 carbon atoms.
- R 31 , R 32 , and R 33 each independently represent a non-aromatic substituent.
- the non-aromatic substituents represented by R 31 , R 32 , and R 33 are synonymous with the non-aromatic substituents represented by R 11 in the general formula (1A), and are preferred embodiments. Is the same.
- n 31 , n 32 , and n 33 each independently represent an integer of 0 to 5. It is preferable that n 31 , n 32 , and n 33 each independently represent an integer of 0 to 2.
- Specific examples of the solvent represented by the general formula (1C) include trixylenyl phosphate and tricresyl phosphate.
- any of the specific solvents contained in the solvent containing an aromatic group is selected from the solvent represented by the above-mentioned general formula (1A) in that the color density of the color-developing portion is further increased.
- the specific solvent contained in the specific microcapsules is preferably 2 or more, preferably 3 or more, and more preferably 4 or more, in that the color density of the color-developing portion is further increased.
- Examples of combinations when the specific solvent contained in the specific microcapsule is 4 or more are 1,2-dimethyl-4- (1-phenylethyl) benzene and 1,3-dimethyl-4- (1-). Examples thereof include a combination of phenylethyl) benzene, 1,4-dimethyl-2- (1-phenylethyl) benzene, and 1- (ethylphenyl) -1-phenylethane.
- the specific microcapsules preferably contain a solvent having a boiling point of 100 ° C. or higher and further containing a solvent containing an aliphatic structure.
- Solvents containing aliphatic structures can contribute to the formation of capsule walls, as described below.
- "containing an aliphatic structure” is intended to contain a non-aromatic hydrocarbon group in the molecule.
- the carbon atom in the hydrocarbon group may be replaced with a hetero atom, carbonyl carbon or the like.
- the above-mentioned hydrocarbon group may further have a substituent.
- the solvent containing an aliphatic structure does not contain an aromatic group.
- a solvent containing an aliphatic structure does not contain an aromatic ring in the molecule. Therefore, a solvent containing an aromatic group and an aliphatic structure is classified as a solvent containing an aromatic group.
- the solvent containing an aliphatic structure is not particularly limited, and for example, aliphatic hydrocarbons such as diethylsuccinate, methyl laurate, and isoparaffin (for example, isoparaffin having 10 or more carbon atoms); soybean oil, corn oil, cottonseed oil. , Rapeseed oil, olive oil, coconut oil, cottonseed oil, natural animal and vegetable oils such as fish oil, and natural product high boiling point distillates such as mineral oil.
- the solvent containing an aliphatic structure may be used alone or in combination of two or more.
- the specific microcapsules preferably contain at least a specific solvent, and more preferably contain a specific solvent and a solvent containing an aliphatic structure.
- the content of the specific solvent has an aliphatic structure in that the color concentration of the coloring portion is further increased. It is preferably 50.0 to 90.0% by mass with respect to the total mass of the contained solvent and the specific solvent, and 75.0 to 90.0% by mass is more preferable in that the color development concentration is further excellent. preferable.
- the mass ratio of the solvent having a boiling point of 100 ° C. or higher to the color former in the specific microcapsules is 98/2 to 98/2 in that the color development concentration is more excellent.
- the range of 30/70 is preferable, and the range of 97/3 to 40/60 is more preferable.
- the specific microcapsules may contain one or more additives such as a light stabilizer, an antioxidant, a wax, an ultraviolet absorber, and an odor suppressant, if necessary. .. Further, the specific microcapsules are used in solvents having a boiling point of less than 100 ° C. (for example, ketones such as methyl ethyl ketone, esters such as ethyl acetate, alcohols such as isopropyl alcohol, etc.) as long as the effects of the present invention are not impaired. May include.
- the method for producing the specific microcapsules is not particularly limited, and examples thereof include known methods such as an interfacial polymerization method, an internal polymerization method, a phase separation method, an external polymerization method, and a core selvation method. Of these, the interfacial polymerization method is preferable.
- the interfacial polymerization method will be described by taking as an example a method for producing specific microcapsules in which the capsule wall is polyurea or polyurethane urea.
- the interfacial polymerization method is a raw material containing a color former, a solvent having a boiling point of 100 ° C.
- a capsule wall material for example, polyisocyanate and at least one selected from the group consisting of polyols and polyamines.
- a polyamine is produced in a system by reacting isocyanate with water, a polyol and a polyamine may not be used.
- Interfacial weight including (emulsification step) and a step of polymerizing the capsule wall material at the interface between the oil phase and the aqueous phase to form a capsule wall to form microcapsules containing a color former (encapsulation step).
- Legal is preferred.
- the mass ratio of the total amount of polyol and polyamine to the amount of polyisocyanate (total amount of polyol and polyamine / amount of polyisocyanate) in the above raw materials is not particularly limited, but is 0.1 / 99.9 to. 30/70 is preferable, and 1/99 to 25/75 is more preferable.
- the solvent having a boiling point of 100 ° C. or higher preferably contains a specific solvent and a solvent containing an aliphatic structure. The solvent containing an aliphatic structure easily precipitates polyisocyanate, which is a raw material for the capsule wall, and can contribute to the formation of the capsule wall.
- the type of emulsifier used in the emulsification step is not particularly limited, and examples thereof include a dispersant and a surfactant.
- examples of the dispersant include polyvinyl alcohol.
- the first layer may contain other microcapsules other than the specific microcapsules.
- other microcapsules include microcapsules containing a solvent having a boiling point of less than 100 ° C. and a color former (however, not containing a solvent having a boiling point of 100 ° C. or higher).
- the content of the specific microcapsules is preferably 80% by mass or more, more preferably 90% by mass or more, still more preferably 95% by mass or more, based on the total mass of the microcapsules. , 98% by mass or more is particularly preferable.
- the upper limit is 100% by mass or less.
- the average particle size of the microcapsules contained in the first layer is not particularly limited, but is preferably 1 to 80 ⁇ m, more preferably 5 to 70 ⁇ m, still more preferably 10 to 50 ⁇ m, and 15 to 40 ⁇ m in terms of volume-based median diameter (D50). Is particularly preferable.
- the average particle size is appropriately designed according to the pressure band to be measured, but is preferably 20 to 40 ⁇ m in a low pressure region of 1 MPa or less, and 25 to 40 ⁇ m in a fine pressure region of 0.1 MPa or less.
- the median diameter based on the volume of the microcapsules can be controlled by adjusting the manufacturing conditions of the microcapsules and the like.
- the volume-based median diameter of microcapsules is the volume of particles on the large diameter side and the small diameter side when the entire microcapsule is divided into two with the particle diameter at which the cumulative volume is 50% as a threshold. The diameter at which the total is equal. That is, the median diameter corresponds to the so-called D50.
- the number average wall thickness of the capsule walls of the microcapsules is not particularly limited, but is preferably 0.01 to 2.0 ⁇ m, more preferably 0.02 to 1.0 ⁇ m in terms of excellent pressure responsiveness.
- the wall thickness of the microcapsules refers to the thickness ( ⁇ m) of the capsule wall forming the capsule particles of the microcapsules, and the number average wall thickness is the thickness ( ⁇ m) of the individual capsule walls of the five microcapsules. Is obtained by a scanning electron microscope (SEM) and averaged. More specifically, a cross-sectional section of the first sheet having the first layer containing microcapsules was prepared, and the cross section was observed at 200 times by SEM (value of average particle size of microcapsules) ⁇ 0.
- SEM scanning electron microscope
- any 5 microcapsules having a particle size in the range of 9 to (average particle size of microcapsules) ⁇ 1.1 and observe the cross section of each selected microcapsule at 15,000 times.
- the thickness of the capsule wall is calculated and the average value is calculated.
- the major axis means the longest diameter when observing the microcapsules.
- the ratio ( ⁇ / Dm) of the number average wall thickness ⁇ of the microcapsules to the average particle size of the microcapsules is not particularly limited, and is often 0.001 or more. Above all, it is preferable to satisfy the relationship of the formula (1) in that it is excellent in setting the color development density according to the pressure. Equation (1) ⁇ / Dm> 0.001 That is, the above ratio ( ⁇ / Dm) is preferably larger than 0.001.
- the ratio ( ⁇ / Dm) is preferably 0.002 or more.
- the upper limit is not particularly limited, but 0.2 or less is preferable.
- the content of the microcapsules in the first layer is not particularly limited, but is preferably 60 to 98% by mass, more preferably 75 to 95% by mass, based on the total mass of the first layer.
- the content of the color former in the first layer is not particularly limited , but is preferably 0.1 to 2.0 g / m 2 , more preferably 0.2 to 1.0 g / m 2 .
- the first layer may contain components other than the above-mentioned microcapsules.
- Other components include, for example, polymer binders, mold release agents (eg, inorganic particles), optical brighteners, defoamers, penetrants, UV absorbers, surfactants, and preservatives.
- the mass (solid content coating amount) (g / m 2 ) per unit area of the first layer is not particularly limited, but is, for example, 0.5 to 20.0 g / m 2 and 0.5 to 10.0 g / m 2. m 2 is more preferable.
- the first layer contains inorganic particles as a release agent for the purpose of improving the ease of peeling.
- the inorganic particles include silica particles (for example, colloidal silica) and alumina particles, and silica particles are preferable.
- the inorganic particles referred to here are distinct from the color developer contained in the second layer in the second sheet described later, and are not electron-accepting compounds.
- the particle size of the inorganic particles is a volume-based median diameter, preferably 1 to 100 nm, more preferably 1 to 50 nm, and even more preferably 5 to 30 nm.
- the particle size of the inorganic particles can be measured by the same method as the average particle size of the microcapsules described above.
- the content of the inorganic particles is preferably 1 to 20% by mass, more preferably 5 to 20% by mass, based on the total mass of the first layer.
- polymer binder contained in the first layer examples include styrene-butadiene copolymer, polyvinyl acetate, polyacrylic acid ester, polyvinyl alcohol, polyacrylic acid, maleic anhydride-styrene copolymer, and (meth) acrylic.
- examples thereof include acid-styrene copolymers, olefin resins, modified acrylic acid ester copolymers, starch, casein, gum arabic, gelatin, carboxymethyl cellulose or salts thereof, and synthetic polymers and natural polymers such as methyl cellulose.
- the polymer binder is selected from the group consisting of a styrene-butadiene copolymer, a (meth) acrylic acid-styrene copolymer, an olefin resin, a modified acrylic acid ester copolymer, and carboxymethyl cellulose or a salt thereof. One or more of them are preferable.
- the polymer binder may be used alone or in combination of two or more.
- the content of the polymer binder is preferably 0.1 to 10% by mass, more preferably 0.5 to 5% by mass, based on the total mass of the first layer.
- the surfactant contained in the first layer preferably contains at least one of an anionic surfactant, a cationic surfactant, and a nonionic surfactant, and is preferably an anionic surfactant and a cationic surfactant. It is more preferable to contain any one or more of a surfactant and a nonionic surfactant, and further preferably to contain any one or more of an anionic surfactant and a nonionic surfactant.
- the surfactant may be used alone or in combination of two or more.
- the content of the surfactant is preferably 0.1 to 10% by mass, more preferably 0.5 to 5% by mass, based on the total mass of the first layer.
- the method for forming the first layer is not particularly limited, and known methods can be mentioned.
- a method in which a composition for forming a first layer containing a specific microcapsule and a solvent having a boiling point of 100 ° C. or higher is applied onto a first resin base material, and if necessary, the coating film is dried.
- the composition for forming the first layer preferably contains at least specific microcapsules and a solvent having a boiling point of 100 ° C. or higher.
- the microcapsule dispersion obtained by the above-mentioned interfacial polymerization method may be used as the composition for forming the first layer.
- the composition for forming the first layer may contain other components that may be contained in the first layer described above.
- the method of applying the composition for forming the first layer is not particularly limited, and examples of the coating machine used at the time of application include an air knife coater, a rod coater, a bar coater, a curtain coater, a gravure coater, and an extrusion coater. , Die coater, slide bead coater, and blade coater.
- the method of coating may be a method of applying the composition for forming the first layer in a single layer, a step of applying the composition in a plurality of times, or is included in the composition for forming the first layer. It may be a step of applying the material in separate compositions. Specifically, for example, a method of multi-layer coating a first layer forming composition A containing a binder and not containing microcapsules and a first layer forming composition B containing a binder and microcapsules can be mentioned. ..
- the coating film After applying the composition for forming the first layer on the first resin base material, the coating film may be subjected to a drying treatment, if necessary.
- a drying treatment include heat treatment.
- the first sheet may have a member other than the first resin base material and the first layer described above.
- the first sheet may have an adhesion layer for enhancing the adhesion between the first resin base material and the first layer.
- the thickness of the adhesion layer is not particularly limited, and is preferably 0.005 to 5.0 ⁇ m, more preferably 0.01 to 2.0 ⁇ m, and even more preferably 0.05 to 1.0 ⁇ m.
- the arithmetic mean roughness Ra of the first sheet is preferably 3.0 to 7.0 ⁇ m in that the color density is further increased and the image quality (resolution) is more excellent.
- the arithmetic mean roughness Ra of the first sheet is intended to be the arithmetic average roughness Ra of the surface of the first sheet facing the second sheet (contacting side) when using the pressure measurement sheet set. do.
- the arithmetic mean roughness Ra is the arithmetic of the surface of the first layer opposite to the first resin base material side. Corresponds to the average roughness Ra.
- the arithmetic mean roughness Ra of the first sheet in the present specification means the arithmetic mean roughness Ra defined in JIS B 0681-6: 2014.
- a scanning white interferometer using an optical interferometry method specifically, NewView5020 manufactured by Zygo: Stich mode; objective lens ⁇ 50 times; intermediate lens ⁇ 0.5 times
- NewView5020 manufactured by Zygo Stich mode; objective lens ⁇ 50 times; intermediate lens ⁇ 0.5 times
- the arithmetic mean roughness Ra of the first sheet is 3.0 ⁇ m or more, the amount of the color-developing agent is often sufficient, so that a higher color-developing density is likely to occur.
- the second layer of the second sheet appropriately absorbs the solvent that flows out together with the color former due to the disintegration of the microcapsules in the pressurized region. Since it can be done, good image quality with less bleeding can be obtained.
- the arithmetic mean roughness Ra of the first sheet is controlled by adjusting the solid content coating amount of the composition for forming the first layer and adjusting the amount of microcapsules in the first layer of the first sheet. Can be done.
- the second sheet 22 shown in FIG. 1 has a second resin base material 18 and a second layer 20 containing a color developer arranged on the second resin base material 18.
- a specific crack 24 is present on the surface 20A of the second layer 20 opposite to the side having the second resin base material 18.
- the second resin base material is a member for supporting the second layer.
- the aspect of the second resin base material is the same as the aspect of the first resin base material described above.
- the second resin base material is preferably transparent from the viewpoint that the color development state after the pressure measurement can be visually recognized through the second resin base material.
- the haze of the second resin base material is preferably 20% or less, more preferably 0 to 20%, and even more preferably 0 to 10%.
- the above haze value is a total ray haze value, and a haze meter (HGM-2DP, manufactured by Suga Test Instruments Co., Ltd.) is used to obtain a total ray haze of the second resin base material in accordance with JIS-K-7361. %) Shall be measured.
- the first resin base material and the second resin base material may be the same or different.
- the second layer is a layer containing a color developer.
- the color developer is a compound that does not have a color-developing function by itself, but has a property of causing the color-developing agent to develop color when it comes into contact with the color-developing agent.
- an electron-accepting compound is preferable.
- the color developer include inorganic compounds and organic compounds.
- inorganic compound examples include acidic clay, activated clay, attapargite, zeolite, bentonite, and clay substances such as kaolin.
- organic compound examples include a metal salt of an aromatic carboxylic acid, a phenol formaldehyde resin, and a metal salt of a carboxyl-modified terpene phenol resin.
- organic compounds include, for example, 3,5-di-t-butylsalicylic acid, 3,5-di-t-octylsalicylic acid, 3,5-di-t-nonylsalicylic acid, 3,5-di-.
- t-dodecylsalicylic acid 3-methyl-5-t-dodecylsalicylic acid, 3-t-dodecylsalicylic acid, 5-t-dodecylsalicylic acid, 5-cyclohexylsalicylic acid, 3,5-bis ( ⁇ , ⁇ -dimethylbenzyl) salicylic acid, 3-Methyl-5- ( ⁇ -methylbenzyl) salicylic acid, 3- ( ⁇ , ⁇ -dimethylbenzyl) -5-methylsalicylic acid, 3- ( ⁇ , ⁇ -dimethylbenzyl) -6-methylsalicylic acid, 3- ( ⁇ ) -Methylbenzyl) -5- ( ⁇ , ⁇ -dimethylbenzyl) salicylic acid, 3- ( ⁇ , ⁇ -dimethylbenzyl) -6-ethylsalicylic acid, 3-phenyl-5- ( ⁇ , ⁇ -dimethylbenzyl) salicylic acid, carboxy Metal salt
- acidic clay, activated clay, zeolite, kaolin, a metal salt of aromatic carboxylic acid, or a metal salt of carboxyl-modified terpenephenol resin is preferable, and acidic clay, activated clay, kaolin, or aromatic.
- a metal salt of carboxylic acid is more preferable, and an acidic clay, an active clay, or a metal salt of aromatic carboxylic acid is more preferable and acidic in that the color density of the coloring part is more excellent and the image quality after coloring is more excellent.
- White clay or activated white clay is particularly preferable.
- the content of the color developer in the second layer is not particularly limited, but is preferably 50 to 95% by mass, more preferably 70 to 90% by mass, based on the total mass of the second layer.
- the color developer may be used alone or in combination of two or more.
- the content of the color developer in the second layer is not particularly limited, but is preferably 1.0 to 40 g / m 2.
- the content of the developer when the developer is an inorganic compound is preferably 2.0 ⁇ 30g / m 2, more preferably 3.0 ⁇ 20g / m 2.
- the second layer may contain components other than the above-mentioned developer.
- Other components include, for example, polymer binders, pigments, optical brighteners, defoamers, penetrants, UV absorbers, surfactants, pH regulators, dispersants, and preservatives.
- the surfactant include those similar to those of the surfactant contained in the first layer described above, and the preferred embodiment is also the same.
- the second layer preferably contains a pH adjuster. When the second layer contains a pH adjuster, the color developer is likely to be uniformly arranged without agglutination, so that the image quality after color development is improved.
- the pH adjuster is preferably a basic pH adjuster.
- a basic pH adjuster is a compound showing basicity capable of adjusting the degree of pH.
- the basic pH adjuster is not particularly limited, and examples thereof include sodium hydroxide, potassium hydroxide, lithium hydroxide, sodium carbonate, potassium carbonate, and ammonium carbonate.
- the pH adjuster may be either an organic base or an inorganic base, and the inorganic base is preferable in that the image quality is improved.
- the pH adjuster may be used alone or in combination of two or more.
- the content of the pH adjuster is preferably 0.1 to 5.0% by mass, more preferably 0.5 to 2.0% by mass, based on the total mass of the color developer.
- the dispersant may be a low molecular weight dispersant or a high molecular weight dispersant, but is preferably a low molecular weight dispersant from the viewpoint of uniformly dispersing the color developer.
- the small molecule means a molecular weight of 1000 or less, and a molecular weight of 500 or less is preferable.
- the lower limit of the molecular weight is not particularly limited, but is, for example, 20.
- the dispersant used in combination is preferably an anionic dispersant.
- Examples of the polymer binder include the same as the polymer binder contained in the first layer described above, and the preferred embodiment is also the same.
- the content of the polymer binder is preferably 0.1 to 30% by mass, more preferably 5 to 25% by mass, based on the total mass of the second layer.
- the mass content ratio of the color developer to the polymer binder in the second layer is 2 in that the color density of the color-developing portion is more excellent and the image quality after color development is more excellent. .0 or more is preferable, and 2.0 to 10.0 is more preferable.
- the mass content ratio of the developer to the polymer binder is preferably 2.0 to 8.0, preferably 3.3 to 6.0. More preferably, 3.3 to 5.0 is further preferable.
- the larger the amount of the developer the more likely the cracks are to occur, and the better the color density of the color-developing portion.
- the more the polymer binder is the better the film strength is, and the film does not break and fall when the pressure measurement sheet is cut.
- the second layer has specific cracks on the surface opposite to the second resin base material side.
- a laser microscope covers a 5 cm ⁇ 5 cm region on the surface opposite to the second resin base material side of the second layer. It means that a crack (specific crack) having a depth of 2 ⁇ m or more, a width of 10 ⁇ m or less, and a length of 10 ⁇ m or more is observed in the observation region.
- the crack represents a recess (opening) that extends continuously.
- the shape of the specific crack may be, for example, a curved line or a straight line, and may have a bent portion.
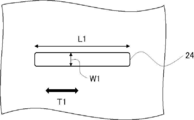
- the length of the crack is intended to be the length connecting the two most distant points of the crack (in other words, the length of the distance connecting one end of the crack and the other end farthest from the end). That is, as shown in FIG. 3, when the crack is linear, the length of the crack is the length L1 connecting the two most distant points of the crack, and the width of the crack is the direction in which the crack extends (the direction in which the crack extends ( Crack propagation direction) The maximum crack length W1 in the direction orthogonal to T1 is intended. Further, as shown in FIG.
- the length of the crack is the length of the path connecting one end of the crack and the other end farthest from the one end along the bending. It is L2, and the width of the crack is intended to be the maximum length W2 of the crack in the direction orthogonal to the direction in which the crack extends (the propagation direction of the crack) T2. Further, the crack depth is intended to be the length of the second layer of the crack in the film thickness direction.
- the specific crack may or may not penetrate the second layer, but it is preferable that the specific crack does not penetrate.
- the shape of the specific crack is not limited as long as the depth is 2 ⁇ m or more, the width is 10 ⁇ m or less, and the length is 10 ⁇ m or more.
- the shape may be the same in length and width.
- the lower limit of the width of the specific crack is, for example, 0.1 ⁇ m or more in many cases, and 0.5 ⁇ m or more is preferable, and 1.0 ⁇ m or more is further preferable in that the color development density of the color-developing portion is more excellent.
- the upper limit of the length of the specific crack is, for example, 500 ⁇ m or less in many cases, and 100 ⁇ m or less is preferable in that the image quality (resolution) is more excellent.
- the upper limit of the depth of the specific crack is, for example, 40 ⁇ m or less in many cases, and 30 ⁇ m or less is preferable in that the image quality (resolution) is more excellent.
- the number of specific cracks observed when observing a 5 cm ⁇ 5 cm region on the surface of the second layer using a laser microscope is preferably 100 or more, preferably 1000 or more, in that the color density of the color-developing portion is more excellent. Is more preferable, 100,000 or more is further preferable, and 200,000 or more is particularly preferable. The upper limit is not particularly limited, but is, for example, 10 million or less.
- the number of specific cracks is measured based on an observation image obtained by observing a 5 cm ⁇ 5 cm region on the surface of the second layer using a laser microscope. As shown in FIGS. 1 to 5, among the cracks observed in the observation image, the crack having a depth of 2 ⁇ m or more, a width of 10 ⁇ m or less, and a length of 10 ⁇ m or more corresponds to the specific crack 24. ..
- any 500 ⁇ m ⁇ 500 ⁇ m within the above 5 cm ⁇ 5 cm region can be observed. It is preferable to have one or more specific cracks in the visual field, and in terms of better image quality (resolution), 10 or more are more preferable, 20 or more are further preferable, and 30 or more are particularly preferable.
- the upper limit value is not particularly limited, but for example, in many cases, the number is 1000 or less, and 500 or less is preferable in that the image quality (resolution) is more excellent.
- the thickness of the second layer is not particularly limited, but is preferably 0.5 to 30 ⁇ m, more preferably 3.5 to 30 ⁇ m.
- the mass (solid content coating amount) (g / m 2 ) per unit area of the second layer is not particularly limited, but is, for example, 0.5 to 30.0 g / m 2 .
