WO2021176571A1 - 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 - Google Patents
人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 Download PDFInfo
- Publication number
- WO2021176571A1 WO2021176571A1 PCT/JP2020/008987 JP2020008987W WO2021176571A1 WO 2021176571 A1 WO2021176571 A1 WO 2021176571A1 JP 2020008987 W JP2020008987 W JP 2020008987W WO 2021176571 A1 WO2021176571 A1 WO 2021176571A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- core
- sheath
- composite fiber
- sheath composite
- resin composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/253—Formation of filaments, threads, or the like with a non-circular cross section; Spinnerette packs therefor
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41G—ARTIFICIAL FLOWERS; WIGS; MASKS; FEATHERS
- A41G3/00—Wigs
- A41G3/0083—Wigs characterised by their hair filaments
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41G—ARTIFICIAL FLOWERS; WIGS; MASKS; FEATHERS
- A41G5/00—Hair pieces, inserts, rolls, pads, or the like; Toupées
- A41G5/004—Hairpieces, e.g. hair extensions
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/34—Core-skin structure; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/04—Pigments
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/12—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyamide as constituent
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2503/00—Domestic or personal
- D10B2503/08—Wigs
Definitions
- the present invention relates to a core-sheath composite fiber for artificial hair that can be used as a substitute for human hair, a headdress product containing the same, and a method for producing the same.
- Human hair has traditionally been used in headdress products such as wigs, hair wigs, hair attachments, hair bands, and doll hair.
- headdress products such as wigs, hair wigs, hair attachments, hair bands, and doll hair.
- it has become difficult to obtain human hair and there is a demand for artificial hair to replace human hair.
- Artificial hair is required to have a tactile sensation and appearance similar to human hair, and as synthetic fibers used for artificial hair, acrylic fibers, vinyl chloride fibers, vinylidene chloride fibers, polyester fibers, polyamide fibers, and polyolefins are used.
- synthetic fibers and the like There are synthetic fibers and the like.
- a core-sheath composite fiber containing polyester as a core component and polyamide as a sheath component has been developed as a fiber for artificial hair that has a texture close to that of human hair and is excellent in durability and heat resistance (Patent Document 1). ..
- the core-sheath composite fiber uses polyethylene terephthalate having a high degree of polymerization and polyamide having a high degree of polymerization. By imparting a specific uneven structure, the strength of the fiber is ensured, the gloss of the polyamide of the sheath is suppressed, and the above-mentioned desired fiber for artificial hair is obtained.
- the die well generated when the fiber is discharged from the nozzle becomes non-uniform (also referred to as the swell effect), so that the degree of polymerization of the resin used is high.
- the deformation of the fiber cross section with respect to the nozzle shape becomes large, and the cross-sectional shape of the core portion also changes significantly with respect to the nozzle shape.
- a resin having a high degree of polymerization is used for both the core and sheath as in Patent Document 1, it becomes difficult to form the cross section of the core and sheath according to the nozzle shape due to the swell effect, and the core component may be exposed.
- the polyamide used for the sheath has a problem that streaky irregularities due to spherulite are formed on the fiber surface depending on the spinning conditions, and the tactile sensation and combing are deteriorated.
- the present invention has a core-sheath composite fiber for artificial hair that suppresses exposure of the core portion, approximates the tactile sensation to human hair, and has improved combability, a headdress product containing the same, and a method for producing the same. I will provide a.
- the core portion is composed of a polyester resin composition containing a polyester resin as a main component
- the sheath portion is composed of a polyamide resin composition containing a polyamide resin as a main component.
- the core-sheath composite fiber for artificial hair is a core-sheath composite fiber for artificial hair
- a flat bilobed cross section a flat bilobed cross section.
- the present invention relates to a core-sheath composite fiber for artificial hair, which has a shape, the melt viscosity of the polyamide-based resin composition is 140 Pa ⁇ s or less, and the polyamide-based resin composition contains a pigment.
- the present invention also relates to a headdress product comprising the above-mentioned core-sheath composite fiber for artificial hair in one or more embodiments.
- the present invention also relates to the method for producing a core-sheath composite fiber for artificial hair according to one or more embodiments, wherein a polyester-based resin composition and a polyamide-based resin assembly composition are used with a core-sheath type composite nozzle.
- the present invention relates to a method for producing a core-sheath composite fiber for artificial hair, which comprises a step of melt-spinning and has a melt viscosity of a polyamide-based resin assembly composition at a set temperature of a core-sheath type composite nozzle of 140 Pa ⁇ s or less.
- a core-sheath composite fiber for artificial hair which suppresses the exposure of the core portion, makes the tactile sensation similar to that of human hair, and has improved combability, a headdress product containing the same, and a method for producing the same. can.
- a core-sheath composite fiber for artificial hair that suppresses the exposure of the core portion, has a tactile sensation close to that of human hair, and has good combability.
- FIG. 1 is a schematic view showing a fiber cross section of a core-sheath composite fiber for artificial hair according to one or more embodiments of the present invention.
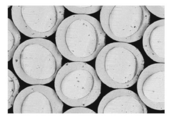
- FIG. 2 is a laser micrograph of a fiber cross section of the fiber of Example 4.
- FIG. 3 is a laser micrograph of a fiber cross section of the fiber of Comparative Example 5.
- the present inventors have a flat bilobed cross-sectional shape using a polyester-based resin composition for the core and a polyamide-based resin composition for the sheath.
- a polyester-based resin composition for the core and a polyamide-based resin composition for the sheath.
- the melt viscosity of the polyamide-based resin composition used for the sheath is reduced.
- core-sheath composite fiber for artificial hair having good combability
- the core-sheath composite fiber for artificial hair according to one or more embodiments of the present invention is composed of a core portion and a sheath portion, and has a flat bilobed cross-sectional shape.
- the core portion also has a flat bilobed cross-sectional shape.
- the flat difoliate shape is a combination of two leaf shapes selected from the group consisting of a round shape and an elliptical shape through a recess.