- the upper limit value is preferably 14.0 g / m 2 or less, 10.0 g / m 2 or less is more preferable.
- the lower limit value is preferably 3.5 g / m 2 or more in that the image quality (resolution) is more excellent.
- the mass (solid content coating amount) (g / m 2 ) per unit area of the second layer is 3.5 to 14 in that specific cracks are likely to be formed and the image quality (resolution) is more excellent. .0 g / m 2 is preferable, and 3.5 to 10.0 g / m 2 is more preferable.
- Method of forming the second layer a composition for forming a second layer containing a color developer and a polymer binder is applied onto a second resin base material, and a predetermined treatment is applied to the obtained coating film. There is a method of applying. As a method for forming specific cracks in the second layer, when the composition for forming the second layer as described above is used, the compounding ratio of the color developer and the polymer binder in the composition for forming the second layer is predetermined.
- a method of adjusting the blending ratio a method of subjecting the coating film of the second layer forming composition to a drying treatment such as heat drying, blast drying, and hot air drying, and a unit area of the coating film of the second layer forming composition.
- a drying treatment such as heat drying, blast drying, and hot air drying
- a unit area of the coating film of the second layer forming composition examples thereof include a method of adjusting the hit mass (solid content coating amount) to a predetermined amount and a method of combining these.
- optimum conditions can be selected according to the material and amount of the polymer binder used.
- Specific cracks are particularly present when a second layer is formed by performing a quick-drying treatment (a treatment for quick-drying) on a coating film of a second layer-forming composition in which the amount of a binder blended with respect to a developer is small. Easy to form.
- a quick-drying treatment a method of reducing the mass (solid content coating amount) per unit area of the coating film of the second layer forming composition (that is, the solid content coating amount of the second layer forming composition). ), And a method of performing a drying treatment accompanied by heating on the coating film and the like.
- drying treatment involving heating include a method of heat-treating the coating film while blowing air (hereinafter, also referred to as "heat-blowing drying"), and a method of heat-treating the coating film and then further forming the coating film.
- heat-blowing drying a method of heat-treating the coating film and then further forming the coating film.
- Examples thereof include a method of blowing air on the coating film and a method of further heat-treating after blowing air on the coating film.
- the wind speed at the time of blowing is preferably 0.1 to 30 m / sec, more preferably 0.1 to 20 m / sec, and even more preferably 0.1 to 5 m / sec.
- the optimum temperature is selected as the heating temperature condition according to the material and amount of the polymer binder used.
- 60 ° C. or higher is preferable, and 70 ° C. or higher is more preferable, in that specific cracks are more likely to be formed on the surface of the second layer.
- the upper limit is not particularly limited, but it is often 180 ° C. or lower, and 140 ° C. or lower is preferable, and 120 ° C. or lower is more preferable in that specific cracks are more likely to be formed on the surface of the second layer.
- the heating time is not particularly limited, but 1.0 to 20 minutes is preferable, and 3.0 to 10 minutes is more preferable, from the viewpoint of more easily forming specific cracks on the surface of the second layer and productivity. ..
- a composition for forming a second layer containing a color developer and a polymer binder in a predetermined blending ratio is prescribed on the second resin base material.
- examples thereof include a method in which the coating film is coated with the following solid content coating amount and the obtained coating film is subjected to a drying treatment accompanied by heating.
- the method of applying the composition for forming the second layer is not particularly limited, and examples thereof include the same method as the method of applying the composition for forming the first layer described above.
- the microcapsules in the composition for forming the first layer shall be replaced with a color developer in the composition for forming the second layer.
- the mass content ratio of the color developer to the polymer binder in the composition for forming the second layer is 2.0 in that specific cracks are more likely to be formed on the surface of the second layer.
- the above is preferable, and 2.0 to 10.0 is more preferable.
- the mass content ratio of the developer to the polymer binder is such that specific cracks are more likely to be formed on the surface of the second layer. It is preferably 0 to 8.0, more preferably 3.3 to 6.0, and even more preferably 3.3 to 5.0.
- the method for producing a sheet set for pressure measurement of the present invention contains a developer and a polymer binder in that specific cracks are more likely to be formed on the surface of the second layer, and the mass of the developer with respect to the polymer binder.
- the second sheet may have a member other than the above-mentioned second resin base material and the second layer.
- the second sheet may have an adhesion layer between the second resin base material and the second layer to enhance the adhesion between the two.
- the adhesive layer can be prevented from drying and agglomerating. It is preferable to have.
- the aspect of the adhesion layer include the aspect of the adhesion layer that the first sheet described above may have.
- Oil absorption of the specific solvent for the second sheet (the specific solvent is as described above, and is intended to be a solvent having a boiling point of 100 ° C. or higher and containing an aromatic group, which can be contained in the specific microcapsules). Is preferably 2.0 to 20.0 g / m 2 in that the color density is more excellent.
- the oil absorption of the specific solvent with respect to the second sheet is 2.0 g / m 2 or more, the solution containing the color former and the specific solvent that has flowed out due to the disintegration of the specific microcapsules in the pressurized region is the second sheet. It is easily absorbed by the second layer, and a higher color density is likely to appear.
- the oil absorption amount of the specific solvent with respect to the second sheet is 20.0 g / m 2 or less
- the solution containing the color former and the specific solvent that has flowed out due to the disintegration of the specific microcapsules is the first in the pressurized region. It does not reach the deep part of the second layer of the two sheets, and as a result, the amount of the color former present in the surface layer region of the second layer is large, and a higher color density tends to be obtained.
- the amount of oil absorbed by the specific solvent with respect to the second sheet is the difference between the weight of the second sheet before absorbing the specific solvent and the weight of the second sheet after absorbing the specific solvent, and this is used as the unit area. Obtained by conversion.
- ⁇ Manufacturing method of sheet set for pressure measurement As a method for manufacturing a pressure measurement sheet set, it is preferable to have a step of manufacturing a second sheet, a step of manufacturing a second sheet, and a step of manufacturing a first sheet.
- the method for manufacturing the first sheet and the second sheet included in the pressure measurement sheet set is as described above.
- a color developer and a polymer binder are contained on the second resin base material in that specific cracks are more easily formed in the second layer, and the color of the polymer binder is developed.
- the crack represents a recess (opening) that extends continuously.
- the specific crack 24 may or may not penetrate the second layer 20.
- FIG. 2 shows an example of an observation image of the specific crack 24 observed by a laser microscope.
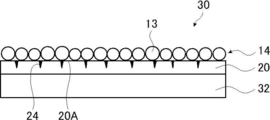
- first layer 14 and the second layer 20 in the pressure measurement sheet 30 are the same members as the first layer 14 and the second layer 20 described in the first embodiment described above, the description thereof will be omitted.
- the resin base material 32 will be mainly described in detail.
- Resin base material is a member for supporting the first layer and the second layer. Since the preferred embodiment of the resin base material is the same as the preferred mode of the first resin base material described above, the description thereof will be omitted.
- the method for producing the pressure measuring sheet is not particularly limited, and known methods can be mentioned.
- a method for producing a pressure measurement sheet a color developer and a polymer binder are contained in that specific cracks are more easily formed on the surface of the second layer, and the mass content ratio of the color developer to the polymer binder ( The composition for forming the second layer having a color developer / polymer binder) of 2.0 or more was applied so that the solid content coating amount was 14.0 g / m 2 or less, and the obtained coating film was coated. It is preferable to have a step of forming a second layer by subjecting it to hot air treatment at 60 ° C. or higher.
- a composition for forming a first layer containing microcapsules containing a solvent having a boiling point of 100 ° C. or higher and a color former is applied, and the obtained coating film is dried. It is more preferable to have a step of performing the treatment to form the first layer.
- the method for forming the first layer using the composition for forming the first layer and the method for forming the second layer using the composition for forming the second layer are as described in the first embodiment, respectively.
- the pressure measuring sheet may include a resin base material, a second layer, and other members other than the first layer.
- the pressure measurement sheet may have an adhesion layer between the resin base material and the second layer to enhance the adhesion between the two.
- the aspect of the adhesion layer include the aspect of the adhesion layer that the first sheet described above may have.
- the pressure measuring sheet is used by pressurizing the surface thereof.
- Oil absorption of a specific solvent for the second layer (the specific solvent is as described above, and is intended to be a solvent having a boiling point of 100 ° C. or higher and containing an aromatic group, which can be contained in the specific microcapsules). Is preferably 2.0 to 20.0 g / m 2 in that the color density is more excellent.
- the oil absorption of the specific solvent with respect to the second layer is 2.0 g / m 2 or more, the solution containing the color former and the specific solvent that has flowed out due to the disintegration of the specific microcapsules is transferred to the second layer in the pressurized region. It is easily absorbed and a higher color density is likely to appear.
- the oil absorption of the specific solvent with respect to the second layer is 20.0 g / m 2 or less
- the solution containing the color former and the specific solvent that has flowed out due to the disintegration of the specific microcapsules is the first in the pressurized region.
- the amount of the color-developing agent present in the surface layer region of the second layer is large, and a higher color-developing density is likely to be obtained.
- the size of the pressure measurement sheet is preferably a size that can include at least a 5 cm ⁇ 5 cm square.
- the present invention also relates to a sheet.
- the sheet of the present invention is the same as the second sheet in the above-mentioned pressure measurement sheet set.
- N, N, N', N'-tetrakis (2-hydroxypropyl) ethylenediamine dissolved in 13 parts of synthetic isoparaffin (Idemitsu Kosan Co., Ltd., IP solvent 1620) and 2.5 parts of methyl ethyl ketone.
- Adeka Polyether EDP-300 0.3 part was added to the stirring solution A to obtain a solution B.