- the circular or elliptical shape does not necessarily have to draw a continuous arc, and includes a substantially circular or substantially elliptical shape in which a part is deformed unless the angle is acute. Further, it is not necessary to consider the unevenness of 2 ⁇ m or less generated on the cross section of the fiber and the outer circumference of the core portion due to the inclusion of additives and the like.
- FIG. 1 is a schematic view showing a fiber cross section of a core-sheath composite fiber for artificial hair according to one or more embodiments of the present invention.
- the core-sheath composite fiber 1 for artificial hair of the embodiment is composed of a sheath portion 10 and a core portion 20, and the fiber 1 and the core portion 20 are both flat bilobed in which two ellipses are connected via a recess.
- the maximum of a straight line connecting any two points on the outer periphery of the fiber cross section so as to be parallel to the line symmetry axis and the line symmetry axis is the maximum when the length of the long axis of the fiber cross section (referred to as L), which is a straight line to be long, and any two points on the outer circumference of the fiber cross section are connected so as to be perpendicular to the long axis of the fiber cross section.
- the length (referred to as S1) of the first minor axis of the fiber cross section which is a straight line connecting two points having a length, satisfies the following formula (1).
- L / S1 1.1 or more and 2.0 or less (1)
- the length of the core cross-section long axis which is the longest straight line among the straight lines connecting arbitrary two points on the outer periphery of the core cross section so as to be parallel to the line symmetry axis and the line symmetry axis.
- Lc the longest straight line among the straight lines connecting arbitrary two points on the outer periphery of the core cross section so as to be parallel to the line symmetry axis and the line symmetry axis.
- the length of the first minor axis of the partial cross section (referred to as Sc1) satisfies the following formula (2).
- Sc1 the length of the first minor axis of the partial cross section
- the center point of the long axis of the core portion coincides with the center point of the long axis of the fiber cross section, and unintended occurrence of crimping occurs. Can be suppressed.
- the cross-sectional shape of the fiber and the core portion described above can be controlled by using a nozzle (hole) having a shape close to the target cross-sectional shape.
- the core-sheath composite fiber for artificial hair has a flat bilobed fiber cross section, it has a shape in which two leaf diameters consisting of a circular shape and an elliptical shape are connected via a concave portion, so that a smooth concave portion is formed on the fiber surface.
- the presence of protrusions and the reduction of the flat area reduce the reflection of light and tend to give a gloss similar to that of human hair.
- the fiber surface has smooth irregularities, the contact area between the fibers or when the fibers are passed through the comb is reduced, and it is easy to realize a tactile sensation close to that of human hair and good combability.
- the flexural rigidity value as a physical property related to the tactile sensation and texture becomes close to that of human hair, so that a core-sheath composite fiber for artificial hair having the same quality as human hair can be obtained.
- the number of cores is less than this range, the flexural rigidity value is lower than that of human hair, so that the core-sheath composite fiber for artificial hair of the same quality as human hair cannot be obtained.
- the core-sheath composite fiber for artificial hair preferably has a single fiber fineness of 10 dtex or more and 150 dtex or less, more preferably 30 dtex or more and 120 dtex or less, and further preferably 40 dtex or more and 100 dtex or less. Yes, and particularly preferably 50 dtex or more and 90 dtex or less.
- the core-sheath composite fibers for artificial hair do not necessarily have all the fibers having the same fineness and cross-sectional shape as an aggregate of fibers, for example, a fiber bundle, and have different fineness and cross-sectional shape. Fibers having a shape may be mixed.
- the melt viscosity of the resin composition used for the core or sheath is such that the pellet-shaped resin composition is dehumidified and dried so that the water content is 1000 ppm or less, the sample amount of the resin composition is 20 cc, and the piston speed is 200 mm / min. It is a value measured with the temperature at the time of fiberization, that is, the nozzle temperature at the time of spinning as a set temperature under the conditions of a capillary length of 20 mm and a capillary diameter of 1 mm.
- the melt viscosity is measured by melting and kneading the resin and the additive in advance using a general kneader and pelletizing them.
- the measuring device includes a capillary rheometer LCR7000 manufactured by Dynisco.
- the melt viscosity of the polyamide-based resin composition at the time of spinning in the production of artificial fibers is 140 Pa ⁇ s or less, and preferably 60 Pa ⁇ s or more and 120 Pa ⁇ s or less.
- the cross-sectional shape of the core of the core-sheath composite fiber changes depending on the viscosity of the resin composition used for the core-sheath. Therefore, the fiber cross section changes with respect to the nozzle shape. Along with this, the cross-sectional shape of the core portion is likely to change with respect to the nozzle shape.
- the swelling effect should be reduced by setting the viscosity of the polyamide-based resin composition constituting the sheath portion to 140 Pa ⁇ s or less. It is possible to stably obtain a core-sheath composite fiber having a cross-sectional shape similar to the nozzle shape. Further, when the viscosity of the polyamide resin composition constituting the sheath portion is larger than 140 Pa ⁇ s, the swelling effect becomes very large and the deformation of the fiber cross section with respect to the nozzle shape becomes extremely large. It is difficult to obtain fibers, and for example, peeling of the core sheath component and exposure of the core portion occur.
- the core-sheath composite fiber for artificial hair does not have to have the same fineness and cross-sectional shape in the core and sheath, and fibers having different fineness and cross-sectional shape may be mixed.
- fibers having different fineness and cross-sectional shape may be mixed.
- the core is not exposed on the fiber surface and is completely covered by the sheath.
- the core portion is composed of a polyester-based resin composition containing a polyester-based resin as a main component
- the sheath portion is a polyamide-based resin composition containing a polyamide-based resin as a main component and a pigment. It is composed of things.
- the polyester-based resin composition containing a polyester-based resin as a main component is more than 50% by weight of the polyester-based resin when the total weight of the polyester-based resin composition is 100% by weight. It means that the polyester resin is contained in a large amount, preferably 70% by weight or more, more preferably 80% by weight or more, further preferably 90% by weight or more, still more preferably 95% by weight or more. ..
- the polyester resin it is preferable to use one or more selected from the group consisting of polyalkylene terephthalate and copolymerized polyester mainly composed of polyalkylene terephthalate.
- the "copolymerized polyester mainly composed of polyalkylene terephthalate” refers to a copolymerized polyester containing 80 mol% or more of polyalkylene terephthalate.
- the polyalkylene terephthalate is not particularly limited, and examples thereof include polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, and polycyclohexanedimethylene terephthalate.
- the copolymerized polyester mainly composed of the polyalkylene terephthalate is not particularly limited, but for example, it is mainly composed of polyalkylene terephthalate such as polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, and polycyclohexanedimethylene terephthalate, and other copolymerization components. Examples thereof include copolymerized polyester containing.
- Examples of the other copolymerization component include isophthalic acid, orthophthalic acid, naphthalenedicarboxylic acid, paraphenylenedicarboxylic acid, trimellitic acid, pyromellitic acid, succinic acid, glutaric acid, adipic acid, suberic acid, azelaic acid, and sebacine.
- Polyvalent carboxylic acids such as acids and dodecanedioic acids and their derivatives; dicarboxylic acids including sulfonates such as 5-sodium sulfoisophthalic acid and dihydroxyethyl 5-sodium sulfoisophthalate and their derivatives; 1,2-propane Didiol, 1,3-propanediol, 1,4-butanediol, 1,6-hexanediol, neopentyl glycol, 1,4-cyclohexanedimethanol, diethylene glycol, polyethylene glycol, trimethylolpropane, pentaerythritol, 4-hydroxy Examples thereof include benzoic acid, ⁇ -caprolactone, and ethylene glycol ether of bisphenol A.
- the copolymerized polyester is preferably produced by reacting the main polyalkylene terephthalate with a small amount of other copolymerizing components.
- the polyalkylene terephthalate a polymer of terephthalic acid and / or a derivative thereof (for example, methyl terephthalate) and alkylene glycol can be used.
- the copolymerized polyester is a mixture of terephthalic acid and / or a derivative thereof (for example, methyl terephthalate) used for the polymerization of the main polyalkylene terephthalate and alkylene glycol, and a small amount of a monomer or a monomer which is another copolymerization component. It may be produced by polymerizing one containing an oligomer component.
- the copolymerized polyester may be polycondensed with the other copolymerization components in the main chain and / or side chain of the main polyalkylene terephthalate, and the copolymerization method and the like are not particularly limited.
- copolymerized polyester containing polyalkylene terephthalate as a main component examples include, for example, ethylene glycol ether of bisphenol A, 1,4-cyclohexadimethanol, isophthalic acid and dihydroxy 5-sodium sulfoisophthalate containing polyethylene terephthalate as a main component.
- the polyalkylene terephthalate and the copolymerized polyester containing the polyalkylene terephthalate as a main component may be used alone or in combination of two or more.
- polyester mainly composed of terephthalate and copolymerized with isophthalic acid and polyester mainly composed of polyethylene terephthalate and copolymerized with dihydroxyethyl 5-sodium sulfoisophthalate alone or in combination of two or more.
- the intrinsic viscosity (sometimes referred to as IV value) of the polyester resin is not particularly limited, but is preferably 0.3 or more and 1.2 or less, and more preferably 0.4 or more and 1.0 or less. ..
- IV value The intrinsic viscosity of the polyester resin is not particularly limited, but is preferably 0.3 or more and 1.2 or less, and more preferably 0.4 or more and 1.0 or less. ..
- the intrinsic viscosity is 0.3 or more, the mechanical strength of the obtained fiber does not decrease, and there is no risk of drip during the combustion test. Further, when the intrinsic viscosity is 1.2 or less, the molecular weight does not increase too much, the melt viscosity does not become too high, melt spinning becomes easy, and the fineness tends to be uniform.
- the polyester-based resin composition may contain other resins in addition to the polyester-based resin.
- other resins include polyamide-based resins, vinyl chloride-based resins, modaacrylic-based resins, polycarbonate-based resins, polyolefin-based resins, and polyphenylene sulfide-based resins. These may be used alone or in combination of two or more.
- the polyamide-based resin composition containing a polyamide-based resin as a main component is more than 50% by weight when the total weight of the polyamide-based resin composition is 100% by weight. It means that the polyamide resin is contained in an amount of 70% by weight or more, more preferably 80% by weight or more, further preferably 90% by weight or more, and further preferably 95% by weight or more.
- the polyamide-based resin used in the present invention is obtained by polymerizing one or more selected from the group consisting of lactam, a mixture of aminocarboxylic acid, dicarboxylic acid and diamine, a mixture of dicarboxylic acid derivative and diamine, and a salt of dicarboxylic acid and diamine. It means the nylon resin obtained by the above.
- lactam examples include, but are not limited to, 2-azetidineone, 2-pyrrolidinone, ⁇ -valerolactam, ⁇ -caprolactam, enantractam, caprilactam, undecalactam, laurolactam and the like. can. Of these, ⁇ -caprolactam, undecalactam, and laurolactam are preferable, and ⁇ -caprolactam is particularly preferable. These lactams may be used alone or in a mixture of two or more.
- aminocarboxylic acid examples are not particularly limited, but for example, 6-aminocaproic acid, 7-aminoheptanoic acid, 8-aminooctanoic acid, 9-aminononanoic acid, 10-aminodecanoic acid, 11-aminoundecanoic acid, and the like.
- Examples include 12-aminododecanoic acid. Of these, 6-aminocaproic acid, 11-aminoundecanoic acid, and 12-aminododecanoic acid are preferable, and 6-aminocaproic acid is particularly preferable.
- These aminocarboxylic acids may be used alone or in a mixture of two or more.