- 2.5 parts of a trimethylolpropane adduct (DIC Corporation, Burnock D-750) of tolylene diisocyanate dissolved in 6 parts of ethyl acetate was added to the stirring solution B to obtain a solution C. ..
- the obtained composition for forming the first layer was applied onto a polyethylene terephthalate (PET) sheet having a thickness of 75 ⁇ m by a bar coater so that the mass after drying was 6.0 g / m 2.
- PET polyethylene terephthalate
- the obtained coating film was dried at 80 ° C. to form a first layer, and a first sheet was prepared.
- Examples 2 to 12, Comparative Examples 1 to 3 The pressure measurement sheet sets of Examples 2 to 13 and Comparative Examples 1 to 3 were prepared according to the same procedure as in Example 1 except that various requirements shown in Table 1 described later were changed.
- the solid content of the styrene-acrylic copolymer (AS-563A, manufactured by Daisel Finechem Co., Ltd., solid content 27.5% by mass) is the solid content of Example 1.
- the total amount of each solid content of the olefin resin, the modified acrylic acid ester copolymer, and the sodium carboxymethyl cellulose in the coating liquid containing the color developer in the above is adjusted to be the same.
- Crack evaluation 1 [Evaluation of cracks on the surface of the second layer in the second sheet] (Crack evaluation 1) Using a laser microscope (VK-8700 manufactured by KEYENCE CORPORATION), an arbitrary 5 cm ⁇ 5 cm square region on the surface opposite to the PET sheet side of the second layer was observed at one place. The presence or absence of specific cracks was confirmed based on the obtained observation image.
- the specific crack is a crack having a depth of 2 ⁇ m or more, a width of 10 ⁇ m or less, and a length of 10 ⁇ m or more.
- Arithmetic mean roughness Ra of the first sheet (corresponding to the arithmetic mean roughness Ra of the surface opposite to the PET sheet side of the first layer) and arithmetic mean roughness Ra of the second sheet (PET sheet side of the second layer)
- the method for measuring (corresponding to the arithmetic mean roughness Ra of the surface on the opposite side) is as described above.
- the first sheet and the second sheet constituting the laminated body are peeled off, and the density (DA) of the color-developing portion formed on the second sheet is determined by using a densitometer RD-19 (manufactured by Gretag Macbeth) as a resin group. The measurement was performed from the surface side of the material (PET sheet) via the resin base material.
- ⁇ Evaluation criteria> "A”: ⁇ D1 is 0.9 or more (color development was observed at a high concentration). "B”: ⁇ D1 is 0.4 or more and less than 0.9 (color development was observed). “C”: ⁇ D1 is less than 0.4 (color development was not so much observed).
- the surface of the first layer of the unused first sheet was observed with an optical microscope to determine the average particle size of the microcapsules (microcapsule diameter D ( ⁇ m)).
- the method for measuring the average particle size of the microcapsules is as described above.
- the surface of the second layer of the second sheet after color development was observed with an optical microscope, and the average dot diameter of the color-developed dots (color-developing dot diameter D'( ⁇ m)) was determined. From the obtained values, the colored dot diameter D'( ⁇ m) with respect to the microcapsule diameter D ( ⁇ m) was obtained and evaluated according to the following evaluation criteria.
- the specific method for measuring the color-developing dot diameter D'( ⁇ m) is as follows.
- Colored dot diameter D'( ⁇ m) Image analysis of the surface of the second layer of the second sheet after color development taken from the surface of the second layer with an optical microscope (OLYMPUS BX60, field size: 320 ⁇ m ⁇ 450 ⁇ m) Then, the major axes of 30 colored dots were measured in order from the largest colored dot, and these were arithmetically averaged to obtain an average value. This operation is performed at any 5 locations (5 fields of view) on the first layer, the average of the average values obtained at each location is calculated, and the obtained value is used as the average dot diameter of the color-developing dots (color-developing dots). The diameter was D'( ⁇ m)). The major axis means the longest diameter when observing the colored dots. The results are shown in Table 1.
- D'/ D is less than 50 (high image quality).
- B D'/ D is 50 or more and less than 300 (medium image quality).
- C D'/ D is 300 or more (low image quality).
- Table 1 is shown below.
- Table 1 in the "type” in the "solvent containing aromatic group” column, the numerical value in parentheses written together with the solvent type represents the mixing ratio (mass basis).
- Example 6 it is intended that 4-isopropylbiphenyl and 4,4′-diisopropylbiphenyl are contained in a mass ratio of 50/50 as a solvent containing an aromatic group.
- SRS-101 in the "Solvent containing aromatic group” column is 1,2-dimethyl-4- (1-phenylethyl) benzene, 1,3-dimethyl-4- (1-phenylethyl).
- the "content of the solvent containing an aromatic group (%)” is the content (%) of the solvent containing an aromatic group with respect to the total mass of the solvent containing an aromatic group and the solvent containing an aliphatic structure. ) Is intended.
- the “content (%) of the solvent containing two aromatic groups in the molecule” means the content of the solvent containing two aromatic groups in the molecule with respect to the total mass of the solvent containing the aromatic groups. Intended for quantity (%).
- the "binder” column represents the type of polymer binder constituting the second layer.
- the resin A, the resin B, the resin C, and the resin D mean the following resins.
- Resin B Modified acrylic acid ester copolymer
- Resin C Sodium carboxymethyl cellulose
- Resin D Styrene acrylic copolymer
- the color development concentration was higher when the content of the solvent contained was 50% by mass or more with respect to the total mass of the solvent containing an aromatic group. Further, from the comparison between Example 1 and Example 10, the mass per unit area of the first layer of the first sheet (g / m 2 ) (see the “solid content coating amount g / m 2 ” column in Table 1). Is adjusted to 10.0 g / m 2 or less and the arithmetic mean roughness Ra of the first sheet is set to 3.0 to 7.0 ⁇ m, the image quality (resolution) of the color-developing portion formed on the second sheet becomes higher. It was confirmed to be excellent.
- Pressure measurement sheet set 12 1st resin base material 13
- Microcapsules 14 1st layer 16 1st sheet 18 2nd resin base material 20 2nd layer 20A 2nd layer surface 22 2nd sheet 24 Specific crack 30 For pressure measurement Sheet 32
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Color Printing (AREA)
Abstract
本発明の課題は、高い発色濃度を示す圧力測定用シートセット及びその製造方法、並びに、高い発色濃度を示す圧力測定用シートを提供することである。また、本発明の他の課題は、高い発色濃度を示す圧力測定用シートセットに供されるシートを提供することである。 【解決手段】 本発明の圧力測定用シートセットは、第1樹脂基材と第1層とを有する第1シートと、 第2樹脂基材と第2層とを有する第2シートと、を備える圧力測定用シートセットであって、 上記第1層は、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含み、 上記第2層は、顕色剤を含み、 上記第2層の上記第2樹脂基材とは反対側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される。
Description
本発明は、圧力測定用シートセット及びその製造方法、圧力測定用シート、並びに、シートに関する。
近年、製品の高機能化及び高精細化により、圧力の分布を測定する必要性が増す傾向にある。
例えば、特許文献1においては、発色剤と発色剤を溶解する溶媒とが内包されたマイクロカプセルを用いた圧力測定用シートが提案されている。
例えば、特許文献1においては、発色剤と発色剤を溶解する溶媒とが内包されたマイクロカプセルを用いた圧力測定用シートが提案されている。
本発明者らは、特許文献1に記載された圧力測定用シートを作製して検討したところ、加圧された領域において発色剤と顕色剤との反応により生じる発色部の発色濃度をより一層改善する余地があることを知見した。
そこで、本発明は、高い発色濃度を示す圧力測定用シートセット及びその製造方法、並びに、高い発色濃度を示す圧力測定用シートを提供することを課題とする。また、本発明は、高い発色濃度を示す圧力測定用シートセットに供されるシートを提供することも課題とする。
本発明者らは、上記課題を解決すべく鋭意検討した結果、以下の構成により上記課題を解決できることを見出した。
〔1〕 第1樹脂基材と第1層とを有する第1シートと、
第2樹脂基材と第2層とを有する第2シートと、を備える圧力測定用シートセットであって、
上記第1層は、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含み、
上記第2層は、顕色剤を含み、
上記第2層の上記第2樹脂基材とは反対側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される、圧力測定用シートセット。
〔2〕 上記5cm×5cmの領域内の任意の500μm×500μmの視野において、上記クラックを10個以上有する、〔1〕に記載の圧力測定用シートセット。
〔3〕上記沸点が100℃以上の溶媒が、芳香族基を含む溶媒を含む、〔1〕又は〔2〕に記載の圧力測定用シートセット。
〔4〕 上記沸点が100℃以上の溶媒が、芳香族基を含む溶媒を2種類以上含む、〔1〕~〔3〕のいずれかに記載の圧力測定用シートセット。
〔5〕 上記沸点が100℃以上の溶媒が、分子内に芳香族基を2個含む溶媒を含む、〔1〕~〔4〕のいずれかに記載の圧力測定用シートセット。
〔6〕 上記沸点が100℃以上の溶媒が、更に、脂肪族構造を含む溶媒を含み、
上記芳香族基を含む溶媒の含有量が、上記芳香族基を含む溶媒と上記脂肪族構造を含む溶媒の総質量に対して、50.0~90.0質量%である、〔3〕~〔5〕のいずれかに記載の圧力測定用シートセット。
〔7〕 上記第2シートに対する上記芳香族基を含む溶媒の吸油量が、2.0~20.0g/m2である、〔3〕~〔6〕のいずれかに記載の圧力測定用シートセット。
〔8〕 上記発色剤が、芳香族基を含む発色剤を2種類以上含む、〔1〕~〔7〕のいずれかに記載の圧力測定用シートセット。
〔9〕 上記第1シートの算術平均粗さRaが3.0~7.0μmである、〔1〕~〔8〕のいずれかに記載の圧力測定用シートセット。
〔10〕 上記第2シートの算術平均粗さRaが1.2μm以下である、〔1〕~〔9〕のいずれかに記載の圧力測定用シートセット。
〔11〕 上記第2樹脂基材のヘイズが20%以下である、〔1〕~〔10〕のいずれかに記載の圧力測定用シートセット。
〔12〕 上記第1層が、無機粒子を含む、〔1〕~〔11〕のいずれかに記載の圧力測定用シートセット。
〔13〕 樹脂基材と、第2層と、第1層とをこの順で有する圧力測定用シートであって、
上記第1層は、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含み、
上記第2層は、顕色剤を含み、
上記第2層の上記第1層側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される、圧力測定用シート。
〔14〕 〔1〕~〔12〕のいずれかに記載の圧力測定用シートセットの製造方法であって、
上記第2シートを製造する工程を有し、
上記第2シートを製造する工程が、第2樹脂基材上に、顕色剤と高分子バインダーとを含む第2層形成用組成物を固形分塗布量として14.0g/m2以下となるように塗布し、得られた塗膜に対して60℃以上の熱風処理を施して第2層を形成する工程を有し、
上記第2層形成用組成物中、高分子バインダーに対する顕色剤の質量含有比が、2.0以上である、圧力測定用シートセットの製造方法。
〔15〕 更に、上記第1シートを製造する工程を有し、
上記第1シートを製造する工程が、第1樹脂基材上に、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含む第1層形成用組成物を塗布し、得られた塗膜に対して乾燥処理を施して第1層を形成する工程を有する、〔14〕に記載の圧力測定用シートセットの製造方法。
〔16〕 第2樹脂基材と第2層とを有するシートであって、
上記第2層は、顕色剤を含み、
上記第2層の上記第2樹脂基材とは反対側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される、シート。
第2樹脂基材と第2層とを有する第2シートと、を備える圧力測定用シートセットであって、
上記第1層は、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含み、
上記第2層は、顕色剤を含み、
上記第2層の上記第2樹脂基材とは反対側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される、圧力測定用シートセット。
〔2〕 上記5cm×5cmの領域内の任意の500μm×500μmの視野において、上記クラックを10個以上有する、〔1〕に記載の圧力測定用シートセット。
〔3〕上記沸点が100℃以上の溶媒が、芳香族基を含む溶媒を含む、〔1〕又は〔2〕に記載の圧力測定用シートセット。
〔4〕 上記沸点が100℃以上の溶媒が、芳香族基を含む溶媒を2種類以上含む、〔1〕~〔3〕のいずれかに記載の圧力測定用シートセット。
〔5〕 上記沸点が100℃以上の溶媒が、分子内に芳香族基を2個含む溶媒を含む、〔1〕~〔4〕のいずれかに記載の圧力測定用シートセット。
〔6〕 上記沸点が100℃以上の溶媒が、更に、脂肪族構造を含む溶媒を含み、
上記芳香族基を含む溶媒の含有量が、上記芳香族基を含む溶媒と上記脂肪族構造を含む溶媒の総質量に対して、50.0~90.0質量%である、〔3〕~〔5〕のいずれかに記載の圧力測定用シートセット。
〔7〕 上記第2シートに対する上記芳香族基を含む溶媒の吸油量が、2.0~20.0g/m2である、〔3〕~〔6〕のいずれかに記載の圧力測定用シートセット。
〔8〕 上記発色剤が、芳香族基を含む発色剤を2種類以上含む、〔1〕~〔7〕のいずれかに記載の圧力測定用シートセット。
〔9〕 上記第1シートの算術平均粗さRaが3.0~7.0μmである、〔1〕~〔8〕のいずれかに記載の圧力測定用シートセット。
〔10〕 上記第2シートの算術平均粗さRaが1.2μm以下である、〔1〕~〔9〕のいずれかに記載の圧力測定用シートセット。
〔11〕 上記第2樹脂基材のヘイズが20%以下である、〔1〕~〔10〕のいずれかに記載の圧力測定用シートセット。
〔12〕 上記第1層が、無機粒子を含む、〔1〕~〔11〕のいずれかに記載の圧力測定用シートセット。
〔13〕 樹脂基材と、第2層と、第1層とをこの順で有する圧力測定用シートであって、
上記第1層は、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含み、
上記第2層は、顕色剤を含み、
上記第2層の上記第1層側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される、圧力測定用シート。
〔14〕 〔1〕~〔12〕のいずれかに記載の圧力測定用シートセットの製造方法であって、
上記第2シートを製造する工程を有し、
上記第2シートを製造する工程が、第2樹脂基材上に、顕色剤と高分子バインダーとを含む第2層形成用組成物を固形分塗布量として14.0g/m2以下となるように塗布し、得られた塗膜に対して60℃以上の熱風処理を施して第2層を形成する工程を有し、
上記第2層形成用組成物中、高分子バインダーに対する顕色剤の質量含有比が、2.0以上である、圧力測定用シートセットの製造方法。
〔15〕 更に、上記第1シートを製造する工程を有し、
上記第1シートを製造する工程が、第1樹脂基材上に、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含む第1層形成用組成物を塗布し、得られた塗膜に対して乾燥処理を施して第1層を形成する工程を有する、〔14〕に記載の圧力測定用シートセットの製造方法。
〔16〕 第2樹脂基材と第2層とを有するシートであって、
上記第2層は、顕色剤を含み、
上記第2層の上記第2樹脂基材とは反対側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される、シート。
本発明によれば、高い発色濃度を示す圧力測定用シートセット及びその製造方法、並びに、高い発色濃度を示す圧力測定用シートを提供できる。また、本発明によれば、高い発色濃度を示す圧力測定用シートセットに供されるシートを提供できる。
[圧力測定用シートセット及びその製造方法、並びに、圧力測定用シート及びその製造方法]
以下、本発明について詳細に説明する。
なお、本明細書において「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
また、本明細書に段階的に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。また、本明細書に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、実施例に示されている値に置き換えてもよい。
また、本明細書において、(メタ)アクリル酸とは、アクリル酸及びメタクリル酸の双方を意味する。
以下、本発明について詳細に説明する。
なお、本明細書において「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
また、本明細書に段階的に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。また、本明細書に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、実施例に示されている値に置き換えてもよい。
また、本明細書において、(メタ)アクリル酸とは、アクリル酸及びメタクリル酸の双方を意味する。
本発明の圧力測定用シートセット及び圧力測定用シートの特徴点としては、顕色剤を含む第2層の表面に所定の大きさのクラック(以下「特定クラック」ともいう。)を有する点が挙げられる。なお、第2層の表面とは、圧力測定用シートセットにおいては、第2層の第2樹脂基材側とは反対側の表面を意図し、圧力測定用シートにおいては、第2層の第1層側の表面を意図する。
上記構成を有する本発明の圧力測定用シートセット及び圧力測定用シートは、加圧された領域において発色剤と顕色剤との反応により生じる発色部の発色濃度が高い。
上記構成を有する本発明の圧力測定用シートセット及び圧力測定用シートは、加圧された領域において発色剤と顕色剤との反応により生じる発色部の発色濃度が高い。
上記構成と効果との作用機序は明らかではないが、本発明者らは以下のように推測している。
圧力測定用シートセット及び圧力測定用シートにおいて、顕色剤を含む第2層の表面に特定クラックが存在することで、加圧された領域において、第1層から第2層へ移動する発色剤及び溶剤が特定クラックに沿って第2層の内部へ染み込み易く、発色剤と顕色剤との発色反応が進行しやすい。すなわち、上記機構によって、発色部での発色濃度が優れると推測される。
圧力測定用シートセット及び圧力測定用シートにおいて、顕色剤を含む第2層の表面に特定クラックが存在することで、加圧された領域において、第1層から第2層へ移動する発色剤及び溶剤が特定クラックに沿って第2層の内部へ染み込み易く、発色剤と顕色剤との発色反応が進行しやすい。すなわち、上記機構によって、発色部での発色濃度が優れると推測される。
また、今般、本発明者らは、第1層中に含まれる沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセル(以下「特定マイクロカプセル」ともいう。)における上記溶媒が、芳香族基を含む溶媒を2種類以上含む場合、発色部での発色濃度がより優れることを確認している。上記理由としては、発色剤が溶媒により溶解した状態(析出がより抑制された状態)で顕色剤を含む第2層に移動して上記第2層の内部へ染み込み易く、発色剤と顕色剤との発色反応が進行しやすくなったためと推測される。
また、特定マイクロカプセル内に内包される溶媒の沸点が100℃以上である場合、特定マイクロカプセルの製造時及び/若しくは保管時、並びに/又は、圧力測定用シートセット及び圧力測定用シートの製造時及び/若しくは保管時に、溶媒の揮発が抑制されて特定マイクロカプセル内に維持され易い。この点も、圧力測定用シートセット及び圧力測定用シートを使用した際に、加圧された領域における発色剤と顕色剤との発色反応がより進行しやすくなる理由の一つであると推測される。
以下、本発明の圧力測定用シートセット及び圧力測定用シートの構成について詳述する。また、併せて、それらの製造方法についても詳述する。
〔第1実施形態〕
図1は、圧力測定用シートセットの一実施形態の断面図である。
圧力測定用シートセット10は、第1樹脂基材12及び第1樹脂基材12上に配置された、溶媒と発色剤とを内包するマイクロカプセル13を含む第1層14を有する第1シート16と、第2樹脂基材18と第2樹脂基材18上に配置された顕色剤を含む第2層20を有する第2シート22とを備える。第2層20の第2樹脂基材18を有する側とは反対側の表面20Aには、特定クラック24が存在する。
ここで、特定クラック24とは、レーザー顕微鏡を用いて第2層20の表面20Aを観察し、得られた観察画像に基づいて計測される、深さ2μm以上であり、幅が10μm以下であり、且つ、長さが10μm以上であるクラックを表す。なお、クラックとは、連続して延在する凹部(開口部)を表す。特定クラック24は、第2層20を貫通していてもよいし、貫通していなくてもよい。図2に、レーザー顕微鏡により観察される特定クラック24の観察画像の一例を示す。
図1は、圧力測定用シートセットの一実施形態の断面図である。
圧力測定用シートセット10は、第1樹脂基材12及び第1樹脂基材12上に配置された、溶媒と発色剤とを内包するマイクロカプセル13を含む第1層14を有する第1シート16と、第2樹脂基材18と第2樹脂基材18上に配置された顕色剤を含む第2層20を有する第2シート22とを備える。第2層20の第2樹脂基材18を有する側とは反対側の表面20Aには、特定クラック24が存在する。
ここで、特定クラック24とは、レーザー顕微鏡を用いて第2層20の表面20Aを観察し、得られた観察画像に基づいて計測される、深さ2μm以上であり、幅が10μm以下であり、且つ、長さが10μm以上であるクラックを表す。なお、クラックとは、連続して延在する凹部(開口部)を表す。特定クラック24は、第2層20を貫通していてもよいし、貫通していなくてもよい。図2に、レーザー顕微鏡により観察される特定クラック24の観察画像の一例を示す。
圧力測定用シートセット10を使用する際には、図5に示すように、第1シート16中の第1層14と第2シート22中の第2層20とが対向するように、第1シート16と第2シート22とを積層して使用する。得られた積層体中の第1シート16の第1樹脂基材12側及び第2シート22の第2樹脂基材18側の少なくとも一方側から加圧することにより、加圧された領域においてマイクロカプセル13が壊れて、マイクロカプセル13に内包されている発色剤がマイクロカプセル13から出てきて、第2層20中の顕色剤との間で発色反応が進行する。結果として、加圧した領域において、発色が進行する。
更に、図1においては、第1樹脂基材12と第1層14とが直接積層しているが、この態様に制限されず、後述するように、第1樹脂基材12と第1層14との間には他の層(例えば、密着層)が配置されていてもよい。また、図1においては、第2樹脂基材18と第2層20とが直接積層しているが、この態様に制限されず、後述するように、第2樹脂基材18と第2層20との間には他の層(例えば、密着層)が配置されていてもよい。
以下では、圧力測定用シートセット10を構成する第1シート16及び第2シート22の構成について詳述する。
<<<第1シート>>>
図1に記載の第1シート16は、第1樹脂基材12と、マイクロカプセル13を含む第1層14とを有する。
以下では、各部材について詳述する。
図1に記載の第1シート16は、第1樹脂基材12と、マイクロカプセル13を含む第1層14とを有する。
以下では、各部材について詳述する。
<<第1樹脂基材>>
第1樹脂基材は、第1層を支持するための部材である。
第1樹脂基材は、第1層を支持するための部材である。
第1樹脂基材は、シート状及び板状のいずれの形状であってもよい。
第1樹脂基材としては、ポリエチレンテレフタレートフィルム等のポリエステルフィルム、三酢酸セルロース等のセルロース誘導体フィルム、ポリプロピレン及びポリエチレン等のポリオレフィンフィルム、並びに、ポリスチレンフィルム等の樹脂フィルムが挙げられる。
第1樹脂基材としては、ポリエチレンテレフタレートフィルム等のポリエステルフィルム、三酢酸セルロース等のセルロース誘導体フィルム、ポリプロピレン及びポリエチレン等のポリオレフィンフィルム、並びに、ポリスチレンフィルム等の樹脂フィルムが挙げられる。
第1樹脂基材の厚みは特に制限されず、10~200μmが好ましい。
<<第1層>>
<マイクロカプセル>
第1層は、溶媒と発色剤とを内包するマイクロカプセルを含む。
上記マイクロカプセルは、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセル(以下「特定マイクロカプセル」ともいう。)を含む。なお、上記第1層は、特定マイクロカプセル以外のその他のマイクロカプセル(例えば、沸点が100℃未満の溶媒と発色剤とを内包する(但し、沸点が100℃以上の溶媒を内包しない)マイクロカプセル)も含んでいてもよい。
<マイクロカプセル>
第1層は、溶媒と発色剤とを内包するマイクロカプセルを含む。
上記マイクロカプセルは、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセル(以下「特定マイクロカプセル」ともいう。)を含む。なお、上記第1層は、特定マイクロカプセル以外のその他のマイクロカプセル(例えば、沸点が100℃未満の溶媒と発色剤とを内包する(但し、沸点が100℃以上の溶媒を内包しない)マイクロカプセル)も含んでいてもよい。
(特定マイクロカプセル)
以下、まず、特定マイクロカプセルを構成する材料について詳述する。
特定マイクロカプセルは、通常、コア部と、コア部をなすコア材(内包されるもの(内包成分ともいう。))を内包するためのカプセル壁と、を有する。
特定マイクロカプセルは、コア材(内包成分)として、沸点が100℃以上の溶媒と発色剤とを内包する。発色剤がマイクロカプセルに内包されているため、加圧されてマイクロカプセルが破壊されるまで、発色剤は安定的に存在できる。
以下、まず、特定マイクロカプセルを構成する材料について詳述する。
特定マイクロカプセルは、通常、コア部と、コア部をなすコア材(内包されるもの(内包成分ともいう。))を内包するためのカプセル壁と、を有する。
特定マイクロカプセルは、コア材(内包成分)として、沸点が100℃以上の溶媒と発色剤とを内包する。発色剤がマイクロカプセルに内包されているため、加圧されてマイクロカプセルが破壊されるまで、発色剤は安定的に存在できる。
≪カプセル壁≫
特定マイクロカプセルは、コア材を内包するカプセル壁を有する。
特定マイクロカプセルのカプセル壁の材料(壁材)としては、感圧複写紙又は感熱記録紙の用途において発色剤を内包するマイクロカプセルの壁材として従来から使用されている公知の樹脂が挙げられる。上記樹脂としては、具体的には、ポリウレタン、ポリウレア、ポリウレタンウレア、メラミン-ホルムアルデヒド樹脂、及び、ゼラチンが挙げられる。
特定マイクロカプセルは、コア材を内包するカプセル壁を有する。
特定マイクロカプセルのカプセル壁の材料(壁材)としては、感圧複写紙又は感熱記録紙の用途において発色剤を内包するマイクロカプセルの壁材として従来から使用されている公知の樹脂が挙げられる。上記樹脂としては、具体的には、ポリウレタン、ポリウレア、ポリウレタンウレア、メラミン-ホルムアルデヒド樹脂、及び、ゼラチンが挙げられる。
特定マイクロカプセルのカプセル壁は、実質的に、樹脂で構成されることが好ましい。実質的に樹脂で構成されるとは、カプセル壁全質量に対する、樹脂の含有量が90質量%以上であることを意味し、100質量%が好ましい。つまり、特定マイクロカプセルのカプセル壁は、樹脂で構成されることが好ましい。
なお、ポリウレタンとはウレタン結合を複数有するポリマーであり、ポリオールとポリイソシアネートとを含む原料から形成される反応生成物であることが好ましい。
また、ポリウレアとはウレア結合を複数有するポリマーであり、ポリアミンとポリイソシアネートとを含む原料から形成される反応生成物であることが好ましい。なお、ポリイソシアネートの一部が水と反応してポリアミンとなることを利用して、ポリイソシアネートを用いて、ポリアミンを使用せずに、ポリウレアを合成することもできる。
また、ポリウレタンウレアとはウレタン結合及びウレア結合を有するポリマーであり、ポリオールと、ポリアミンと、ポリイソシアネートとを含む原料から形成される反応生成物であることが好ましい。なお、ポリオールとポリイソシアネートとを反応させる際に、ポリイソシアネートの一部が水と反応してポリアミンとなり、結果的にポリウレタンウレアが得られることがある。
また、メラミン-ホルムアルデヒド樹脂とは、メラミンとホルムアルデヒドの重縮合から形成される反応生成物であることが好ましい。
なお、ポリウレタンとはウレタン結合を複数有するポリマーであり、ポリオールとポリイソシアネートとを含む原料から形成される反応生成物であることが好ましい。
また、ポリウレアとはウレア結合を複数有するポリマーであり、ポリアミンとポリイソシアネートとを含む原料から形成される反応生成物であることが好ましい。なお、ポリイソシアネートの一部が水と反応してポリアミンとなることを利用して、ポリイソシアネートを用いて、ポリアミンを使用せずに、ポリウレアを合成することもできる。
また、ポリウレタンウレアとはウレタン結合及びウレア結合を有するポリマーであり、ポリオールと、ポリアミンと、ポリイソシアネートとを含む原料から形成される反応生成物であることが好ましい。なお、ポリオールとポリイソシアネートとを反応させる際に、ポリイソシアネートの一部が水と反応してポリアミンとなり、結果的にポリウレタンウレアが得られることがある。
また、メラミン-ホルムアルデヒド樹脂とは、メラミンとホルムアルデヒドの重縮合から形成される反応生成物であることが好ましい。
なお、上記ポリイソシアネートとは、2つ以上のイソシアネート基を有する化合物であり、芳香族ポリイソシアネート、及び、脂肪族ポリイソシアネートが挙げられる。ポリイソシアネートとしては、例えば、トリメチロールプロパン等のポリオールと2官能のポリイソシアネートとのアダクト体(付加体)であってもよい。
また、上記ポリオールとは、2つ以上のヒドロキシル基を有する化合物であり、例えば、低分子ポリオール(例:脂肪族ポリオール、芳香族ポリオール。なお、「低分子ポリオール」とは、分子量が400以下のポリオールを意図する。)、ポリビニルアルコール、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリラクトン系ポリオール、ヒマシ油系ポリオール、ポリオレフィン系ポリオール、及び、水酸基含有アミン系化合物(例えば、アミノアルコールが挙げられる。アミノアルコールとしては、例えば、エチレンジアミン等のアミノ化合物のプロピレンオキサイド又はエチレンオキサイド付加物である、N,N,N’,N’-テトラキス[2-ヒドロキシプロピル]エチレンジアミン等が挙げられる。)が挙げられる。
また、上記ポリアミンとは、2つ以上のアミノ基(第1級アミノ基又は第2級アミノ基)を有する化合物であり、例えば、ジエチレントリアミン、トリエチレンテトラミン、1,3-プロピレンジアミン、及び、ヘキサメチレンジアミン等の脂肪族多価アミン;脂肪族多価アミンのエポキシ化合物付加物;ピペラジン等の脂環式多価アミン;3,9-ビス-アミノプロピル-2,4,8,10-テトラオキサスピロ-(5,5)ウンデカン等の複素環式ジアミンが挙げられる。
また、上記ポリオールとは、2つ以上のヒドロキシル基を有する化合物であり、例えば、低分子ポリオール(例:脂肪族ポリオール、芳香族ポリオール。なお、「低分子ポリオール」とは、分子量が400以下のポリオールを意図する。)、ポリビニルアルコール、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリラクトン系ポリオール、ヒマシ油系ポリオール、ポリオレフィン系ポリオール、及び、水酸基含有アミン系化合物(例えば、アミノアルコールが挙げられる。アミノアルコールとしては、例えば、エチレンジアミン等のアミノ化合物のプロピレンオキサイド又はエチレンオキサイド付加物である、N,N,N’,N’-テトラキス[2-ヒドロキシプロピル]エチレンジアミン等が挙げられる。)が挙げられる。
また、上記ポリアミンとは、2つ以上のアミノ基(第1級アミノ基又は第2級アミノ基)を有する化合物であり、例えば、ジエチレントリアミン、トリエチレンテトラミン、1,3-プロピレンジアミン、及び、ヘキサメチレンジアミン等の脂肪族多価アミン;脂肪族多価アミンのエポキシ化合物付加物;ピペラジン等の脂環式多価アミン;3,9-ビス-アミノプロピル-2,4,8,10-テトラオキサスピロ-(5,5)ウンデカン等の複素環式ジアミンが挙げられる。
≪発色剤≫
特定マイクロカプセルは、発色剤を内包する。
ここで、「発色剤」とは、無色の状態から、後述する顕色剤と接することにより、発色する化合物である。発色剤としては、電子供与性の色素前駆体(発色する色素の前駆体)が好ましい。つまり、発色剤としては、電子供与性無色染料が好ましい。
特定マイクロカプセルは、発色剤を内包する。
ここで、「発色剤」とは、無色の状態から、後述する顕色剤と接することにより、発色する化合物である。発色剤としては、電子供与性の色素前駆体(発色する色素の前駆体)が好ましい。つまり、発色剤としては、電子供与性無色染料が好ましい。
発色部の発色濃度がより高まる点で、特定マクロカプセルに内包される発色剤は、芳香族基を含む発色剤(以下「特定発色剤」ともいう。)であるのが好ましい。言い換えると、特定マイクロカプセルは、発色剤として、芳香族基を含む発色剤を含むのが好ましい。特定マイクロカプセルは、なかでも、芳香族基を含む発色剤を2種類以上含むのがより好ましい。発色剤を2種類以上含むと溶媒に溶解した状態を維持しやすいため、発色濃度がより優れる。
ここで、「芳香族基を含む」とは、分子内に、単環の芳香族環基及び/又は縮合多環の芳香族環基を含むことを意図する。
ここで、「芳香族基を含む」とは、分子内に、単環の芳香族環基及び/又は縮合多環の芳香族環基を含むことを意図する。
上記芳香族基が含む芳香族環としては、芳香族炭化水素環及び芳香族複素環が挙げられる。
上記芳香族炭化水素環としては、上述のとおり、単環及び縮合多環のいずれであってもよい。また、上記芳香族炭化水素環は、置換基を有していてもよい。なお、上記芳香族炭化水素環が置換基を複数有する場合、置換基同士が互いに結合して脂環を形成していてもよい。言い換えると、上記芳香族炭化水素環は、脂環構造を含んだもの(例えば、ベンゾラクトン環等)であってもよい。
上記芳香族炭化水素環の炭素数は特に制限されないが、6~30が好ましく、6~18がより好ましく、6~10が更に好ましい。
単環の芳香族炭化水素環としては、例えば、ベンゼン環が挙げられる。
縮合多環の芳香族炭化水素環としては、例えば、ナフタレン環が挙げられる。
上記芳香族炭化水素環としては、上述のとおり、単環及び縮合多環のいずれであってもよい。また、上記芳香族炭化水素環は、置換基を有していてもよい。なお、上記芳香族炭化水素環が置換基を複数有する場合、置換基同士が互いに結合して脂環を形成していてもよい。言い換えると、上記芳香族炭化水素環は、脂環構造を含んだもの(例えば、ベンゾラクトン環等)であってもよい。
上記芳香族炭化水素環の炭素数は特に制限されないが、6~30が好ましく、6~18がより好ましく、6~10が更に好ましい。
単環の芳香族炭化水素環としては、例えば、ベンゼン環が挙げられる。
縮合多環の芳香族炭化水素環としては、例えば、ナフタレン環が挙げられる。
上記芳香族複素環としては、上述のとおり、単環及び縮合多環のいずれであってもよい。また、上記芳香族複素環は、置換基を有していてもよい。なお、上記芳香族複素環が置換基を複数有する場合、置換基同士が互いに結合して脂環を形成していてもよい。言い換えると、上記芳香族複素環は、脂環構造を含んだものであってもよい。
上記芳香族複素環が含むヘテロ原子としては、例えば、窒素原子、酸素原子、及び、硫黄原子が挙げられる。芳香族複素環の環員数は特に制限されないが、5~18が好ましい。
上記芳香族複素環としては、例えば、ピリジン環、ピリダジン環、ピリミジン環、ピラジン環、トリアジン環、チオフェン環、チアゾール環、イミダゾール環、キサンテン環、及び、ベンゾキサンテン環が挙げられる。
上記芳香族複素環が含むヘテロ原子としては、例えば、窒素原子、酸素原子、及び、硫黄原子が挙げられる。芳香族複素環の環員数は特に制限されないが、5~18が好ましい。
上記芳香族複素環としては、例えば、ピリジン環、ピリダジン環、ピリミジン環、ピラジン環、トリアジン環、チオフェン環、チアゾール環、イミダゾール環、キサンテン環、及び、ベンゾキサンテン環が挙げられる。
特定発色剤における芳香族基の個数は特に制限されず、1個であっても、2個以上であってもよい。なお、特定発色剤が芳香族基を2個以上含む場合、上記2個の芳香族基は、各芳香族基上に存在し得る置換基が互いに結合することで多環構造(ただし、縮合多環構造を含まない)を形成していてもよい。
特定発色剤としては、芳香族基を含みさえすれば、感圧複写紙又は感熱記録紙の用途において公知のものを使用できる。
特定発色剤としては、例えば、トリフェニルメタンフタリド系化合物、フルオラン系化合物、フェノチアジン系化合物、インドリルフタリド系化合物、アザインドリルフタリド系化合物、ロイコオーラミン系化合物、ローダミンラクタム系化合物、トリフェニルメタン系化合物、ジフェニルメタン系化合物、トリアゼン系化合物、スピロピラン系化合物、及び、フルオレン系化合物が挙げられる。
上記の化合物の詳細については、特開平5-257272号公報、及び、WO2009/8248[0029]~[0034]の記載を参照できる。
特定発色剤としては、発色濃度がより優れる点で、分子中にキサンテン環を含む発色剤であるのが好ましい。
特定発色剤としては、例えば、トリフェニルメタンフタリド系化合物、フルオラン系化合物、フェノチアジン系化合物、インドリルフタリド系化合物、アザインドリルフタリド系化合物、ロイコオーラミン系化合物、ローダミンラクタム系化合物、トリフェニルメタン系化合物、ジフェニルメタン系化合物、トリアゼン系化合物、スピロピラン系化合物、及び、フルオレン系化合物が挙げられる。
上記の化合物の詳細については、特開平5-257272号公報、及び、WO2009/8248[0029]~[0034]の記載を参照できる。
特定発色剤としては、発色濃度がより優れる点で、分子中にキサンテン環を含む発色剤であるのが好ましい。
特定発色剤の分子量は特に制限されず、300以上が好ましい。上限は特に制限されないが、1000以下が好ましい。
特定発色剤としては、3-(4-ジエチルアミノ-2-エトキシフェニル)-3-(1-エチル-2-メチルインドール-3-イル)-4-アザフタリド、3-(4-ジエチルアミノ-2-エトキシフェニル)-3-(1-n-オクチル-2-メチルインドール-3-イル)フタリド、3-[2,2-ビス(1-エチル-2-メチルインドール-3-イル)ビニル]-3-(4-ジエチルアミノフェニル)-フタリド、2-アニリノ-6-ジブチルアミノ-3-メチルフルオラン、6-ジエチルアミノ-3-メチル-2-(2,6-キシリジノ)-フルオラン、2-(2-クロロアニリノ)-6-ジブチルアミノフルオラン、3,3-ビス(4-ジメチルアミノフェニル)-6-ジメチルアミノフタリド、2-アニリノ-6-ジエチルアミノ-3-メチルフルオラン、9-[エチル(3-メチルブチル)アミノ]スピロ[12H-ベンゾ[a]キサンテン-12,1’(3’H)イソベンゾフラン]-3’-オン、2’-メチル-6’-(N-p-トリル-Nエチルアミノ)スピロ[イソベンゾフラン-1(3H),9’-[9H]キサンテン]-3-オン、3’,6’-ビス(ジエチルアミノ)-2-(4-ニトロフェニル)スピロ[イソインドール-1,9’-キサンテン]-3-オン、6’-(ジエチルアミノ)-1’,3’-ジメチルフルオラン、及び、3,3-ビス(2-メチル-1-オクチル-3-インドリル)フタリド等が挙げられる。また、特定発色剤としては、Pink-DCF及びOrange-DCF(いずれも、保土谷化学工業(株)製)も使用できる。
特定発色剤の含有量は、発色剤全量に対して、50~100質量%であることが好ましく、80~100質量%であることがより好ましく、90~100質量%であることが更に好ましい。
≪沸点が100℃以上の溶媒≫
特定マイクロカプセル内には、沸点が100℃以上の溶媒を内包する。なお、ここでいう「沸点」とは標準大気圧における沸点をいう。
特定マイクロカプセル内に内包される溶媒の沸点としては、なかでも、120℃以上が好ましく、150℃以上がより好ましく、200℃以上が更に好ましい。なお、沸点の上限値としては特に制限されないが、例えば、400℃以下である。
特定マイクロカプセル内には、沸点が100℃以上の溶媒を内包する。なお、ここでいう「沸点」とは標準大気圧における沸点をいう。
特定マイクロカプセル内に内包される溶媒の沸点としては、なかでも、120℃以上が好ましく、150℃以上がより好ましく、200℃以上が更に好ましい。なお、沸点の上限値としては特に制限されないが、例えば、400℃以下である。
特定マクロカプセルに内包される沸点が100℃以上の溶媒としては、芳香族基を含む溶剤を含むのが好ましい。言い換えると、特定マイクロカプセルは、沸点が100℃以上であり、且つ、芳香族基を含む溶媒(以下「特定溶媒」ともいう。)を含むのが好ましい。ここで、「芳香族基を含む」とは、分子内に、単環の芳香族環基及び/又は縮合多環の芳香族環基を含むことを意図する。
上記芳香族環基が含む芳香環としては、芳香族炭化水素環及び芳香族複素環が挙げられる。
上記芳香族炭化水素環としては、上述のとおり、単環及び縮合多環のいずれであってもよい。また、上記芳香族炭化水素環は、置換基を有していてもよい。なお、上記芳香族炭化水素環が置換基を複数有する場合、置換基同士が互いに結合して脂環を形成していてもよい。言い換えると、上記芳香族炭化水素環は、脂環構造を含んだものであってもよい。
上記芳香族炭化水素環の炭素数は特に制限されないが、6~30が好ましく、6~18がより好ましく、6~10が更に好ましい。
単環の芳香族炭化水素環としては、例えば、ベンゼン環が挙げられる。
縮合多環の芳香族炭化水素環としては、例えば、ナフタレン環が挙げられる。
上記芳香族炭化水素環としては、上述のとおり、単環及び縮合多環のいずれであってもよい。また、上記芳香族炭化水素環は、置換基を有していてもよい。なお、上記芳香族炭化水素環が置換基を複数有する場合、置換基同士が互いに結合して脂環を形成していてもよい。言い換えると、上記芳香族炭化水素環は、脂環構造を含んだものであってもよい。
上記芳香族炭化水素環の炭素数は特に制限されないが、6~30が好ましく、6~18がより好ましく、6~10が更に好ましい。
単環の芳香族炭化水素環としては、例えば、ベンゼン環が挙げられる。
縮合多環の芳香族炭化水素環としては、例えば、ナフタレン環が挙げられる。
上記芳香族複素環としては、上述のとおり、単環及び縮合多環のいずれであってもよい。また、上記芳香族複素環は、置換基を有していてもよい。なお、上記芳香族複素環が置換基を複数有する場合、置換基同士が互いに結合して脂環を形成していてもよい。言い換えると、上記芳香族複素環は、脂環構造を含んだものであってもよい。
上記芳香族複素環が含むヘテロ原子としては、例えば、窒素原子、酸素原子、及び、硫黄原子が挙げられる。芳香族複素環の環員数は特に制限されないが、5~18が好ましい。
上記芳香族複素環としては、例えば、ピリジン環、ピリダジン環、ピリミジン環、ピラジン環、トリアジン環、チオフェン環、チアゾール環、イミダゾール環、及び、キサンテン環が挙げられる。
上記芳香族複素環が含むヘテロ原子としては、例えば、窒素原子、酸素原子、及び、硫黄原子が挙げられる。芳香族複素環の環員数は特に制限されないが、5~18が好ましい。
上記芳香族複素環としては、例えば、ピリジン環、ピリダジン環、ピリミジン環、ピラジン環、トリアジン環、チオフェン環、チアゾール環、イミダゾール環、及び、キサンテン環が挙げられる。
特定溶媒における芳香族基の個数は特に制限されず、1個であっても、2個以上であってもよい。なお、特定溶媒が芳香族基を2個以上含む場合、上記2個の芳香族基は、各芳香族基上に存在し得る置換基が互いに結合することで多環構造(ただし、縮合多環構造を含まない)を形成していてもよい。
特定溶媒は、なかでも、発色部の発色濃度がより高まる点で、分子内に芳香族基を2個含む溶媒を含むことが好ましい。
分子内に芳香族基を2個含む特定溶媒の含有量の下限値としては、特定溶媒の全質量に対して、例えば、5質量%以上であり、50質量%以上が好ましく、70質量%以上がより好ましい。分子内に芳香族基を2個含む特定溶媒の含有量の上限値としては、例えば、100質量%以下である。
分子内に芳香族基を2個含む特定溶媒の含有量の下限値としては、特定溶媒の全質量に対して、例えば、5質量%以上であり、50質量%以上が好ましく、70質量%以上がより好ましい。分子内に芳香族基を2個含む特定溶媒の含有量の上限値としては、例えば、100質量%以下である。
特定溶媒の分子量は特に制限されず、100以上の場合が多い。なかでも、150以上が好ましい。上限は特に制限されないが、1000以下が好ましく、500以下がより好ましく、300以下が更に好ましい。
特定溶媒としては、例えば、下記一般式(1)で表される化合物が挙げられ、下記一般式(1A)~(1C)で表される化合物が好ましく、なかでも、発色部の発色濃度がより高まる点で、下記一般式(1A)で表される化合物がより好ましい。
一般式(1)中、m1は、0又は1を表す。m1としては、発色部の発色濃度がより高まる点で、1が好ましい。
・m1が0を表す場合:
m1が0を表す場合、Ar1は、-LA-RAで表される置換基(以下、「置換基W」ともいう。)を有する芳香族環を表す。
Ar1で表される芳香族環としては、芳香族炭化水素環及び芳香族複素環が挙げられる。芳香族炭化水素環及び芳香族複素環としては、既述の通りである。
m1が0を表す場合、Ar1は、-LA-RAで表される置換基(以下、「置換基W」ともいう。)を有する芳香族環を表す。
Ar1で表される芳香族環としては、芳香族炭化水素環及び芳香族複素環が挙げられる。芳香族炭化水素環及び芳香族複素環としては、既述の通りである。