- dicarboxylic acid used in the mixture of dicarboxylic acid and diamine, the mixture of dicarboxylic acid derivative and diamine, or the salt of dicarboxylic acid and diamine are not particularly limited, but for example, oxalic acid, malonic acid, succinic acid, and the like.
- Aliphatic dicarboxylic acids such as glutaric acid, adipic acid, pimelli acid, suberic acid, azelaic acid, sebacic acid, undecanedioic acid, dodecanedioic acid, brushphosphoric acid, tetradecanedioic acid, pentadecanedioic acid, octadecanedioic acid, cyclohexanedicarboxylic acid
- Examples thereof include alicyclic dicarboxylic acids such as, phthalic acid, isophthalic acid, terephthalic acid, and aromatic dicarboxylic acids such as naphthalenedicarboxylic acid.
- adipic acid, sebacic acid, dodecanedioic acid, terephthalic acid, and isophthalic acid are preferable, and adipic acid, terephthalic acid, and isophthalic acid are particularly preferable.
- These dicarboxylic acids may be used alone or in a mixture of two or more.
- diamine used in the mixture of dicarboxylic acid and diamine, the mixture of dicarboxylic acid derivative and diamine, or the salt of dicarboxylic acid and diamine are not particularly limited, but for example, 1,4-diaminobutane, 1,5.
- the polyamide resin (sometimes referred to as nylon resin) is not particularly limited, but for example, nylon 6, nylon 66, nylon 11, nylon 12, nylon 6/10, nylon 6/12, nylon 6T and / or It is preferable to use semi-aromatic nylon containing 6I units, a copolymer of these nylon resins, and the like. In particular, a copolymer of nylon 6, nylon 66, nylon 6 and nylon 66 is more preferable.
- the polyamide-based resin can be produced, for example, by a polyamide-based resin polymerization method in which a polyamide-based resin raw material is heated in the presence or absence of a catalyst. Stirring may or may not occur during the polymerization, but stirring is preferred to obtain a homogeneous product.
- the polymerization temperature can be arbitrarily set according to the degree of polymerization, reaction yield, and reaction time of the target polymer, but a low temperature is preferable in consideration of the quality of the finally obtained polyamide resin.
- the reaction rate can also be set arbitrarily. Although there is no limitation on the pressure, it is preferable to reduce the pressure inside the system in order to efficiently extract the volatile components to the outside of the system.
- the polyamide resin used in the present invention may be closed at the end with a terminal blocking agent such as a carboxylic acid compound and an amine compound.
- a terminal blocking agent such as a carboxylic acid compound and an amine compound.
- the concentration of the terminal amino group or the terminal carboxyl group of the obtained nylon resin is lower than that when the terminal blocking agent is not used.
- the terminal is blocked with a dicarboxylic acid or diamine, the sum of the concentrations of the terminal amino group and the terminal carboxyl group does not change, but the ratio of the concentrations of the terminal amino group and the terminal carboxyl group changes.
- carboxylic acid compound examples are not particularly limited, but for example, acetic acid, propionic acid, butyric acid, valeric acid, caproic acid, enanthic acid, capric acid, pelargonic acid, undecanoic acid, lauric acid, tridecanoic acid, and myristic acid.
- amine compound examples are not particularly limited, but for example, butylamine, pentylamine, hexylamine, heptylamine, octylamine, 2-ethylhexylamine, nonylamine, decylamine, undecylamine, dodecylamine, tridecylamine, and the like.
- Aliper monoamines such as tetradecylamine, pentadecylamine, hexadecylamine, octadecylamine, nonadecilamine and icosylamine, alicyclic monoamines such as cyclohexylamine and methylcyclohexylamine, aromatic monoamines such as benzylamine and ⁇ -phenylethylamine, 1,4-diaminobutane, 1,5-diaminopentane, 1,6-diaminohexane, 1,7-diaminoheptane, 1,8-diaminooctane, 1,9-diaminononane, 1,10-diaminodecane, 1, 11-diaminoundecane, 1,12-diaminododecane, 1,13-diaminotridecane, 1,14-diaminotetradecane, 1,15-diaminopen
- the concentration of terminal groups in the polyamide resin is not particularly limited, but the one with a higher terminal amino group concentration is used when it is necessary to improve dyeability for fiber applications or when designing a material suitable for alloying for resin applications. Is preferable. On the contrary, when it is desired to suppress coloring and gelation under long-term aging conditions, it is preferable that the terminal amino group concentration is low. Furthermore, if you want to suppress lactam regeneration during remelting, yarn breakage during melt spinning due to oligomer formation, mold deposit during continuous injection molding, and die mark generation during continuous extrusion of film, both the terminal carboxyl group concentration and the terminal amino group concentration are both. Lower is preferable.
- the terminal group concentration may be adjusted depending on the intended use, but both the terminal amino group concentration and the terminal carboxyl group concentration are preferably 1.0 ⁇ 10 -5 to 15.0 ⁇ 10 -5 eq / g, more preferably. It is 2.0 ⁇ 10 -5 to 12.0 ⁇ 10 -5 eq / g, particularly preferably 3.0 ⁇ 10 -5 to 11.0 ⁇ 10 -5 eq / g.
- a method of adding the terminal sequestering agent a method of adding the terminal sequestering agent at the same time as a raw material such as caprolactam at the initial stage of polymerization, a method of adding the nylon resin during the polymerization, and a method of adding the nylon resin when passing it through a vertical stirring thin film evaporator in a molten state. Etc. are adopted.
- the terminal sequestering agent may be added as it is, or may be dissolved in a small amount of solvent and added.
- the polyamide-based resin composition may contain other resins in addition to the polyamide-based resin.
- other resins include polyamide-based resins, vinyl chloride-based resins, modaacrylic-based resins, polycarbonate-based resins, polyolefin-based resins, and polyphenylene sulfide-based resins. These may be used alone or in combination of two or more.