置換基Wにおいて、LAは、単結合、オキシスルホニル基(*1-SO2-O-*2)、又は、スルホニルオキシ基(*1-O-SO2-*2)を表す。なお、*1は、Ar1との結合位置を表し、*2は、RAとの結合位置を表す。
置換基Wにおいて、RAは、1価の脂肪族炭化水素基を表す。
RAで表される1価の脂肪族炭化水素基としては、1価の飽和脂肪族炭化水素基及び1価の不飽和脂肪族炭化水素基のいずれであってもよい。また、直鎖状、分岐鎖状、及び、環状のいずれであってもよい。上記1価の脂肪族炭化水素基の炭素数としては特に制限されないが、例えば、1~15であり、1~10が好ましく、1~6がより好ましく、1~4が更に好ましい。上記1価の脂肪族炭化水素基としては、アルキル基、アルケニル基、及び、アルキニル基が挙げられ、アルキル基が好ましい。
なお、上記1価の脂肪族炭化水素基は、更に置換基を有していてもよい。
RAで表される1価の脂肪族炭化水素基としては、1価の飽和脂肪族炭化水素基及び1価の不飽和脂肪族炭化水素基のいずれであってもよい。また、直鎖状、分岐鎖状、及び、環状のいずれであってもよい。上記1価の脂肪族炭化水素基の炭素数としては特に制限されないが、例えば、1~15であり、1~10が好ましく、1~6がより好ましく、1~4が更に好ましい。上記1価の脂肪族炭化水素基としては、アルキル基、アルケニル基、及び、アルキニル基が挙げられ、アルキル基が好ましい。
なお、上記1価の脂肪族炭化水素基は、更に置換基を有していてもよい。
Ar1で表される芳香族環は、-LA-RAで表される置換基を1個有していても、2個以上有していてもよい。
・m1が1を表す場合:
m1が1を表す場合、Ar1及びAr2は、各々独立に、置換基を有していてもよい1価の芳香族基を表す。
Ar1及びAr2で表される1価の芳香族基としては、1価の芳香族炭化水素基及び1価の芳香族複素環基が挙げられる。1価の芳香族炭化水素基が含む芳香族炭化水素環、及び、1価の芳香族複素環基が含む芳香族複素環としては、既述の通りである。なお、1価の芳香族炭化水素基及び1価の芳香族複素環基は、上記芳香族炭化水素環及び上記芳香族複素環から水素原子を1つ除くことにより形成され得る。
Ar1及びAr2で表される1価の芳香族基としては、なかでも、1価の芳香族炭化水素基が好ましく、フェニル基であるのがより好ましい。
m1が1を表す場合、Ar1及びAr2は、各々独立に、置換基を有していてもよい1価の芳香族基を表す。
Ar1及びAr2で表される1価の芳香族基としては、1価の芳香族炭化水素基及び1価の芳香族複素環基が挙げられる。1価の芳香族炭化水素基が含む芳香族炭化水素環、及び、1価の芳香族複素環基が含む芳香族複素環としては、既述の通りである。なお、1価の芳香族炭化水素基及び1価の芳香族複素環基は、上記芳香族炭化水素環及び上記芳香族複素環から水素原子を1つ除くことにより形成され得る。
Ar1及びAr2で表される1価の芳香族基としては、なかでも、1価の芳香族炭化水素基が好ましく、フェニル基であるのがより好ましい。
Ar1及びAr2で表される1価の芳香族基は、更に置換基を有していてもよい。置換基としては特に制限されないが、非芳香性の置換基が好ましく、例えば、上述した置換基W等が挙げられる。
L1は、単結合、2価の脂肪族炭化水素基、又は、下記一般式(LA)で表される2価の連結基を表す。

上記一般式(LA)中、R1は、置換基を有していてもよい1価の芳香族基を表す。
R1は、一般式(1)中、m1が1を表す場合におけるAr1及びAr2(すなわち、置換基を有していてもよい1価の芳香族基)と同義であり、好適態様も同じである。
R1は、一般式(1)中、m1が1を表す場合におけるAr1及びAr2(すなわち、置換基を有していてもよい1価の芳香族基)と同義であり、好適態様も同じである。
L1で表される2価の脂肪族炭化水素基としては、2価の飽和脂肪族炭化水素基及び2価の不飽和脂肪族炭化水素基のいずれであってもよい。また、直鎖状、分岐鎖状、及び、環状のいずれであってもよい。上記2価の脂肪族炭化水素基の炭素数としては特に制限されないが、例えば1~10であり、1~6が好ましく、1~4がより好ましく、1又は2が更に好ましい。上記2価の脂肪族炭化水素基としては、アルキレン基、アルケニレン基、及び、アルキニレン基が挙げられ、アルキレン基が好ましい。また、上記2価の脂肪族炭化水素基は、炭素原子が、>C=CH2で表される2価の基で置換されていてもよい。
L1としては、なかでも、単結合又は2価の脂肪族炭化水素基が好ましい。

一般式(1A)中、L11は、単結合又は2価の脂肪族炭化水素基を表す。
L11で表される2価の脂肪族炭化水素基としては、一般式(1)中のL1で表される2価の脂肪族炭化水素基と同義であり、好適態様も同じである。
R11及びR12は、各々独立に、非芳香族性の置換基を表す。
R11及びR12で表される非芳香族性の置換基としては特に制限されないが、1価の脂肪族炭化水素基が好ましく、具体的には、上述した置換基W中のRAで表される1価の脂肪族炭化水素基と同様のものが挙げられる。1価の脂肪族炭化水素基としては、なかでも、炭素数が1~4のアルキル基が好ましく、炭素数が1~3のアルキル基がより好ましい。
n11及びn12は、各々独立に、0~5の整数を表す。n11及びn12は、0~2の整数を表すのが好ましい。なかでも、n11及びn12のうちいずれか一方が1又は2を表し、他方が0又は1を表すのが好ましい。
なお、n11及びn12が2以上の整数を表す場合、複数存在するR11同士及び複数存在するR12同士は、互いに同一であっても異なっていてもよい。
L11で表される2価の脂肪族炭化水素基としては、一般式(1)中のL1で表される2価の脂肪族炭化水素基と同義であり、好適態様も同じである。
R11及びR12は、各々独立に、非芳香族性の置換基を表す。
R11及びR12で表される非芳香族性の置換基としては特に制限されないが、1価の脂肪族炭化水素基が好ましく、具体的には、上述した置換基W中のRAで表される1価の脂肪族炭化水素基と同様のものが挙げられる。1価の脂肪族炭化水素基としては、なかでも、炭素数が1~4のアルキル基が好ましく、炭素数が1~3のアルキル基がより好ましい。
n11及びn12は、各々独立に、0~5の整数を表す。n11及びn12は、0~2の整数を表すのが好ましい。なかでも、n11及びn12のうちいずれか一方が1又は2を表し、他方が0又は1を表すのが好ましい。
なお、n11及びn12が2以上の整数を表す場合、複数存在するR11同士及び複数存在するR12同士は、互いに同一であっても異なっていてもよい。
一般式(1A)で表される溶媒としては、具体的には、1,2-ジメチル-4-(1-フェニルエチル)ベンゼン、1,3-ジメチル-4-(1-フェニルエチル)ベンゼン、1,4-ジメチル-2-(1-フェニルエチル)ベンゼン、1-(エチルフェニル)-1-フェニルエタン、イソプロピルビフェニル(例えば、4-イソプロピルビフェニル)、ジイソプロピルビフェニル(例えば、4,4’-イソプロピルビフェニル)、及び、α-メチルスチレンダイマー等が挙げられる。

一般式(1B)中、L21は、単結合、オキシスルホニル基(*1-SO2-O-*2)、又は、スルホニルオキシ基(*1-O-SO2-*2)を表す。なお、*1は、一般式(1B)中に明示されるフェニル基との結合位置を表し、*2は、R22との結合位置を表す。
R21は、非芳香族性の置換基を表す。R21で表される非芳香族性の置換基は、一般式(1A)中のR11で表される非芳香族性の置換基と同義であり、好適態様も同じである。
n21は、0~5の整数を表す。n21は、0~2の整数を表すのが好ましい。
なお、n21が2以上の整数を表す場合、複数存在するR21同士は、互いに同一であっても異なっていてもよい。
R22は、1価の脂肪族炭化水素基を表す。R22で表される1価の脂肪族炭化水素基としては、上述した置換基W中のRAで表される1価の脂肪族炭化水素基と同様のものが挙げられる。
R21は、非芳香族性の置換基を表す。R21で表される非芳香族性の置換基は、一般式(1A)中のR11で表される非芳香族性の置換基と同義であり、好適態様も同じである。
n21は、0~5の整数を表す。n21は、0~2の整数を表すのが好ましい。
なお、n21が2以上の整数を表す場合、複数存在するR21同士は、互いに同一であっても異なっていてもよい。
R22は、1価の脂肪族炭化水素基を表す。R22で表される1価の脂肪族炭化水素基としては、上述した置換基W中のRAで表される1価の脂肪族炭化水素基と同様のものが挙げられる。
一般式(1B)で表される溶媒としては、具体的には、ベンゼンスルホン酸メチル、p-トルエンスルホン酸メチル、及び、炭素数が1~15の直鎖アルキルベンゼン等が挙げられる。

一般式(1C)中、R31、R32、及び、R33は、各々独立に、非芳香族性の置換基を表す。
R31、R32、及び、R33で表される非芳香族性の置換基は、一般式(1A)中のR11で表される非芳香族性の置換基と同義であり、好適態様も同じである。
n31、n32、及び、n33は、各々独立に、0~5の整数を表す。n31、n32、及び、n33は、各々独立に、0~2の整数を表すのが好ましい。
なお、n31、n32、及び、n33が2以上の整数を表す場合、複数存在するR31同士、複数存在するR32同士、及び、複数存在するR33同士は、互いに同一であっても異なっていてもよい。
R31、R32、及び、R33で表される非芳香族性の置換基は、一般式(1A)中のR11で表される非芳香族性の置換基と同義であり、好適態様も同じである。
n31、n32、及び、n33は、各々独立に、0~5の整数を表す。n31、n32、及び、n33は、各々独立に、0~2の整数を表すのが好ましい。
なお、n31、n32、及び、n33が2以上の整数を表す場合、複数存在するR31同士、複数存在するR32同士、及び、複数存在するR33同士は、互いに同一であっても異なっていてもよい。
一般式(1C)で表される溶媒としては、具体的には、トリキシレニルホスフェート及びトリクレジルホスフェート等が挙げられる。
発色部の発色濃度がより高まる点で、芳香族基を含む溶媒に含まれる特定溶媒のいずれもが、上述した一般式(1A)で表される溶媒から選ばれるのが好ましい。
特定マイクロカプセルに内包される特定溶媒は、発色部の発色濃度がより高まる点で、2種以上が好ましく、3種以上が好ましく、4種以上がより好ましい。特定マイクロカプセルに内包される特定溶媒が4種以上である場合の組み合わせの一例としては、1,2-ジメチル-4-(1-フェニルエチル)ベンゼン、1,3-ジメチル-4-(1-フェニルエチル)ベンゼン、1,4-ジメチル-2-(1-フェニルエチル)ベンゼン、及び、1-(エチルフェニル)-1-フェニルエタンの組み合わせ等が挙げられる。
特定マイクロカプセルは、沸点が100℃以上の溶媒として、更に、脂肪族構造を含む溶媒を含むのが好ましい。脂肪族構造を含む溶媒は、後述するようにカプセル壁の形成に寄与し得る。
ここで、「脂肪族構造を含む」とは、分子内に、非芳香性の炭化水素基を含むことを意図する。なお、上記非芳香性の炭化水素基は、炭化水素基中の炭素原子が、ヘテロ原子及びカルボニル炭素等で置換されていてもよい。また、上記炭化水素基は、更に置換基を有していてもよい。
なお、脂肪族構造を含む溶媒は、芳香族基を含まない。言い換えると、脂肪族構造を含む溶媒は、分子内に芳香族環を含まない。したがって、芳香族基と脂肪族構造とを含む溶媒は、芳香族基を含む溶媒に分類される。
脂肪族構造を含む溶媒としては特に制限されず、例えば、ジエチルサクシネート、ラウリン酸メチル、及び、イソパラフィン(例えば、炭素数10以上のイソパラフィン)等の脂肪族炭化水素;大豆油、コーン油、綿実油、菜種油、オリーブ油、ヤシ油、ひまし油、及び、魚油等の天然動植物油等、並びに、鉱物油等の天然物高沸点留分等が挙げられる。
脂肪族構造を含む溶媒は、1種単独で又は2種以上を混合して用いてもよい。
ここで、「脂肪族構造を含む」とは、分子内に、非芳香性の炭化水素基を含むことを意図する。なお、上記非芳香性の炭化水素基は、炭化水素基中の炭素原子が、ヘテロ原子及びカルボニル炭素等で置換されていてもよい。また、上記炭化水素基は、更に置換基を有していてもよい。
なお、脂肪族構造を含む溶媒は、芳香族基を含まない。言い換えると、脂肪族構造を含む溶媒は、分子内に芳香族環を含まない。したがって、芳香族基と脂肪族構造とを含む溶媒は、芳香族基を含む溶媒に分類される。
脂肪族構造を含む溶媒としては特に制限されず、例えば、ジエチルサクシネート、ラウリン酸メチル、及び、イソパラフィン(例えば、炭素数10以上のイソパラフィン)等の脂肪族炭化水素;大豆油、コーン油、綿実油、菜種油、オリーブ油、ヤシ油、ひまし油、及び、魚油等の天然動植物油等、並びに、鉱物油等の天然物高沸点留分等が挙げられる。
脂肪族構造を含む溶媒は、1種単独で又は2種以上を混合して用いてもよい。
特定マイクロカプセルは、特定溶媒を少なくとも含むのが好ましく、特定溶媒と脂肪族構造を含む溶媒とを含むのがより好ましい。
特定マイクロカプセルが、沸点が100℃以上の溶媒として、特定溶媒と脂肪族構造を含む溶媒とを含む場合、発色部の発色濃度がより高まる点で、特定溶媒の含有量は、脂肪族構造を含む溶媒と特定溶媒の総質量に対して、50.0~90.0質量%であるのが好ましく、発色濃度が更により優れる点で、75.0~90.0質量%であるのがより好ましい。
特定マイクロカプセルが、沸点が100℃以上の溶媒として、特定溶媒と脂肪族構造を含む溶媒とを含む場合、発色部の発色濃度がより高まる点で、特定溶媒の含有量は、脂肪族構造を含む溶媒と特定溶媒の総質量に対して、50.0~90.0質量%であるのが好ましく、発色濃度が更により優れる点で、75.0~90.0質量%であるのがより好ましい。
特定マイクロカプセル中、沸点が100℃以上の溶媒と発色剤との質量比(沸点が100℃以上の溶媒の質量/発色剤の質量)としては、発色濃度がより優れる点で、98/2~30/70の範囲が好ましく、97/3~40/60の範囲がより好ましい。
≪その他の成分≫
特定マイクロカプセルは、上述した成分以外に、必要に応じて、光安定化剤、酸化防止剤、ワックス、紫外線吸収剤、及び、臭気抑制剤等の添加剤を1種以上内包していてもよい。
また、特定マイクロカプセルは、本発明の効果を阻害しない範囲において、沸点が100℃未満の溶媒(例えば、メチルエチルケトン等のケトン類、酢酸エチル等のエステル類、及び、イソプロピルアルコール等のアルコール類等)を含んでいてもよい。
特定マイクロカプセルは、上述した成分以外に、必要に応じて、光安定化剤、酸化防止剤、ワックス、紫外線吸収剤、及び、臭気抑制剤等の添加剤を1種以上内包していてもよい。
また、特定マイクロカプセルは、本発明の効果を阻害しない範囲において、沸点が100℃未満の溶媒(例えば、メチルエチルケトン等のケトン類、酢酸エチル等のエステル類、及び、イソプロピルアルコール等のアルコール類等)を含んでいてもよい。
≪特定マイクロカプセルの製造方法≫
特定マイクロカプセルの製造方法は特に制限されず、例えば、界面重合法、内部重合法、相分離法、外部重合法、及び、コアセルベーション法等の公知の方法が挙げられる。なかでも、界面重合法が好ましい。
以下において、カプセル壁がポリウレア又はポリウレタンウレアである特定マイクロカプセルの製造方法を一例として、界面重合法について説明する。
界面重合法としては、発色剤、沸点が100℃以上の溶媒、及び、カプセル壁材(例えば、ポリイソシアネートと、ポリオール及びポリアミンからなる群から選択される少なくとも1種とを含む原料。なお、ポリイソシアネートと水を反応させてポリアミンを系中で製造する場合、ポリオール及びポリアミンは使用しなくてもよい。)とを含む油相を、乳化剤を含む水相に分散して乳化液を調製する工程(乳化工程)と、カプセル壁材を油相と水相との界面で重合させてカプセル壁を形成し、発色剤を内包するマイクロカプセルを形成する工程(カプセル化工程)と、を含む界面重合法が好ましい。
なお、上記原料中における、ポリオール及びポリアミンの合計量と、ポリイソシアネートの量との質量比(ポリオール及びポリアミンの合計量/ポリイソシアネートの量)は特に制限されないが、0.1/99.9~30/70が好ましく、1/99~25/75がより好ましい。
また、乳化工程において、沸点が100℃以上の溶媒は、特定溶媒と脂肪族構造を含む溶媒とを含むのが好ましい。なお、脂肪族構造を含む溶媒は、カプセル壁の原料となるポリイソシアネートを析出させやすく、カプセル壁の形成に寄与し得る。
特定マイクロカプセルの製造方法は特に制限されず、例えば、界面重合法、内部重合法、相分離法、外部重合法、及び、コアセルベーション法等の公知の方法が挙げられる。なかでも、界面重合法が好ましい。
以下において、カプセル壁がポリウレア又はポリウレタンウレアである特定マイクロカプセルの製造方法を一例として、界面重合法について説明する。
界面重合法としては、発色剤、沸点が100℃以上の溶媒、及び、カプセル壁材(例えば、ポリイソシアネートと、ポリオール及びポリアミンからなる群から選択される少なくとも1種とを含む原料。なお、ポリイソシアネートと水を反応させてポリアミンを系中で製造する場合、ポリオール及びポリアミンは使用しなくてもよい。)とを含む油相を、乳化剤を含む水相に分散して乳化液を調製する工程(乳化工程)と、カプセル壁材を油相と水相との界面で重合させてカプセル壁を形成し、発色剤を内包するマイクロカプセルを形成する工程(カプセル化工程)と、を含む界面重合法が好ましい。
なお、上記原料中における、ポリオール及びポリアミンの合計量と、ポリイソシアネートの量との質量比(ポリオール及びポリアミンの合計量/ポリイソシアネートの量)は特に制限されないが、0.1/99.9~30/70が好ましく、1/99~25/75がより好ましい。
また、乳化工程において、沸点が100℃以上の溶媒は、特定溶媒と脂肪族構造を含む溶媒とを含むのが好ましい。なお、脂肪族構造を含む溶媒は、カプセル壁の原料となるポリイソシアネートを析出させやすく、カプセル壁の形成に寄与し得る。
また、上記乳化工程で使用される乳化剤の種類は特に制限されず、例えば、分散剤、及び、界面活性剤が挙げられる。
分散剤としては、例えば、ポリビニルアルコールが挙げられる。
分散剤としては、例えば、ポリビニルアルコールが挙げられる。
(その他のマイクロカプセル)
第1層は、上述のとおり、特定マイクロカプセル以外のその他のマイクロカプセルを含んでいてもよい。その他のマイクロカプセルとしては、沸点が100℃未満の溶媒と発色剤とを内包する(但し、沸点が100℃以上の溶媒を内包しない)マイクロカプセルが挙げられる。
第1層に含まれるマイクロカプセルにおいて、特定マイクロカプセルの含有量としては、マイクロカプセルの全質量に対して、80質量%以上が好ましく、90質量%以上がより好ましく、95質量%以上が更に好ましく、98質量%以上が特に好ましい。なお、上限値としては、100質量%以下である。
第1層は、上述のとおり、特定マイクロカプセル以外のその他のマイクロカプセルを含んでいてもよい。その他のマイクロカプセルとしては、沸点が100℃未満の溶媒と発色剤とを内包する(但し、沸点が100℃以上の溶媒を内包しない)マイクロカプセルが挙げられる。
第1層に含まれるマイクロカプセルにおいて、特定マイクロカプセルの含有量としては、マイクロカプセルの全質量に対して、80質量%以上が好ましく、90質量%以上がより好ましく、95質量%以上が更に好ましく、98質量%以上が特に好ましい。なお、上限値としては、100質量%以下である。
(マイクロカプセルの物性)
以下において、第1層に含まれるマイクロカプセル(特定マイクロカプセル及び任意で含まれるその他のマイクロカプセル)の物性について説明する。
第1層に含まれるマイクロカプセルの平均粒径は特に制限されないが、体積基準のメジアン径(D50)で1~80μmが好ましく、5~70μmがより好ましく、10~50μmが更に好ましく、15~40μmが特に好ましい。測定する圧力帯に応じて平均粒径は適宜設計されるが、1MPa以下の低圧領域では、20~40μmが好ましく、0.1MPa以下の微圧領域では、25~40μmが好ましい。
マイクロカプセルの体積基準のメジアン径は、マイクロカプセルの製造条件等を調整することにより制御できる。
ここで、マイクロカプセルの体積基準のメジアン径とは、マイクロカプセル全体を体積累計が50%となる粒子径を閾値に2つに分けた場合に、大径側と小径側での粒子の体積の合計が等量となる径をいう。つまり、メジアン径は、いわゆるD50に該当する。
マイクロカプセルを含む第1層を有する第1シートの第1層の表面を光学顕微鏡により1000倍で撮影し、500μm×500μmの範囲にある全てのマイクロカプセルの大きさを計測して算出される値である。
以下において、第1層に含まれるマイクロカプセル(特定マイクロカプセル及び任意で含まれるその他のマイクロカプセル)の物性について説明する。
第1層に含まれるマイクロカプセルの平均粒径は特に制限されないが、体積基準のメジアン径(D50)で1~80μmが好ましく、5~70μmがより好ましく、10~50μmが更に好ましく、15~40μmが特に好ましい。測定する圧力帯に応じて平均粒径は適宜設計されるが、1MPa以下の低圧領域では、20~40μmが好ましく、0.1MPa以下の微圧領域では、25~40μmが好ましい。
マイクロカプセルの体積基準のメジアン径は、マイクロカプセルの製造条件等を調整することにより制御できる。
ここで、マイクロカプセルの体積基準のメジアン径とは、マイクロカプセル全体を体積累計が50%となる粒子径を閾値に2つに分けた場合に、大径側と小径側での粒子の体積の合計が等量となる径をいう。つまり、メジアン径は、いわゆるD50に該当する。
マイクロカプセルを含む第1層を有する第1シートの第1層の表面を光学顕微鏡により1000倍で撮影し、500μm×500μmの範囲にある全てのマイクロカプセルの大きさを計測して算出される値である。
マイクロカプセルのカプセル壁の数平均壁厚は特に制限されないが、圧力応答性が優れる点で、0.01~2.0μmが好ましく、0.02~1.0μmがより好ましい。
なお、マイクロカプセルの壁厚とは、マイクロカプセルのカプセル粒子を形成するカプセル壁の厚み(μm)を指し、数平均壁厚とは、5個のマイクロカプセルの個々のカプセル壁の厚み(μm)を走査型電子顕微鏡(SEM)により求めて平均した平均値をいう。より具体的には、マイクロカプセルを含む第1層を有する第1シートの断面切片を作製し、その断面をSEMにより200倍にて観察し、(マイクロカプセルの平均粒径の値)×0.9~(マイクロカプセルの平均粒径の値)×1.1の範囲の粒径を有する任意の5個のマイクロカプセルを選択の上、選択した個々のマイクロカプセルの断面を15000倍にて観察してカプセル壁の厚みを求めて平均値を算出する。なお、長径とは、マイクロカプセルを観察した際に、最も長い径を意味する。
なお、マイクロカプセルの壁厚とは、マイクロカプセルのカプセル粒子を形成するカプセル壁の厚み(μm)を指し、数平均壁厚とは、5個のマイクロカプセルの個々のカプセル壁の厚み(μm)を走査型電子顕微鏡(SEM)により求めて平均した平均値をいう。より具体的には、マイクロカプセルを含む第1層を有する第1シートの断面切片を作製し、その断面をSEMにより200倍にて観察し、(マイクロカプセルの平均粒径の値)×0.9~(マイクロカプセルの平均粒径の値)×1.1の範囲の粒径を有する任意の5個のマイクロカプセルを選択の上、選択した個々のマイクロカプセルの断面を15000倍にて観察してカプセル壁の厚みを求めて平均値を算出する。なお、長径とは、マイクロカプセルを観察した際に、最も長い径を意味する。
マイクロカプセルの平均粒径に対する、マイクロカプセルの数平均壁厚δの比(δ/Dm)は特に制限されず、0.001以上の場合が多い。なかでも、圧力に応じた発色濃度とすることに優れる点で、式(1)の関係を満たすことが好ましい。
式(1) δ/Dm>0.001
つまり、上記比(δ/Dm)は、0.001より大きいことが好ましい。また、上記比(δ/Dm)は、0.002以上であることが好ましい。上限は特に制限されないが、0.2以下が好ましい。
式(1) δ/Dm>0.001
つまり、上記比(δ/Dm)は、0.001より大きいことが好ましい。また、上記比(δ/Dm)は、0.002以上であることが好ましい。上限は特に制限されないが、0.2以下が好ましい。
(第1層におけるマイクロカプセルの含有量)
第1層中におけるマイクロカプセルの含有量は特に制限されないが、第1層全質量に対して、60~98質量%が好ましく、75~95質量%がより好ましい。
また、第1層中における発色剤の含有量は特に制限されないが、0.1~2.0g/m2が好ましく、0.2~1.0g/m2がより好ましい。
第1層中におけるマイクロカプセルの含有量は特に制限されないが、第1層全質量に対して、60~98質量%が好ましく、75~95質量%がより好ましい。
また、第1層中における発色剤の含有量は特に制限されないが、0.1~2.0g/m2が好ましく、0.2~1.0g/m2がより好ましい。
<第1層に含まれ得るその他の成分>
第1層は、上述したマイクロカプセル以外の他の成分を含んでいてもよい。
他の成分としては、例えば、高分子バインダー、離型剤(例えば、無機粒子)、蛍光増白剤、消泡剤、浸透剤、紫外線吸収剤、界面活性剤、及び、防腐剤が挙げられる。
第1層の単位面積当たりの質量(固形分塗布量)(g/m2)は特に制限されないが、例えば、0.5~20.0g/m2であり、0.5~10.0g/m2がより好ましい。
第1層は、上述したマイクロカプセル以外の他の成分を含んでいてもよい。
他の成分としては、例えば、高分子バインダー、離型剤(例えば、無機粒子)、蛍光増白剤、消泡剤、浸透剤、紫外線吸収剤、界面活性剤、及び、防腐剤が挙げられる。
第1層の単位面積当たりの質量(固形分塗布量)(g/m2)は特に制限されないが、例えば、0.5~20.0g/m2であり、0.5~10.0g/m2がより好ましい。
圧力測定用シートセットを高湿高圧下(例えば、1MPa以上、湿度70%)にて貼り合せて使用する場合、第1シートと第2シートがくっついて剥がれない場合がある。したがって、第1層は、剥がれやすさを向上させる目的として、無機粒子を離型剤として含むことが好ましい。無機粒子としては、シリカ粒子(例えば、コロイダルシリカ)及びアルミナ粒子等が挙げられ、シリカ粒子が好ましい。なお、ここでいう無機粒子とは、後述する第2シート中の第2層に含まれる顕色剤とは区別され、電子受容性の化合物ではない。
無機粒子の粒子径としては、体積基準のメジアン径で、1~100nmが好ましく、1~50nmがより好ましく、5~30nmが更に好ましい。無機粒子の粒子径は、上述したマイクロカプセルの平均粒径と同様の方法により測定できる。
無機粒子の含有量としては、第1層の全質量に対して、1~20質量%が好ましく、5~20質量%がより好ましい。
無機粒子の粒子径としては、体積基準のメジアン径で、1~100nmが好ましく、1~50nmがより好ましく、5~30nmが更に好ましい。無機粒子の粒子径は、上述したマイクロカプセルの平均粒径と同様の方法により測定できる。
無機粒子の含有量としては、第1層の全質量に対して、1~20質量%が好ましく、5~20質量%がより好ましい。
第1層に含まれる高分子バインダーとしては、例えば、スチレン-ブタジエン共重合体、ポリ酢酸ビニル、ポリアクリル酸エステル、ポリビニルアルコール、ポリアクリル酸、無水マレイン酸-スチレン共重合体、(メタ)アクリル酸-スチレン共重合体、オレフィン樹脂、変性アクリル酸エステル共重合体、デンプン、カゼイン、アラビアゴム、ゼラチン、カルボキシメチルセルロース又はその塩、並びに、メチルセルロース等の合成高分子及び天然高分子が挙げられる。
高分子バインダーとしては、なかでも、スチレン-ブタジエン共重合体、(メタ)アクリル酸-スチレン共重合体、オレフィン樹脂、変性アクリル酸エステル共重合体、及び、カルボキシメチルセルロース又はその塩からなる群より選ばれる1種以上が好ましい。
高分子バインダーは、1種単独で又は2種以上を混合して用いてもよい。
高分子バインダーの含有量としては、第1層の全質量に対して、0.1~10質量%が好ましく、0.5~5質量%がより好ましい。
高分子バインダーとしては、なかでも、スチレン-ブタジエン共重合体、(メタ)アクリル酸-スチレン共重合体、オレフィン樹脂、変性アクリル酸エステル共重合体、及び、カルボキシメチルセルロース又はその塩からなる群より選ばれる1種以上が好ましい。
高分子バインダーは、1種単独で又は2種以上を混合して用いてもよい。
高分子バインダーの含有量としては、第1層の全質量に対して、0.1~10質量%が好ましく、0.5~5質量%がより好ましい。
第1層に含まれる界面活性剤としては、アニオン性界面活性剤、カチオン性界面活性剤、及びノニオン性界面活性剤のいずれか1種以上を含むのが好ましく、アニオン性界面活性剤、カチオン性界面活性剤、及びノニオン性界面活性剤のいずれか1種以上を含むのがより好ましく、アニオン性界面活性剤及びノニオン性界面活性剤のいずれか1種以上を含むのが更に好ましい。
界面活性剤は、1種単独で又は2種以上を混合して用いてもよい。
界面活性剤の含有量としては、第1層の全質量に対して、0.1~10質量%が好ましく、0.5~5質量%がより好ましい。
界面活性剤は、1種単独で又は2種以上を混合して用いてもよい。
界面活性剤の含有量としては、第1層の全質量に対して、0.1~10質量%が好ましく、0.5~5質量%がより好ましい。
<<第1層の形成方法>>
上記第1層の形成方法は特に制限されず、公知の方法が挙げられる。
例えば、特定マイクロカプセルと沸点が100℃以上の溶媒とを含む第1層形成用組成物を第1樹脂基材上に塗布して、必要に応じて、塗膜に対して乾燥処理を施す方法が挙げられる。
第1層形成用組成物には、少なくとも特定マイクロカプセルと沸点が100℃以上の溶媒とが含まれることが好ましい。なお、上述した界面重合法によって得られるマイクロカプセル分散液を、第1層形成用組成物として用いてもよい。
第1層形成用組成物には、上述した第1層に含まれていてもよい他の成分が含まれていてもよい。
上記第1層の形成方法は特に制限されず、公知の方法が挙げられる。
例えば、特定マイクロカプセルと沸点が100℃以上の溶媒とを含む第1層形成用組成物を第1樹脂基材上に塗布して、必要に応じて、塗膜に対して乾燥処理を施す方法が挙げられる。
第1層形成用組成物には、少なくとも特定マイクロカプセルと沸点が100℃以上の溶媒とが含まれることが好ましい。なお、上述した界面重合法によって得られるマイクロカプセル分散液を、第1層形成用組成物として用いてもよい。
第1層形成用組成物には、上述した第1層に含まれていてもよい他の成分が含まれていてもよい。
第1層形成用組成物を塗布する方法は特に制限されず、塗布の際に用いられる塗工機としては、例えば、エアーナイフコーター、ロッドコーター、バーコーター、カーテンコーター、グラビアコーター、エクストルージョンコーター、ダイコーター、スライドビードコーター、及び、ブレードコーターが挙げられる。塗布する方法は、第1層形成用組成物を単層塗布する方法であってもよいし、複数回に分けて塗布する工程であってもよいし、第1層形成用組成物に含まれる材料を別々の組成物に分けて塗布する工程であってもよい。具体的には、例えば、バインダーを含み、マイクロカプセルを含まない第1層形成用組成物Aと、バインダー及びマイクロカプセルを含む第1層形成用組成物Bとを重層塗布する方法等が挙げられる。
第1層形成用組成物を第1樹脂基材上に塗布後、必要に応じて、塗膜に対して乾燥処理を施してもよい。乾燥処理としては、加熱処理が挙げられる。
<<他の部材>>
第1シートは上述した第1樹脂基材及び第1層以外の他の部材を有していてもよい。
例えば、第1シートは、第1樹脂基材と第1層との間に、両者の密着性を高めるための密着層を有していてもよい。
密着層の厚みは特に制限されず、0.005~5.0μmが好ましく、0.01~2.0μmがより好ましく、0.05~1.0μmが更に好ましい。
第1シートは上述した第1樹脂基材及び第1層以外の他の部材を有していてもよい。
例えば、第1シートは、第1樹脂基材と第1層との間に、両者の密着性を高めるための密着層を有していてもよい。
密着層の厚みは特に制限されず、0.005~5.0μmが好ましく、0.01~2.0μmがより好ましく、0.05~1.0μmが更に好ましい。
第1シートの算術平均粗さRaは、発色濃度がより高まる点、及び、画質(解像度)がより優れる点で、3.0~7.0μmであるのが好ましい。なお、第1シートの算術平均粗さRaは、圧力測定用シートセットを使用する際に、第1シートの第2シートと対向する側(接触する側)の表面の算術平均粗さRaを意図する。第1シート中の第2シートと対向する側の最表面に第1層が位置する場合、上記算術平均粗さRaは、第1層の第1樹脂基材側とは反対側の表面の算術平均粗さRaに該当する。
なお、本明細書における第1シートの算術平均粗さRaは、JIS B 0681-6:2014で規定される算術平均粗さRaを意味する。なお、測定装置としては、光干渉方式を用いた走査型白色干渉計(詳細には、Zygo社製のNewView5020:Stichモード;対物レンズ×50倍;中間レンズ×0.5倍)を用いる。
なお、本明細書における第1シートの算術平均粗さRaは、JIS B 0681-6:2014で規定される算術平均粗さRaを意味する。なお、測定装置としては、光干渉方式を用いた走査型白色干渉計(詳細には、Zygo社製のNewView5020:Stichモード;対物レンズ×50倍;中間レンズ×0.5倍)を用いる。
第1シートの算術平均粗さRaが3.0μm以上である場合、発色剤が十分な量であることが多いため、より高い発色濃度が出やすい。一方、第1シートの算術平均粗さRaが7.0μm以下である場合、加圧された領域において、マイクロカプセルの崩壊により発色剤とともに流出する溶媒を第2シートの第2層が適切に吸収できることから、滲みが少ない良好な画質が得られる。
なお、第1シートの算術平均粗さRaは、第1層形成用組成物の固形分塗布量を調製して、第1シートの第1層中のマイクロカプセルの量を調整することにより、制御し得る。
なお、第1シートの算術平均粗さRaは、第1層形成用組成物の固形分塗布量を調製して、第1シートの第1層中のマイクロカプセルの量を調整することにより、制御し得る。
<<<第2シート>>>
図1に記載の第2シート22は、第2樹脂基材18と第2樹脂基材18上に配置された顕色剤を含む第2層20とを有する。第2層20の第2樹脂基材18を有する側とは反対側の表面20Aには、特定クラック24が存在する。
以下では、各部材について詳述する。
図1に記載の第2シート22は、第2樹脂基材18と第2樹脂基材18上に配置された顕色剤を含む第2層20とを有する。第2層20の第2樹脂基材18を有する側とは反対側の表面20Aには、特定クラック24が存在する。
以下では、各部材について詳述する。
<<第2樹脂基材>>
第2樹脂基材は、第2層を支持するための部材である。
第2樹脂基材の態様は、上述した第1樹脂基材の態様と同じである。
圧力測定後の発色状態を第2樹脂基材越しに視認できる点から、第2樹脂基材は、透明であることが好ましい。第2樹脂基材のヘイズとしては、20%以下が好ましく、0~20%がより好ましく、0~10%が更に好ましい。
上記ヘイズ値は、全光線ヘイズ値であり、ヘイズメーター(HGM-2DP、スガ試験機(株)製)を用いて、JIS-K-7361に準拠して第2樹脂基材の全光線ヘイズ(%)を測定するものとする。
第1樹脂基材と第2樹脂基材とは同じであっても異なっていてもよい。
第2樹脂基材は、第2層を支持するための部材である。
第2樹脂基材の態様は、上述した第1樹脂基材の態様と同じである。
圧力測定後の発色状態を第2樹脂基材越しに視認できる点から、第2樹脂基材は、透明であることが好ましい。第2樹脂基材のヘイズとしては、20%以下が好ましく、0~20%がより好ましく、0~10%が更に好ましい。
上記ヘイズ値は、全光線ヘイズ値であり、ヘイズメーター(HGM-2DP、スガ試験機(株)製)を用いて、JIS-K-7361に準拠して第2樹脂基材の全光線ヘイズ(%)を測定するものとする。
第1樹脂基材と第2樹脂基材とは同じであっても異なっていてもよい。
<<第2層>>
第2層は、顕色剤を含む層である。
顕色剤とは、それ自身では発色機能はないが、発色剤と接触することにより発色剤を発色させる性質を有する化合物である。顕色剤としては、電子受容性の化合物が好ましい。
顕色剤としては、無機化合物及び有機化合物が挙げられる。
第2層は、顕色剤を含む層である。
顕色剤とは、それ自身では発色機能はないが、発色剤と接触することにより発色剤を発色させる性質を有する化合物である。顕色剤としては、電子受容性の化合物が好ましい。
顕色剤としては、無機化合物及び有機化合物が挙げられる。
無機化合物としては、酸性白土、活性白土、アタパルジャイト、ゼオライト、ベントナイト、及び、カオリンのような粘土物質等が挙げられる。
有機化合物としては、芳香族カルボン酸の金属塩、フェノールホルムアルデヒド樹脂、及び、カルボキシル変性テルペンフェノール樹脂の金属塩等が挙げられる。
上記有機化合物の具体例としては、例えば、3,5-ジ-t-ブチルサリチル酸、3,5-ジ-t-オクチルサリチル酸、3,5-ジ-t-ノニルサリチル酸、3,5-ジ-t-ドデシルサリチル酸、3-メチル-5-t-ドデシルサリチル酸、3-t-ドデシルサリチル酸、5-t-ドデシルサリチル酸、5-シクロヘキシルサリチル酸、3,5-ビス(α,α-ジメチルベンジル)サリチル酸、3-メチル-5-(α-メチルベンジル)サリチル酸、3-(α,α-ジメチルベンジル)-5-メチルサリチル酸、3-(α,α-ジメチルベンジル)-6-メチルサリチル酸、3-(α-メチルベンジル)-5-(α,α-ジメチルベンジル)サリチル酸、3-(α,α-ジメチルベンジル)-6-エチルサリチル酸、3-フェニル-5-(α,α-ジメチルベンジル)サリチル酸、カルボキシ変性テルペンフェノール樹脂、及び、3,5-ビス(α-メチルベンジル)サリチル酸とベンジルクロリドとの反応生成物であるサリチル酸樹脂からなる群より選ばれる化合物の金属塩(例えば、亜鉛塩、ニッケル塩、アルミニウム塩、及び、カルシウム塩等)が挙げられる。
顕色剤としては、なかでも、酸性白土、活性白土、ゼオライト、カオリン、芳香族カルボン酸の金属塩、又はカルボキシル変性テルペンフェノール樹脂の金属塩が好ましく、酸性白土、活性白土、カオリン、又は芳香族カルボン酸の金属塩がより好ましく、発色部の発色濃度がより優れる点、及び、発色後の画質がより優れる点で、酸性白土、活性白土、又は芳香族カルボン酸の金属塩が更に好ましく、酸性白土又は活性白土が特に好ましい。
上記有機化合物の具体例としては、例えば、3,5-ジ-t-ブチルサリチル酸、3,5-ジ-t-オクチルサリチル酸、3,5-ジ-t-ノニルサリチル酸、3,5-ジ-t-ドデシルサリチル酸、3-メチル-5-t-ドデシルサリチル酸、3-t-ドデシルサリチル酸、5-t-ドデシルサリチル酸、5-シクロヘキシルサリチル酸、3,5-ビス(α,α-ジメチルベンジル)サリチル酸、3-メチル-5-(α-メチルベンジル)サリチル酸、3-(α,α-ジメチルベンジル)-5-メチルサリチル酸、3-(α,α-ジメチルベンジル)-6-メチルサリチル酸、3-(α-メチルベンジル)-5-(α,α-ジメチルベンジル)サリチル酸、3-(α,α-ジメチルベンジル)-6-エチルサリチル酸、3-フェニル-5-(α,α-ジメチルベンジル)サリチル酸、カルボキシ変性テルペンフェノール樹脂、及び、3,5-ビス(α-メチルベンジル)サリチル酸とベンジルクロリドとの反応生成物であるサリチル酸樹脂からなる群より選ばれる化合物の金属塩(例えば、亜鉛塩、ニッケル塩、アルミニウム塩、及び、カルシウム塩等)が挙げられる。
顕色剤としては、なかでも、酸性白土、活性白土、ゼオライト、カオリン、芳香族カルボン酸の金属塩、又はカルボキシル変性テルペンフェノール樹脂の金属塩が好ましく、酸性白土、活性白土、カオリン、又は芳香族カルボン酸の金属塩がより好ましく、発色部の発色濃度がより優れる点、及び、発色後の画質がより優れる点で、酸性白土、活性白土、又は芳香族カルボン酸の金属塩が更に好ましく、酸性白土又は活性白土が特に好ましい。
第2層中における顕色剤の含有量は特に制限されないが、第2層全質量に対して50~95質量%が好ましく、70~90質量%がより好ましい。
顕色剤は、1種単独で又は2種以上を混合して用いてもよい。
顕色剤は、1種単独で又は2種以上を混合して用いてもよい。
第2層中における顕色剤の含有量は特に制限されないが、1.0~40g/m2が好ましい。顕色剤が無機化合物である場合には顕色剤の含有量は、2.0~30g/m2が好ましく、3.0~20g/m2がより好ましい。
第2層は、上述した顕色剤以外の他の成分を含んでいてもよい。
他の成分としては、例えば、高分子バインダー、顔料、蛍光増白剤、消泡剤、浸透剤、紫外線吸収剤、界面活性剤、pH調整剤、分散剤、及び、防腐剤が挙げられる。
界面活性剤としては、前述した第1層が有する界面活性剤と同様のものが挙げられ、好ましい態様も同様である。
第2層は、pH調整剤を含むことが好ましい。第2層がpH調整剤を含むと、顕色剤が凝集することなく均一に配置されやすくなるため、発色後の画質がより良好となる。顕色剤が、酸性を示すとき、pH調整剤は、塩基性pH調整剤であることが好ましい。
塩基性pH調整剤とは、pHの度合いを調整できる塩基性を示す化合物をいう。
他の成分としては、例えば、高分子バインダー、顔料、蛍光増白剤、消泡剤、浸透剤、紫外線吸収剤、界面活性剤、pH調整剤、分散剤、及び、防腐剤が挙げられる。
界面活性剤としては、前述した第1層が有する界面活性剤と同様のものが挙げられ、好ましい態様も同様である。
第2層は、pH調整剤を含むことが好ましい。第2層がpH調整剤を含むと、顕色剤が凝集することなく均一に配置されやすくなるため、発色後の画質がより良好となる。顕色剤が、酸性を示すとき、pH調整剤は、塩基性pH調整剤であることが好ましい。
塩基性pH調整剤とは、pHの度合いを調整できる塩基性を示す化合物をいう。
塩基性pH調整剤としては、特に制限されないが、例えば、水酸化ナトリウム、水酸化カリウム、水酸化リチウム、炭酸ナトリウム、炭酸カリウム、及び炭酸アンモニウムが挙げられる。pH調整剤としては、有機塩基及び無機塩基のいずれであってもよく、画質が良好となる点で、無機塩基が好ましい。
pH調整剤は、1種単独で用いてもよいし、2種以上を混合して用いてもよい。
pH調整剤の含有量は、顕色剤の全質量に対して、0.1~5.0質量%が好ましく、0.5~2.0質量%がより好ましい。
pH調整剤は、1種単独で用いてもよいし、2種以上を混合して用いてもよい。
pH調整剤の含有量は、顕色剤の全質量に対して、0.1~5.0質量%が好ましく、0.5~2.0質量%がより好ましい。
顕色剤を凝集することなく均一に配置する目的で、顕色剤と分散剤とを併用することが好ましい。分散剤としては、低分子分散剤であっても高分子分散剤であってもよいが、顕色剤を均一に分散する観点から、低分子分散剤であることが好ましい。ここで、低分子とは、分子量1000以下を意味し、分子量500以下であることが好ましい。分子量の下限は、特に限定されないが、例えば、20である。
顕色剤が酸性を示すとき、併用する分散剤はアニオン性分散剤であることが好ましい。
顕色剤が酸性を示すとき、併用する分散剤はアニオン性分散剤であることが好ましい。
高分子バインダーとしては、前述した第1層が有する高分子バインダーと同様のものが挙げられ、好ましい態様も同様である。
高分子バインダーの含有量としては、第2層の全質量に対して、0.1~30質量%が好ましく、5~25質量%がより好ましい。
高分子バインダーの含有量としては、第2層の全質量に対して、0.1~30質量%が好ましく、5~25質量%がより好ましい。
第2層中における高分子バインダーに対する顕色剤の質量含有比(顕色剤/高分子バインダー)は、発色部の発色濃度がより優れる点、及び、発色後の画質がより優れる点で、2.0以上が好ましく、2.0~10.0がより好ましい。顕色剤が無機化合物である場合、高分子バインダーに対する顕色剤の質量含有比(顕色剤/高分子バインダー)は、2.0~8.0が好ましく、3.3~6.0がより好ましく、3.3~5.0が更に好ましい。顕色剤の量が多いほどクラックが発生しやすく、発色部の発色濃度が良好となる。一方で、高分子バインダーが多いほど膜強度が良好で圧力測定用シートを切断した際に膜が破断して落ちることがない。
第2層は、第2樹脂基材側とは反対側の表面に、特定クラックを有する。
ただし、第2層が第2樹脂基材側とは反対側の表面に特定クラックを有するとは、第2層の第2樹脂基材とは反対側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラック(特定クラック)が観察されることをいう。クラックとは、連続して延在する凹部(開口部)を表す。
ただし、第2層が第2樹脂基材側とは反対側の表面に特定クラックを有するとは、第2層の第2樹脂基材とは反対側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラック(特定クラック)が観察されることをいう。クラックとは、連続して延在する凹部(開口部)を表す。
特定クラックの形状は、例えば、曲線状や直線状の線状が挙げられ、折り曲げ部分を有していてもよい。ここで、クラックの長さとは、クラックの最も離れた2点を結んだ長さ(言い換えると、クラックの一端と上記端から最も離れた他端とを結んだ道のりの長さ)を意図する。つまり、図3に示すように、クラックが直線状である場合、クラックの長さとは、クラックの最も離れた2点を結んだ長さL1であり、クラックの幅とは、クラックが延びる方向(クラックの伝搬方向)T1と直交する方向でのクラックの最大の長さW1を意図する。また、図4に示すように、クラックが折り曲げ部分を有している場合、クラックの長さとは、クラックの一端と上記一端から最も離れた他端とを折り曲げに沿って結んだ道のりの長さL2であり、クラックの幅とは、クラックが延びる方向(クラックの伝搬方向)T2と直交する方向でのクラックの最大の長さW2を意図する。また、クラックの深さとは、クラックの第2層の膜厚方向の長さを意図する。
特定クラックは、第2層を貫通していてもよいし、貫通していなくてもよいが、貫通していないのが好ましい。
特定クラックの形状としては、深さが2μm以上で、幅が10μm以下で、長さが10μm以上であれば制限されず、例えば、長さと幅とが同一である形状であってもよい。特定クラックの幅の下限値としては、例えば、0.1μm以上である場合が多く、発色部の発色濃度がより優れる点で、0.5μm以上が好ましく、1.0μm以上が更に好ましい。特定クラックの長さの上限値としては、例えば、500μm以下である場合が多く、画質(解像度)がより優れる点で、100μm以下が好ましい。特定クラックの深さの上限値としては、例えば、40μm以下である場合が多く、画質(解像度)がより優れる点で、30μm以下が好ましい。
特定クラックは、第2層を貫通していてもよいし、貫通していなくてもよいが、貫通していないのが好ましい。
特定クラックの形状としては、深さが2μm以上で、幅が10μm以下で、長さが10μm以上であれば制限されず、例えば、長さと幅とが同一である形状であってもよい。特定クラックの幅の下限値としては、例えば、0.1μm以上である場合が多く、発色部の発色濃度がより優れる点で、0.5μm以上が好ましく、1.0μm以上が更に好ましい。特定クラックの長さの上限値としては、例えば、500μm以下である場合が多く、画質(解像度)がより優れる点で、100μm以下が好ましい。特定クラックの深さの上限値としては、例えば、40μm以下である場合が多く、画質(解像度)がより優れる点で、30μm以下が好ましい。
発色部の発色濃度がより優れる点で、レーザー顕微鏡を用いて第2層の表面の5cm×5cmの領域を観察したときに観察される特定クラックの数は、100個以上が好ましく、1000個以上がより好ましく、10万個以上が更に好ましく、20万個以上が特に好ましい。なお、上限値としては特に制限されないが、例えば、1000万個以下である。特定クラックの個数の計測は、レーザー顕微鏡を用いて第2層の表面の5cm×5cmの領域を観察して得られる観察画像に基づいて実施する。図1~図5に示すとおり、観察画像において観察されるクラックのうち、深さ2μm以上であり、幅が10μm以下であり、且つ、長さが10μm以上であるクラックが特定クラック24に該当する。
また、発色部の発色濃度がより優れる点で、レーザー顕微鏡を用いて第2層の表面の上述の5cm×5cmの領域を観察したとき、上記5cm×5cmの領域内の任意の500μm×500μmの視野において特定クラックを1個以上有するのが好ましく、画質(解像度)がより優れる点で、10個以上がより好ましく、20個以上が更に好ましく、30個以上が特に好ましい。上限値としては特に制限されないが、例えば、1000個以下の場合が多く、画質(解像度)がより優れる点で、500個以下が好ましい。
第2層の厚みは特に制限されないが、0.5~30μmが好ましく、3.5~30μmがより好ましい。
また、第2層の単位面積当たりの質量(固形分塗布量)(g/m2)は特に制限されないが、例えば、0.5~30.0g/m2である。第2層の表面に特定クラックをより形成しやすい点で、上限値としては、14.0g/m2以下が好ましく、10.0g/m2以下がより好ましい。また、画質(解像度)がより優れる点で、下限値としては、3.5g/m2以上が好ましい。第2層の単位面積当たりの質量(固形分塗布量)(g/m2)としては、なかでも、特定クラックが形成されやすい点及び画質(解像度)がより優れる点で、3.5~14.0g/m2が好ましく、3.5~10.0g/m2がより好ましい。
また、第2層の単位面積当たりの質量(固形分塗布量)(g/m2)は特に制限されないが、例えば、0.5~30.0g/m2である。第2層の表面に特定クラックをより形成しやすい点で、上限値としては、14.0g/m2以下が好ましく、10.0g/m2以下がより好ましい。また、画質(解像度)がより優れる点で、下限値としては、3.5g/m2以上が好ましい。第2層の単位面積当たりの質量(固形分塗布量)(g/m2)としては、なかでも、特定クラックが形成されやすい点及び画質(解像度)がより優れる点で、3.5~14.0g/m2が好ましく、3.5~10.0g/m2がより好ましい。
<<第2層の形成方法>>
上記第2層の形成方法としては、第2樹脂基材上に、顕色剤と高分子バインダーとを含む第2層形成用組成物を塗布し、得られた塗膜に対して所定の処理を施す方法が挙げられる。第2層に特定クラックを形成する方法としては、上述のような第2層形成用組成物を使用する場合、第2層形成用組成物における顕色剤と高分子バインダーとの配合比を所定配合比に調整する方法、第2層形成用組成物の塗膜に対して加熱乾燥、送風乾燥、及び熱風乾燥等による乾燥処理を施す方法、第2層形成用組成物の塗膜の単位面積当たりの質量(固形分塗布量)を所定量に調整する方法、並びに、これらを組み合わせた方法が挙げられる。なお、第2層に特定クラックを形成する方法は、使用される高分子バインダーの材料及び量に応じて最適な条件が選択され得る。
上記第2層の形成方法としては、第2樹脂基材上に、顕色剤と高分子バインダーとを含む第2層形成用組成物を塗布し、得られた塗膜に対して所定の処理を施す方法が挙げられる。第2層に特定クラックを形成する方法としては、上述のような第2層形成用組成物を使用する場合、第2層形成用組成物における顕色剤と高分子バインダーとの配合比を所定配合比に調整する方法、第2層形成用組成物の塗膜に対して加熱乾燥、送風乾燥、及び熱風乾燥等による乾燥処理を施す方法、第2層形成用組成物の塗膜の単位面積当たりの質量(固形分塗布量)を所定量に調整する方法、並びに、これらを組み合わせた方法が挙げられる。なお、第2層に特定クラックを形成する方法は、使用される高分子バインダーの材料及び量に応じて最適な条件が選択され得る。
特定クラックは、顕色剤に対してバインダーの配合量が少ない第2層形成組成物の塗膜に対して速乾処理(素早く乾燥する処理)を実施して第2層を形成する場合に特に形成されやすい。速乾処理の具体的な方法としては、第2層形成組成物の塗膜の単位面積当たりの質量(固形分塗布量)を少なくする方法(つまり、第2層形成組成物の固形分塗布量を少なくする方法)、並びに、塗膜に対して加熱を伴う乾燥処理を実施する方法等が挙げられる。
加熱を伴う乾燥処理の具体的な方法としては、塗膜に対して送風しながら加熱処理する方法(以下「加熱送風乾燥」という場合もある)、塗膜を加熱処理した後、更に塗膜に対して送風する方法、及び、塗膜に対して送風した後、更に加熱処理する方法等が挙げられる。また、送風の際の風速は、0.1~30m/秒が好ましく、0.1~20m/秒がより好ましく、0.1~5m/秒がさらに好ましい。
加熱を伴う乾燥処理の具体的な方法としては、塗膜に対して送風しながら加熱処理する方法(以下「加熱送風乾燥」という場合もある)、塗膜を加熱処理した後、更に塗膜に対して送風する方法、及び、塗膜に対して送風した後、更に加熱処理する方法等が挙げられる。また、送風の際の風速は、0.1~30m/秒が好ましく、0.1~20m/秒がより好ましく、0.1~5m/秒がさらに好ましい。
加熱を伴う乾燥処理を実施する場合(例えば、後述する熱風処理を実施する場合も該当する。)、加熱温度条件としては、使用される高分子バインダーの材料や量に応じて最適な温度が選択されるが、第2層の表面に特定クラックをより形成しやすい点で、60℃以上が好ましく、70℃以上がより好ましい。上限は特に制限されないが、180℃以下の場合が多く、第2層の表面に特定クラックをより形成しやすい点で、140℃以下が好ましく、120℃以下がより好ましい。また加熱時間は特に制限されないが、第2層の表面に特定クラックをより形成しやすい点、及び、生産性の点で、1.0~20分間が好ましく、3.0~10分間がより好ましい。
<第2層の形成方法の一例>
第2層の形成方法の具体的な一例としては、後述するように、第2樹脂基材上に、顕色剤と高分子バインダーとを所定配合比で含む第2層形成用組成物を所定以下の固形分塗布量で塗布し、得られた塗膜に対して加熱を伴う乾燥処理を施す方法が挙げられる。
第2層の形成方法の具体的な一例としては、後述するように、第2樹脂基材上に、顕色剤と高分子バインダーとを所定配合比で含む第2層形成用組成物を所定以下の固形分塗布量で塗布し、得られた塗膜に対して加熱を伴う乾燥処理を施す方法が挙げられる。
以下、第2層の形成方法の具体的な手順について説明する。
第2層形成用組成物は、顕色剤を水等に分散した分散液でもよい。顕色剤を分散した分散液は、顕色剤が無機化合物である場合は無機化合物を機械的に水に分散処理させることにより調製できる。また、顕色剤が有機化合物である場合は、有機化合物を機械的に水に分散処理するか、又は、有機溶媒に溶解することにより調製できる。
なお、顕色剤及び高分子バインダーの具体的な態様については、既述のとおりである。
第2層形成用組成物には、上述した第2層に含まれていてもよい他の成分が含まれていてもよい。
第2層形成用組成物は、顕色剤を水等に分散した分散液でもよい。顕色剤を分散した分散液は、顕色剤が無機化合物である場合は無機化合物を機械的に水に分散処理させることにより調製できる。また、顕色剤が有機化合物である場合は、有機化合物を機械的に水に分散処理するか、又は、有機溶媒に溶解することにより調製できる。
なお、顕色剤及び高分子バインダーの具体的な態様については、既述のとおりである。
第2層形成用組成物には、上述した第2層に含まれていてもよい他の成分が含まれていてもよい。
第2層形成用組成物を塗布する方法は特に制限されず、上述した第1層形成用組成物を塗布する方法と同様の方法が挙げられる。ただし、第1層形成用組成物におけるマイクロカプセルは、第2層形成用組成物においては顕色剤に置き換えるものとする。
第2層形成用組成物中の高分子バインダーに対する顕色剤の質量含有比(顕色剤/高分子バインダー)は、第2層の表面に特定クラックをより形成しやすい点で、2.0以上が好ましく、2.0~10.0がより好ましい。顕色剤が無機化合物である場合、高分子バインダーに対する顕色剤の質量含有比(顕色剤/高分子バインダー)は、第2層の表面に特定クラックをより形成しやすい点で、2.0~8.0が好ましく、3.3~6.0がより好ましく、3.3~5.0が更に好ましい。