- the core-sheath composite fiber for artificial hair is a copolymerized polyester whose core is mainly composed of polyalkylene terephthalate and polyalkylene terephthalate from the viewpoint of making the tactile sensation and appearance closer to human hair and further improving curl property and curl retention property. It is preferable to compose a polyester resin composition containing at least one polyester resin selected from the group consisting of the main components, and the sheath portion is mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66. It is more preferable to use a polyamide-based resin composition containing a polyamide-based resin as a main component.
- the "polyamide-based resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66" is a polyamide-based resin containing 80 mol% or more of nylon 6 and / or nylon 66. Means.
- the sheath portion by forming the sheath portion with a polyamide-based resin composition containing a pigment, it becomes difficult for streaky irregularities to be formed on the fiber surface, the gloss peculiar to polyamide is reduced, and the tactile sensation and tactile sensation are reduced.
- the polyamide-based resin forms streaky irregularities due to spheres on the fiber surface, which deteriorates the tactile sensation and combing.
- melt viscosity of the product By setting the melt viscosity of the product to 140 Pa ⁇ s or less, the growth of sphere crystals on the surface of the polyamide resin generated during solidification during spinning is inhibited, and the fiber surface is smooth without forming streaky irregularities.
- a core-sheath composite fiber for artificial hair having a surface and having good tactile sensation and combability can be obtained.
- the pigment is not particularly limited, and for example, a general pigment such as carbon black or anthraquinone can be used.
- a pigment masterbatch can also be used.
- a pigment masterbatch is a mixture of a pigment and a resin composition that is kneaded and pelletized (sometimes referred to as compounding) using a kneader such as an extruder, and is generally difficult to handle because it is in the form of fine powder.
- the polyamide-based resin composition is not particularly limited, but preferably contains 0.005 parts by weight or more and 2 parts by weight or less of the pigment with respect to 100 parts by weight of the polyamide-based resin from the viewpoint of further improving the tactile sensation and combability. , 0.01 part by weight or more and 1 part by weight or less is more preferable.
- the polyester resin composition constituting the core portion may also contain a pigment, or the same pigment as that used for the sheath portion may be used, and the blending amount of the pigment is also 100 weight by weight of the polyester resin.
- the pigment may be used in an amount of 0.005 parts by weight or more and 2 parts by weight or less.
- a flame retardant may be used in combination from the viewpoint of flame retardancy.
- the flame retardant include a bromine-containing flame retardant and a phosphorus-containing flame retardant.
- the phosphorus-containing flame retardant include a phosphoric acid ester amide compound and an organic cyclic phosphorus-based compound.
- the bromine-based flame retardant is not particularly limited, and is, for example, a brominated epoxy-based flame retardant; pentabromotoluene, hexabromobenzene, decabromodiphenyl, decabromodiphenyl ether, bis (tribromophenoxy) ethane, tetrabromophthalic acid anhydride.
- Bromine-containing phosphoric acid esters such as ethylenebis (tetrabromophthalimide), ethylenebis (pentabromophenyl), octabromotrimethylphenylindan, tris (tribromoneopentyl) phosphate; brominated polystyrenes; brominated polybenzyl acrylate Classes; brominated phenoxy resins; brominated polycarbonate oligomers; tetrabromobisphenol A, tetrabromobisphenol A-bis (2,3-dibromopropyl ether), tetrabromobisphenol A-bis (allyl ether), tetrabromobisphenol A- Tetrabromobisphenol A derivatives such as bis (hydroxyethyl ether); bromine-containing triazine compounds such as tris (tribromophenoxy) triazine; bromine-containing isocyanuric acid compounds such as tris (2,3-dibromopropyl) iso
- a brominated epoxy flame retardant whose molecular end is composed of an epoxy group or tribromophenol can be used as a raw material, but the structure of the brominated epoxy flame retardant after melt-kneading is It is not particularly limited, and when the total number of the constituent units represented by the following chemical formula (1) and the constituent units in which at least a part of the following chemical formula (1) is modified is 100 mol%, 80 mol% or more is represented by the chemical formula (1). It is preferably a constituent unit.
- the structure of the brominated epoxy flame retardant may change at the molecular end after melt-kneading.
- the molecular end of the brominated epoxy flame retardant may be substituted with an epoxy group or a hydroxyl group other than tribromophenol, a phosphoric acid group, a phosphonic acid group, or the like, and the molecular end is bonded to the polyester component by an ester group. May be.
- a part of the structure other than the molecular terminal of the brominated epoxy flame retardant may be changed.
- the secondary hydroxyl group of the brominated epoxy flame retardant and the epoxy group may be bonded to form a branched structure, and if the bromine content in the brominated epoxy flame retardant molecule does not change significantly, the above chemical formula ( A part of the bromine of 1) may be desorbed or added.
- a polymer-type brominated epoxy flame retardant as shown in the following general formula (2) is preferably used.
- m is 1 to 1000.
- examples of the polymer-type brominated epoxy flame retardant as shown in the following general formula (2) include a brominated epoxy flame retardant manufactured by Sakamoto Yakuhin Kogyo Co., Ltd. (trade name “SR-T2MP”). Commercially available products may be used.
- the brominated epoxy flame retardant is not particularly limited, but for example, it is preferable to include 5 parts by weight or more and 40 parts by weight or less with respect to 100 parts by weight of the main component resin.
- a flame retardant aid may be used in combination.
- the flame retardant aid is not particularly limited, but from the viewpoint of flame retardancy, it is preferable to use, for example, an antimony compound or a composite metal containing antimony.
- the antimony compound include antimony trioxide, antimony tetroxide, antimony pentoxide, sodium antimonate, potassium antimonate, calcium antimonate and the like. From the viewpoint of flame retardancy improving effect and influence on tactile sensation, one or more selected from the group consisting of antimony trioxide, antimony pentoxide, and sodium antimonate is more preferable.
- the flame retardant aid is not particularly limited, but for example, it is preferable to include 0.1 part by weight or more and 10 parts by weight or less with respect to 100 parts by weight of the main component resin.
- a flame-retardant aid in the polyamide-based resin composition constituting the sheath portion, appropriate surface irregularities are formed on the fiber surface, and in addition to flame retardancy, it has a low-gloss appearance close to that of human hair. It is easy to obtain core-sheath composite fibers for artificial hair.
- the core-sheath composite fiber for artificial hair contains various additives such as a heat resistant agent, a stabilizer, a fluorescent agent, an antioxidant, and an antistatic agent, if necessary, within a range that does not impair the effects of the present invention. You may.
- the core-sheath composite fiber for artificial hair is used for artificial hair by melt-kneading the resin composition of each core-sheath using various general kneaders and then melt-spinning the resin composition using a core-sheath type composite nozzle.
- a core-sheath composite fiber can be produced.
- a polyester resin composition obtained by dry blending each component such as the above-mentioned polyester resin and brominated epoxy flame retardant is melt-kneaded using various general kneaders to obtain a core component.
- a polyamide-based resin composition obtained by dry-blending each component such as the above-mentioned polyamide-based resin, pigment, and brominated epoxy-based flame retardant is melt-kneaded using various general kneaders to form a sheath component, and is used as a core. It can be produced by melt spinning using a sheath composite spinning nozzle.
- the kneader include a single-screw extruder, a twin-screw extruder, a roll, a Banbury mixer, and a kneader. Of these, a twin-screw extruder is preferable from the viewpoint of adjusting the kneading degree and easiness of operation.
- a melt spinning method is preferable.
- the temperature of the extruder, gear pump, nozzle, etc. is set to 250 ° C. or higher and 300 ° C. or lower, and the polyamide resin composition.
- the temperature of the extruder, gear pump, nozzle, etc. is set to 260 ° C or higher and 320 ° C or lower, and after melt spinning, it is cooled to below the glass transition point of each resin and at a speed of 50 m / min or more and 5000 m / min or less. By taking over, spun yarn (undrawn yarn) is obtained.
- the polyester resin composition constituting the core portion is supplied by the core extruder extruder of the melt spinning machine, and the polyamide resin composition constituting the sheath portion is the sheath of the melt spinning machine.
- a spun yarn (undrawn yarn) is obtained by supplying the molten polymer with a core-sheath type composite spinning nozzle (hole) having a predetermined shape and supplying the molten polymer.
- the melt viscosity of the polyamide-based resin composition at the set temperature of the core-sheath type composite nozzle needs to be 140 Pa ⁇ s or less. As a result, deformation of the fiber cross section due to the swell effect can be reduced, and a core-sheath composite fiber having a cross-section similar to the nozzle shape can be stably obtained.
- the spun yarn is heat-drawn.
- the stretching may be carried out by either a two-step method in which the spun yarn is wound once and then stretched, or a direct spun drawing method in which the spun yarn is continuously stretched without being wound.
- the thermal stretching is performed by a one-step stretching method or a two-stage or more multi-step stretching method.
- a heating roller As the heating means in the heat stretching, a heating roller, a heat plate, a steam jet device, a hot water tank, etc. can be used, and these can be used in combination as appropriate.
- An oil agent such as a fiber treatment agent or a softening agent may be added to the core-sheath composite fiber for artificial hair to bring the texture and texture closer to human hair.
- the fiber treatment agent include silicone-based fiber treatment agents and non-silicone-based fiber treatment agents for improving tactile sensation and combability.
- the core-sheath composite fiber for artificial hair may be processed by gear crimping.
- gear crimping generally, fibers are passed between two meshed gears in a state of being heated to a softening temperature or higher, and the shape of the gears is transferred to develop fiber bending. Further, if necessary, by heat-treating the core-sheath composite fiber for artificial hair at different temperatures in the fiber processing stage, curls having different shapes can be developed.
- the core-sheath composite fiber for artificial hair can be used without particular limitation as long as it is a headdress product.
- it can be used for hair wigs, wigs, weaving, hair extensions, blade hair, hair accessories, doll hair and the like.
- the headdress product may be composed only of the core-sheath composite fiber for artificial hair of the present invention. Further, in the headdress product, the core-sheath composite fiber for artificial hair of the present invention may be combined with other fibers for artificial hair and natural fibers such as human hair and animal hair.
- the measurement method and evaluation method used in the examples and comparative examples are as follows.
- melt viscosity When the melt viscosity of the pellet-shaped resin composition dried to a water content of 1000 ppm or less used for the core or sheath is fibroticized under the conditions of a sample amount of 20 cc, a piston speed of 200 mm / min, a capillary length of 20 mm, and a capillary diameter of 1 mm.
- the temperature of the above, that is, the nozzle temperature at the time of spinning was measured as the set temperature.
- Level C The number of fibers deformed or split by passing the comb 100 times is 30 or more and less than 100, and the resistance becomes stronger in the middle and the comb does not pass once or more 20 times.
- Level D that occurs with a probability of less than 100 times The number of fibers that have been deformed or split by passing through the comb 100 times is 100 or more, and the resistance becomes stronger in the middle, and the level at which the comb does not pass with a probability of 20 times or more.
- Example 1 Polyethylene terephthalate pellets (manufactured by Bell Polyester Products, trade name “DFG1", sometimes referred to as PET) 100 parts by weight of brominated epoxy flame retardant (manufactured by Sakamoto Yakuhin Kogyo, trade name “SR-T2MP”) 20 parts by weight, sodium antimonate (manufactured by Nippon Seiko Co., Ltd., trade name "SA-A”) 2 parts by weight, black pigment master batch (manufactured by Dainichi Seika Kogyo, trade name “PESM22367BLACK (20)", pigment: 20% by weight , Base resin: polyester resin) 2.1 parts by weight, yellow pigment master batch (manufactured by Dainichi Seika Kogyo, trade name "PESM1001YELLOW (20)", pigment: 20% by weight, base resin: polyester resin) 0.8 By weight, 0.6 parts by weight of red pigment master batch (manufactured by Dainichi Seika Kogyo, trade name "PESM100
- nylon 66 manufactured by Toray Industries, Inc., trade name "Amilan CM3001", sometimes referred to as PA66
- black pigment masterbatch manufactured by Dainichi Seika Kogyo, trade name "PESM22367BLACK (20)"
- the pellet-shaped polyester resin composition and the polyamide resin composition are supplied to the extruder, respectively, and extruded from a core-sheath composite spinning nozzle (hole) having a nozzle shape shown in Table 1 below at a set temperature of 280 ° C. , 40-200 m / min, with the polyester resin composition as the core and the polyamide resin composition as the sheath, and the core-sheath ratio of the polyester resin composition to the polyamide resin composition is the area.