第2層形成用組成物の固形分塗布量(g/m2)の上限値としては、特に制限されないが、例えば、30.0g/m2以下であり、特定クラックをより形成しやすい点で、14.0g/m2以下が好ましく、10.0g/m2以下がより好ましい。また、その下限値としては、特に制限されないが、例えば、0.5g/m2以上であり、画質(解像度)がより優れる点で、3.5g/m2以上が好ましい。
加熱を伴う乾燥処理の方法としては、上述のとおりである。上記工程は、なかでも、特定クラックを形成しやすくする点で、塗膜に対して送風しながら加熱処理する方法(加熱送風乾燥)が好ましい。加熱送風乾燥の具体的な方法としては、塗膜に風を当てつつ、ヒーター等の加熱手段により塗膜に対して加熱処理を実施する方法であってもよいし、塗膜に熱風を当てる方法(以下「熱風処理」ともいう)であってもよい。
本発明の圧力測定用シートセットの製造方法は、第2層の表面に特定クラックをより形成しやすい点で、顕色剤及び高分子バインダーを含み、且つ、高分子バインダーに対する顕色剤の質量含有比(顕色剤/高分子バインダー)が2.0以上である第2層形成用組成物を固形分塗布量として14.0g/m2以下となるように塗布し、得られた塗膜に対して60℃以上の熱風処理を施して第2層を形成する工程を有することが好ましい。
なお、上記工程にて第2層を含む第2シートを作製し、得られた第2シートと、上述した手順によって作製された第1シートとを組み合わせて、圧力測定用シートセットを作製することが好ましい。第2シートの第2層大きさとしては、5cm×5cmの正方形を少なくとも包接できる大きさであるのが好ましい。
<<他の部材>>
第2シートは上述した第2樹脂基材及び第2層以外の他の部材を有していてもよい。
例えば、第2シートは、第2樹脂基材と第2層との間に、両者の密着性を高めるための密着層を有していてもよい。特に、第2シートを形成する際に、第2層形成用組成物を塗布した後に速乾処理を行う場合には、顕色剤が乾燥して凝集するのを抑制できる点で、密着層を有することが好ましい。
密着層の態様は、上述した第1シートが有していてもよい密着層の態様が挙げられる。
第2シートは上述した第2樹脂基材及び第2層以外の他の部材を有していてもよい。
例えば、第2シートは、第2樹脂基材と第2層との間に、両者の密着性を高めるための密着層を有していてもよい。特に、第2シートを形成する際に、第2層形成用組成物を塗布した後に速乾処理を行う場合には、顕色剤が乾燥して凝集するのを抑制できる点で、密着層を有することが好ましい。
密着層の態様は、上述した第1シートが有していてもよい密着層の態様が挙げられる。
上述したように、第1シートと第2シートとは、第1シートの第1層と第2シートの第2層とが対向するように、第1シートと第2シートとを積層させて積層体を得て、その積層体に対して加圧することにより使用される。
第2シートに対する特定溶媒(特定溶媒とは既述のとおりであり、特定マイクロカプセル中に含まれ得る、沸点が100℃以上であって且つ芳香族基を含む溶媒を意図する。)の吸油量は、発色濃度がより優れる点で、2.0~20.0g/m2であるのが好ましい。第2シートに対する特定溶媒の吸油量が2.0g/m2以上である場合、加圧された領域において、特定マイクロカプセルの崩壊により流出した発色剤と特定溶媒とを含む溶液が第2シートの第2層に吸収され易く、より高い発色濃度が出やすい。一方で、第2シートに対する特定溶媒の吸油量が20.0g/m2以下である場合、加圧された領域において、特定マイクロカプセルの崩壊により流出した発色剤と特定溶媒とを含む溶液が第2シートの第2層の深部にまで到達せず、結果として、第2層の表層領域に存在する発色剤の量が多く、より高い発色濃度が出やすい。
なお、第2シートに対する特定溶媒の吸油量は、特定溶媒を吸収させる前の第2シートの重さと、特定溶媒を吸収させた後の第2シートの重さの差分をとり、これを単位面積換算して得られる。
第2シートの算術平均粗さRaは、発色濃度がより優れる点、及び、画質(解像度)がより優れる点で、1.2μm以下であるのが好ましい。なお、第2シートの算術平均粗さRaは、圧力測定用シートセットを使用する際に、第2シートの第1シートと対向する側(接触する側)の表面の算術平均粗さRaを意図する。第2シート中の第1シートと対向する側の最表面に第2層が位置する場合、上記算術平均粗さRaは、第2層の第2樹脂基材側とは反対側の表面の算術平均粗さRaに該当する。
なお、本明細書における第2シートの算術平均粗さRaは、JIS B 0681-6:2014で規定される算術平均粗さRaを意味する。なお、測定装置としては、光干渉方式を用いた走査型白色干渉計(詳細には、Zygo社製のNewView5020:Microモード;対物レンズ×50倍;中間レンズ×0.5倍)を用いる。
なお、本明細書における第2シートの算術平均粗さRaは、JIS B 0681-6:2014で規定される算術平均粗さRaを意味する。なお、測定装置としては、光干渉方式を用いた走査型白色干渉計(詳細には、Zygo社製のNewView5020:Microモード;対物レンズ×50倍;中間レンズ×0.5倍)を用いる。
<<<圧力測定用シートセットの製造方法>>>
圧力測定用シートセットの製造方法としては、第2シートを製造する工程を有し、第2シートを製造する工程及び第1シートを製造する工程を有するのが好ましい。なお、圧力測定用シートセットが備える第1シート及び第2シートの製造方法としては既述の通りである。
第2シートを製造する工程としては、第2層に特定クラックをより形成しやすい点で、第2樹脂基材上に、顕色剤及び高分子バインダーを含み、且つ、高分子バインダーに対する顕色剤の質量含有比(顕色剤/高分子バインダー)が2.0以上である第2層形成用組成物を固形分塗布量として14.0g/m2以下となるように塗布し、得られた塗膜に対して60℃以上の熱風処理を施して第2層を形成する工程を有しているのが好ましい。
第1シートを製造する工程としては、第1樹脂基材上に、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含む第1層形成用組成物を塗布し、得られた塗膜に対して乾燥処理を施して第1層を形成する工程、を有しているのが好ましい。
なお、第1層形成用組成物を用いた第1層の形成方法、及び、第2層形成用組成物を用いた第2層の形成方法は、既述のとおりである。
圧力測定用シートセットの製造方法としては、第2シートを製造する工程を有し、第2シートを製造する工程及び第1シートを製造する工程を有するのが好ましい。なお、圧力測定用シートセットが備える第1シート及び第2シートの製造方法としては既述の通りである。
第2シートを製造する工程としては、第2層に特定クラックをより形成しやすい点で、第2樹脂基材上に、顕色剤及び高分子バインダーを含み、且つ、高分子バインダーに対する顕色剤の質量含有比(顕色剤/高分子バインダー)が2.0以上である第2層形成用組成物を固形分塗布量として14.0g/m2以下となるように塗布し、得られた塗膜に対して60℃以上の熱風処理を施して第2層を形成する工程を有しているのが好ましい。
第1シートを製造する工程としては、第1樹脂基材上に、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含む第1層形成用組成物を塗布し、得られた塗膜に対して乾燥処理を施して第1層を形成する工程、を有しているのが好ましい。
なお、第1層形成用組成物を用いた第1層の形成方法、及び、第2層形成用組成物を用いた第2層の形成方法は、既述のとおりである。
〔第2実施形態〕
図6は、圧力測定用シートの一実施形態の断面図である。
圧力測定用シート30は、樹脂基材32と、顕色剤を含む第2層20と、溶媒と発色剤とを内包するマイクロカプセル13を含む第1層14とをこの順で備える。
第2層20の第1層14側の表面20Aには、特定クラック24が存在する。
ここで、特定クラック24とは、レーザー顕微鏡を用いて第2層20の表面20Aを観察し、得られた観察画像に基づいて計測される、深さ2μm以上であり、幅が10μm以下であり、且つ、長さが10μm以上であるクラックを表す。また、クラックとは、連続して延在する凹部(開口部)を表す。特定クラック24は、第2層20を貫通していてもよいし、貫通していなくてもよい。図2に、レーザー顕微鏡により観察される特定クラック24の観察画像の一例を示す。
圧力測定用シート30を使用する際には、樹脂基材32側及び第1層14側の少なくとも一方側から加圧することにより、加圧された領域においてマイクロカプセル13が壊れて、マイクロカプセル13に内包されている発色剤がマイクロカプセル13から出てきて、第2層20中の顕色剤との間で発色反応が進行する。結果として、加圧した領域において、発色が進行する。
図6は、圧力測定用シートの一実施形態の断面図である。
圧力測定用シート30は、樹脂基材32と、顕色剤を含む第2層20と、溶媒と発色剤とを内包するマイクロカプセル13を含む第1層14とをこの順で備える。
第2層20の第1層14側の表面20Aには、特定クラック24が存在する。
ここで、特定クラック24とは、レーザー顕微鏡を用いて第2層20の表面20Aを観察し、得られた観察画像に基づいて計測される、深さ2μm以上であり、幅が10μm以下であり、且つ、長さが10μm以上であるクラックを表す。また、クラックとは、連続して延在する凹部(開口部)を表す。特定クラック24は、第2層20を貫通していてもよいし、貫通していなくてもよい。図2に、レーザー顕微鏡により観察される特定クラック24の観察画像の一例を示す。
圧力測定用シート30を使用する際には、樹脂基材32側及び第1層14側の少なくとも一方側から加圧することにより、加圧された領域においてマイクロカプセル13が壊れて、マイクロカプセル13に内包されている発色剤がマイクロカプセル13から出てきて、第2層20中の顕色剤との間で発色反応が進行する。結果として、加圧した領域において、発色が進行する。
図6においては、樹脂基材32と第2層20とが直接積層しているが、この態様に制限されず、後述するように、樹脂基材32と第2層20との間には他の層(例えば、密着層)が配置されていてもよい。
また、図6においては、樹脂基材32と、第2層20と、第1層14とをこの順で有する圧力測定用シート30を開示しているが、この態様に制限されず、樹脂基材32と、第1層14と、第2層20とをこの順で有する圧力測定用シートであってもよい。
また、図6においては、樹脂基材32と、第2層20と、第1層14とをこの順で有する圧力測定用シート30を開示しているが、この態様に制限されず、樹脂基材32と、第1層14と、第2層20とをこの順で有する圧力測定用シートであってもよい。
圧力測定用シート30中における第1層14及び第2層20は、上述した第1実施形態で説明した第1層14及び第2層20と同じ部材であるため、説明を省略する。
以下では、主に、樹脂基材32について詳述する。
以下では、主に、樹脂基材32について詳述する。
<<<樹脂基材>>>
樹脂基材は、第1層及び第2層を支持するための部材である。
樹脂基材の好適態様は、上述した第1樹脂基材の好適態様と同じであるため、説明を省略する。
樹脂基材は、第1層及び第2層を支持するための部材である。
樹脂基材の好適態様は、上述した第1樹脂基材の好適態様と同じであるため、説明を省略する。
<<<圧力測定用シートの製造方法>>>
圧力測定用シートの製造方法は特に制限されず、公知の方法が挙げられる。
圧力測定用シートの製造方法としては、第2層の表面に特定クラックをより形成しやすい点で、顕色剤及び高分子バインダーを含み、且つ、高分子バインダーに対する顕色剤の質量含有比(顕色剤/高分子バインダー)が2.0以上である第2層形成用組成物を固形分塗布量として14.0g/m2以下となるように塗布し、得られた塗膜に対して60℃以上の熱風処理を施して第2層を形成する工程、を有するのが好ましい。
また、圧力測定用シートの製造方法としては、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含む第1層形成用組成物を塗布し、得られた塗膜に対して乾燥処理を施して第1層を形成する工程を有するのがより好ましい。
第1層形成用組成物を用いた第1層の形成方法、及び、第2層形成用組成物を用いた第2層の形成方法は、各々、第1実施形態で説明した通りである。
圧力測定用シートの製造方法は特に制限されず、公知の方法が挙げられる。
圧力測定用シートの製造方法としては、第2層の表面に特定クラックをより形成しやすい点で、顕色剤及び高分子バインダーを含み、且つ、高分子バインダーに対する顕色剤の質量含有比(顕色剤/高分子バインダー)が2.0以上である第2層形成用組成物を固形分塗布量として14.0g/m2以下となるように塗布し、得られた塗膜に対して60℃以上の熱風処理を施して第2層を形成する工程、を有するのが好ましい。
また、圧力測定用シートの製造方法としては、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含む第1層形成用組成物を塗布し、得られた塗膜に対して乾燥処理を施して第1層を形成する工程を有するのがより好ましい。
第1層形成用組成物を用いた第1層の形成方法、及び、第2層形成用組成物を用いた第2層の形成方法は、各々、第1実施形態で説明した通りである。
<<<他の部材>>>
圧力測定用シートは樹脂基材、第2層、及び、第1層以外の他の部材を含んでいてもよい。
例えば、圧力測定用シートは、樹脂基材と第2層との間に、両者の密着性を高めるための密着層を有していてもよい。
密着層の態様は、上述した第1シートが有していてもよい密着層の態様が挙げられる。
圧力測定用シートは樹脂基材、第2層、及び、第1層以外の他の部材を含んでいてもよい。
例えば、圧力測定用シートは、樹脂基材と第2層との間に、両者の密着性を高めるための密着層を有していてもよい。
密着層の態様は、上述した第1シートが有していてもよい密着層の態様が挙げられる。
上述したように、圧力測定用シートは、その表面に対して加圧することにより使用される。
第2層に対する特定溶媒(特定溶媒とは既述のとおりであり、特定マイクロカプセル中に含まれ得る、沸点が100℃以上であって且つ芳香族基を含む溶媒を意図する。)の吸油量は、発色濃度がより優れる点で、2.0~20.0g/m2であるのが好ましい。第2層に対する特定溶媒の吸油量が2.0g/m2以上である場合、加圧された領域において、特定マイクロカプセルの崩壊により流出した発色剤と特定溶媒とを含む溶液が第2層に吸収され易く、より高い発色濃度が出やすい。一方で、第2層に対する特定溶媒の吸油量が20.0g/m2以下である場合、加圧された領域において、特定マイクロカプセルの崩壊により流出した発色剤と特定溶媒とを含む溶液が第2層の深部にまでせず、結果として、第2層の表層領域に存在する発色剤の量が多く、より高い発色濃度が出やすい。
圧力測定用シートの大きさとしては、5cm×5cmの正方形を少なくとも包接できる大きさであるのが好ましい。
[シート]
本発明は、シートにも関する。
本発明のシートは、上述した圧力測定用シートセットにおける第2シートと同じである。
本発明は、シートにも関する。
本発明のシートは、上述した圧力測定用シートセットにおける第2シートと同じである。
以下に実施例に基づいて本発明を更に詳細に説明する。以下の実施例に示す材料、使用量、割合、処理内容、及び、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す実施例により限定的に解釈されるべきものではない。なお、以下において、「部」及び「%」は、特に断りのない限り、質量基準である。
[圧力測定用シートセットの作製]
〔実施例1〕
<発色剤内包マイクロカプセルの調製>
1,2-ジメチル-4-(1-フェニルエチル)ベンゼン、1,3-ジメチル-4-(1-フェニルエチル)ベンゼン、1,4-ジメチル-2-(1-フェニルエチル)ベンゼン、及び、1-(エチルフェニル)-1-フェニルエタンの混合物(烟台金正精細化工有限公司製、SRS-101)50部に、発色剤として3’,6’-ビス(ジエチルアミノ)-2-(4-ニトロフェニル)スピロ[イソインドール-1,9’-キサンテン]-3-オン(保土谷化学工業(株)製、Pink-DCF)3部、6’-(ジエチルアミノ)-1’,3’-ジメチルフルオラン(保土谷化学工業(株)製、Orange-DCF)4部を溶解し、溶液Aを得た。次に、合成イソパラフィン(出光興産(株)、IPソルベント1620)13部、メチルエチルケトン2.5部に溶解したN,N,N’,N’-テトラキス(2-ヒドロキシプロピル)エチレンジアミン((株)アデカ、アデカポリエーテルEDP-300)0.3部を、攪拌している溶液Aに加えて溶液Bを得た。更に、酢酸エチル6部に溶解したトリレンジイソシアナートのトリメチロールプロパン付加物(DIC(株)、バーノックD-750)2.5部を、攪拌している溶液Bに加えて溶液Cを得た。そして、水140部にポリビニルアルコール(PVA-217E、(株)クラレ)7部を溶解した溶液中に上記の溶液Cを加えて、乳化分散した。乳化分散後の乳化液に水200部を加え、攪拌しながら70℃まで加温し、1時間攪拌後、冷却した。更に、水を加えて濃度を調整し、固形分濃度20%の発色剤内包マイクロカプセル液を得た。
得られた発色剤内包マイクロカプセルの平均粒径は、20μmであった。平均粒径は、光学顕微鏡により上述した方法で測定した。
〔実施例1〕
<発色剤内包マイクロカプセルの調製>
1,2-ジメチル-4-(1-フェニルエチル)ベンゼン、1,3-ジメチル-4-(1-フェニルエチル)ベンゼン、1,4-ジメチル-2-(1-フェニルエチル)ベンゼン、及び、1-(エチルフェニル)-1-フェニルエタンの混合物(烟台金正精細化工有限公司製、SRS-101)50部に、発色剤として3’,6’-ビス(ジエチルアミノ)-2-(4-ニトロフェニル)スピロ[イソインドール-1,9’-キサンテン]-3-オン(保土谷化学工業(株)製、Pink-DCF)3部、6’-(ジエチルアミノ)-1’,3’-ジメチルフルオラン(保土谷化学工業(株)製、Orange-DCF)4部を溶解し、溶液Aを得た。次に、合成イソパラフィン(出光興産(株)、IPソルベント1620)13部、メチルエチルケトン2.5部に溶解したN,N,N’,N’-テトラキス(2-ヒドロキシプロピル)エチレンジアミン((株)アデカ、アデカポリエーテルEDP-300)0.3部を、攪拌している溶液Aに加えて溶液Bを得た。更に、酢酸エチル6部に溶解したトリレンジイソシアナートのトリメチロールプロパン付加物(DIC(株)、バーノックD-750)2.5部を、攪拌している溶液Bに加えて溶液Cを得た。そして、水140部にポリビニルアルコール(PVA-217E、(株)クラレ)7部を溶解した溶液中に上記の溶液Cを加えて、乳化分散した。乳化分散後の乳化液に水200部を加え、攪拌しながら70℃まで加温し、1時間攪拌後、冷却した。更に、水を加えて濃度を調整し、固形分濃度20%の発色剤内包マイクロカプセル液を得た。
得られた発色剤内包マイクロカプセルの平均粒径は、20μmであった。平均粒径は、光学顕微鏡により上述した方法で測定した。
<圧力測定用シートセットの作製>
(第1シートの作製)
得られた発色剤内包マイクロカプセル液18部、水10部、コロイダルシリカ(日産化学工業、スノーテックス30、粒子径10nm、固形分含有量30%)1.8部、カルボキシメチルセルロースナトリウム(第一工業製薬、セロゲン5A)の1%水溶液2部、カルボキシメチルセルロースナトリウム(第一工業製薬、セロゲンEP)の1%水溶液4.5部、側鎖アルキルベンゼンスルホン酸アミン塩(第一工業製薬、ネオゲンT)の15%水溶液1部、ポリオキシエチレンポリオキシプロピレンラウリルエ-テル(第一工業製薬、ノイゲンLP-70)の1%水溶液0.2部、ナトリウム-ビス(3,3,4,4,5,5,6,6,6-ノナフルオロヘキシル)-2-スルフイナトオキシスクシナート(富士フイルム、W-AHE)の1%水溶液0.2部を混合し、第1層形成用組成物を得た。
(第1シートの作製)
得られた発色剤内包マイクロカプセル液18部、水10部、コロイダルシリカ(日産化学工業、スノーテックス30、粒子径10nm、固形分含有量30%)1.8部、カルボキシメチルセルロースナトリウム(第一工業製薬、セロゲン5A)の1%水溶液2部、カルボキシメチルセルロースナトリウム(第一工業製薬、セロゲンEP)の1%水溶液4.5部、側鎖アルキルベンゼンスルホン酸アミン塩(第一工業製薬、ネオゲンT)の15%水溶液1部、ポリオキシエチレンポリオキシプロピレンラウリルエ-テル(第一工業製薬、ノイゲンLP-70)の1%水溶液0.2部、ナトリウム-ビス(3,3,4,4,5,5,6,6,6-ノナフルオロヘキシル)-2-スルフイナトオキシスクシナート(富士フイルム、W-AHE)の1%水溶液0.2部を混合し、第1層形成用組成物を得た。
得られた第1層形成用組成物を、厚さ75μmのポリエチレンテレフタレート(PET)シートの上に、乾燥後の質量が6.0g/m2となるようにバーコーターにより塗布した。次いで、得られた塗膜を80℃で乾燥させて第1層を形成し、第1シートを作製した。
(第2シートの作製)
顕色剤である活性白土(水澤化学、シルトンF-242)100部、ヘキサメタリン酸Na(日本化学工業、ヘキサメタリン酸ソーダ)0.5部、10%水酸化ナトリウム水溶液15部、及び、水240部を加え、得られた分散液に対し、オレフィン樹脂(荒川化学工業、ポリマロン482、固形分濃度25質量%)15部、変性アクリル酸エステル共重合体(日本ゼオン、ニッポールLX814、固形分濃度47質量%)36部、カルボキシメチルセルロースナトリウム(第一工業製薬、セロゲンEP)の1%水溶液100部、アルキルベンゼンスルホン酸Na(第一工業製薬、ネオゲンT)の15%水溶液18部、ポリオキシエチレンポリオキシプロピレンラウリルエ-テル(第一工業製薬、ノイゲンLP-70)の1%水溶液20部、ナトリウム-ビス(3,3,4,4,5,5,6,6,6-ノナフルオロヘキシル)-2-スルフイナトオキシスクシナート(富士フイルム、W-AHE)の1%水溶液20部を混合し、顕色剤を含む塗布液を調製した。
顕色剤である活性白土(水澤化学、シルトンF-242)100部、ヘキサメタリン酸Na(日本化学工業、ヘキサメタリン酸ソーダ)0.5部、10%水酸化ナトリウム水溶液15部、及び、水240部を加え、得られた分散液に対し、オレフィン樹脂(荒川化学工業、ポリマロン482、固形分濃度25質量%)15部、変性アクリル酸エステル共重合体(日本ゼオン、ニッポールLX814、固形分濃度47質量%)36部、カルボキシメチルセルロースナトリウム(第一工業製薬、セロゲンEP)の1%水溶液100部、アルキルベンゼンスルホン酸Na(第一工業製薬、ネオゲンT)の15%水溶液18部、ポリオキシエチレンポリオキシプロピレンラウリルエ-テル(第一工業製薬、ノイゲンLP-70)の1%水溶液20部、ナトリウム-ビス(3,3,4,4,5,5,6,6,6-ノナフルオロヘキシル)-2-スルフイナトオキシスクシナート(富士フイルム、W-AHE)の1%水溶液20部を混合し、顕色剤を含む塗布液を調製した。
顕色剤を含む塗布液を、厚さ75μmの密着層付ポリエチレンテレフタレート(PET)シート(東洋紡(株)、コスモシャインA4300)の上に、固形分塗布量が7.0g/m2になるように塗布した。次いで、ドライヤーを使用して、得られた塗膜を80℃にて5分間熱風乾燥して、第2層を形成し、第2シートを得た。
なお、高分子バインダー(オレフィン樹脂、変性アクリル酸エステル共重合体、及び、カルボキシメチルセルロースナトリウム)に対する顕色剤の質量含有比(顕色剤/高分子バインダー)は、4.6である。
また、上述の厚さ75μmの密着層付PETシートのヘイズは、0.9%である。なお、ヘイズの測定方法については既述のとおりである。
なお、高分子バインダー(オレフィン樹脂、変性アクリル酸エステル共重合体、及び、カルボキシメチルセルロースナトリウム)に対する顕色剤の質量含有比(顕色剤/高分子バインダー)は、4.6である。
また、上述の厚さ75μmの密着層付PETシートのヘイズは、0.9%である。なお、ヘイズの測定方法については既述のとおりである。
〔実施例2~12、比較例1~3〕
後述する表1に示す各種要件を変更した以外は、実施例1と同様の手順に従って、実施例2~13及び比較例1~3の圧力測定用シートセットを作製した。
後述する表1に示す各種要件を変更した以外は、実施例1と同様の手順に従って、実施例2~13及び比較例1~3の圧力測定用シートセットを作製した。
〔実施例13〕
上述の(第2シートの作製)において、高分子バインダーである、オレフィン樹脂、変性アクリル酸エステル共重合体、及びカルボキシメチルセルロースナトリウムを、スチレンアクリル共重合体(AS-563A、ダイセルファインケム(株)製、固形分27.5質量%)に変更した以外は、実施例1と同様の手順によって、顕色剤を含む塗布液を調製した。次いで、得られた顕色剤を含む塗布液を使用した以外は実施例1と同様の手順によって、実施例13の圧力測定用シートセットを作製した。
なお、実施例13における顕色剤を含む塗布液において、スチレンアクリル共重合体(AS-563A、ダイセルファインケム(株)製、固形分27.5質量%)の固形分含有量が、実施例1における顕色剤を含む塗布液中のオレフィン樹脂、変性アクリル酸エステル共重合体、及びカルボキシメチルセルロースナトリウムの各固形分含有量の合計量と同じになるように調整している。
上述の(第2シートの作製)において、高分子バインダーである、オレフィン樹脂、変性アクリル酸エステル共重合体、及びカルボキシメチルセルロースナトリウムを、スチレンアクリル共重合体(AS-563A、ダイセルファインケム(株)製、固形分27.5質量%)に変更した以外は、実施例1と同様の手順によって、顕色剤を含む塗布液を調製した。次いで、得られた顕色剤を含む塗布液を使用した以外は実施例1と同様の手順によって、実施例13の圧力測定用シートセットを作製した。
なお、実施例13における顕色剤を含む塗布液において、スチレンアクリル共重合体(AS-563A、ダイセルファインケム(株)製、固形分27.5質量%)の固形分含有量が、実施例1における顕色剤を含む塗布液中のオレフィン樹脂、変性アクリル酸エステル共重合体、及びカルボキシメチルセルロースナトリウムの各固形分含有量の合計量と同じになるように調整している。
[測定及び評価]
〔第2シートに対する芳香族基を含む溶媒の吸油量(g/m2)の測定〕
芳香族基を含む溶媒(例えば、実施例1では「SRS-101」)を第2シート全体に浸透させた後に、シートに吸収されずに溢れた芳香族基を含む溶媒を拭き取った。次いで、芳香族基を含む溶媒を浸透させた後の第2シートの重さから、芳香族基を含む溶媒を浸透させる前の第2シートの重さを差し引いた値を求め、第2シートの1m2当たりの吸油量を算出した。
〔第2シートに対する芳香族基を含む溶媒の吸油量(g/m2)の測定〕
芳香族基を含む溶媒(例えば、実施例1では「SRS-101」)を第2シート全体に浸透させた後に、シートに吸収されずに溢れた芳香族基を含む溶媒を拭き取った。次いで、芳香族基を含む溶媒を浸透させた後の第2シートの重さから、芳香族基を含む溶媒を浸透させる前の第2シートの重さを差し引いた値を求め、第2シートの1m2当たりの吸油量を算出した。
〔第2シート中の第2層の表面のクラック評価〕
(クラック評価1)
レーザー顕微鏡(株式会社キーエンス製 VK-8700)を用いて第2層のPETシート側とは反対側の表面の任意の5cm×5cmの正方形の領域を1か所観察した。得られた観察画像に基づいて、特定クラックの有無を確認した。なお、特定クラックとは、既述のとおり、深さ2μm以上であり、幅が10μm以下であり、且つ、長さが10μm以上であるクラックである。
(クラック評価2)
次いで、レーザー顕微鏡(株式会社キーエンス製 VK-8700)を用いて第2層のPETシート側とは反対側の表面の上述した5cm×5cmの正方形の領域内の500μm×500μmの正方形の任意の1か所の視野における特定クラックの数を計測し、以下の基準により区分した。