- An undrawn yarn of a core-sheath composite fiber having a ratio of 5: 5 was obtained.
- the obtained undrawn yarn was drawn using a heat roll at 85 ° C. at a speed of 45 m / min to obtain a triple drawn yarn, and further, 45 m / min using a heat roll continuously heated to 200 ° C. Take up and heat-treat at the speed of After adhering, it was dried to obtain a core-sheath composite fiber having a single fiber fineness shown in Table 1 below.
- Example 2 When the resin used for the core is polyethylene terephthalate pellets (manufactured by East West Fiber Limited, East PET product name “A-12”) and the resin used for the sheath is nylon 6 (manufactured by Unitika, product name "A1030BRL", PA6).
- the core-sheath composite fiber is the same as in Example 1 except that the barrel set temperature at the time of pelletization is 260 ° C., the nozzle set temperature is 270 ° C., and the core-sheath ratio is 8: 2.
- Example 3 The resin used for the core is polybutylene terephthalate pellets (manufactured by Mitsubishi Chemical Co., Ltd., trade name "Novaduran 5020", sometimes referred to as PBT), the barrel set temperature at the time of pelletization is 260 ° C, and the resin used for the sheath is Nylon 6 (manufactured by Unitika Ltd., trade name "A1030BRL”) was used, and a core-sheath composite fiber was obtained in the same manner as in Example 1 except that the barrel set temperature at the time of pelletization was 260 ° C. and the nozzle set temperature was 260 ° C. ..
- Example 4 For 100 parts by weight of nylon 6 (manufactured by Unitica, trade name "A1030BRL”), 20 parts by weight of brominated epoxy flame retardant (manufactured by Sakamoto Pharmaceutical Co., Ltd., trade name "SR-T2MP”), sodium antimonate (manufactured by Nippon Seiko Co., Ltd.) , Trade name "SA-A”) 2 parts by weight, black pigment masterbatch (manufactured by Dainichi Seika Kogyo, trade name “PESM22367BLACK (20)”) 2.1 parts by weight, yellow pigment masterbatch (Dainichi Seika) Add 0.8 parts by weight of industrial product, trade name "PESM1001YELLOW (20)”) and 0.6 parts by weight of red pigment masterbatch (manufactured by Dainichi Seika Kogyo, product name "PESM3005RED (20)”), and after dry blending.
- nylon 6 manufactured by Unitica, trade name "A1030BRL
- a core-sheath composite fiber was obtained in the same manner as in Example 2.
- Example 5 Example 4 except that the resin used for the core was polyethylene terephthalate pellets (manufactured by Bell Polyester Products, trade name "DFG1") and the fibers were cooled in a water bath at 20 ° C. for 1 second immediately after the resin was extruded from the spinning nozzle.
- the core-sheath composite fiber was obtained in the same manner as in the above.
- Example 6 The resin used for the sheath is nylon 66 (manufactured by Toray Industries, Inc., trade name "Amiran CM3001"), the barrel set temperature at the time of pelletization is 280 ° C, the nozzle set temperature is 280 ° C, and the core-sheath ratio is 2: A core-sheath composite fiber was obtained in the same manner as in Example 4 except that the value was 8.
- Example 1 A core-sheath composite fiber was obtained in the same manner as in Example 2 except that the resin used for the sheath was nylon 6 (manufactured by Unitika Ltd., trade name “A1030BRT”).
- Example 2 A core-sheath composite fiber was obtained in the same manner as in Example 2 except that the core-sheath ratio was 9: 1.
- Nylon 6 manufactured by Unitica, trade name "A1030BRL"
- A1030BRL twin-screw extruder
- melt-kneaded at a barrel set temperature of 260 ° C. and pelletized to obtain a polyamide-based resin composition as a sheath, and a spinning nozzle.
- a core-sheath composite fiber was obtained in the same manner as in Example 2 except that the fiber was cooled in a water bath at 20 ° C. for 1 second immediately after the resin was extruded.
- the resin used for the core is polyethylene terephthalate pellets (Bell Polyester Products, trade name "DFG1")
- the resin used for the sheath is nylon 66 (DuPont, trade name "Zytel 42A")
- the core-sheath ratio is area.
- a core-sheath composite fiber was obtained in the same manner as in Example 6 except that the ratio was 8: 2.
- FIG. 2 is a laser micrograph of a fiber cross section of the fiber of Example 4.
- both the fiber and the core portion have a flat bilobed cross-sectional shape.
- FIG. 3 is a laser micrograph of a fiber cross section of the fiber of Comparative Example 5. As shown in FIG. 3, in the core-sheath composite fiber for artificial hair, both the fiber and the core portion have a substantially circular cross-sectional shape.
- the fibers of Examples 1 to 6 had no exposed core, had a tactile sensation similar to human hair, and had good combability.
- the fiber of Comparative Example 5 having a circular cross section had an unnatural appearance because the fiber surface had no irregularities, and both the tactile sensation and combing were poor. Further, the fiber of Comparative Example 7 was not stiff because the ratio of the core component was too low, and a tactile sensation close to that of human hair could not be obtained.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Multicomponent Fibers (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/008987 WO2021176571A1 (ja) | 2020-03-03 | 2020-03-03 | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 |
| CN202080097401.7A CN115151687B (zh) | 2020-03-03 | 2020-03-03 | 人工毛发用芯鞘复合纤维、包含其的头饰制品及其制造方法 |
| JP2022504824A JP7408769B2 (ja) | 2020-03-03 | 2020-03-03 | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 |
| US17/879,133 US20220372667A1 (en) | 2020-03-03 | 2022-08-02 | Core-sheath composite fiber for artificial hair, hair ornament including same, and method for manufacturing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/008987 WO2021176571A1 (ja) | 2020-03-03 | 2020-03-03 | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/879,133 Continuation US20220372667A1 (en) | 2020-03-03 | 2022-08-02 | Core-sheath composite fiber for artificial hair, hair ornament including same, and method for manufacturing same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021176571A1 true WO2021176571A1 (ja) | 2021-09-10 |
Family
ID=77613156
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/008987 Ceased WO2021176571A1 (ja) | 2020-03-03 | 2020-03-03 | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220372667A1 (https=) |
| JP (1) | JP7408769B2 (https=) |
| CN (1) | CN115151687B (https=) |
| WO (1) | WO2021176571A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02210024A (ja) * | 1989-02-03 | 1990-08-21 | Kuraray Co Ltd | 複合繊維の紡糸方法 |
| JP2007002376A (ja) * | 2005-06-27 | 2007-01-11 | Artnature Co Ltd | 人工毛髪の製造方法、人工毛髪及びかつら |
| JP2008106410A (ja) * | 2006-03-01 | 2008-05-08 | Toray Ind Inc | 捲縮糸およびそれらを用いてなる繊維構造体 |
| WO2017187843A1 (ja) * | 2016-04-28 | 2017-11-02 | デンカ株式会社 | 人工毛髪繊維 |
| WO2018179803A1 (ja) * | 2017-03-30 | 2018-10-04 | 株式会社カネカ | 人工毛髪用芯鞘複合繊維及びそれを含む頭飾製品 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4872339B2 (ja) * | 2005-12-26 | 2012-02-08 | 東レ株式会社 | 芯鞘型複合繊維、捲縮糸、およびそれらを用いてなる繊維構造体 |
| US7906209B2 (en) * | 2006-09-21 | 2011-03-15 | Kaneka Corporation | Fiber for artificial hair with improved processability and hair accessory using the same |
| JP5557440B2 (ja) * | 2008-10-24 | 2014-07-23 | グンゼ株式会社 | コンジュゲート繊維 |
| CN101586269A (zh) * | 2009-07-02 | 2009-11-25 | 浙江理工大学 | 一种锦涤皮芯型功能纤维及制造方法 |
| CN104270977A (zh) * | 2012-05-16 | 2015-01-07 | 株式会社钟化 | 聚酯系人工毛发用纤维及包含其的头饰制品、以及其制造方法 |
| JP7289291B2 (ja) * | 2018-03-06 | 2023-06-09 | デンカ株式会社 | 人工毛髪用繊維束 |
-
2020
- 2020-03-03 WO PCT/JP2020/008987 patent/WO2021176571A1/ja not_active Ceased
- 2020-03-03 CN CN202080097401.7A patent/CN115151687B/zh active Active
- 2020-03-03 JP JP2022504824A patent/JP7408769B2/ja active Active
-
2022
- 2022-08-02 US US17/879,133 patent/US20220372667A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02210024A (ja) * | 1989-02-03 | 1990-08-21 | Kuraray Co Ltd | 複合繊維の紡糸方法 |
| JP2007002376A (ja) * | 2005-06-27 | 2007-01-11 | Artnature Co Ltd | 人工毛髪の製造方法、人工毛髪及びかつら |
| JP2008106410A (ja) * | 2006-03-01 | 2008-05-08 | Toray Ind Inc | 捲縮糸およびそれらを用いてなる繊維構造体 |
| WO2017187843A1 (ja) * | 2016-04-28 | 2017-11-02 | デンカ株式会社 | 人工毛髪繊維 |
| WO2018179803A1 (ja) * | 2017-03-30 | 2018-10-04 | 株式会社カネカ | 人工毛髪用芯鞘複合繊維及びそれを含む頭飾製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115151687B (zh) | 2024-07-05 |
| JP7408769B2 (ja) | 2024-01-05 |
| CN115151687A (zh) | 2022-10-04 |
| JPWO2021176571A1 (https=) | 2021-09-10 |
| US20220372667A1 (en) | 2022-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200024774A1 (en) | Core-sheath composite fiber for artificial hair and headdress product comprising same | |
| US12031241B2 (en) | Core-sheath composite fiber for artificial hair, headdress product including same, and production method therefor | |
| US20220372663A1 (en) | Core-sheath composite fiber for artificial hair, and headwear product including same | |
| US12167762B2 (en) | Core-sheath composite fiber for artificial hair, headdress product including same, and production method therefor | |
| US20220372668A1 (en) | Core-sheath composite fiber for artificial hair, headwear product including same, and production method for same | |
| WO2021176830A1 (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| US20220372669A1 (en) | Core-sheath composite fiber for artificial hair, headwear product including same, and production method for same | |
| JP2020133021A (ja) | 人工毛髪用芯鞘複合繊維及びそれを含む頭飾製品 | |
| JP7685497B2 (ja) | 人工毛髪用芯鞘複合繊維及びそれを含む頭飾製品 | |
| JP2023080684A (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| WO2021176571A1 (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| US20220361611A1 (en) | Core-sheath composite fiber for artificial hair, headwear product including same, and production method for same | |
| US12371819B2 (en) | Core-sheath conjugate fiber for artificial hair, hair ornament including same, and method for producing same | |
| JP7738580B2 (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| US12522952B2 (en) | Core-sheath conjugate fiber for artificial hair, hair ornament including same, and method for producing same | |
| US20240318357A1 (en) | Fiber bundle for artificial hair and hair ornament product including the same | |
| JP2022104320A (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| JP2022104322A (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| JP2022104321A (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20923452 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022504824 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20923452 Country of ref document: EP Kind code of ref document: A1 |