<基準>
「A」:30個以上
「B」:10個以上30個未満
「C」:10個未満
(クラック評価1)
レーザー顕微鏡(株式会社キーエンス製 VK-8700)を用いて第2層のPETシート側とは反対側の表面の任意の5cm×5cmの正方形の領域を1か所観察した。得られた観察画像に基づいて、特定クラックの有無を確認した。なお、特定クラックとは、既述のとおり、深さ2μm以上であり、幅が10μm以下であり、且つ、長さが10μm以上であるクラックである。
(クラック評価2)
次いで、レーザー顕微鏡(株式会社キーエンス製 VK-8700)を用いて第2層のPETシート側とは反対側の表面の上述した5cm×5cmの正方形の領域内の500μm×500μmの正方形の任意の1か所の視野における特定クラックの数を計測し、以下の基準により区分した。
<基準>
「A」:30個以上
「B」:10個以上30個未満
「C」:10個未満
〔第1シート及び第2シートの各算術平均粗さRaの測定〕
第1シートの算術平均粗さRa(第1層のPETシート側とは反対側の表面の算術平均粗さRaに該当)及び第2シートの算術平均粗さRa(第2層のPETシート側とは反対側の表面の算術平均粗さRaに該当)の測定方法は、上述した通りである。
第1シートの算術平均粗さRa(第1層のPETシート側とは反対側の表面の算術平均粗さRaに該当)及び第2シートの算術平均粗さRa(第2層のPETシート側とは反対側の表面の算術平均粗さRaに該当)の測定方法は、上述した通りである。
〔発色濃度評価〕
<第2シートに形成された発色部の濃度(DA)の測定>
各実施例及び比較例にて作製した第1シートと第2シートとを使用し、圧力測定用シートセットの評価を実施した。具体的には、第1シートと、5cm×5cmのサイズの第2シートとを、第1シートの第1層の表面と第2シートの第2層の表面とを接触させて重ね合わせて積層体を得た。次に、加圧プレス機(DSF-C1-A、アイダエンジニアリング(株)製)によって、1MPaの圧力で積層体を加圧し、発色させた。その後、積層体を構成する第1シートと第2シートを剥離し、濃度計RD-19(グレタグマクベス社製)を用いて、第2シートに形成された発色部の濃度(DA)を樹脂基材(PETシート)面側から樹脂基材を介して測定した。
<第2シートに形成された発色部の濃度(DA)の測定>
各実施例及び比較例にて作製した第1シートと第2シートとを使用し、圧力測定用シートセットの評価を実施した。具体的には、第1シートと、5cm×5cmのサイズの第2シートとを、第1シートの第1層の表面と第2シートの第2層の表面とを接触させて重ね合わせて積層体を得た。次に、加圧プレス機(DSF-C1-A、アイダエンジニアリング(株)製)によって、1MPaの圧力で積層体を加圧し、発色させた。その後、積層体を構成する第1シートと第2シートを剥離し、濃度計RD-19(グレタグマクベス社製)を用いて、第2シートに形成された発色部の濃度(DA)を樹脂基材(PETシート)面側から樹脂基材を介して測定した。
<発色濃度ΔD1の算出>
また、これとは別に、濃度計RD-19(グレタグマクベス社製)を用いて、未使用の第2シートの初期濃度(DB)を樹脂基材(PETシート)面側から樹脂基材を介して測定した。そして、濃度DAから初期濃度DBを減算し、発色濃度ΔD1を求め、下記の評価基準に従って評価した。なお、「B」が実使用上許容できる範囲である。
結果を表1に示す。
また、これとは別に、濃度計RD-19(グレタグマクベス社製)を用いて、未使用の第2シートの初期濃度(DB)を樹脂基材(PETシート)面側から樹脂基材を介して測定した。そして、濃度DAから初期濃度DBを減算し、発色濃度ΔD1を求め、下記の評価基準に従って評価した。なお、「B」が実使用上許容できる範囲である。
結果を表1に示す。
<評価基準>
「A」:ΔD1が、0.9以上である(高濃度で発色が認められた)。
「B」:ΔD1が、0.4以上0.9未満である(発色が認められた)。
「C」:ΔD1が、0.4未満である(発色があまり認められなかった)。
「A」:ΔD1が、0.9以上である(高濃度で発色が認められた)。
「B」:ΔD1が、0.4以上0.9未満である(発色が認められた)。
「C」:ΔD1が、0.4未満である(発色があまり認められなかった)。
〔画質(解像度)評価〕
未使用の第1シートの第1層の表面を光学顕微鏡で観察し、マイクロカプセルの平均粒径(マイクロカプセル径D(μm))を求めた。マイクロカプセルの平均粒径の測定方法は、上述した通りである。
また、発色後の第2シートの第2層の表面を光学顕微鏡で観察し、発色ドッドの平均ドット径(発色ドット径D’(μm))を求めた。得られた値から、マイクロカプセル径D(μm)に対する発色ドット径D’(μm)を求め、以下の評価基準に従って評価した。
なお、発色ドット径D’(μm)の具体的な測定方法は以下の通りである。
発色ドット径D’(μm):発色後の第2シートの第2層の表面を光学顕微鏡(OLYMPUS BX60、視野の大きさ:320μm×450μm)で第2層の表面から撮影した画像を画像解析し、最も大きい発色ドットから順番に30個の発色ドットの長径を計測し、これらを算術平均して平均値を求めた。この操作を、第1層の任意の5か所(5視野)で実施して、各箇所で得られた平均値の平均を求めて、得られた値を発色ドットの平均ドット径(発色ドット径D’(μm))とした。なお、長径とは、発色ドットを観察した際に、最も長い径を意味する。
結果を表1に示す。
未使用の第1シートの第1層の表面を光学顕微鏡で観察し、マイクロカプセルの平均粒径(マイクロカプセル径D(μm))を求めた。マイクロカプセルの平均粒径の測定方法は、上述した通りである。
また、発色後の第2シートの第2層の表面を光学顕微鏡で観察し、発色ドッドの平均ドット径(発色ドット径D’(μm))を求めた。得られた値から、マイクロカプセル径D(μm)に対する発色ドット径D’(μm)を求め、以下の評価基準に従って評価した。
なお、発色ドット径D’(μm)の具体的な測定方法は以下の通りである。
発色ドット径D’(μm):発色後の第2シートの第2層の表面を光学顕微鏡(OLYMPUS BX60、視野の大きさ:320μm×450μm)で第2層の表面から撮影した画像を画像解析し、最も大きい発色ドットから順番に30個の発色ドットの長径を計測し、これらを算術平均して平均値を求めた。この操作を、第1層の任意の5か所(5視野)で実施して、各箇所で得られた平均値の平均を求めて、得られた値を発色ドットの平均ドット径(発色ドット径D’(μm))とした。なお、長径とは、発色ドットを観察した際に、最も長い径を意味する。
結果を表1に示す。
<評価基準>
「A」:D’/Dが、50未満である(高画質)。
「B」:D’/Dが、50以上300未満である(中画質)。
「C」:D’/Dが、300以上である(低画質)。
「A」:D’/Dが、50未満である(高画質)。
「B」:D’/Dが、50以上300未満である(中画質)。
「C」:D’/Dが、300以上である(低画質)。
以下に表1を示す。
表1中、「芳香族基を含む溶媒」欄の「種類」において、溶媒種に併記される括弧内の数値は、混合比(質量基準)を表す。例えば、実施例6の場合、芳香族基を含む溶媒として、4-イソプロピルビフェニルと4,4’-ジイソプロピルビフェニルとを質量比で50/50で含むことを意図する。
表1中、「芳香族基を含む溶媒」欄の「SRS-101」は、1,2-ジメチル-4-(1-フェニルエチル)ベンゼン、1,3-ジメチル-4-(1-フェニルエチル)ベンゼン、1,4-ジメチル-2-(1-フェニルエチル)ベンゼン、及び、1-(エチルフェニル)-1-フェニルエタンの混合物(烟台金正精細化工有限公司製)である。すなわち、分子内に芳香族基を2個含む溶剤を4種含む。
表1中、「芳香族基を含む溶媒」欄の「ハイゾール100」は、1,2,4-トリメチルベンゼン、1,3,5-トリメチルベンゼン、1,2,3-トリメチルベンゼン、クメン、及び、キシレンの混合物(JXTGエネルギー(株)製)である。すなわち、分子内に芳香族基を1個含む溶剤を3種含む。
表1中、「芳香族基を含む溶媒の含有量(%)」とは、芳香族基を含む溶媒と脂肪族構造を含む溶媒の総質量に対する、芳香族基を含む溶媒の含有量(%)を意図する。
表1中、「分子内に芳香族基を2個含む溶媒の含有量(%)」とは、芳香族基を含む溶媒の全質量に対する、分子内に芳香族基を2個含む溶媒の含有量(%)を意図する。
表1中、「バインダー」欄は、第2層を構成する高分子バインダーの種類を表す。なお、樹脂A、樹脂B、樹脂C、樹脂Dとは、以下の樹脂を意味する。
樹脂A:オレフィン樹脂
樹脂B:変性アクリル酸エステル共重合体
樹脂C:カルボキシメチルセルロースナトリウム
樹脂D:スチレンアクリル共重合体
表1中、「芳香族基を含む溶媒」欄の「種類」において、溶媒種に併記される括弧内の数値は、混合比(質量基準)を表す。例えば、実施例6の場合、芳香族基を含む溶媒として、4-イソプロピルビフェニルと4,4’-ジイソプロピルビフェニルとを質量比で50/50で含むことを意図する。
表1中、「芳香族基を含む溶媒」欄の「SRS-101」は、1,2-ジメチル-4-(1-フェニルエチル)ベンゼン、1,3-ジメチル-4-(1-フェニルエチル)ベンゼン、1,4-ジメチル-2-(1-フェニルエチル)ベンゼン、及び、1-(エチルフェニル)-1-フェニルエタンの混合物(烟台金正精細化工有限公司製)である。すなわち、分子内に芳香族基を2個含む溶剤を4種含む。
表1中、「芳香族基を含む溶媒」欄の「ハイゾール100」は、1,2,4-トリメチルベンゼン、1,3,5-トリメチルベンゼン、1,2,3-トリメチルベンゼン、クメン、及び、キシレンの混合物(JXTGエネルギー(株)製)である。すなわち、分子内に芳香族基を1個含む溶剤を3種含む。
表1中、「芳香族基を含む溶媒の含有量(%)」とは、芳香族基を含む溶媒と脂肪族構造を含む溶媒の総質量に対する、芳香族基を含む溶媒の含有量(%)を意図する。
表1中、「分子内に芳香族基を2個含む溶媒の含有量(%)」とは、芳香族基を含む溶媒の全質量に対する、分子内に芳香族基を2個含む溶媒の含有量(%)を意図する。
表1中、「バインダー」欄は、第2層を構成する高分子バインダーの種類を表す。なお、樹脂A、樹脂B、樹脂C、樹脂Dとは、以下の樹脂を意味する。
樹脂A:オレフィン樹脂
樹脂B:変性アクリル酸エステル共重合体
樹脂C:カルボキシメチルセルロースナトリウム
樹脂D:スチレンアクリル共重合体

表1の結果から、実施例の圧力測定用シートセットは、発色濃度が高いことが明らかである。
実施例1、実施例3、及び実施例4の結果から、レーザー顕微鏡を用いて第2層のPETシート側とは反対側の表面を観察したときに、500μm×500μmの視野における特定クラックの数が10個以上である場合、発色濃度がより高いことが確認された。
また、実施例1と実施例5の対比から、芳香族基を含む溶媒が、分子内に芳香族基を2個含む溶媒を含む場合、発色濃度がより高いことが確認された。
また、実施例1及び実施例5~9の対比から、沸点が100℃以上の溶媒が、分子内に芳香族基を2個含む溶媒を含み、且つ、上記分子内に芳香族基を2個含む溶媒の含有量が、芳香族基を含む溶媒の全質量に対して50質量%以上である場合、発色濃度がより高いことが確認された。
また、実施例1と実施例10の対比から、第1シートの第1層の単位面積当たりの質量(g/m2)(表1中の「固形分塗布量g/m2」欄参照)を10.0g/m2以下に調整して、第1シートの算術平均粗さRaを3.0~7.0μmとした場合、第2シートに形成される発色部の画質(解像度)がより優れることが確認された。
また、実施例1、実施例11、及び、実施例12の対比から、第2シートの第2層の単位面積当たりの質量(g/m2)(表1中の「固形分塗布量g/m2」欄参照)を3.5g/m2以上に調整して、第2シートに対する芳香族基を含む溶媒の吸油量(g/m2)を2.0~20.0g/m2以上とした場合、第2シートに形成される発色部の画質(解像度)がより優れることが確認された。
また、実施例1と実施例5の対比から、芳香族基を含む溶媒が、分子内に芳香族基を2個含む溶媒を含む場合、発色濃度がより高いことが確認された。
また、実施例1及び実施例5~9の対比から、沸点が100℃以上の溶媒が、分子内に芳香族基を2個含む溶媒を含み、且つ、上記分子内に芳香族基を2個含む溶媒の含有量が、芳香族基を含む溶媒の全質量に対して50質量%以上である場合、発色濃度がより高いことが確認された。
また、実施例1と実施例10の対比から、第1シートの第1層の単位面積当たりの質量(g/m2)(表1中の「固形分塗布量g/m2」欄参照)を10.0g/m2以下に調整して、第1シートの算術平均粗さRaを3.0~7.0μmとした場合、第2シートに形成される発色部の画質(解像度)がより優れることが確認された。
また、実施例1、実施例11、及び、実施例12の対比から、第2シートの第2層の単位面積当たりの質量(g/m2)(表1中の「固形分塗布量g/m2」欄参照)を3.5g/m2以上に調整して、第2シートに対する芳香族基を含む溶媒の吸油量(g/m2)を2.0~20.0g/m2以上とした場合、第2シートに形成される発色部の画質(解像度)がより優れることが確認された。
表1の結果から、比較例の圧力測定用シートセットは、所望の要求を満たさないことが明らかとなった。
なお、上記では第1シート及び第2シートを有する圧力測定用シートセットを用いた態様について示したが、樹脂基材上に第2層及び第1層をこの順で積層させた圧力測定用シートを作製して、上記と同様の試験を行ったところ、各実施例と同様の結果が得られた。例えば、ポリエチレンテレフタレートシートの上に、上記実施例1で作製した第2層及び第1層をこの順に配置して、樹脂基材、第2層及び第1層をこの順で有する圧力測定用シートを作製して、上記評価(発色濃度評価及び画質(解像度)評価)を実施したところ、実施例1と同様の結果が得られた。
10 圧力測定用シートセット
12 第1樹脂基材
13 マイクロカプセル
14 第1層
16 第1シート
18 第2樹脂基材
20 第2層
20A 第2層の表面
22 第2シート
24 特定クラック
30 圧力測定用シート
32 樹脂基材
12 第1樹脂基材
13 マイクロカプセル
14 第1層
16 第1シート
18 第2樹脂基材
20 第2層
20A 第2層の表面
22 第2シート
24 特定クラック
30 圧力測定用シート
32 樹脂基材
Claims (16)
- 第1樹脂基材と第1層とを有する第1シートと、
第2樹脂基材と第2層とを有する第2シートと、を備える圧力測定用シートセットであって、
前記第1層は、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含み、
前記第2層は、顕色剤を含み、
前記第2層の前記第2樹脂基材とは反対側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される、圧力測定用シートセット。 - 前記5cm×5cmの領域内の任意の500μm×500μmの視野において、前記クラックを10個以上有する、請求項1に記載の圧力測定用シートセット。
- 前記沸点が100℃以上の溶媒が、芳香族基を含む溶媒を含む、請求項1又は2に記載の圧力測定用シートセット。
- 前記沸点が100℃以上の溶媒が、芳香族基を含む溶媒を2種類以上含む、請求項1~3のいずれか1項に記載の圧力測定用シートセット。
- 前記沸点が100℃以上の溶媒が、分子内に芳香族基を2個含む溶媒を含む、請求項1~4のいずれか1項に記載の圧力測定用シートセット。
- 前記沸点が100℃以上の溶媒が、更に、脂肪族構造を含む溶媒を含み、
前記芳香族基を含む溶媒の含有量が、前記芳香族基を含む溶媒と前記脂肪族構造を含む溶媒の総質量に対して、50.0~90.0質量%である、請求項3~5のいずれか1項に記載の圧力測定用シートセット。 - 前記第2シートに対する前記芳香族基を含む溶媒の吸油量が、2.0~20.0g/m2である、請求項3~6のいずれか1項に記載の圧力測定用シートセット。
- 前記発色剤が、芳香族基を含む発色剤を2種類以上含む、請求項1~7のいずれか1項に記載の圧力測定用シートセット。
- 前記第1シートの算術平均粗さRaが3.0~7.0μmである、請求項1~8のいずれか1項に記載の圧力測定用シートセット。
- 前記第2シートの算術平均粗さRaが1.2μm以下である、請求項1~9のいずれか1項に記載の圧力測定用シートセット。
- 前記第2樹脂基材のヘイズが20%以下である、請求項1~10のいずれか1項に記載の圧力測定用シートセット。
- 前記第1層が、無機粒子を含む、請求項1~11のいずれか1項に記載の圧力測定用シートセット。
- 樹脂基材と、第2層と、第1層とをこの順で有する圧力測定用シートであって、
前記第1層は、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含み、
前記第2層は、顕色剤を含み、
前記第2層の前記第1層側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される、圧力測定用シート。 - 請求項1~12のいずれか1項に記載の圧力測定用シートセットの製造方法であって、
前記第2シートを製造する工程を有し、
前記第2シートを製造する工程が、第2樹脂基材上に、顕色剤と高分子バインダーとを含む第2層形成用組成物を固形分塗布量として14.0g/m2以下となるように塗布し、得られた塗膜に対して60℃以上の熱風処理を施して第2層を形成する工程を有し、
前記第2層形成用組成物中、高分子バインダーに対する顕色剤の質量含有比が、2.0以上である、圧力測定用シートセットの製造方法。 - 更に、前記第1シートを製造する工程を有し、
前記第1シートを製造する工程が、第1樹脂基材上に、沸点が100℃以上の溶媒と発色剤とを内包するマイクロカプセルを含む第1層形成用組成物を塗布し、得られた塗膜に対して乾燥処理を施して第1層を形成する工程を有する、請求項14に記載の圧力測定用シートセットの製造方法。 - 第2樹脂基材と第2層とを有するシートであって、
前記第2層は、顕色剤を含み、
前記第2層の前記第2樹脂基材とは反対側の表面の5cm×5cmの領域をレーザー顕微鏡で観察した際に、観察領域において深さ2μm以上で、幅10μm以下で、且つ、長さ10μm以上であるクラックが観察される、シート。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180023553.7A CN115315619A (zh) | 2020-03-31 | 2021-03-26 | 压力测定用片材组及其制造方法、压力测定用片材以及片材 |
| JP2022512095A JP7373057B2 (ja) | 2020-03-31 | 2021-03-26 | 圧力測定用シートセット及びその製造方法、圧力測定用シート、並びに、シート |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020063125 | 2020-03-31 | ||
| JP2020-063125 | 2020-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021200612A1 true WO2021200612A1 (ja) | 2021-10-07 |
Family
ID=77928851
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/012763 WO2021200612A1 (ja) | 2020-03-31 | 2021-03-26 | 圧力測定用シートセット及びその製造方法、圧力測定用シート、並びに、シート |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7373057B2 (ja) |
| CN (1) | CN115315619A (ja) |
| TW (1) | TW202204151A (ja) |
| WO (1) | WO2021200612A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59188492A (ja) * | 1983-04-12 | 1984-10-25 | Jujo Paper Co Ltd | 感圧複写紙用顕色シ−ト |
| US4935401A (en) * | 1987-03-10 | 1990-06-19 | Minnesota Mining And Manufacturing Company | Revealed image system |
| JPH08207434A (ja) * | 1995-02-07 | 1996-08-13 | Nisshinbo Ind Inc | 被記録材 |
| JP2001287442A (ja) * | 2000-04-05 | 2001-10-16 | Hokuetsu Paper Mills Ltd | インクジェット記録用光沢紙 |
| JP2009063512A (ja) * | 2007-09-07 | 2009-03-26 | Fujifilm Corp | 圧力測定用材料 |
| WO2018221169A1 (ja) * | 2017-05-31 | 2018-12-06 | 富士フイルム株式会社 | 圧力測定用材料 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58134783A (ja) * | 1982-02-03 | 1983-08-11 | Canon Inc | インクジェット用被記録材 |
| JPS6337984A (ja) * | 1986-07-31 | 1988-02-18 | Goyo Shiko Kk | 顕色剤シ−ト |
| US5223473A (en) * | 1990-11-21 | 1993-06-29 | Xerox Corporation | Self-cleaning carbonless paper |
| JPH0825800A (ja) * | 1994-07-20 | 1996-01-30 | Canon Inc | インクジェット記録方法 |
| JPH08104054A (ja) * | 1994-10-04 | 1996-04-23 | Canon Inc | インクジェット記録方法 |
| CN110720031A (zh) * | 2017-05-31 | 2020-01-21 | 富士胶片株式会社 | 压力测定用材料 |
-
2021
- 2021-03-26 WO PCT/JP2021/012763 patent/WO2021200612A1/ja active Application Filing
- 2021-03-26 CN CN202180023553.7A patent/CN115315619A/zh active Pending
- 2021-03-26 JP JP2022512095A patent/JP7373057B2/ja active Active
- 2021-03-29 TW TW110111388A patent/TW202204151A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59188492A (ja) * | 1983-04-12 | 1984-10-25 | Jujo Paper Co Ltd | 感圧複写紙用顕色シ−ト |
| US4935401A (en) * | 1987-03-10 | 1990-06-19 | Minnesota Mining And Manufacturing Company | Revealed image system |
| JPH08207434A (ja) * | 1995-02-07 | 1996-08-13 | Nisshinbo Ind Inc | 被記録材 |
| JP2001287442A (ja) * | 2000-04-05 | 2001-10-16 | Hokuetsu Paper Mills Ltd | インクジェット記録用光沢紙 |
| JP2009063512A (ja) * | 2007-09-07 | 2009-03-26 | Fujifilm Corp | 圧力測定用材料 |
| WO2018221169A1 (ja) * | 2017-05-31 | 2018-12-06 | 富士フイルム株式会社 | 圧力測定用材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021200612A1 (ja) | 2021-10-07 |
| TW202204151A (zh) | 2022-02-01 |
| CN115315619A (zh) | 2022-11-08 |
| JP7373057B2 (ja) | 2023-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102262970B1 (ko) | 압력 측정용 재료 조성물, 압력 측정용 재료, 및 압력 측정용 재료 세트 | |
| JP6830531B2 (ja) | 圧力測定用材料 | |
| JP6830532B2 (ja) | 圧力測定用材料 | |
| WO2021200612A1 (ja) | 圧力測定用シートセット及びその製造方法、圧力測定用シート、並びに、シート | |
| WO2021117494A1 (ja) | 圧力測定用シートセット及びその製造方法、圧力測定用シート及びその製造方法、分散液、並びに、マイクロカプセル | |
| WO2021117496A1 (ja) | 圧力測定用シートセット、圧力測定用シート、圧力測定用シートセットの製造方法、圧力測定用シートの製造方法 | |
| JP7404498B2 (ja) | 圧力測定用シートセット、圧力測定用シート、圧力測定用シートセットの製造方法、圧力測定用シートの製造方法、シート、分散液、分散液セット、マイクロカプセル | |
| WO2022137893A1 (ja) | 圧力測定用シートセット、圧力測定方法 | |
| WO2022138532A1 (ja) | 圧力測定用シートセット、圧力測定用シートセットの製造方法 | |
| WO2022137951A1 (ja) | 圧力測定用シートセット、圧力測定用シート、マイクロカプセル、分散液、圧力測定用シートセットの製造方法、圧力測定用シートの製造方法 | |
| WO2022044656A1 (ja) | 圧力測定用シートセット | |
| WO2022044653A1 (ja) | 圧力測定用シートセット | |
| WO2020262532A1 (ja) | 圧力測定用シートセット、圧力測定用シート | |
| TWI855197B (zh) | 壓力測量用片材套件、壓力測量用片材、壓力測量用片材套件之製造方法、壓力測量用片材之製造方法 | |
| JP7124219B2 (ja) | 圧力測定用シートセット、圧力測定用シート | |
| JP7212159B2 (ja) | 圧力測定用シートセット、圧力測定用シート、分散液 | |
| TWI853958B (zh) | 壓力測量用片材套組、壓力測量用片材 | |
| JP3454098B2 (ja) | 感熱記録材料 | |
| CN115968390A (zh) | 压力测定层形成用涂布液、压力测定层的制造方法、带有压力测定层的含非平面部物品 | |
| JPH10287047A (ja) | 感熱記録材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21782098 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022512095 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21782098 Country of ref document: EP Kind code of ref document: A1 |